

Стружкоудаление
После первых запусков вскрылась еще одна неприятная особенность — когда начинаешь резать лист сверху, то вся стружка красивым фонтаном летит ровно на голову оператору. Поэтому быстро стали решать вопрос с удалением стружки, пока оператору приходилось ходить в технической кофте с капюшоном и очках.
К тому моменту у нас назрело приобретение стружкоотсоса, чтобы вытягивать пыль от 2х фрезерных чпу, циркулярного станка, места шкурения шлифмашинкой и от будущего форматника. Раз приборов много, то взяли стружкоотсос Jet 2300 2.2 кВт с 2мя мешками за 35 тр (подобный на 1 мешок стоит 25 тр).

Стружкоотсос, без которого голова работника постоянно была в опилках от пиления
В принципе, если бы у меня был только один форматник, то я бы приделал к нему пылесос с длинным шлангом. В этом варианте резоннее подобрать циркулярку с патрубком для шланга пылесоса. А пылесос лучше взять с большим мешком и со встроенной розеткой для ручного инструмента (форматник подключить через него). Тогда при включении форматника пылесос включится автоматически и также выключится после выключения пилы (я пользуюсь пылесосом Керхер с тканевыми мешками, но предпочел бы мешок по больше). Но в моем случае выбор в пользу стружкоотсоса был очевиден — к каждому станку пылесос не поставишь (по деньгам выйдет то же, но будет очень шумно и большая нагрузка на сеть). Из канализационных труб собрал воздуховоды под потолком, проклеил внутри алюминиевым скотчем для снятия статики и развел ко всем станкам.

Это не канализация под потолком))), а воздуховоды для отвода стружки до стружкоотсоса
Чтобы не бегать каждый раз до стружкоотсоса, чтобы включить его, кнопку включения вынесли и подвесили под потолком в середине комнате.
Чтобы подключить его к форматнику, я смастерил все из той же фанеры и поворота от воздуховода (купил в строительном магазине) небольшой кожух, который одевается поверх циркулярки. Одевается он туго, поэтому крепления не потребовались. В любой момент можно легко снять, чтобы сменить диск. Признаю, смотрится колхозно, но мне уже было не до красоты — нужно было решить вопрос как можно быстрее, и было не до красоты. Как обычно, все временное становится постоянным. Может, как нибудь переделаю.

Насадку сделал колхозно на скорую руку, но нужно было быстро решить этот вопрос

Насадка упруго одевается, поэтому не понадобилось придумывать никаких креплений
Кстати, по поводу смены диска — моя циркулярка имеет погружную конструкцию, то есть диск можно вытащить полностью, не снимая циркулярку со станка. Это опять же упрощает эксплуатацию.
Какие недостатки обнаружились и что я бы переделал
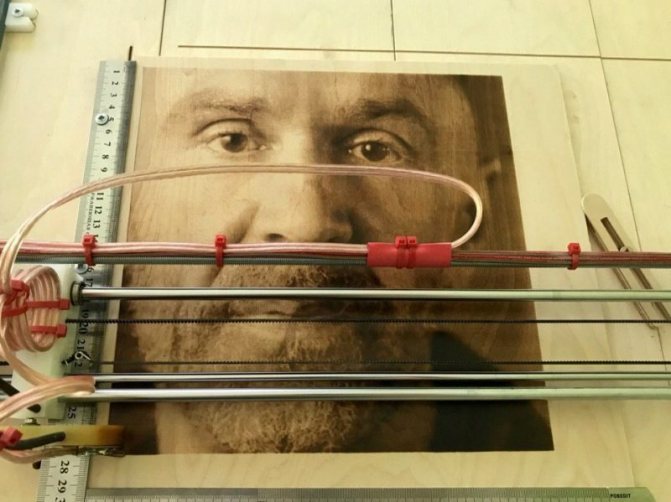
- Диаметр валов 20 мм. Профессиональные форматники используют валы по 40 мм, поэтому их сложно изогнуть при раскрое. Почему не взяли 40 мм? Если честно, задушила жаба — один вал 2 метра диаметром 40 мм стоит почти 10 тыс руб. А их нужно 2 (напомню, весь форматник вышел в 10-11 тыс руб вместе с циркуляркой). Если решите собрать на мебельной штанге (для плечиков) — сразу не советую — у нас полнотелые 20 мм валы немного изгибаются, а штанги просто погнет.
- Деревянный каркас. Дерево имеет свойство «гулять» и рассыхаться. Поэтому какие-то бруски может немного погнуть от изменения влажности. Алюминиевая рама из станочного профиля обошлась бы в 30-40 тыс руб. Из простых квадратных труб из алюминия примерно вдвое дешевле, но у них жесткость на изгиб ниже, чем у станочного профиля. По идее, можно ключевые места укрепить металлическими уголками (речь про погонажные изделия, а не угловые крепления деталей под углом 90 град). Но опять же рама прикреплена к полу и стене, а проблема изгибания решается периодической регулировкой положения валов.
- Фанеру все же предпочтительно взять ламинированную, а не простую ФК. Так листы будут ездить веселее. Почему мы не использовали ламинированную? Потому что на нашем складе была только ФК, а отдельно заказывать лист ламинированной желания и времени не было. Возможно, исправим в будущей модификации.
- Втулки из полипропилена для скольжения подвижной каретки иногда немного подклинивают и они посвистывают. Сейчас я бы сделал чуть иначе, но показываю именно так, как это было у меня в процессе изготовления
- Вместо валов с противовесом лучше все же поискать трос с «рулеткой с обратной тягой» (прошу прощения — точное название не искал этого узла). Должно выйти не дороже моего варианта, но собрать будет такую конструкцию будет проще. Плюс, пропадет лишнее сопротивление в роликах, которые я использовал над станком.
P.S. Если вы впервые на нашем сайте и интересуетесь столяркой, то посмотрите какие классные вещи делает наш станок ЧПУ выжигатель Пиропринтер (это не краска — это ВЫЖИГАНИЕ):
О самом станке ПИРОПРИНТЕР можно почитат тут
Акции и спецпредложения 2021 года:
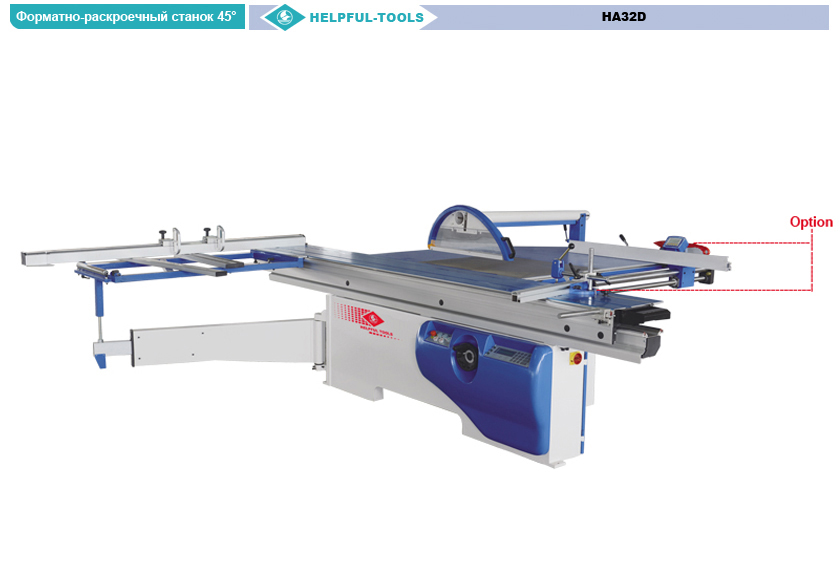
► Стабильный жесткий сварной каркас с закаленными направляющими из стали, особенно устойчивый к изгибам и кручению – стандартный срок эксплуатации пилы более 25 лет без потери точности и качества. ► Абсолютная параллельность между верхней направляющей, средней и нижней опорами обеспечивается на весь срок службы станка – регулировка рамы не требуется (высокая точность реза спустя долгие годы). Очень высокая точность повторного реза! ► 15 упорных роликов с подшипниками, свободновращающиеся, износоустойчивые. ► Точность раскроя – отклонение 0,1 мм на 1 м реза. • Регулируемый по длине рычаг управления ► Мощность привода/Число оборотов основной пилы • 3,9 кВт (4 л.с.) с числом оборотов 5250 об/мин • 2 узла подключения к системе аспирации ► Комплект программируемых стопоров к шаблонной опоре ( 6 шт.) ► Алюминиевые детали имеют анодированное покрытие ► Высококачественный пильный диск (250/30 мм 80Z) ► Унифицированное быстрозажимное крепление для основного пильного диска ► Проводка кабеля в кабельных цепях и в защитных шлангах ► Свободностоящая опора (для монтажа станка) ► Документация и руководство пользователя на русском языке ►Система Super silent для снижения шумов исходящих от мотора (обеспечивает комфортный уровень шума на рабочем месте) Пильный агрегат и вытяжной колпак облицованы звукоизоляционными материалами. Норма по шуму: EN ISO 11202. ► Автоматически перемещающаяся алюминиевая решетка из опорных планок с пластиковыми накладками, не допускает разрезания опорных планок при горизонтальных пропилах. ► Вспомогательный продольный упор ( 3 шт.) ► Устройства защиты от соскальзывания на опорных роликах ► Средняя опора: откидные упоры из алюминия ► Регулирующие устройство максимального погружения пильного диска ► Перемещаемая пильная балка с определенными заранее точками вертикального реза. ► Пильный агрегат с кареткой двигателя может перемещаться по пильной балке и поворачиваться на 90° ► Электромагнитный тормоз двигателя для сокращения времени выбега ► Интегрированная система удаления стружки для подключения к производственной системе аспирации с целью соответствия показателям TRK-(менее 1 мг/м3) это на 50% ниже применимых рекомендуемых значений ► Продольный двухсоставной упор COMPACT
ДОПОЛНИТЕЛЬНАЯ ОСНАСТКА
► Вытяжка FELDER AF-22 3×400В 2,2кВт, 401-258 с монтажным комплектом
► Опоры для монтажа станка (всегда , кроме настенного монтажа)
► Упаковка для транспортировки (обрешетка+стрейч-пленка) (при проведении монтажа нашим техником предоставляется гарантия 12 месяцев)
► Монтаж и инструктаж включены в цену.
Доставка до покупателя не включена в цену.
Станки на складе в Москве!
_____________________________________________________________________________________________
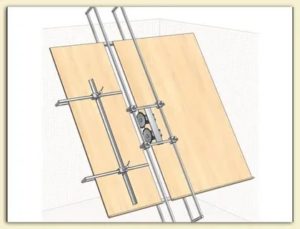
Прижимы
За основу простейших прижимных механизмов могут быть взяты , однако, в этом случае увеличивается время на выполнение работ. В идеале, для раскроечного агрегата, изготовить прижимное устройство в области прохода пилы. Довольно простым устройством, будет проложенная над столом, вдоль линии отреза труба, на которой разместятся прижимы.
Видео: Форматно-раскроечный станок
Форматно-раскроечный станок – это основной вид оборудования, который применяют при изготовлении мебели.
Станки осуществляют раскрой ДСП, ЛДСП, МДФ и ДВП. Основное их свойство – точность распила, от которого зависит качество готовой мебели и создание скошенной кромки.
Как правильно установить пилу
Последующий шаг — верная установка пилы на верхней поверхности пильного стола. Для этого исполнитель работ должен выполнить такие деяния:
Работа по изготовлению станка просит большой сосредоточенности и концентрации внимания. Мельчайшая ошибка может привести к тому, что придется начинать все поновой.
После закрепления конструкции на столе необходимо установить блок для включения и выключения мотора дисковой пилы. В корпусе вырезается отверстие, выключатель крепится болтами и универсальным клеем. От блочка должно идти два отдельных кабеля. Один — к инструменту, 2-ой — к наиблежайшей электрической розетке.
При самостоятельной сборке подобного агрегата стоит учесть производительность мотора, также наивысшую мощность электродвигателя. В этом случае спецы рекомендуют приостановить собственный выбор на движке, мощность которого не превосходит 1000–1200 Вт, в неприятном случае эксплуатация может быть опасной. Ну и более мощная пила предполагает более тяжкий и устойчивый стол.








Как исключить появление сколов на ДСП
Такой материал, как ламинированный ДСП, имеет вредное свойство, оставлять сколы на торцах, после раскроя. Избежать такой неприятности, позволяет лишь увеличение скорости вращения пилы или медленная подача пилы на материал. Однако, не все так просто. Листы ДСП состоят из прессованных опилок и ламинирующего слоя. Ламинирующий слой, тонкий, но очень прочный материал, а прессованные опилки толстый и мягкий слой.
Используя мощный двигатель, мягкие опилки режутся как масло, вследствие чего твердый ламинат просто откалывается. Решение – использовать 2 пилы с разной скоростью вращения или медленно осуществлять рез.
Со скоростью подачи пилы на материал все понятно, а вот с использованием двух пил стоит разобраться. Стоит отметить что, тут понадобятся чертежи форматно-раскроечных станков. Для достижения необходимого результата, диск для распила ламината размещается так, чтобы он прорезал не больше 2 мм, а скорость вращения достигается уменьшением диска или более мощным двигателем.
Деталь для распила
Для распила основного слоя, используется крупный диск с глубиной прореза до 40 мм. Стоит отметить, что такой вариант устройства распилочного механизма, позволяет достичь скорости разреза в 1 м за 10 сек.
Часто задаваемые вопросы
Чем лучше всего смазывать подвижные элементы каретки для стабильно плавного хода?
Крайне редко и преимущественно для оборудования с шариковыми системами хода каретки, производитель рекомендует специальную смазку, на которой не собираются пыль и опилки. «Веретёнка» и «Индустриальное» не могут использоваться в качестве достойной альтернативы, потому что пыль на них сбивается до густой консистенции.
Решением будет только разборка каретки и физическое удаление всего мусора. Категорически запрещено смазывать систему аэрозолями типа «WD». Потому что это основная причина, из-за которой отклеиваются уплотняющие резиновые вставки. В подавляющем большинстве случаев, узлы форматно-раскроечных станков в смазке не нуждаются. Их достаточно просто продувать струёй сжатого воздуха.
Возможно ли настроить форматку самостоятельно?
Да, если это станок с ручным управлением. Причём, у большинства бюджетных моделей наблюдение за точностью установок должно осуществляться постоянно. Из-за чего самостоятельная подстройка может потребоваться достаточно часто (вплоть до ежедневной коррекции). А каждый вызов специалиста существенно увеличивает сроки окупаемости станка.
На деле, процесс этот не самый сложный. С ним справится даже начинающий оператор, у которого нет опыта проведения подобных работ. Для ускорения процесса, и правильного выполнения процедуры настройки необходимо заранее определить положение всех точек регулировки и подготовить подходящий инструмент. Подробнее о принципах, приспособлениях и простейших способах точной регулировки механических систем рассказывается в видеоролике:
Настройку работы электронных блоков следует доверить сервисмену с необходимым диагностическим оборудованием.
Какие пилы подходят для форматника?
Особо внимательно следует отнестись к эксплуатации восстановленных пильных дисков (повсеместно сбываются вместе с б/у станками). Перегретые, с нарушенной геометрией; заточенные без использования высокоточного узкоспециализированного оборудования – всё это потенциальная угроза качеству раскроя.
Новые диски подбираются в соответствии с заданными размерами (Ø внешний, Ø посадочный) и особенностями обрабатываемого материала. Нюансов много, каждый из них в обязательном порядке отражён в каталогах производителей оснастки. На основании общих принципов соответствия особенностей зубьев свойствам обрабатываемых материалов, формулируются обобщающие правила:
- зубья с положительным наклоном рабочей грани – лучше прочих подойдут для обработки массива;
- с отрицательным наклоном – подходят для ламинированных древесно-стружечных плит и алюминия;
- чем больше зубьев на диске, тем чище рез твёрдых материалов.
На что обратить внимание при выборе «no name» или б/у станка?
Сложно устраняются, потому и не допустимы: люфты в каретке, нарушения целостности и геометрии рабочих поверхностей.
Не следует игнорировать комплектацию. Здесь неприятным сюрпризом будет то, что для моделей снятых с производства, не то что дополнительное оборудование, даже родные элементы из базового набора найти будет непросто.
Хорошо, если при сопоставлении предполагаемой нагрузки и паспортных данных станка, становится очевидным запас потенциала (высокая мощность, большой диапазон оборотов диска и пр.).

| Сделано в Бельгии | Расширенная гарантия Буклет на Robland Z-500 Описание на станок Robland Z-500 Инструкция на станок Robland Z-500 (взрыв-схема) Смотреть видео-обзоры Robland Подборка видео-материалов о продукции Robland Спецпредложение Скидки, акции и специальные предложения |
Разновидности станков
Все виды форматно-раскроечных станков – это профессиональное деревообрабатывающее оборудование, разнящееся между собой как производственной мощностью, так и конструктивными особенностями. Точность и высокое качество их работы обеспечивается сложной конструкцией узлов, профессиональная наладка и калибровка которых гарантирует высокую рентабельность.
Классификация по производственной мощности
Разные виды форматников отличаются между собой не только техническими характеристиками, но и производственной мощностью. По этому параметру станки могут относиться как к эконом, так и к бизнес-классу.
Малогабаритные форматно-раскроечные станки экономкласса имеют минимальный набор дополнительного оснащения и отличаются простой конструкцией. Их используют там, где продолжительность непрерывной работы не превышает 5 час/сутки.
Форматники бизнес-класса применяют в цехах, где продолжительность их суточной эксплуатации не превышает 10 часов. Станки этой категории, как правило, оборудованы подвижным столом и оснащены минимальным функциональным набором.
Практически все производители форматников выпускают и топ-модели, предназначенные для работы в условиях крупно-серийного или массового производства. Конструктивно они представляют собой крупногабаритные автоматические центры для пакетного раскроя, оснащенные системами ЧПУ с возможностью выполнения предварительно запрограммированных операций.
Конструктивная классификация
По компоновке форматно-раскроечные станки бывают:
горизонтальными;
вертикальными.
Предприятия производят горизонтально ориентированные станки двух типов:
с подвижной пилой;
с движущимся столом.
Станки с горизонтальной подвижной пилой предназначены для работы в условиях небольших производственных мастерских. Оснащаются они подвижной кареткой с дисковой пилой, а установленный горизонтально стол закреплен стационарно.










У форматников с движущимся столом пила установлена неподвижно на станине, а стол с закрепленной на нем заготовкой надвигается на пилу. Передвижение стола осуществляется по специальным каткам при помощи электропривода или вручную.
Габаритные размеры вертикальных ФРС значительно меньше горизонтальных. Обусловлено это тем, что обрабатываемые материалы располагаются вертикально. В свою очередь это дает возможность без труда осуществлять раскрой большеразмерных листовых и плитных материалов даже в стесненных условиях небольших производственных участков.
В таких станках заготовка закреплена неподвижно, а пильное устройство перемещается вручную или с помощью электромеханического привода.
Как сделать форматник своими руками
Сборка стола с подвижной кареткой обойдется дорого, потребуется много времени. На картинке представлена схема форматного станка.
Самый простой способ — установка на массивном столе стационарного пильного узла. Этапы сборки распиловочного устройства:
- Устанавливается массивный стол, покрытый гладким листовым материалом.
- Снизу на шарнирной подвеске помещается дисковая пила. Нужно, чтобы рабочая часть фрезы через прорезь в столешнице могла выдвигаться вверх.
- В качестве направляющих планок применяются дюралевые профили. В столешнице делают ряд отверстий для установки фиксаторов заготовок.
Порядок изготовления форматно раскроечного станка
После составления оптимальной схемы и выбора комплектующих можно приступать непосредственно к процессу производства оборудования. Для этого потребуется сварочный аппарат, болгарка с диском по металлу, электродрель, измерительный инструмент.
Сначала изготавливается станина. Для этого применяются трубы квадратного или круглого сечения. Они обрезаются согласно схеме изготовления и крепятся между собой с помощью струбцин. После проверки размеров и правильного расположения компонентов можно приступать к сварке. Для увеличения жесткости конструкции рекомендуется установить несколько профилей между ножками станины.
Последующие этапы самостоятельного изготовления форматно-раскроечного станка.
- Подвижная каретка. Сначала устанавливаются направляющие. Это может быть балка или две трубы круглого сечения соединенные между собой. В конструкции самой каретки должны присутствовать ролики для плавного передвижения.
- Рабочий стол. Помимо требований к его поверхности стол является компонентом устойчивости всей конструкции. Специалисты рекомендуют делать его из двух материалов. Основа изготавливается из стального листа толщиной не менее 3 мм, рабочая поверхность — из листа ДСП, на ней же крепятся измерительные линейки.
- Прижимы для листов. Это может быть рычажный механизм любой конфигурации. Определяющим условием является относительно большая площадь фиксирующих компонентов. Давление на поверхность заготовки не должно оказать разрушающего воздействия.
В качестве дополнительных компонентов можно сделать узел изменения высоты дисков относительно поверхности деревянного листа. Для этого необходимо предусмотреть механизм подъема и последующей фиксацией блока резки относительно заготовки. На практике подобные механизмы не делают. Это обусловлено значительным повышением трудоемкости работ, закупки дополнительных комплектующих или их самостоятельное изготовление.
По окончании изготовления режущий блок подключается к стружкоотсосу. Перед полноценной эксплуатацией следует провести ряд испытательных работ. Во время выполнения контролируется качество реза, плавный ход пилы, отсутствие ощутимых вибраций.
В видеоматериале показан самодельный станок в процессе работы:
В производстве корпусной мебели, не получится обойтись без станка для раскройки материала. Такие мебельные конструкции, как кухонная стенка, компьютерные столы и даже кровати, потребуют детали с высокой точностью в размерах. Не стоит заблуждаться в том, что можно начать производство мебели, используя лишь циркулярную пилу для раскроя. Придется прибегнуть к изготовлению форматно-раскроечного станка своими руками.
Дело в том, что циркулярная пила может производить раскрой с маленькой скоростью, при этом качество готовой детали, полностью зависит от мастера. Таким образом, производство мебели будет не только медленным, но и, возможно, убыточным, ведь велика возможность изготовления бракованных изделий.
Вертикальный форматно-раскроечный механизм для плитового материала, позволяет снять ответственность с мастера и делать точные линейные движения во время распила.
Заготовки для мебели, оказываются точными, а скорость их производства достигает 15 деталей в минуту.
Форматно-раскроечный станок своими руками: чертежи, видео, фото
По мере развития проекта Пиропринтер, нашей команде приходится оптимизировать какие-то процессы. Нам давно требовалось сделать какой-то станок или приспособление для быстрого и аккуратного роспуска фанеры для последующей фрезеровки. Не буду утомлять, сразу покажу результат, который мы получили:
Вот такой форматно-раскроечный станок мы сделали своими руками Поясню сразу — мы не мебельное производство, где форматник — это один из основных инструментов.
И к нему идет требование обязательного наличия подрезного пильного диска для пиления без малейших сколов и высокой производительности.
Раскрой фанеры (и другого листового материала) для нас — это вспомогательный производственный процесс, не требующий высокого качества реза.
Те, кто когда-либо сталкивался с раскроем листов фанеры (1,5*1,5м), знают, что распиливание сопровождается рядом сложностей:
- Лист громоздкий и требуется много места, если пилить его в горизонтальном положении;
- При раскрое поперек волокон появляется много сколов;
- Выдержать ровную линию от края до края, просто отпиливая по нарисованной линии не просто — рез немного плывет.
Исходные требования были простыми: нужен бюджетный вариант форматно-раскроечного станка, который можно собрать своими руками. Рез должен быть прямым и без сколов. При раскрое тратить минимум времени на выставление размеров. Форматник должен занимать минимум места.
Назначение форматно раскроечного станка
Основные функции форматно-раскроечного станка заключаются в формировании ровного реза на поверхности ламинированного ДСП или ДВП. При этом предъявляются особые требования к качеству кромки.
Внешне конструкция напоминает простую пилораму. Разница заключается в жесткой фиксации заготовки относительно режущих компонентов. Для увеличения качества присутствуют два диска различных диаметров. Один из них больше другого и вращается в обратную сторону. Это дает возможность уменьшить вероятность появления сколов на торце деревянной поверхности.
При изготовлении самодельной конструкции следует учитывать такие моменты:
- устойчивость оборудования во время работы;
- наличие измерительных инструментов для предварительной раскройки деревянного листа.
- размеры рабочего стола. Они напрямую зависят от габаритов заготовки;
- меры безопасности. Это относится к оборудованию и рабочему персоналу. Для удаления стружки обязательно должен присутствовать вытяжной механизм, режущие компоненты находятся под специальным чехлом.
Важным фактором является предварительный расчет всех элементов конструкции. Она должна выполнять свои функции в зависимости от степени нагрузки. Одним из недостатков форматно-раскроечного станка является невозможность формирования резов фигурной формы. Для этого необходимы другие типы оборудования.
Во время анализа заводских моделей следует учитывать толщину обрабатываемого материала и его удельную плотность. Это повлияет на выбор пильных дисков.
Почему решили сделать форматно-раскроечный станок своими руками, а не купили готовый?
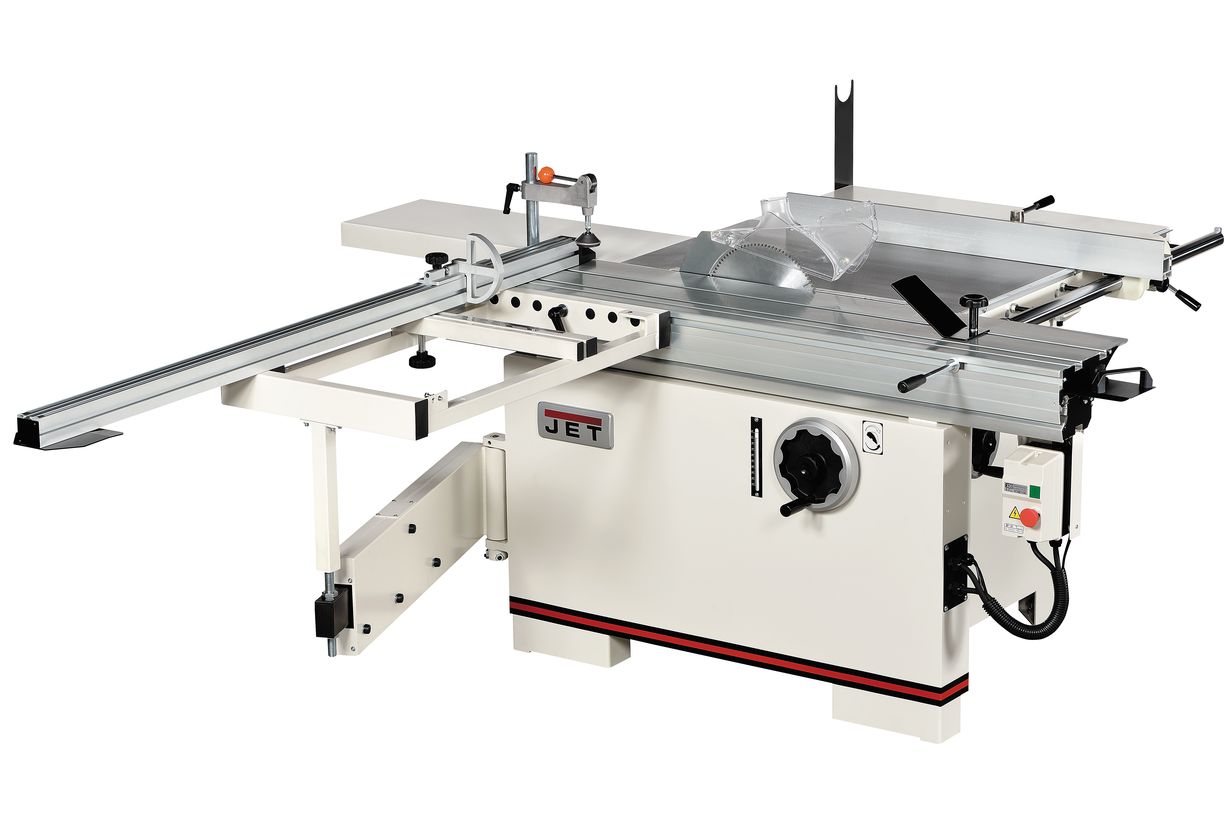
Самый дешевый готовый форматник с горизонтальным расположением листа стоит 220 тыс руб. (марка Jet).
Пример готового горизонтального форматника. С листом фанеры он занимает очень много места
В данной конструкции есть подрезная пила. И по идее можно было самим собрать что-то подобное из готового циркулярного (распиловочного) станка или ручной циркулярной пилы. Самый простой дешевый циркулярный станок стоит 7 тыс руб, что-то по серьезнее обойдется в 30 тыс руб.
А со свободным местом у нас в мастерской проблематично (напомню, что раскрой фанеры — у нас вспомогательная функция). Поэтому нам подходил только вертикальный форматно раскроечный станок.
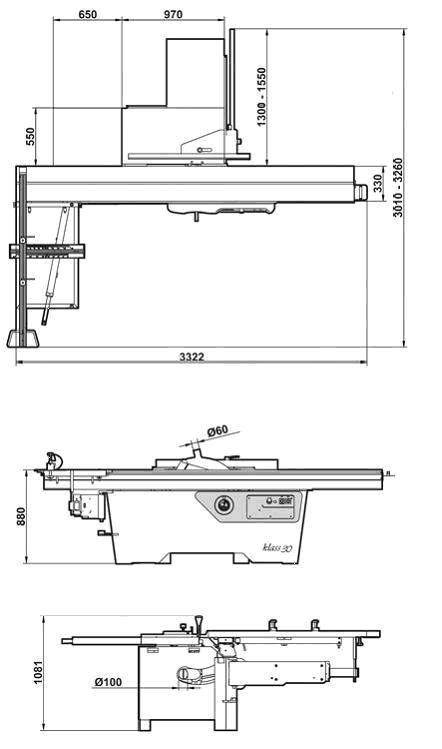
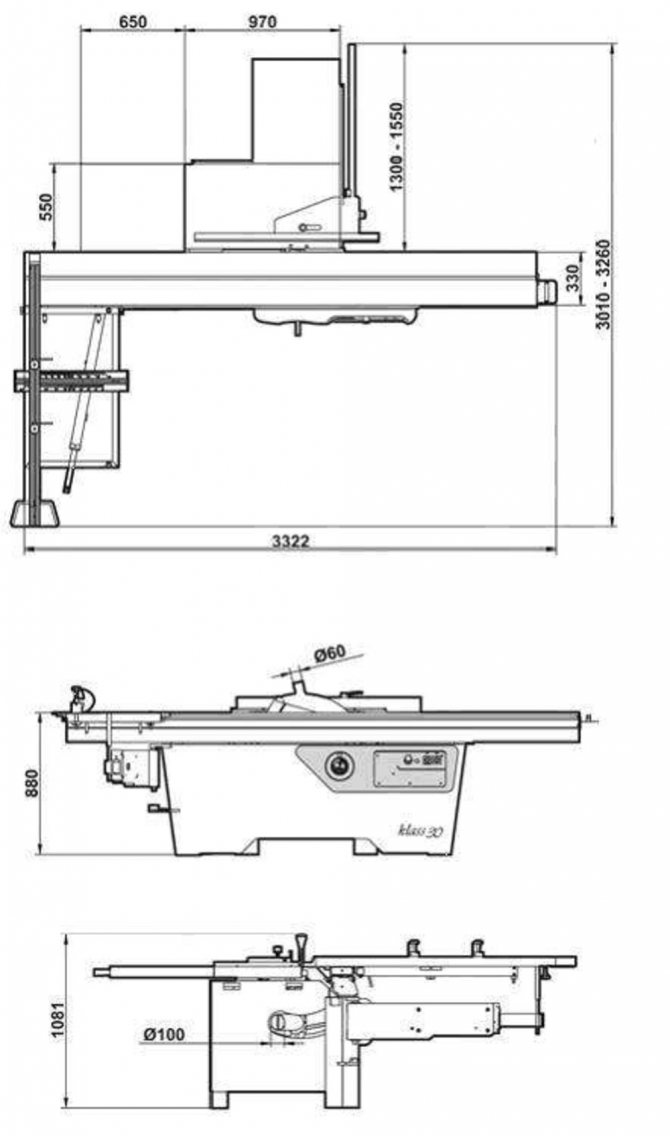
Самый простой вертикальный форматник обойдется в 230 тыс руб.









Бюджетный вариант вертикального форматинка, который нам не очень понравился
Тот, что нам понравился стоит около 300 тыс руб (причем, это бюджетный, так как серьезные форматники стоят от 500 тр до 1,5 млн). Правда, я нашел вариант на авито самодельный на металлической раме с закрепленной на нем простой ручной циркулярной пилой за 100 тыс руб. (+доставка).
Да, есть еще и простое готовое решение — пилить вдоль специальной шины (если ваша модель циркулярки предусматривает пазы под шину и шина под вашу пилу в принципе существует). Так рез будет ровным.
Но есть некоторые неудобства, связанные с шиной: долго размечать и выставлять, руки находятся в напряжении от веса циркулярки, распускать так придется либо в горизонтальном положении листа или как-то его фиксировать на расстоянии от пола, не удобно длинную шину использовать для распила коротких кусков фанеры и пр.
Рекомендации от профессионалов
Теперь вы знаете, как из ручной циркулярной пилы сделать станок, поэтому рассмотрим советы мастеров:
- Перед тем, как использовать электрическую пилу на станке, проверьте диск пилы при помощи угольника, потому что некоторые недобросовестные производители ставят диск не ровно пол углом в 90 градусов, из-за чего спилы оказываются скошенными.
- Если при работе вы планируете применять стол для хранения на нем инструментов, то размеры столешница должны быть больше, чем 1 м 2 .
- Для создания станка используйте прочные и высококачественные материалы, потому что в противном случае он прослужит недолго.
- Стол можно дополнять, к примеру, мастера иногда умудряются присоединить к нему особый пылесос или расклинивающий нож с защитой для дисков, чтобы остатки от резки дерева и стружка не летели по всем сторонам.
- Заранее следует выбрать место для монтажа стола, а еще убедиться в том, чтобы пол, где будет стоять стол, был идеально ровным.
- Если есть навыки и желание, то можно сделать складывающуюся столешницу, но тут потребуется тратить больше сил, времени и материалов.
- Если стол вибрирует или качается при работе, то следует отрегулировать высоту ножек при помощи резины.
Так как циркулярная пила является электрическим устройством, то работать с ней стоит специалистам. Перенос выключателя в иное место тоже стоит доверять лишь специалистам.
Раскрой деталей в листе ЛДСП при помощи компьютерных онлайн и оффлайн программ
В интернете, в свободном доступе существует множество программ раскроя ДСП, которые предлагают сразу несколько вариантов раскроя.
Такие программы можно поискать на профильных мебельных форумах или просто забив в любой поисковик запрос: «Программа раскроя ДСП бесплатно».
Поиск выдаст три основных варианта:
1 Скачать программу раскроя на компьютер – самая распространенная и наиболее удобная для новичков программа раскроя ЛДСП — Cutting. Простой интерфейс, понятная раскладка и множество вариантов распиловки листа.
2 Создать раскрой ДСП онлайн – здесь уж вам не потребуется загружать свой ПК программами, которые возможно в дальнейшем и не пригодятся.
3 Раскрой и заказ распила ДСП онлайн на сайте мебельной компании – идеальный вариант, если производственный цех удобен для вас территориально.
Таким образом вы «убьете двух, а может и больше, зайцев» – выберете на сайте ЛДСП, которая в наличии в необходимом количестве, сделаете экономный раскрой, увидите стоимость и сразу же, сидя дома, закажете распил ДСП в мебельном цехе.
Еще раз повторю важные моменты.





