

Лазерная гравировка
Лазерная гравировка – самый распространенный способ маркировки металлических деталей. С появлением лазера возможности человека существенно расширились. С его помощью можно наносить как тонкие надписи с выжиганием лишь пленки, так и объемные, с проникновением на глубину в структуру металла.
Технология лазерной гравировки
Методика лазерной маркировки на металле хорошо изучена и широко применяется в промышленности. Технология нанесения изображений и различной текстовой информации таким способом позволяет достигать самого высокого качества рисунка. Это объясняется минимальной толщиной луча, которая может составлять всего пару микрон. Для нанесения изображений таким способом применяется специальный станок для лазерной гравировки по металлу.
Применяется данная технология для единичных изделий и для нанесения логотипов при серийном выпуске продукции. Меняя интенсивность и плотность луча, можно варьировать яркость и глубину гравировки. С помощью такого метода можно наносить изображения на любые виды металлов: алюминий, латунь, титан, нержавеющая сталь. Особенность лазера состоит в том, что при воздействии на конкретный участок материала он создает высокую температуру, которая сжигает обрабатываемый фрагмент.
Лазерный метод является весьма эффективным, поэтому именно он применяется для нанесения транспортных отметин, по которым затем можно отслеживать местонахождение изделия при осуществлении его доставки. Гравировка осуществляется маркировочным лазером.
Преимущества и недостатки лазерной гравировки на металле
Преимуществами лазерной технологии можно назвать следующие:
- Оборудование для лазерной гравировки металла обладает высокой точностью позиционирования и разрешением;
- Является универсальным методом, потому что с его помощью можно наносить изображения и текстовую информацию любого вида. При этом для нанесения очередного логотипа или штрихкода не требуется выполнять переналадку;
- Высокая скорость нанесения гравировки, потому что в процессе ее выполнения не создается никакой механической нагрузки на элементы станка;
- Можно наносить маркировку на изделиях любой формы, габаритов и структуры.
Лазерная технология маркировки деталей не имеет аналогов: с ее помощью получаются изображения и текстовые данные высокого разрешения и качества. К недостаткам лазерной маркировки
на металле (особенно в сравнении с методом электрохимической маркировки) относится то, что:
- Оборудование для маркировки металла таким способом стоит дорого;
- При нанесении изображений разрушается поверхностный слой, что критично в случае изделий из нержавеющей стали.
Чертилка слесарная по металлу

Разметка детали — важнейшая операция в технологический цепочки производства. В зависимости от требований по точности, читаемости линий на поверхности выбирается способ их нанесения. Карандаш, мел, маркер удобны в работе. Не нужно прилагать усилий во время разметки. Однако эти методы недостаточно эффективны во многих случаях. Линии слишком широкие, легко удаляются в процессе работы и плохо видны во время обработки. Оптимальным инструментом для качественной разметки считается слесарная чертилка по металлу. Линии хорошо видны, их невозможно стереть. Тонкий контур позволяет изготавливать детали высокой точности.
Описание инструмента
Отечественные производители долгие годы опирались в производстве на строгие правила, регламентируемые в законодательных актах. Так чертилка по металлу разметочная ГОСТ 24473-80 должна соответствовать указанным в документе размерам и характеристикам. Допускались до производства следующие виды инструмента:
- односторонняя;
- двусторонняя;
- односторонняя с рукояткой;
- двусторонняя с рукояткой.
Оговаривался и материал изготовления. Чертилка могла быть цельной из углеродистой стали, либо с твердосплавной напайкой. В качестве режущего элемента иногда применялись сменные иглы. Изготавливают инструмент из стали марок У10, У12. У таких моделей есть свои плюсы и минусы. К недостаткам можно отнести быстрый износ острия. Преимуществом является возможность заточить приспособление на любом абразивном оборудовании. К тому же стальной образец дешев. Дороже обойдется слесарная чертилка по металлу с победитовым наконечником.
Срок ее службы многократно дольше, она не боится окалины, пыли, грязи на поверхности. Для заточки необходим специальный алмазный круг.
Скачать ГОСТ 24473-80
Изготовление своими руками
Домашний мастер не ограничен жесткими производственными регламентами и требованиями. Он вправе сделать чертилку слесарную по металлу для себя из желаемого материала, нужного размера, формы. Опытные мастера, даже на крупных предприятиях, где есть возможность пользоваться заводским изделием считают, что сделанная своими руками модель лучше. Самодельная чертилка учитывает индивидуальные особенности работника, особенности выполнения операций. Удобная рукоятка комфортнее в работе, поскольку часто приходится прикладывать значительные усилия при нанесении разметки.
Решив, что инструмент необходим, встает вопрос — из чего сделать слесарную чертилку, чтобы она была удобная и прослужила долго?
Вариантов много, например:
- Слесарный инструмент: напильник, метчик, сверла из инструментальной стали, керн.
- Деталь из высокопрочного сплава: клапаны, валы, иглы, спицы.
- Сверла, буры с победитовой напайкой.
Технологии производства в домашних условиях предполагают наличие необходимого инструмента, навыков работы. Решить, как сделать своими руками чертилку в данном случае, это выбор мастера. Среди наиболее популярных способов отмечают следующие:
- заточка удобной детали по чертежам;
- изготовление держателя для чертилки со сменными иглами;
- сварная конструкция из рукоятки и режущего острия.
При работе с абразивным инструментом следует помнить, что недопустимо перегревать заготовку. Появление окалины на поверхности — брак. Минимум 0,5 мм металла следует удалить в этом случае. Применяются охлаждающие жидкости и щадящий режим обработки.
Хорошим решение для изготовления своими руками чертилки будет использование швейных игл. Для их производства берется высокопрочная углеродистая сталь. Сделав рукоятку, можно из дерева или других материалов, вставляют зажимной механизм для иглы. Предварительно ее укорачивают до нужного размера. Еще проще использовать швейные иглы можно сняв шток с неисправной машинки.
Совершенно иной, современный подход к решению проблемы предлагают смекалистые умельцы. В сети можно приобрести набор электронной чертилки. Работает она по принципу дуговой гравировки. Для реализации идеи необходимо знать принципы электротехники, навыки работы с приборами. Хотя напряжение питание небольшое, подойдет даже шнур от компьютерного порта USB, следует соблюдать технику безопасности.
Изготовление в домашних условиях
В домашних условиях изобрести шабер можно и своими руками. Главное знать несколько хитростей. Для изготовления данного прибора нам понадобятся следующие инструменты:
- Прут квадратный размером 15 мм.
- Пластинка Т5К10.
- Наждак.
- Тиски.
- Болгарка.
- Болт с шайбой.
Приготовив эти инструменты, берем в руки болгарку и отпиливаем от прута тридцать сантиметров. Данная деталь будет служить корпусом для нашего самодельного прибора. Далее мы его зажимаем в тисках и делаем пропил. Глубина его должна равняться трем сантиметрам. Затем делаем паз для режущей поверхности размером в один сантиметр и просверливаем отверстие под болт, который будет зажимать конструкцию.
Теперь срезы необходимо зачистить наждачкой и установить пластину в паз. И осталось только закрутить болт и прибор для удаления шероховатостей готов.
Теперь давайте рассмотрим, как изготовить шабер из напильника.
По ширине прибор из которого будет изготавливаться прибор должен быть не менее десяти миллиметров. Длина равняется длине ладони, а рукоятка должна удобно лежать в руке. Теперь приступаем к изготовлению устройства для снятия шероховатостей на металле.
Рабочую кромку превращаем деталь будущего прибора для работы с металлом. Если вы собираетесь делать им черновую работу при удалении, то необходимо сделать ровную линию, если же начистовую – вытачиваем округлую.
После этого затачиваем до появления насечки в 1 сантиметр. Торец делаем плоским, а бока закругленными. Теперь его необходимо закрепить в тисках. Затачивается на абразивном бруске. Предварительно его необходимо заправить алмазной пастой.
Главным советом во время шабрения металла будет подбор правильного прибора. Только таким образом можно пришабрить деталь идеально и не загубить шабер. Многие профессиональные рабочие в этой сфере имеют целые наборы таких инструментов. Однако, если вы обычный любитель, то можно купить универсальный инструмент, который позволяет сменять пластины под каждую деталь.
Никогда не беритесь зачищать металл, который имеет серьезные дефекты по большой площади. Такая деталь подвергается грубой обработке на фрезере. Необходимо покрыть небольшим слоем краски, чтобы определить места, с которых нужно начинать шабрение металла. Окрашивать необходимо после каждого цикла шабрения.
Шабер хорошо известен специалистам по слесарному делу. При помощи этого инструмента для финишной обработки поверхности деталям из металла можно придать минимальную степень шероховатости, а их геометрическим параметрам – высокую степень точности.
Изготовление мормышки своими руками
Каждый уважающий себя рыболов, имеет в собственном арсенале несколько разновидностей мормышек чертиков. Кто-то использует покупные изделия, а кто-то пытается создать их собственноручно.
И последний вариант обладает многими весомыми преимуществами, включая:
- Доступную стоимость.
- Отличающуюся форму, вес и игру.
- Практичность.
- Уловистость.
Не все магазинные модели способны вызвать интерес у полосатого хищника или другой рыбы, поэтому в некоторых случаях нет другого выхода, как сделать приманку из подручных средств.
В настоящее время применяется несколько способов изготовления приманки в домашних условиях. Ее создают на основе разного сырья, но если говорить о самоделках, то, как правило, это оловянные, припойные или свинцовые изделия, которые способны легко расплавляться под воздействием низких температур.
Чтобы изготовить приманку необходимо руководствоваться одной из многих существующих методик. Кто-то из рыболовов подготавливает специальную форму, в которую заливает материал, создавая сразу несколько мормышек одновременно. Другие же берут припой, спаивая между собой все детали, чтобы получить нужную форму. Есть еще одна группа людей, которые просто скрепляют между собой два цевья из крючков, наматывая сверху проволоку. Таким образом получается очень необычная форма чертика. Главное — не бояться проявить фантазии, так как это позволит создать приманку практически любой формы.
Пайка тройника и еще несколько способов изготовления чертей своими руками
Основа приманки при изготовлении самодельного черта для зимней рыбалки – тройник. Для более мелких чертей правильный тройник (маленькие тонкие крючки, длинное цевье) в магазине найти трудно. Чаще его приходится паять самостоятельно. Такая заготовка является первым шагом для различных способов изготовления чертика в дальнейшем. Ее можно будет залить свинцом в форму, или вручную напаять припой сверху.
Материалы:
- Крючки;
- Медная проволока;
- Паяльник, припой;
- Пробка или дрель (для удержания крючков);
- Бусина (при желании).
Колечки двух крючков откусываем, третий оставляется. Можно откусить все три у кольца, а четвертый наоборот, у изгиба, и вставить потом его в середину между первыми тремя (чтобы получить колечко чертика. Крючки нужно залудить и закрепить в правильном положении (в головке дрели или в пробке (с помощью заранее сделанных пропилов). Затем обматываем заготовку залуженной проволокой и пропаиваем. Заготовку можно обработать надфилем.
Тело чертика
Все дальнейшие манипуляции зависят от вариаций крепления тела чертика к заготовке. Сделать это можно несколькими способами:
- Вручную напаять.
- Залить через форму (о заливке – далее).
- Припаять с одной стороны коронку из меди или латуни (об этом также, далее).
- Приготовить из пластины свинца заготовки, припаять их с двух сторон.
При ручной напайке (заливке) оловом получаются более легкие и объемные чертики, они предназначены для ловли на глубинах до 5 метров со слабым или отсутствующим течением. Для больше глубины или течения лучше применять свинец. Применяя медную или вольфрамовую проволоку, регулируя ее количество, подбирается правильные вес. Это можно сделать и намоткой оловянно-свинцового припоя. Заготовка наматывается и напаивается до получения необходимой формы, массы и размера, а затем обрабатывается напильником.
Тройник можно впаять в свинцовое грузило (оливку или дробинку). Если сделать это с двумя дробинами – получится чертик муравей (снеговик). Затем черт обрабатывается надфилем и красится.

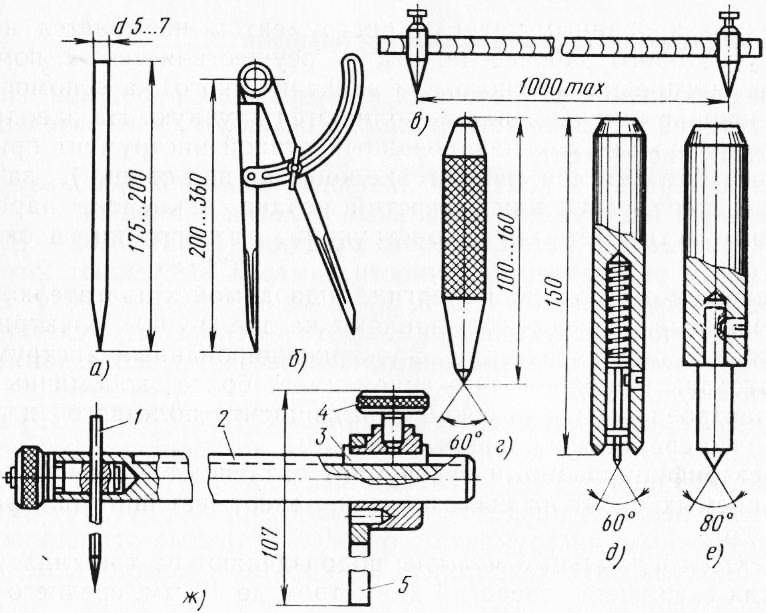
Кернение рисок
Сама по себе риска – это углубление, выполненное на поверхности заготовки или конструкции с помощью керна, то есть чертилкой по металлу. Данная операция служит как фиксирующая предварительно выполненную разметку. Казалось бы, зачем выполнять, по сути, деформацию материала, если можно маркировать те же контуры краской. Но, во-первых, керн создает углубление, которое не сотрется в отличие от наружного покрытия, а во-вторых, именно углубленные риски могут кроме пространственной насечки сразу сделать подготовку под сверление. Сам же керн – инструмент простой и неприхотливый в содержании. Как правило, он имеет стержневую основу, переходящую в конус с острием. Керн ориентируется по риске двумя пальцами, ставится перпендикулярно заданной точке и легко вбивается молотком. Таким образом, осуществляется кернение на металлических поверхностях.
являются наиболее простым инструментом для нанесения контура детали на поверхность заготовки и представляют собой стержень с заостренным концом рабочей части.
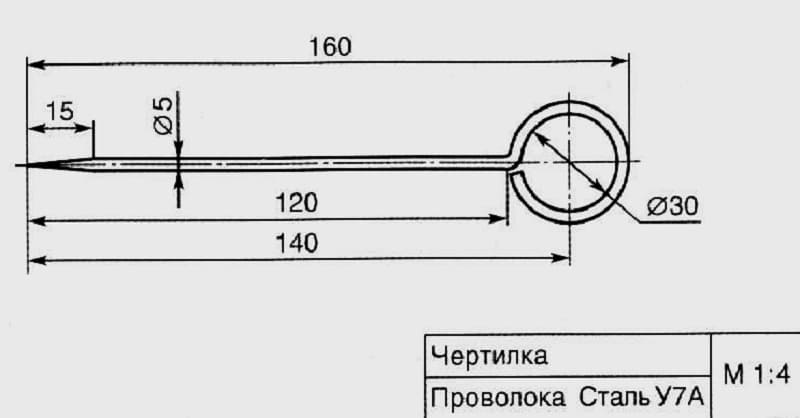
Изготавливают чертилки из инструментальных углеродистых сталей марок в двух вариантах: односторонние и двусторонние. Чертилки изготавливают длиной 100… 120 мм.
Рабочая часть чертилки закаливается на длине 20 … 30 мм до твердости HRC 58…60 и затачивается под углом 15…20°. Риски на поверхность детали наносят чертилкой, используя масштабную линейку, шаблон или образец.
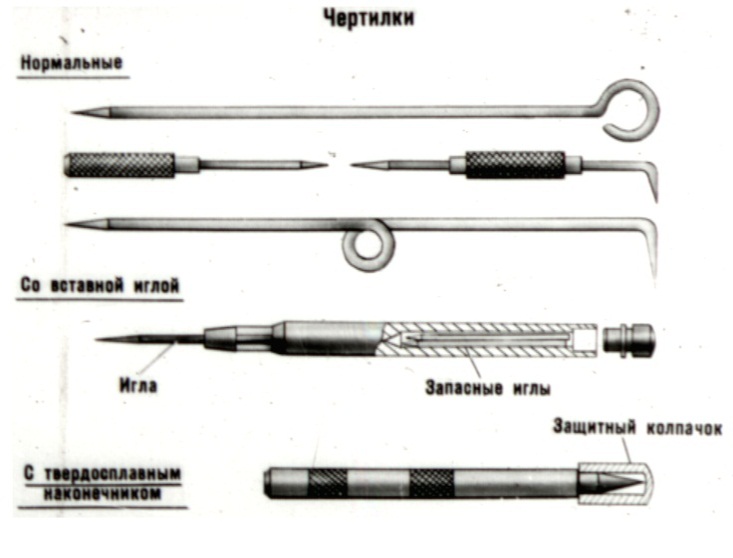
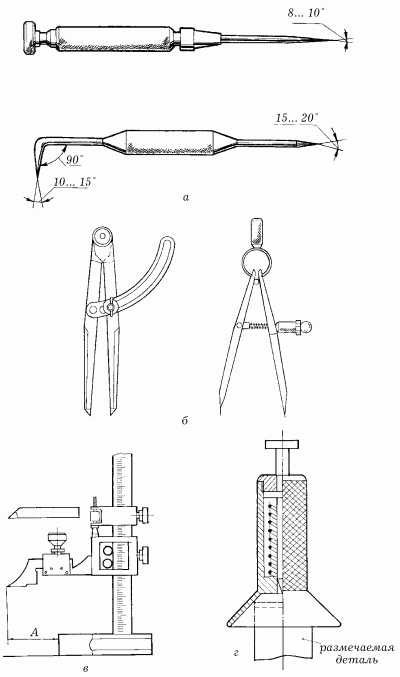
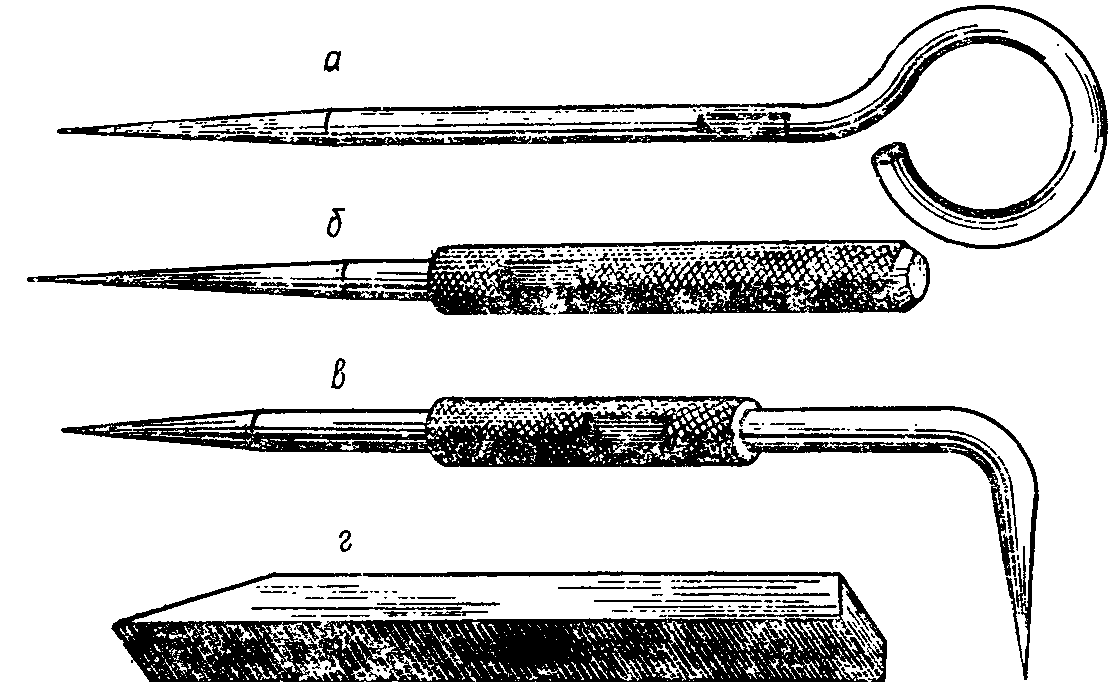
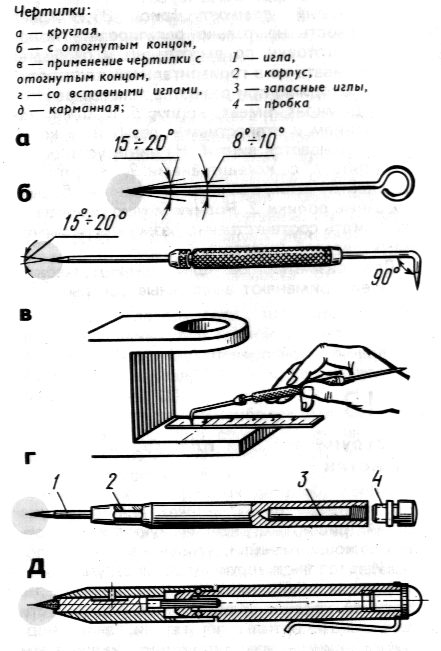
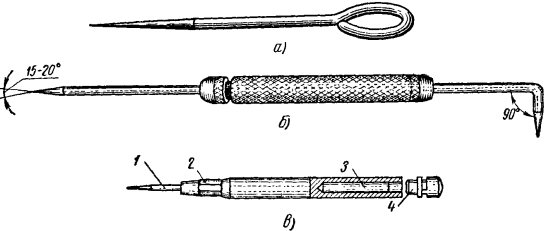
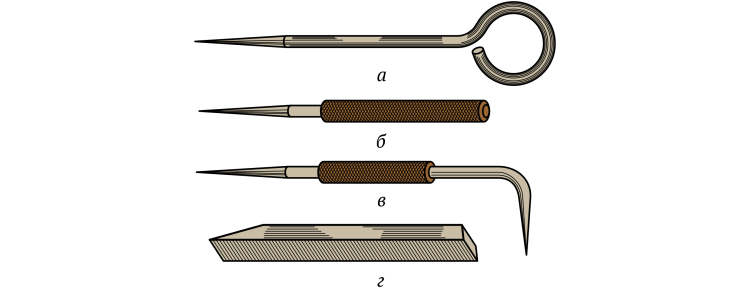
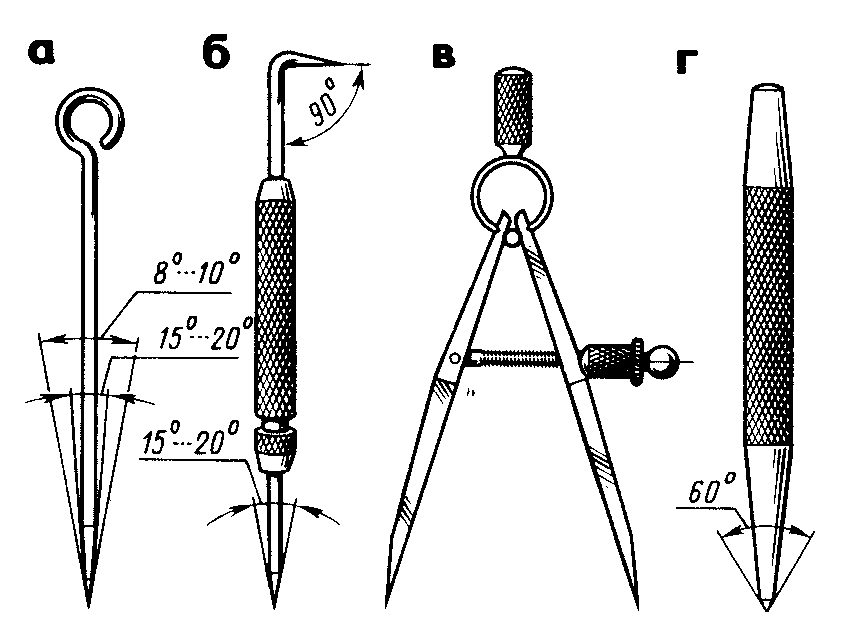
Чертилки (иглы) служат для нанесения линий (рисок) на размечаемую поверхность с помощью линейки, угольника или шаблона.
Рисунок 3.2.1.1 Чертилки (коллаж автора)
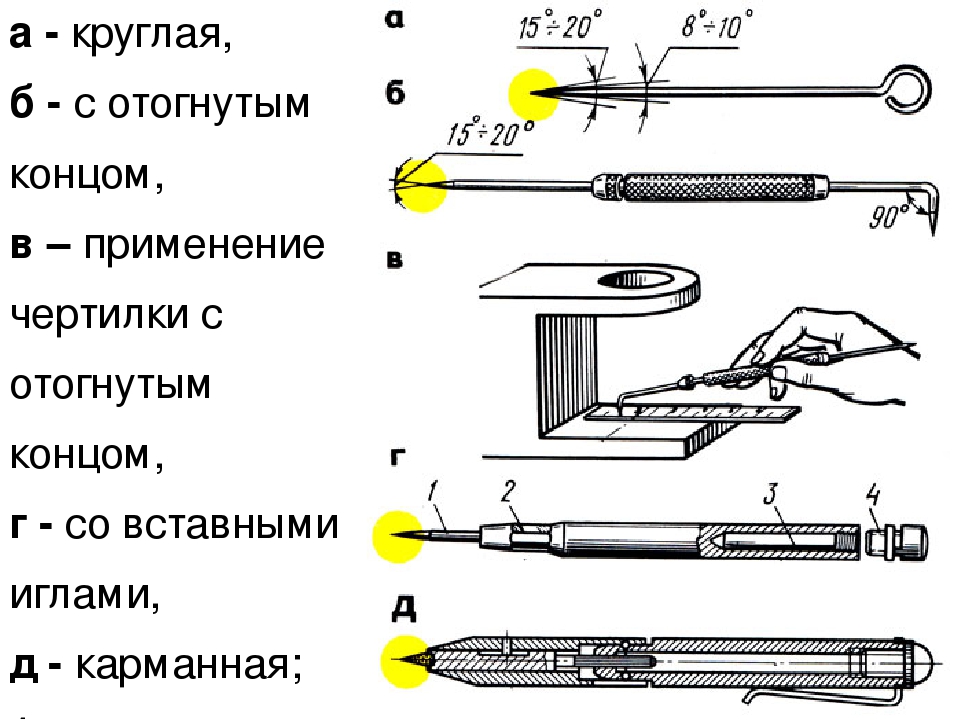
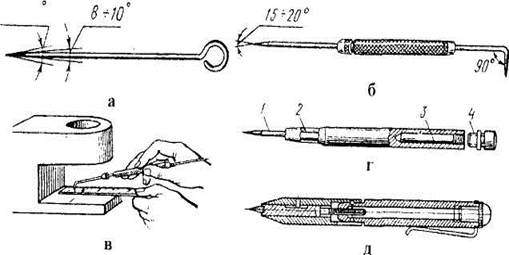
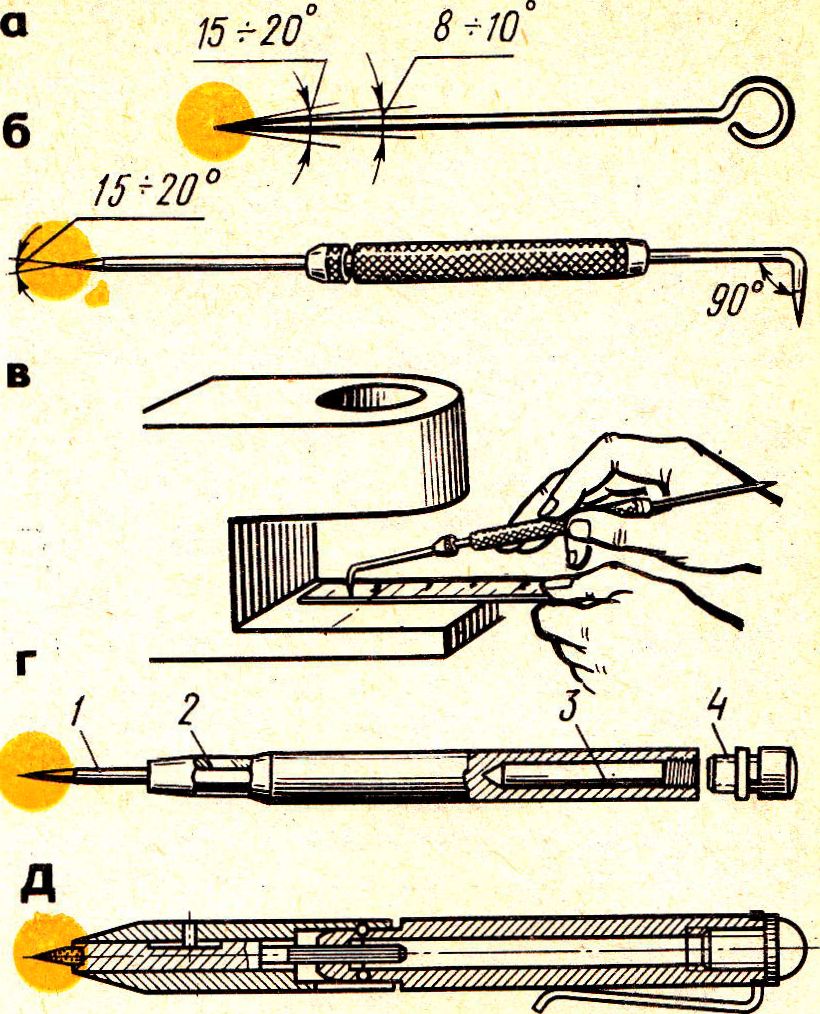
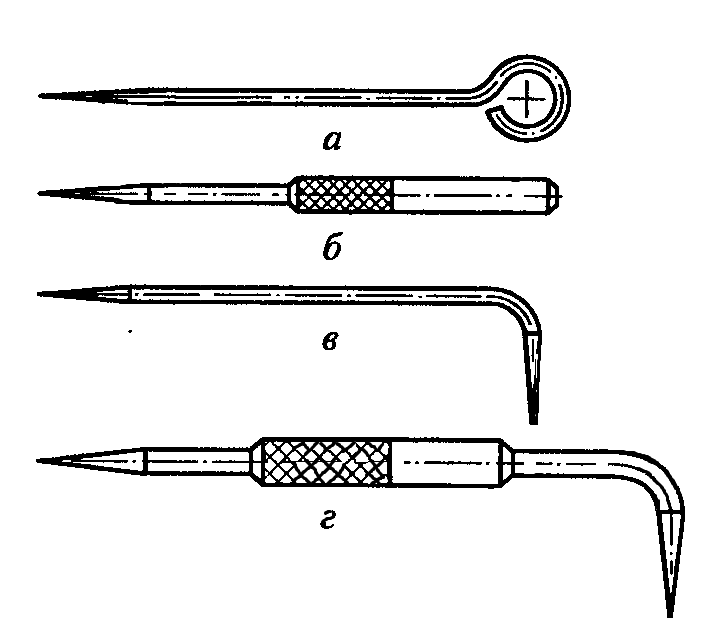
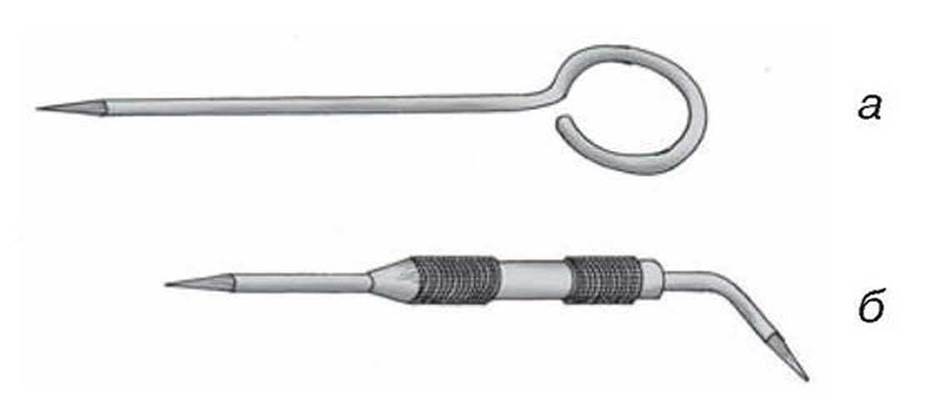
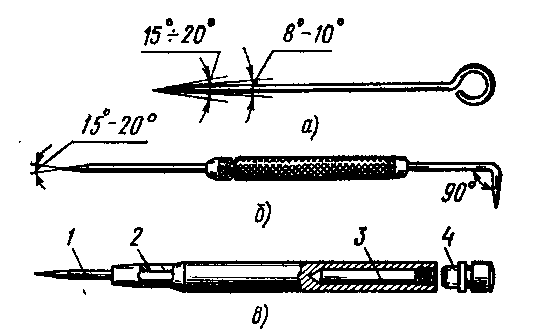
Для разметки на стальной, хорошо обработанной поверхности применяют чертилки из латуни; на алюминий риски наносят остро заточенным карандашом. Широко применяют четыре вида чертилок — круглую, с отогнутым концом, со вставной иглой и карманную.
представляет собой стальной стержень длиной 150…200 мм и диаметром 4…5 мм, один конец которого закален ,на длине 20…30 мм и заострен под углом 15°, а другой согнут в кольцо диаметром 25…30 мм.
Чертилка с отогнутым концом
представляет собой заостренный с двух сторон стальной стержень, один конец которого отогнут под углом 90°. Средняя часть чертилки утолщена и для удобства на ней сделана накатка. Отогнутым концом наносят риски в труднодоступных местах.
Чертилка со вставной иглой
выполнена по типу часовых отверток; в качестве вставной иглы могут быть использованы стальные заточенные и закаленные стержни.
выполнена в виде карандаша с убирающимся острием. Корпус чертилки состоит из двух частей, вращающихся друг относительно друга на четырех шариках, которые при сборке вводятся через продольные пазы. Предусмотрен держатель для крепления чертилки в кармане работающего и для предотвращения скатывания с плиты. На рабочий наконечник напаян стержень из твердого сплава ВК6, заточенный на конус с углом 20 °.





Чертилки должны быть острозаточенными. Их коническая поверхность должна быть хорошо обработанной (гладкой), не царапать линейку, угольник. Чем острее рабочая часть чертилки, тем тоньше будет разметочная риска и тем, следовательно, выше точность разметки.
Затачивают чертилки на заточных станках. Чертилку берут левой рукой за середину, а правой рукой за конец, противоположный затачиваемому. Выдерживая постоянный угол наклона относительно абразивного круга, с легким нажимом прикладывают чертилку конусом к вращающемуся кругу, равномерно вращая ее пальцами правой руки. Во избежание отпуска острие чертилки периодически охлаждают в жидкости.
Инструмент для разметки на плоскости
Отличительной чертой инструмента, рассчитанного на выполнение измерений и рисок в одной плоскости, является заточенность под базовые геометрические расчеты. С помощью таких приспособлений пользователь указывает границы контуров, межосевых расстояний, наносит риски, фиксирует угловые отклонения. Схожие действия выполняются и пространственными моделями разметки, но их отличает как раз минимальная продуктивность в работе на одной плоскости. Итак, к плоскостной группе инструментов такого типа относится угольник слесарный, различные чертила, транспортиры, линейки и т. д
Важно отметить, что для таких операций требуются и вспомогательные приспособления, которые не имеют отношения непосредственно к измерениям и разметкам. Например, в этом качестве используют упоры и кондукторы. Не всегда подобного рода действия являются первичными при выполнении архитектурных и проектировочных мероприятий
Такой инструмент задействуют и в поверке существующих конструкций. Если требуется внести корректировки, то могут использоваться, к примеру, чертилка по металлу или штихель. Он позволит с высокой точностью построить точки, по которым в дальнейшем будет устанавливаться новая конструкция или объект
Не всегда подобного рода действия являются первичными при выполнении архитектурных и проектировочных мероприятий. Такой инструмент задействуют и в поверке существующих конструкций. Если требуется внести корректировки, то могут использоваться, к примеру, чертилка по металлу или штихель. Он позволит с высокой точностью построить точки, по которым в дальнейшем будет устанавливаться новая конструкция или объект.
Как и какие инструменты использовать для работы с металлом

Обработка металлов требует большей точности, чем обработка деревянных поверхностей. Соответственно, измерительные приборы, которые используются при работе с металлическими изделиями, должны быть более совершенными и точными. Это значит, что инструменты для работы с металлом нужно подбирать тщательно и внимательно.
Линейки и угломеры
Для разметки металла лучше всего использовать стальную линейку с разметкой до 0.5 мм – разметка и надписи на ней стираются значительно медленнее, чем на пластике и дереве, а сама металлическая поверхность деталей обычно очень шершавая.
Тонкая разметка линейки важна, так как масса металлических деталей имеет небольшие размеры. Более точные измерения производятся штангенциркулем, погрешность измерений которого составляет не более 0.1 мм. Он удобен в использовании, имеет несколько разновидностей.
В домашней мастерской наиболее подойдет модель ШЦ1.Если вам необходимы еще более тонкие измерения с погрешностью не более 0.01 мм – используйте микрометрические приборы: микрометры для наружных измерений, для измерений глубины отверстий, средних диаметров резьбы и т.д.
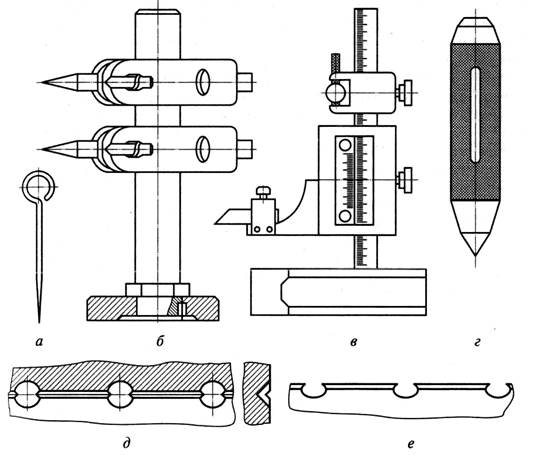
Для разметки дуг, окружностей, градуировки отрезков и переноса размеров на заготовку с линейки понадобится слесарный циркуль с заостренными ножками на цельных или вставных иглах.
Для прочерчивания линий на металле используются чертилки – это стальные сердечники длиной до 150 мм и диаметром 3-5 мм, имеющие заточенный конец под углом до 20°.
Чертилка
Чертилка плотно прижимается к линейке и поверхности, а затем проводится плавная линия на металле. Кернеры – стальные сердечники длиной до 160 мм и диаметром до 12 мм, также являются инструментами для работы с металлом.
Они применяются для создания на линиях разметки кернов – небольших углублений (кернов). Заточенным под угол в 60“ керном при помощи молотка делаются небольшие лунки на прямых отрезках разметки, окружностях и дугах для того, чтобы при обработке деталей разметка была лучше видна. Кернер также служит для разметки точек сверления металла.
Если у вас нет наковальни, которая необходима для правки металлических деталей, воспользуйтесь массивной металлической пластиной или плитой. Главное – чтобы у нее была ровная поверхность!
Нанесение параллельных рисок при помощи линейки и циркуля
На подготовленной поверхности заготовки чертилкой при помощи линейки проводят произвольную линию (риску) АБ.
Нанесение параллельных рисок при помощи линейки и циркуля
а — проведение дуг; б — проведение касательной ВГ к дугам.
Отступив от концов линии АБ на 10 — 15 мм, делают на ней кернером два углубления О и О1. Заданным раствором циркуля (в нашем примере 30 мм) устанавливают ножку в углубление О и чертят одну дугу, а из углубления О1 другую дугу.
Касательно к обеим дугам по линейке проводят чертилкой риску ВГ, которая будет параллельна ранее проведенной риске — АБ. Параллельность рисок проверяют линейкой. Расстояние между рисками в любых точках должно быть одинаково (30 мм).
Вопросы
- Какие линии параллельны между собой?
- Как провести риску параллельно ровной кромке заготовки, пользуясь линейкой и циркулем, если расстояние между кромкой и риской 40 мм?
- Как проверяют параллельность рисок?
Упражнения
- Проведите параллельные риски при помощи линейки и циркуля на расстоянии 20 мм, 40 мм, 65 мм.
- В прямоугольнике со сторонами 60 и 130 мм проведите горизонтальную и вертикальную осевые линии, пользуясь линейкой и циркулем. Определите, какие линии параллельны.
Разметка сопряжением пересекающихся прямых дугой окружности
При пересечении двух прямых образуется угол; поэтому рассмотрим разметку сопряжением сторон разных углов. На рисунке ниже показаны сопряжения прямого, острого и тупого углов. Сопряжения сторон углов а — прямого; б — острого; в — тупого. Построение сводится к нахождению центра дуги, которая касалась бы обеих сторон угла. Пусть радиус R дуги (сопряжения) окружности равен 40…
Нанесение взаимно перпендикулярных рисок
Перпендикуляр (рисунок ниже) — это прямая линия, составляющая прямой угол с другой прямой или плоскостью. Перпендикуляры к прямой (а) и плоскости (б) При нарезании метчиком резьбы в отверстии метчик ставят перпендикулярно к поверхности детали (рисунок ниже). Перпендикулярность метчика к нарезаемому отверстию детали Перед сверлением глубоких отверстий в деталях необходимо проверить перпендикулярность сверла, установленного в…
Построение углов при помощи транспортира
С ученическим транспортиром вы уже работали. Пользуясь им, можно построить любой угол. Вспомним построение угла 45°, которое часто встречается при разметке: Построение угла 45° при помощи транспортира На подготовленной поверхности заготовки проводят прямую риску АБ. Отмечают на этой риске точку и делают кернером метку О. Прикладывают к риске транспортир так, чтобы его начальная точка…
Разметка заготовок (повторение)
Разметку выполняют не спеша, аккуратно на разметочной плите. Рабочее место разметчика должно быть хорошо освещено. Перед разметкой изучают (читают) чертеж и определяют основные размеры детали (длину, ширину, высоту). У заготовки должен быть припуск на обработку. Проверяют заготовку на обрабатываемость пробным опиливанием, резанием или гибкой. Заготовка должна быть чистой, не иметь заусенцев и наплывов (если это…
Разметочный циркуль и чертилка по металлу своими руками
Здравствуйте, уважаемые читатели и самоделкины!При изготовлении различных металлических деталей очень часто требуется циркуль. А если поверхность заготовки загрязнена, то разметку на ней лучше выполнять чертилкой по металлу.
В данной статье Виктор Никитин, автор YouTube канала «РОТОРКОР» расскажет Вам, как он сделал разметочный циркуль.


При относительной простоте этих инструментов, потребуется небольшой объем сварочных работ.
Материалы. — Старые метчики— Барашковые винты М8— Стальной квадрат, лист— Машинное масло, наждачная бумага.
Инструменты, использованные автором.— Болгарка, отрезной и зачистной диски— Шуруповерт, сверла по металлу,метчик, напильник— Ленточный шлифовальный станок— Сварочный полуавтомат, сварочная маска— Тиски, струбцины, керн, молоток, разводной ключ— Линейка, угольник, маркер.
Процесс изготовления. Итак, в качестве наконечников послужат старые метчики М6.

Штанги для циркуля мастер вырезает одинаковой длины из стального квадрата 15X15 мм. Для этого обе заготовки одновременно фиксируются в тисках, и отрезаются болгаркой.

Торцы деталей выравниваются при помощи ленточного шлифовального станка.

На одном из концов обеих заготовок размечается и кернится центр.


Сверло диаметром 4,5 мм фиксируется в тисках, а сама заготовка — в патроне шуруповерта. Таким образом, вращая заготовку относительно сверла, мастер получает отверстие, соосное детали.
Похожая методика была описана в следующей статье, такой прием использовался для сверления центрального отверстия в валу электродвигателя.



В полученном отверстии, с помощью метчика, нарезается резьба М6.


Метчик фиксируется режущей частью в патроне шуруповерта.


С помощью ленточного шлифовального станка производится заточка хвостовиков метчиков. Во время этого процесса необходимо периодически охлаждать деталь в воде, чтобы не перегреть ее.


![§ 13. инструменты для плоскостной разметки [1980 макиенко н.и. - общий курс слесарного дела]](https://domdetaley.ru/wp-content/uploads/0/7/d/07d32b7399d4ea363d9f39f79381e6c2.jpeg)


В итоге получаются вот такие наконечники с острыми конусами.



Теперь, зафиксировав наконечник в тисках, на него навинчивается штанга.

На обоих хвостовиках штанг мастер формирует своеобразные ступеньки, на половину толщины профиля (7 мм).


Вот так выглядят хвостовики после обработки.


Детали для шарнира мастер изготавливает из стальной пластины 8 мм толщиной. С помощью шаблона на ней размечаются контуры деталей, и вырезаются болгаркой.




Части шарнира привариваются к полученным ступенькам на хвостовиках.



Сварочные швы зачищаются лепестковым диском, а поверхности выравниваются напильником.



Теперь в круглых площадках шарнира нужно просверлить сквозные отверстия под болт М8
Важно учесть, что в одной детали отверстие будет диаметром 8 мм, а во втором нужно будет нарезать резьбу М8.Соответственно, второе отверстие делается сверлом по металлу диаметром 6,7-6,8 мм. При сверлении автор использует машинное масло в качестве смазки



Теперь в отверстии нарезается резьба М8.

Лишнего винта М8 с барашковой головкой у мастера не нашлось, поэтому он позаимствовал такой винт у ручного фрезера.Именно этот винт и будет фиксировать нужное положение штанг циркуля.




Циркуль почти готов, и мастеру захотелось сделать простую чертилку по металлу из тех же материалов.Стальной квадрат для рукоятки отрезается по необходимой длине.


Аналогичным способом в его торце сверлится отверстие, и нарезается резьба М6.


Затем затачивается хвостовик метчика, и вкручивается в рукоятку.



Оба изделия проходят шлифовку и полировку поверхностей.
Конечно, после этого нужно будет выполнить воронение для защиты изделий от коррозии. Про надежный химический способ воронения стали было подробно рассказано в недавней статье.
В итоге вот такие красивые и солидные инструменты получились у Виктора.








Как и ожидалось, циркуль справляется со своей задачей отлично.



Вот такие два полезных разметочных инструмента можно сделать практически из металлолома.



Благодарю автора за рекомендации по изготовлению разметочного циркуля по металлу.
Всем хорошего настроения, крепкого здоровья, и интересных идей!
Авторское видео можно найти здесь.
Виды слесарных работ и их назначение
Общепринятой является следующая классификация слесарных работ:
- подготовительные,
- обработка в размер,
- подгоночные.
Как правило, у слесаря есть определенная узкая специализация. И один специалист может быстро и качественно выполнять лишь определенный вид работ. Есть, конечно, своего рода специалисты широкого профиля. Но это, как правило, молодые рабочие, которые только недавно вышли из стен учебного заведения и лишь осваивают азы профессии. Им нельзя доверить действительно сложную и ответственную работу.



О назначении тех или иных видов работ говорит их название. Так, подготовительные работы направлены на обеспечение подготовки к процессу, обработка в размер – воздействие на материал и заготовку инструментом с целью придания ей заданной формы, пригоночные – сборка и доводка деталей и узлов.
Техника шабрения
После выполнения подготовительных обрабатывающих действий первым делом на рабочую поверхность наносится специальная краска. Ее задача заключается в обозначении притирочного рисунка, а также в выявлении наиболее выдающихся на поверхности участков. Иногда большие площади зонируют на отдельные участки в зависимости от сложности их доведения до нужного состояния. Так или иначе, по сформированному рисунку и производится шабрение. Это означает, что обработка ведется не по сплошной площади, а в некотором смысле точечно. Эффективность и качество получаемого среза определяются и частотой, с которой производится зачистка. После того как запланированный объем среза был выполнен, мастер производит еще одно покрытие поверхности краской, которая вновь выявляет выпуклости и неровности. Таким образом производится контроль качества шабрения. К слову, цикл операции может повторяться несколько раз в зависимости от того, насколько каждый сеанс приближает поверхность заготовки к образцу.
Заключение

В выборе подходящего приспособления для разметки важно учитывать задачи, которые планируется с его помощью выполнять. При всех достоинствах универсальных инструментов производители все же рекомендуют обращаться к специализированным моделям. Например, качественный слесарный разметочный инструмент значительно превосходит в точности модификации, ориентированные также на плотницкие и столярные работы
Правда, если речь идет о бытовом применении в частном хозяйстве, то может пригодиться и многофункциональный инструмент. Все-таки главное в операциях разметки – это аккуратность и внимательность самого исполнителя. От подготовительных мероприятий до финального кернения рисок каждый этап следует выполнять не спеша и с многоразовыми проверками результата
Например, качественный слесарный разметочный инструмент значительно превосходит в точности модификации, ориентированные также на плотницкие и столярные работы. Правда, если речь идет о бытовом применении в частном хозяйстве, то может пригодиться и многофункциональный инструмент. Все-таки главное в операциях разметки – это аккуратность и внимательность самого исполнителя. От подготовительных мероприятий до финального кернения рисок каждый этап следует выполнять не спеша и с многоразовыми проверками результата.





