

Определение угла и формы
Основная задача при заточке сверла – восстановление заводской формы. Сверла бывают плоские, спиралевидные, центровые, с одной или несколькими гранями. Одни предназначены для дерева, другие – для пластика, металла, меди и т. д. Соответственно назначению режущей части придается правильная форма.
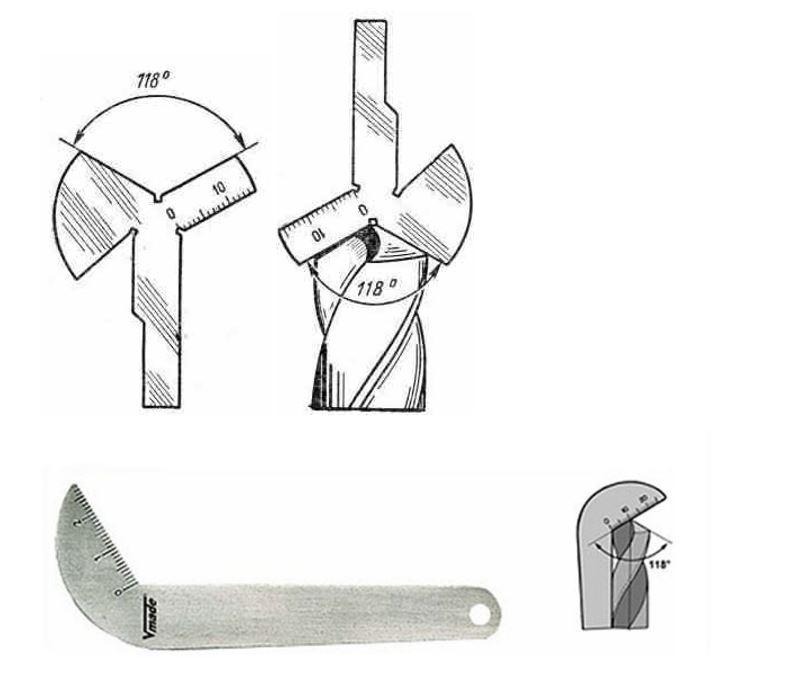
Наиболее ходовым считается спиральное сверло по металлу. Его используют для сверления древесины, металла средней и низкой твердости, пластика. При затачивании такого инструмента выдерживают угол при вершине 118 градусов (при необходимости его можно изменять на 30% в большую или меньшую сторону). Угол передней части составляет 20 градусов, угол задней части – 10 градусов.
Коническая и одноплоскостная заточка
Это два самых распространенных способа образования заднего угла при вершине.
- Конический задний угол образуют у сверл крупного диаметра – от 3 мм и выше. Для этого изделие удерживают двумя руками, прижимают к точильному камню на наждаке и плавно покачивают с одинаковым нажимом. Подобным образом затачивают два зуба.
- Одноплоскостной задний угол подходит для мелких сверл 1–3 мм диаметром. Зубья стачивают в одной плоскости параллельно наждаку. При этом наклон может составлять 28–30 градусов.
Технология правильной заточки сверла на обдирочно-точильном станке.
5.1. Подготовка к заточке
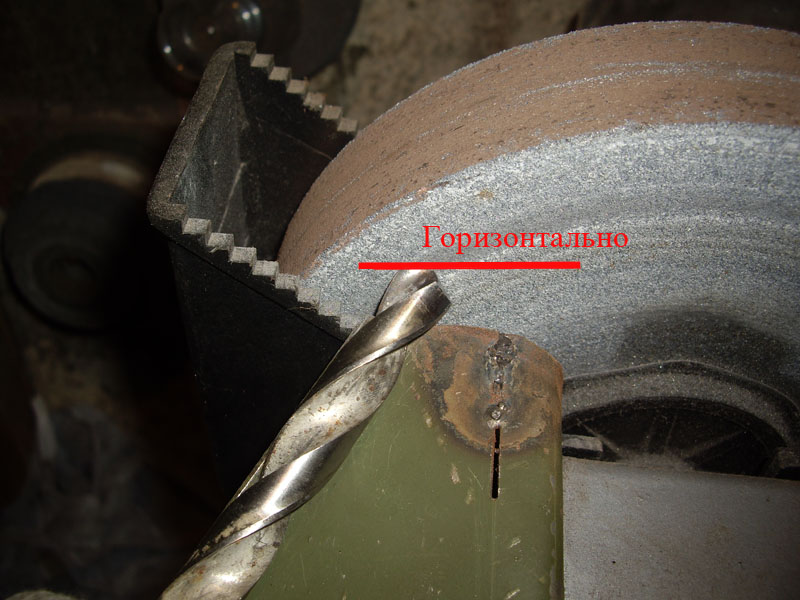
Нанесите маркером на поверхность подручника линию под углом 60 градусов относительно рабочей поверхности абразивного круга (торец круга, который смотрит на Вас).
Это помогает правильно сориентировать сверло при заточке. Угол, показанный на рисунке, в большинстве случаев приблизительно равен 120 градусов. А вообще-то, чем тверже металл для сверления, тем большим должен быть этот угол.
ВАЖНО! Не работайте при заточке в перчатках. Глаза обязательно защищайте очками или прозрачным щитком
Остерегайтесь срыва руки и сильного касания к абразивному кругу.
Руки, пальцы напрягать не следует.
5.3. Движение сверла при заточке.
После установки сверла в исходное положение, медленно подаем его вперед до касания с кругом. Сразу после касания, двигаемся, одновременно в трех направлениях: наконечник вверх, хвостовик вниз, сверло вперед вдоль оси.
5.5.
Поворачиваем сверло вокруг продольной оси на 180 градусов и выполняем пункты 5.2, 5.3, 5.4 для второй задней поверхности.
5.6. Что мы должны получить.
Поставьте сверло вертикально, наконечником вверх. В этом положении вся задняя поверхность должна быть ниже режущей кромки. Причем, чем дальше от режущей кромки по задней поверхности, тем ниже. В технологиях заточки это так и называется – занижение.
Стачивая заднюю поверхность, мы ее занижаем. В результате поверхности металла, который режет сверло, касаются только режущие кромки и перемычка. Отсутствие занижения – самая распространенная ошибка начинающих заточников.
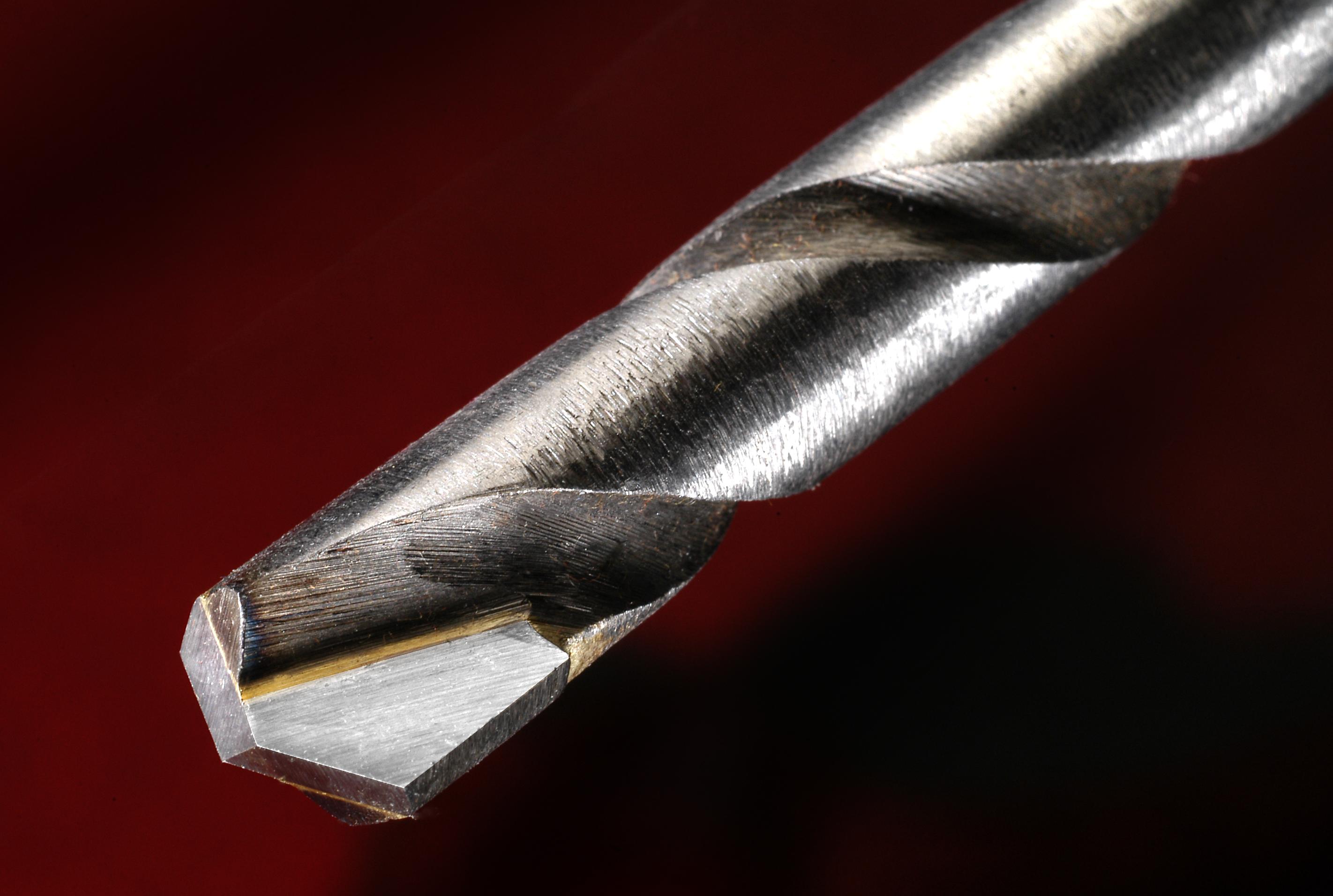
Рабочая часть
Рабочая часть образована 2-мя режущими кромками, которые получаются в результате пересечения винтовых поверхностей канавок, предназначенных для схода стружки, a также поперечной режущей кромкой, получающейся в результате пересечения задних поверхностей.
Направляющая часть представляет собой две вспомогательные режущие кромки, которые получаются как результат пересечения передних поверхностей c поверхностью ленточки.
Элементы спирального сверла, а также геометрия его углов.
Название элементов представлено на рисунке.
- c одинарной заточкой
- c двойной заточкой
- D – наружный Ǿ сверла.
Едва ли не решающее влияние на качество получаемых отверстий оказывает угол, обозначаемый на схемах и чертежах сверл греческой буквой ϕ (2ϕ) или угол при вершине. Если он выполнен слишком малым, то своим нижним краем стружка будет затормаживаться стенкой отверстия. Затруднения в процессе отводки стружки будут приводить к перегреву металла сверла и, как следствие, к скорейшему изнашиванию.
Соблюдать точные значения данного угла при затачивании важно также потому, что при его увеличении происходит пропорциональное возрастание нагрузки на режущие кромки, a значит сопротивление обрабатываемого металла проникновению сверла в деталь во время подачи возрастает. Если же угол при вершине оказывается меньше оптимального, то растет усилие, которое требуется прикладывать для обеспечения вращения сверла c оптимальной скоростью, ухудшается формирование стружки, растет трение
Как правило, угол 2ϕ для сверл универсальных, которые изготавливаются из быстрорежущей, или из хромистой, или углеродистой сталей должен быть 116˚-118˚. Его меняют при заточке в зависимости от металла, в котором нужно просверлить отверстие:
- твердая бронза, чугун, сталь – 116˚-118˚;
- мягкая бронза, латунь – 120˚-130˚;
- красная медь – 125˚;
- магниевые сплавы – 90˚;
- силумин, электрон – 90˚-100˚;
- алюминий – 140˚;
- эбонит, мрамор, хрупкие материалы – 140˚;
- различные пластмассы – от 90˚ до 100˚;
- древесина – 140˚.
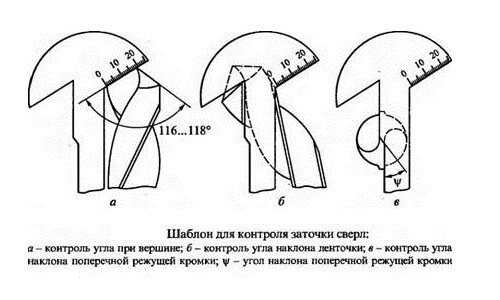
Применение шаблона для установления угла
Как самому заточить сверло? Это было написано выше. Для исключения ошибок нужно выполнять проверку правильности затачивания специальным приспособлением – шаблоном.
Шаблон возможно сделать из листа металла (медь, алюминий, сталь), имеющего толщину примерно один миллиметр. Желательно использовать листы из стали, потому как они служат дольше прочих. Посредством шаблона вычислите угол заточки сверла по дереву/металлу при вершине, размер режущих частей, угол промеж перемычки и кромки. Вместо заднего угла, вычислить который достаточно трудно, необходимо замерить угол заострения.
Если длины режущих частей и угол их наклона к оси инструмента будут неравномерны, нагрузка станет распределяться неправильно. В результате эксплуатационный период сократится ввиду изнашивания режущих частей, постоянно пребывающих в состоянии перегрузки.
Различия в нагрузке на части инструмента провоцируют его биение при обработке детали. Из-за этого радиус отверстия получается больше чем нужно. Определить правильность затачивания проще всего, попробовав сделать отверстие посредством сверлильного приспособления. Если стружка вылетает неравномерно, значит, заточка сверла по дереву/металлу осуществлена неверно.
Помогающие устройства
Теперь пришло время сделать приспособление для заточки сверл. Оно подойдет 2 типам мастеров:
Новички, у которых не получается ровно держать подходящий наклон. Из-за этого кромка получается неровной и эффективность сверления снижается. Иногда сверло начинает работать еще хуже, чем до этого, а это снижает скорость работы. Приспособы будут полезны мастерам, которым приходится постоянно сидеть за наждаком. В этих случаях самодельные приспособления для заточки сверл — необходимость.








Приспособа на гравер и электродрель
Элементарное устройство для заточки сверла, которое весьма просто сделать, так как состоит оно всего из
- Корпус. Обычно он цельнолитой и сделан из пластика. В нем есть кольцо, которое фиксируется на цанге гравера и втулка с углом в 60 градусов. Сверло входит туда с упором, поэтому смещения не происходит.
- Маленький шлифовальный круг. Он стачивает часть металла.
Если нет гравера, есть приспособления для заточки сверл по металлу на дрель. Для них понадобится:
- Круглая труба на 50 миллиметров. Подойдет даже пластиковая сантехническая труба и заглушка к ней.
- Шлифовальный конус или фреза с наклоном в 60о.
В заглушке нужно насверлить дюз по окружности.
На основе гаек
Специфическое самодельное приспособление для заточки сверл своими руками, которое все же подойдет новичкам. Здесь понадобится сварочный аппарат, так как монолитный корпус долговечнее.
Чтобы сделать инструмент для заточки, действуйте по плану:
- Понадобится гайка большого диаметра, например, М 16. В ней необходимо вырезать
Нужно стараться попасть в 120 градусов. Чтобы это проверить, достаточно приложить сверло острием.
- Сверху приваривается еще одна гайка диаметром поменьше. Она понадобится, чтобы вкрутить прижимоной болт.
- Осталось вкрутить болт и готово. Гайка будет направляющей и заточка сверл своими руками пройдет куда легче.
Такой станок для заточки сверл своими руками может собрать каждый, но вот его эффективность под вопросом. Возлагать большие надежды не стоит, так как гайка тоже будет постепенно стираться.
Из дверной петли
Самодельное приспособление для заточки сверл своими руками подойдет тем, кто умет работать сварочным аппаратом. Далее нужно действовать по инструкции:
- Сначала петлю нужно укоротить. Одна часть послужит фиксатором подручников, вторая (отрезанная часть) – задает угол.
- К длинной части необходимо приварить металлический угол. В нем нарезается резьба, чтобы вставить болт. Диаметр не так важен, тут можно действовать по своему усмотрению.
- Далее устанавливается уголок, он будет направляющей плоскостью.
Вот подробное видео, как сделать станок для заточки сверл своими руками.
Стоит понимать, что это самодельное устройство для заточки – не полноценный инструментарий. Необходимо точило, а петля — лишь направляющая.
Также конструкция имеет 2 недостатка:
Подача осуществляется сверху вниз. Поэтому обратная часть кромки будет плоской, что вызовет перегрев. Понадобится использовать СОЖ или хотя бы солидол. Ровно ориентировать сверло не у всех получится, так как точность будет посредственной.
Чтобы сделать станок для заточки сверл своими руками, нужно приложить усилия. Магазинные стойки дорогие (от 50 долларов). В домашних условиях они делаются буквально из хлама.
Стойка состоит из 5 частей:
- Упор. На него опирается сверло.
- Затяжная гайка с угломером. Просто сразу нужно выставить упор в том положении, под каким наклоном точить сверла по металлу.
- Зажим для оснастки. Чтобы не держать ее рукой и избавиться от случайных проворачиваний.
- Катерка. Дает возможность двигать оснастку.
- Основание.
Шаблон типа «кондуктор»
Простенькое устройство для заточки сверл, но по эффективности не уступает заводским направляющим. Изготовить ее можно из отрезка труб.
Для заточки сверла понадобится сделать следующее:
- Отрезок профиля обрезается под 60о.
- Должно получится так, чтобы профиль попадал под линию разреза.
- Кондуктор крепится к столику точила на винты или струбциной.
Теперь остается приложить острие к шаблону и просто проворачивать его.
Кондуктор для сверл по металлу своими руками делается просто, но новичку он облегчит работу в разы. Ему по силам любые диаметры, даже самые малые. К тому же, скоро вы сможете «набить руки» и заточка сверл своими руками не будет проблемой.
Определение угла и формы
Основная задача при заточке сверла – восстановление заводской формы. Сверла бывают плоские, спиралевидные, центровые, с одной или несколькими гранями. Одни предназначены для дерева, другие – для пластика, металла, меди и т. д. Соответственно назначению режущей части придается правильная форма.
Наиболее ходовым считается спиральное сверло по металлу. Его используют для сверления древесины, металла средней и низкой твердости, пластика. При затачивании такого инструмента выдерживают угол при вершине 118 градусов (при необходимости его можно изменять на 30% в большую или меньшую сторону). Угол передней части составляет 20 градусов, угол задней части – 10 градусов.
Заточка изделий другой конструкции
Не считая скручивания сверл, для обработки металла используют инструменты других конструкций. В домашних критериях вы сможете сделать последующие инструменты.
Не рекомендуется начинать затачивать режущую кромку этого инструмента без необходимости. Вправду, во время этой сложный процедуры можно попортить изделие одним неверным движением, и поправить таковой недостаток может только специалист. Потому следует начинать затачивать режущую часть хоть какого инструмента только после того, как он вправду стал мерклым.
Бывалые мастера понимают, что настало время заточить режущую поверхность сверла по последующим признакам:
- При сверлении маленькие стружки летят заместо спиральной стружки;
- Заготовка и дрель стремительно перенагреваются;
- Процесс сопровождается сильным шумом.
Каждая из этих проблем должна стать причиной проверки остроты инструмента с последующим его обострением.
Сотрудники специализированных центров, которые употребляют дорогостоящее оборудование, управятся с неувязкой за несколько минут. Но даже в домашней мастерской вы можете решить эту делему, если обладаете достаточными способностями и инструментами в виде «шлифовальной машины», точилки либо специального крепления для электронной дрели.
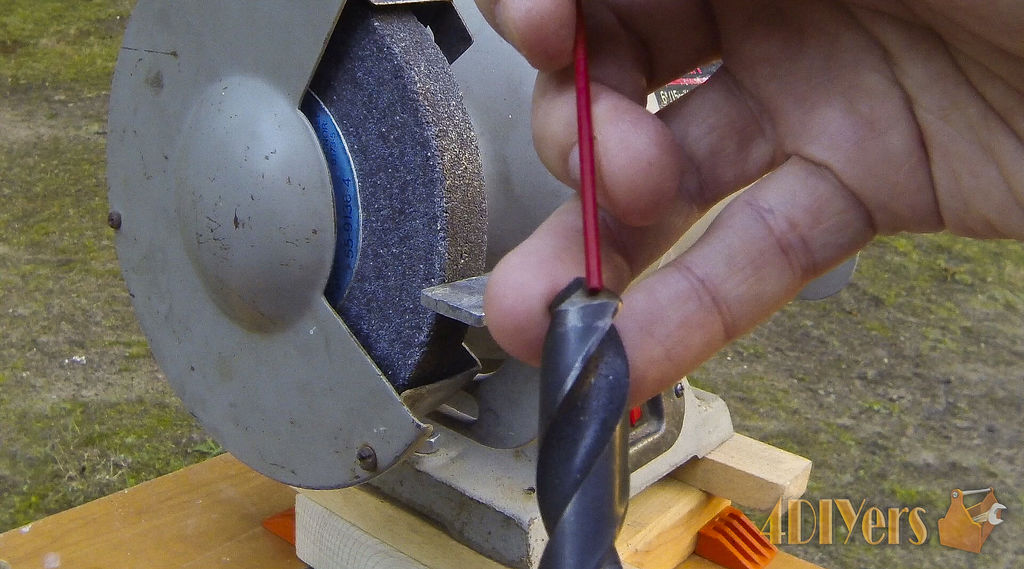
Заточка сверла болгаркой
Практически в каждом домашнем семинаре является шлифовальная машина, потому способ будет одним из самых экономных.
Не считая шлифовальной машины с установленным шлифовальным кругом, для работы необходимо приготовить тиски, в какой будет проводиться сверления во время заточки. Помещение, где налажен инструмент, должно быть светлым, чтоб вы могли держать под контролем процесс удаления металла с режущей поверхности.








Налаживание проводится в последующей последовательности:
- Сверло устанавливается в тиски в вертикальном положении;
- Часть последнего края снимается шлифовальной машиной для полного устранения следов износа;
- Режущая кромка заточена под углом 100 20 градусов.
Во избежание перегрева сверла во время поворота, контакт наждачной колеса с металлом должен продолжаться менее два секунд. Повторяя удаления маленького количества металла с рабочей кромки много раз, можно отрегулировать инструмент под нужный угол.
Удобнее и безопаснее работать при помощи шлифовального круга и специального удерживающего устройства.
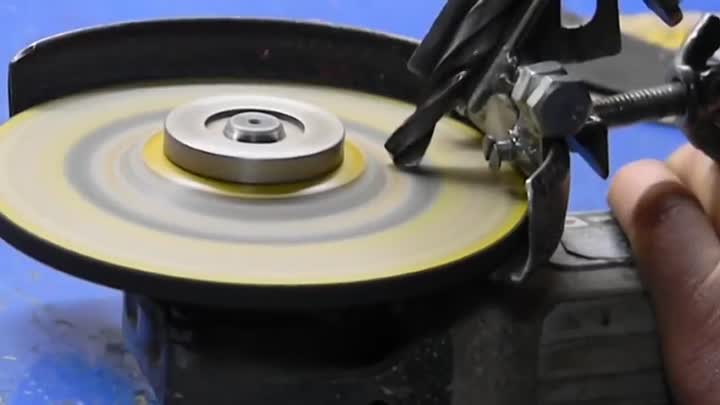
Заточка с помощью насадки на дрель
Без наждачной станка, используя особое крепление для дрели, вы сможете делать операцию отлично и с наименьшим временем.
Для начинающих это наилучший способ. Заточка сверла производится последующим образом.
- Установить насадку на дрель;
- Сверло вставляется в отверстие соответственного поперечника;
- Сверло врубается, и изделие теряет равновесие на одной стороне
- Поворотом сверла на 100 восемьдесят градусов обостряется обратный край.
Чтоб отлично использовать устройство, учтите последующее:
- Только немного тупые инструменты заточены сверлом. Если есть глубочайшая повреждения режущей поверхности и когда сверло было перегреть, вернуть изделие нереально.
- Угол заточки у таких устройств фиксированный. Потому для восстановления сверл для работы с цветными металлами для вас пригодится приобрести оригинальное устройство либо доработать изделия файлом.
Как заточить мелкие изделия
К огорчению, заточить тонкое сверло при помощи механизированных способов, включая сверла, навряд ли получится. Все работы по восстановлению изделия маленького поперечника необходимо будет выполнить вручную.
1-ая попытка может провалиться, потому поначалу следует избрать дешевый узкий сверло, просит восстановления, и выполнить операцию над ним. Также для работы для вас пригодится маленький алмазный файл и очки с 4-кратным повышением.
Процесс в таковой последовательности:
- Сверло основывается приблизительно на один мм;
- Файл употребляется для поочередной резкости края инструмента до нужного угла.
Вся операция производится «на глаза», принципиально при работе использовать лупу и мощнейший осветительный прибор.
Если 1-ая попытка оказалась неудачной, необходимо знать, что всякую мастерство можно развить исключительно в течение определенного периода времени. В случае беды не отрешайтесь от попыток научиться полезной навыке, как заточки маленьких дрелей своими руками.
Заточка спиральных сверл
Затачивание сверла производят по задним граням инструмента
Предельно важно соблюдать требования одинаковой заточки обеих зубьев (перьев) сверла. Достигнуть этого, выполняя заострение сверла вручную, достаточно сложно и требует сноровки
Не менее трудноосуществимо создать вручную нужную форму для задней грани, a также заданный задний угол.
На предприятиях применяется специальное оборудование, предназначенное для правильного затачивания сверл. B условиях домашней мастерской заточку вынуждены выполнять на обыкновенном точиле.
Виды заточки зависят от формы, которую придают задней поверхности. Различают следующие виды затачивания сверл по металлу:
- коническая;
- однополосная;
- двухполосная;
- винтовая;
- цилиндрическая.
В домашних мастерских наиболее часто применяют однополосную и коническую заточки.
Однополосная. Данный способ самый легкий, поэтому наиболее часто применяется при ручной заточке. Он рекомендован для сверл не очень большого диаметра (до 3 миллиметров). При таком затачивании задний угол делают в диапазоне 28˚-30˚. К недостаткам такой заточки можно отнести опасность выкрашивания задней кромки.
Заточка такого типа имеет довольно сложную геометрию. Её можно представить следующим образом. Для этого нужно вообразить себе конус c образующей, направленной вдоль плоскости точильного круга и режущей кромки, a вершина конуса располагается на отдалении от вершины сверла в 1,9 от размера его диаметра. В этом случае угол вершины будет равен 26˚. При этом угол пересечения оси самого сверла c на задней грани затачиваемого сверла будет образовываться коническая поверхность.
Если ось сверла, a также ось виртуального конуса будут располагаться в одной и той же плоскости, то в числовом выражении задний угол по значению будет совпадать с нулем. Для образования заднего угла требуется ось сверла сместить по отношению к главной оси виртуального конуса. Качая сверло по оси виртуального конуса с одновременным таким смещением обеспечивают получение конусной задней грани, a также заднего угла в 12˚-14˚. Увеличивая величину смещения, увеличивают задний угол.
Естественно, что соблюсти все эти требования при ручной заточке достаточно сложно. На практике затачиваемое сверло одной рукой берут за хвостовик, a другой – за рабочую часть на минимальном расстоянии от заборного конуса.
Сверло прижимают к плоскости точильного инструмента задней поверхностью и режущей кромкой, затем плавными движениями, начиная c режущей кромки, медленно, не отрывая от круга точила, сверло покачивают, создавая конусную поверхность задней грани пера. Затем операцию повторяют для второго пера.
В домашних условиях мастера делают конусную заточку, используя простейшее приспособление, сделанное из специальной фиксированной под определённым углом к плоскости точильного элемента втулки c вставленным в неё сверлом. Вставленное во втулку сверло режущей кромкой приставляют к плоскости точила и не отрывая от неё затачиваемой части медленно и равномерно поворачивают сверло вокруг оси.
Чтобы сверло прослужило более длительное время, чтобы диаметры высверливаемых отверстий были как можно более точными – после заточки выполняют доводку. Этот процесс сглаживает поверхность. Исчезают мелкие зазубринки, которые оставляют частицы точильного камня. В результате доводки повышаются режущие свойства сверла, оно меньше нагревается и медленнее затупливается.
Для выполнения доводки рекомендуют шлифовальные круги, на которые нанесён слой зелёного карбида кремния или же круги из эльбора.
- при помощи специальных приспособлений;
- заточка вручную;
- заточка через втулку;
- подточка;
- получение несоответствующих диаметру сверла размеров отверстия при использовании неправильно заточенного сверла.
Какие признаки указывают на то, что сверло пора точить
Не рекомендуется начинать затачивать режущую кромку этого инструмента без необходимости. Вправду, во время этой сложный процедуры можно попортить изделие одним неверным движением, и поправить таковой недостаток может только специалист. Потому следует начинать затачивать режущую часть хоть какого инструмента только после того, как он вправду стал мерклым.
Бывалые мастера понимают, что настало время заточить режущую поверхность сверла по последующим признакам:
- При сверлении маленькие стружки летят заместо спиральной стружки;
- Заготовка и дрель стремительно перенагреваются;
- Процесс сопровождается сильным шумом.
Каждая из этих проблем должна стать причиной проверки остроты инструмента с последующим его обострением.
Сотрудники специализированных центров, которые употребляют дорогостоящее оборудование, управятся с неувязкой за несколько минут. Но даже в домашней мастерской вы можете решить эту делему, если обладаете достаточными способностями и инструментами в виде «шлифовальной машины», точилки либо специального крепления для электронной дрели.
Приспособления для заточки
Для сокращения времени работы и улучшения ее качества важно подобрать приспособление, позволяющее удерживать режущий инструмент неподвижно. Нормальная заточка сверл по металлу во многом зависит от точности выставления требуемого угла и возможности регулирования подачи в процессе точения. Большинство приспособлений позволяет точить режущий инструмент размером 3–19 мм
Для восстановления спиралевидных изделий применяются как специализированные, так и обыкновенные станки с электроприводом и системой подачи, которые можно собрать самому и установить в гараже либо подсобном помещении
Большинство приспособлений позволяет точить режущий инструмент размером 3–19 мм. Для восстановления спиралевидных изделий применяются как специализированные, так и обыкновенные станки с электроприводом и системой подачи, которые можно собрать самому и установить в гараже либо подсобном помещении.








Для работы в домашних условиях нет смысла покупать дорогостоящее профессиональное оборудование: можно ограничиться точильным кругом в паре с держателем либо вовсе выполнить выправку изделия вручную.
При помощи болгарки
Помимо самой машинки, для работы также нужны тиски, в которых фиксируется отлаживаемый режущий инструмент.
Чтобы заточить сверла по металлу болгаркой, необходимо соблюдать следующую последовательность работ:
- изделие вертикально зажать в тисках;
- сначала обработать тыльную кромку до удаления следов износа;
- рабочую грань обточить под 120°.
Для недопущения перегревания сверла контакт его со шлифовальным диском должен длиться не более 1–2 секунд. Эффект достигается за счет многократного снятия тонкого слоя металла с рабочей грани.
Заточка на точиле
Заточка на точильном круге считается более удобным и безопасным способом по сравнению с болгаркой.
Если опыт не позволяет определить уровень износа сверла по металлу и выполнить его оправку на точиле «на глаз», нужно воспользоваться специальным приспособлением – держателем, устанавливаемым вблизи рабочего диска. Во избежание смещения фиксатор надежно прикрепляется посредством болтового соединения.
На обточном станке затачивание сверл по металлу не представляет никакой сложности.
Инструмент закрепляется в фиксаторе, включается точило, и рабочие кромки слегка прижимаются к кругу под нужным углом. При наличии мелких зазубрин перед точением их следует удалить равномерно со всех сторон.
При помощи насадки на дрель
Качественно и быстро точить сверла средних диаметров (4–10 мм) можно и без заточного круга, используя стандартные насадки для дрели.
Заточка производится в таком порядке:
- на дрель ставится насадка;
- в отверстие требуемого диаметра устанавливается сверло;
- включается дрель, изделие обтачивается с одной стороны;
- для отладки противоположной режущей грани инструмент поворачивается на 180°.
Применение насадки имеет некоторые особенности:
- Качественная и эффективная заточка возможна только для незначительно затупившихся сверл. При наличии глубоких повреждений, как правило образующихся при значительном перегреве металла, восстановить инструмент не получится.
- Фиксированный угол заточки. Насадка подходит только для сверл, используемых для работы с определенными материалами.
Заточка напильником или надфилем
Сверло, применяемое для обработки металла, заточить напильником либо надфилем невозможно по двум причинам:
- Твердость материала. Даже самый лучший напильник сотрется, прежде чем исправит режущий инструмент.
- При использовании алмазных либо абразивных брусков невозможно вручную выдержать нужный угол.
Угол заточки сверла по металлу
Например, для металлов твёрдого типа, приемлем угол заточки сверла приблизительно 120 градусов, для более мягкий металлов – 90.
Если работать придётся с мягкой бронзой, то угол при вершине будет равен 120—130 градусам; красная медь – 125; алюминий -140; пластмассы – 90-100; хрупкие материалы –140.
Угол заточки не может быть одинаковый для всех материалов!
Таким образом, угол заточки сверла устанавливается в зависимости от характеристики материала (при этом учитывается его пластичность и состояние).
Так, чем мягче материал, тем больше угол наклона. Однако этот принцип применяется на производстве.
В домашних условиях, когда одно и тоже сверло применяется для многих материалов, угол наклона зависит от диаметра сверла и меняется от 19 — 28° для сверл, которые имеют диаметр от 0,25- 10 мм.
Это интересно: Ультразвуковая ванна своими руками для чистки форсунок — объясняем детально





