

Способы заточки цепи бензопилы
Как говорилось выше, существует несколько различных способов это сделать. Самыми популярными являются:
- заточка напильником,
- болгаркой,
- электрическим станком
- и так называемым «ручным» станком.
Напильником
Напильник хорошо справится с заточкой цепи
Такой вид заточки является самым простым. В этот набор входит круглый и плоский напильник, особые державки, шаблон-калибр, крючок для удаления стружки и другие. И если инструменты заточки напильником могут несколько различаться, то тем не менее они имеют примерно одинаковую логику и тот же функционал.
Диаметр круглого напильника напрямую зависит от размера цепи:
Как затачивать?
Процесс заточки делится на несколько этапов:
Нужно убедиться, что у пилы включен цепной тормоз
После следует крепко зажать инструмент в тисках. Зуб, с которого была начата заточка, следует чем-либо пометить, чтобы нечаянно не начать затачивать зубья ещё раз
Перед заточкой обратить внимание на специальную пометку, которой производитель указал максимальный угол возможной заточки. Выполнять саму заточку следует в сторону указательных стрелок
Помимо зубьев затачивается также ограничитель
Это может понадобиться со временем, поскольку ввиду заточек снижается высота зубьев. Как правило, ограничитель затачивается через две-три заточки зубьев. Если этого не сделать, то во время работы с инструментом могут возникнуть проблемы.
А вы пробовали самостоятельно точить цепь бензопилы?
Было дело!Не довелось
Советы от специалистов
- При отсутствии опыта лучше не начинать с дорогих цепей.
- Движения должны производиться только в одном направлении «от себя». Причём для каждого из зубьев должно производиться одинаковое количество движений с примерно равным прикладыванием усилий.
- Для заточки вертикальной плоскости напильник должен быть расположен строго под прямым углом, а для заточки горизонтальной – под углом 20-30 градусов.
- Если перед заточкой было обнаружено, что не все зубья имеют одинаковую высоту, то ориентиром становится самый низкий из них.
Плюсы:
Минусы:
Болгаркой
Один из способов заточить цепь пилы — это болгарка
Такой способ не очень одобряется профессионалами, поскольку высок риск повреждения как инструмента, так и того, кто непосредственно и будет натачивать пилу. При этом на первый взгляд этот метод нравится многим, но на практике всё гораздо сложнее, чем кажется.
Тем не менее, способ всё ещё актуален.
- Цепь должна оставаться на шине.
- На болгарку крепится диск (желательно не новый) толщиной в полтора-два миллиметра.
- Перед цепью и шиной должна стоять небольшая преграда.
- Угол при заточке такой же, как описано в первом способе.
- После процесса обязательно подтянуть цепь.
Профессионалы особенно не рекомендуют этот способ новичкам, поскольку высок риск нанести тяжёлые увечья и травмы.
Плюсы:
Минусы:
Электрическим станком
Электрические станки для заточки
Такие станки оснащены специальными функциями для заточки под под определённым углом. Благодаря станку появляется гарантия, что диск к цепи будет подведён с максимальной точностью и аккуратностью. Также существуют станки со специальными тисками для зажатия цепи. Этот способ максимально подходит для новичков, поскольку удобство и безопасность гарантированы. Стоимость такого станка напрямую зависит от его функциональности.
Станком с ручным приводом
На вид станок с ручным приводом напоминает лучковую пилу. Разве что на месте, где бы располагалось полотно такой пилы, находится напильник. Такой станок даёт возможность наточить и подогнать зубья бензопилы под нужный размер. В станок встроен механизм, благодаря которому можно выстроить нужный размер.
Во время процесса понадобиться всего два-три движения, после чего можно переходить к следующему зубу. Этим же станком можно наточить и ограничитель. Разница лишь в самом напильнике, а точнее – в его форме. Так как при наточке зубьев необходим круглый напильник, а при заточке ограничителя – плоский.
Плюсы:
Минусы:
Станки с ручным приводом
Советы от профессионалов
- Перед тем, как начать заточку каким-либо способом, нужно включить пилу примерно на минуту. Делается это для того, чтобы смазочное масло попало на каждую деталь.
- Обязательно время от времени затачивать цепь и никогда не откладывать это дело на потом.
- Наблюдать за натяжением цепи при работе. При обнаружении неполадок стоит тут же исправить их. Плохо натянутая цепь является травмоопасным предметом.
Выше описаны самые распространённые способы заточки бензопилы. Свой способ стоит выбирать исходя из умений, знаний правил безопасности и опыта работы с инструментом.
Заточка ножовок в компании «Заточка Ру»
Мы уже несколько лет находимся на рынке услуг по заточке оборудования и инструментов и выработали свою собственную методику по предоставлению данной услуги. Простой рецепт: качественное оборудование + современные технологии и приемы заточки + профессионализм сотрудников + контроль качества + низкая цена = довольный клиент.
Именно благодаря этому алгоритму о нас говорят многие и советуют своим друзьям. Если вы решили сами освоить технологию заточки зубьев пилы по дереву, то у нас есть специальные уроки. Наши квалифицированные сотрудники обучат вас всем нюанса и деталям заточки оборудования, и заточка ножовки покажется вам примитивным заданием! Говоря языком тезисов, мы предлагаем:
1) Высококачественную заточку ножовок по дереву от профессионалов своего дела;
2) Обучение всех желающих мастерству заточки режущих инструментов;
3) Выезд наших квалифицированных сотрудников для заточки ручных пил в любую точку Москвы;
4) Возможность просмотра фото и видео наших работ, дабы ознакомиться с процессом заточки;
5) Приятный прайс-лист, с которым вы можете ознакомиться на нашем сайте.
Исходя из вышеперечисленного, компания «Заточка Ру» – один из лидеров рынка заточки режущих инструментов и ручных пил в Москве, качество работы которой оценили сотни довольных клиентов. Право заточить свой инструмент предлагают именно нам. Советуйте нас, ведь мы того стоим!Те, кто работает с деревом, знают, насколько важны дисковые пилы.





Этот инструмент всегда должен работать исправно и быть в полном порядке. Известно, что любые колюще-режущие инструменты имеют способность затупляться.Дисковые пилы по дереву не исключение. Их заточка требует особого внимания.
При появлении первых признаков того, что пила начинает плохо функционировать, следует приступить к заточке, так как в дальнейшем инструмент начнет тупиться еще больше.Заточка дисковой пилы осуществляется разными способами: напильником, на станке, в тисках и на весу.Дисковые пилы по дереву, заточка которых периодически необходима, особенно важны при обустройстве загородного дома из дерева. Дисковые пилы еще называют циркулярными. Данный инструмент важен тем, что он способен с высокой точностью произвести распил деревянных деталей.Так можно ли сделать заточку самому?
Да, самостоятельная заточка возможна.Своевременная заточка дисковых пил по дереву позволит не только иметь под рукой острый рабочий инструмент, но и увеличить срок его эксплуатации. В особенности нужно следить за состоянием дисковых пил, чья мощность относительно невысока, так как плохо заточенная пила начинает перегреваться. А перегрев может полностью вывести рабочий инструмент из строя.
Необходимость заточки
Заточка дисков для циркулярной пилы требуется тогда, когда ведение работы становится невозможным. Это можно понять по трем сигналам:
- Нагрев защитного кожуха. Из-под него появляется дым, выходит из зоны резания.
- Необходимость добавочных усилий при подаче заготовки в момент резания.
- При соприкосновении дерева с режущим металлом появляется гарь и запах.
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.
Твердосплавный зуб пильного диска
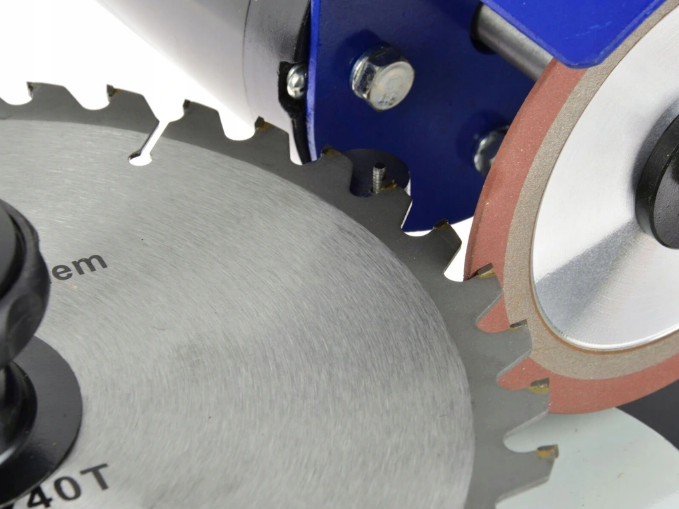
По форме различают следующие виды зубьев.
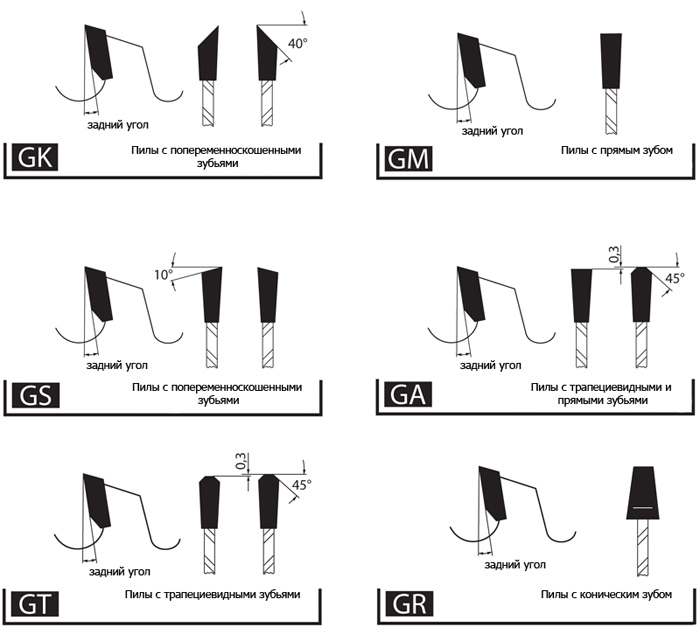
Прямой зуб. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Прямой зуб
Косой (скошенный) зуб с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Трапециевидный зуб
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Зуб с вогнутой передней поверхностью
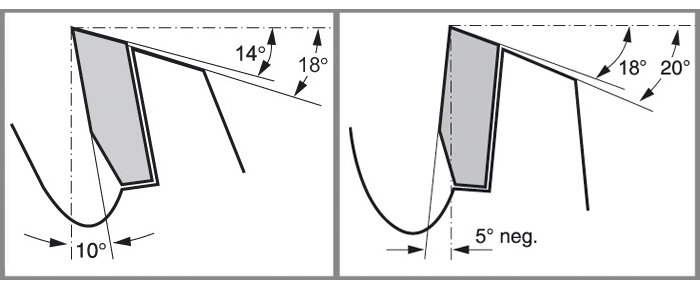
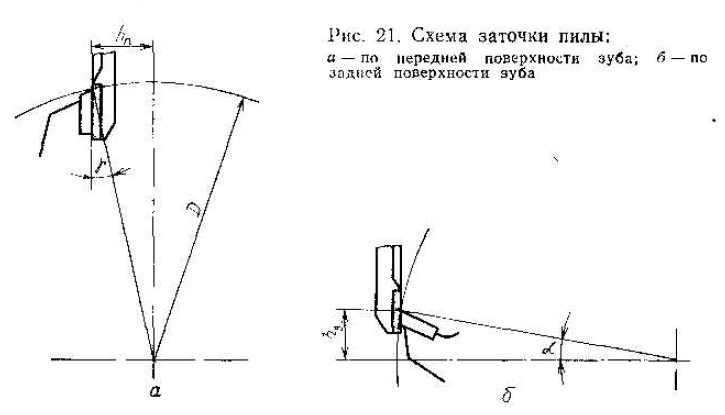
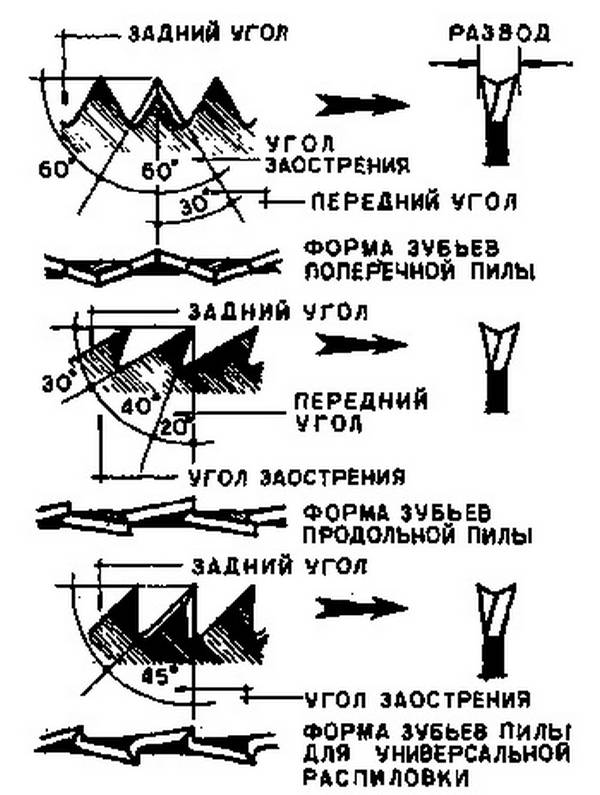
Углы заточки зубьев
Имеется четыре основных угла заточки дисковой пилы, которые наравне с формой зуба определяют её характеристики. Это передний угол (γ), задний (α) и углы скоса передних и задних плоскостей (ε1 и ε2). Угол заострения (β) имеет вспомогательное значение, поскольку задается передним и задним углами (β=90°-γ-α).
Углы заточки зубьев дисковой пилы
Значения углов заточки определяются назначением пилы — т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой передний угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в пределах 5-10°. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют усредненное значение переднего угла — обычно 15°.
Величины углов заточки определяются не только направлением распила, но и твердостью распиливаемого материала. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заострение зуба).
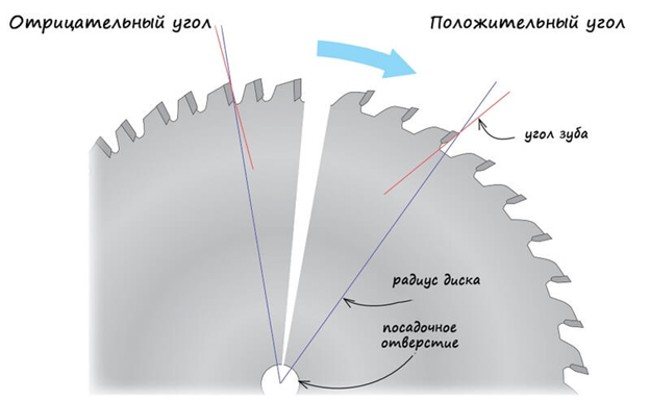
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.
Как определить угол заточки дисковой пилы
Геометрия твердосплавных напаек
Оптимальным вариантом будет наличие исходного шаблона, согласно которому можно исправить геометрию режущей кромки. Зачастую он изготавливается из тонкостенного нержавеющего металла, реже – из плотного картона.
Твердосплавные зубья изготавливаются согласно ГОСТ 9769-79. Но их геометрию и геометрические размеры определяет производитель исходя из назначения пилы. Если шаблон отсутствует – необходимо самостоятельно определить требуемые углы заточки. Для этого рекомендуется воспользоваться маятниковым угломером.
Технология изготовления шаблона своими руками.
- Взять новый диск с напайками, который полностью идентичен затупившемуся.
- На твердом листе картона нарисовать точные контуры.
- С помощью маятникового угломера определить первоначальную геометрию твердосплавных напаек.
- Данные занести на шаблон.
В дальнейшем его можно использовать для самостоятельной заточки на станке или предоставить в качестве образца для компаний, предоставляющие подобные услуги.
Важно помнить, что передний угол может быть отрицательным. Подобные модели используются для раскроя пластмассовых листов и цветных металлов
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.
Твердосплавный зуб пильного диска
По форме различают следующие виды зубьев.
Прямой зуб. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.







Прямой зуб
Косой (скошенный) зуб с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Трапециевидный зуб
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Зуб с вогнутой передней поверхностью
Необходимость заточки
Заточка дисков для циркулярной пилы требуется тогда, когда ведение работы становится невозможным. Это можно понять по трем сигналам:
- Нагрев защитного кожуха. Из-под него появляется дым, выходит из зоны резания.
- Необходимость добавочных усилий при подаче заготовки в момент резания.
- При соприкосновении дерева с режущим металлом появляется гарь и запах.
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.
Твердосплавный зуб пильного диска
По форме различают следующие виды зубьев.
Прямой зуб
. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Прямой зуб
Косой (скошенный) зуб
с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб
. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Трапециевидный зуб
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб
. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Зуб с вогнутой передней поверхностью
Углы заточки зубьев
Имеется четыре основных угла заточки дисковой пилы, которые наравне с формой зуба определяют её характеристики. Это передний угол (γ), задний (α) и углы скоса передних и задних плоскостей (ε1 и ε2). Угол заострения (β) имеет вспомогательное значение, поскольку задается передним и задним углами (β=90°-γ-α).
Углы заточки зубьев дисковой пилы
Значения углов заточки определяются назначением пилы — т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой передний угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в пределах 5-10°. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют усредненное значение переднего угла — обычно 15°.
Величины углов заточки определяются не только направлением распила, но и твердостью распиливаемого материала. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заострение зуба).





Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.
Заточка дисков
Опытный мастер обычно сразу понимает, когда зубцы начинают приходить в негодность. Это можно определить по следующим признакам:
Если зубцы затупились, желательно заточить пилу как можно быстрее. Многие домашние мастера ошибочно считают, что получить травму от острой пилы можно гораздо быстрее, чем от тупой. На самом деле, дело обстоит с точностью до наоборот. Такой парадокс объясняется просто: когда пильщик орудует тупой пилой, ему приходится прикладывать физическую силу. Если неправильно рассчитать силу или приложить ее не в том направлении, травмировать кисть руки очень легко. А если пильщик орудует хорошо заточенным инструментом, никаких усилий прикладывать не требуется, главное – точные и аккуратные движения.
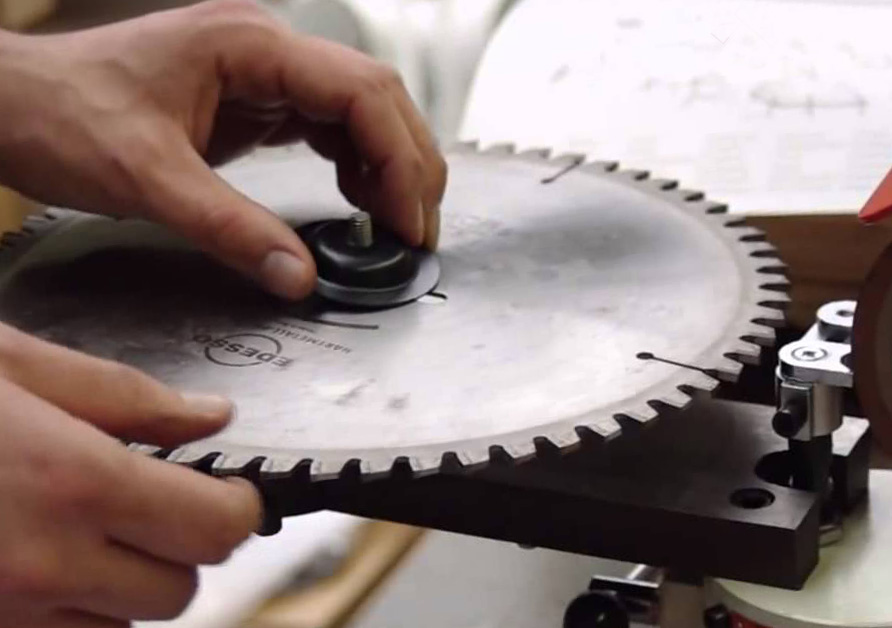
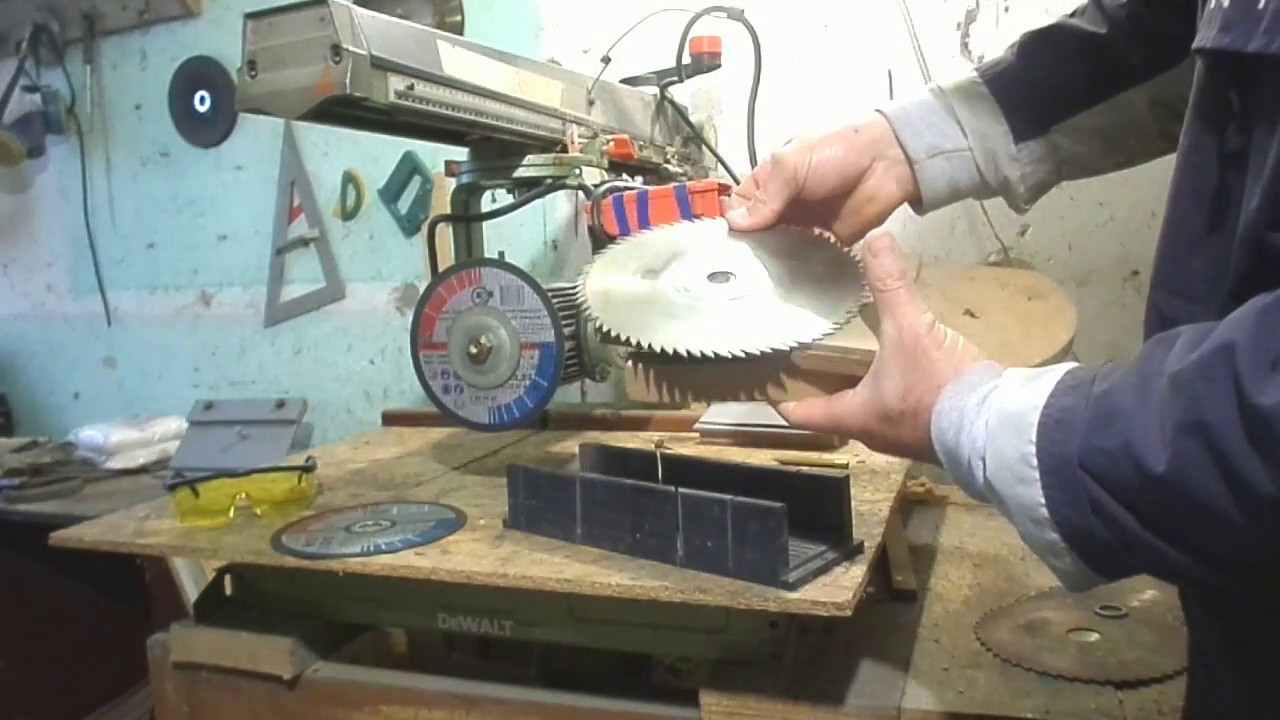
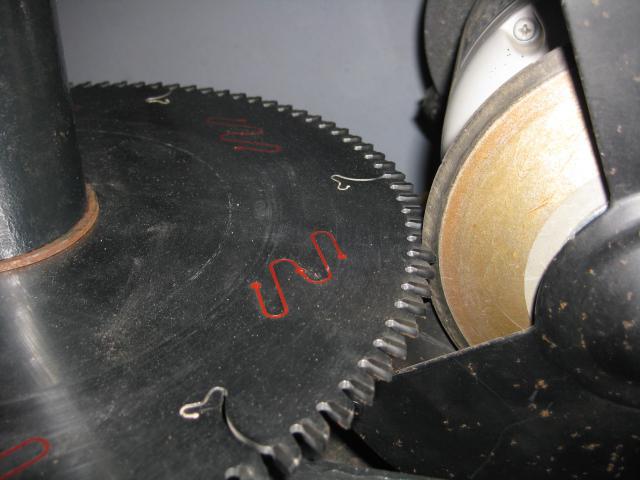
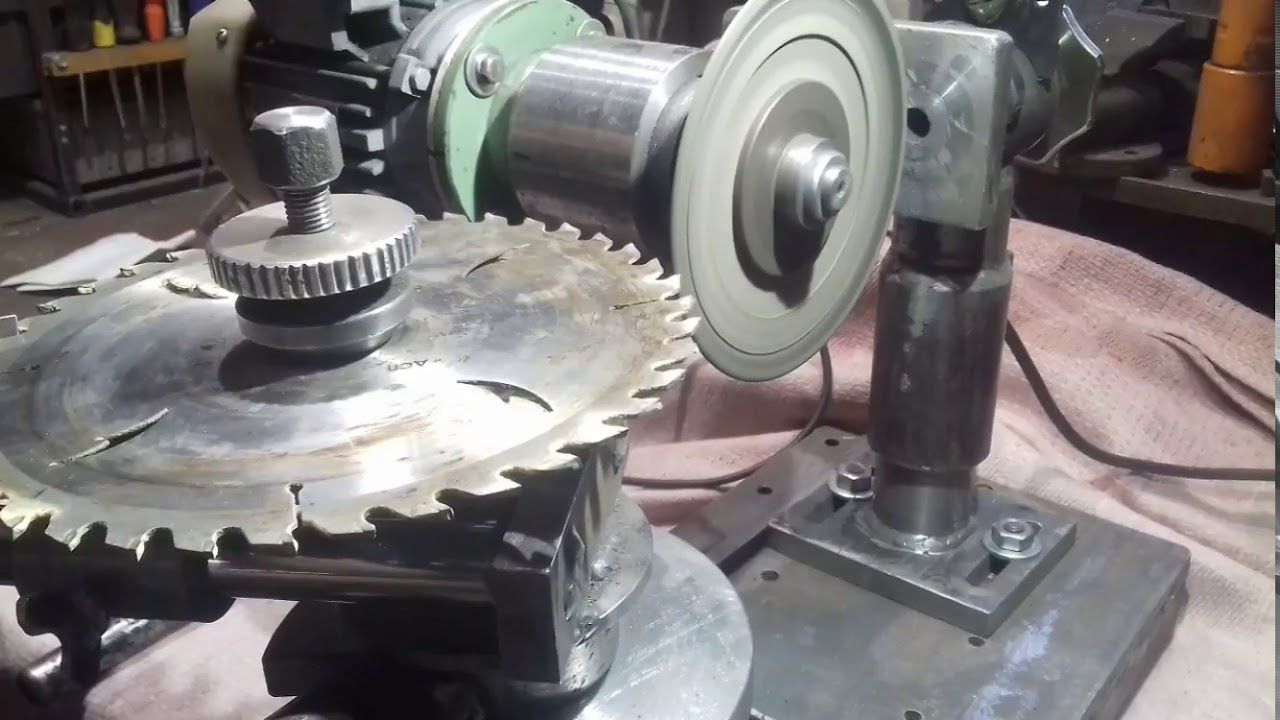
При помощи специального станка
Конечно, проще всего заточить дисковую пилу на специальном станке промышленного производства. Такие станки стоят довольно дорого. Приобретать точильный станок для личного пользования выгодно только в том случае, если домашний мастер работает ежедневно и перепиливает большие объемы древесины. А также услуги по заточке предоставляются во многих специализированных магазинах
. Станок для заточки пил чем-то отдаленно напоминает гончарный круг, на котором вертится пильный диск, размещенный строго в горизонтальной плоскости. Процесс заточки состоит из следующих этапов:
Затачивать пильные диски на станке очень удобно. Главное – соблюдать технику безопасности и ни в коем случае не поправлять пильный диск, пока станок работает. Все манипуляции с диском производят только при выключенном точильном станке.
Самостоятельная заточка
Многие домашние умельцы прекрасно справляются с заточкой дисковых пил без специального станка. Большинство владельцев циркулярных пил давно привыкли затачивать пильные диски на весу, при помощи обыкновенного напильника или других подручных инструментов для заточки. Однако, этот метод весьма неудобен и травмоопасен. К тому же при ручной заточке можно случайно пропустить отдельные зубцы. Поэтому применять этот метод не стоит.
Бывалые пильщики обычно мастерят для заточки пил круглую деревянную подставку, на которой и размещается пильный диск. Принцип действия таких мини-станков примерно такой же, что и принцип действия станков промышленного производства.
Мастера считают, что перед заточкой пильные диски должны быть немного влажными – это значительно облегчает заточку. Для этого точильщики смачивают пильные диски водо
й и различными химическими веществами. Однако, эксперты утверждают, что на самом деле такой метод приносит только вред. Любая жидкость разъедает металл и вызывает его коррозию, то есть способствует появлению ржавчины.
Во время самостоятельной заточки нужно быть внимательным, чтобы не пропустить ни один зубец. Даже если затупилось всего несколько зубчиков, а остальные остались острыми, точить нужно абсолютно все зубцы. Она будет работать правильно
только в том случае, если все пилящие элементы заточены одинаково.
Самостоятельно заточить дисковую пилу – это не так сложно, как кажется. Как именно затачивать пилу, на станке промышленного производства или на примитивной подставке, каждый домашний мастер выбирает сам. Однако, в любом случае необходимо строго соблюдать элементарную технику безопасности и затачивать зубцы как можно острее. При возникновении трудностей, связанных с заточкой дисковой пилы в домашних условиях, следует проконсультироваться со специалистом. Если регулярно приводить в порядок циркулярную пилу, она прослужит верой и правдой долгие годы.
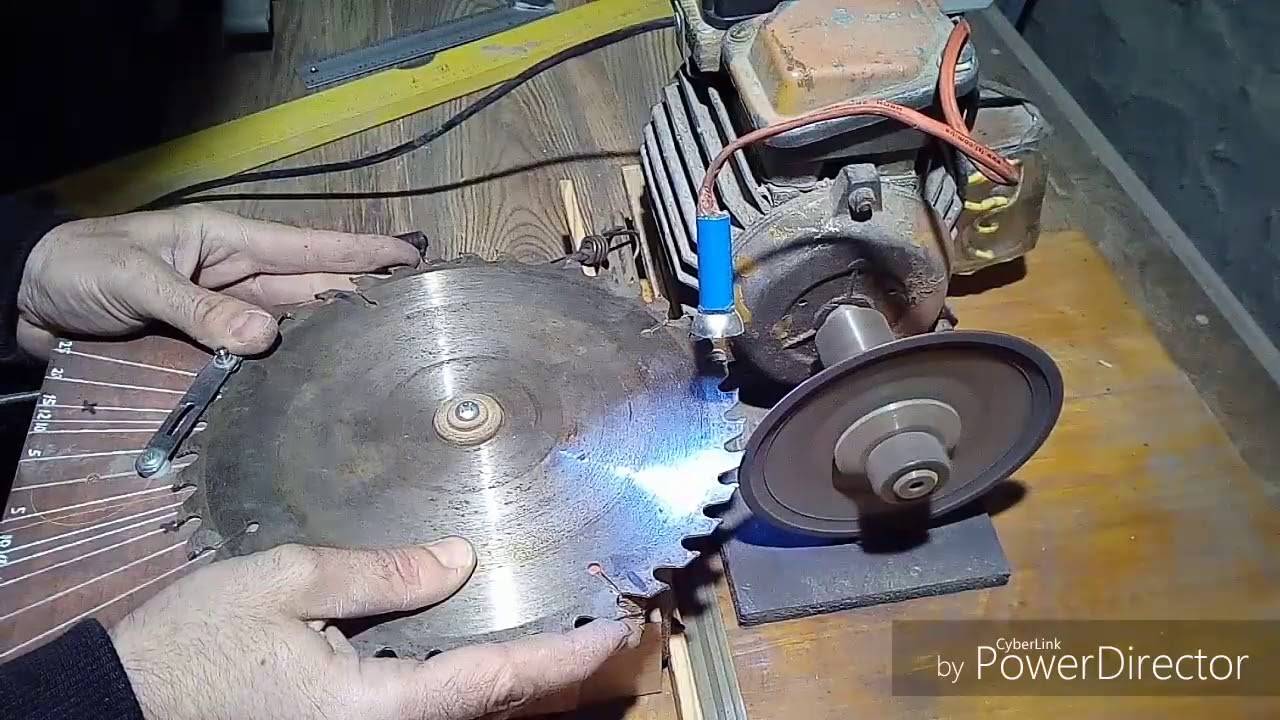
Любой режущий инструмент имеет свойство затупляться в процессе эксплуатации. Это касается и твердосплавных пильных дисков, которые необходимо регулярно затачивать, для того чтобы распиловка дерева происходила быстро и качественно.
Самый простой способ затачивания зубьев на дисковой пиле — это использование обычного напильника. Но при работе своими руками, над приведением режущего инструмента в рабочее состояние, возникает много сложностей, с которыми может справиться только хороший специалист, имеющий достаточно большой опыт. Гораздо проще, быстрее и эффективнее использовать для этой операции самодельный станок для заточки дисковых пил или заточной станок для дисковых ножей.
Если есть самодельный электрический заточной станок для дисковых пил, не зависимо от того заводской это инструмент или самодельный, следует знать основные принципы использования такого оборудования. Особенно, когда есть необходимость в заточке зубьев пильных дисков, которые имеют разную геометрию и углы затачивания.
Как выбрать правильный угол?
Распил твердых пород дерева характеризуется невысокой производительностью и большой нагрузкой на все составляющие бензопилы (рекомендуем более подробно почитать про устройство бензопилы). Самыми «ходовыми» твердыми породами являются ясень, бук, береза, вяз, клен, дуб и орешник.
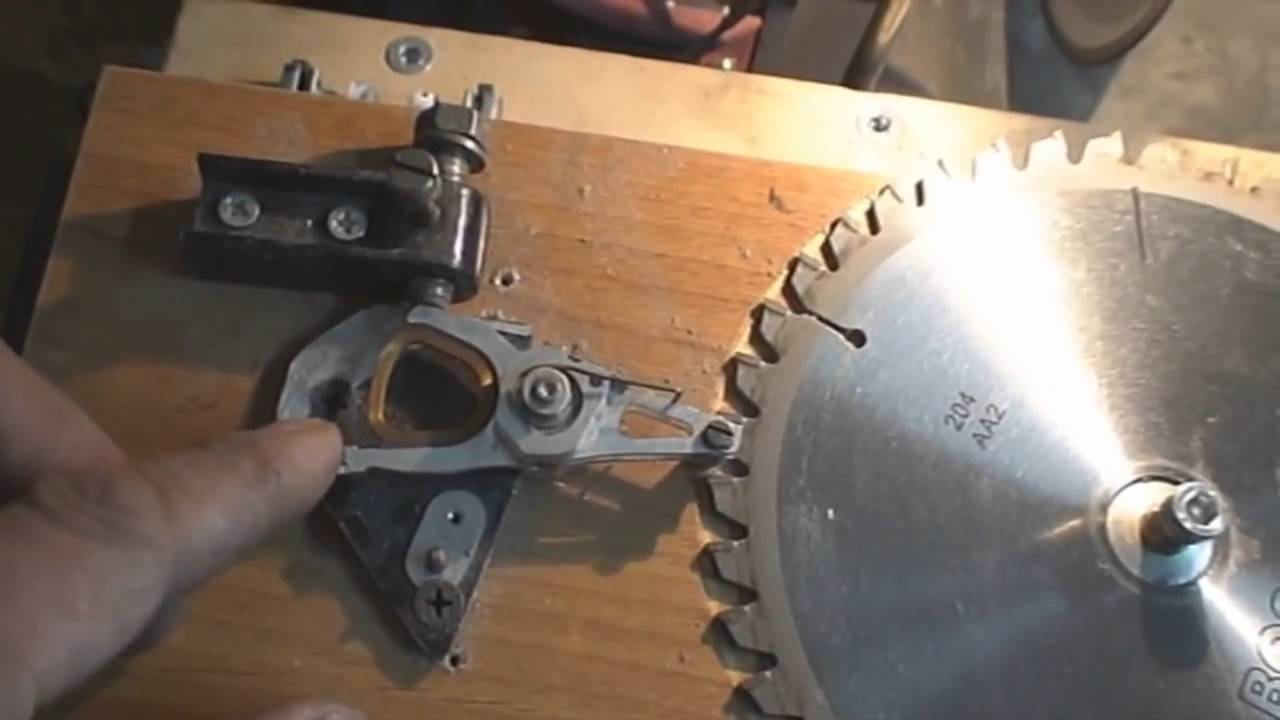
На фото изображено специально приспособление для заточки, которое позволяет надежно фиксировать напильник.
Для того чтобы эффективно производить распилы этих пород, необходимо соблюдать угол заточки под 25°. Такое значение обеспечит оптимальную работу бензопилы при средних характеристиках производительности.
К мягким породам относятся все хвойные, за исключением лиственницы, — это ель, сосна, пихта, кедр, а также лиственные — ольха, липа, осина, ива и тополь.
Для продольного пиления
Как уже было сказано, рекомендуемый угол заточки составляет 10° с возможным отклонением до 2°. Это связано с необходимостью быстрого зарезания вглубь дерева при продольном распиле.
Для работы с мягкой древесиной оптимальное значение угла — 25°. Волокна мягких пород дерева распределяются неравномерно, то есть твердые перемежаются с мягкими. Значение в 25° позволяет прорезание чередующихся волокон без периодического увеличения числа оборотов двигателя.
Для поперечного пиления
Для поперечного пропила мягких и твердых сортов древесины рекомендуется значение в 35°. Такое значение позволяет добиться оптимальных характеристик мощности и нагрузки на цепь при распиле.
Таблица углов
Углы заточки пильных цепей представлены в таблице ниже. По таблице даже можно понять какой напильник потребуется для заточки конкретной цепи.
Таблица углов заточки для всех видов пильных цепей, а также глубины резания. Для увеличения нажмите на фото.





