Рекомендации по заточке
Во время работы полотна очень часто наблюдается его разрыв. Это объясняется тем, что плохо осуществляется его заточка. Это объясняется концентрацией напряжения в профиле полотна, если заточка проведена на некачественном уровне. Необходимость в проведении процедуры определяется по состоянию ленточных пил. Если шероховатость поверхности пропила увеличивается, то это приводит затуплению инструмента.
Заточка инструмента осуществляется с помощью алмазных, электрокорундовых, эльборовых дисков. Их выбор напрямую зависит от особенностей обрабатываемого материала. Заточка полотна, материалом производства которого выступает инструментальная сталь, осуществляется корундовыми кругами. Процедура для биметаллических инструментов осуществляется правильно в том случае, если используется алмазный или эльборовый круг. Как провести эту процедуру расскажет инструкция. Самое главное, чтобы в процессе не изменился угол.
Для заточки могут использоваться круги различных диаметров. Выбор одного из них определяется параметрами приспособления. С этой целью наиболее часто используются профильные, плоские, тарельчатые, чашечные круги. Правильно выполняется заточка в том случае, если окружная скорость составляет от 20 до 25 метров за секунду.
Принцип заточки ленточных полотен
При наличии на приспособлении зазубрин на краю заготовки будут наблюдаться выкрашивания. Именно поэтому необходимо, чтобы заточка проводилась правильно. Во время этого процесса необходимо работать не только с передней, но и с задней частью полотна. Заточка приспособлений может осуществляться разными кругами. При этом необходимо учитывать угол расположения полотна. Если вы хотите провести процедуру правильно, то вам нужно научиться ей у специалиста.
Для того чтобы ленточнопильное оборудование работало качественно, необходимо не только правильно подбирать его, но и своевременно его затачивать. С этой целью наиболее часто используются специальные круги. Данная процедура является максимально простой, что позволяет ее с легкостью произвести мастеру без соответствующего опыта.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Что такое ленточная пила?
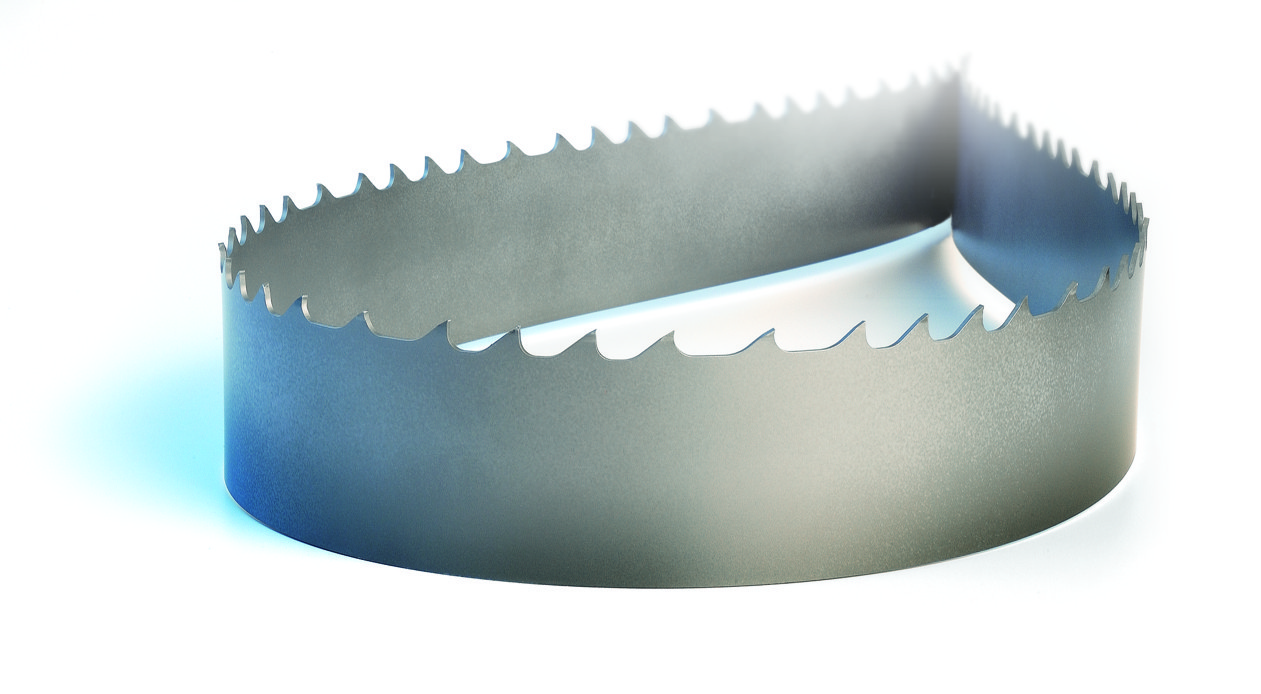
Инструмент, который предназначен для работы, как в столярной мастерской, так и в небольшом гараже – ленточная пила по дереву для домашней мастерской, представляет собой металлическое полотно, замкнутое в кольцо, на которое насечены зубья, их высота, частота расположения, ширина полотна определяет вид пилы и ее способность работать с разными материалами. Ленточная пила по дереву способна обрабатывать бревна и доски такой ширины, которая не поддается другим видам пил – дисковым или рамным, и может применяться для работы с другими материалами:
- металлом;
- камнем;
- пластиком.
Устройство ленточной пилы по дереву
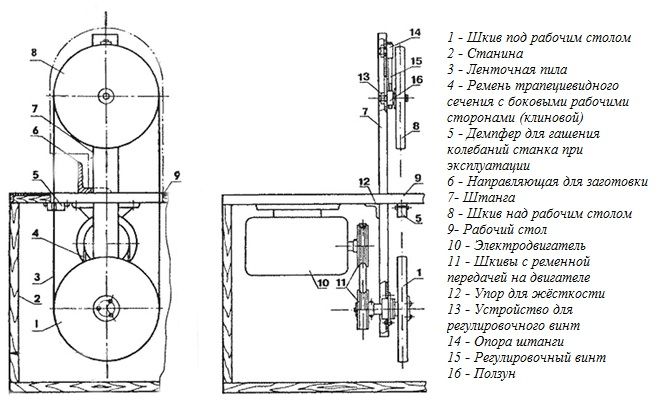
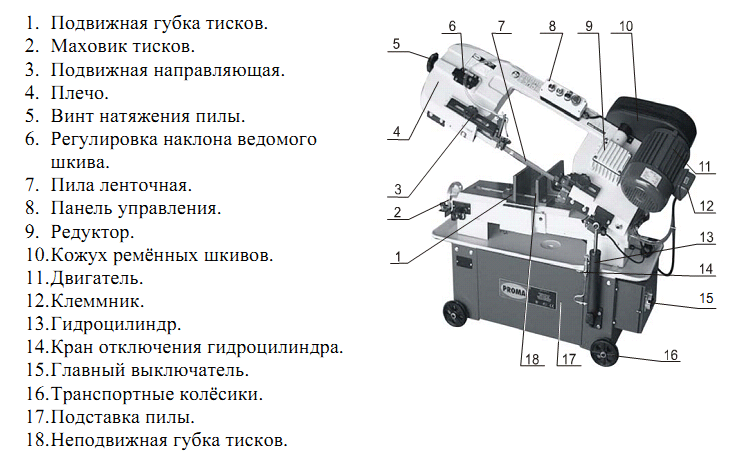
Пилорамы ленточного типа схожи по своему устройству. Профессиональные инструменты отличаются габаритами и весом по сравнению с домашними пилами, предназначенными для бытового использования в небольших мастерских, и ручными агрегатами. Конструктивно ленточные пилы состоят из нескольких узлов:
- Рама или станина – корпус, на котором закреплены все главные элементы.
- Рабочая поверхность, оснащенная линейкой и упором, что помогает регулировать правильность распила.
- Двигатель – приводит в работу пилу.
- Полотно для ленточной пилы по дереву надевается на шкив и вращается с высокой скоростью.
- Пульт управления, система смазки, защитный кожух – дополнительные узлы, которые делают работу ленточной пилы безопасной и удобной.
Принцип работы ленточной пилы по дереву
Разновидностей пилорам, работающих с деревом, множество
Понимать, как работает ленточная пила по дереву, важно для правильной работы с ней. Зубчатое режущее полотно вращается благодаря двигателю, в результате чего происходит распиливание материалов, которые соприкасаются с ним
От формы и высоты зубьев, расположенных на полотне, от мощности двигателя зависит производительность станка ленточной пилы. Особенная заточка зубьев необходима для очистки рабочего полотна от опилок и предотвращения заклинивание пилы.
Что нужно знать о ленточной пиле
Каким будет распил дерева, зависит от того, какую форму имеет зубец оборудования. Именно зубец ленточной пилы показывает тип распила. Чему же отдать предпочтение? Пила с узкой лентой стоит недорого и ею очень просто пользоваться. Смысл заключается в том, что зуб не может быть высотой не больше 20% от ширины полотна, иначе сталь от сильной нагрузки разорвется, как бумажный лист. Какого шага и высоты зубья, определяет площадь впадины. Потому как если опилки не будут выноситься, а будут скапливаться в пропиле, то пила заклинит и засориться опилками. На практике есть определение высоты зуба, и она равняется не меньше 5 мм. И, соответственно, шириной полотно должно быть менее 25 миллиметров. Узкая пила, которая порвалась, встречается часто. Широкие пилы рвутся очень редко. На таких пилах могут появиться трещины, и связано это с неправильно подобранными размерами, регулированием. А вот чтобы разорвать такую пилу это еще надо потрудиться. Трещины могут быть:
- во впадинах зубьев;
- в центральной части пилы;
- на кромке в задней части.
Наиболее часто встречаются дефекты во впадинах зубцов ленточного оборудования. Возникают дефекты в процессе работы пилы. Из-за дефектов такая пила делает неровный пропил дерева. Как же не допустить образование дефектов? На узких пилах делают разгиб зубцов. Разводка проводится так: 1-ый зубец влево, 2-ой вправо, 3-ий прямо и опять: влево, вправо, прямо. В данном случае пил проводят левый и правый зубцы, а прямой занимается уборкой опилок.
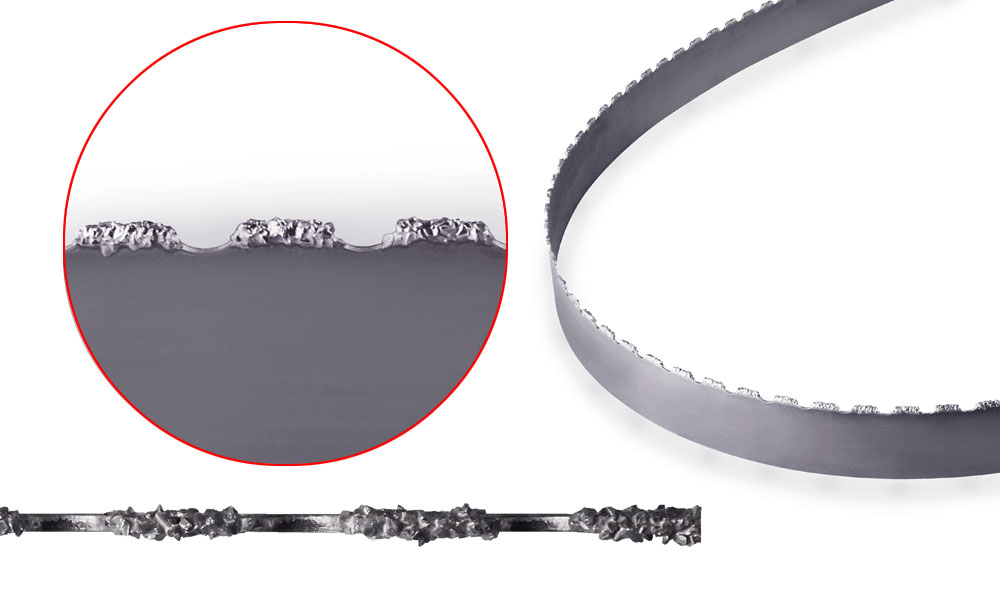
Лучшим считается работа пилы с уборкой опила на 100%, а узкая пила убирает на 30%, потому как высота зубцов у такого типа пил невысокая. Из вышесказанного можно сделать вывод, что скорость работы узкой пилы ниже, так как вынос опила низкий, и замедляет пил. Кроме того, узкая пила не имеет тело стабилизации и поэтому застревает и расшатывается в пропиле, из-за чего происходит разрыв. И тут уже опять понадобится ремонтировать и варить. Вывод однозначен, широкая ленточная пила для дерева все-таки лучший вариант. Единственное, что можно предпринять — это увеличить ширину стального полотна. Отношение не должно превышать 20 к 80. Зубцы можно сплющить на кончике, тем самым создав уширение в пропиле. Также можно наплавить стеллит. После этого зубцы гарантированно будут работать на все сто. Если сделан стеллит, то разводку делать не надо.
Следует сказать и о том, что каков будет пил, влияет и качество древесины. Дерево должно быть чистым, с минимальным количеством сучков. Широкая пила отлично работает с любой шириной бревна. Большие скорости для нее не проблема. В широких ленточных пилах настройка зубцов может проводиться более тонко. Также может меняться ширина, угол, толщина пропила. Благодаря этому выход продукции можно повысить до 25 %. Узкая ленточная пила делается с более дешевым оборудованием, более просто собирается. Это своего рода относительный плюс в копилку узких пил.
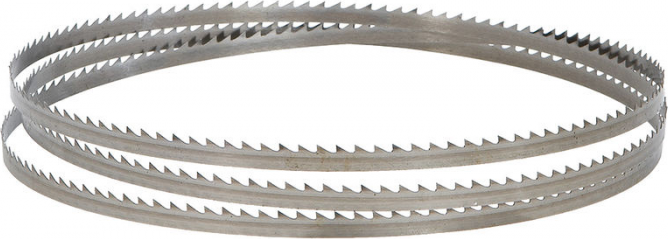
Ручная пила
Узкая пила нагревается во время работы полностью, а у широкой пилы нагревается только часть лезвия, которая пилит, из-за этого порой может возникать волна в месте пропила.
Поэтому широкую пилу надо натягивать гораздо сильнее, чем узкую. Конструкция широкой пилы более сложная, что, естественно, отражается на стоимости. Кроме того, на широкой ленточной пиле очень непросто работать, надо иметь ряд определенных навыков и знаний. Хороший, налаженный станок с широкой ленточной пилой даст большие объемы выработки.
Для того чтобы пиление было продуктивным требуется:
- станочное оборудование с широкой ленточной пилой;
- опытный оператор;
- высокого качества подготовленное оборудование;
- человек ответственный за заточку;
- механизм для заточки;
- обслуживающий персонал.
Станок для ленточной пилы Ленточными пилами можно пилить оперативно и качественно. Однако надо соблюдать ряд правил. Перед использованием ознакомиться с оборудованием, ухаживать за оборудованием, чистить и смазывать, вовремя проверять и обслуживать. Если финансов нет, то станок можно сделать самостоятельно. Обладая навыками, деталями и специальным оборудованием, следуя схеме, можно попробовать собрать ленточную пилу своими руками. Конечно, самостоятельно собранный станок не будет обладать супер скоростью, но как говорится: не спеша, можно выполнить поставленные задачи по пилению очень даже хорошо и продуктивно.
Ленточная пила по дереву своими руками
Самостоятельно изготовить ленточную пилу сложно. Деревянный каркас для станка собирается из подручных материалов, необходимый инструмент для сборки найдется у любого мастера. Процесс работы над самодельной ленточной пилой по дереву можно разделить на основные этапы:
- Каркас для станка можно собрать из старой мебели, предварительный чертеж облегчит работу, и позволит собрать пилу по необходимым размерам.
- Самый простой ленточный самодельный станок держится на каркасе, собранном из штанги и двух опор. Расстояние между опорами следует продумать заранее, оно не должно быть меньше размера обрабатываемых бревен, лучше сделать его немного больше.
- Для рабочей поверхности можно использовать старый письменный стол, его тумбы могут служить контейнерами, в которых будут собираться опилки.
- В зависимости от параметров двигателя необходимо рассчитать диаметр шкивов для ременного привода.
- Для подъемного механизма, к которому крепится режущее полотно, подойдет массивная пружина, с помощью которой будет обеспечено необходимое давление станка.
- Направляющие необходимы для того, чтобы распил осуществлялся по ровной линии.
- Для того чтобы станок был безопасным, шкив лучше закрыть специальным кожухом.
- Обработка лаком для дерева или покраска станка увеличит срок его службы.
Ленточнопильный станок по дереву пошаговое изготовление
Опишу пошагово ход работы, конечно некоторые элементы нужно еще доработать, что-то со временем изменю, ну а в целом все у меня получилось. Не будем забегать наперед, давайте все по порядку.
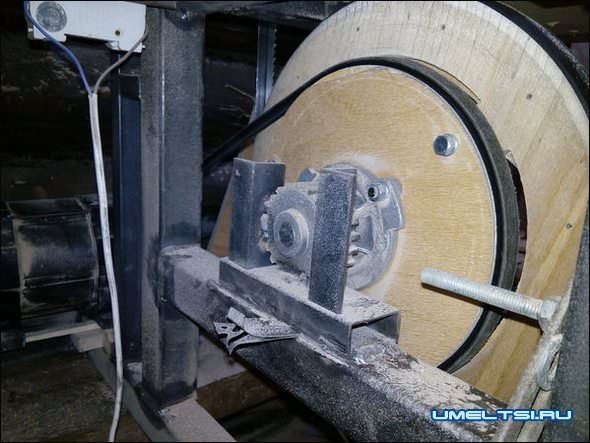
Начнем нашу работу с того что установим верхнее колесо.

Берем лист фанеры толщиной 10 мм вырезаем из нее три одинаковых круга диаметром 30 см и склеиваем их между собой, это и будет у нас колесо. Обтягиваем его куском резины (я взял резину из камазовской камеры). В гараже давно лежала старая помпа от ВАЗа 2109 из нее я взял несущий вал. Со временем крепление к валу хочу укрепить металлической вставкой.

Затем нам понадобится кусок металлической трубы 20×20 и уголок, так мы сделаем механизм натяжения и центровку полотна. Следующим шагом приварил аргоновой сваркой шестерёнку к помпе, вот результат.





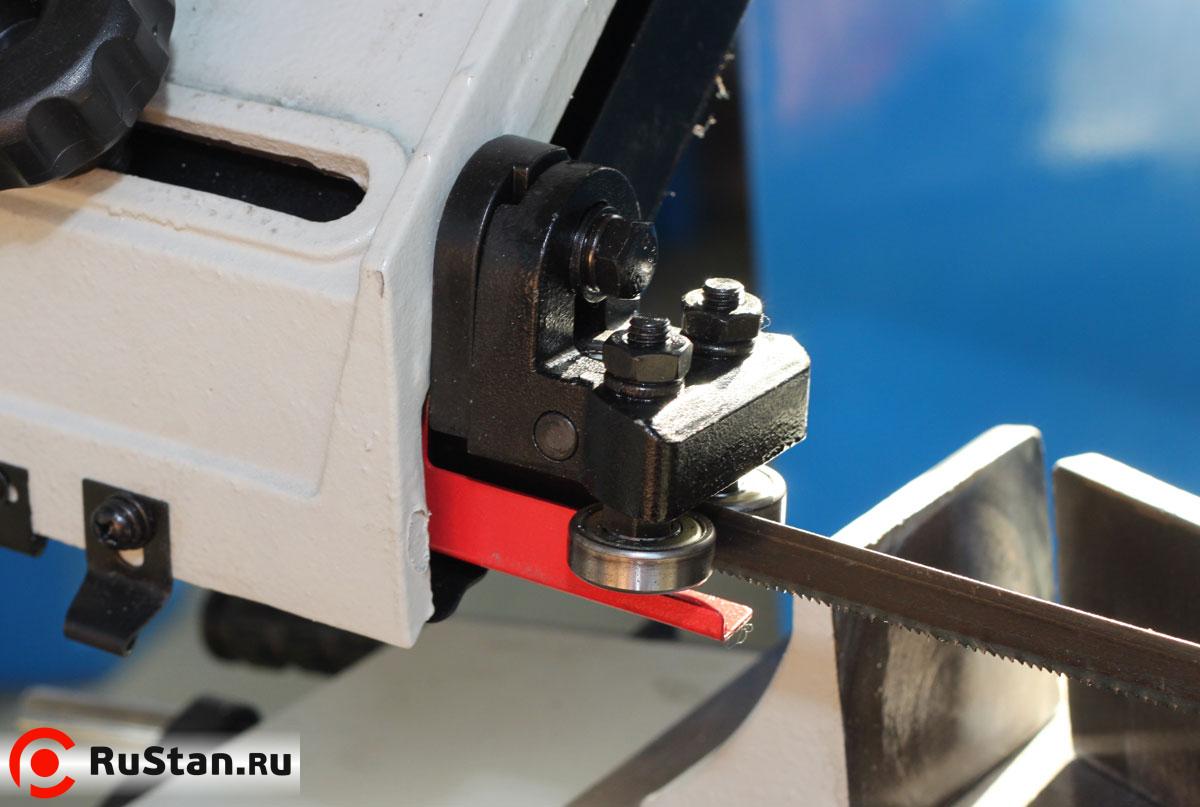
Из того же куска фанеры и обыкновенных подшипников сделал направляющую. (возможно со временем сварю ее из железа или согнуть из алюминия).

Внизу полотно направляют два сухари, сделанные из прочного дерева. Сзади полотно упирается в подшипник. Возможно позже поменяю сухари на металлические.
Ведущее, основное колесо тут так же все делаем, как и из верхним.

Конденсаторов побольше. Двигатель стоит на 1.5 киловатта, при расчете должен был крутить с рабочими конденсаторами 100мк. и пусковыми общей суммой
200мк. , на рабочую скорость выходит, только при 300мк.

С пилкой я немножко схитрил взял пищевую (которой режут замороженные продукты, кости . ) Пилит она дерево довольно неплохо, но толщиною до 4см (много опилков, которые не так быстро выносятся из разреза). Немножко прикинув, поразмыслив, решил спилить каждый третий зуб пилы. И вы знаете, и скорость увеличилась, и пилить стала легко, даже дерево толщиной 20 см.
Ленточная пила, сделанная своими руками почти готова, конечно кое что к ней нужно будет еще сделать прочную столешницу, защиту, также надо что ни будь придумать для удаления стружки с рабочего поля. Самое главное первый шаг сделан, а со временем и все остальное будет.
Как выбрать ленточную пилу
При выборе ленточной пилы нужно обратить внимание на несколько ключевых параметров. Именно от их сочетания будут зависеть возможности пилы и задачи, которые она сможет выполнить
Мощность
Это одна из самых важных характеристик. От мощности ленточной пилы зависит то, какие задачи будут ей доступны. Маломощные ленточные пилы подходят только для использования в быту. Модели помощнее можно использовать в профессиональной сфере и на производствах. Помните, что мощные двигатели требуют большого количества электроэнергии.
Можно выделить следующие классы ленточных пил:
- Если нужна пила для бытового использования, хватит модели с мощностью 350-1000 Вт. Такой инструмент малотребовательный и получает питание от обычной однофазной сети (220 В). Он издает мало шума во время работы и отлично подходит для выполнения простых заданий или непродолжительной работы. Модели с низким уровнем мощности плохо справляются с твердыми сортами древесины.
- Для использования в мастерских или на небольших предприятиях нужны ленточные пилы с мощностью 1-3 кВт. Они способны обрабатывать около 10 кубических метров древесины на протяжении 1 рабочего дня, а также хорошо справляются с твердыми сортами дерева. Такие ленточные пилы также можно купить для домашнего использования.
- Самые мощные пилы (выше 3 кВт) необходимы для установки на специализированных предприятиях. Они легко справляются с твердой древесиной, мерзлыми бревнами и самыми толстыми заготовками. Модели такого класса требуют подключения к трехфазной электросети.
Глубина и ширина пропила
От глубины пропила зависит то, насколько толстое дерево сможет обработать инструмент. Чаще всего она составляет от 8 до 50 см. Глубина пропила связана с мощностью — слабый двигатель не осилит слишком большую толщину.
Ширина пропила влияет на максимальную ширину заготовок, которые способна обработать пила. Наиболее распространенные значения — от 300 до 600 мм.
Параметры пильного полотна
Полотна для ленточной пилы — рабочий инструмент ленточнопильного станка по дереву. Лучше всего, если оно изготовлено из углеродистой стали. Эта сталь проходит термообработку, после которой получает высокие параметры твердости и выносливости. Длина и ширина полотна влияют на производительность и скорость работы — широкое и длинное полотно может обрабатывать широкие и толстые заготовки. Если вам нужно выполнять фигурный рез или распиливать заготовки под углом, лучше всего выбрать среднюю длину и ширину полотна для резки.
Зубья пилы должны быть хорошо заточены — это сильно влияет на качество распила. Чем больше количество зубьев в пиле, тем ровнее будет распил. У пильного полотна должно быть количество зубьев кратное трем, так как у них идет поочередная разводка — прямо, в правую и в левую сторону. Оптимальным вариантом считаются 210 зубьев с шагом 3/4 дюйма или 180 зубьев с шагом 7/8.
Скорость пильного полотна
Для мягких пород дерева нужна высокая скорость движения пилы, а для твердых — относительно низкая. Лучше всего, если у пилы есть возможность регулировки скорости движения полотна — такой инструмент универсален и способен работать с разными породами.
Дополнительные функции ленточной пилы
Наличие дополнительных функций может сделать работу с пилой намного удобнее и сократить время работы:
- Быстрая натяжка полотна — позволяет обходиться без инструментов при смене расходного материала.
- Миллиметровая шкала — делает распил намного точнее.
- Наличие нескольких упоров также дает возможность повысить точность распила.
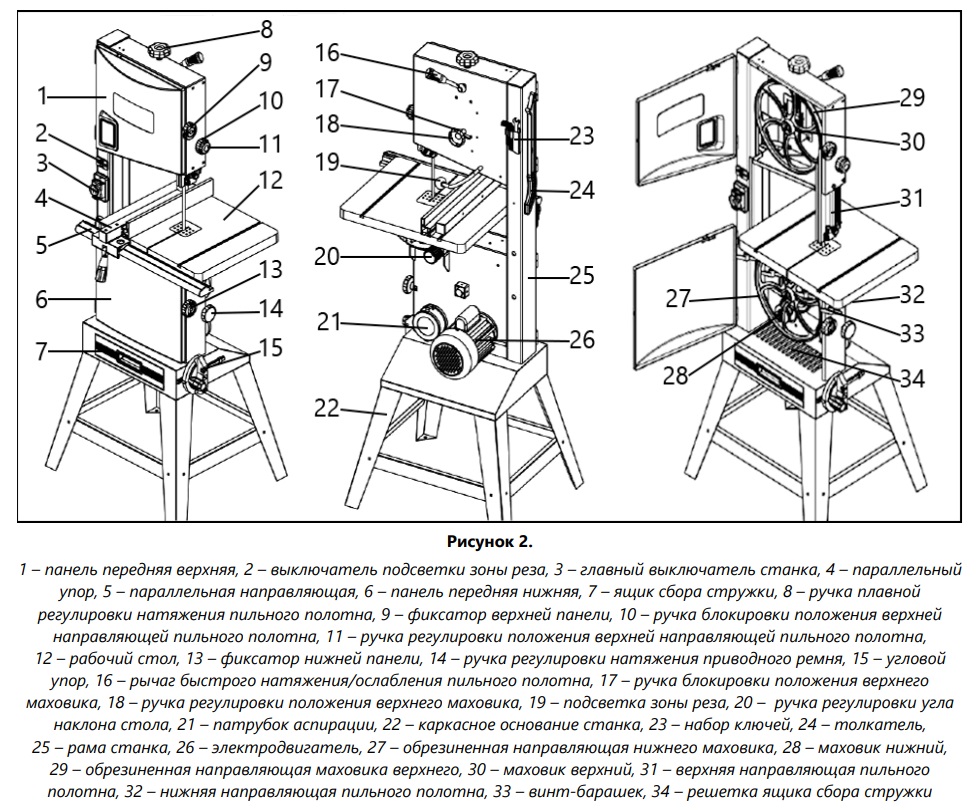
- Функции поворота и наклона рабочего стола помогают намного удобнее проводить фигурные распилы.
- Подсветка рабочей зоны позволяет комфортно работать в условиях недостаточного освещения.
Правильный процесс заточки инструмента
Доказано практикой, что свыше 80 процентов случаев поломки инструмента происходит из-за неправильной заточки зубьев ленточных пил. Необходимость заточки определяется на глаз – по состоянию стенок пропила или виду самых зубьев.
Заточные круги для ленточных пил подбираются в зависимости от твердости зуба. Для заточки инструмента из инструментальной стали применяют корундовый круг. Биметаллические пилы затачиваются алмазным либо боразоновым абразивом. Форму круга для инструмента следует определять исходя из параметров пил. Она может быть чашечной, профильной, тарельчатой и плоской.
Перед тем как применить в работе пилу необходимо в подвешенном вывернутом состоянии продержать ее примерно одиннадцать часов.
Требования к заточке инструмента своими руками:
- необходимо равномерно снимать металл по профилю зуба;
- исключить чрезмерный нажим круга (это может привести к повреждению зуба);
- обязательное применение охлаждающей жидкости;
- обеспечить сохранность геометрии зуба;
- недопускание образования заусенцев.
Стандартная инструкция гласит, что заточка инструмента должна осуществляться либо по передней грани зуба, либо и по задней, и по передней. На практике же многие народные умельцы, да и профессионалы осуществляют заточку исключительно по задней грани – так, по их мнению, это удобней.
Данный инструмент достаточно неприхотлив в плане заточки, несмотря на массу требований и правил. Заточку можно производить как вручную, так и с помощью специального заточного устройства; применять для обработки разные по материалу и форме круги и т.д.
Перед тем, как точить инструмент нужно ознакомиться с основными видами осуществления данной операции. Также в интернете можно просмотреть видео.
Виды заточки
Полнопрофильный вид. Является наиболее качественным видом, производится автоматически на спец. станке. Точно подобранный эльборовый круг, проходит одним движением всю межзубовую впадину вместе с гранями соседних зубьев. При этом исключено образование угловатых форм у основания зубьев. Единственный недостаток этого вида заточки – это необходимость иметь при себе определенное число различных кругов для пил имеющих разный профиль.
- Заточка граней режущей части. Может производиться вручную либо на профессиональном станке. Если вы захотели произвести заточку станком, необходимо правильно подобрать круг – в большинстве случаев это плоские образцы. Исходя из практики, обращаться к спец. заточному оборудованию необходимо только в тех случаях, когда объем работ очень большой. При малом объеме работ лучше производить заточку вручную – на обычном станке или с применением гравера. При выполнении работы по заточке, в целях безопасности, необходимо использовать защитные очки или маску.
Если ни гравера, ни станка у вас нет, то можно заточить инструмент дедовским обычным методом – используя надфиль. При старательном и регулярном исполнении операции очень быстро появится навык ручной качественной заточки.
Советы профессионалов
- При заточке инструмента на станке, перед началом заточки нужно убедиться в правильности расположения заточного диска относительно пилы.
- Необходимо убрать из пазух такой слой металла, чтобы гарантированно устранить все микротрещины.
- Если пила эксплуатировалась без качественного обслуживания, дольше отведенного производителем, слой металла, снимаемого за одну заточку, необходимо увеличить.
- В качестве эталона всегда используйте новый инструмент для проверки результатов заточки.
- Форма режущей части пилы – выверенный и разработанный годами параметр. Поэтому выводить свои параметры и надеется на хорошее качество работы не стоит.
- При соблюдении правил эксплуатации и требований завода изготовителя ленточная пила прослужит вам до того момента, пока ее ширина не уменьшится до 65 процентов от исходного наминала. Ширина уменьшается в процессе перезаточек зубьев.
- Обязательно необходимо убирать заусенцы в процессе заточки инструмента, иначе это приведет к образованию микротрещин в процессе распилки материалов.
- После окончания работы инструмент необходимо незамедлительно очистить от опилок и смолы, а перед заточкой надо тщательно осмотреть пилу. Иначе засорите стружкой заточной диск, что приведет к неправильной заточке ленточной пилы.
Ленточная пила по дереву – рейтинг
В столярных цехах такой инструмент нашел широкое применение. Выбор ленточной пилы по дереву лучше делать исходя из рейтинга лучших агрегатов, позволяющих экономить время, обладающих высокой производительностью и надежностью представлен ниже.
- JET JBS-12 . Ленточная пила по дереву предназначена для работы с широкими досками и брусом, хорошо справляется с объемными заготовками, мощная и производительная, имеет устойчивую металлическую станину, которая не вибрирует при работе.

Way Train UE-330 V . Станок горизонтального типа хорошо справляется с древесиной любого размера, работает под углом, оснащен мощным двигателем и рабочим столом большого размера.

Корвет-35 Энкор . Ленточная пила по дереву обладает высокой мощностью и скоростью движения полотна. Высокая подставка на регулируемых ножках подстраивается под любого работника, а скошенная рама позволяет вырезать фигурные заготовки любой формы.

Параметры ленточных пил
Такое оборудование приносит массу положительных моментов, если требуется обработка дерева. В домашних условиях она необходима при ведении малого бизнеса по производству мебели.







Некоторые типы пил позволяют дополнительно работать со следующими материалами:
- металл;
- синтетика;
- камень.
Высокая плотность этих материалов требует использования аппаратуры, которая включает детали и расходные части из усиленной стали. Если использовать стандартную сталь, то при обработке металла или камня диск и зубья за короткий период деформируются, поэтому требуется подготовка к работе заранее.
Учитывают не только вид обрабатываемого материала, но и производственные масштабы. От этого зависит выносливость и мощность покупаемого оборудования. Для разового использования можно купить дешёвую ленточную пилу или сделать её из подручных средств и инструментов, но для интенсивной работы требуется серьёзный и дорогой агрегат.
Размер и шаг зубьев полотна
При выборе пилы необходимо обратить внимание на размер самого станка. Требования описаны в инструкции при покупке агрегата, но существуют некоторые нюансы, которые там не указаны. Следует учитывать следующие дополнительные рекомендации при выборе пилы:
Следует учитывать следующие дополнительные рекомендации при выборе пилы:
- Для продольного пиления выбирают широкие пилы, которые отличаются ровным и качественным пилением.
- В тех случаях, когда обрабатывается тонкая заготовка, используют инструмент с небольшой толщиной лезвия. Это важный параметр, ведь толстая пила при работе с тонким материалом повреждает его.
- Фигурная и контурная резка требует индивидуального подбора режущего элемента, но если нет возможности приобрести несколько вариантов пилы, тогда лучше выбирать средней вариант. С учётом выпускаемой ширины от 14 до 88 мм рекомендуется приобретать пилы со средним размером 35−40 мм.
При выборе следует учитывать следующие особенности работы:
- Крупный шаг зубьев используют исключительно при работе с тонким листовым материалом.
- Густая постановка зубьев на лезвии применяется при обработке больших полотен.
- Усреднённый вариант с переменной постановкой зубьев используется при работе с синтетическими материалами. Чтобы пила не забивалась отходами, увеличивается скорость резания.
Расположение зубьев и заточка
От разводки зубьев зависит качество обработки материала, вибрация, отсутствие деформации обрабатываемого материала и непосредственное влияние на срок эксплуатации станка
Учитывая принципы работы, важно подобрать правильный профиль. Существует несколько разновидностей профиля режущего элемента:
- Профиль, имеющий волнистую форму зубьев, используется для резки тонкого материала или заготовок небольших размеров.
- Стандартный вариант расположения зубьев используется для больших объёмов работы, контурной резки или вертикального типа монтажа станка. Зубья располагаются по обе стороны от центрального сегмента полотна, но существуют варианты с дополнительным расположением зубьев по центру.
- Самый дорогой тип профиля — это попарная (переменная) постановка зубьев. Такой тип пилы наиболее прочный из представленного ряда, эффективно справляется с нарезкой даже грубых и плотных сортов дерева, снижает нагрузку на рамку режущего элемента, что значительно увеличивает срок её эксплуатации.
Выбирая полотно, важно убедиться в хорошей заточке зубьев, однородности стали в разных участках пилы и ровности кромки
Если сосредоточить своё внимание именно на этих показателях, тогда получится купить расходный материал, который ранее ещё не использовался
У продавца следует уточнить возможности пилы
Например, некоторые экземпляры создают с учётом повторной заточки, причём важно спросить, сколько раз разрешается повторно обновлять зубья. Затачивать сегменты на пиле, которая не предусмотрена для этого, запрещено. Это лишняя нагрузка, которая затупит зубья или сломает их
Это лишняя нагрузка, которая затупит зубья или сломает их.
Режимы резания
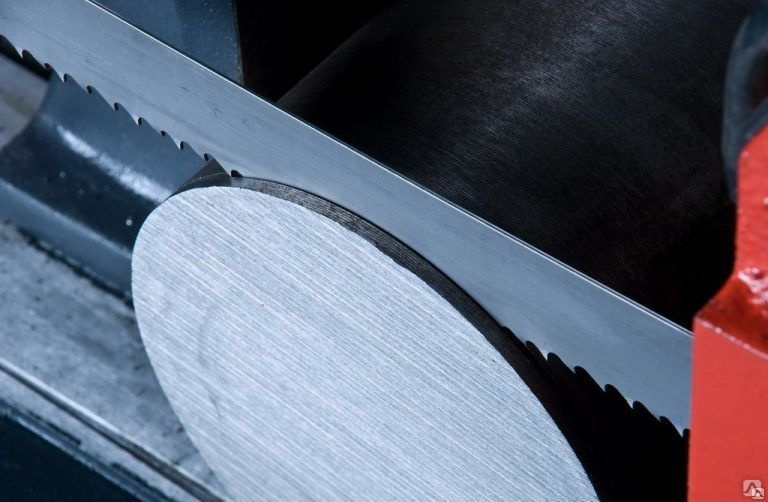
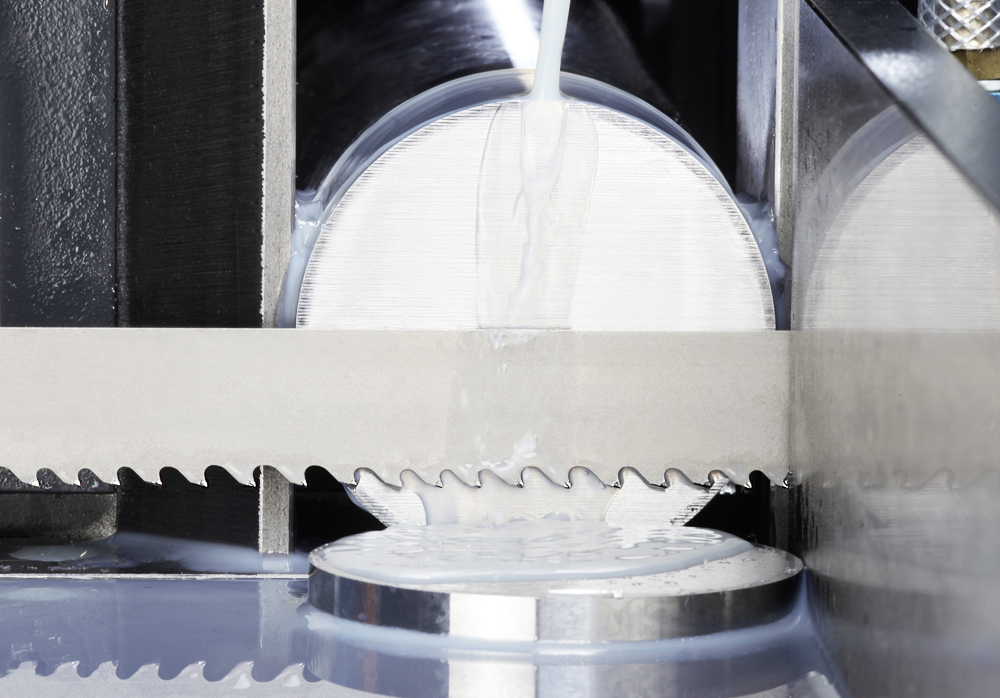
Чтобы функционирование ленточного полотна было надлежащим, необходимо обеспечить не только правильный зажим заготовки, наличие СОЖ, обкатку нового полотна и иные моменты, но и соблюдать конкретный режим резки металла.
Внимание! Оптимальный режим резания выбирается определением скорости движения полотна (скорость резания, в м/минуту), исходя из марки металла, и выставлением скорости подачи консоли (в мм/мин)
При обкатке
Важно! Режимы резки металла при обкатке нового полотна зависят от материала, из которого оно изготовлено: биметалл или твердые сплавы. Для биметаллического полотна, в целях исключения деформации зубьев (микросколы) величину подачи металлической заготовки регулируют таким образом, чтобы она не превышала половину скорости, предусмотренной для конкретного материала заготовки (автоматные, легированные и прочие виды сталей, чугуны и сплавы)
Для биметаллического полотна, в целях исключения деформации зубьев (микросколы) величину подачи металлической заготовки регулируют таким образом, чтобы она не превышала половину скорости, предусмотренной для конкретного материала заготовки (автоматные, легированные и прочие виды сталей, чугуны и сплавы).

Биметаллическое полотно BAHCO для ленточнопильного станка. Фото 220Вольт
Чтобы устранить при обкатке возможные вибрации, скорость резания дополнительно уменьшают, а затем при дальнейшем прохождении режима обкатки, скорость подачи заготовки постепенно увеличивают так, чтобы она к концу обкатки полностью совпадала с рекомендуемой производителем.
Продолжительность работы в режиме обкатки
Продолжительность режима резки металла новым полотном зависит от типа заготовок:
- при малой площади поперечного сечения режим обкатки проходит при разрезке заготовок общей площадью 0,3 кв. метра;
- иные типы заготовок обрабатывают в режиме обкатки в течение четверти часа.
Параметры выбора режима резки
В зависимости от того, какой именно вид материала будет подвергаться обработке на ленточном станке, и какой металл у самого плотна (биметалл или твердый сплав) индивидуально устанавливается режим, состоящий из трех основных параметров:
- скорость резки (в метрах в минуту);
- толщина заготовки, в мм;
- «шаг» зуба пилы.
Всего существует 18 отдельных режимов — по количеству типов обрабатываемого материала.

Ленточнопильный вертикальный станок с ЧПУ Opus AX3-R. Фото Стербруст
Например, для конструкционных сталей предусмотрено три основных режима, в зависимости от толщины:
- толщина меньше 100 мм – скорость подачи от 70 до 100 м/мин;
- толщина от 100 до 500 мм – скорость подачи от 50 до 90 м/мин;
- толщина более 500 мм – скорость подачи от 40 до 77 м/мин.

Напольный ленточнопильный станок METALMASTER BSM-912B для выполнения реза под разными углами. Фото 220Вольт
Для чугуна режимы обработки следующие:
- толщина меньше 100 мм – скорость подачи от 40 до 50 м/мин;
- толщина от 100 до 500 мм – скорость подачи от 40 до 45 м/мин;
- толщина более 500 мм – скорость подачи от 35 до 40 м/мин.
Самая низкая скорость резки предусмотрена для титановых сплавов: при любой толщине рекомендуется подавать материал со скоростью от 10 до 20 м/мин.
К сведению! «Чемпионами» по скорости резки являются автоматные стали — при толщине менее 100 мм резка происходит со скоростью 130 м/мин.
Шаг зубьев
Постоянный и переменный шаг зубьев ленточной пилы побирается по принципу: чем больше ширина разрезаемой заготовки из сплошного метала, тем меньше зубьев должно быть на одном дюйме полотна.

Ленточнопильный вертикальный полуавтоматический станок VTF 500 SHI-E. Фото НЕВАСТАНКОМАШ
Так, при толщине металла меньше 100 мм. число зубьев на полотне оптимально равно 14 (10/14 – для переменного шага), при толщине, равной 400 мм. среднее количество зубьев не превышает двух (1,4/2,5 для переменного шага).