

Основные варианты конструкции
Есть несколько вариантов конструкции патрона для токарного станка, ниже мы коротенько их рассмотрим.
Рычажный
До недавнего времени были популярными типами креплений в токарных станках. Действия основаны на смещении кулачков посредством двуплечего рычага.
Основная характеристика этого типа патронов определяется количеством фиксирующих кулачков и степенью их смещения на рабочем диске. Положение заготовки в рабочей зоне настраивается сложно, особенно при нестандартной обработке.
Клиновой
Внутри патрона вместо спирального диска установлено клинореечное устройство, посредством которого происходит смещение кулачков и крепление обрабатываемой детали.
Исполняется из особо прочных сталей, способных обеспечить неизменность фиксирующих параметров патрона, его бесперебойную и безопасную работу при высоких оборотах тел вращения.

Мембранный
Мембранный патрон. Шток пневмо- или гидропривода давит на мембрану патрона и прогибает её. Прогиб мембраны разжимает губки патрона на доли миллиметра, и заготовка устанавливается до упора в штифты. При отключении привода мембрана возвращается в исходное положение и губки сжимаются, закрепляя заготовку.
Во время обработки заготовка удерживается упругостью мембраны, а большое число кулачков центрируют заготовку с точностью до сотых долей миллиметра. Применяется при чистовой обработке на низких оборотах с мелким сечением снимаемой стружки.

Виды токарных патронов
Токарные патроны делятся на такие виды:
- Механические. Наиболее распространенный класс патронов, разделяется на кулачковые, поводковые, цанговые. Первая группа сейчас практически вытеснила вторую и, в свою очередь, делится на самоцентрирующиеся, обычно с 3 кулачками, и несамоцентрирующиеся, у которых количество кулачков может быть 2, 4 или 6. Шестикулачковые патроны используются реже всего.
- Механизированные: Пневматические, гидравлические, электрические. Автоматизируют процесс зажима-разжима заготовки с заданным усилием. Гидравлические патроны чаще используются на станках с диаметром патрона больше 200 мм (диаметры импортных патронов указаны в дюймах 6, 8, 10, 12, 15 и далее дюймов). Пневматические патроны применяются на токарных автоматах. Цанговые патроны служат для зажима прутковой заготовки относительно небольшого диаметра. Электрические. не получили широкого распространения.
| |
| Токарный патрон с механическим управлением | Патрон с пневматическим приводом |
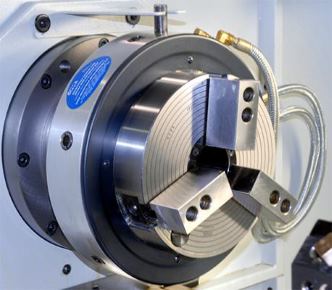
Наружный диаметр токарных патронов находится в пределах 80-1000 мм, из которых наибольшей популярностью пользуются патроны диаметром 80-400 мм. Для изготовления токарных патронов используется сталь и чугун. Особенно прочными выполняются кулачки для токарных патронов, которые испытывают значительные поверхностные и истирающие нагрузки в процессе работы. Поэтому для их производства применяется высококачественная сталь, которая подвергается закалке.
Назначение и основные параметры
Токарный патрон является одним из основных элементов техоснастки и необходим для надежного крепления заготовок различного размера и формы на шпиндель. Высокая точность зажима обеспечивает центрование и перпендикулярность поверхности оси обработки. Патрон необходим для проведения практически всех токарных операций, входит в обязательный комплект оснастки металлообрабатывающих ручных, полуавтоматических и автоматических станков.
Данный тип зажима устанавливается на переднюю бабку станка. Передача вращения осуществляется от электромотора через коробку передач и раздаточную коробку. Для обеспечения производства деталей необходимо несколько токарных патронов, которые подбираются с учетом основных эксплуатационных и технических параметров:
- Вариант исполнения и количество кулачков (зажимных элементов) – определяет возможность фиксации того или иного типа заготовок, расположение кулачков, возможность установки нескольких заготовок.
- Рабочий диаметр патрона. Это наружный размер, диаметр присоединительного пояска, а также расположение и параметры крепежных отверстий.
- Параметры заготовки. Необходимо учесть наибольший и наименьший диаметры, учесть способ крепления – наружный или внутренний через обратные кулачки. Также необходимо учесть и допустимую массу детали.
- Диаметр отверстия в корпусе патрона. Необходим при обработке длинного прутка.
- Максимальное значение частот вращения.
Самостоятельная сборка патрона по чертежам
Самостоятельная сборка не занимает много времени. Это достаточно простой процесс. Главное — понять механизм работы устройства. В крайнем случае можно заказать такое миниатюрное оборудование у профессионального токаря. Из имеющихся деталей он соберет любую вариацию. Стоят самодельные модели существенно дешевле заказанных на производстве.
Оправа надевается первой. Установка детали дает возможность закрепить патрон.

Установка самого патрона на шпиндель
Происходит закрепление механизма. Нельзя пережимать или растачивать детали. На этапе происходит закрепление предварительно подготовленными подходящими по размеру болтами.
Закрепление
Проверив качество накрутки, производится окончательная сборка механизма. Болты прикручиваются при помощи ключа.
На самодельный патрон устанавливается инструментарий. Проводится после проверки сборки болтами.

Освобождение патрона
После вкручивания заготовки оправа больше не нужна. Ее аккуратно снимают.
Обязательно необходимо проверить работоспособность изготовленного самостоятельно механизма. Изделие помещается в токарный станок. Производится несколько плавных оборотов и проверяется четкость закрепления. Специалист оценивает уровень централизации, то двигаются ли предметы.

Самодельные патроны в обязательном порядке следует периодически обслуживать. Они полностью разбираются, внутри проводится чистка, а потом сушка на свежем воздухе. Смазывается обычным маслом. Если изделие собираются хранить, то делать это нужно по правилам. Загибают кулачки в центральную часть, дырка затыкается тряпкой плотно.
Такое хранение обеспечит целостность патрона, так как его нельзя будет повредить механически, пыль не будет оседать в отверстии конструкции оборудования. Перед применением старый патрон смазывается и работает до 10 минут на плавном медленном ходу.
Классификации
Условно делятся на две группы:
- Кулачковые. Подвижные сегменты (кулачки), производят фиксацию детали. Отличаются друг от друга конструкцией и назначением.
- Цанговые. В зависимости от принятия рабочего положения цанги, закрепляющей деталь в нужном положении, токарные патроны этого типа различают:
- с выдвижной цангой;
- неподвижной цангой;
- втягиваемой цангой.
Двухкулачковый
Самоцентрирующиеся двухкулачковые патроны. Все детали изделия производятся из стали, подвижные части подвергаются термообработке, что увеличивает их прочностные характеристики и износостойкость.

Обеспечивают самоцентрирование и фиксацию необработанных поверхностей заготовок. Размеры рабочего диаметра патрона стандартизированы и варьируются от 125 до 400 мм.
Применяется патрон для крепления:
- сложных фасонных деталей;
- нецилиндрических и несимметричных заготовок.
Трехкулачковый
Механизм фиксации 3-кулачкового патрона производится:
- с реечным механизмом;
- со спиральным диском.

Реечный
Точнее, патрона со спиральным диском, имеет более мощный зажим заготовки. Может применяться в мелкосерийном или штучном производстве.
Четырехкулачковый
Четырехкулачковый патрон применяется при обработке несимметричных заготовок. Позволяет проточить деталь вне центра или при расточке отверстий по разным осям.
Изделие крепится двумя парами независимых держателей во взаимоперпендикулярных плоскостях и обеспечивает полное совпадение оси шпинделя с обрабатываемой поверхностью.
Кулачок может быть цельным или сборным. Патрон со сборным кулачком имеет основание и насадной кулачок. Сборный кулачок размещен в пазе основного элемента и имеет свободное радиальное перемещение без потери устойчивости.

Этим обеспечивается двойное шпоночное крепление. Преимущество конструкции в жесткости фиксации и простоте применения.
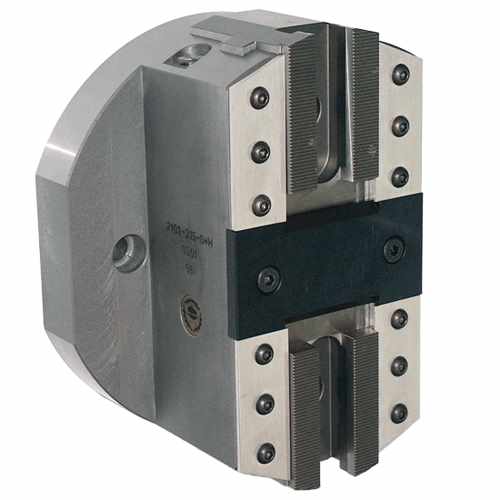
Шестикулачковый
Усилие фиксации распределяется между шестью кулачками, что позволяет крепить тонкостенную деталь без опасений её разрушения или деформирования.

Эксплуатационные особенности 2н125
Данный станок способен легко справиться с теми задачами, которые не под силу настольным сверлильным агрегатам. Он укомплектован простым и удобным ручным управлением, что делает работу на нем продуктивной и приятной. Также станок оснащен откидным подъемным столом, что можно считать плюсом в пользу эргономичности и функциональности. С помощью дополнительных приспособлений можно также существенно расширить сферу применения этой техники.

Опыт многих мастеров показывает, что 2н125 очень удобен для обработки деталей с небольшими габаритами и массой. Именно для этих целей техника подходит идеально. При этом мастер может быть уверен в неприхотливости самого агрегата. Практика десятилетий показывает, что стабильное обслуживание этих станков позволяет работать на нем очень долго без серьезных поломок.
Электрореверс позволяет получать качественную резьбу при ручном контроле метчика. Вертикально-сверлильный станок 2н125 автоматически выключается в случае достижения сверлом нужной глубины. Механизм контроля глубины сверления одновременно выполняет функцию предохранителя, который не дает возможность спровоцировать поломку при повышенных нагрузках.
Технические характеристики 2н125 выглядят следующим образом:
- Максимальный диаметр сверления – 25 мм;
- Габариты стола – 400х450 мм;
- Установочное перемещение головки – 170 мм;
- Предельный ход стола – 270 мм;
- Масса станка – 880 кг;
- Габариты — 915х785х2350 мм.
Выводы
Если для выполнения поставленных задач обыкновенный настольный станок не подходит, то можно обратить внимание на модель 2н125. Этот компактный агрегат отечественного производства имеет три основных плюса, которые делают его покупку весьма рациональной. Это – низкая цена, долгий срок службы и при этом высокая производительность
Если эти преимущества для вас приоритетны, то покупка станка 2н125 не разочарует вас
Это – низкая цена, долгий срок службы и при этом высокая производительность. Если эти преимущества для вас приоритетны, то покупка станка 2н125 не разочарует вас.











Технические характеристики
Токарный 160 патрон трехкулачковый имеет следующие характеристики:
- наружный диаметр корпуса 160 мм;
- количество кулачков – 3;
- биение наружного диаметра корпуса патрона допускается до 0,02 мм;
- максимальное торцевое биение (контрольных колец) – 0,03 мм;
- максимальное число оборотов 2200 об/мин;
- точность обработки закрепленной детали класса П.
Эти данные не зависят от типа кулачков и варианта крепления к шпинделю.
Важно! Все патроны изготавливаются в соответствии с требованиями ГОСТов и международных стандартов. Независимо от типа исполнения, они испытываются по одной программе
Материал корпуса
Корпус патрона изготавливается из высокопрочного чугуна марки СЧ30 и выше. Материал должен иметь технические характеристики:
- высокая прочность;
- износостойкость;
- устойчивость к ударам и динамическим нагрузкам;
- высокий коэффициент сопротивления деформации на изгиб и растяжение;
- сопротивление стиранию.
Для изготовления корпуса патрона по данным характеристикам оптимально подходит серый чугун марки СЧ30 и СЧ35, изготовленный в соответствии с ГОСТ 1412-85. Материал хорошо поддается механической обработке резанием, выполнять резьбы с высокой точностью.
Важно! Серый чугун марок СЧ30 и выше выдерживает удары инструмента и детали при установке без разрушений и сколов. Он сохраняет форму резьбы и позволяет с большим усилием затягивать в кулачках заготовки
Диаметр цилиндрического центрирующего пояска
Центрирующий поясок патрона должен плотно садиться на фланец шпинделя. Любое послабление увеличивает размер биения детали при обработке и уменьшает точность изготовления.
Посадочный размер пояска – внутренний диаметр, изготавливается Ø130H7–130 мм + (0-0,04 мм). Соответственно фланец выполняется по посадке 130f8 с минусовыми припусками. Патрон плотно садится на фланец без использования запрессовки и нагрева.
Диаметр расположения крепежных отверстий
Расстояние центра крепежного отверстия до оси патрона зависит от способа крепления его на шпинделе:
- крепление на планшайбу – отверстия расположены по диаметру 142 мм;
- для конуса №4 они вкручиваются по диаметру 85 мм;
- при варианте крепления с 5 конусом болты расположены дальше от центра – D104,8 мм.

Отверстия располагаются точно по центру между кулачками, на лицевой стороне, на продолжении оси противоположного паза под кулачки, при креплении на конус и торец фланца. В остальных случаях с обратной стороны.
Количество и размер крепежных отверстий
На токарном патроне диаметром 160 мм с обратной стороны для крепления к шпинделю располагается 4 отверстия с резьбой М8. При посадке на конус и крепления к фланцу шпинделя через весь патрон проходит 3 болта.
Диаметр отверстия в корпусе
Отверстие в патроне и шпинделе позволяет изготавливать детали, используя в качестве заготовки прокат, а не резаный пруток. Это значительно упрощает процесс обработки изделий средними и крупными партиями.
Диаметр отверстия в корпусе патрона зависит от варианта установки его на шпиндель. При креплении на торец фланца, отверстие больше и составляет 45 мм. В узлах, которые устанавливаются с помощью конуса, отверстие 40 мм.
Высота корпуса в сборе
Высота в сборе состоит из двух значений:
- высота самого корпуса 60 мм;
- размер выступающей части кулачков – 30,5 мм.
Фактический размер высоты собранного патрона по крайним точкам составляет 90,5 мм.
Максимальная частота вращения
Любой узел имеет предельные значения для его использования. У токарного патрона 160 мм, частота вращений ограничена значением 2200 об/мин. При движении с большей скоростью снижается надежность крепления детали, сцепление кулачков с поверхностью заготовки. При возрастании центробежной силы выше допустимой нормы, увеличивается биение, деталь может вырвать.
Масса 3-х кулачкового патрона
Масса узла зависит от типа его крепления – конструкции. У патрона с посадкой на фланец вес составляет 8,6–8,8 кг. Модели, крепящиеся на конус тяжелее, их стандартный вес в комплекте 13,4 кг.
Справка! Вес узла в сборе может изменяться в зависимости от вида установленных кулачков.
Двухкулачковые патроны
2-х кулачковые токарные патроны применяются для крепления сложных несимметричных и фасонных заготовок (нецилиндрических), т.е. в таких случаях, когда установка в трехкулачковом требует много больше времени или вообще не возможна. Самоцентрирующиеся 2-х кулачковые приспособления способны закреплять в сменных губках необработанные поверхности.
Любые токарные станки, которые транспортируются из обычной рабочей среды, должны быть защищены от пыли, чрезмерного тепла и очень холодного. При работе в пыльных условиях часто меняйте смазку. В жарких рабочих зонах старайтесь избегать перегрева двигателя или повреждения любых уплотнений. В рабочих зонах будьте осторожны, чтобы не перегревать двигатель и не повредить уплотнения. Управляйте токарным станком на более низких скоростях, чем обычно, при работе в холодных условиях.
Все токари всегда должны знать о безопасности, связанной с использованием лебедки, и должны знать все меры предосторожности во избежание несчастных случаев и травм. Небрежность и невежество – две основные угрозы личной безопасности
Другими опасностями могут быть механические рабочие отношения с токарным станком, такие как обслуживание надлежащей машины и конфигурации. Некоторые важные меры предосторожности при использовании токарных станков заключаются в следующем.
Двухкулачковый
2-х кулачковый
Двухкулачковый невращающийся патрон
Корпус изготавливается из стали 45, чугуна, кулачки из цементируемых сталей, например, 20Х, ходовой винт – легированной стали. Подвижные части — термообрабатываются.
Никогда не оставляйте инструменты непосредственно в форме токарного станка. Используйте обе руки при шлифовании заготовки. Не наматывайте наждачную бумагу или ткань вокруг куска Эмори. Режущий инструмент или режущий инструмент токарного станка должны быть изготовлены из правильного материала и шлифоваться под правильным углом к машине заготовкой. Наиболее распространенным режущим инструментом является низкосортная сталь общего назначения. Эти сверла, как правило, недороги, легко измельчаются на скамейке или на пьедестале, много злоупотребляют и изнашиваются и достаточно сильны для всех видов ремонта и изготовления.
Двухкулачковые патроны производятся двух типов:
- ручные – зажим детали осуществляется поворотом спец. ключа, вставляемого в гнездо, в результате чего, кулачки смещаются и центрируют деталь относительно оси шпинделя;
- механизированный – с пневматическим приводом – агрегат имеет пневмоцилиндр с поршнем, который перемещает ползуны, осуществляющих разжим и зажим заготовок.
Диаметры изготавливаемых приспособлений стандартизированы: 150, 200, 250, 300, 375 мм. 2-х кулачковые токарные агрегаты с пневмоприводом изготавливают диаметрами 160, 250, 320, 400 мм с ходом кулачков 5 – 10 мм.
Высокоскоростные стальные сверла могут обрабатывать тепло, которое образуется во время резки, и после охлаждения не меняются. Эти сверла используются для поворота, обработки сверлильных токарных станков и других. Сверла из специальных материалов, таких как карбиды, керамика, алмазы, литейные сплавы, способны обрабатывать детали машины с очень высокой скоростью, но являются хрупкими и дорогостоящими для нормальной работы токарной обработки. Высокоскоростные стальные сверла доступны во многих формах и размерах для любой поворотной операции.
Основным недостатком является смещение центра заготовки из-за перекоса кулачков в направляющих по причине зазора
Поэтому крайне важно минимизировать зазор между кулачками и направляющими
Что это за узел, для чего он нужен?
Токарный патрон — это устройство, предназначенное для установки заготовки на токарных, специальных, универсальных станках. Сам патрон жестко соединяется со шпинделем и передает детали крутящий момент.
Для изготовления поверхностей правильной круглой формы, деталь должна быть выставлена точно в оси вращения шпинделя и не иметь биения. Удобнее всего крепить круглые заготовки, шестигранники, в самоцентрирующийся патрон. Наилучшим вариантом такого патрона является трехкулачковый. Сжимаемая с трех сторон, заготовка сама принимает нужное положение.
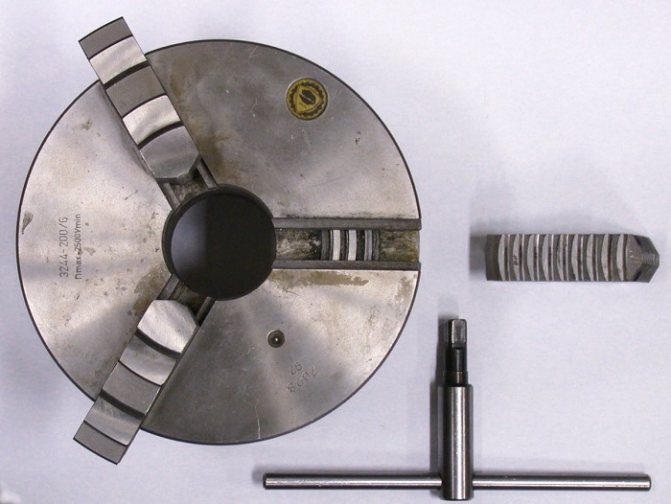
В массовом и мелкосерийном производстве при изготовлении мелких и средних деталей типа вал, используют патрон с диаметром корпуса 160 мм. Установленная внутри спираль Архимеда преобразует слабое мускульное усилие при закручивании ключом шестерни, в большую силу, прижимающую кулачки к детали. В результате вручную заготовка прочно крепится в патроне и выдерживает нагрузки при обработке.
Важно! Трехкулачковый патрон позволяет быстро устанавливать и снимать детали, повышая производительность рабочего и оборудования
Технические характеристики.
Корпус патрона выполнен из высококачественного специального чугуна
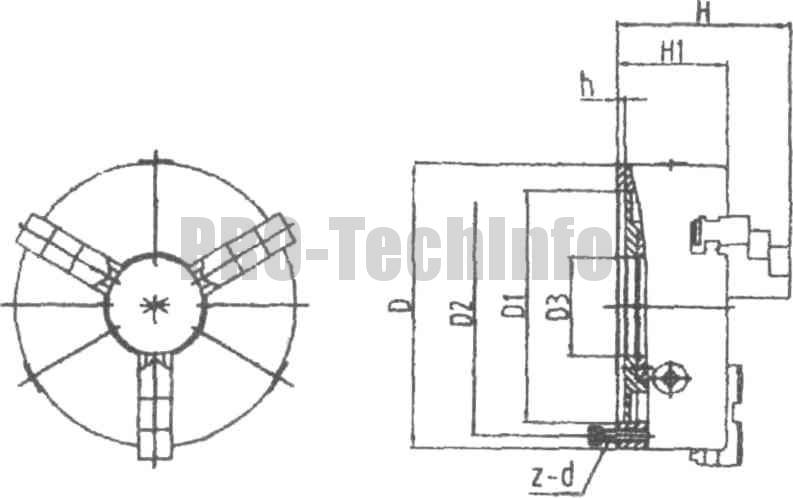
Таблица 1
| Наименование параметров | Значения величин |
| Диаметр наружный D, мм | 250 |
| Диаметр присоединительного пояска D2, мм | 200H7 |
| Диаметр отверстия в корпус D1, мм | 76 |
| Диаметр расположения крепежных отверстий, мм, D3 | 224 |
| Наружный диаметр изделия, зажимаемого в прямых кулачках,мм наибольший | 120 |
| Наружный диаметр изделия, зажимаемого в обратных кулачках, мм наибольший | 266 |
| Максимально допустимая частота вращения, мин ‘ | 2000 |
| Высота бортика под фланец | 5 |
| Высота патрона без кулачков | 85 |
| Высота патрона в сборе | 119 |
| Масса патрона, кг | 29 |
| Крепеж | 6 болтов М12 |
С помощью токарного патрона, используя прямые и обратные кулачки, можно зафиксировать заготовки следующего диапазона размеров
Кулачок прямой предназначен для закрепления обрабатываемой заготовки за наружную поверхность для вала или за внутреннюю поверхность отверстия в заготовке. Кулачок обратный предназначен для закрепления обрабатываемой заготовки за наружную поверхность.










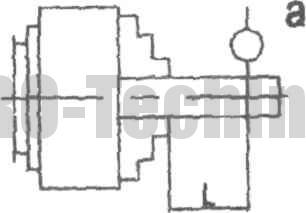
Точностные характеристики токарного патрона
Рис.2.1 — Токарный патрон на холостом ходу
патрон обеспечивает следующие точностные характеристики: Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.
Закрепляя заготовку в патроне можно добиться следующих характеристик:
Схема I :
диапазон закрепляемых заготовок от 5 до 118мм;
Радиальное биение a на длине 80 мм – 0,040мм.
Схема II :
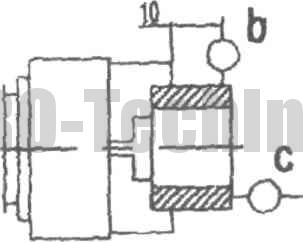
диапазон закрепляемых заготовок от 77 до 188мм и от 160 до 250мм;
Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.
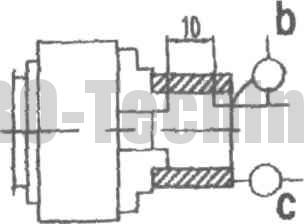
Схема III:
Расточка и шлифовка кулачков токарного патрона: порядок действий
Изнашивание трущихся частей токарного патрона – типичная проблема токаря. Она ведёт к биению заготовки и плохому качеству обработки. При этом не обязательно менять деталь на новую. Иногда достаточно просто расточить кулачки токарного патрона.
Также расточка требуется для придания необходимых размеров незакалённым (сырым кулачкам), которые, как правило, используются для зажима заготовок с нестандартной геометрией.
От больших оборотов и нагрузки токарный патрон периодически изнашивается, точность теряется. Станок работает на больших оборотах. В результате возникает потеря цилиндричности обхвата заготовки вследствие неравномерного износа зажимающих поверхностей кулачков. Это и приводит к биению обрабатываемой болванки и браку из-за того, что деталь не отвечает заявленным размерам и требованиям качества. А в длительной перспективе и к поломке основных узлов станка.
Основная цель расточки заключается в том, чтобы совместить ось рабочих поверхностей кулачков патрона с осью вращения шпинделя.
Типы токарных кулачков
Кулачки токарного патрона бывают нескольких типов.
Прямые
применяются для зажима заготовки с внешней стороны с валом или за внутреннюю часть – у заготовки с отверстием.
Обратные
необходимы для зажима заготовки с внешней стороны. Они предназначены для точения полых деталей.
Накладные
используются во время обработки чего-то масштабного: когда длина заготовки слишком большая или размер диаметра велик (причём в этом случае неважно, какой длины сама заготовка). Сборные
Сборные
состоят из рейки, на которую крепится накладной кулачок.
Независимо от типа кулачков, рекомендации по их расточке являются универсальными.
Как правильно расточить кулачки?
Профессиональная расточка производится в несколько этапов. Если выполнять каждый из них качественно, соблюдая все технические рекомендации, то оборудование прослужит вам долго.
Для расточки кулачков необходимо следовать согласно следующему порядку действий:
1. Демонтаж токарного патрона.
2. Обработка наждачной бумагой.
3. Расточка кулачков.
4. Шлифовка кулачков (при необходимости).
Обо всё подробнее расскажем ниже.
Демонтаж токарного патрона
Первым делом нужно демонтировать токарный патрона. Иначе вам просто не удастся устранить биение детали и правильно совместить все необходимые оси. Если патрон не будет зажат на станке, неисправности сохранятся.
После демонтажа снимите кулачки и очистите их. Следующим шагом нужно проверить биение.
Обработка наждачной бумагой
Если износ небольшой, достаточно обработать деталь патрона сначала крупнозернистой, а затем мелкозернистой наждачной бумагой. Иногда этот способ помогает восстановить цилиндричность обхвата.
Однако, при большой степени износа кулачков, придётся прибегнуть к полноценной расточке.
Расточка
1. Для начала закрепите кулачки так, чтобы диаметр между ними совпадал с размером отверстия токарного патрона.
2. Зажмите кулачками кольцо так, чтобы оно могло свободно перемещаться.







3. Для расточки вам потребуются два резца: один – для расточки канавок (чтобы стружка и отходы производства могли свободно отводиться из отверстия), а второй — для разработки плоскостей.
4. Начните с небольших оборотов и постепенно прибавляя скорость, установите оптимальный режим вращения.
5. Начинаем расточку первым резцом, выбрав оптимальную глубину проточки таким образом, чтобы поверхность кулачков находилась в пределах допустимой площади.
6. Затем используем резец для разборки плоскостей. Его необходимо закрепить так, чтобы по всей рабочей плоскости кулаков происходило соприкосновение.
7. В конце производим конусную расточку кулачков, чтобы в дальнейшем обрабатываемая заготовка могла хорошо в них крепиться, делая захват надежным и безопасным.
Шлифовка
Финальным этапом растачивания кулачков является шлифовка, которая проводится только в случае ее реальной необходимости. Как это проверить? Зажмите металлический вал кулачками и запустите станок. При наличии биения придется шлифовать.
Для этого нужно обработать внутреннюю часть, зажав ими кольцо, чтобы кулачки самопроизвольно не раскрутились.
Самым легким методом является шлифовка с помощью резца со специальным камнем.
Если соблюдать указанный выше порядок действий полностью, то кулачки будут служить вам долго.
Выбрать качественные зажимные кулачки SMW-Autoblok (Германия) можно в нашем каталоге.
Порядок установки
Перед его установкой , следует тщательно проверить состояние поверхностей шпинделя и патрона. Поверхности не должны иметь забоин, царапин, заусениц и загрязненных мест.
Выявленные дефекты устраняются точечно надфилем, или шабером.Следует проверить биение торца и конуса посадочной базы шпинделя, которое не должно превышать трёх микронов.

Завести в него металлический прут или трубу диаметром около 20 мм. зажать её кулачками. С напарником взявшись с двух сторон за прут, или при помощи подъёмных механизмов, через монтажную петлю, переместить патрон на монтажную подставку закрепленную на суппорте станка.
Направляющую установить в задней бабке. Патрон следует сместить перекатыванием к оси шпинделя.
Продольной подачей переместить его к фланцу шпинделя так, что бы шпильки патрона не доходили до посадочных отверстий порядка 10 мм. В станке следует установить нейтральную скорость для свободного вращения шпинделя.
Заднюю бабку с полностью убранной пинолью подать вперед к патрону так, что бы направляющая зашла на всю ширину призм кулачков и зафиксировать заднюю бабку.

Зажать кулачки патрона для переноса тяжести на направляющую. Совместить шпонку на фланце шпинделя с посадочным отверстием. Поворотную шайбу выставить в положение открытых отверстий. Пинолью подать патрон вперед до упора.
Убедившись, что все гайки шпилек вышли с обратной стороны фланца шпинделя, повернуть поворотную шайбу в замкнутое положение. Зажать верхнюю гайку с усилием достаточным для переноса веса патрона на шпиндель. Распустить кулачки и отвести заднюю бабку назад. Обжать гайки по правилу крест на крест равномерно распределяя усилие между шпильками.
После завершения монтажа, патрон следует проверить на осевое и торцевое биение. В случае превышения норм, следует его снять и внимательно продефектовать все сопрягаемые части этого узла.
Видео: монтаж легкого патрона на резьбовом креплении.
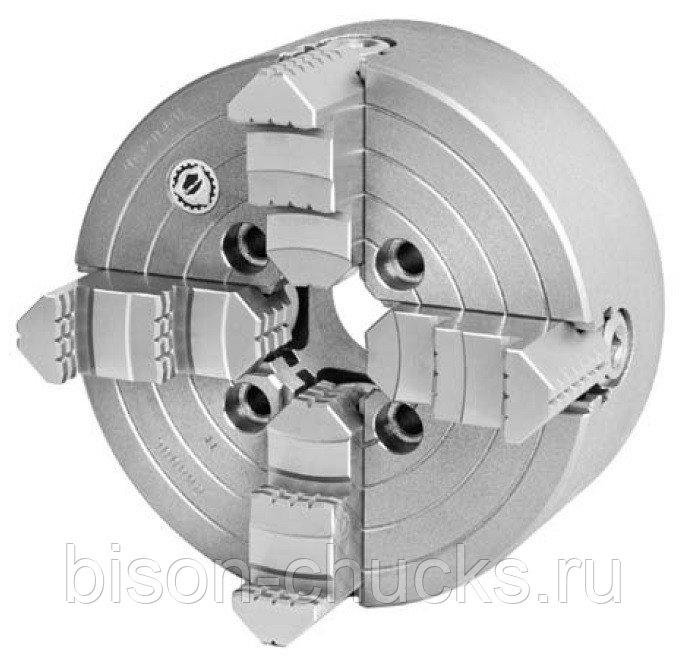
Четырехкулачковые патроны
4-х кулачковые патроны применяются для зажима заготовок некруглой и несимметричной формы. Кулачки четырехкулачкового патрона регулируются независимо и для обработки поверхности детали необходимо установить таким образом, чтобы ее ось совпала с осью шпинделя. Самоцентрирующие встречаются не часто. Приспособления являются универсальными и применяются в единичном и мелкосерийном производстве в ремонтных и инструментальных цехах.

Четырехкулачковый
4-х кулачковый

4-хкулачковый
Каждый кулачок перемещается в радиальном направлении отдельно за счет вращения винтов.
Чтобы определить возможность обработки в 4-х кулачковом патроне необходимо рассчитать отношение длины заготовки и ее диаметра. Если полученный результат будет более 4 единиц, то возможность обработки отсутствует.
На токарных станках крепятся через промежуточный фланец или непосредственно на фланцевых концах шпинделя.
Назначение.
Патрон токарный самоцетрирующий трехкулачковый относится к классу спирально-реечных самоцентрирующих трехкулачковых патронов с цилиндрическим пояском и креплением на токарном станке через промежуточный фланец. Самоцентрирующие спирально-реечные токарные патроны предназначены для установки на универсальные токарные, револьверные, внутришлифовальные станки. Применяются в условиях единичного, мелкосерийного и серийного производства.В трехкулачковых самоцентрирующих патронах закрепляют заготовки круглой и шестигранной формы или круглые прутки большого диаметра. В отличие от токарных патронов клинореечного типа, не требуют времени на переналадку в том случае, когда требуется установка на другой диаметр зажима.





