

Список используемой литературы
1. Волосатов В.А. Справочник по электрохимическим и электрофизическим методам обработки – М: Политехника, 1988. -265 с.
2. Каменичный И.С Краткий справочник технолога-термиста – М: Оборонгиз, 1963. -298 с.
3. Лахтин Ю.М., Рахштадт А.Г.Термическая обработка в машиностроении – М: ОЛМА-ПРЕСС, 1980. -426 с.
4. Сальников С.П. Краткий справочник машиностроителя – М: Машиностроение, 2001. -312 с.
5. Соломенцева Ю.М. Основы автоматизации машиностроительного производства – М: Машиностроение, 1999. -361 с.
6. Шаврин О.И. Технология и оборудование термомеханической обработки деталей машин – С-П: Символ-Плюс, 1996. -502 с.
7. www.naukaspb.ru
8. www.ucheba.ru
9. www.erudition.ru
10. www.chemport.ru
11 Травин О.В., Травина Н.Т. Материаловедение. – М.: Металлургия, 1989. – 360 с.
12. Лахтин Ю.М., Леонтьева В.П. Материаловедение: Учебник для машиностроительных вузов – 2-е изд., перераб. и доп. – М.: Машиностроение, 1980. – 493 с.
Что такое нитроцементация?
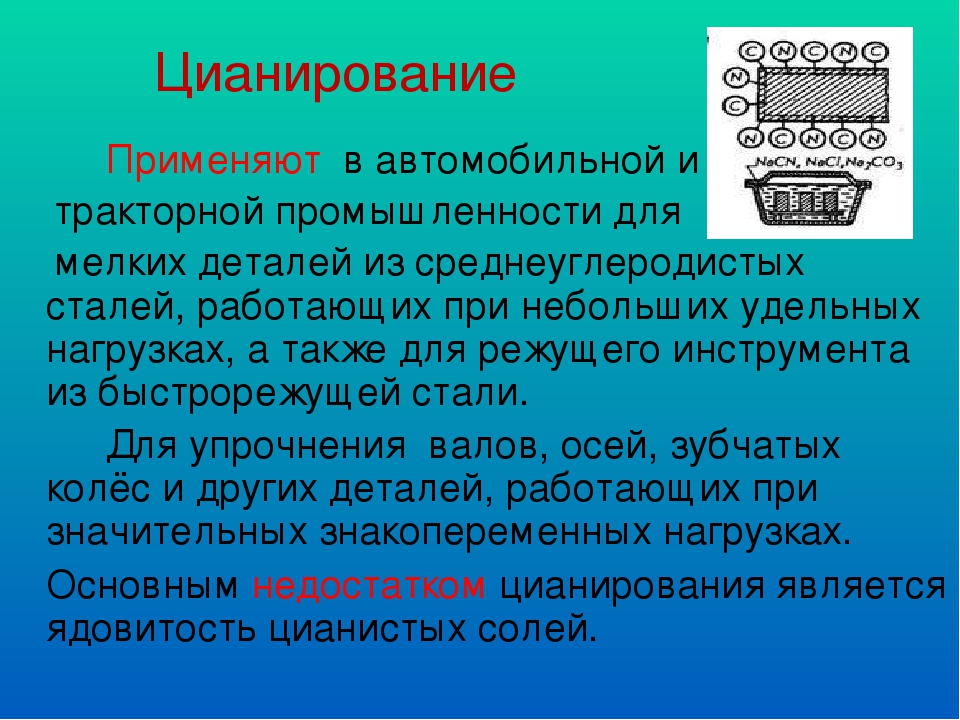
Одновременное насыщение стальных поверхностей углеродом с азотом называют цианированием или нитроцементацией. При разложении цианистых солей образуются свободные атомы азота, углерода, которые проникают вглубь металла. Насыщение стали углеродом благодаря азоту происходит при более низких температурах. Фактически для стали он снижает критические точки. Вследствие такого понижения температуры насыщения уменьшается деформация обрабатываемых частей.
Основными факторами, определяющими концентрацию и глубину цианированного слоя, являются время выдержки и температура нагрева. Чем выше температура, тем меньше будет насыщение азотом, а больше углеродом. Увеличивая время выдержки детали в печи, получают более глубокий обработанный слой.
Процесс насыщения может проходить в газовой, твердой или жидкой среде.
Технология нитроцементации
Сущность и назначение нитроцеменетации стали состоит в особой методике процесса обработки тонкого слоя находящегося с внешней стороны металла, который выполняется так. Заготовку для нитроцементации металла помещают в среду из смеси газов, в которую входит нашатырный спирт и углеродосодержащий газ. Дальше металл греют и могут выдержать в смеси газа какое то время. При этом происходит диффузия атомов углерода и азота в металл. Изменяются его физико-механические свойства. Заодно появляются твёрдые растворы соединений углерода, азота и железа.
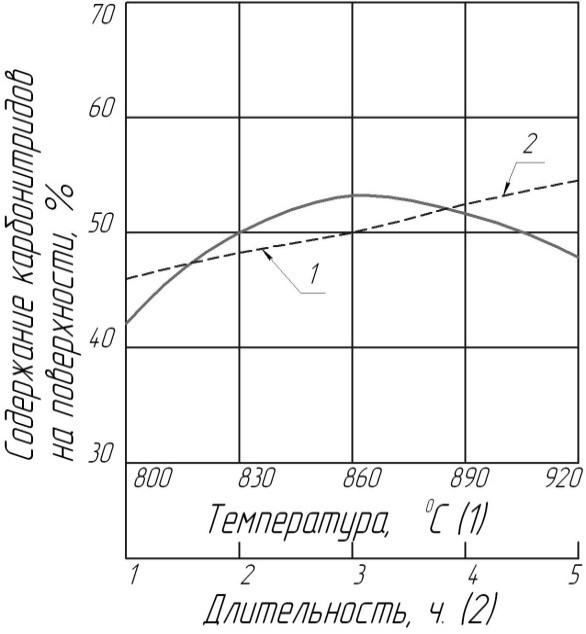
Температурное воздействие и продолжительности на глубину нитроцементации
Присутствие азота в атмосфере приводит к следующим свойствам нитроцеменетации, в отличии от цементации:
- Дополнительное изобилие поверхности азотом;
- Уменьшение температуры нагрева для возможности выполнения процесса;
- Ускорение процесса диффузии углерода.
Изменяя параметры процесса, другими словами состав смеси газа, температуру, время обработки, можно менять глубину влияния. Исследования показали, что с увеличением температуры возрастает скорость диффузии углерода и азота в глубину металла. Глубина проникновения атомов газа в металл изменяется временем выдержки нагретого изделия в рабочей обстановке.
По существу, нитроцементация и цианирование – это виды нитроцементации, которые отличаются технологией. Детали, поверхность которых упрочнена при помощи цианирования или нитроцементации, будут иметь одинаковые технические свойства. При цианировании обрабатываемые детали помещают в расплав цианистых солей натрия или кальция. Температура обработки остается приблизительно аналогичная, как и при газовой отделке. При цианировании можно запросто получить легированный слой металла до 2-х мм, однако при этом необходимо не забывать, что при увеличении толщины слоя в структуре появляются темные области, отлично заметные под микроскопом, которые указывают на излишек азота на границах кристаллов. Данные области уменьшают механическую крепость, делая больше хрупкость металла.
Для выполнения процесса диффузии азота и углерода из среды газа нужен нагрев металла до температуры 700 – 950 °С. Очень часто работа проводится при температуре нитроцементации 850 – 870 °С. Данные температурные значения лишь чуть-чуть превышают температуру закалки и по этому дают возможность облегчить процесс закалки деталей, уменьшают вероятность деформации и уменьшают общее время цикла производства. Сделать меньше развитие деформации может также ступенчатая закалка в горячем масле. Все сказанное говорит про то, что этот вид обработки наиболее используем к деталям геометрической сложной формы, у которых довольно большие требования к форме поверхности и совсем непозволительно образование закалочных трещин.

Главная область использования нитроцементации стали – автомобилестроение и промышленность автомобилестроения. Более 90% деталей автомобиля – шестерен редукторов, валов, упрочняются с помощью нитроцианирования. Этот процесс упрочнения стали считается главным в технологии производства зубчатых колес самого разного назначения, а еще отдельных категорий инструмента из быстрорежущей стали.
Процесс
Принцип
Цианирование, чтобы произвести «четверку соли» растворимая в воду , когда золото находится в присутствии цианида соли ( цианид калия , цианид натрия или цианид кальция ) и кислород.
Методика
Руда тонко измельчается, а затем помещается в раствор цианидной соли.
По истечении определенного времени реакции раствор, содержащий шлам, отделяется от минеральных частиц фильтрацией или декантацией .
4Вты+8НЕТвПРОТИВНЕТ+2ЧАС2О+О2→4НЕТвВты(ПРОТИВНЕТ)2+4НЕТвОЧАС{\ displaystyle 4Au + 8NaCN + 2H_ {2} O + O_ {2} \ rightarrow 4Na + 4NaOH}.
Затем золото извлекают, добавляя цинковую или алюминиевую стружку в четырехкратный солевой раствор.
2НЕТвВты(ПРОТИВНЕТ)2+Zнет→НЕТв2Zнет(ПРОТИВНЕТ)4+2Вты{\ displaystyle 2Na + Zn \ rightarrow Na_ {2} + 2Au}.
Затем раствор подкисляют серной кислотой для удаления избытка цинка, сушат и пропускают через печь при 800 ° C в присутствии воздуха для окисления свинца , железа и цинка. Остаток после первой плавки содержит 80-90% золота.


В начале XXI – го века, существует два основных лечения процессов в растворе цианида: осаждение с цинком (называемой Меррилл-Кроу процесс в его улучшенной версии) и адсорбции углерода (в) . Адсорбции конкуренции Меррил Кроу метод из – за его предполагаемой капиталовложений и эксплуатационных расходов от 20 до 50% ниже. Он также более эффективен, если руда содержит углерод и богата металлами, или если она богата глиной (поскольку она образует фильтрат, который трудно фильтровать). В настоящее время адсорбция углем обеспечивает в мире 70% обработки раствора цинауров, а остальную часть обрабатывают с помощью процесса Меррилла-Кроу или прямого электролиза . Действительно, последний остается конкурентоспособным для руд, богатых золотом и содержащих значительное количество серебра. Его также можно использовать в дополнение к адсорбции углем для удаления других драгоценных металлов: в этом случае он заменяет прямой электролиз.
Преимущества нитроцементации перед цементацией
- Смещаются критические точки превращений к более низким температурам. Это позволяет снизить температуру процесса до 810-850оС. Такая температура, по сравнению с температурой цементации (910-1050оС) приводит к гораздо меньшим короблениям изделий;
- Из-за относительно невысоких температур процесса, аустенитное зерно при нитроцементации может вырастать гораздо меньше, чем при науглероживании в процессе цементации;
- Процесс нитроцементации в ряде случаев проходит гораздо быстрее, чем процесс цементации. При этом чаще всего, нет необходимости делать закалку с повторного нагрева, как при цементации.
Науглероживание (цементация)
Это насыщение поверхности стальных предметов углеродом. Данная операция улучшает твердость, износостойкость, а также выносливость поверхности материала. Нижележащие слои остаются вязкими.
Предварительно необходима механическая обработка. Не цементируемые участки покрывают слоем меди либо обмазками.
Температурный режим определяется содержанием углерода в стали. Чем оно ниже, тем больше температура. Для адсорбирования углерода и диффузии в любом случае она должна составлять 900 — 950°С и выше.

Цементация стали
Таким образом, путем насыщения поверхности стальных деталей углеродом достигают концентрации данного элемента в верхнем слое 0,8 — 1%. Большие значения ведут к повышению хрупкости.
Цементацию осуществляют в среде, называемой карбюризатором. На основе ее фазы технологию подразделяют на газовую, вакуумную, пастами, в твердой среде, ионную.
При первом способе применяют каменноугольный полукокс, древесный уголь, торфяной кокс. С целью ускорения используют активизаторы и повышают температуру. По завершении материал нормализуют. Ввиду длительности и малой производительности данная химико-термическая технология используется в мелкосерийном выпуске.
Вторая технология предполагает использование суспензий, обмазок либо шликеров.
Газовую среду наиболее часто применяют при цементации ввиду скорости, простоты, возможности автоматизации, механизации и достижения конкретной концентрации углерода. В таком случае используют метан, бензол или керосин.
Ионный метод подразумевает катодное распыление.
Цементация — промежуточная химико-термическая операция. Далее осуществляют закалку и отпуск, определяющие свойства материала, такие как износостойкость, выносливость при контакте и изгибе, твердость. Главный недостаток — длительность.
Азотирование стали
При азотировании поверхностный слой стальной детали насыщают кислородом. Промышленное применение данный способ получил практически 100 лет назад, в 20-е годы XX века. Азотирование детали – это отличный способ повысить не только твердость изделия, но и его коррозионную стойкость.
Азотирование стали осуществляется посредством погружения детали в печи, которые герметично закрывают. Туда подают аммиак, который при нагреве распадается на азот и водород. В процессе данной реакции атомы азота поглощаются слоем поверхности стали и проникают внутрь детали.

Насколько глубоким и прочным окажется слой, подверженный азотированию, сказать сложно. Этот фактор зависит от многих деталей:
- температура, при которой осуществлялось азотирование;
- продолжительность обработки детали;
- состав стали, которую подвергли азотированию.
Способ химико-термической обработки
Описываемая процедура не позволяет достигать нескольких целей одновременно, в отличие от цементации. Выделяют два вида азотирования.
Повышение прочности слоя поверхности стальной детали. Температура процесса – до 560 ОС, средняя толщина слоя – 0,5 мм. Продолжительность операции может достигать одних суток.
Повышение степени устойчивости к коррозии. Оптимальная температура – от 650 до 700 ОС. Продолжаться антикоррозийное азотирование может до 10 часов. Толщина слоя, образующегося в процессе – 0,3 мм.
Процесс азотирования стали могут проходить только полностью готовые изделия, которые прошли через этапы термической и механической обработки. Структура сорбита внутри изделия сохранена полностью, что обеспечивает повышение прочности и вязкости детали.
Виды цианирования
- по используемому термическому режиму;
- по физическому состоянию среды, где происходит цианирование (твердая, жидкая или газообразная нитроцементация).
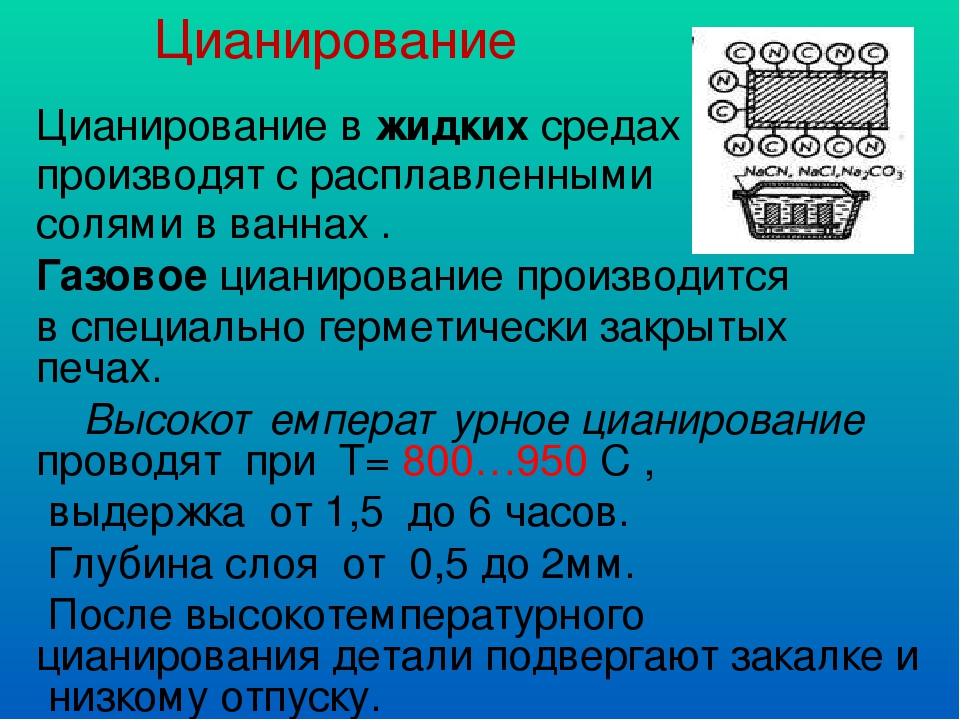
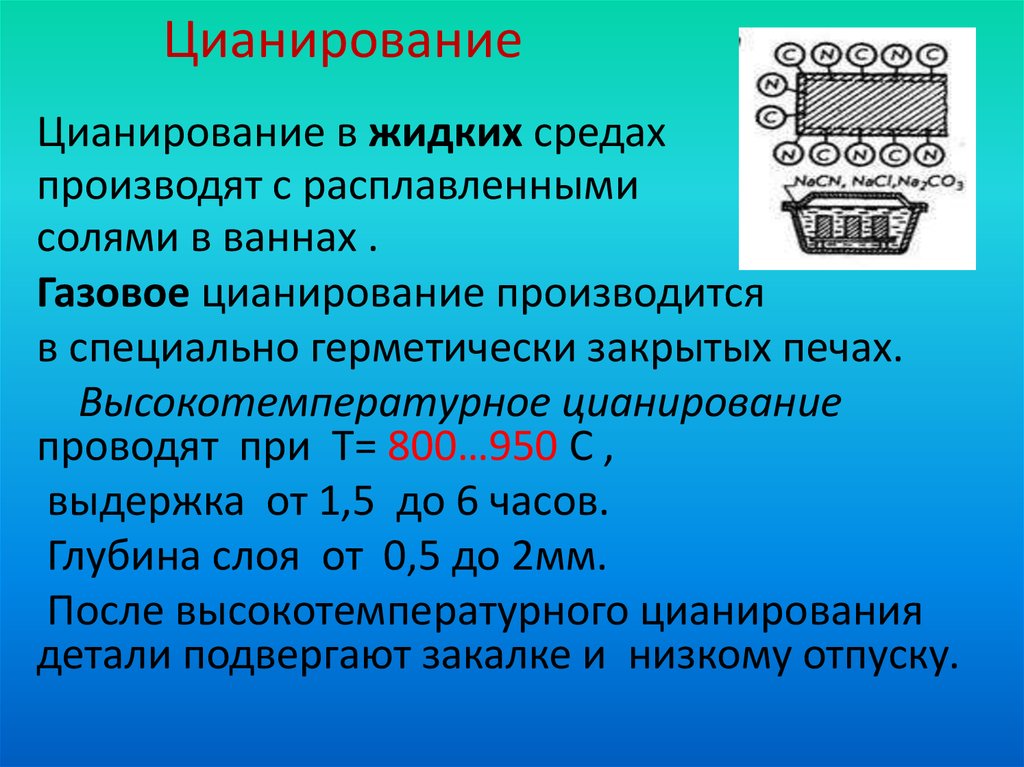
Высокотемпературное цианирование
Высокотемпературное цианирование выполняют при рабочей температуре порядка 800–900 градусов по Цельсию. Здесь сталь насыщается преимущественно углеродом с численным показателем процентного содержания в слое от 0.6 до 1.2% (цементация жидкостная). Азот присутствует в таком процентном соотношении – 0.2–0.6%. Образованный укрепленный слой может быть толщиной от 2 до 0.15 миллиметров.
Высокотемпературный метод отличается тем, что обработанные изделия требуют проведения дополнительных операций воздействия, таких как закаливание металла, низкий отпуск. После проведения полного комплекса мероприятий полученный слой имеет структуру, состоящую из поверхностного слоя тонкого Fe₂(C, N) (карбонитриды), следующего за ним слоя мартенсита азотистого.

Технология, цель и виды нитроцементации
Бывает нитроцементация стали высокотемпературная и низкотемпературная. Первый метод нитроцементации применяют в условиях температуры от 830 до 950 градусов по Цельсию. В этом случае используют аммиак в повышенных дозах. После операции над изделием проводят мероприятия по закалке с отпуском низким. Твердость, которая достигается в результате, соответствует 62–56 HRC. Стали, в основном подвергаемые нитроцементации, – это углеродистые (из них изготавливают детали машиностроения) и низколегированные металлы.
Метод нитроцементации низкотемпературный подразумевает применение термической среды в пределах 530–570 градусов продолжительностью не более 3 и не менее 1.5 часов, предварительно выполняют закалку и отпуск деталей. Полученный твердый слой имеет толщину от 0.004 до 0.02 миллиметра с крепостью 1200–900 HV.
Что такое цианирование
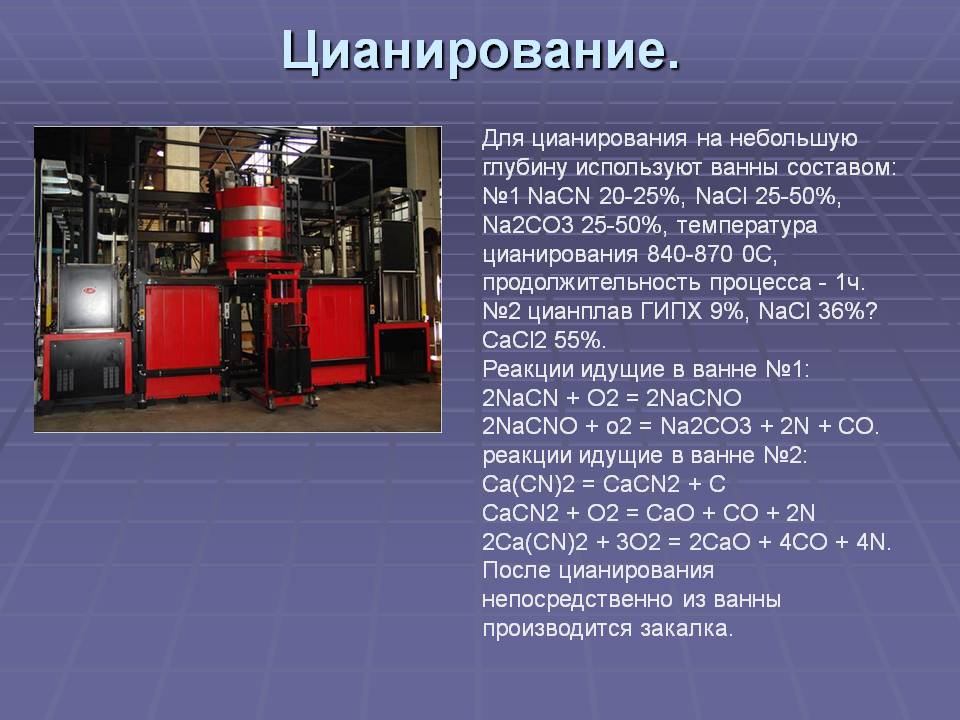
Процедурой цианирования называют насыщение поверхности разных металлических сплавов одновременно углеродом и азотом. В зависимости от использования основных материалов процессы могут называться совершенно по-разному. Если поверхность обрабатывается под воздействием газов, то такая процедура называется нитроцементацией. Цианирование предполагает обработку металла с использованием расплавленных солей. Чаще всего для этих целей используют цианистый натрий либо кальций. В больших электрованнах смесь расплавляется и ее температура поддерживается на протяжение всей процедуры.
Польза
Цианирование стали достаточно распространенная процедура, которая используется для улучшения свойств изделий, использующихся в различных сферах промышленности. Благодаря обработке можно достигнуть:
- повышения износостойкости поверхности детали;
- увеличения твердости;
- повышения уровня выносливости металла, при возникновении различных повреждений деталь сохранит свой функционал.
На цианированных поверхностях отмечается меньшее налипание материала, из-за чего снижается коэффициент трения при попадании стружки в механизмы. В среднем стойкость цианированных инструментов увеличивается в 1,5-2 раза. Целей проведения цианирования может быть очень много, а благодаря тщательно выверенному технологическому процессу большинство из них можно достаточно легко достигнуть.


Особенности процедуры
Цианирование выполняется на сталях различных марок, в том числе и на нержавейке. В зависимости от температурного режима, который соблюдался во время самой процедуры, улучшаются прочностные и эксплуатационные характеристики деталей. В зависимости от целей могут подбираться способы цианирования, а также состав смесей. Неправильный подбор технологии может стать причиной изменений отдельных характеристик в худшую сторону.

Цементация стали
Цементацией называют процесс, позволяющий насытить стальную конструкцию углеродом. Сердцевина остается мягкой, однако, благодаря слою покрытия прочность поверхности повышается. В процессе использования такие детали не подвергаются воздействию извне, не деформируются от ударов и не стираются.
Цементации подвергают элементы, выполненные из углеродистой либо легированной стали, содержание углерода в которой не менее 0,08% и не более 0,35%. Для цементации используют составы, богатые углеродом. Их называют карбюризаторами. Такие составы могут быть жидкими, твердыми и даже газообразными.
Цементация сталей происходит через нагрев деталей, предварительно упакованных в изготовленные из железа ящики, туда же помещается карбюризатор. Твердое вещество состоит из 70% древесного угля, 20–25% углекислого бария, а оставшаяся часть – углекислый кальций (3–5%).
Цементация осуществляется при температуре в 920–930 ОС, этот показатель позволяет сделать процесс максимально быстрым. Обогащение слоя стали происходит, когда частицы угля соприкасаются с поверхностью элемента. Передатчик углерода в данной ситуации – газовая среда. Правильно организованная цементация поверхностного слоя стальной детали продолжается от 5 до 14–15 часов.
Цементации в жидкой среде принято подвергать изделия небольшого размера, выполненные из углеродистой или легированной стали. Их на некоторое время опускают в соляные ванны, которые содержат расплавленные вещества:
- соду;
- поваренную соль;
- карбид кремния.
Схема цементации стали
Газовая цементация
Суть газовой цементации в том, что деталь из легированной стали сначала необходимо нагреть, а затем прокалить в печи, температура в которой составляет от 920 до 950 ОС. В камеру печи на протяжении всего периода цементации подают газ с содержанием метана.
При использовании данного метода продолжительность цементации стальной детали уменьшается в несколько раз. Так, глубина слоя цементирования в 1,2 м может быть зафиксирована уже после 4–5 часов нахождения детали в газовой камере.
Газовая цементация сталей обладает явными преимуществами по сравнению с первыми двумя способами:
- возможность регулировки процесса посредством изменения количественного и качественного состава газа;
- отсутствие габаритного оборудования;
- относительная чистота процесса, отсутствие угольной пыли;
- возможность проводить закалку стали непосредственно в камере печи.
Газовая цементация достаточно экономична в сравнении с использованием твердых и жидких карбюризаторов.
3 Ключевые достоинства нитроцементации и цианирования
Относительно невысокая температура процесса повышает эксплуатационный потенциал металлургических печей и оборудования, обеспечивает снижение уровня деформации, а также позволяет выполнять закалку стали сразу же после процедуры насыщения ее поверхности. Причем при закалке отпадает необходимость в остужении до малых температур обрабатываемого изделия.
Газовое цианирование гарантирует высокую устойчивость аустенита, что ведет к повышению степени прокаливаемости нитроцементованных зон металла. Такая высокая степень дает возможность осуществлять в масле закалку низколегированных заготовок.
Присутствие остаточного аустенита в стали увеличивает прочность детали на изгиб, ударную вязкость, пластичность металла. Кроме того, аустенит увеличивает усталостную прочность изделий за счет того, что он эффективно противодействует образованию усталостных нарушений.
Газовое цианирование, обладая всеми описанными достоинствами, стали активно применять для упрочнения валов и зубчатых колес, относимых к группе высоконагруженных элементов машин и механизмов. Они должны обладать высокой прочностью сердцевины (до 200 кГ/мм2) и при этом характеризоваться достаточной вязкостью. Цианирование обеспечивает именно такие результаты.
Отдельно добавим, что существует особое сорбционное цианирование – процесс, используемый для растворения в цианистых соединениях золота. Данная процедура производится в присутствии кислорода. Она позволяет добывать благородный металл из золотосодержащих руд с минимальными затруднениями.
Напоследок скажем, что одновременная загрузка азота и углерода (газовое цианирование или нитроцементация) имеет несколько недостатков. К ним обычно причисляют следующие явления:
- ограничение глубины слоя показателем от 0,7 до 0,8 миллиметров;
- потребность в постоянном корректировании азотирующей и науглероживающей возможности газовой атмосферы.
2 Цементация стали в твердой среде – в домашних условиях и на предприятии
Твердый карбюризатор делается из смеси углекислого натрия, бария или кальция с древесным углем (березовым либо дубовым), который дробится на небольшие фракции (от 3 до 10 мм), а затем с целью удаления пыли просеивается. Соли также необходимо измельчить до порошкообразного состояния и пропустить через сито.
Непосредственно смесь готовится по двум методикам:
- сухая соль и уголь перемешиваются максимально тщательно, чтобы исключить вероятность образования пятен в процессе химико-термической обработки стали;
- древесный уголь поливается солью, которую перед этим растворяют в воде, затем получившуюся композицию высушивают (влажность готовой смеси должна быть не более 7 %).

Осуществляется твердая цементация в ящиках с карбюризатором. Оптимально, если ящики производят по форме тех изделий, которые предполагается обрабатывать, так как в этом случае качество цементованного слоя улучшается, а время, идущее на прогрев “тары”, снижается. Чтобы исключить утечку газов, ящики замазывают глиной (огнеупорной) и накрывают плотно прилегающими крышками.
Отметим, что “тару” специальной формы (под конкретный вид изделий) экономически целесообразно изготавливать и использовать только тогда, когда химико-термической обработке подвергается множество деталей. Чаще же применяются стандартные по форме (квадратные, круглые и прямоугольные) ящики с разными геометрическими параметрами, что позволяет выбирать их в зависимости от числа изделий и размера печи.

В качестве материала для ящиков выступает малоуглеродистая или (что лучше) жаростойкая сталь. А сам процесс обработки в твердом карбюризаторе проводится по такой схеме:
- изделия, которые следует насытить углеродом, укладывают попеременно с приготовленной смесью в ящики;
- печь нагревается до 900–950 °С, в нее и подается “тара”;
- выполняют прогрев ящиков при температуре от 700 до 800 градусов (такой прогрев называют сквозным), сигнализатором достаточного уровня нагрева служит однородный цвет подовой плиты (без темных мест под ящиком);
- поднимают до 900–950 °С температуру в печи.
При указанной температуре проходит диффузия в кристаллическую структуру металла активного углерода (его атомов). Теоретически возможна даже цементация дома, есть немало умельцев, которые выполняют данный процесс самостоятельно. Но эффективность “домашней” цементации находится на низком уровне из-за длительности обработки и необходимости обеспечить высокую температуру процесса.
Характеристика химико-термической обработки
Сущность данного вида обработки стали заключается в том, что химический состав поверхностного слоя меняется искусственным путем. Цель процедуры – увеличение степени прочности поверхности и износостойкости детали.
Состав поверхности изменяется благодаря тому, что в него проникают разные элементы. Это приводит к изменению свойств металла. Осуществляется химико-термическая обработка посредством помещения детали в среду, которая содержит в себе атомы вещества, необходимые для покрытия стального листа. Складывается термическая обработка из трех этапов:
- диссоциация,
- адсорбция,
- диффузия.
Первый этап – диссоциация – осуществляется посредством создания газовой среды и включает такие процессы, как разложение молекул определенного соединения и образование атомов, проявляющих активность в отношении стальной детали. В процессе адсорбции сталь поглощает свободные активные атомы, находящиеся в газовой смеси или растворе.

Третий этап, получивший название диффузионной металлизации стали, заключается в проникновении атомов, подвергшихся адсорбции, вглубь металла. Воздействия внешних сил на этом этапе нет. Процесс осуществляется за счет теплового движения атомов вещества. Если три этапа химико-термической обработки выполнены без ошибок, то полученный слой покрытия будет прочным.
Близкие методы
Близким методом является мягкое азотирование. Его осуществляют при температуре примерно 590°С. Такую обработку используют для повышения износостойкости и предела выносливости среднеуглеродистых сталей.
Также по технологии рассматриваемая обработка близка к цементации. В сравнении с ней цианирование выгодно отличается тем, что образуемый слой обладает лучшей износостойкостью и устойчивостью к коррозии, большей твердостью, а также усталостной прочностью. Кроме того, благодаря меньшим температурному режиму и продолжительности процесса, не происходит рост зерен. Ввиду этого сразу по завершении цианирования осуществляют закалку, что придает поверхности большую твердость. Наконец, высокотемпературный процесс цианирования стали занимает меньше времени, чем цементация.
Особенности и правила осуществления цементации стали в домашних условиях
Обычно процедура науглероживания металла происходит на специализированных производственных предприятиях. Есть возможность наладить процесс тем, кто занимается изготовлением стальных или медных изделий в частном порядке. Цементация стали в домашних условиях подразумевает выбор технологии твёрдой среды.
Технология приготовления смеси
Процесс производства в кустарных условиях твердого карбюризатора осуществляется по следующей схеме:
- раздробить уголь (древесный, лучше всего из березы или дуба) на фракции размером 3-10 мм;
- просеять полученную угольную массу;
- смешать соли (в зависимости от концентрации) и просеять полученную массу до получения однородной смеси;
- соединить угольную и солевую массы одним из 2 способов:
- перемешать в сухом состоянии;
- растворить солевую смесь в охлажденной дистиллированной воде, затем полученный раствор заливается на измельченный уголь.
Пошаговая инструкция цементации в домашних условиях
В изготовленный из нержавеющей стали ящик со смесью помещается обрабатываемая деталь. Необходим правильный расчет количества карбюризатора на размер заготовки. Подготовка печи, в том числе обеспечение полной герметичности. Первоначальный, или сквозной прогрев печи до 700 градусов Цельсия
Если цвет поверхности ящика в печи однороден, возможен переход на следующий этап
Нагрев среды до максимальной необходимой температуры При обработке конструкций сложной формы важно обращать внимание на равномерность прогрева поверхности с целью избежания появления необработанных участков

Для чего нужно цементировать сталь самостоятельно
Цементация и нитроцементация металла – процедура, часто проводимая частными изготовителями ножей, клинков, мечей, кольчуг и других элементов исторических реконструкций.
Печи, ящики для цементации, химические реактивы для цементации дорогие, поэтому нередко конечный продукт имеет заоблачную цену.
Наиболее простым и широко применяемым методом повышения износостойкости металлических сплавов, в том числе и в домашних условиях, является цементирование. При соблюдении алгоритма процесса, техники безопасности и тщательного контроля на всех этапах домашнее цементирование металла позволит продлить жизнь деталям любого механизма.
- Металловедение для машиностроения. Справочник: моногр. / К.Г. Шмитт-Томас. — М.: Металлургия, 1995.
- Справочник металлиста. В 5 томах (комплект из 6 книг). — Москва
- Теоретические основы процессов спекания металлических порошков. Учебное пособие / Ю.В. Левинский, М.П. Лебедев. — М.: Научный мир, 2014.
- Статья на Википедии





