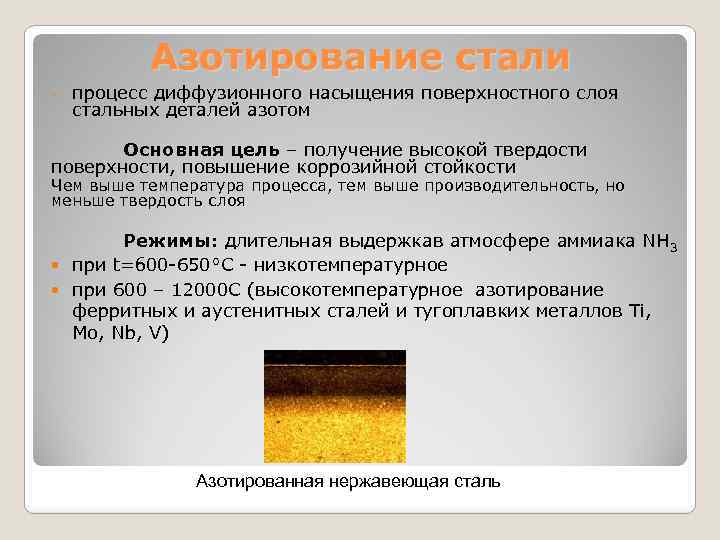
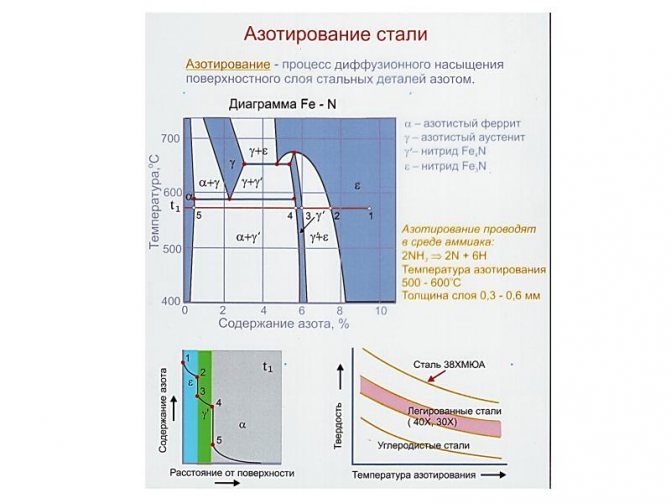
Суть процесса азотирования
По сравнению с цементацией азотирование имеет несколько веских преимуществ, которое сделало его основным способом улучшения показателей стали. Азотированный слой обладает высоким показателем твердости без дополнительной термообработки. Кроме того, после азотирования размер обрабатываемой детали остается практически неизменным. В отличие от цементационного процесса, его можно применить к готовым изделиям, которые прошли термическую закалку с высоким отпуском и отшлифованы до окончательных форм. После азотирования детали полностью готовы к чистовой полировке и другой обработке.
Азотирование – это обработка стали в процессе ее нагрева в среде высокого содержания аммиака. Вследствие этого поверхность стали насыщается азотом и приобретает следующие качества:
- Улучшается износостойкость деталей из металла за счет повышения индекса твердости их поверхностного слоя;
- Растет выносливость или усталостной прочности стальных изделий;
- Обработанный материал приобретает стойкую антикоррозионную защиту, которая сохраняется при контакте с водой, воздухом и паровоздушной средой.
Результаты азотирования намного ценнее в плане дальнейшей эксплуатации, нежели показатели изделия после цементации. Так, слой после цементации может сохранять стабильные показатели твердости при температуре не более 225 °С, а слой с азотом – до 550-600 °С. Причиной тому служит сам механизм азотирования, вследствие которого образуется поверхностный слой, который в 1,5-2 раза прочнее, чем после закалки и той же цементации.
Механизм азотирования
Обычно эта процедуры происходит при 500-600 °С в герметично закрытой реторте (муфели) из железа, которая внедряется в печь. Ее разогревают до температуры соответствующей выбранному режиму, и выдерживается необходимое время. В муфел, который являет собой контейнер, закладывают стальные элементы, которые будут подвержены азотированию.
В реторту из баллона непрерывно под определенным давлением запускается аммиак. Внутри нее аммиак, имеющий в своей молекуле азот, под действием температуры начинает диссоциацию (разложение) по следующей формуле:
2 NH 3 →6 H +2 N ,
откуда полученный в результате этого разложения атомарный азот проникает в металл путем диффузии. Это приводит к образованию нитридов на поверхности железных изделий. А нитриды и их твердые растворы характеризуются повышенной твердостью. По окончании процедуры печь должна плавно охлаждается вместе с потоком аммиака. Такой подход закрепляет эффект по твердости слоя, не давая поверхности окислиться.
Толщина такого нитридного слоя может варьировать от 0,3 до 0,6 мм. Таким образом, отпадает надобность в последующей термической обработке с целью повышения прочностных характеристик.
Схема формирования слоя, обогащенного азотом сложна, но хорошо изучена металлургами. В сплаве, который образуется вследствие диффузии азота в металл, наблюдается возникновение следующих фаз:
- Твердый раствор Fe3N с долей азота 8,0-11,2%;
- Твердый раствор Fe4N с долей азота 5,7-6,1%;
- Раствор N в α-железе.
При доведении процесса до температуры, которая превышает 591 °С можно наблюдать дополнительную α- фазу. Когда она достигает лимита насыщения, это порождает следующую фазу. Эвтектоидный распад производит 2,35 % азота.
Факторы, влияющие на азотирование
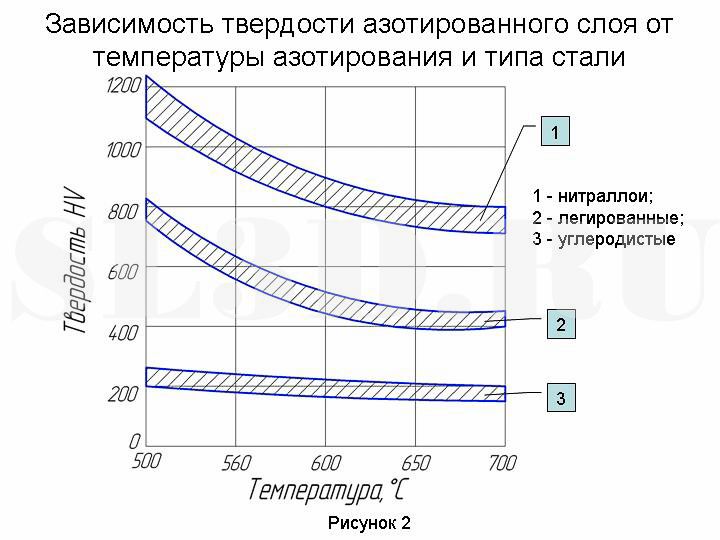
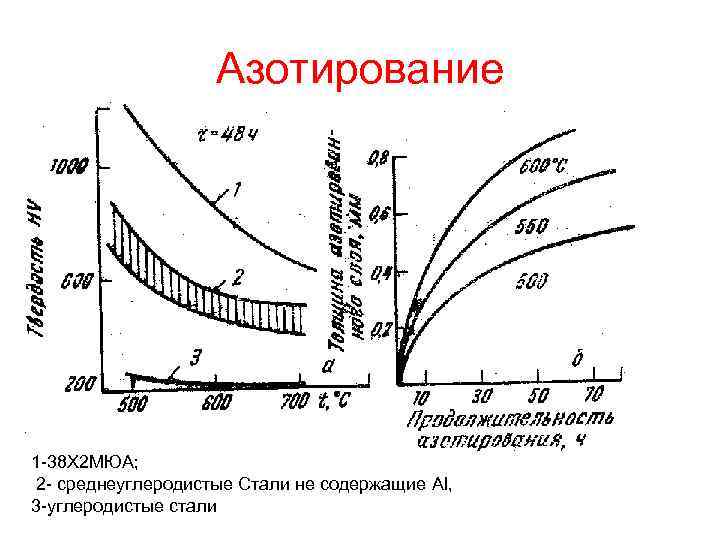
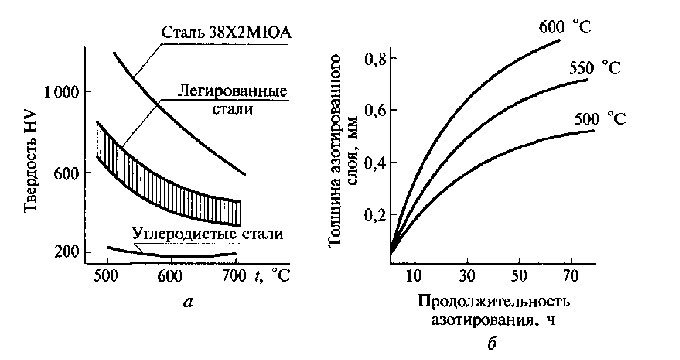
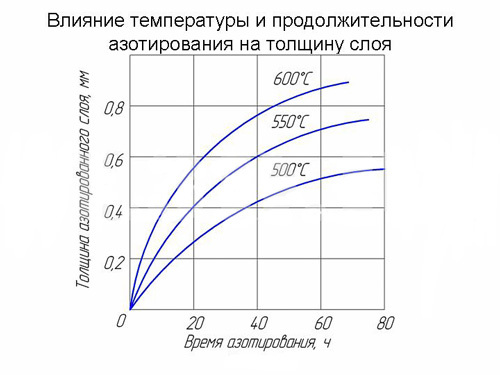
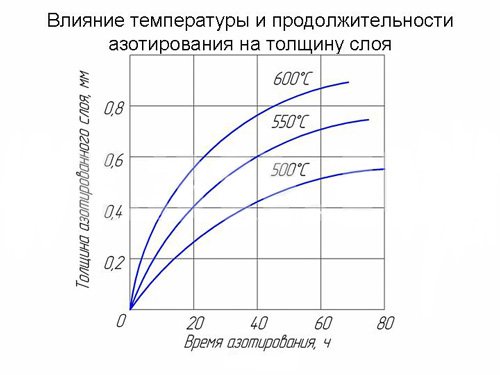
Основными моментами, оказывающими ключевое влияние на процесс, являются температурный режим, давление газа и пролонгированность азотирования. Эффективность также зависит от степени диссоциации аммиака, которая может быть в районе 15-45%. Причем существует определенная зависимость: чем выше температура, тем ниже твердость слоя азотирования, но выше скорость диффузии. Показатель твердости вызван коагуляцией нитридов.
Для того чтобы использовать механизм по максимуму и ускорить его, прибегают к двухэтапному режиму. Начальная стадия обогащения азотом проходит при температурах до 525 °С, что обеспечивает верхним слоям стали высокую твердость. Затем азотирование проходит вторую ступень при температурном режиме от 600°С до 620 °С. При этом в очень короткое время глубина азотированного слоя доходит до заданных значений, ускоряя весь процесс почти в 2 раза. Однако, твердость образованного в результате ускорительного этапа слоя ничем не будет отличаться от слоя, который сформирован по стандартной одноступенчатой методике.
Это интересно: Сталь Х12МФ: основные характеристики, плюсы и минусы
Металлы и сплавы, подвергаемые азотированию
Есть конкретные требования, предъявляемых к металлам перед проведением рассматриваемой процедуры
В основном, уделяют внимание концентрации углерода
Виды сталей, подходящих для азотирования, очень разные, важное требование состоит в доле углерода 0,3-0,5%. Лучших результатов могут достигать при использовании легированных сплавов, так как дополнительные примеси помогают появлению дополнительных твёрдых нитритов
Примером обработки химическим путем металла назовем изобилие слоя поверхности сплавов, которые в составе имеют примеси в виде алюминия, хрома и остальные. Рассматриваемые сплавы называют нитраллоями
Лучших результатов могут достигать при использовании легированных сплавов, так как дополнительные примеси помогают появлению дополнительных твёрдых нитритов. Примером обработки химическим путем металла назовем изобилие слоя поверхности сплавов, которые в составе имеют примеси в виде алюминия, хрома и остальные. Рассматриваемые сплавы называют нитраллоями.
Микроструктура сталей после азотирования
Внесение азота проходит при использовании таких марок стали:
- Если на деталь будет оказываться значительное влияние механики при эксплуатировании, то подбирают марку 38Х2МЮА. В ее состав входит алюминий, который оказывается основой снижения деформационной стойкости.
- В станкостроении наиболее распространение получили стали 40Х и 40ХФА.
- Во время изготовления валов, которые часто подвержены изгибающим нагрузкам используют марки 38ХГМ и 30ХЗМ.
- Если во время изготовления необходимо получить большую точность линейный размеров, например, при разработке деталей топливных агрегатов, то применяется марка стали 30ХЗМФ1. Для того чтобы значительно увеличить крепость поверхности и ее твердость, заранее проводят легирование кремнем.
Ионное азотирование
| Менеджер отдела продаж Мезенцев Юрий Владимирович |
Ионитрирование, или ионно-плазменное азотирование – один из методов химической термообработки, используемый главным образом для изделий из различных марок стали и чугуна, хотя может также быть применен для азотирования алюминивых и титановых сплавов. Этот метод нашел свое применение в термообработке металлических деталей механизмов, инструментария, литьевой и штампованной оснастки. Способ поверхностной обработки ионным азотированием (ИПА) применяется в тех случаях, когда требуется повысить усталостную выносливость, износостойкость, устранить прилипание металлов к форме при литье, для увеличения антизадирных свойств.
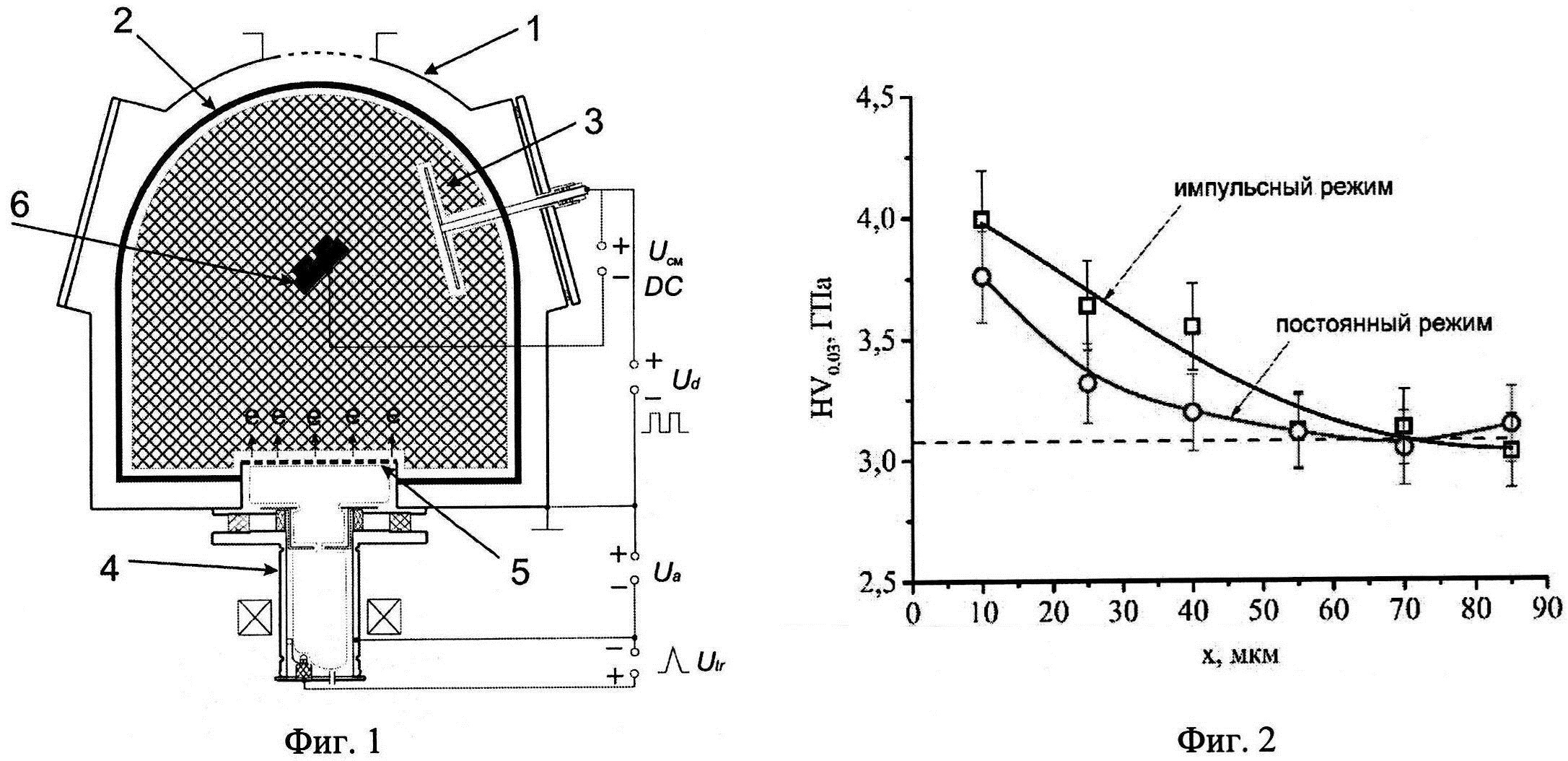
Описание методики ИПА и конструкции установки
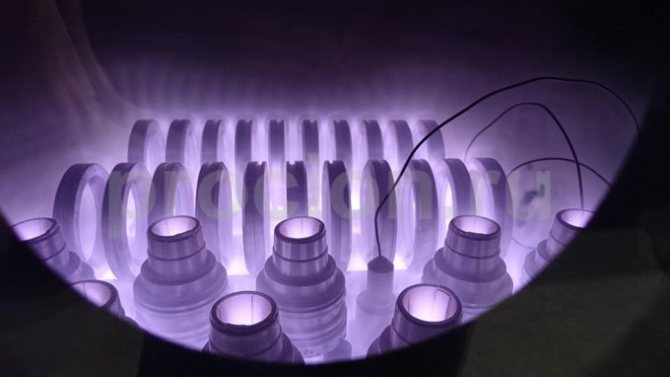
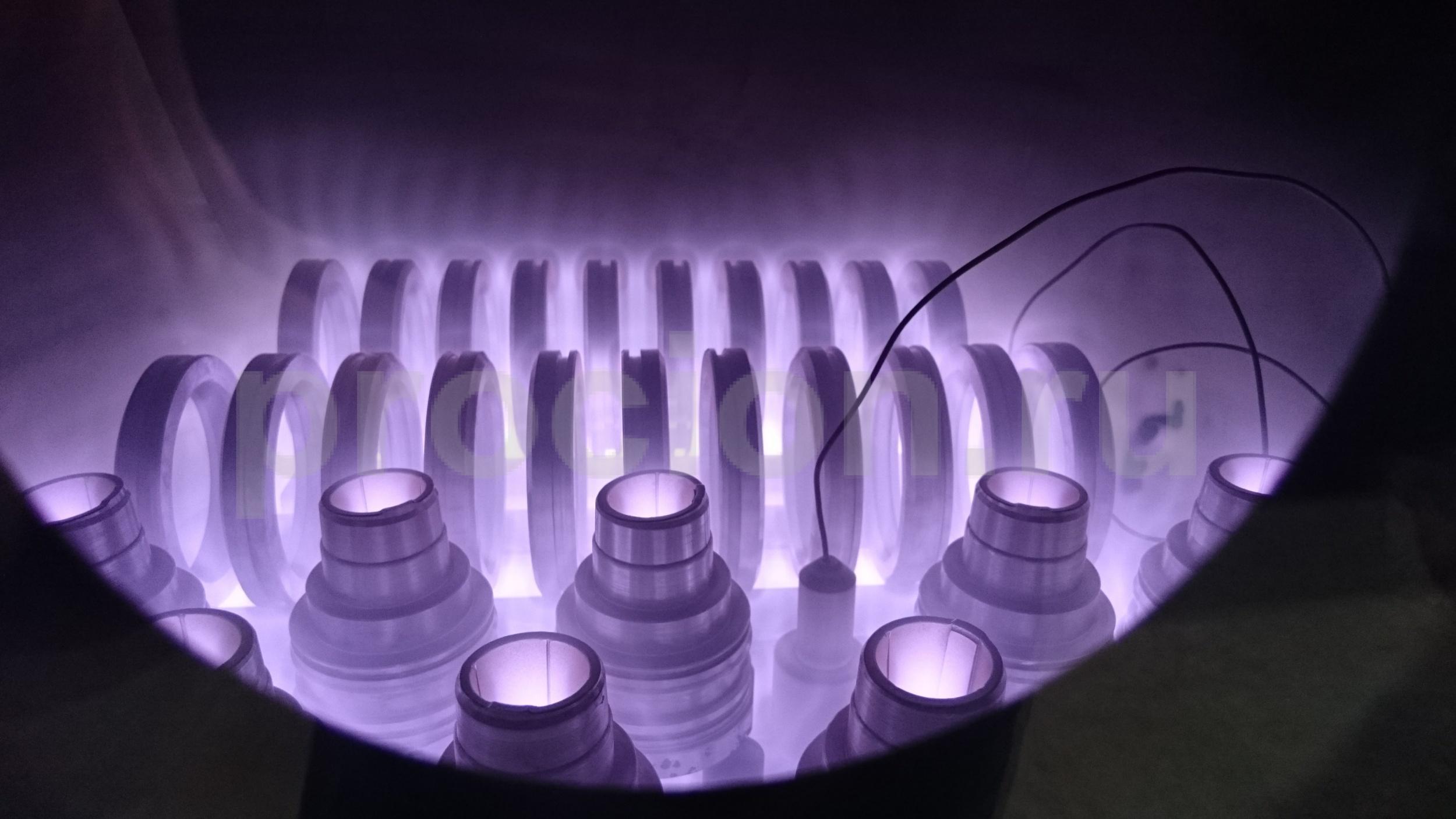
Процесс ионного азотирования происходит при возбуждении в аргонно-водородно-азотной смеси тлеющего импульсного разряда, при давлении газовой смеси до 1000 Па. Тлеющий разряд возникает между обрабатываемой заготовкой и стенками вакуумной камеры. Поверхностный слой металла заготовки насыщается азотом под воздействием бомбардировки ионами смеси. На поверхности металла образуются слои нитридов, обладающие повышенной твердостью.
Аппаратура для ионного азотирования состоит из таких компонентов:
- вакуумная камера;
- системы управления и ПК;
- системы водяного охлаждения;
- систем откачки воздуха и подачи газовой смеси;
- электрокоммуникаций и соединительных магистралей.
Персональный компьютер и специализированный контроллер позволяют осуществлять процессы управления работой установки и мониторинга рабочего процесса автоматически.
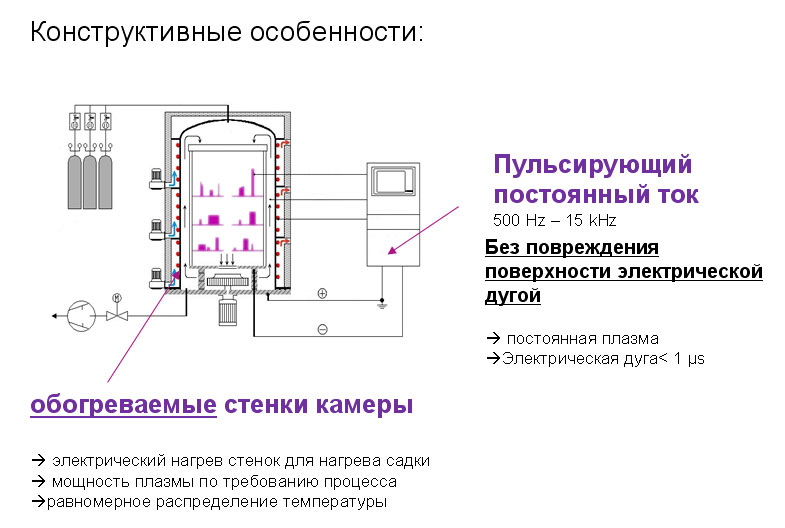
Рабочие камеры подразделяются на два основных типа: колпаковый и шахтный. Камера колпакового типа названа так за то, что снабжена снимающимся колпаком. Также у камеры есть неподвижное основание, а боковая стенка и крышка имеют смотровые окна. Смотровое окно боковой стенки камеры снабжается также шторкой, а крышка – узлом подвеса. Камеры шахтного типа применяются тогда, когда необходимо обработать такие длинномерные изделия как коленчатые валы, экструдеры, шнеки. В промышленности разработано множество моделей аппаратов для ионного азотирования, отличающиеся размерами рабочего пространства камер, программным обеспечением и т.д., однако принцип работы у них – один.




Достоинства метода ионного азотирования
Этот способ термообработки позволяет осуществлять управление структурой изделия, благодаря чему достигаются необходимые физико-химические свойства. Кроме того, результат можно воспроизвести с высокой точностью, а это значит, что одно обработанное изделие не будет отличаться от другого такого же по механическим и другим свойствам. С помощью ионно-плазменного азотирования можно обрабатывать изделия любой сложности геометрической формы с равномерным распределением температуры. Немаловажным фактором является и безвредность процессов для окружающей среды.
Существует другой метод азотирования – газовый. Он подразумевает насыщение азотом поверхности металлической заготовки в среде диссоциированного аммиака при температуре порядка 1200°С для аустенитных сталей и тугоплавких металлов. Ионно –плазменное азотирование превосходит газовое по множеству параметров. ИПА позволяет сократить время всего процесса в три-пять раз, благодаря уменьшению времени нагрева, охлаждения и самого плазменного азотирования. Состав обработанного слоя можно легко контролировать. Кроме того, ИПА позволяет проводить термообработку жаропрочных, коррозионно-стойких и мартенситно-стареющих марок стали без последующей депассивизации. Процесс происходит с уменьшением более чем в два раза расходом электроэнергии, а газов – до 150 раз. Ионно-плазменное азотирование происходит без использования аммиака, за счет чего обеспечивается экологичность процессов ИПА-обработки.
Азотирование стали
При азотировании поверхностный слой стальной детали насыщают кислородом. Промышленное применение данный способ получил практически 100 лет назад, в 20-е годы XX века. Азотирование детали – это отличный способ повысить не только твердость изделия, но и его коррозионную стойкость.
Азотирование стали осуществляется посредством погружения детали в печи, которые герметично закрывают. Туда подают аммиак, который при нагреве распадается на азот и водород. В процессе данной реакции атомы азота поглощаются слоем поверхности стали и проникают внутрь детали.

Насколько глубоким и прочным окажется слой, подверженный азотированию, сказать сложно. Этот фактор зависит от многих деталей:
- температура, при которой осуществлялось азотирование;
- продолжительность обработки детали;
- состав стали, которую подвергли азотированию.
 Способ химико-термической обработки
Способ химико-термической обработки
Описываемая процедура не позволяет достигать нескольких целей одновременно, в отличие от цементации. Выделяют два вида азотирования.
Повышение прочности слоя поверхности стальной детали. Температура процесса – до 560 ОС, средняя толщина слоя – 0,5 мм. Продолжительность операции может достигать одних суток.
Повышение степени устойчивости к коррозии. Оптимальная температура – от 650 до 700 ОС. Продолжаться антикоррозийное азотирование может до 10 часов. Толщина слоя, образующегося в процессе – 0,3 мм.
Процесс азотирования стали могут проходить только полностью готовые изделия, которые прошли через этапы термической и механической обработки. Структура сорбита внутри изделия сохранена полностью, что обеспечивает повышение прочности и вязкости детали.
Факторы, влияющие на азотирование
Основными параметрами, оказывающими существенное влияние на процесс азотации выступают:
- температура;
- давление газа;
- длительность выдержки.
Данные факторы являются основными параметрами, которые влияют на процесс азотирования, но также имеются и другие показатели. Например, степень диссоциации аммиачных компонентов. Обычно она находится в пределах 15-45%. При увеличении температуры в среде газовой обработки твердость может существенно снизится, но в отличие от этого диффузионные процессы азотистых составляющих ускоряются. Такие параметры обуславливаются коагуляцией нитридов легирующих компонентов, которые отмечаются в составе металла. Данные параметры обеспечивают возможность сокращения процессов обработки в несколько раз.
При необходимости ускорить процесс азотации и повысить его эффективность используют двухэтапную схему обработки металла. Такая схема подразумевает в виде первого этапа обработку металлических сплавов при температуре, которая не превышает 525 градусов. Благодаря использованию именно этой температуры стальной детали придаются высокие показатели твердости. Во второй части процесса азотирования деталь нагревается до 600-620 градусов. При таких параметрах температурного режима процесс азотирования существенно ускоряется, а глубина достигает необходимых показателей. Прочностные данные поверхностного слоя по двухступенчатой технологии не уступают соответствующим изделиям, прошедшим азотирование в одну ступень.
2 Азотирование металла – технология процесса
Химико-термическая обработка поверхностей сплавов и сталей с использованием азота производится в несколько стадий:
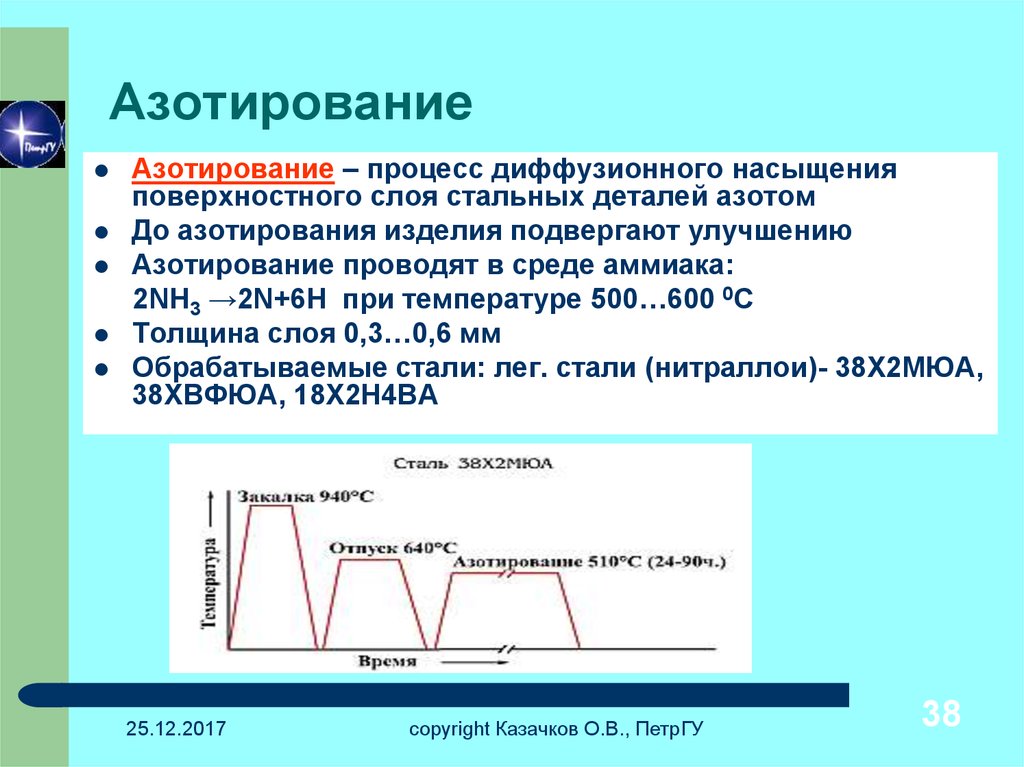
- Выполняется термическая предварительная обработка металла, включающая в себя две операции – его закалку и отпуск (высокий). Такая обработка обеспечивает высокую вязкость и прочность сердцевины детали. Закалка стали осуществляется при высоких температурах (в районе 940 ˚С) с последующим охлаждением в масле либо обычной воде. Температура отпуска – от 600 до 670 ˚С. Столь высокая ее величина обусловлена необходимостью придания изделию твердости, необходимой для выполнения эффективной его резки.
- Производится механическая обработка заготовки, а затем и шлифование металла. Эти операции требуются для того, чтобы деталь имела требуемые (финальные) геометрические параметры.
- Защита частей металлической поверхности, которые не планируется насыщать азотом. Сделать это несложно путем применения жидкого стекла либо олова, которое наносится толщиной не более 0,015 миллиметра на заготовку по электролитической технологии. Олово формирует непроницаемую тонкую пленку, которую азот преодолеть не может.
- Непосредственно насыщение стали азотом.
После проведения всех этих процедур выполняется доводка либо шлифовка деталей.

Тонкостенные заготовки сложной формы упрочняются при температурах до 520 ˚С. А продолжительность операции зависит от того, какой слой азота планируется получить в результате обработки. При этом нужно помнить, что толщина слоя будет увеличиваться, а твердость уменьшаться при повышении температуры проведения процедуры.
Снижение показателя твердости вызывается коагуляцией нитридов. Как правило, толщина упрочненного слоя должна быть на уровне 0,3–0,6 мм. Исходя из этого и подбирают температуру операции, а также ее продолжительность. Чаще всего она длится от 24 до 60 часов при температуре в пределах 500–520 градусов.

Геометрические размеры заготовки при описываемой нами химико-термической обработке из-за повышения объема поверхности могут незначительно изменяться. Величина увеличения деформации при этом напрямую зависит от толщины слоя и повышения температуры процесса.
Если требуется ускорить операцию насыщения азотом металлов, ее проводят в две ступени – при температурах до 520 ˚С (первый этап) и от 540 до 560 ˚С (второй этап). Подобная схема уменьшает длительность процесса, а твердость полученного слоя остается такой же высокой, как и при использовании стандартной методики. Охлаждение заготовки после процедуры выполняется в аммиачном потоке вместе с печью. Это не дает поверхности окислиться.
На большинстве современных предприятий интересующая нас методика упрочнения поверхности стали осуществляется в печах шахтного типа, в которых рабочая максимальная температура равняется 700 ˚С, а газ циркулирует принудительно. Подобные печи могут иметь стационарный либо сменный муфель.

Если применяется два муфеля, операция проходит намного быстрее: сменный муфель с заготовками загружается в агрегат сразу же после того, как первый с готовыми деталями вынимается из него. Но не всегда данная схема экономически целесообразна. Например, когда азотом насыщаются поверхности крупных по размерам деталей, рекомендуется выполнять их обработку в одномуфельных печах.
Назначение азотирования
Многие сравнивают процесс цементирования и азотирования по причине того, что оба предназначены для существенного повышения эксплуатационных качеств детали. Технология внесения азота имеет несколько преимуществ перед цементацией, среди которых отмечают отсутствие необходимости повышения температуры заготовки до значений, при которых проходит пристраивание атомной решетки. Также отмечается тот факт, что технология внесения азота практически не изменяет линейные размеры заготовок, за счет чего ее можно применять после финишной обработки. На многих производственных линиях азотированию подвергают детали, которые прошли закалку и шлифование, практически готовы к выпуску, но нужно улучшить некоторые качества.




Назначение азотирования связано с изменением основных эксплуатационных качеств в процессе нагрева детали в среде, которая характеризуется высокой концентрацией аммиака. За счет подобного воздействия поверхностный слой насыщается азотом, и деталь приобретает следующие эксплуатационные качества:
- Существенно повышается износостойкость поверхности за счет возросшего индекса твердости.
- Улучшается значение выносливости и сопротивление к росту усталости структуры металла.
- Во многих производствах применение азотирования связано с необходимостью придания антикоррозионной стойкости, которая сохраняется при контакте с водой, паром или воздухом с повышенной влажностью.
Вышеприведенная информация определяет то, что результаты азотирования более весомы, чем цементации. Преимущества и недостатки процесса во многом зависят от выбранной технологии. В большинстве случаев переданные эксплуатационные качества сохраняются даже при нагреве заготовки до температуры 600 градусов Цельсия, в случае цементирования поверхностный слой теряет твердость и прочность после нагрева до 225 градусов Цельсия.
Типы рабочих сред
Для выполнения азотирования могут использоваться различные типы рабочих сред. Наиболее распространенной из них является газовая среда, состоящая на 50% из аммиака и на 50% из пропана или из аммиака и эндогаза, взятых в таких же пропорциях. Процесс азотирования в такой среде выполняется при температуре 570°. При этом изделие подвергается воздействию газовой среды на протяжении 3 часов. Азотированный слой, создаваемый при использовании такой рабочей среды, имеет небольшую толщину, но высокую прочность и износостойкость.
Большое распространение в последнее время получает метод ионно-плазменного азотирования, выполняемого в азотосодержащей разряженной среде.
Ионно-плазменное азотирования – взгляд «изнутри»
Отличительной особенностью ионно-плазменного азотирования, которое также называют обработкой при тлеющем разряде, является то, что обрабатываемую деталь и муфель подключают к источнику электрического тока, при этом изделие выступает в качестве отрицательно заряженного электрода, а муфель – в роли положительно заряженного. В результате между деталью и муфелем формируется поток ионов – своего рода плазма, состоящая из N2 или NH3, за счет которой происходят и нагрев обрабатываемой поверхности, и ее насыщение необходимым количеством азота.
. . . Азотирование
— это термохимическое упрочение поверхности стальных и чугунных деталей, при которой насыщают азотом. Поверхностный слой изделия, насыщенный азотом, имеет в своём составе растворённые нитриды и получает крайне высокую микротвёрдость, значительную устойчивость к коррозии и улучшенные триботехнические свойства (уменьшение коэффициента трения). По уровню получаемой микротвёрдости азотирование превосходит цементацию и нитроцементацию. Так же — детали подвергнутые азотированию держат свою повышенную прочность при нагреве до температуры 550–600°С. Для сравнения- после цементации твердость поверхностного слоя может начать ухудшаться при нагреве детали уже свыше 225°С. В итоге можно четко констатировать — что прочностные характеристики поверхностного слоя стали после азотирования в 1,5–2 раза выше, чем после закалки или цементации. Именно поэтому уже более 60 лет такие ответственные и подвергаемые жесткому нагреву детали ДВС как впускные и выпускные тарельчатые клапана обязательно подвергают азотированию.
. . Другой важной чертой процесса азотирования стали является то, что при этом процессе детали нагревают лишь до 500-550°С. Такой достаточно щадящий процесс термического воздействия приводит к тому, что в даталях практически не возникает термических напряжений и последующих деформаций. Именно поэтому азотированию можно подвергать детали уже изготовленные «точно в размер». В отличие от азотирования, процессы цементирования или закалки предполагают нагрев до 850-950 °С, что приводит к серьезным последующим поводкам деталей (изменению их геометрии за счет появления внутренних напряжений) и необходимости далее шлифовать такие изделия. А шлифовать термоупроченные детали с высокой поверхностной твердостью- дело очень трудоемкое и дорогое….
Особенно такой щадящий режим термовоздействия на азотируемые детали характерен для передовой методики ионно-плазменного азотирования, где нагрев идет более щадящий, чем при азотировании в газовой среде аммиака.
Поверхностная твердость обработанных сталей типа 38Х2МЮА достигает величины в 63-65 HRC (твердость по Роквеллу), стали 40Х- до 50-52 HRC .
Глубина возникающего поверхностного термоупроченного слоя составляет от 0,2 до 0,6 мм в зависимости от типа стали.
Детали после процесса азотирования. Цвет изменился- нитриды железа обладают специфическим цветом.
КАКИЕ ДЕТАЛИ ПОДВЕРГАЮТ АЗОТИРОВАНИЮ?
. . . Азотированию подвергают прежде всего такие детали различных машин и механизмов, которые подвергаются повышенному износу за счет усиленного трения в условиях значительных температур.
ШНЕКОВЫЕ ПАРЫ:
… Например — шнеки и филеры (пилотезы) шнековых прессов для выдавливания с дальнейшим формованием пластиковых изделий, либо шнеков при производстве евродров из опилок-цепы, либо шнековых прессов для отжима растительного масла, и прочих похожих шнековых прессов. Например — большая технологическая проблема шнеков для формовки и прессования евродров из цепы и опила — это очень быстрый износ формующей пары «оконечник шнека- фильера». Особенно- если формовке подвергается щепа с лесосеки, загрязненная песком, глиной и почвой, то поверхности формующей пары дешевых шнековых прессов изнашиваются за 4-6 дней, а «фирменных» прессов держатся не более месяца… После этого шнек практически уже не может выдавать продукт нормального качества и нужной геометрии…
Особенности технологии
Как и в любой технологической сталеобрабатывающей операции в азотировании имеются плюсы и минусы. Сталесплавные обработки хоть и гарантируют достижение нужных параметров, но также в отдельных ситуациях могут стать причиной ухудшения параметров эксплуатации элемента.
Преимущества металла, прошедшего азотирование:
- Повышенная твердость и износостойкость. Показатели сохраняются в течение длительного времени даже при условиях нагрева до 600 градусов.
- Стойкость стальных сплавов к коррозии. Благодаря воздействию азота на поверхностный слой металлической детали она становится устойчивой к коррозированию.
- Так как весь процесс обработки происходит при относительно низких температурах, то в процессе азотации элементы не изменяют своей геометрии и конечная обработка требуется в меньших количествах.
Помимо преимуществ технология также имеет определенные минусы. Хоть они и не столь существенны и их можно при правильном подходе частично или полностью нивелировать, но их наличие отрицать не стоит.К главным минусам азотации можно отнести:
- Длительность процедуры. В отдельных случаях требуется обработка металла длительностью до нескольких суток. Также во время обработки применяется специализированное оборудование.
- Высокая стоимость изделия. Так как при азотации используются исключительно дорогие марки стали, то в итоге детали чаще всего получается в несколько раз дороже, чем обычные.

Особенности технологии азотирования стали
Насыщение аммиаком подразумевает нагревание стальной детали в атмосфере аммиака (NH3) при температуре от 500 до 700 °С. Для нагревания применяются специальные герметичные печи, через которые по технологии пропускается аммиак. В процессе нагревания происходит разложение последнего, и в результате выделяется атомарный азот, поглощающийся поверхностью стали и проникающий глубоко внутрь.
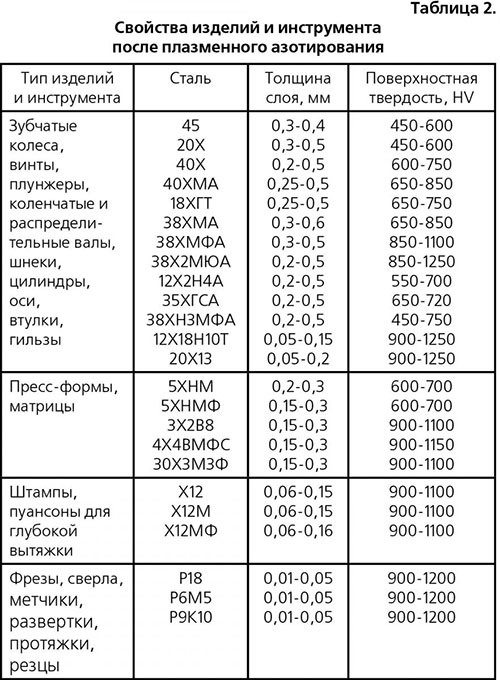
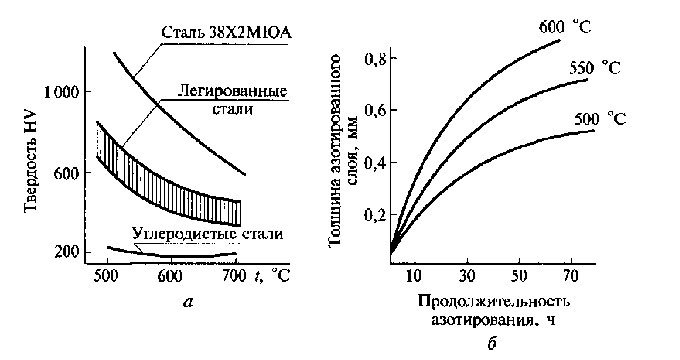
 Основным требованием к азотированному слою является повышенный показатель твердости и износоустойчивости. И достигается это, благодаря применению сплавов, в состав которых входит алюминий. Чаще всего речь идет о марке 38ХМЮА, которая кроме железа и углерода включает в себя хром, молибден и алюминий. В процессе насыщения азотом данной стали образуются нитриды железа, хрома, молибдена и алюминия, которые придают поверхностному слою обрабатываемой детали особенно высокие показатели твердости (порядка 1200 HV). Для производства деталей, которые принципиально допускают меньший показатель твердости упроченный поверхность, допускается использование азотируемых сталей, в состав которых не входит алюминий. Такие стали имеют при пониженной твердости азотированного слоя более высокие механические характеристики и технологичность. Под механическими характеристиками при этом подразумеваются такие показатели, как предел текучести, ползучести, длительной прочности материала, а также прочности на разрыв, а под технологичностью – свойства металла, определяющие его приспособленность к достижению минимальных затрат при производстве и эксплуатации.
Основным требованием к азотированному слою является повышенный показатель твердости и износоустойчивости. И достигается это, благодаря применению сплавов, в состав которых входит алюминий. Чаще всего речь идет о марке 38ХМЮА, которая кроме железа и углерода включает в себя хром, молибден и алюминий. В процессе насыщения азотом данной стали образуются нитриды железа, хрома, молибдена и алюминия, которые придают поверхностному слою обрабатываемой детали особенно высокие показатели твердости (порядка 1200 HV). Для производства деталей, которые принципиально допускают меньший показатель твердости упроченный поверхность, допускается использование азотируемых сталей, в состав которых не входит алюминий. Такие стали имеют при пониженной твердости азотированного слоя более высокие механические характеристики и технологичность. Под механическими характеристиками при этом подразумеваются такие показатели, как предел текучести, ползучести, длительной прочности материала, а также прочности на разрыв, а под технологичностью – свойства металла, определяющие его приспособленность к достижению минимальных затрат при производстве и эксплуатации.
 Основной недостаток, который имеет технология насыщения стали азотом – это очень большая длительность процедуры. В среднем процесс занимает не менее 90 часов. Глубина азотированного слоя после обработки получается от 0,3 до 0,6 мм.
Основной недостаток, который имеет технология насыщения стали азотом – это очень большая длительность процедуры. В среднем процесс занимает не менее 90 часов. Глубина азотированного слоя после обработки получается от 0,3 до 0,6 мм.
Процедура может производиться по двум режимам:
- одноступенчатому (с выдержкой 90 часов при температуре до 520 °С)
- двухступенчатому( с выдержкой от 15 до 20 часов при температуре до 520 °С и с выдержкой от 20 до 25 часов при температуре до 570 °С).
Если речь идет о декоративной обработке азотом, ей могут подвергаться любые типы стали, включая черные углеродистые. Температура при этом может варьироваться от 600 до 700 °С, а выдержка – от 50 минут до 1 часа.
Если подвергать обработке необходимо не всю деталь, а только ее часть, неподлежащие азотированию места покрывают тонким слоем олова.
Азотирование стали
Азотированием
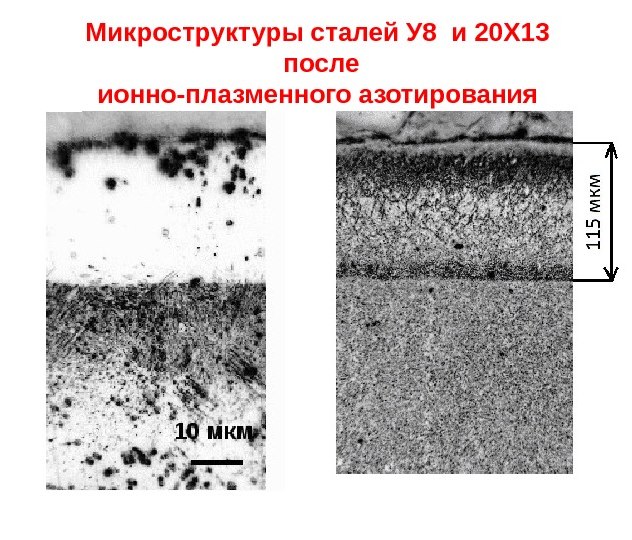
называют процесс диффузионного насыщения поверхностного слоя стали азотом при нагреве ее в аммиаке. Азотирование очень сильно повышает твердость поверхностного слоя, его износостойкость, предел выносливости и сопротивления коррозии в таких средах, как атмосфера, вода, пар и т.д. Твердость азотированного слоя заметно выше, чем цементируемой стали и сохраняется при нагреве до высоких температур (500 – 550 0 С), тогда как твердость цементируемого слоя, имеющего мартенситную структуру, сохраняется только до 200 – 225 0 С.





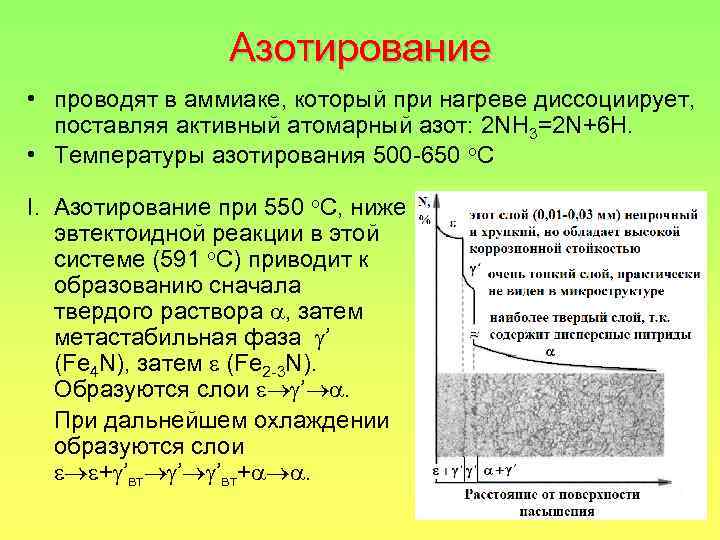
До азотирования детали подвергают закалке, высокому отпуску (улучшению) и чистовой обработке. После азотирования детали шлифуют или полируют. Азотирование стальных изделий проводят интервале температур 500-620 0 С в аммиаке, который при нагреве диссоциирует, поставляя активный атомарный азот:
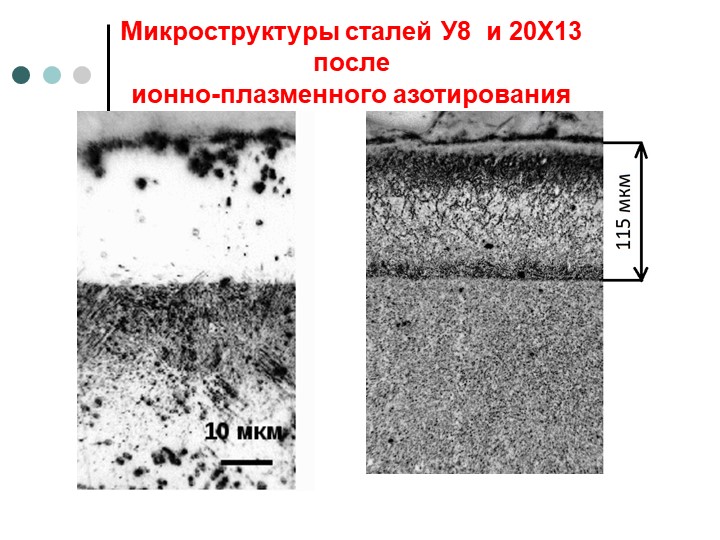
В системе Fе—N при температурах азотирования могут образовываться следующие фазы: α-раствор азота в железе (азотистый феррит), γ-раствор азота в железе (азотистый аустенит), промежуточная γ’-фаза переменного состава с г. ц. к. решеткой и промежуточная ε-фаза с г. п. решеткой и широкой областью гомогенности (от 8,1 до 11,1 % N при комнатной температуре). В общем случае формирование структуры диффузионного слоя азотируемой стали зависит от состава стали, температуры и длительности нагрева, а также и скорости охлаждения после азотирования. При азотировании стали при 590 ºС диффузионный слой состоит из трех фаз: ε, γ’ (Fe4N), и α.
Высокая твердость и износостойкость азотируемых конструкционных сталей обеспечиваются нитридами легирующих элементов, которые существенно влияют на глубину азотированного слоя и поверхностную твердость. Наиболее высокая поверхностная твердость и износостойкость при азотировании достигается в хромомолибденовых сталях, дополнительно легированных алюминием, типичным представителем которых является сталь 38Х2МЮА.
Азотирование повышает предел усталости конструкционных сталей за счет образования в поверхностном слое остаточных напряжений.
Тонкий слой ε-фазы (0,01 — 0,03 мм) хорошо защищает простые углеродистые стали с содержанием углерода от 0,1- до 1,0 % от коррозии во влажной атмосфере и других средах.
Технологическая схема азотации
Хоть азотация может выполняться различными способами, но схема подготовки материалов и технологических операций практически идентична. Существует несколько вариантов азотирования:
- газовое;
- инновационное плазменное;
- ионное.
Несмотря на разновидность азотирования металла результат обработки направлен на получение максимально прочного и износостойкого изделия.
Подготовительная термообработка
Данный вид обработки состоит из закалки изделия и его высоком отпуске. Закаливание стального элемента выполняется в температурном режиме выше 940 градусов. Охлаждение при подготовительной обработке производится исключительно в масле либо воде. После закалки металла при температуре 940 градусов происходит отпуск при 600-700 градусах. Обрабатываемая стальная деталь наделяется повышенной твердостью.
Механическая обработка
Операция заключается в шлифовке готовой детали. Точная геометрия деталей является залогом приобретения необходимых прочностных свойств и длительной эксплуатации её в дальнейшем.
Защита частей деталей, не подвергающихся азотации
Данный этап обработки стали необходим для защиты элементов, которые не должны азотироваться. Для защиты используется олово или жидкое стекло, которое наносится на поверхность металлической детали тонким слоем не более 0,015 мм. Технология электролиза для закрепления данных материалов обеспечивает его надежное крепление на поверхности сталесплава, а также высокую устойчивость к азотистой среде, поэтому вещество не проникает во внутреннюю структуру стальной детали.
Азотирование
Для разных марок стали нужна определенная температура нагрева. При этой температуре сталь выдерживают в течение определенного количества часов. Благодаря данным параметрам формируется слой на различной глубине, обеспечивающем определенную номинальную твердость поверхности. Для стали марки 7ХЗ температура нагрева составляет 500-520 градусов. Выдержка стали происходит в течение 48-60 часов, обеспечивается глубина слоя 0,4-0,5 мм, а номинальная твердость поверхности составляет 1000-1100.
Итоговая обработка
Данный этап обработки стали позволяет довести геометрические и механические параметры стального элемента до необходимого значения. Так как во время азотирования изменения геометрии весьма незначительно, то на финише изменения будут минимальными. Несмотря на то, что деталь подвергается минимальной температурной обработке, всё же придётся несколько доработать элементы, так как азотистый слой может несколько влиять на геометрию. Для того чтобы избежать какой-либо деформации в процессе азотации элемента, можно использовать более совершенную технологию — ионное азотирование. Технологический процесс ионно-плазменной азотации предполагает минимальные показатели воздействия температурных режимов на детали из стали, вероятность деформирования стали стремится к минимуму.
Ионно-плазменное азотирование зарекомендовало исключительно с положительной стороны. Среди плюсов стоит подчеркнуть, что азотация происходит при пониженных температурах, в отличие от традиционных вариантов. Для того чтобы осуществить ионно-плазменную азотацию, чаще всего используют сменный муфель либо вмонтированную деталь установки. Данные элементы обеспечивают ускорение процесса совершенствования металла, но не во всех случаях экономически оправданы.