

Конструкция и эксплуатация ленточной пилорамы «Тайга»
Горизонтальная ленточная пилорама Тайга устанавливается на бетонную площадку или на брусья, параллельно расположенные на земле. Основанием пилорамы является жесткозакрепленные высокопрочные рельсовые пути с фиксирующей системой крепления бревен. При установке дополнительных секций рельсовых путей можно производить распиловку бревен длиной более 8 м.
Пильная рама пилорамы Тайга с механическим или электроприводом подъема/опускания (в зависимости от модели) на опорных роликах в ручном режиме перемещается вдоль направляющих рельсового пути, производя распиловку пиломатериала. Снятие опила с рельсового пути осуществляется очищающими скребками, расположенными в основаниях вертикальных стоек пильной рамы. Позиционирование пильного механизма в вертикальной плоскости осуществляется цепной двухрядной передачей с редуктором привода подъема/опускания по метрической шкале, обеспечивая надежную фиксацию пильного механизма в заданном положении и его точную настройку по высоте. Ленточная пилорама Тайга серии Т-1 с ручным механическим приводом: перемещение механизма пиления производится в ручном режиме посредством вращения ручки редуктора. На моделях Т-2, Т-2М, Т-3, Т-4 перемещение пильного механизма осуществляется в автоматическом режиме переключателем подъема/опускания. При необходимости доводку пильного механизма можно осуществить ручным доводчиком.
Ленточная пила надевается на сбалансированные пильные колеса (ведущее и ведомое) пильного механизма пилорамы Тайга. Крутящий момент от шкива электродвигателя на ведущее колесо передается через ременную передачу. Ведомое колесо, закрепленное через механизм натяжения, приводиться во вращение ленточной пилой. Применение больших стальных недеформируемых шкивов диаметром 520-600 мм позволяет увеличить скорость движения пилы, улучшить качество поверхности обрабатываемого пиломатериала и срок службы ленточного полотна. Натяжения пильной ленты осуществляется динамометрическим ключом и контролируется визуально по шкале динамометрического датчика на ключе. Успокоительные ролики пильного механизма обеспечивают постоянное натяжение ленточного полотна и предотвращают от колебаний ленточной пилы.
Пильный механизм ленточной пилорамы Тайга защищен кожухом, обеспечивая безопасность обслуживающему персоналу.
Для предотвращения зажима пильной ленты в пропиле, вызванного за счет налипания смолы на режущие кромки режущего полотна, ленточная пилорама Тайга оборудована системой смазки пилы с регулятором расхода смазочно-охлаждающей жидкости.
Пилорама Тайга управляется с кнопочной панели, установленной на пильной каретке.
Устройство и технические параметры ленточной пилы
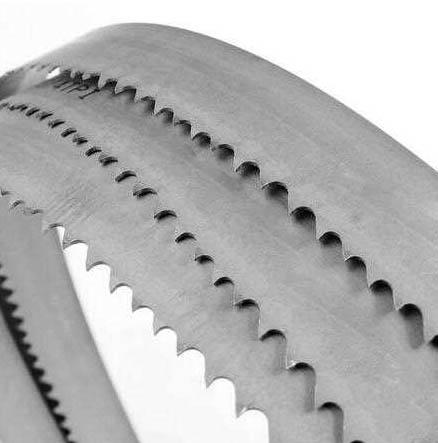
Основным элементом ленточной пилы является режущее полотно, имеющее замкнутую форму. Его ширина от 6 мм до 4 см.
Виды пильных полотен:
- зубчатое;
- пила трения;
- электроискровое.
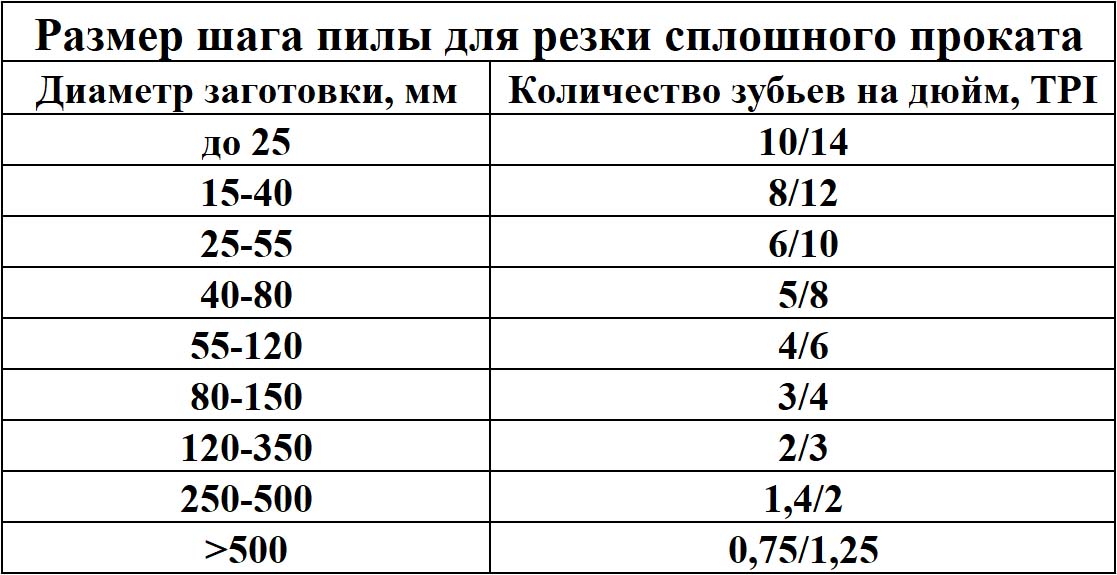
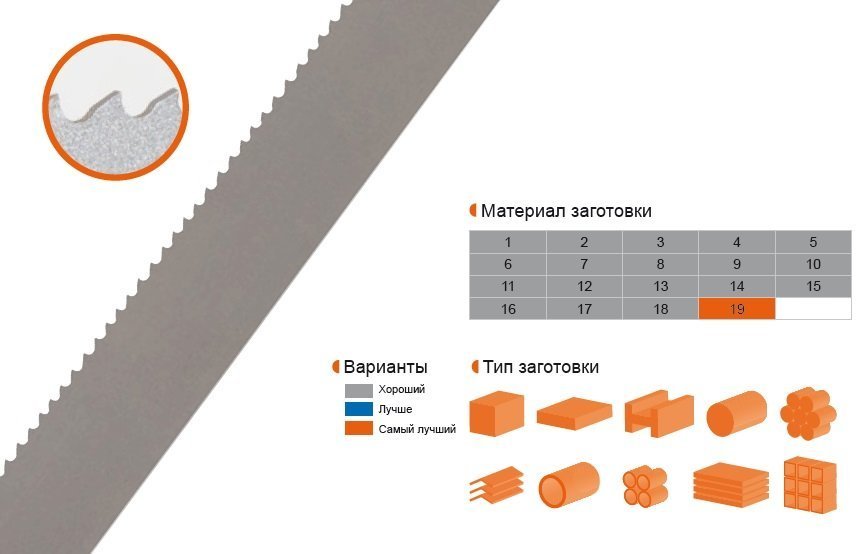
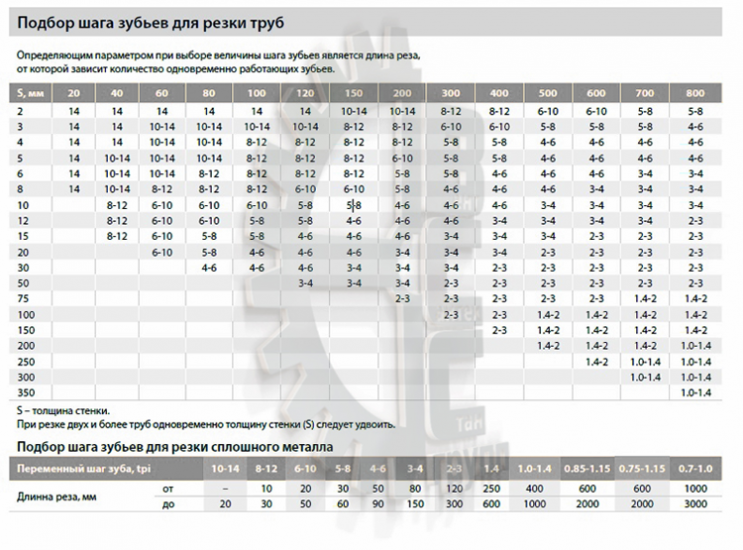
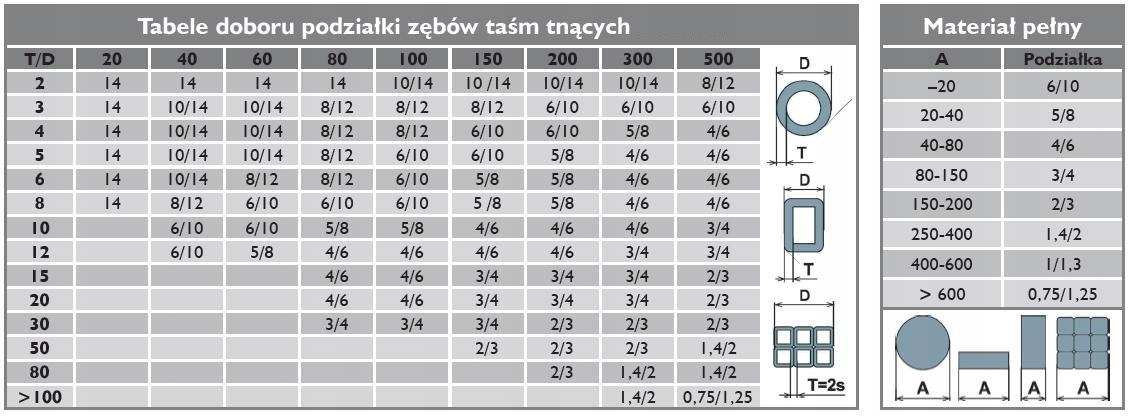
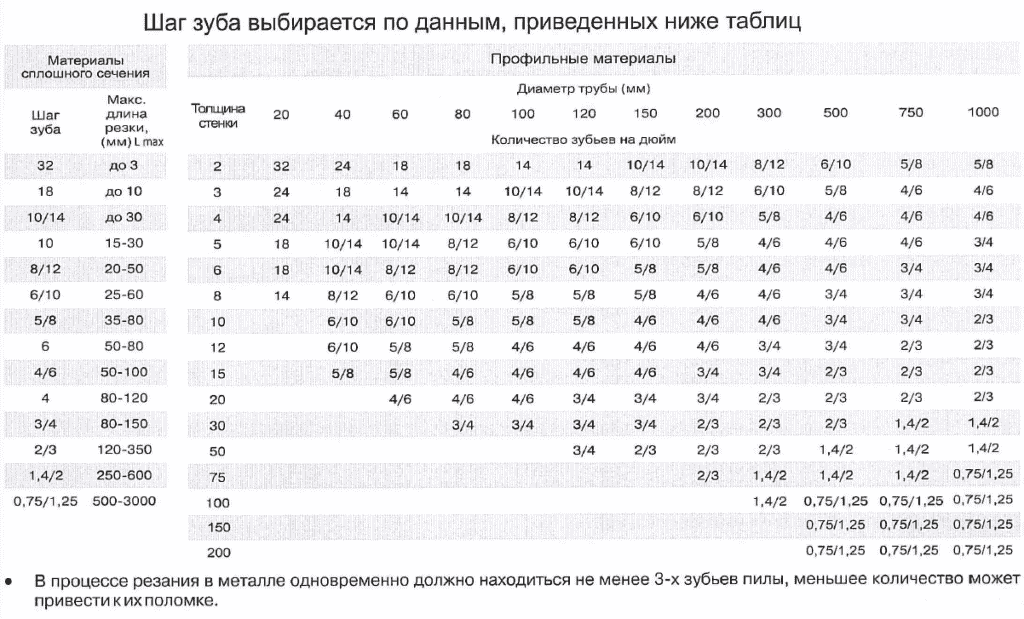
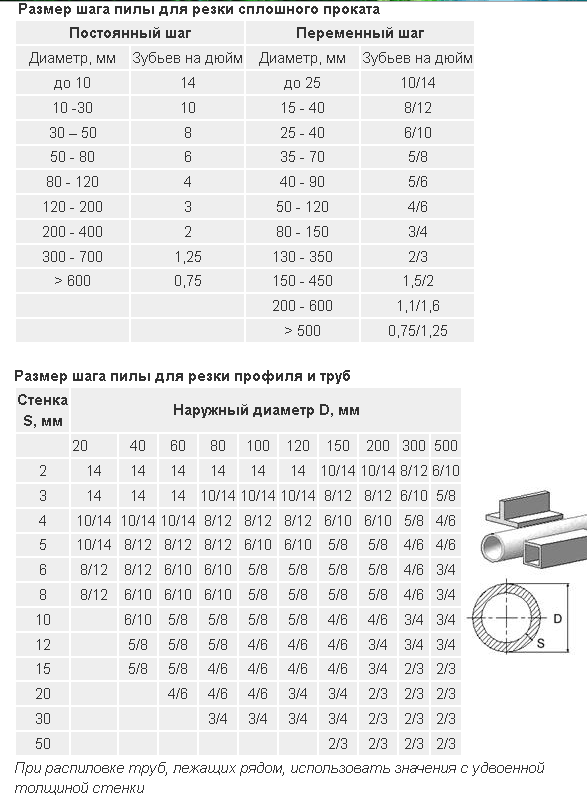
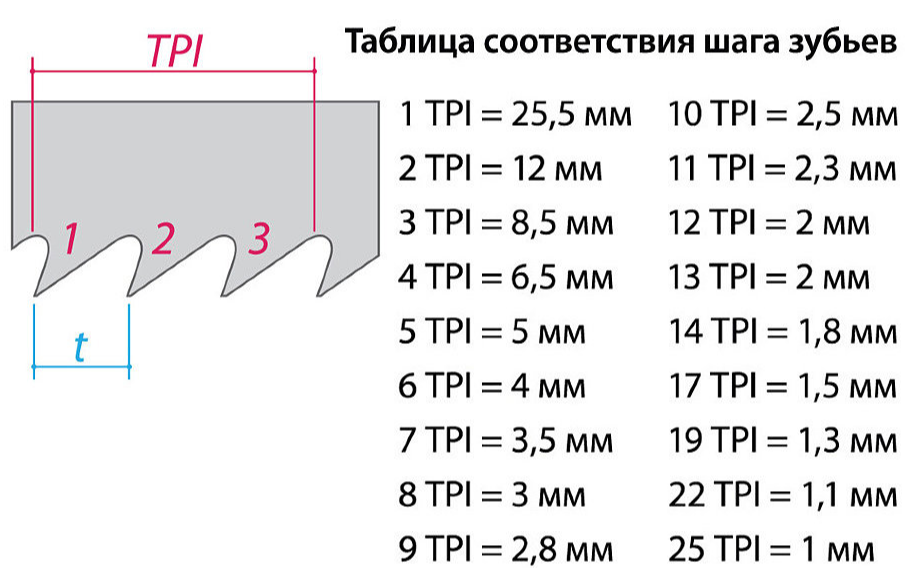
Ленточное полотно состоит из зубьев, изготовленных из высокопрочной легированной стали. Шаг зуба (количество зубьев на 1 дюйм) полотна изменяется в диапазонах:
- для инструментов с постоянным шагом: от 1 до 32;
- для оборудования с переменным шагом: от 10/14 до 0,75/1,25.
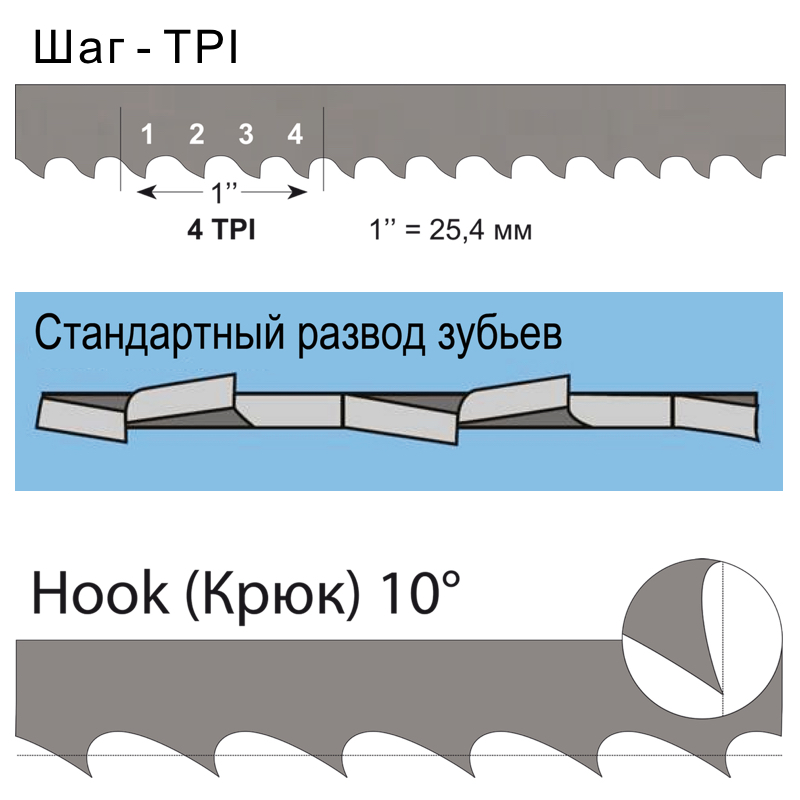
Одна из важнейших характеристик устройства — разводка, под которой понимается величина наклона зубьев к плоскости полотна. С помощью данного параметра обеспечивается необходимый ход полотна и кромки зуба.
Существует четыре вида разводки:
- Стандартная — представляет классическую комбинацию зубьев (направо, налево, прямо);
- разводка право-лево — чередование зубьев, повернутых направо и налево (используется при обработке мягких металлов);
- разводка волна — специальный тип разводки, применяют для инструментов, которыми вырезают заготовки малого диаметра;
- комбинированная разводка — тип, сочетающий элементы, рассчитан на пиление труб и конструкций с переменным сечением.
Другие узлы ленточного полотна:
- станина (рама) — необходима для придания инструменту устойчивости и минимизации вибрации при работе;
- рабочий стол, на котором установлены упор и линейка;
- две приводные шкивы, вращательные движения которых приводят в работу весь механизм;
- двигатель (от 2кВт);
- пульт управления устройством;
- система смазки деталей;
- защитный чехол.
При производстве ленточнопильных станков применяют следующие металлы:
- углеродистая сталь;
- пружинная сталь;
- инструментальные сплавы;
- быстрорежущая сталь;
- твердые сплавы.
Инструмент может использоваться как для обработки дерева, так и для резки стали.
Характеристика ленточной пилы по дереву
Основные магазинные модели:
- «Кедр»;
- «Мастер»;
- «Тайга;
- «Алтай».
Используются для распила крупных стволов деревьев, первичного лесоматериала (при лесохозяйственных работах). Преимущество над дисковой пилой — малая толщина пропила (от 1,5 до 2,5 мм).
Характеристика ленточной пилы по металлу
Станки для пиления металлических конструкций используются как при прямом распиле болванок, так и для фигурной резки сплава.
Скорость работы инструмента от 30 до 100 м/мин в зависимости от типа металла и модели пилы. В таблице приведены усредненные показатели, которые могут колебаться в диапазоне 10-15% в зависимости от вида пильной ленты.
| Тип металла | Скорость линейная (м/мин) | Расход смазочно-охлаждающей жидкости (%) |
| Сталь классическая | 50-100 | 10 |
| Нержавеющие металлы | 30-40 | 5 |
| Инструментальная сталь | 40-70 | 10 |
| Прокат | 20-25 | 5 |
| Бронза | 80-100 | 3 |
| Алюминий | 80-120 | 25 |
| Чугун | 30-60 | — |
| Медь | 60-100 | 3 |
| Титан | 15-25 | 10 |
Помимо твердых сплавов на станках можно обрабатывать детали из пенопласта, пластика.
Параметры ленточных пил
Такое оборудование приносит массу положительных моментов, если требуется обработка дерева. В домашних условиях она необходима при ведении малого бизнеса по производству мебели.
Некоторые типы пил позволяют дополнительно работать со следующими материалами:
- металл;
- синтетика;
- камень.
Высокая плотность этих материалов требует использования аппаратуры, которая включает детали и расходные части из усиленной стали. Если использовать стандартную сталь, то при обработке металла или камня диск и зубья за короткий период деформируются, поэтому требуется подготовка к работе заранее.
Учитывают не только вид обрабатываемого материала, но и производственные масштабы. От этого зависит выносливость и мощность покупаемого оборудования. Для разового использования можно купить дешёвую ленточную пилу или сделать её из подручных средств и инструментов, но для интенсивной работы требуется серьёзный и дорогой агрегат.
Размер и шаг зубьев полотна
При выборе пилы необходимо обратить внимание на размер самого станка. Требования описаны в инструкции при покупке агрегата, но существуют некоторые нюансы, которые там не указаны. Следует учитывать следующие дополнительные рекомендации при выборе пилы:
Следует учитывать следующие дополнительные рекомендации при выборе пилы:
- Для продольного пиления выбирают широкие пилы, которые отличаются ровным и качественным пилением.
- В тех случаях, когда обрабатывается тонкая заготовка, используют инструмент с небольшой толщиной лезвия. Это важный параметр, ведь толстая пила при работе с тонким материалом повреждает его.
- Фигурная и контурная резка требует индивидуального подбора режущего элемента, но если нет возможности приобрести несколько вариантов пилы, тогда лучше выбирать средней вариант. С учётом выпускаемой ширины от 14 до 88 мм рекомендуется приобретать пилы со средним размером 35−40 мм.
При выборе следует учитывать следующие особенности работы:
- Крупный шаг зубьев используют исключительно при работе с тонким листовым материалом.
- Густая постановка зубьев на лезвии применяется при обработке больших полотен.
- Усреднённый вариант с переменной постановкой зубьев используется при работе с синтетическими материалами. Чтобы пила не забивалась отходами, увеличивается скорость резания.
Расположение зубьев и заточка
От разводки зубьев зависит качество обработки материала, вибрация, отсутствие деформации обрабатываемого материала и непосредственное влияние на срок эксплуатации станка
Учитывая принципы работы, важно подобрать правильный профиль. Существует несколько разновидностей профиля режущего элемента:
- Профиль, имеющий волнистую форму зубьев, используется для резки тонкого материала или заготовок небольших размеров.
- Стандартный вариант расположения зубьев используется для больших объёмов работы, контурной резки или вертикального типа монтажа станка. Зубья располагаются по обе стороны от центрального сегмента полотна, но существуют варианты с дополнительным расположением зубьев по центру.
- Самый дорогой тип профиля — это попарная (переменная) постановка зубьев. Такой тип пилы наиболее прочный из представленного ряда, эффективно справляется с нарезкой даже грубых и плотных сортов дерева, снижает нагрузку на рамку режущего элемента, что значительно увеличивает срок её эксплуатации.
Выбирая полотно, важно убедиться в хорошей заточке зубьев, однородности стали в разных участках пилы и ровности кромки
Если сосредоточить своё внимание именно на этих показателях, тогда получится купить расходный материал, который ранее ещё не использовался
У продавца следует уточнить возможности пилы
Например, некоторые экземпляры создают с учётом повторной заточки, причём важно спросить, сколько раз разрешается повторно обновлять зубья. Затачивать сегменты на пиле, которая не предусмотрена для этого, запрещено. Это лишняя нагрузка, которая затупит зубья или сломает их
Это лишняя нагрузка, которая затупит зубья или сломает их.





Степени автоматизации ленточнопильных станков
Ленточнопильные станки, производство которых налажено в том числе и российскими предприятиями, могут обладать различной степенью автоматизации.
Ручные
Опускание пильной рамы, которая выполнена в виде консоли, в таких станках может осуществляться за счет либо усилий обслуживающего их оператора, либо веса рамы, тогда такие станки называются гравитационными. Для регулирования скорости подачи рамы, обеспечения ее подъема и фиксации в исходной точке служит специальный гидроцилиндр с перепускным клапаном, который называется гидроразгрузкой. Закрепление и разметку заготовки производит оператор, он же задает скорость опускания пильной рамы.
Ручные станки чаще всего используются на небольших производствах. К преимуществам такого оборудования можно отнести:
- невысокую стоимость, простоту в эксплуатации и обслуживании;
- возможность проводить резку под углом.
Ленточнопильный настольный станок HТ150M с ручным управлением
У станков ручного типа есть и ряд недостатков.
- Способы опускания пильной рамы часто не позволяют избежать в процессе резки вибрации, которая значительно уменьшает срок службы режущего полотна.
- В ручных станках нередко отсутствует возможность осуществлять визуальный контроль за степенью натяжения полотна, а также нет механизма для его очистки.
- Существует необходимость в регулярной проверке и регулировке шкивов, приводящих в движение режущее полотно.
- Невозможно контролировать и регулировать давление, оказываемое режущим полотном на деталь. Гидроцилиндр в механизме опускания и подъема режущего полотна позволяет в очень небольшом диапазоне изменять лишь скорость его опускания.
Ручной ленточнопильный станок Pilous ARG 130 Mobil
Полуавтоматические
В ленточнопильных станках полуавтоматического типа автоматизированы следующие технологические операции: опускание и подъем пильной рамы, зажим заготовки в тисках и ее освобождение после окончания процесса резки. Задачей оператора при управлении таким станком является лишь укладка заготовки в зажимной механизм. Резка заготовки в станках полуавтоматического типа выглядит следующим образом:
- автоматическая фиксация заготовки после запуска ленточнопильного станка;
- резка с заданной скоростью, при которой давление на деталь и оказываемое на нее усилие обеспечиваются специальным гидроцилиндром;
- автоматический подъем пильной рамы и освобождение заготовки после достижения режущим полотном нижней точки реза.
Полуавтоматический ленточнопильный станок по металлу YOURTIME
Полуавтоматические ленточнопильные станки, которые могут иметь одностоечное, двухстоечное и консольное исполнение, используются для оснащения мелкосерийных производств.
Автоматические
Для оснащения крупных производственных предприятий, на которых имеется необходимость в резке большого количества однотипных заготовок, используются автоматические ленточнопильные станки по металлу. Такие станки, которые могут быть одностоечного, двухстоечного, консольного, вертикального и портального типа, позволяют выполнять в автоматическом режиме следующие технологические операции: фиксацию заготовки в тисках, опускание и подъем пильной рамы, изменение угла ее наклона и поворот стола, регулирование усилия резки, давления и скорости подачи пильной рамы. При необходимости такие ленточнопильные станки могут быть переведены в ручной режим управления.
Автоматические станки могут работать в трехсменном режиме и выполнять однотипные операции (резка длинных заготовок на фрагменты заданной длины) без присутствия оператора.
Автоматический двухколонный ленточнопильный отрезной станок PMS 530/530 ACN
Как правильно устанавливать шкивы
Установка шкива
Шкивы станка следует подтачивать таким образом, чтобы при надевании ремень выступал за их край на пару сантиметров. Вся такая конструкция перемещается по специальным направляющим – трубам, которые располагаются горизонтально. Этот узел, в случае необходимости, можно зафиксировать на нужном месте с помощью болтов.
Чтобы предотвратить спадание ленты со шкивов во время работы на станке, их нужно устанавливать не параллельно, а под небольшим наклоном – в результате такой установки во время работы пилы лента будет «натягиваться» на ролики сама.
Скорость резания
- тонкая или пылеобразная —подача слишком медленная или линейная скорость ленты слишком высокая;
- стружка крупная , с голубовато-синим отливом — высокая скорость подачи или линейная скорость мала;
- вьющаяся спиралевидная, одинаковая по длине стружка — режим работы правильный.
Каждое полотно для ленточной пилы характеризуется определенной производительностью и способностью выполнить определенное число резов. Например, биметаллическое 27х0,9 характеризуется продуктивностью 10-25 см/мин при резке высоколегированных сплавов и 45-70 см/мин при работе со сталями конструкционных марок. Усредненное время эксплуатации пильного полотна ленточного станка составляет 150-170 часов работы.
Для чего нужна ленточная пила по дереву?
Выбирая инструмент для ровного распиливания древесины, особенное внимание стоит уделить бытовым ленточным пилам по дереву. Регулировка скорости движения режущего полотна и направления позволяют использовать пилораму для разнообразных работ
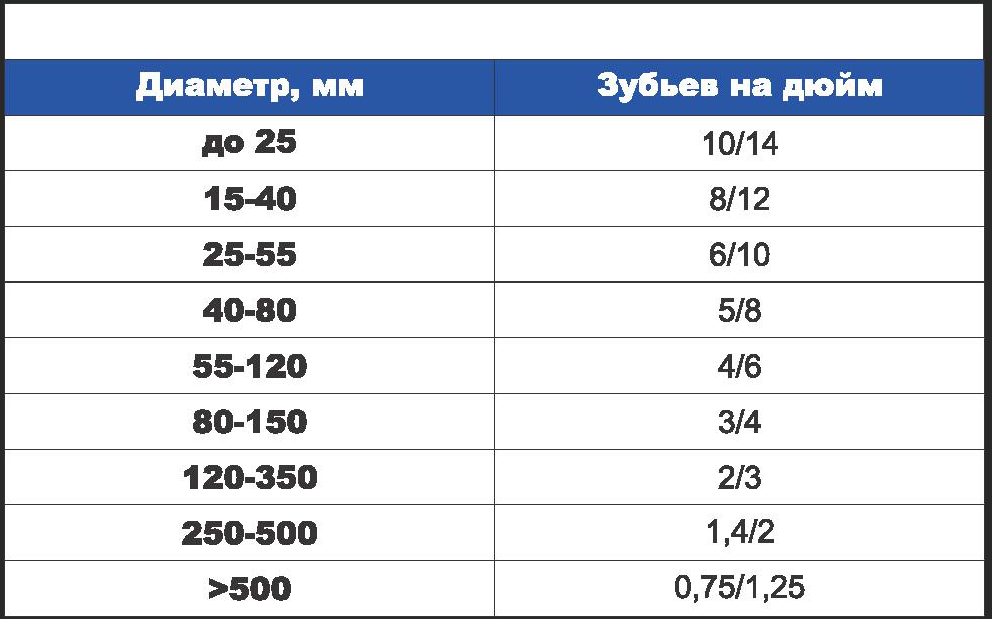
Возможность выбора размера зубьев для работы с определенным типом материала расширяет спектр возможностей пилы. Для мягких пород дерева подходит полотно с крупными зубьями, а для жестких пород – с мелкими. Другие возможности ленточной пилы делают ее незаменимым помощником для домашнего мастера:
- Многие ленточные станки для распиливания имеют возможность точной регулировки под определенные потребности работника.
- Тонкими лезвиями можно выпиливать фигурные изделия, разнообразные декоративные элементы.
- Ленточная бытовая пила по дереву может работать в любом направлении – как вдоль, так и поперек волокон.
- С помощью пилы можно создавать одинаковые и зеркальные детали для мебели.
- Производительность ленточной пилы выше, чем у других видов инструментов.
- Пилорамы на ленточной основе отличаются безопасностью.
Эмульсия СОЖ для ленточнопильного станка
Правильное соотношение маслянистости и охлаждения у СОЖ очень важно для достижения оптимальной работы ленточного полотна и всего ленточнопильного станка. Можно получить этот баланс, придерживаясь правильного соотношения с самого начала работы или периодически добавляя концентрат СОЖ
Величина соотношения указана брендом-производителем в зависимости от типа СОЖ. Например, если первоначальная рекомендация отношения эмульсии 10 к 1, то это значит, что производитель рекомендует для оптимальной эффективности 10 частей воды к 1 части концентрата СОЖ. Нельзя никогда лить концентрат СОЖ непосредственно в бак для СОЖ ленточнопильного станка. Нужно сначала смешать концентрат СОЖ с водой в чистом контейнере, а затем вылить его в чистый бак для СОЖ ленточнопильного станка. Поскольку вода в баке для СОЖ испаряется через теплоотдачу, то бак для СОЖ должен быть пополнен. Эмульсия пополнения требует более низкого отношения, чем начальное соединение, потому что концентрат СОЖ не испаряется так же быстро, как вода. Чтобы поддерживать максимальную эффективность, нужно периодически измерять концентрацию СОЖ, используя рефрактометр Брикса. Идеальное местоположение для взятия пробы является носик направляющей трубки СОЖ. Сравнивая существующую величину соотношения эмульсии СОЖ к предшествующим, можно определить отношение для пополнения. Нельзя никогда доливать воду или концентрат СОЖ непосредственно в бак для СОЖ. Нужно смешать, по крайней мере, три части воды к одной части концентрата СОЖ и хорошо их перемешать прежде, чем вылить в бак для СОЖ.
Как выбрать полотно по металлу, дереву или мясу
Перед тем как приступить к выбору ленточной пилы для станка, нужно прочитать инструкцию по эксплуатации. В ней производитель указывает параметры изделия, его максимальную и минимальную ширину. Для длины всегда задан диапазон, который нельзя менять, тогда как ширину можно регулировать.
Выбирать изделие следует в соответствии со сферой использования. Например, максимальная ширина подходит, если не предполагается, что заготовку придется распиливать по радиусу.
Подбирая параметры для пилы ленточного типа, нужно определиться со следующими критериями:
- какими будут объемы работ;
- учитывать частоту использования;
- с какими материалами придется работать;
- размеры самого полотна.
Нужно обратить внимание на зубцы. Имеет значение их форма и размер
Для каждого материала требуются разные виды ленточных пил. Инструменты марки М-51 подойдут, если нужно выполнить резку высокоуглеродистых сталей. Пила марки М-42 требуется для низкоуглеродистых сталей, биметаллического полотна. Она нужна для работы со среднеуглеродистой сталью.
Модели SP предназначены для длительной работы с жаростойкой сталью. Инструменты типа ТСТ требуются для обработки заготовок из титана, они же рассчитаны на работу с никелевыми сплавами.
Если выбор пильного полотна для ленточной пилы сделан правильно, произойдет следующее:
- линия среза будет ровной;
- будет отсутствовать вибрация при распиловке материалов;
- не появится трещин и сколов в месте среза.
Для резки камня, металла, дерева и синтетического полотна применяют разные ленточные пилы. Их стоимость зависит от назначения и вида полотна. Для обработки древесины используют полотно для ленточной пилы «Зубр 350».
Резка пластика, стекла и древесины осуществляется полотнами 1425 мм, стоит приобрести полотно по мясу 1650 мм. Для распиловки дерева можно купить лезвия 2240 мм.
Производители ленточных пил
При покупке пилы обращайте внимание на компанию-производителя. Такие инструменты производятся как в России, так и за рубежом
Отличить оригинал от подделки можно благодаря сертификатам качества и правильной маркировке товара.
Наиболее известные марки на рынке ленточных пил – это:
Arntz (Германия). Старый производитель, который хорошо известен не только в Европе, но и во всем мире, также он имеет филиалы далеко за пределами Германии. Качество продукции очень тщательно контролируется, постоянно проводятся исследования в области технологий. Ленточные пилы данной марки целиком соответствуют всем текущим требованиям к качеству. Наиболее популярные модели – твердосплавные;
Lenox (США). Тоже достаточно популярный бренд на этом рынке. Особенностью производства является нанесение на все пилы специального защитного покрытия на основе нитрида алюминия-титана. Благодаря этому покрытию изделия более прочны и износостойкие, также их можно применять в условиях повышенной нагрузки и бесперебойной работы. Так, они отлично справятся с нарезкой материалов, имеющих большую абразивность. Также при работе станка скорость не ограничена. Единственный минус таких пил – это их достаточно высокая стоимость;
Wikus – данный бренд на рынке ленточных пил тоже очень известен, выпускает эту продукцию этот производитель тоже достаточно давно. Одной из отличительных особенностей является широкий ассортимент моделей. Благодаря такому решению покупатель имеет возможность выбрать максимально подходящий вариант под те или иные работы в зависимости от направления и масштабов своей деятельности;
Forezienne (Франция) – все ленточные пилы этой марки изготавливаются из стали, в основе которой содержится обогащенная руда. В процессе формирования сырья выполняются чередующиеся процессы по закалке и отпуске, а также горячий и холодный прокат. Все это обеспечивает высокие показатели пилы в плане режущих характеристик и ее прочности;
Lennartz (Германия) – данный производитель является крупнейшим в своей области на территории Европы





Особое внимание он уделяет производству пил на основе композиционных сплавов. Фирменная технология предусматривает, что на основе высокопрочной стали сделано не только режущее полотно, но и закалки
А зубчатая кромка сделана отдельно из быстрорежущей стали и потом приваривается;
Doall (США) – этот производитель не относится к сильно крупным, но его продукция тоже достаточно популярна в США и за ее пределами. Продукция имеет полный комплекс высоких показателей всех характеристик. Для изготовления ленточных пил применяется высокопрочная сталь, а все технологические процессы строго соблюдены. Пилы будут служить долго независимо от нагрузки на них и способа применения. Также стоит отметить и безупречную репутацию этой компании, на ее продукцию пожаловаться просто нельзя.
Рекомендации по установке роликового узла для станка
Самодельный ленточнопильный станок по дереву будет работать правильно и без сбоев при использовании каленых роликов. Узел, в состав которого они входят, лучше всего сделать самостоятельно. В таком случае можно быть уверенным в его надежности, чего не скажешь о готовом механизме. Конструкция данного узла имеет следующие особенности:
- в состав механизма входит три подшипника. Два из них марки 202, третий – немного больше;
- вал и ролики вытачивается с учетом использования пил разной ширины. При необходимости между подшипниками устанавливают шайбу;
- вал входит в две трубки, установленные одна в другую, с незначительным смещением оси;
- роликовый узел устанавливают на самодельный станок с возможностью регулировки по высоте или смещения в стороны.
Развод ленточных пил
Процессом развода считается операция, связанная с отгибанием зубьев пилы в разные стороны для того, чтобы снизить трение ленты пилы о боковые поверхности пропила и исключить ее зажатие. Для свободного движения полотна в древесине необходимо обеспечивать ширину пропила, превосходящую толщину полотна, не менее чем на 30-60%. Разводка делится на несколько видов, причем у них пока нет устоявшихся названий, поскольку производители пил называют их по-разному.
Стандартную разводку характеризует поочередное отгибание зубьев разные стороны.
Схема стандартной разводки
При зачищающей разводке зубья пильного полотна делятся по три, два из которых отгибаются в разные стороны, а третий остается на месте.
Схема зачищающей разводки
Ее преимущественно применяют при работе с твердыми породами древесины. Трапецеидальная форма каждого третьего зуба, остающегося по центру пилы, задает направление всей пильной ленте.
Наиболее сложной в исполнении является волнистая разводка, поскольку каждый последующий зуб в полуволне отгибается на все более возрастающую величину.
Схема волнистой разводки
При любом типе разводки зуб отгибается не от основания, а с отступом от него на 33-67% высоты зуба. Несмотря на то, что каждый производитель диктует свои требования по поводу показателей, связанных с разводом, все они не выходят за пределы 0,3-0,7 мм.
Общепринято деревья с мягкой древесиной пилить ленточными пилами, имеющими большой развод, а с твердой – малый. Но в любом случае развод должен быть таким, чтобы пиление происходило без образования вырезанного клина по центру.
Все зубья при разводе должны отгибаться на одну и ту же величину с допускаемой погрешностью до 0,1 мм. Если разводка будет неодинаковой, то пилу будет тянуть в направлении большего развода.
Как пользоваться ленточной пилой по дереву?
Это приспособление помогает быстро и точно сделать любые разрезы на деревянных изделиях. Практика и аккуратность требуется при работе с этим видом инструмента, зная, как пользоваться пилами для ленточных станков по дереву, результат будет стоить потраченных усилий.
Правильно выбирать тип ленточной пилы, обращая внимание на мощность, скорость работы, длину полотна, параметры рабочей поверхности стола, электрические характеристики.
Лезвие для пилы необходимо подбирать индивидуально под каждый проект, учитывая его ширину, толщину и разбег зубьев.
Перед работой следует проверить движение рабочего полотна и провести настройку направляющих.
Рабочую поверхность нужно отрегулировать под нужный угол наклона.
На деревянных заготовках перед работой необходимо сделать разметку.
Пилу можно включить и подождать, пока она наберет обороты.
Направляя заготовку вдоль направляющих, сделать спил.
Режимы резания
Выбор скорости пиления
Необходимо помнить, что в процессе пиления происходит нагревание ленточной пилы. Чем больше скорость пилы во время пиления, тем выше температура нагревания.
Выбор скорости пиления зависит следовательно от типа ленточной пилы, от размеров материала и от плотности материала.
Форма стружки поможет Вам в выборе правильной скорости движения рамы в процессе резания:
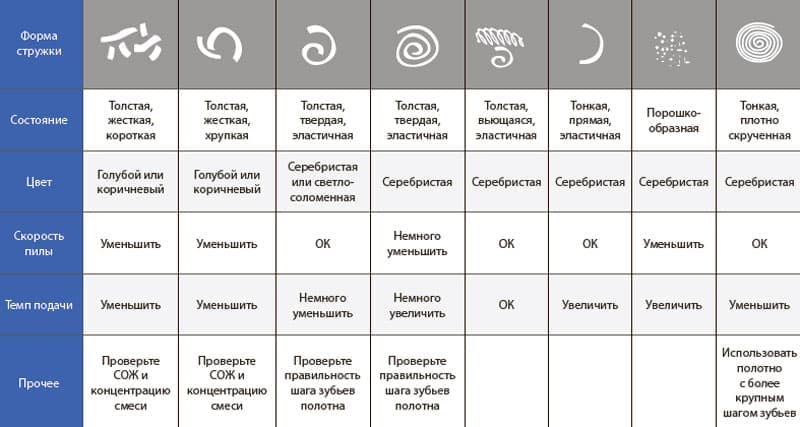
Слишком высокая скорость движения рамы (подачи] при резании вызывает «дрожание» станка и увеличение уровня шума. Чрезмерная подача может привести к срезанию зубьев или разрыву полотна.
Недостаточная подача приводит к деформационному упрочнению заготовки и затуплению полотна. Контролируйте подачу по форме стружки.
Чрезмерное увеличение скорости пилы приводит к повышенному образованию тепла, затуплению зубьев полотна или их срезанию, особенно в полотнах из углеродистой стали. Смотрите рекомендации по режимам пиления для различных материалов.
Подготовка приспособления к работе
В ходе постоянного использования инструмента неизбежно понижение качества режущей кромки. Она затупляется, а ширина разведения зубьев уменьшается. Исходя из этого, заточка пилы по дереву и ее разводка являются необходимыми составляющими технического обслуживания ленточнопильного станка.
Следует учесть, что разводку зубьев следует осуществлять до их заточки, а не наоборот.
Разводка инструмента
Применение разводного станка.
Разводка представляет собой процесс отгибания зубчиков по сторонам. Данная операция нужна для того, чтобы полотно пилы не зажимало в заготовке, а также для уменьшения трения при работе.
Есть 3 основные типа разведения.
- При классическом методе зубчики отгибаются влево-вправо в строгой очередности.
- При зачищающем способе каждый третий из зубьев остается в исходной позиции. Он оптимален для приспособлений, предназначенных для резки особенно твердых сортов древесины.
- При волнистой разводке каждому зубу придается своя отдельная величина отгиба. В этом случае профиль полотна приобретает вид волны. Данный метод наиболее сложен.
Заточка пилы
Эльборовые круги, имеющие разную форму.
Перед тем, как заточить пильный диск по дереву либо ленточный инструмент, учтите, что более 80% инцидентов с порчей приспособлений (в том числе их разрыв) происходят вследствие несоблюдения норм работы.
Нужда в операции определяется зрительно
При этом следует обратить внимание на состояние зубчиков и качество стенок разреза (например, увеличенную их шероховатость). Круги для точки ленточного инструмента избираются, исходя из степени твердости зубчиков. Для работы с приспособлениями из инструментальной стали необходимы корундовые диски
Пилы биметаллические точат на боразоновых либо алмазных кругах. Форму наждака для ленточных приспособлений надо выбирать, отталкиваясь от их параметров. Известны круги чашечные, профильные, тарельчатые, плоские. Перед осуществлением операции необходимо пилу вывернуть и дать ей повисеть в таком положении около 10-12 часов
Для работы с приспособлениями из инструментальной стали необходимы корундовые диски. Пилы биметаллические точат на боразоновых либо алмазных кругах. Форму наждака для ленточных приспособлений надо выбирать, отталкиваясь от их параметров. Известны круги чашечные, профильные, тарельчатые, плоские. Перед осуществлением операции необходимо пилу вывернуть и дать ей повисеть в таком положении около 10-12 часов.




Ручное обслуживание инструмента.
Схема заточки пилы по дереву должна учитывать нижеследующие положения.
- Снятие металла по профилю зубцов должно быть равномерным.
- Излишний нажим заточного приспособления должен быть пресечен. Он может вести к отжигу.
- Профиль полотна и высота зубцов должны оставаться неизменными.
- Должно быть обеспечено жидкостное охлаждение при осуществлении операции.
- Заусенцев на зубчиках возникать не должно.
Методы затачивания
На фото автоматическая полнопрофильная заточка.
Готовить инструмент к работе можно при помощи специальных заточных приспособлений (например, станков с разными по материалу и форме кругами) либо вручную. Перед тем, как правильно заточить пилу по дереву, следует изучить основные методы проведения этой операции.
Первый способ – это полнопрофильное затачивание.
- Он самый качественный, операция осуществляется на станке-автомате.
- Эльборовый наждак, выбранный точно по форме, проходит всю поверхность межзубцовой впадины заодно с сопутствующими плоскостями соседних зубцов одним движением.
- Создание угловатостей у вершин зубьев исключается полностью.
- Относительный минус подобного затачивания – это нужда иметь в своем распоряжении соответствующее число кругов для полотен, имеющих разные профили.
Инструмент, наточенный по граням.
Метод второй – это затачивание граней зубцов.
Делать это можно и вручную, и используя профессиональный станок.
- Выбрав станок, необходимо определиться с применяемым кругом. Как правило, он плоский. К специализированным заточным устройствам следует прибегать лишь тогда, когда предстоит много такой работы.
- В бытовых условиях заточку лучше всего осуществлять своими руками – на обычном механическом наждаке либо с помощью гравера. Осуществляя операцию, не забывайте о личной защите и используйте перчатки, маску или специальные очки.
Работа при помощи гравера.
- Когда гравера, станка, наждака у вас и ваших соседей нет, можно пилу ленточную наточить и традиционным народным методом – с помощью надфиля.





