

Критерии выбора свёрл
В продаже имеется достаточно много типов режущих оснасток
При выборе следует обратить внимание на цвет металла:
- Чёрный. Изделие с антикоррозионной оксидной плёнкой, которая дополнительно предотвращает перегрев. Устойчивы к износу, подходят для высоких нагрузок.
- Серый. Низкокачественные модели для малых нагрузок.
- Золотистый. Такой цвет обусловлен наличием титана в сплаве, что повышает прочность.
- Тёмно-золотистый. Также сплав с титаном, но без внутреннего напряжения в стержне. Самые высококачественные свёрла для значительных нагрузок.
По типу конструкции выделяют такие виды свёрл:
- Традиционные спиральные. Подходят для большинства бытовых задач.
- Левосторонние. Для высверливания сломанных крепёжных элементов.
- Высокоточные. Для тонких работ, где недопустимо отклонение от проекта.
Правила заточки
Независимо от того, какой станок для заточки свёрл своими руками будет использоваться, важно соблюсти все базовые требования. Если в гараже или мастерской имеется точильный станок, лучше всего использовать именно его
На таком агрегате работать легче.
Метод заточки может отличаться в зависимости от конфигурации оснастки. Но, независимо от конфигурации сверла, точить всегда необходимо исключительно задние режущие кромки.
Обратите внимание!
Компрессор своими руками: подбор материалов и инструментов для сборки в домашних условиях + пошаговая инструкция по изготовлению и сборке своими руками
Самоделки для гаража своими руками: варианты изделий для обустройства гаража, подробные схемы и чертежи для создания своими руками
Пресс своими руками — особенности конструкций, выбор материалов изготовления. Пошаговая инструкция по изготовлению своими руками + простые схемы и чертежи
Нужно добиться одинаковой степени заточки всех граней. Вручную это сделать очень сложно. Но, для самых маленьких свёрл при этом подходит только ручная заточка.
Проще всего точатся оснастки с одной плоскостью. Заточка сверла по металлу одноплоскостной конфигурации должна выполнять с углом 28-30°. Если угол не будет выдержан, восстановить режущие свойства оснастки не выйдет.
Под таким углом сверло необходимо слегка прижимать к точильному камню. Модели с двумя плоскостями точатся аналогично, но соответственно нужно точить обе грани.
Если сверло конического типа, крайне важно сохранить его изначальную конусность. Это делается путём колебательных движений по конусы в процессе прижимки к камню
Заточив оснастку, желательно выполнить доводку. Необходимо убрать небольшие зазубрины, образовавшиеся при контакте с камнем. За счёт такой доработки изделие прослужит гораздо дольше. Для доводки требуется инструмент для более тонкой работы (камни с меньшей абразивностью).
Обратите внимание!
Лебедка своими руками: классификация, материалы изготовления, описание этапов работы + инструкция для сооружения своими руками
Струбцина своими руками — пошаговое изготовление и описание вариантов применения струбцины
Нож своими руками | Поэтапное описание как и из каких материалов сделать самодельный нож
Немного о ремонте сверл по бетону
Перечисленные способы заточки сверл можно отнести и к сверлам по дереву и по металлу. Но победитовые сверла тоже запросто могут прийти в негодность. Признаки негодности победитового сверла те же, что у металлического – оно начинает свистит, сверлит хуже, дико нагревается, возникает ужасный свистящий звук. Принципы заточки победитового сверла такие же, как для сверл по металлу, но есть свои особенности, которые надо рассмотреть.
Начинается всё с измерения высоты режущей поверхности сверла. Затачивайте сверло, только когда по высоте оно не менее 8-10 мм. При меньшей высоте рабочей части, получить хороший результат не выйдет – приобретите новый инструмент. Для выполнения следующего действия купить диск с алмазным абразивом. При этом, специальный наконечник победитового сверла не выдерживает критических больших температур. Чтобы не испортить сверло – правьте его на небольших оборотах.
При затачивании победитового инструмента по правилам, сначала выведите боковые кромки режущего инструмента. Они прежде всего стираются, когда работаешь по бетону. Учтите, что напайки надо править под девяносто градусов. Во-вторых, принимайтесь за задние грани, вплоть до напайки. В случае, если напайка уже сносилась до стали, то необходимо подтачивать фронтальную часть сверла.
При заточке сверла из победита, дабы не перегреть инструмент – охлаждайте его водой иди машинным маслом.
В заточке сверл из победита важно соблюдать симметрию кромок. Важно, чтобы режущие стороны были одинакового размера
При смещении центра оси может снизиться эффективность сверла, не говоря уже о том, что отверстия будут рваными. Важно помнить: острота угла при вершине тем больше, чем тверже материал наконечника. Рекомендованный угол заточки для напаек из победита – 170 градусов.
Для работы со сверлами нужно уметь обрабатывать перемычку. На шлифовальном станке нужного уровня обработки добиться сложно. Поэтому делать это нужно следующим образом: перемычку и задние грани выводят на крае круга, используя медленную скорость. Инструмент соприкасается с точилом в течение короткого промежутка времени. Потом его относят в сторону, переворачивают на 180 градусов и снова прижимают к абразиву. По нагревании металла, сверло следует окунуть в воду, иначе инструмент потеряет свои свойства.
По окончании заточки, проверьте насколько симметричной она получилась. Для этого можно провести такой тест. В дрель вставляют обработанное сверло, при этом к обработанной кромке подносят фломастер. Дрель включают на небольших оборотах, сверло покрывается маркерной линией. Если с одной из сторон черта от фломастера больше, чем с другой, то её необходимо подточить.
Какие 3 условия должна обеспечивать правильная заточка режущей части наконечника при обработке металлов
Затачивание сводится к восстановлению остроты режущей кромки за счет снятия части металла с обратной поверхности.
При этом созданная форма РК и расположение задних поверхностей должны отвечать трем требованиям:
- одинаковый задний угол резания у обеих кромок, лежащий в пределах 7-10 градусов;
- строгая симметричность углов при вершине;
- равенство длин и формы обеих режущих кромок.
Одинаковый задний угол резания у обеих кромок обеспечивает:
- контакт только перемычки и режущей кромки с обрабатываемым металлом;
- небольшое удаление от металла любых других точек задних поверхностей;
Без создания оптимального и одинакового заднего угла резания сверление просто невозможно.
Углы при вершине могут изменяться по величине в зависимости от задач сверления и обрабатываемых материалов. Но они всегда должны быть равны с обеих сторон и расположены максимально симметрично.



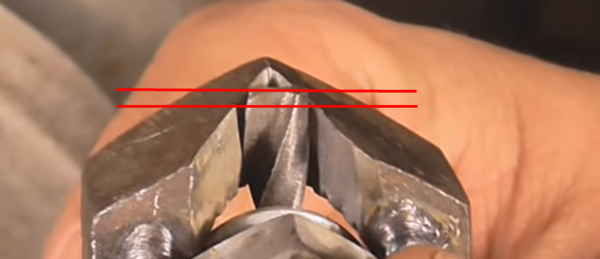





Дело в том, что они направляют положение режущего наконечника в металле, формируют его вращение относительно оси РК и перемычки, а не самого сверла. Поэтому их несоответствие требуется сводить к минимуму.
Тогда геометрическая ось сверла совпадет с осью вращения режущей головки, а диаметр создаваемого отверстия будет выполнен точно. При неправильной заточке плоскости РК сформируют разные углы.
Соответственно, ось вращения режущего наконечника сместится в сторону от заданного направления. При этом диаметр создаваемого отверстия будет увеличен на удвоенное отклонение осей.
Этот дефект дополнительно увеличивает механические и тепловые нагрузки, быстрее затупляет режущие кромки, сокращает срок эксплуатации инструмента.
Равенство длин и формы режущих кромок определяет качество сверления.
Если длина каждой стороны резания будет немного отличаться, то происходит смещение осей вращения и геометрической формы.
Оно тоже приводит к увеличению диаметра сверления на удвоенную погрешность.
В этом случае также повышаются механические и тепловые нагрузки, увеличивается износ.
Как заточить точилом
Этот «домашний» способ имеет свои особенности. Режим ручной заточки доступен только опытным слесарям, которые имеют большой опыт работы, позволяя «на глаза» вернуть любые тупые инструменты.
Все другие домашние умельцы должны будут приобрести либо одолжить особый держатель «у соседа». Устройство нужно установить рядом с наждачкой (около один мм.). В данном случае нужно обеспечить устойчивость болтового соединения, чтоб исключить смещение фиксатора при работе.
Только тогда можно перейти конкретно к заточки инструмента:
- Закрепляем сверло в держателе (угол заточки устанавливается заблаговременно)
- Включить точилку;
- Убрать повреждения с режущей поверхности;
- Мы затачиваем режущую поверхность краткосрочным. Менее два секунд. Контактом с наждаком.
Заточка с помощью шлифовальной машинки
Это менее удобный способ, так как болгарка не имеет подручника и в целом не предназначена для заточки сверл. Однако если иметь твёрдую руку и некоторую сноровку, то можно выполнить операцию успешно.
Метод имеет множество минусов, которые следует нивелировать:
Болгарку необходимо поставить на гладкую поверхность. Кроме того, инструмент запрещено двигать при работе. Желательно попросить кого-то подержать болгарку или зафиксировать её, дабы она не колебалась от случайного прикосновения.
При заострении очень трудно удерживать нужный градус. Также нельзя сделать подручник, который помог бы контролировать нужный угол. Эту проблему можно минимизировать частой практикой, но только если есть запас сверл.
На болгарке можно затачивать лишь инструменты малого диаметра. Обработка крупных сверл крайне неудобна. Однако эту проблему можно решить, если участвовать в заточке будут 2 человека. Один держит болгарку, второй подносит сверло.
Шлифовальным кругом болгарки нельзя сделать заднюю поверхность ровной и гладкой. К сожалению, эту проблему решить не удастся, поэтому окончательную доводку нужно делать вручную.
Видео: Как самому заточить сверло
Для заточки нужно придерживать следующей инструкции:
Для этих целей лучше выбирать маломощную болгарку. С ней можно эффективней контролировать процесс. К тому же сверло будет меньше нагреваться.
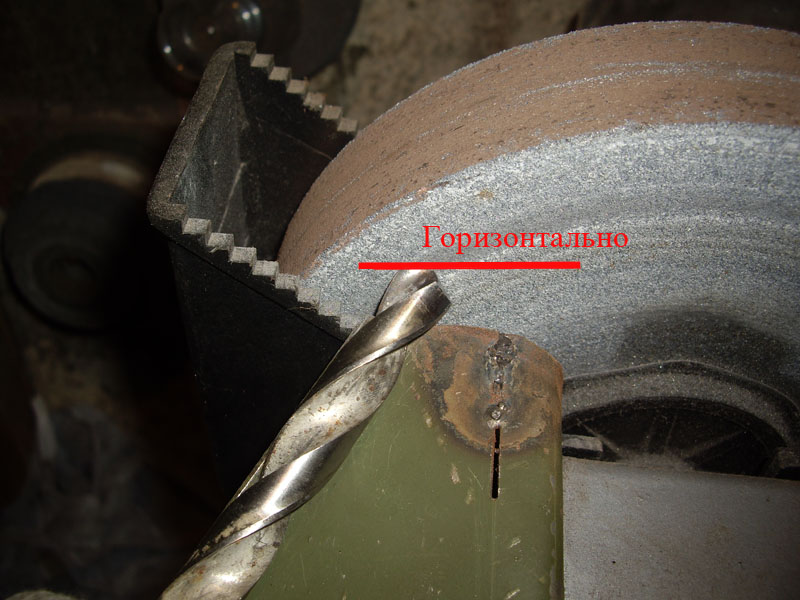
Болгарку кладут на ровную поверхность диском вверх. Необходимо зафиксировать инструмент так, чтобы диск находился горизонтально.
Прибор включают на минимальных оборотах.
Сверло подносят к диску под углом в 60о. Затем ровным и коротким, но не быстрым движением опускают хвостовую часть, чтобы при заострении задняя поверхность скруглялась.
Так выглядит заточка на болгарке:
Правила безопасности на болгарке такие же, как при обработке на заточном станке. Нельзя трогать шлифовальный диск в период работы, после выключения к нему тоже нельзя прикасаться до тех пор, пока он полностью не остановится. Затачивать инструмент нужно в маске и перчатках.
Заточка напильником или надфилем
Заострить сверло как надо напильником или надфилем невозможно, поэтому от такой затеи лучше сразу отказаться. Для этого есть 2 весомые причины:
Даже самое простое и «мягкое» сверло напильником не взять, так как оно слишком твёрдое. Скорее вы сотрёте напильник, чем заточите инструмент. Не поможет надфиль и для заточки сверл, которые отпустило.
Если использовать абразивный или алмазный брусок, то возникает другая проблема – нужно удерживать идеально ровный угол стирания металла. Этому трудно научиться даже при использовании точильного станка, а вручную – практически невозможно.
Заточка изделий другой конструкции
Не считая скручивания сверл, для обработки металла используют инструменты других конструкций. В домашних критериях вы сможете сделать последующие инструменты.
Не рекомендуется начинать затачивать режущую кромку этого инструмента без необходимости. Вправду, во время этой сложный процедуры можно попортить изделие одним неверным движением, и поправить таковой недостаток может только специалист. Потому следует начинать затачивать режущую часть хоть какого инструмента только после того, как он вправду стал мерклым.
Бывалые мастера понимают, что настало время заточить режущую поверхность сверла по последующим признакам:
- При сверлении маленькие стружки летят заместо спиральной стружки;
- Заготовка и дрель стремительно перенагреваются;
- Процесс сопровождается сильным шумом.
Каждая из этих проблем должна стать причиной проверки остроты инструмента с последующим его обострением.
Сотрудники специализированных центров, которые употребляют дорогостоящее оборудование, управятся с неувязкой за несколько минут. Но даже в домашней мастерской вы можете решить эту делему, если обладаете достаточными способностями и инструментами в виде «шлифовальной машины», точилки либо специального крепления для электронной дрели.
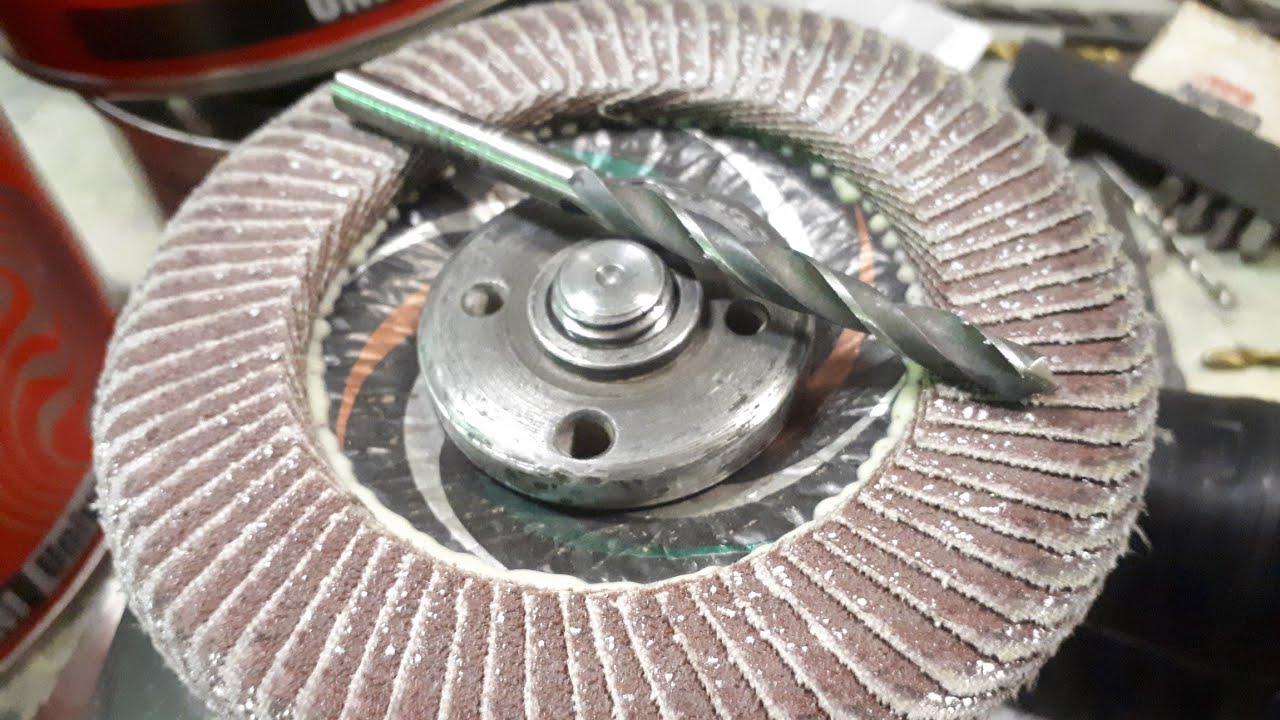
Заточка сверла болгаркой
Практически в каждом домашнем семинаре является шлифовальная машина, потому способ будет одним из самых экономных.
Не считая шлифовальной машины с установленным шлифовальным кругом, для работы необходимо приготовить тиски, в какой будет проводиться сверления во время заточки. Помещение, где налажен инструмент, должно быть светлым, чтоб вы могли держать под контролем процесс удаления металла с режущей поверхности.
Налаживание проводится в последующей последовательности:
- Сверло устанавливается в тиски в вертикальном положении;
- Часть последнего края снимается шлифовальной машиной для полного устранения следов износа;
- Режущая кромка заточена под углом 100 20 градусов.
Во избежание перегрева сверла во время поворота, контакт наждачной колеса с металлом должен продолжаться менее два секунд. Повторяя удаления маленького количества металла с рабочей кромки много раз, можно отрегулировать инструмент под нужный угол.
Удобнее и безопаснее работать при помощи шлифовального круга и специального удерживающего устройства.
Заточка с помощью насадки на дрель
Без наждачной станка, используя особое крепление для дрели, вы сможете делать операцию отлично и с наименьшим временем.
Для начинающих это наилучший способ. Заточка сверла производится последующим образом.
- Установить насадку на дрель;
- Сверло вставляется в отверстие соответственного поперечника;
- Сверло врубается, и изделие теряет равновесие на одной стороне
- Поворотом сверла на 100 восемьдесят градусов обостряется обратный край.
Чтоб отлично использовать устройство, учтите последующее:
- Только немного тупые инструменты заточены сверлом. Если есть глубочайшая повреждения режущей поверхности и когда сверло было перегреть, вернуть изделие нереально.
- Угол заточки у таких устройств фиксированный. Потому для восстановления сверл для работы с цветными металлами для вас пригодится приобрести оригинальное устройство либо доработать изделия файлом.
Как заточить мелкие изделия
К огорчению, заточить тонкое сверло при помощи механизированных способов, включая сверла, навряд ли получится. Все работы по восстановлению изделия маленького поперечника необходимо будет выполнить вручную.









1-ая попытка может провалиться, потому поначалу следует избрать дешевый узкий сверло, просит восстановления, и выполнить операцию над ним. Также для работы для вас пригодится маленький алмазный файл и очки с 4-кратным повышением.
Процесс в таковой последовательности:
- Сверло основывается приблизительно на один мм;
- Файл употребляется для поочередной резкости края инструмента до нужного угла.
Вся операция производится «на глаза», принципиально при работе использовать лупу и мощнейший осветительный прибор.
Если 1-ая попытка оказалась неудачной, необходимо знать, что всякую мастерство можно развить исключительно в течение определенного периода времени. В случае беды не отрешайтесь от попыток научиться полезной навыке, как заточки маленьких дрелей своими руками.
К вашим услугам мини станки для заточки:
Все приспособления разделены на два вида: насадки или упоры для универсального инструмента, и самостоятельные устройства узкой специализации. Рассмотрим самые популярные из них, от простого к сложному:
Ручной держатель

Это как раз приспособление для тех, у кого твердая рука и глаз-алмаз. Фактически оно позволяет лишь удерживать сверло в заданном положении, не опасаясь поранить пальцы. Контроль угла визуальный, согласно положению «крыльев» относительно любого ориентира. Преимуществ немного: моментальная готовность к работе, компактность и цена. Недостатки очевидны: ручной контроль за процессом не добавляет точности.
Упор для электро-точила

По сути, этот элемент не является специальным приспособлением для сверл. Он просто позволяет зафиксировать инструмент под определенным углом. Точность будет выше, чем в предыдущем варианте. Большинство упоров позволяют устанавливать угол наклона, и даже имеют шкалу разметки. И все же приходится полагаться на твердость рук.
Есть и более продвинутые подставки: со сменными элементами и регулировкой не только угла, но и высоты. Приспособления монтируются не на корпус наждака, а на верстак: что делает их более универсальными.

Фактически, такой упор можно приспособить под любое электро-точило. Дополнительный бонус – с помощью такой подставки можно точить ножи, фрезы, отвертки, стамески, и пр.
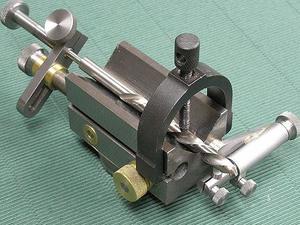
Полупрофессиональные направляющие для любых типов сверл

Это довольно продвинутый инструмент, который позволяет контролировать характеристики заточки с точностью до микрон. Все линейные параметры надежно фиксируются, значения выставляются по разметке. Сверло крепится в желобе, случайное смещение или поворот вокруг своей оси исключен.
Для заточки предусмотрена возможность как линейного перемещения, так и движения кромки по траектории дуги (для конической заточки сверл большого диаметра). Линейное движение (вдоль оси) может контролироваться мастером, или устанавливается ограничительный упор.

С точки зрения качества обработки – недостатков у приспособления практически нет. Но для правильной заточки оператор должен знать параметры сверла. То есть, автоматика отсутствует: поэтому инструмент относится к разряду профессионального.
Как развитие линейки – направляющая с собственной точильной установкой. Нет необходимости устанавливать упор на верстак и менять диски. Фактически – вы имеете полуавтоматический настольный станок для заточки.

Важное замечание: Все перечисленные приспособления предназначены для работы со стандартными электро-точилами. Поэтому перед началом обработки сверл, желательно установить специальный наждачный диск

Электрические машинки для заточки
Представляют собой специализированный электроинструмент для выполнения единственной задачи: заточка спиральных сверл.

Пользоваться станком может даже человек, далекий от техники (хотя, зачем ему острые сверла?). От оператора требуется лишь определить диаметр сверла и погрузить его в соответствующее отверстие. Работать удобно, ошибки практически исключены. Однако все сверла точатся «под одну гребенку». Расплата за простоту использования – отсутствие гибкости в настройках. Для домашнего применения – лучший выбор: особенно если имеется дополнительная насадка для заточки ножей и ножниц.

Есть версии для мастеров. Сверло устанавливается с учетом параметров заточки, процесс может контролироваться оператором.

Выбирается угол заточки, способ обработки кромки (линейная или конусная), глубина снятия металла. Сверло располагается не в общей обойме, а в индивидуальном картридже.

Промышленное заточное оборудование для металлообрабатывающего цеха
При интенсивной эксплуатации сверлильных станков, требуется отдельный пост для восстановления работоспособности инструмента. Профессиональные стенды для заточки сверл любого диаметра, экономят время и силы, но стоимость такого оборудования слишком высока для домашнего применения.

Полученная информация поможет вам подобрать приспособление для заточки, без лишних финансовых затрат. Кроме того, существуют сменные насадки на ручной электроинструмент (например, дрель). Но это уже тема другой статьи.
 Если вы постоянно имеете дело с заточкой твердых заготовок, то поверхность сверла очень быстро придет в негодность. Оно затупится, будет сильно нагреваться и в итоге потеряет былую прочность. Все это следствие «отпускания» металла. Именно поэтому такой инструмент нуждается в периодической заточке с помощью специальных приспособлений.
Если вы постоянно имеете дело с заточкой твердых заготовок, то поверхность сверла очень быстро придет в негодность. Оно затупится, будет сильно нагреваться и в итоге потеряет былую прочность. Все это следствие «отпускания» металла. Именно поэтому такой инструмент нуждается в периодической заточке с помощью специальных приспособлений.
Как сделать самодельные приспособления для заточки сверл, какие шаблоны для этого существуют и что нужно подготовить для работы, вы узнаете из нашей статьи.
Правильный угол заточки, способы работы
Для разных материалов угол заточки используется свой угол заточки.
- Жесткая сталь – 140°;
- Нержавеющая сталь – 135°-140°;
- Глубокое сверление – 130°;
- Чугун – двойной угол. Основной – 118°, вспомогательный – 90°;
- Алюминий, латунь, бронза – 118°;
- Медь и сплавы на ее основе – 100°.

Для заточки сверла используется точильный станок, использовать точильный камень или шлифовальный лист для этого бесполезно. Для выполнения работы понадобится абразивный круг, вращающийся не менее 1400 в минуту. Абразив подбирают с мелким зерном.
При перегревании сверла, металл теряет свои характеристики, поэтому важно прислонять сверло к точильному станку на небольшое время, не более 4 секунд. Чтобы не испортить сверла, периодически остужайте их в воде.. Прежде всего выберете способ заточки рабочей части инструмента
Вот какими они бывают:
Прежде всего выберете способ заточки рабочей части инструмента. Вот какими они бывают:
- одноплоскостной;
- двухплоскостной;
- конический;
- цилиндрический;
- винтовой.
В этой статье мы рассмотрим такие распространенные способы заточки сверла как одноплоскостной и конический.
Вначале обтачивают кромку сзади. Снимают небольшой слой таким образом, чтобы на поверхности не было заметно никаких неровностей. При наличии выщерблин до 3 мм нужно укорачивать сверло на такую же величину.
В течение работы смотрите на симметрию рабочей кромки, ровность перемычки. В норме она располагается четко между рабочими кромками.
Сверло до 3,5 мм затачивают методом 1. Когда задней части задана верная конфигурация, его подводят к абразиву под углом от двадцати пяти до тридцати градусов.
Не вращайте сверло и не изменяйте угол его обработки. Иначе кромка не будет идеально ровной. Кроме того, при разворачивании сверла, из него может выкрошиться часть материала кромки.
Поскольку затачиваемое сверло имеет небольшой диаметр, его точат за один подход, и оно не перегревается.
Взгляните на самый конец сверла – сходящиеся плоскости должны быть соразмерными с одинаковым углом обработки.
Соответствие углу сверяйте по шаблону. Выправлять кромку, если работа не удалась с первой попытки – нельзя, придется затачивать снова.









Конический метод обработки совершенно отличен от вышеописанного одноплоскостного. Инструмент удерживают обеими руками и при соприкосновении с плоскостью абразива рабочей кромкой, сверло начинают поворачивать по задней стороне и формируют конус.
При этом методе отрывать инструмент от наждака нельзя. Каждый подход стартует с рабочей кромки и завершается с полным поворотом до окончания задней поверхности.
После каждого этапа обработки, сверяйте углы сверла с шаблоном.
Большие сверла нельзя обрабатывать плоскостным методом, так как при этом сверло перегревается, а стружка не отводится из отверстия.
Важные правила
Точение сверл по металлу не вызывает у опытных домашних мастеров никаких трудностей. Но все же существует несколько важнейших правил:
- Главное требование, которого следует придерживаться при разработке конструкции станка для точения: изделие должно оставаться неподвижным, не вращаться вокруг своей оси. Если оно повернется хотя бы на градус, выправку придется повторять заново.
- Поверхность круга или заточного диска должна быть идеально ровной. Потому периодически ее необходимо править эльборовыми насадками.
- По окончании работы восстановленному инструменту для сверления металла следует дать остыть в естественных условиях и только затем выполнять проверку геометрических параметров посредством шаблона.
Методика заточки
Как обычно, любую работу можно выполнить с помощью специальных приспособлений или вручную. Конечно, первый вариант проще – заточные приспособления уже ориентированы на правильную обработку рабочей части.
Сразу стоит оговорить: под ручной заточкой подразумевается использование заточного станка (станка с абразивным кругом/кругами различной зернистостью). Вручную, с помощью абразивного бруска, можно только довести режущую кромку до желаемой остроты или быстро поправить в процессе работы.
Автоматически точить сверла позволяют специальные приспособления – насадки на дрель, станки, кондукторы и прочее.
Все устройства, используемые для заточки сверла по металлу, можно условно разделить на три группы:
- собственно точильный инструмент. Обычно это абразивный круг, твердость которого и зернистость выбираются в зависимости от характеристик сверла;
- приспособление для выдерживания точного угла заточки. Это может быть кондуктор, стойка, держатель ручной работы и так далее;
- инструмент для проверки правильность выполнения операции – шаблон.
В зависимости от того, правильно ли выбран угол, подобран инструмент для работы и проверено соответствие результата желаемому эффекту, упрощается или затрудняется сверление металла.
Как правильно заточить сверло спирального типа
О заточке сверла по дереву можно не беспокоиться, таким сверлом можно работать многие месяцы и даже годы без всякой заточки. К сожалению, такого нельзя сказать о сверле по металлу, которое должно быть обязательно острым. То есть, сверлить металл можно исключительно острым, хорошо заточенным сверлом.
Для потери остроты сверла характерен резкий скрип в начале сверления. Не заточенное вовремя сверло сильнее выделяет тепло и таким образом, изнашивается еще быстрее, чем острое.
Заточить сверло можно на специальных станках или с помощью приспособлений. Естественно, при наличии возможности, предпочтительнее сделать это на специальном оборудовании. Но в домашней мастерской таких станков, как правило, нет, поэтому приходится использовать обычный электрический точильный станок с камнем.
Основные составные части спирального сверла.
Итак, рассмотрим как заточить сверло по металлу? Вид заточки зависит от формы, которую следует придать задней поверхности сверла и может быть одноплоскостным, двухплоскостным, коническим, цилиндрическим и винтовым.
Заточка сверла проводится по задним граням. Оба зуба (пера) сверла следует заточить абсолютно одинаково. Вручную сделать это нелегко. Также непросто вручную выдержать нужную форму задней грани и нужный задний угол.
1. Одноплоскостная заточка сверла характерна тем, что задняя поверхность пера выполнена в виде одной плоскости. Задний угол при этом колеблется в пределах 28-30°. Сверло просто приставляется к кругу, таким образом, чтобы режущая часть шла параллельно кругу и не вращая, не перемещая сверла производится заточка. При такой заточке во время сверления могут выкрашиваться режущие кромки сверла, что является недостатком данного способа заточки. Это самый простой способ ручной заточки, который можно применять для тонкого сверла диаметром до 3 мм.
2. Сверла диаметром более 3 мм предпочтительно затачивать конически. Вручную без навыков такую заточку выполнить сложно, но возможно. Сверло берется левой рукой за рабочую часть как можно ближе к заборному конусу, а правой рукой за хвостик. Сверло прижимается к торцу шлифовального камня режущей кромкой и поверхностью задней части, и слегка покачивается правой рукой, создавая при этом на задней перьевой грани конусную поверхность. Сверло в ходе заточки не отрывается от камня, движения руки медленные и плавные. Для второго пера все повторяется аналогично.
Подводи сверло режущей кромкой к шлифовальному кругу.
Покачиваем сверло в низ, а потом опять вверх.
При заточке нужно постараться максимально выдержать первоначальную форму заводской поверхности задней части, чтобы сохранить нужные задние углы. Если заточка сделана правильно, то на сверлах диаметром до 10 мм она вполне достаточна. При диаметрах выше 10 мм данную заточку можно улучшить, подточив переднюю поверхность, как показано на фото:
Подточка передней поверхности.
В чем смысл подточки? За счет уменьшения переднего угла и увеличения угла режущей кромки возрастает стойкость к выкрашиванию, что увеличивает ресурс сверла. Кроме того, ширина поперечной кромки становится меньше. Поперечная кромка не сверлит, а скоблит металл в центральной части отверстия. На втором рисунке хорошо видно, что здесь она укорочена, что облегчает сверление.
Для сверл с выбранным маленьким задним углом можно дополнительно подточить заднюю поверхность. Сверло при этом меньше трет в отверстии сверления задней поверхностью. См. фото:
Подточка задней поверхности.
В производственных условиях после заточки, как правило, делается доводка, которая сглаживает поверхность, убирая мелкие зазубрины. Сверло, на котором сделана доводка, меньше изнашивается, чем просто заточенное сверло. Если есть возможность, делать доводку следует обязательно.
Для доводки нужно использовать шлифовальные круглые камни из карбида кремния зеленого (марка 63С, зернистость 5-6, твердость М3-СМ1) на бакелитовой связке, а также круги из эльбора ЛО (зернистость 6-8) на бакелитовой связке.
Ниже представляем вашему вниманию отличную подборку обучающих видеороликов посмотрев которые вы точно сможете заточить свои сверла.





