

Шероховатость поверхности (чистота обработки). Основные понятия, обозначения на чертежах.
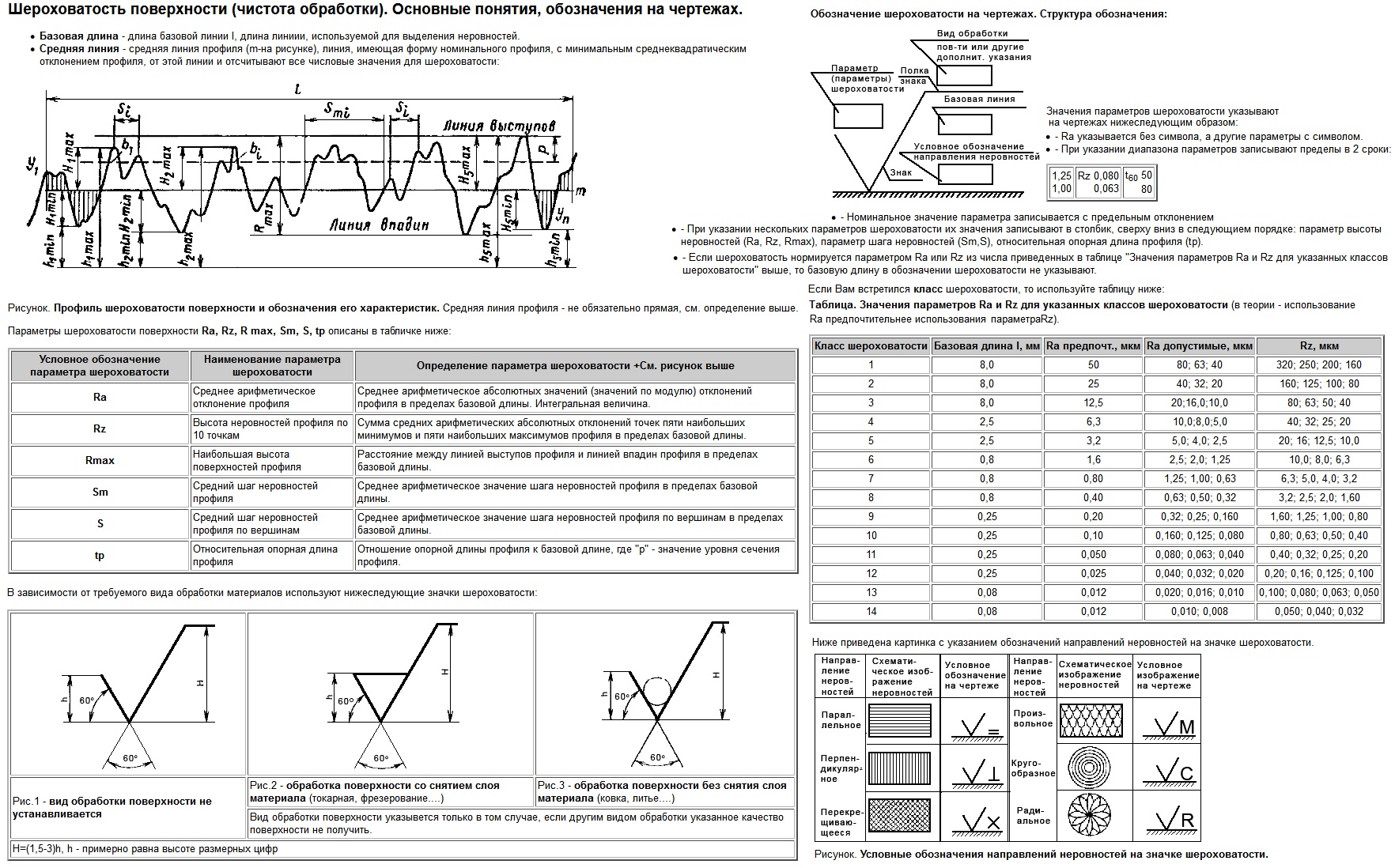
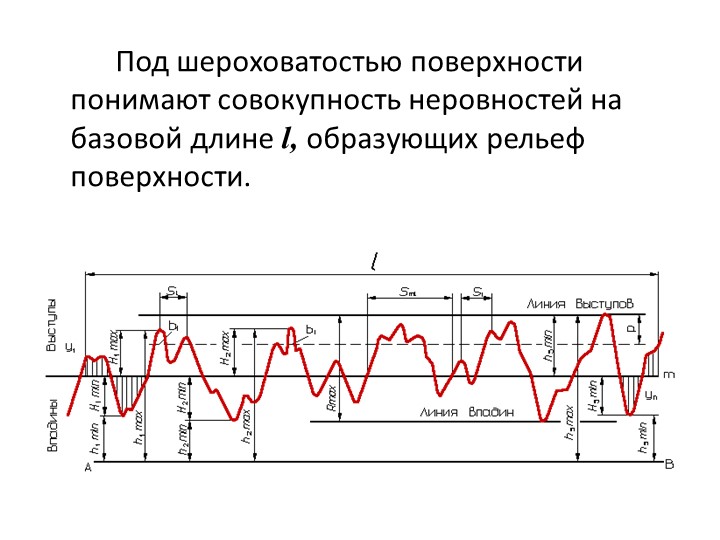
- Базовая длина – длина базовой линии l, длина линиии, используемой для выделения неровностей.
- Средняя линия – средняя линия профиля (m-на рисунке), линия, имеющая форму номинального профиля, с минимальным среднеквадратическим отклонением профиля, от этой линии и отсчитывают все числовые значения для шероховатости:
Рисунок. Профиль шероховатости поверхности и обозначения его характеристик. Средняя линия профиля – не обязательно прямая, см. определение выше.
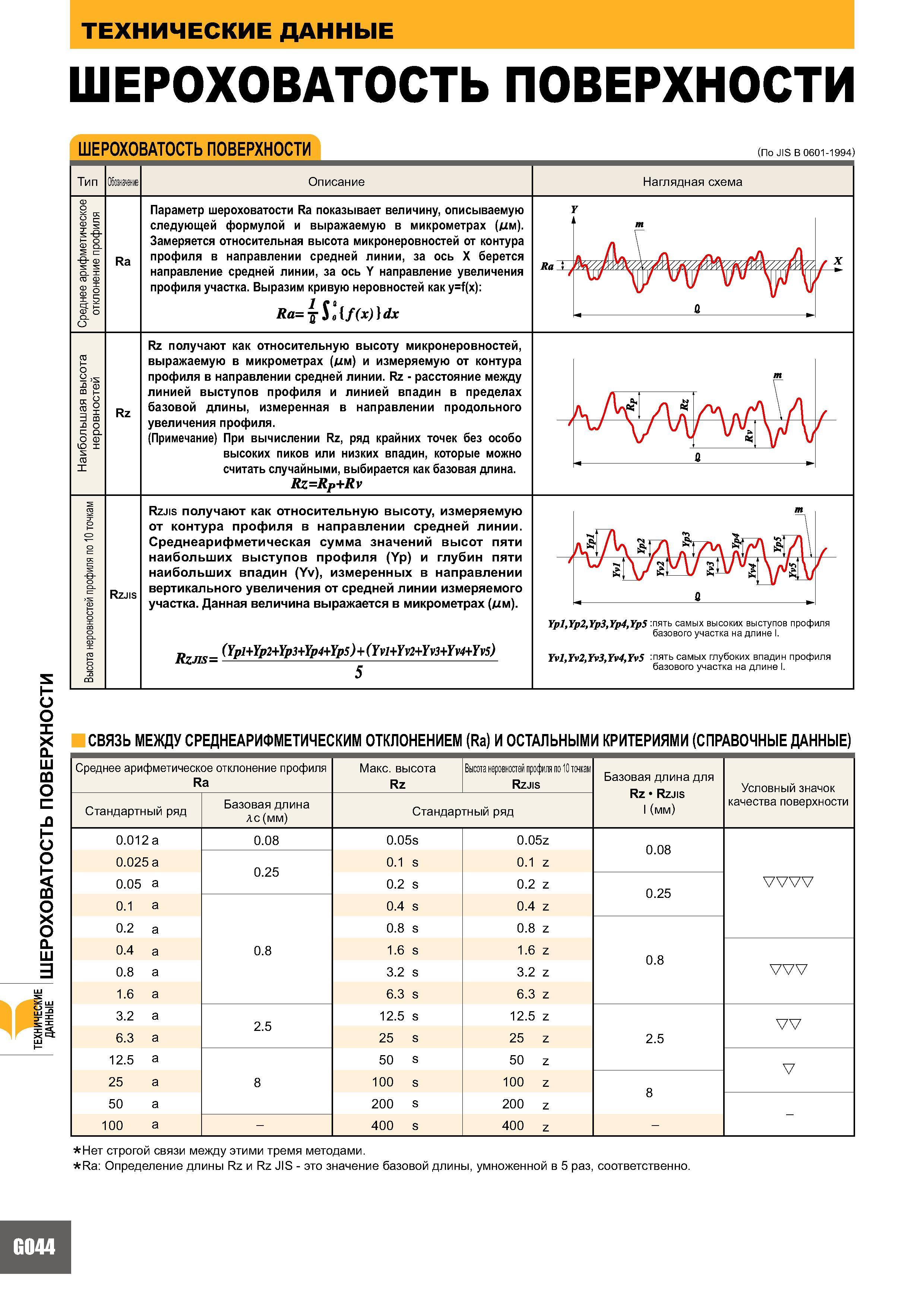
Параметры шероховатости поверхности Ra, Rz, R max, Sm, S, tp описаны в табличке ниже:
| Условное обозначение параметра шероховатости | Наименование параметра шероховатости | Определение параметра шероховатости +См. рисунок выше |
| Ra | Среднее арифметическое отклонение профиля | Среднее арифметическое абсолютных значений (значений по модулю) отклонений профиля в пределах базовой длины. Интегральная величина. |
| Rz | Высота неровностей профиля по 10 точкам | Сумма средних арифметических абсолютных отклонений точек пяти наибольших минимумов и пяти наибольших максимумов профиля в пределах базовой длины. |
| Rmax | Наибольшая высота поверхностей профиля | Расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины. |
| Sm | Средний шаг неровностей профиля | Среднее арифметическое значение шага неровностей профиля в пределах базовой длины. |
| S | Средний шаг неровностей профиля по вершинам | Среднее арифметическое значение шага неровностей профиля по вершинам в пределах базовой длины. |
| tp | Относительная опорная длина профиля | Отношение опорной длины профиля к базовой длине, где “p” – значение уровня сечения профиля. |
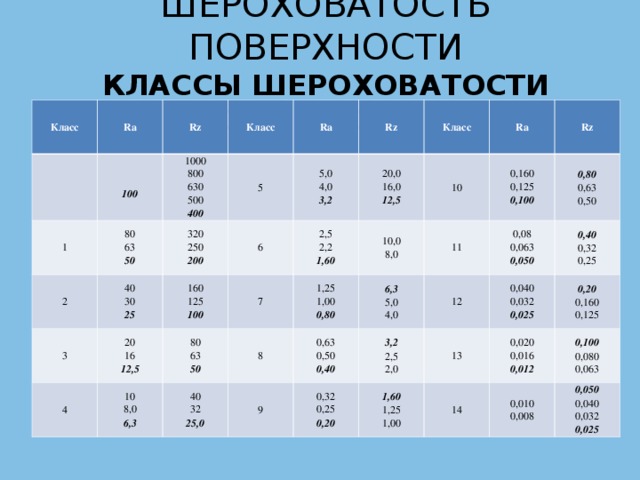
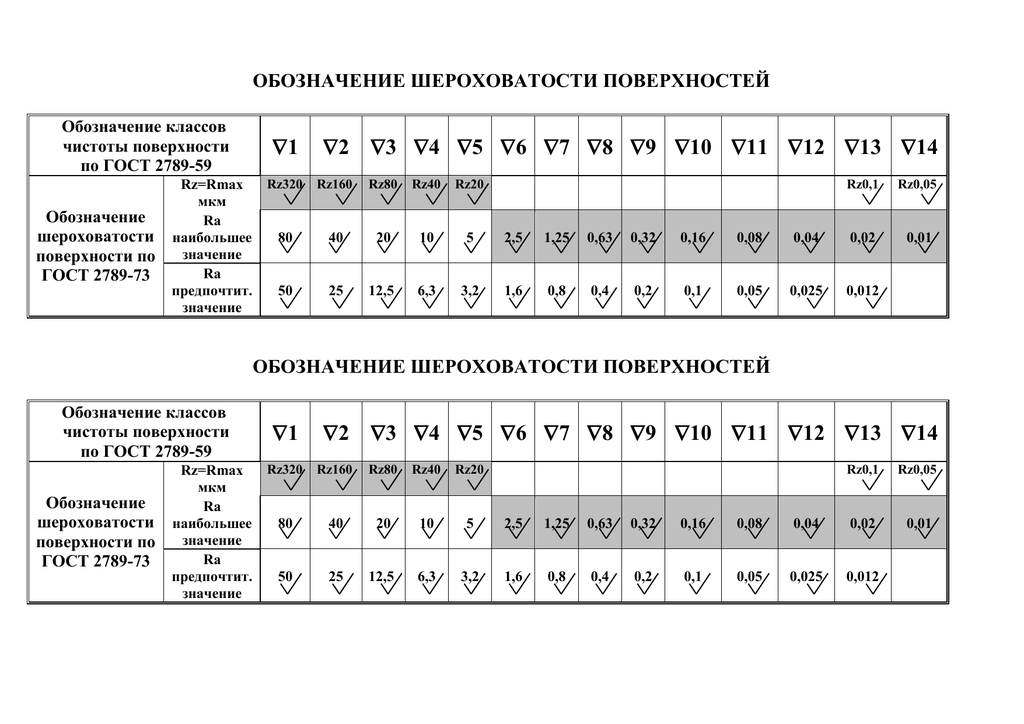
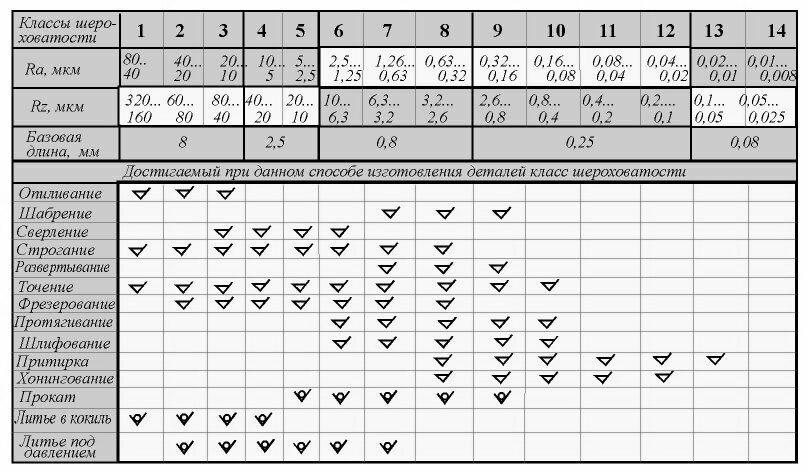
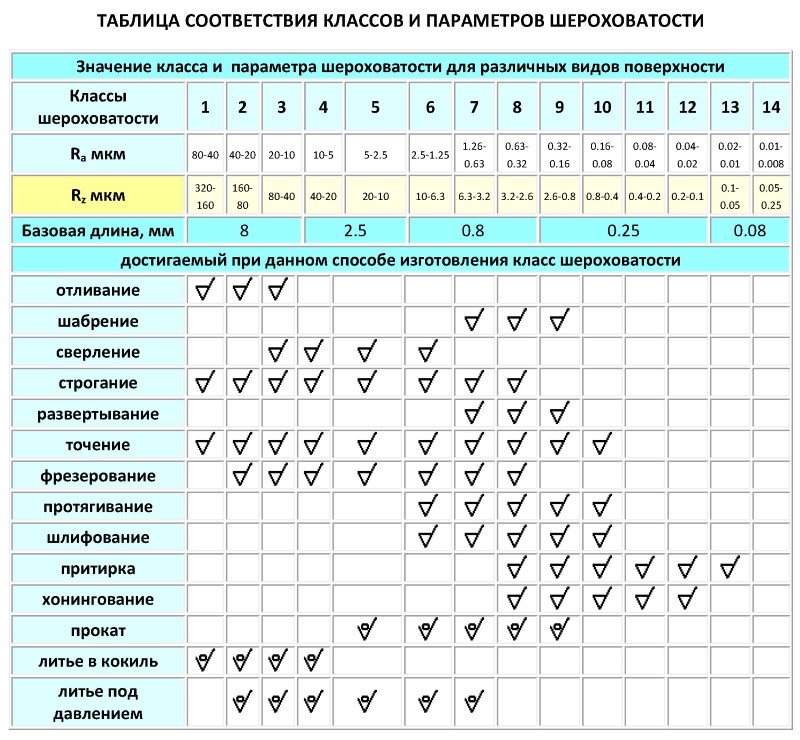
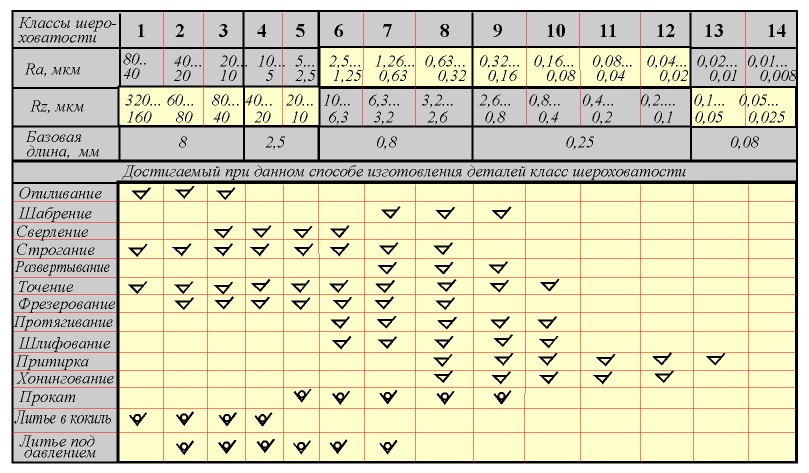
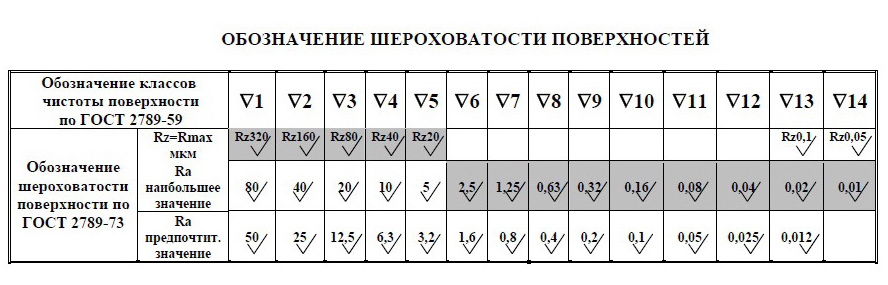
Если Вам встретился класс шероховатости, то используйте таблицу ниже:
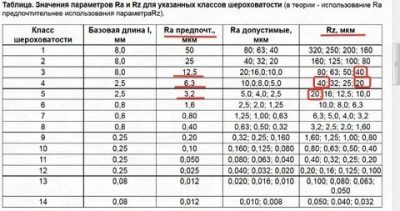
Таблица. Значения параметров Ra и Rz для указанных классов шероховатости (в теории – использование Ra предпочтительнее использования параметраRz).
| Класс шероховатости | Базовая длина l, мм | Ra предпочт., мкм | Ra допустимые, мкм | Rz, мкм |
| 1 | 8,0 | 50 | 80; 63; 40 | 320; 250; 200; 160 |
| 2 | 8,0 | 25 | 40; 32; 20 | 160; 125; 100; 80 |
| 3 | 8,0 | 12,5 | 20;16,0;10,0 | 80; 63; 50; 40 |
| 4 | 2,5 | 6,3 | 10,0;8,0;5,0 | 40; 32; 25; 20 |
| 5 | 2,5 | 3,2 | 5,0; 4,0; 2,5 | 20; 16; 12,5; 10,0 |
| 6 | 0,8 | 1,6 | 2,5; 2,0; 1,25 | 10,0; 8,0; 6,3 |
| 7 | 0,8 | 0,80 | 1,25; 1,00; 0,63 | 6,3; 5,0, 4,0; 3,2 |
| 8 | 0,8 | 0,40 | 0,63; 0,50; 0,32 | 3,2; 2,5; 2,0; 1,60 |
| 9 | 0,25 | 0,20 | 0,32; 0,25; 0,160 | 1,60; 1,25; 1,00; 0,80 |
| 10 | 0,25 | 0,10 | 0,160; 0,125; 0,080 | 0,80; 0,63; 0,50; 0,40 |
| 11 | 0,25 | 0,050 | 0,080; 0,063; 0,040 | 0,40; 0,32; 0,25; 0,20 |
| 12 | 0,25 | 0,025 | 0,040; 0,032; 0,020 | 0,20; 0,16; 0,125; 0,100 |
| 13 | 0,08 | 0,012 | 0,020; 0,016; 0,010 | 0,100; 0,080; 0,063; 0,050 |
| 14 | 0,08 | 0,012 | 0,010; 0,008 | 0,050; 0,040; 0,032 |
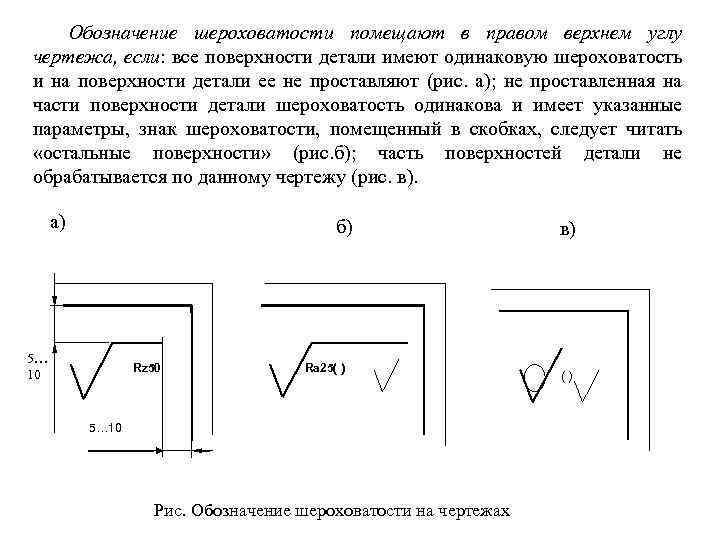
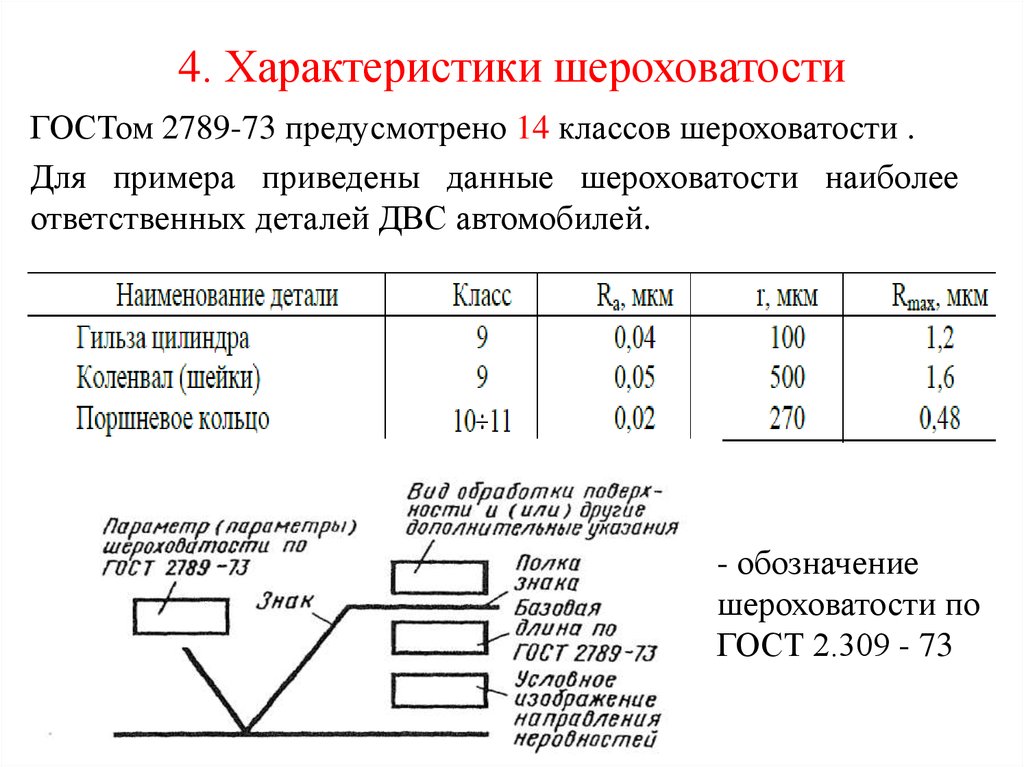
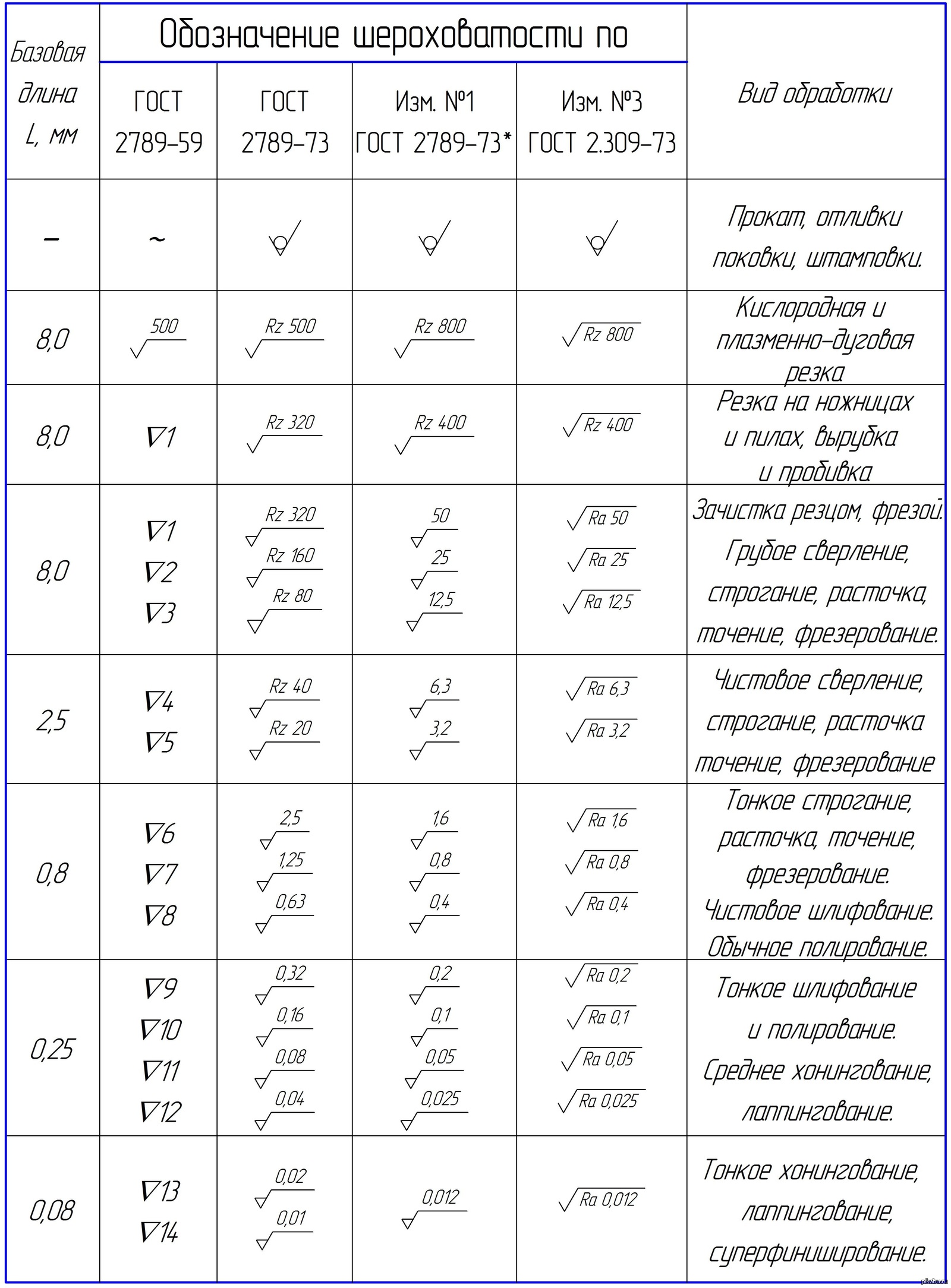
Обозначение шероховатости на чертежах. Структура обозначения
Значения параметров шероховатости указывают на чертежах нижеследующим образом:
- – Ra указывается без символа, а другие параметры с символом.
- – При указании диапазона параметров записывают пределы в 2 сроки:
| 1,25 1,00 | Rz 0,080 0,063 | t60 50 80 |
- – Номинальное значение параметра записывается с предельным отклонением
- – При указании нескольких параметров шероховатости их значения записывают в столбик, сверху вниз в следующием порядке: параметр высоты неровностей (Ra, Rz, Rmax), параметр шага неровностей (Sm,S), относительная опорная длина профиля (tp).
- – Если шероховатость нормируется параметром Ra или Rz из числа приведенных в таблице “Значения параметров Ra и Rz для указанных классов шероховатости” выше, то базовую длину в обозначении шероховатости не указывают.
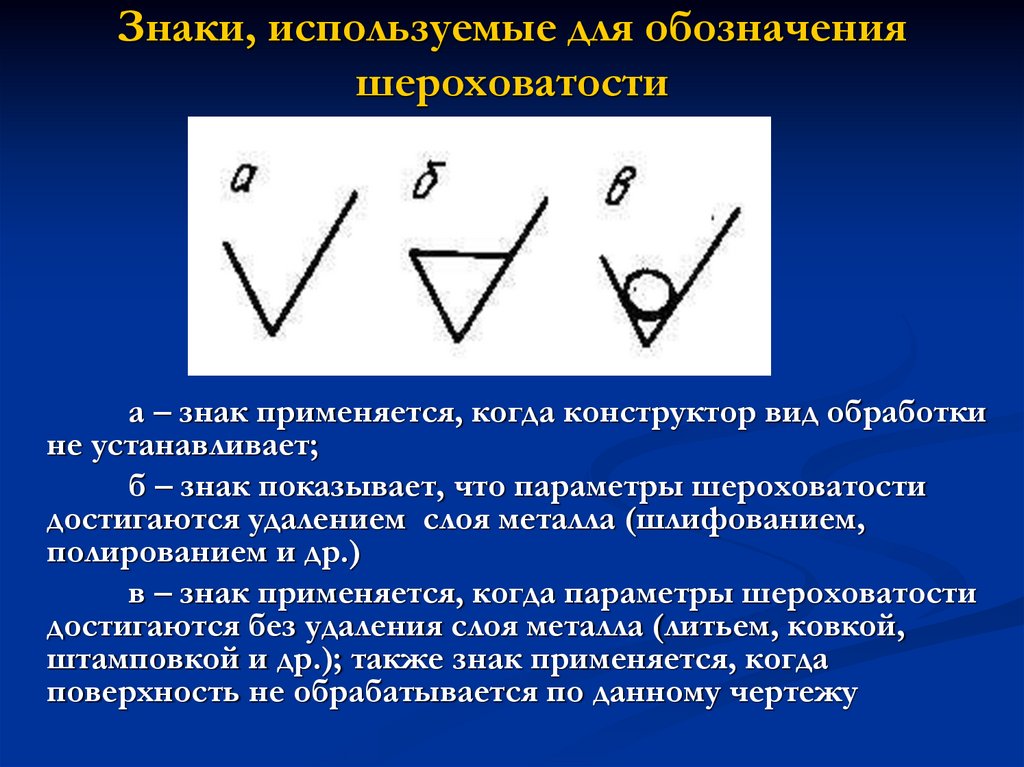
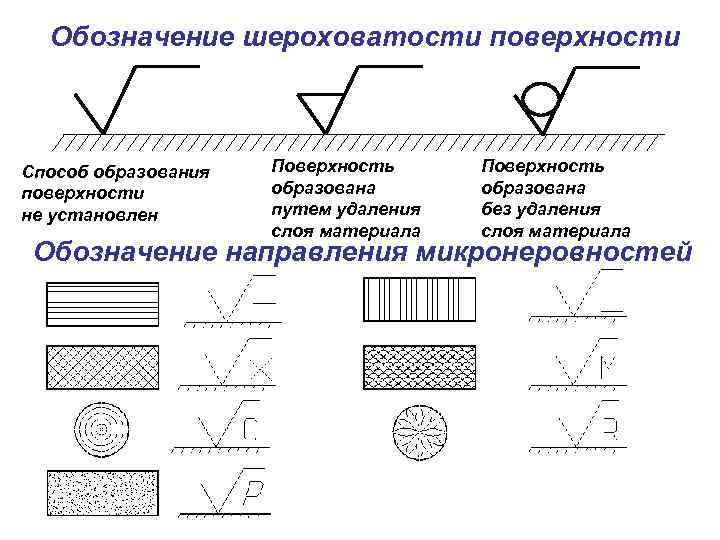
В зависимости от требуемого вида обработки материалов используют нижеследующие значки шероховатости:
| Рис.1 – вид обработки поверхности не устанавливается | Рис.2 – обработка поверхности со снятием слоя материала (токарная, фрезерование….) | Рис.3 – обработка поверхности без снятия слоя материала (ковка, литье….) |
| Вид обработки поверхности указывется только в том случае, если другим видом обработки указанное качество поверхности не получить. | ||
| H=(1,5-3)h, h – примерно равна высоте размерных цифр |
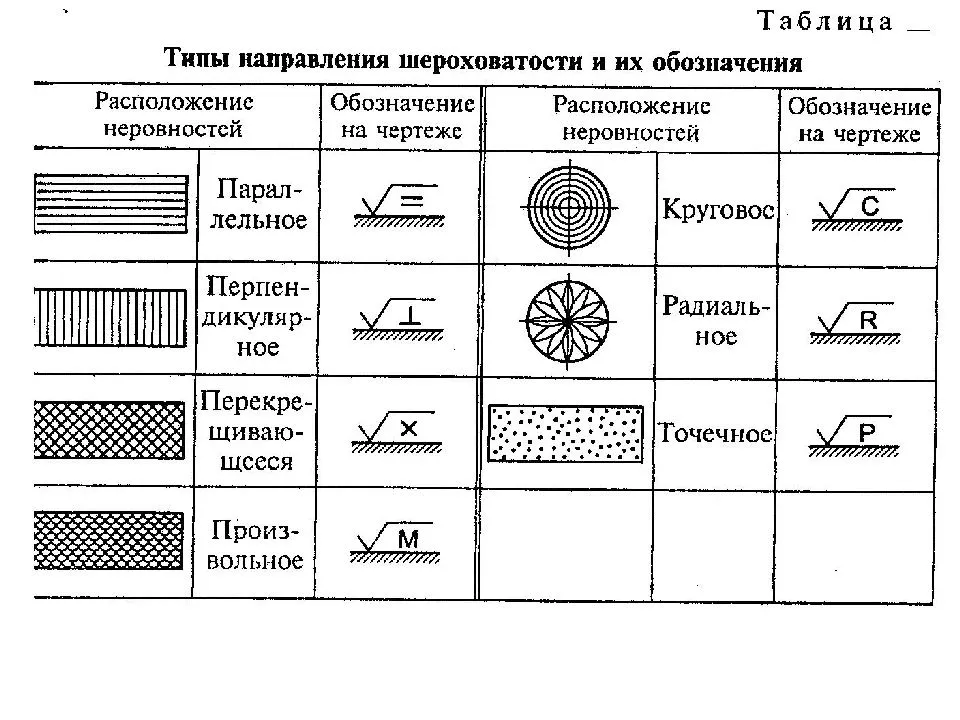
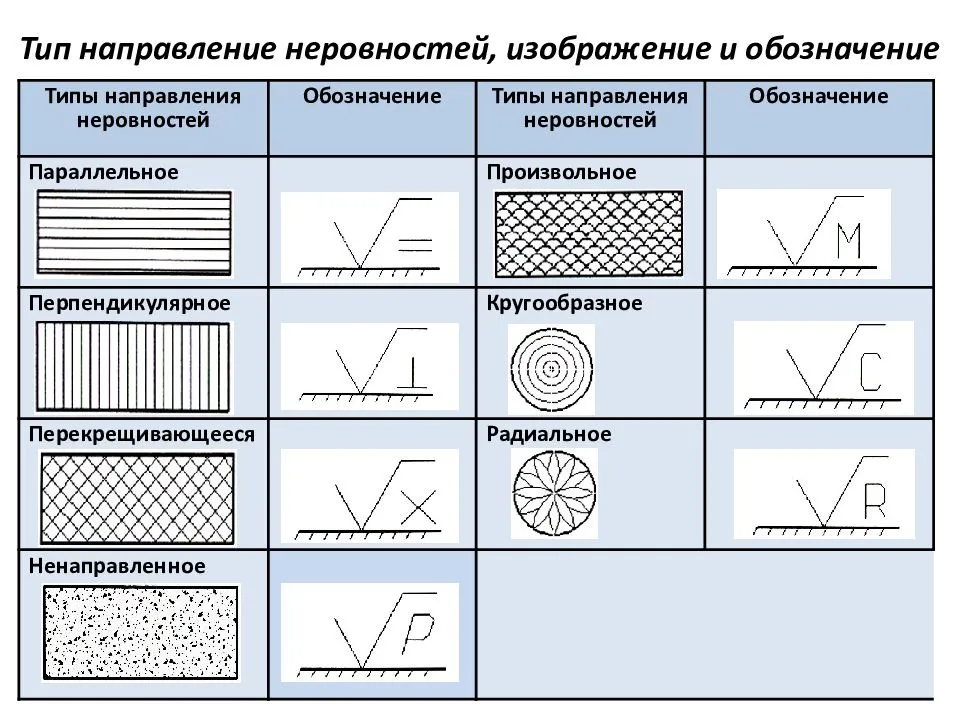
Ниже приведена картинка с указанием обозначений направлений неровностей на значке шероховатости. (Администрации проекта ДПВА такие значки не встречались никогда, но они существуют).

Рисунок. Условные обозначения направлений неровностей на значке шероховатости.
Классификация поверхностей
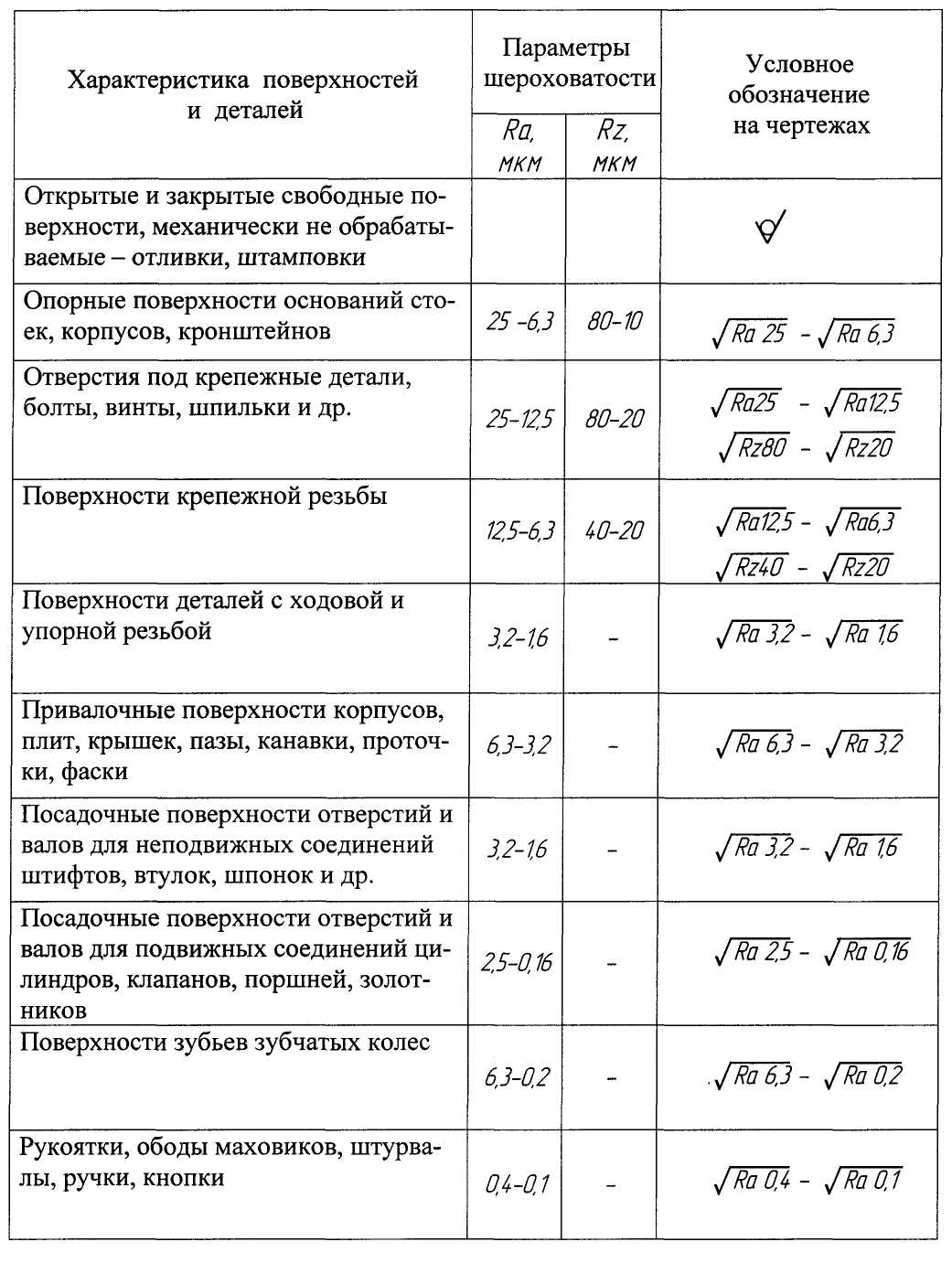
При определении характеристики поверхностного слоя материала необходимо провести классификацию:
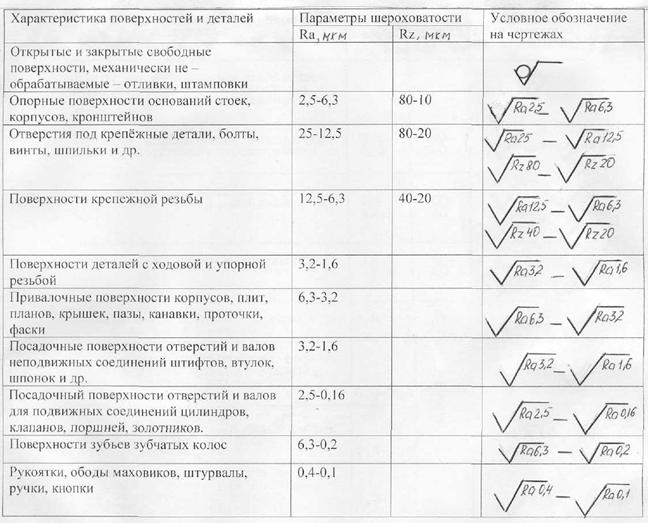
- Рабочие поверхности, имеющие сопряжение с изменением местоположения в ходе осуществляемого процесса, по отношению друг к другу (механизмы двигателей, насосов и т. д.). Детали, используемые в механизмах обязательно должны обрабатываться с высокой точностью, а показатели соответствовать величинам Ra=2,5-0,16 мкм, Rz=10-0,8 мкм.
- Установочные поверхности – детали находятся в соприкосновении, но по отношению друг к другу неподвижны. Подлежат обработке и должны соответствовать показателям Ra=20-2,5 мкм, Rz=80-10 мкм.
- Ограничительные и соединительные поверхности – элементы служащие ограничением для работающих механизмов (корпуса приборов, станков и т. д.). Данные поверхности в зависимости от требований могут подвергаться обработке, параметры соответствуют Ra=20-2,5 мкм, Rz=80-10 мкм.
- Поверхности, требующие специальной обработки (детали внешних корпусов механизмов, агрегатов). Параметры шероховатости должны соответствовать Ra=5,0-1,25 мкм, Rz=20-6,3 мкм. Особо стоит отметить требования, предъявляемые к органам управления механизмов, приборов у которых показатели должны, находится на уровне Ra=0,63-0,08 мкм, Rz=3,2-0,4 мкм.
- Используя данные качества поверхности, получаемые при различных методах обработки можно выстраивать технологическую цепочку, обеспечивающую наибольшую эффективность и сокращение времени обработки деталей.
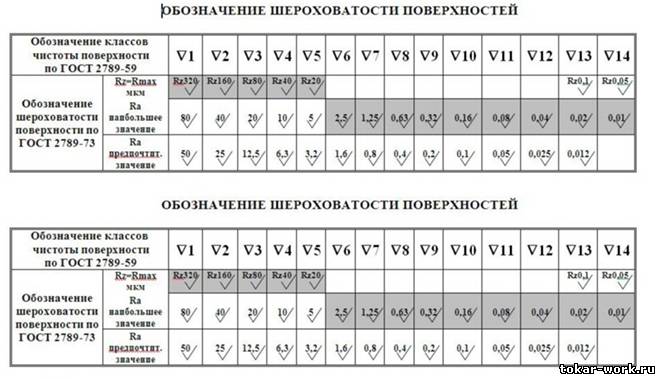
Классы шероховатости поверхности
Нормативные данные также содержатся в ГОСТ 2.309-73 согласно, которому наносятся обозначения на чертежи и содержат характеристики поверхностей по установленным правилам и обязательны для всех промышленных предприятий. Необходимо также учитывать, что знаки и их форма, наносимые на чертежи должны иметь установленный размер с указанием числового значения неровности поверхности. Регламентируется высота знаков, указывается вид обработки.
ГОСТ 2.309-73 Обозначение шероховатости поверхностей
1 файл 973.51 KB Знак имеет специальный код, который расшифровывается следующим образом:
- первый знак – характеризует тип обработки исследуемого материала (точение, сверление, фрезерование и т.д.);
- второй знак — обозначает, что поверхностный слой материала не подвергался обработке, а образован путем ковки, литья, прокатки;
- третий знак – показывает, что вид возможной обработки не регламентируется, но должен соответствовать Ra или Rz.
В случае отсутствия знака на чертеже, поверхностный слой не подвергается специальной обработке.
Методы осуществления контроля
Для осуществления контроля шероховатости поверхности используются два метода:
При проведении качественного контроля проводится сравнительный анализ поверхности рабочего исследуемого и стандартного образцов путем визуального осмотра и на ощупь. Для проведения исследования выпускаются специальные наборы образцов поверхностей имеющих регламентную обработку согласно ГОСТ 9378-75. Каждый образец имеет маркировку с указанием показателя Ra и метода воздействия на поверхностный слой материала (шлифовка, точение, фрезерование т.д.). Используя визуальный осмотр можно достаточно точно дать характеристику поверхностного слоя при характеристиках Ra=0.6-0.8 мкм и выше.

Образцы шероховатости поверхности
Количественный контроль поверхности проводится с использованием приборов работающих с применением разных технологий:
- профилометра;
- профилографа;
- двойного микроскопа.
Основные обозначения
Шероховатость исследуемой поверхности измеряются на допустимо небольших площадях, в связи с чем базовые линии выбирают, учитывая параметр снижения влияния волнообразного состояния поверхности на изменение высотных параметров.
Неровности на большинстве поверхностей возникают по причине образующихся деформаций верхнего слоя материала при осуществляемой обработке с использованием различных технологий. Очертания профиля получают при проведении обследования с помощью алмазной иглы, а отпечаток фиксируется на профилограмме. Основные параметры, характеризующие шероховатость поверхности имеют определенное буквенное обозначение, используемое в документации, чертежах и получаемые при проведении измерений деталей(Rz, Ra, Rmax, Sm, Si, Tp).
Для измерения неровности поверхности используют несколько определяющих параметров:
- Ra- обозначает значение исследуемого профиля с возможным отклонением (среднеарифметическим) и измеряется в мкм;
- Rz – обозначает высоту измеряемых неровностей определяемую по 10 основным точкам в мкм;
Rmax –максимальное допустимое значение параметра по высоте.
Также используются шаговые параметры Sm и Si и опорная длина исследуемого профиля tp. Данные параметры указываются при необходимости учитывать условия эксплуатации деталей. В большинстве случаев для измерений используется универсальный показатель Ra, который дает наиболее полную характеристику с учетом всех точек профиля. Значение средней высоты Rz применяется при возникновении затруднений связанных с определением Ra с использованием приборов. Подобные характеристики оказывают влияние на сопротивление и виброустойчивость, а также электропроводимость материалов.
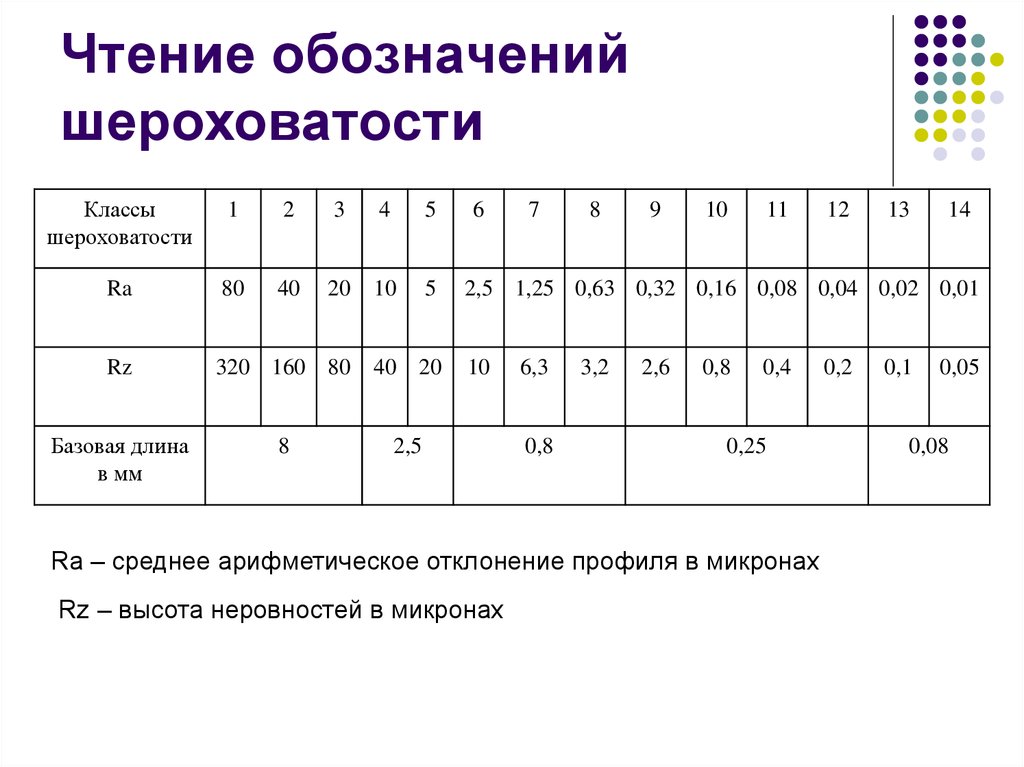
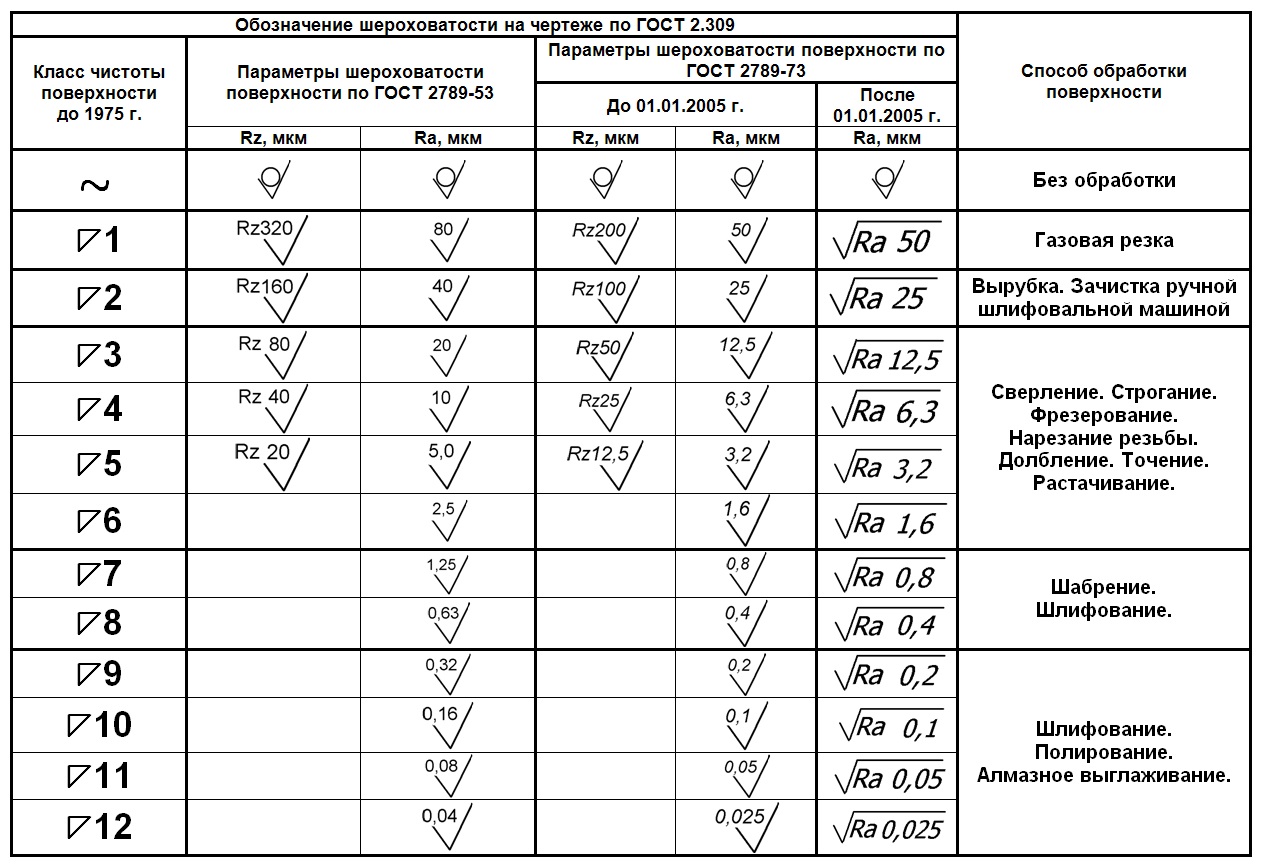
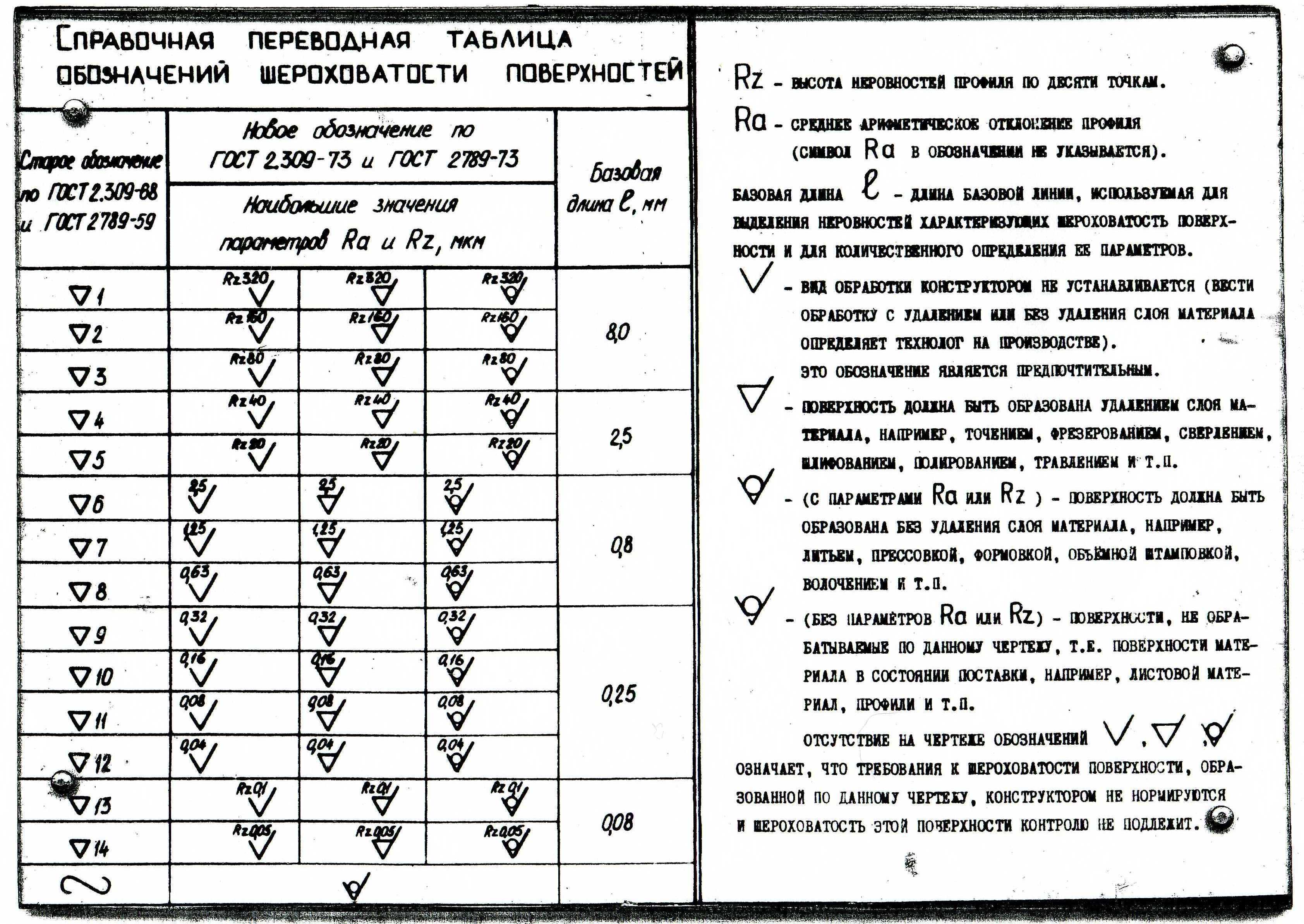
Значения определений Ra и Rz указаны в специальных таблицах и при необходимости могут использоваться при проведении необходимых расчетов. Обычно определитель Ra обозначается без числового символа, другие показатели имеют необходимый символ. Согласно действующим нормативным актам (ГОСТ) существует шкала, в которой даны значения шероховатостей поверхности различных деталей, имеющих подробную разбивку на 14 специальных классов.
Существует прямая зависимость, определяющая характеристики обрабатываемой поверхности, чем выше показатель класса, тем меньшее значение имеет высота измеряемой поверхности и лучше качество обработки.
Как определить и обозначить шероховатость поверхности
| 1 | 80 | 320 | Rz 320 | 50 |
| 2 | 40 | 160 | Rz 160 | 25 |
| 3 | 20 | 80 | Rz 80 | 12,5 |
| 4 | 10 | 40 | Rz 40 | 6,3 |
| 5 | 5 | 20 | 2,5 | 1,6 |
| 6 | 2,5 | 10 | 1,25 | 0,8 |
| 7 | 1,25 | 6,3 | 0,63 | 0,4 |
| 8 | 0,63 | 3,2 | 0,32 | 0,1 |
| 9 | 0,32 | 1,6 | 0,16 | 0,05 |
| 10 | 0,16 | 0,8 | 0,08 | 0,025 |
| 11 | 0,08 | 0,4 | 0,04 | 0,0125 |
| 12 | 0,04 | 0,2 | 0,02 | 0,006 |
| 13 | 0,02 | 0,1 | 0,01 | 0,0032 |
| 14 | 0,01 | 0,05 | 0,005 | 0,0016 |
Шероховатость на чертеже обозначается значком, ориентированным к обрабатываемой поверхности. Вид значка зависит от способа обработки заложенной конструкторомВысота h должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел. Высота Н равна (1,5…5) h. Толщина линий знаков должна быть приблизительно равна половине толщины сплошной линии, применяемой на чертеже
Обозначение шероховатости поверхности без указания способа обработки
При обработке происходит удаление слоя материала
Образование поверхности осуществляется без удаления слоя материала (прессование, дорнование и т.д.)
Знак обозначение шероховатости поверхности должен быть ориентирован к основной надписи чертежа следующим образом
Значения параметра шероховатости Ra в зависимости от способа обработки
| Способ обработки | Ra, мкм |
| Шлифование | 0,050; 0,100; 0,200; 0,400; 0,800; 1,600; 3,200 |
| Точение и расточка | 0,4; 0,8; 1,6; 3,2; 6,3; 12,5 |
| Фрезерование | 0,4; 0,8; 1,6; 3,2; 6,3; 12,5 |
| Строгание | 0,8; 1,6; 3,2; 6,3; 12,5; 25,0 |
| Электроэрозионная обработка | 0,4; 0,8; 1,6; 3,2; 6,3; 12,5 |
| Дробеструйная и пескоструйная обработка | 0,2; 0,4; 0,8; 1,6; 3,2; 6,3; 12,5; 25,0 |
| Полирование | 0,006; 0,0125; 0,025; 0,050; 0,100; 0,200 |
Примеры обозначения шероховатости
Обозначение шероховатости симметрично расположенных элементов симметричных изделий наносят один разЕсли шероховатость одной и той же поверхности различна на отдельных участках, то эти участки разграничивают сплошной тонкой линией с нанесением соответствующих размеров и обозначения шероховатости. Через заштрихованную зону линию границы между участками не проводят.
Обозначения шероховатости поверхности зубьев
Обозначение шероховатости поверхности профиля резьбы
Пример обозначения шероховатости наружной резьбы
Пример обозначения шероховатости внутренней резьбы
Пример обозначения шероховатости внутренней конической резьбы
Пример обозначения шероховатости внутренней резьбы
Методы осуществления контроля
Для осуществления контроля шероховатости поверхности используются два метода:
- качественный;
- количественный.
При проведении качественного контроля проводится сравнительный анализ поверхности рабочего исследуемого и стандартного образцов путем визуального осмотра и на ощупь. Для проведения исследования выпускаются специальные наборы образцов поверхностей имеющих регламентную обработку согласно ГОСТ 9378-75. Каждый образец имеет маркировку с указанием показателя Ra и метода воздействия на поверхностный слой материала (шлифовка, точение, фрезерование т. д.). Используя визуальный осмотр можно достаточно точно дать характеристику поверхностного слоя при характеристиках Ra=0,6-0,8 мкм и выше.

ГОСТ 9378-93 Образцы шероховатости поверхности (сравнения). Общие технические условия
1 файл 50.04 KB
Образцы шероховатости поверхности
Количественный контроль поверхности проводится с использованием приборов работающих с применением разных технологий:
- профилометра;
- профилографа;
- двойного микроскопа.
ПРАВИЛА НАНЕСЕНИЯ ОБОЗНАЧЕНИЙ ШЕРОХОВАТОСТИ ПОВЕРХНОСТЕЙ НА ЧЕРТЕЖАХ
2.1. Обозначения шероховатости
поверхностей на изображении изделия располагают на линиях контура, выносных
линиях (по возможности ближе к размерной линии) или на полках линий-выносок.
Допускается при недостатке места располагать
обозначения шероховатости на размерных линиях или на их продолжениях, на рамке
допуска формы, а также разрывать выносную линию (черт.
7).
Черт. 7
(Измененная редакция, Изм. № 3).
2.2. На линии невидимого контура допускается наносить
обозначение шероховатости только в случаях, когда от этой линии нанесен размер.
2.3. Обозначения шероховатости
поверхности, в которых знак имеет полку, располагают относительно основной
надписи чертежа так, как показано на черт. 8 и 9.
2.4. Обозначения шероховатости
поверхности, в которых знак не имеет полки, располагают относительно основной
надписи чертежа так, как показано на черт. 10.
2.5. При изображении изделия с
разрывом обозначение шероховатости наносят только на одной части изображения,
по возможности ближе к месту указания размеров (черт. 11).
2.6. При указании одинаковой шероховатости для всех
поверхностей изделия обозначение шероховатости помещают в правом верхнем углу
чертежа и на изображении не наносят (черт. 12).
Черт. 8
Черт. 9
Черт. 10
Черт. 11
Черт. 12
Размеры и толщина линий знака в обозначении
шероховатости, вынесенном в правый верхний угол чертежа, должны быть
приблизительно в 1,5 раза больше, чем в обозначениях, нанесенных на
изображении.
Примечание. При расположении поверхности в заштрихованной зоне
обозначение наносят только на полке линии-выноски.
2.7. Обозначение шероховатости.
одинаковой для части поверхностей изделия, может быть помещено в правом верхнем
углу чертежа (черт. 13, 14) вместе с условным обозначением . Это
означает, что все поверхности, на которых на изображении не нанесены
обозначения шероховатости или знак , должны иметь шероховатость, указанную перед условным
обозначением .
Размеры знака, взятого в скобки, должны быть
одинаковыми с размерами знаков, нанесенных на изображении.
Примечание. Не допускается обозначение шероховатости или знак выносить в
правый верхний угол чертежа при наличии в изделии поверхностей, шероховатость
которых не нормируется.
Черт. 13
Черт. 14
2.4 – 2.7. (Измененная
редакция. Изм. № 2, ).
2.8. Обозначение шероховатости поверхностей
повторяющихся элементов изделия (отверстий, пазов, зубьев и т. п.), количество
которых указано на чертеже, а также обозначение шероховатости одной и той же
поверхности наносят один раз, независимо от числа изображений.
Обозначения шероховатости симметрично расположенных
элементов симметричных изделий наносят один раз.
2.9. Если шероховатость одной и
той же поверхности различна на отдельных участках, то эти участки
разграничивают сплошной тонкой линией с нанесением соответствующих размеров и
обозначений шероховатости (черт. 15а). Через заштрихованную зону линию границы между
участками не проводят (черт. 15б).
Черт. 15
2.10. Обозначение шероховатости
рабочих поверхностей зубьев зубчатых колес, эвольвентных шлицев и т. п., если
на чертеже не приведен их профиль, условно наносят на линии делительной
поверхности (черт. 16а, б, в), а для глобоидных червяков и
сопряженных с ними колес – на линии расчетной окружности (черт. 16г).
Черт. 16
2.11. Обозначение шероховатости
поверхности профиля резьбы наносят по общим правилам при изображении профиля
(черт. 17а) или условно на выносной линии для указания размера
резьбы (черт. 17б, в,
г, д), на размерной линии или на ее продолжении (черт. 17е).
Черт. 17
2.9 – 2.11. (Измененная
редакция, Изм. № 2, ).
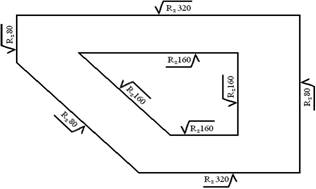
2.12. Если шероховатость
поверхностей, образующих контур, должна быть одинаковой, обозначение
шероховатости наносят один раз в соответствии с черт. 18. Диаметр
вспомогательного знака – 4 … 5 мм.
Черт. 18
В обозначении одинаковой шероховатости поверхностей,
плавно переходящих одна в другую, знак не приводят (черт. 19).
Черт. 19
(Измененная редакция, Изм. № 1, 2, ).
2.13. Обозначение одинаковой
шероховатости поверхности сложной конфигурации допускается приводить в
технических требованиях чертежа со ссылкой на буквенное обозначение
поверхности, например: «шероховатость поверхности А – ». При
этом буквенное обозначение поверхности наносят на полке линии-выноски,
проведенной от утолщенной штрихпунктирной линии, которой обводят поверхность на
расстоянии 0,8 … 1 мм от линии контура (черт. 20).
Черт. 20
(Измененная редакция, Изм. № 2, ).
1. 2. |


Шероховатость поверхности и ее влияние на работу деталей машин
В процессе формообразования деталей на их поверхности появляется шероховатость — ряд чередующихся выступов и впадин сравнительно малых размеров.
Шероховатость может быть следом от резца или другого режущего инструмента, копией неровностей форм или штампов, может появляться вследствие вибраций, возникающих при резании, а также в результате действия других факторов.
Влияние шероховатости на работу деталей машин многообразно:
- шероховатость поверхности может нарушать характер сопряжения деталей за счет смятия или интенсивного износа выступов профиля;
- в стыковых соединениях из-за значительной шероховатости снижается жесткость стыков;
- шероховатость поверхности валов разрушает контактирующие с ними различного рода уплотнения;
- неровности, являясь концентраторами напряжений, снижают усталостную прочность деталей;
- шероховатость влияет на герметичность соединений, на качество гальванических и лакокрасочных покрытий;
- шероховатость влияет на точность измерения деталей;
- коррозия металла возникает и распространяется быстрее на грубо обработанных поверхностях и т. п.
По этому признаку выделяют приборы:
– Профилометр с постоянной трассой интегрирования, трасса ощупывания в которых, равна, по длине, трассе интегрирования. Таким образом, результаты измерений можно увидеть только в конце, при завершении процедуры.
– Профилометр обладающий скользящей трассой интегрирования, в котором трасса ощупывания в несколько раз длиннее трассы интегрирования. Таким образом, отсчет показаний и результатов измерения производится одновременно с перемещением иглы по поверхности.
К тому же, существуют профилометры с механотронными преобразователями, которые измеряют параметры неровностей, указывая среднее арифметическое значение отклонения профиля – Ra.
Большинство приборов оснащены анализатором, который позволяет судить о неровностях поверхности по гармоническим колебаниям сигнала от иглы.
Погрешность профилометра обычно колеблется впределах от ±25%, до ±10%.
В качестве примера профилометра можно привести профилометр модели 130. Данный прибор внесен в Госреестр средств измерений. Работает путем подключения к компьютеру и настройкой специальной программой. Профилометр модели 130 является лабораторным стационарным прибором высокой точности.
Также стоит выделить профилометр «СЕЙТРОНИК-ПШ8-1» из линейки профилометров СЕЙТРОНИК. Эти приборы являются переносными, имеют подключение к компьютеру через порт RS232, и позволяют производить основные измерения параметров шероховатости с достаточной точностью.
2) Профилограф – это прибор, который, идентично профилометру, предназначается для контроля параметров шероховатости поверхности, однако, имеет от него отличия в плане вывода результатов измерений. В профилографе результаты измерений представляются в виде кривой – профилограммы, определяющей волнистость и шероховатость. Обработка результатов производится графоаналитическим методом.
Конструктивно, профилограф состоит из нескольких блоков, а именно: измерительного, преобразовательного и записывающего.
Первый блок – называется измерительным, поскольку именно в нем получается сигнал, который является основой всего измерения. На основании этого сигнала и строится, в последствии, кривая, характеризующая микронеровности. Данный блок состоит, как правило, из иглы, привода иглы и измерительного столика.
Второй блок – электронный преобразовательный, в котором сигнал из первого блока усиливается и преобразуется при помощи специальных электронных преобразователей.
Третий блок – записывающий, на который поступает обработанный сигнал со второго блока. Обработанный сигнал, при помощи записывающего устройства, аналогового или электронного, преобразуется в профилограмму в увеличенном масштабе. При этом, в качестве материала для вычерчивания профилограммы может выступать металлизированная бумага, светочувствительная бумага или специальная пленка.
Таким образом, принцип действия профилографа, мало чем отличается от принципа действия профилометра, единственным отличием, здесь, является отображение результатов не на экране в виде числовых значений, а графически.
Профилограмма записывается устройством в увеличенном масштабе, при этом, по горизонтали увеличение достигает 100 000 раз, а по вертикали от 400 до 200 000 раз. Благодаря увеличению, расшифровку делать становится гораздо удобнее.
Погрешность профилографа не выходит за рамки ±5-10 %.
Помимо перечисленных устройств: профилометров и профилографов, существуют комбинированные приборы, называемые профилографы-профилометры.
3) Профилограф-профилометр – приборы данного типа предназначаются для записи измеренных параметров микронеровностей поверхности на бумажный носитель (например, электротермическую бумагу), и одновременного наблюдения, в режиме реального времени, за результатами проводимых измерений при помощи показывающего устройства – цифрового или аналогового.
Самыми распространёнными профилографами-профилометрами являются приборы «Сейтроник-ПШ8» различных модификаций. Так, например, выпускаются модели СЕЙТРОНИК-ПШ8-4, СЕЙТРОНИК-ПШ8-3 и СЕЙТРОНИК-ПШ8-2 , которые отличаются шагом длины трассы ощупывания, наличием/отсутствием встроенного принтера, параметрами увеличения.
Принцип действия профилографа-профилометра идентичен принципам действия приборов, входящих в его название. Также, как и вышеописанные приборы, он работает путем ощупывания контролируемой поверхности заточенной иглой с малым радиусом закругления и преобразовании колебаний от иглы в электрический сигнал, а также последующего мониторинга и записи результатов.
Классы шероховатости.
ГОСТ 2789-73
Стандарт устанавливает специальные параметры и классы для оценки поверхности.
Параметры шероховатости поверхности.
- Rz,мКм – средняя высота микронеровностей по 10 точкам (1 мКм = 0,001 мм).
Проводим любую линию. По отношению к ней расстояния до 5 выступов и до 5 впадин – среднее расстояние между находящимися в пределах базовой длины l пятью высшими точками выступов и пятью низшими точками впадин, нумеруем от линии, параллельной средней линии.
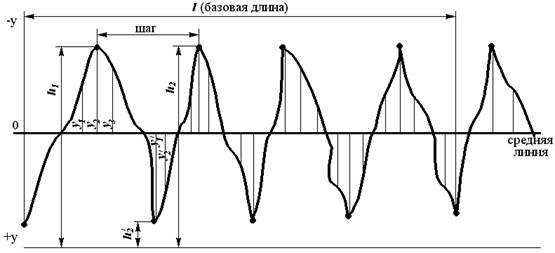
(h1+h2+h3+h4+h5)-(h1`+h2`+h3`+h4`+h5`) 5
- Ra, мКм – среднее арифметическое отклонение профиля – среднее заключение, в пределах базовой длиныl, расстояние точек выступов и точек впадин от средней линии:
| (y1+y2+… +yn)-(y1`+y2`+… +yn`) |
| l |
Базовая длина – длина участка поверхности, используемая для выделения поверхности, характерных шероховатости поверхности. Обычно значения базовой длины берутся в пределах 0,08…8 мм. Кроме высотных существуют шаговое параметры шероховатости
Sш – средний шаг неровностей профиля.
S – средний шаг неровностей профиля по вершинам.
ГОСТ 2789-73
Классы шероховатости.
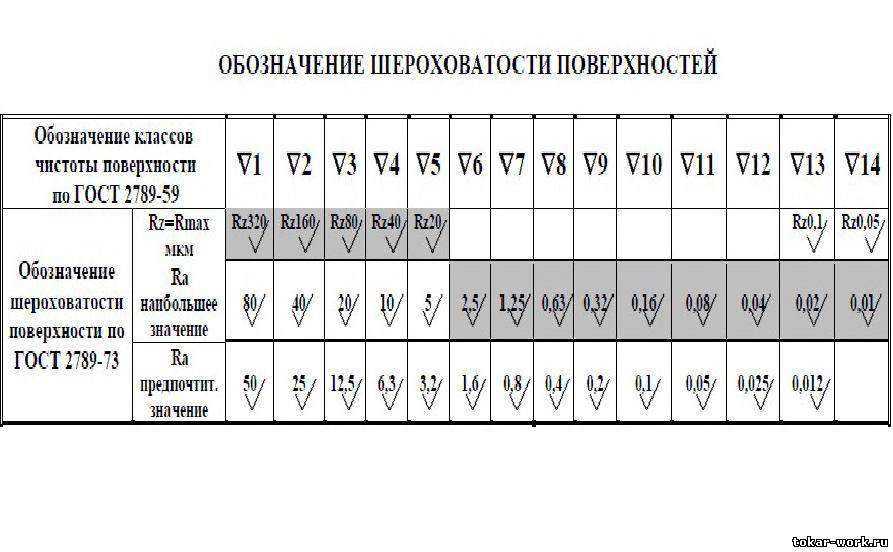
ГОСТом установлено 14 классов чистоты поверхности.
Классификацию шероховатости поверхности производят по числовым значениям параметров Raи Rzпри нормированных базовых данных в соответствии с таблицей.
Числовые значения величин шероховатости Raи Rzи базовые длины (l) (по ГОСТу 2789-59)
Класс чистоты поверхности
Наибольшая анафелия величин шероховатости в мкм
длина lвмм
а б в а б в 1 2 3 80 40 20 — — — — — — 320 160 80 — — — — — — 8 4 5 10 5 — — — — 40 20 — — — — 2,5 6 7 8 2,5 1,25 0,63 2 1 0,5 1,6 0,8 0,4 10 6,3 3,2 8 5 2,5 — 4 2 0,8 9 10 11 12 0,32 0,16 0,08 0,04 0,25 0,125 0,063 0,032 0,20 0,10 0,05 0,025 1,6 0,8 0,4 0,2 1,25 0,63 0,32 0,16 1 0,5 0,25 0,125 0,25 13 14 0,02 0,01 0,016 0,008 0,012 0,006 0,1 0,05 0,08 0,04 0,063 0,032 0,08
Чем выше класс (меньшее числовое значение параметра), тем поверхность более гладкая (чище). Классы шероховатости с 1 – 5, с 13 – 14 определяются параметром Rz, все остальные с 6 по 12 – параметром Ra.
Шероховатость поверхности детали задается при конструировании, исходя из функционального назначения детали, т.е. из условий её работы, либо из эстетических соображений.
Нужный класс чистоты обеспечивается технологией изготовления детали.
Шероховатость каждой поверхности детали должна соответствовать назначению этой поверхности. Степень неровности поверхности определяется высотой неровности на данном участке поверхности.
При составлении эскизов с натуры для определения шероховатости поверхностей детали должны быть измерены высоты неровностей поверхности определённой длины, установленной ГОСТом.
Измерение производится специальными приборами (микроскопами и профилографоми) или сравнением с образцами – эталонами.
При составлении эскизов с натуры при деталировании сборных чертежей для приближенного определения шероховатости поверхности детали, в том случае, когда не представляется возможным воспользоватся приборами точного измерения, надо установить назначение данной поверхности и в зависимости от этого определить класс чистоты поверхности.
Знаки обозначения шероховатости должны острием касаться обрабатываемой поверхности и быть направлены к ней со стороны обработки.
| Обозначение шероховатости при различном поверхностей. |
Обозначение шероховатости на изображении детали распологают на линиях контура, на высотных линиях (по возможности ближе к размерной линии) или на полках.
Шероховатость поверхностей, повторяющихся элементов деталей (отверстий, пазов и т.п.) наносим на чертеже один раз.
![§ 6. обозначение шероховатости поверхностей [1988 вышнепольский и.с. - техническое черчение с элементами программированного обучения (учебник для средних и проффессионально-технических училищ.)]](https://domdetaley.ru/wp-content/uploads/1/9/4/1947bf08e03512a05bb47fbccf83effc.png)

Если все поверхности детали имеют одинаковую шероховатость, то обозначение выносят в правый верхний угол чертежа, располагая его на расстоянии 5-10 мм от рамки.
Если одинаковый д.б. шероховатость части поверхности, то в правом верхнем углу чертежа помещают обозначение этой шероховатости и рядом знак, взятый в скобках. Это означает, что все поверхности, на которых на изображениях помещены обозначения шероховатости или знак, должна иметь шероховатость, указанная перед скобкой.
Примеры:
Шероховатость поверхностей деталей:
с зазором неподвижного соединения без зазора подвижного соединения деталей | 3 — 4 класс Rz 80, Rz 40 4 – 5 класс Rz 40, Rz 20 6 – 8 класс Ra 2,5; Ra 1,25; Ra 0,63 |
Для втулок:
граничащая с расточкой | 5 класс Rz 20 7 класс Ra 1,25 10 класс Ra 0,16 8 класс Ra 0,63 |
| 5-6 класс 4 класс 4-5 класс 3-4 класс |
Знак шероховатости
проставляется на том изображении, где указан размер, определяющий положение этой поверхности. Нельзя указывать шероховатость на виде, где нет указания размеров.
Какие виды поверхностей существуют
Для обеспечения взаимозаменяемости и унификации производства, параметры шероховатости объединяют в классы. Всего существует 14 их разновидностей. Каждому классу присвоено определенное значение Ra и Rz. Самый точный класс – четырнадцатый, самый грубый – первый. По этой причине поверхности также подверглись классификации. В производстве встречаются следующие их виды:
Установочные поверхности, неподвижные относительно друг друга, к которым не предъявляются требования по герметичности. Для них значение Ra составляет 2,5-20 мкм.
Рабочие поверхности, которые перемещаются друг относительно друга. Сюда входят соединения типа поршень-цилиндр, которые часто можно встретить в устройствах разнообразных двигателей и насосов. Ra для них равняется 0,16-2,5 мкм.
Ограничительные и соединительные поверхности. Под этим подразумеваются элементы, необходимые для крепления и сборки. Это всевозможные корпуса, фиксаторы и прочие механизмы. Ra для них колеблется в пределах 2,5-20 мкм.
Специальные поверхности. Здесь, главным образом, имеются ввиду органы управления. Обработка таких поверхностей крайне высока с их значением Ra 0,63-0,08 мкм.
Классификация поверхностей
При определении характеристики поверхностного слоя материала необходимо провести классификацию:
- Рабочие поверхности, имеющие сопряжение с изменением местоположения в ходе осуществляемого процесса, по отношению друг к другу (механизмы двигателей, насосов и т. д.). Детали, используемые в механизмах обязательно должны обрабатываться с высокой точностью, а показатели соответствовать величинам Ra=2,5-0,16 мкм, Rz=10-0,8 мкм.
- Установочные поверхности – детали находятся в соприкосновении, но по отношению друг к другу неподвижны. Подлежат обработке и должны соответствовать показателям Ra=20-2,5 мкм, Rz=80-10 мкм.
- Ограничительные и соединительные поверхности – элементы служащие ограничением для работающих механизмов (корпуса приборов, станков и т. д.). Данные поверхности в зависимости от требований могут подвергаться обработке, параметры соответствуют Ra=20-2,5 мкм, Rz=80-10 мкм.
- Поверхности, требующие специальной обработки (детали внешних корпусов механизмов, агрегатов). Параметры шероховатости должны соответствовать Ra=5,0-1,25 мкм, Rz=20-6,3 мкм. Особо стоит отметить требования, предъявляемые к органам управления механизмов, приборов у которых показатели должны, находится на уровне Ra=0,63-0,08 мкм, Rz=3,2-0,4 мкм.
- Используя данные качества поверхности, получаемые при различных методах обработки можно выстраивать технологическую цепочку, обеспечивающую наибольшую эффективность и сокращение времени обработки деталей.
Классы шероховатости поверхности
Нормативные данные также содержатся в ГОСТ 2.309-73 согласно, которому наносятся обозначения на чертежи и содержат характеристики поверхностей по установленным правилам и обязательны для всех промышленных предприятий. Необходимо также учитывать, что знаки и их форма, наносимые на чертежи должны иметь установленный размер с указанием числового значения неровности поверхности. Регламентируется высота знаков, указывается вид обработки.
ГОСТ 2.309-73 Обозначение шероховатости поверхностей
1 файл 973.51 KB Знак имеет специальный код, который расшифровывается следующим образом:
- первый знак – характеризует тип обработки исследуемого материала (точение, сверление, фрезерование и т.д.);
- второй знак — обозначает, что поверхностный слой материала не подвергался обработке, а образован путем ковки, литья, прокатки;
- третий знак – показывает, что вид возможной обработки не регламентируется, но должен соответствовать Ra или Rz.
В случае отсутствия знака на чертеже, поверхностный слой не подвергается специальной обработке.
На производстве используют два вида воздействия на верхний слой:
- с помощью частичного удаления верхнего слоя обрабатываемой детали;
- без удаления верхнего слоя детали.
При удалении верхнего слоя материала в основном используется специальный инструмент, предназначенный для выполнения определенных действий – сверления, фрезерования, шлифования, точения, и т. д. В ходе обработки происходит нарушение верхнего слоя материала с образованием остаточных следов от используемого инструмента.
Когда применяется обработка без удаления верхнего слоя материала – штамповка, прокат, литье, происходит смещение структурных слоев их деформация с принудительным созданием «гладко-волокнистой» структуры.
При конструировании и изготовлении деталей параметры неровностей задает конструктор, основываясь на техническом задании определяющим характеристики изделия в зависимости от требований, предъявляемых к изготовляемому механизму, технологии используемой при производстве и степени обработки.





