

Химический состав
В состав марки 65Г входят следующие вещества:
до 0,65% углерода (С);
до 1,2% марганца (Мn);
до 0,4% кремния (Si);
до 0,2% меди (Си);
до 0,25% хрома (Сг);
до 0,035% фосфора (Р);
до 0,035% серы (S);
до 0,25% никеля (Ni).
Расшифровка стали
Буква Г означает, что основной легирующий элемент – марганец, а цифра 65 – это процентное содержание углерода в сплаве в сотых долях (0,65%)
Наличие марганца в таком количестве увеличивает упругость стали и ее сопротивление на разрыв.
ГОСТ
Эта сталь выпускается на основании ГОСТ14959-2016.
Действие этого документа относится к горячекатанному и кованному прокату. Кроме того, он регламентирует такую продукцию, как специальный прокат, который предназначен для производства пружинной и рессорной продукции. Этот ГОСТ нормирует химический состав проката.
Производители выпускают следующую номенклатуру продукции:
- сортовой прокат, в т. ч. фасонный – ГОСТ 14959-79;
- пруток калиброванный – ГОСТ 1051-73;
- серебрянка – ГОСТ 14955-77.
Кроме тог,о металлургические предприятия выпускают лист разной толщины, круги, полосы, прутки прочие виды изделий.
Технология закалки стали 40Х13
Нержавеющая сталь 40Х13, химический состав которой должен соответствовать требованиям ГОСТ 5632, производится в сортаменте катаных прутков и листов по ГОСТ 5949. Специфические особенности эксплуатации этой стали обуславливают повышенный уровень требований к качеству её термической обработки.

Закалка стали 40Х13
Состав, свойства и применение
Сталь 40Х13 отличается повышенным содержанием хрома (от 12 до 14%), при минимально допустимом процентном содержании марганца (до 0,8%). Никель, обычно добавляемый в стали мартенситного класса, в данной стали отсутствует. Это уменьшает опасность образования карбидов по границам зёрен, и способствует стабильности механических характеристик.
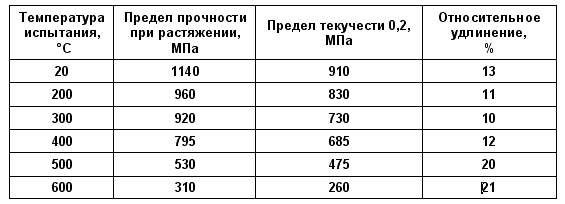
Приводимый далее комплекс механических свойств позволяет относить данный материал к сталям повышенной жаропрочности:
- при температуре в 200 °С постоянной эксплуатации изделий, изготовленных из стали 40Х13, предел временного сопротивления составляет не менее 960 МПа, при пределе текучести 830 МПа, и коэффициенте ударной вязкости 500 кДж/м2;
- при температуре в 400 °С постоянной эксплуатации изделий, изготовленных из стали 40Х13, предел временного сопротивления составляет не менее 795 МПа, при пределе текучести 685 МПа, и коэффициенте ударной вязкости 750 кДж/м2.
Технологические свойства 40Х13
Таким образом, эта сталь отличается повышенной стойкостью против вибраций и знакопеременных нагрузок, возникающих в узлах и деталях оборудования, эксплуатационные температуры которого превышают 300…350 °С. К числу таких деталей относятся мерительные приспособления, используемые в ковочно-штамповочном производстве, ответственные детали компрессорных установок, пружины, нагретые до 75 °С. Иногда из данного материала производят и деформирующие инструменты, например, отрезные ножи горячештамповочных автоматов.
Все перечисленные области применения требуют от материала повышенной прочности и твёрдости. Между тем относительно сталей мартенситного класса это сочетание получить довольно трудно, поскольку при повышенной твёрдости изделия становятся достаточно хрупкими, и при ударных нагрузках склонны к трещинообразованию.
сталь 65С2ВА
Конструкционная рессорно-пружинная сталь 65С2ВА используется для изготовления высоконагруженных ответственных рессор/ пружин.
Сталь 65С2ВА – отечественные аналоги
Материал 65С2ВА – характеристики
Сталь конструкционная рессорно-пружинная
Марка 65С2ВА – технологические особенности
для сварных конструкций не применяется
Обрабатываемость резанием Κυ
Склонность к отпускной хрупкости
Сталь 65С2ВА – химический состав
Массовая доля элементов не более, %:
Материал 65С2ВА – механические свойства
Марка 65С2ВА – физические свойства
Сталь 65С2ВА – точные и ближайшие зарубежные аналоги
Материал 65С2ВА – область применения
Сталь марки 65С2ВА используют в машиностроении для изготовления высоконагруженных ответственных рессор/ пружин.
Относительное удлинение при разрыве
Предел кратковременной прочности
Коэффициент относительной обрабатываемости
Условный предел текучести с 0,2% допуском при нагружении на значение пластической деформации
Предел выносливости при кручении (симметричный цикл)
Предел выносливости при сжатии-растяжении (симметричный цикл)
число циклов деформаций/ напряжений, выдержанных объектом под нагрузкой до появления усталостного разрушения/ трещины
Коэффициент линейного расширения
Купить конструкционную рессорно-пружинную сталь 65С2ВА в Санкт-Петербурге Вы можете по телефону + 7 (812) 703-43-43. Специалисты компании «ЛенСпецСталь» оформят заказ, сориентируют по сортаменту, ценам, условиям доставки.
Внимание! Все электронные письма и счета от ООО «Ленспецсталь» отправляются только с почтового домена @lsst.ru Документы, отправленные с других адресов недействительны!
Электронный документооборот — ЭДО. Безопасный способ передачи документов, быстро, удобно, архив всех файлов, современное решение для бухгалтерии и снабжения. Мы работаем с Контур.Диадок и СБИС, присоединяетесь!
Источник
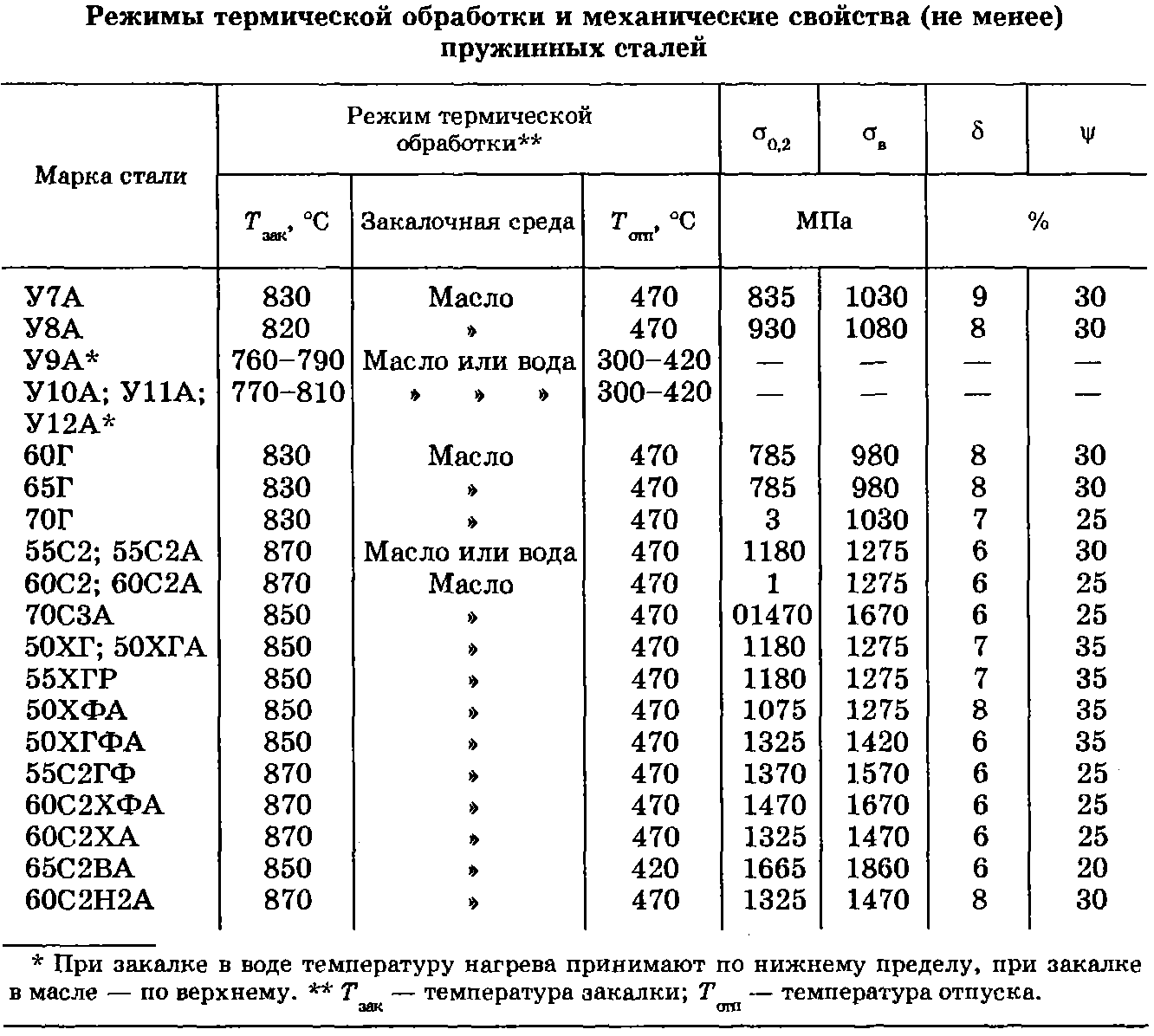
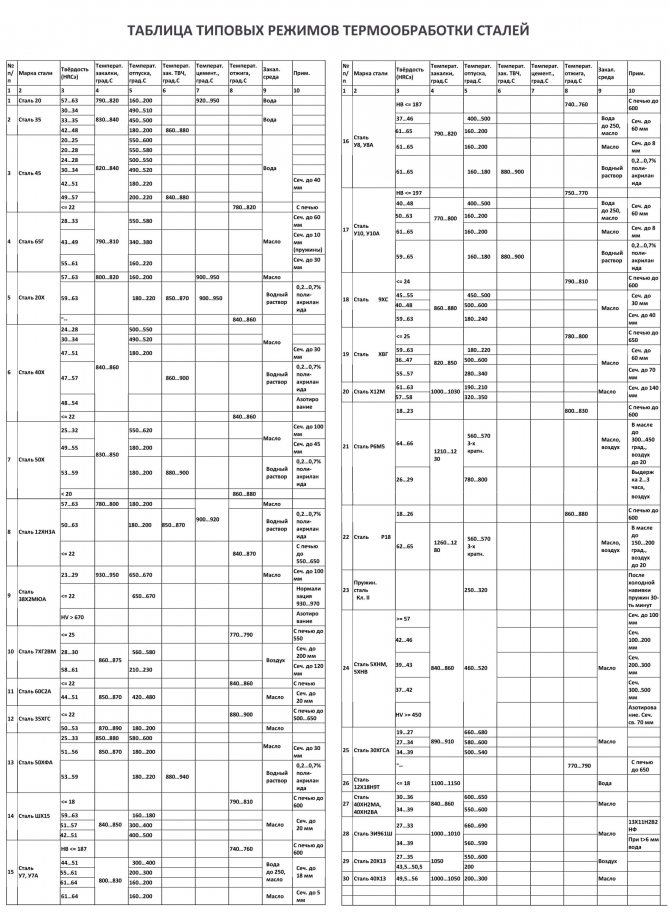
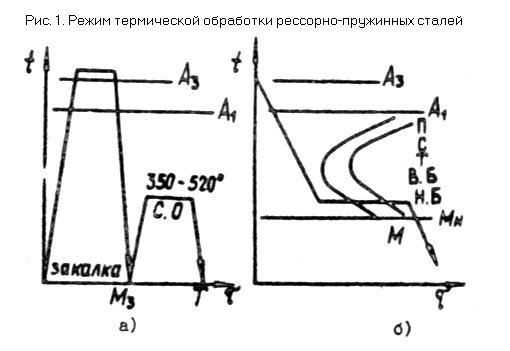
Оптимальные технологические процессы термической обработки материала
Выбор режима термообработки диктуется производственными требованиями. В большинстве случаев для придания надлежащих физико-механических характеристик используют:
- нормализацию;
- закалку с последующим отпуском.
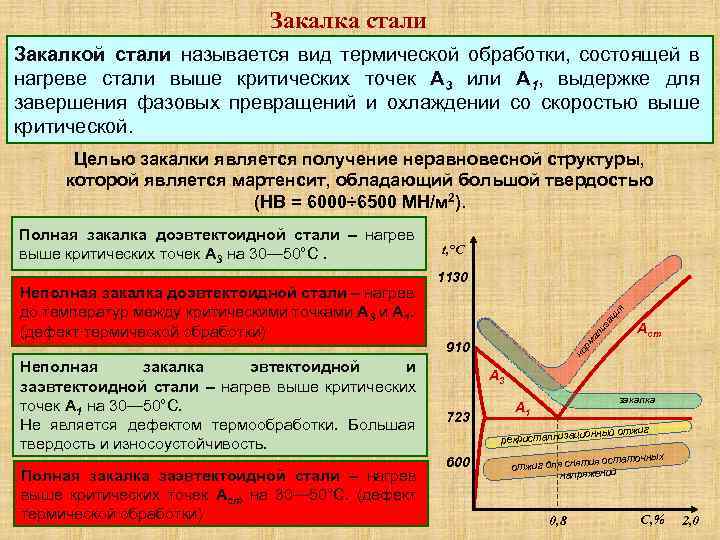
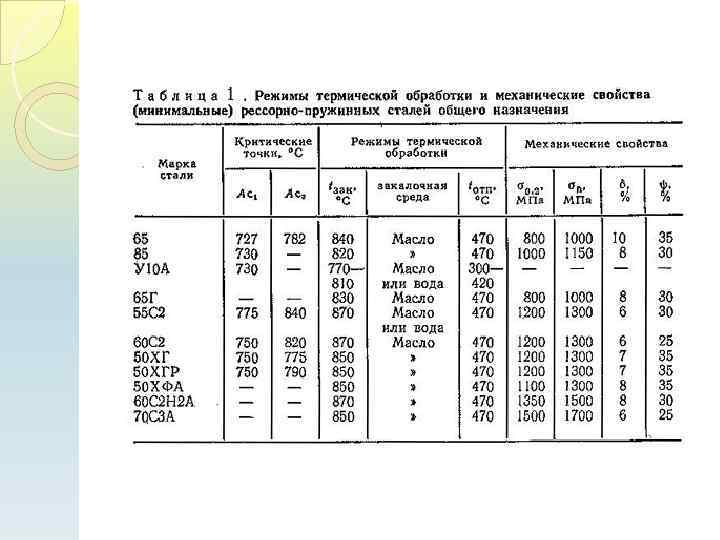
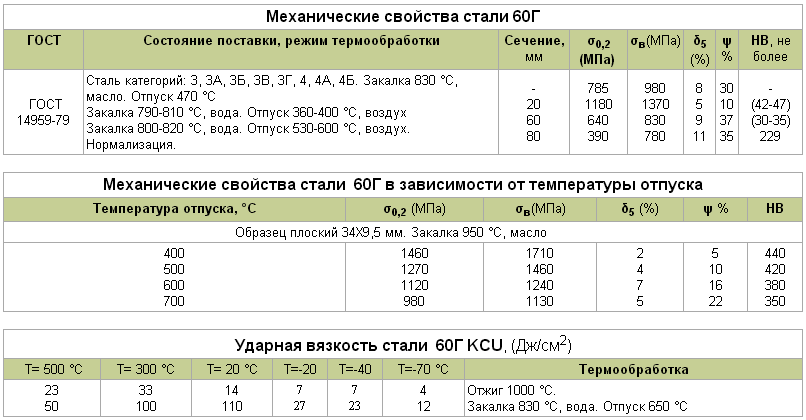
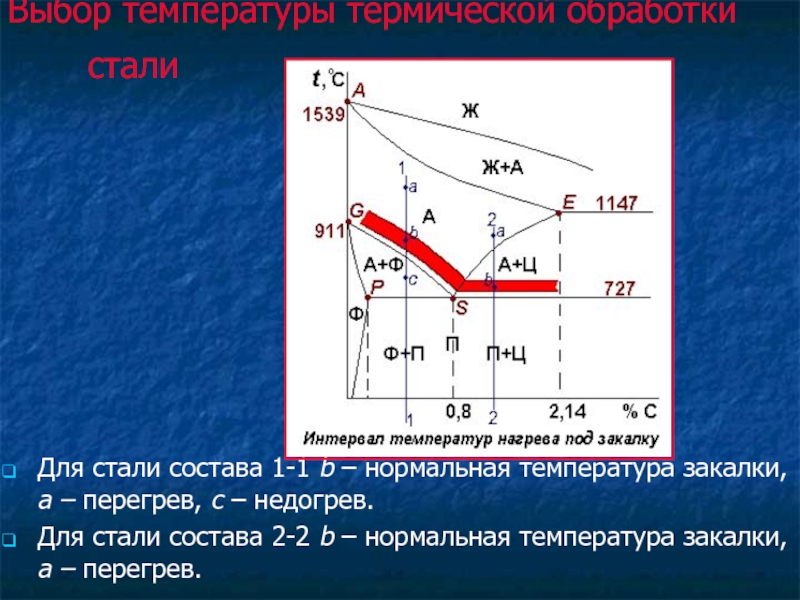
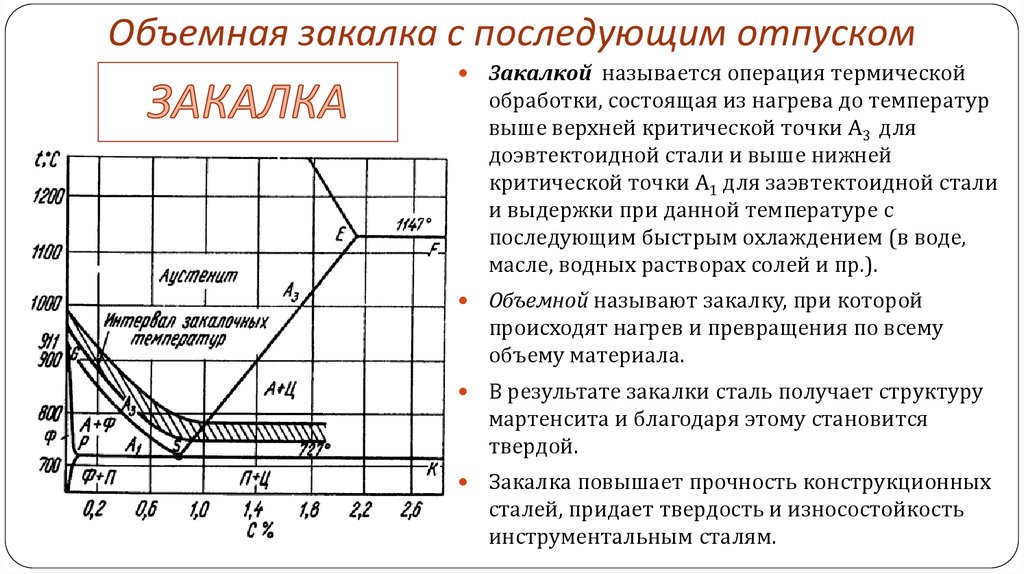
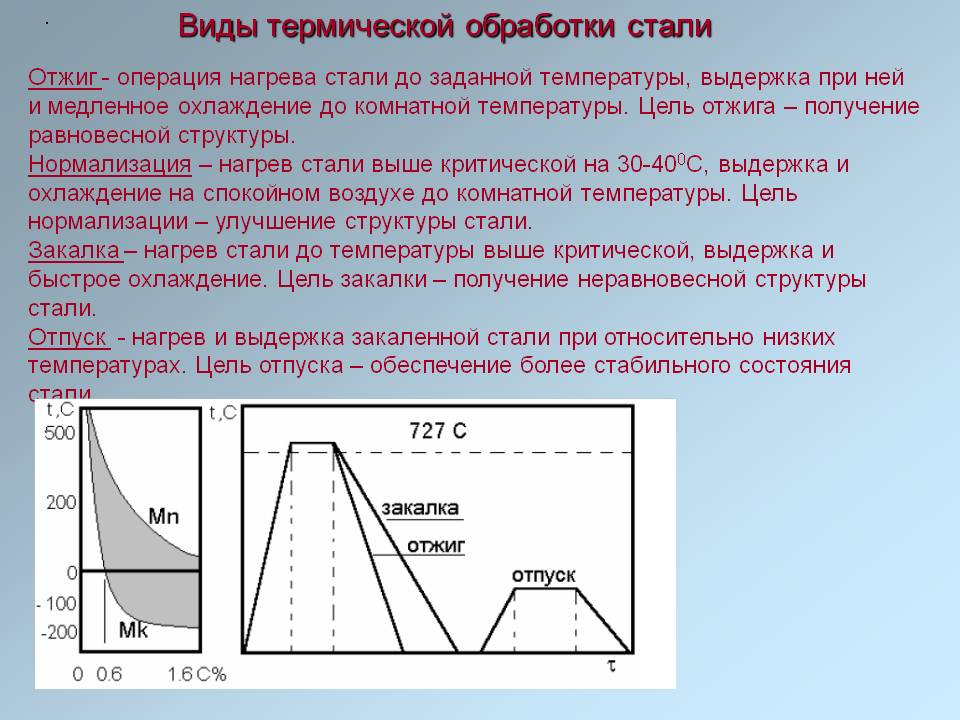
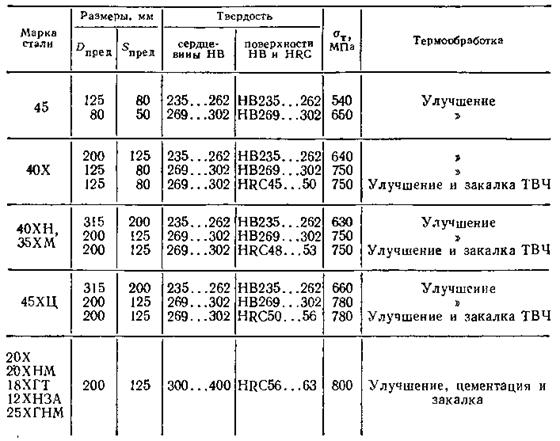
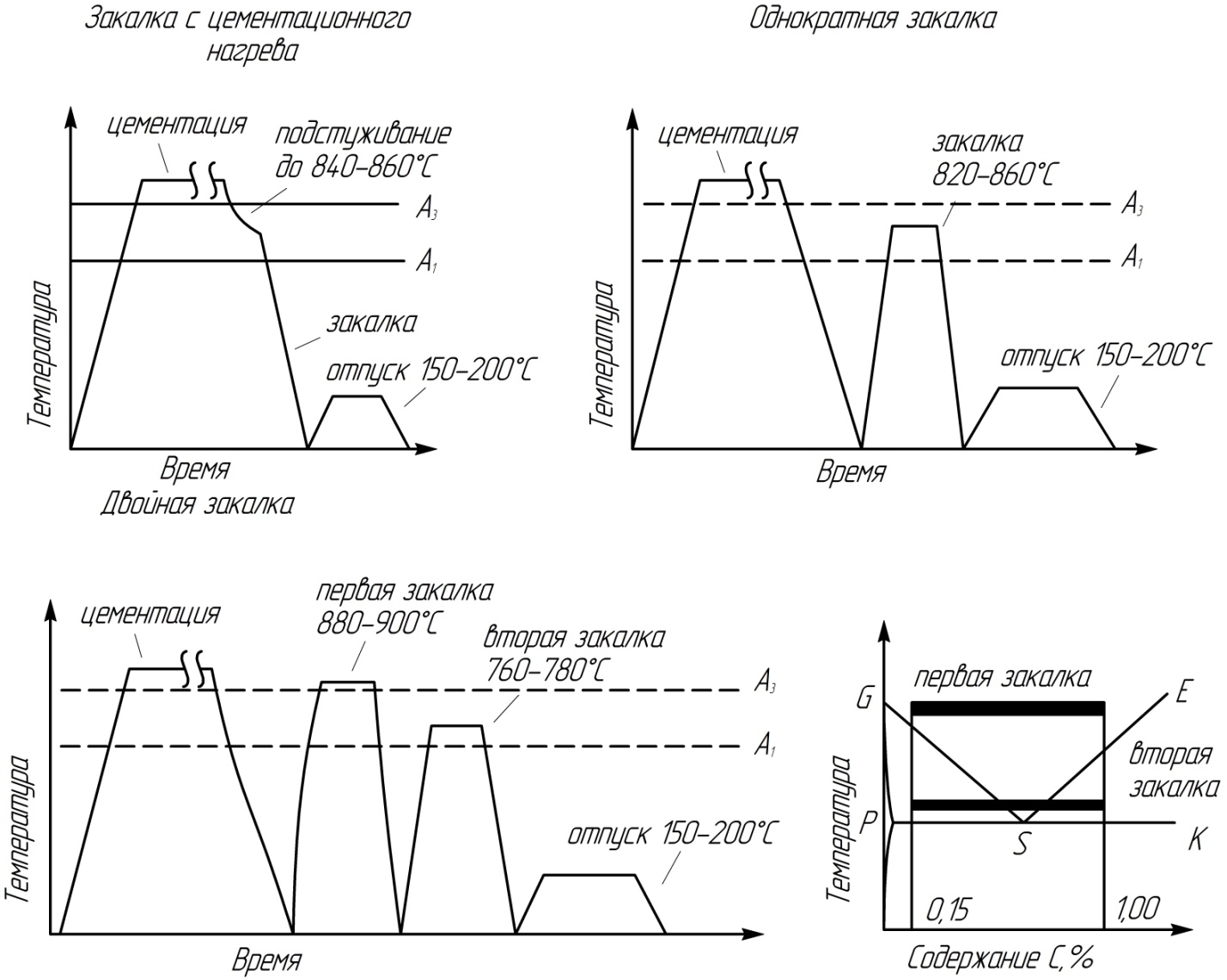
Температурно-временные параметры термической обработки и выбор её вида зависят от исходной структуры стали. Данный материал принадлежит к сталям доэвтектоидного типа, поэтому в его составе при температурах выше нижней точки аустенитного превращения — 723 °С — на 30…50 °С содержится аустенит в виде твердой механической смеси с незначительным количеством феррита. Поскольку аустенит – более твёрдая структурная составляющая, чем феррит, то интервал закалочных температур для стали 65Г будет существенно ниже, чем для конструкционных сталей с более низким процентным содержанием углерода. Таким образом, температурный интервал закалки стали данной марки должен находиться в пределах не более 800…830 °С.
Примерно такой же температурный диапазон применяют и для проведения нормализации – технологической операции термообработки, которую используют с целью исправления структуры материала изделия, для снятия внутренних напряжений, а при последующей механической обработке полуфабриката – и для улучшения его обрабатываемости.
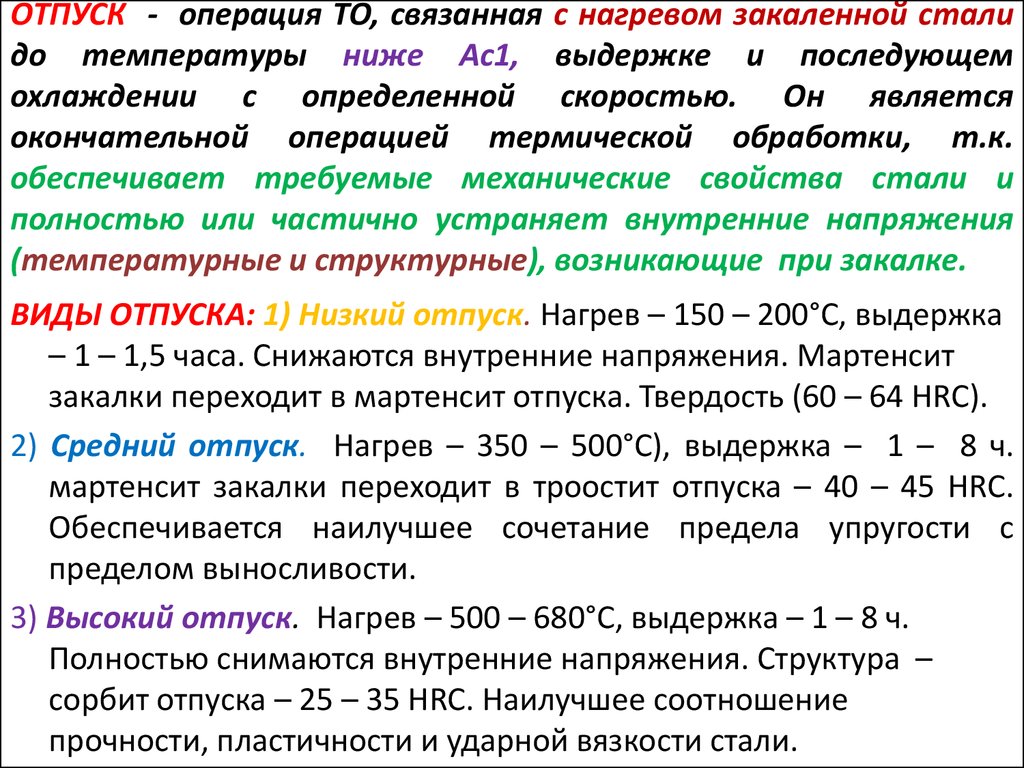
Поскольку ударная вязкость у закалённой стали 65Г – пониженная, то после закалки изделия из неё, в частности, пружины, обязательно должны пройти высокий отпуск. Происходящие в ходе отпуска мартенситно-аустенитные превращения снижают уровень возникающих во время закалки внутренних напряжений, снижают хрупкость и несколько поднимают показатели ударной вязкости.
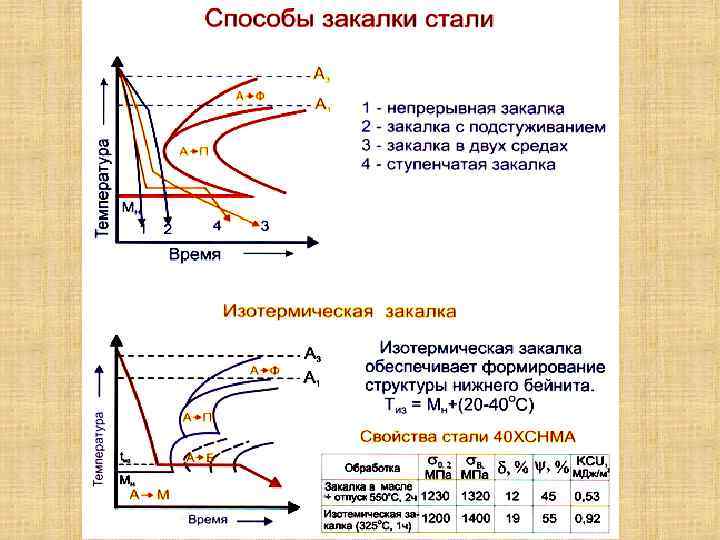
Переход высокого отпуска исключается из режима только в том случае, когда заготовка проходит изотермическую закалку. В результате высокого отпуска сталь 65Г приобретает структуру сорбита, характерными особенностями которой являются мелкодисперсность структуры при сохранении изначально высоких показателей твёрдости, что полностью соответствует эксплуатационным требованиям.
Сталь 20Х13 – хромистая нержавеющая — Литейные заводы России
Классификация хромистых нержавеющих сталейСталь 08Х13Сталь 12Х13Сталь 30Х13
Сталь 40Х13
Применение стали 20Х13
Сталь 20Х13 применяют при изготовлении изделий для работы в слабоагрессивных средах:
- атмосферные условия, кроме морских;
- водные растворы солей органических кислот при комнатной температуре;
- растворы азотной кислоты слабой и средней концентрации при умеренных температурах и др.
Сталь 20Х13 используют в тех случаях, когда изделия должны обладать достаточно высокой прочностью, а также высокой пластичностью и вязкостью. Сталь 20X13 удовлетворительно сваривается.
Сталь 20Х13 применяют также в качестве жаропрочного материала при температурах до 450-550 °С и в качестве жаростойкого — до 700 °С.
Химический состав стали 20Х13
Сталь 20Х13 входит в стали типа Х13 вместе со сталями 08Х13, 12Х13, 30Х13 и 40Х13. Занимает свой интервал по содержанию углерода — от 0,16 до 0,25 %, количества остальных легирующих элементов и примесей — такие же, как и у других сталей типа Х13 (таблица 1).
Таблица 1 — Химический состав стали 20Х13 по ГОСТ 5632-72
Класс стали 20Х13 по ГОСТ 5632-72
По классификации ГОСТ 5632-72 сталь 20Х13 относится к мартенситному классу.
Превращения и микроструктура стали 20Х13
- При нагреве отожженной стали 20Х13 полиморфное альфа-гамма превращение в ней происходит в интервале температур от 820 °С (Ас1) до 950 °С (Ас3). Температура точки Аr1 составляет 780 °С.
- При изотермической выдержке или медленном охлаждении в интервале 800-550 °С аустенит распадается феррито-карбидную смесь.
Эта феррито-карбидная смесь состоит из высокохромистого феррита и карбида типа Cr23C6.
При быстром охлаждении стали 20Х13 в ней происходит мартенситное превращение. Температура начала мартенситного превращения — 220 °С.
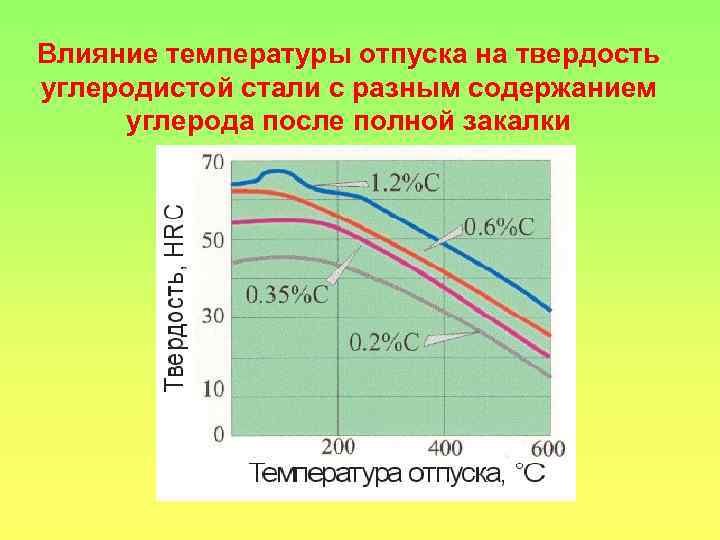
- С повышением температуры отпуска происходит значительное снижение прочности с увеличением пластичности, а также снижение коррозионной стойкости.
Сортамент стали 20Х13
Из стали 08Х13 производят следующую продукцию:
- лист толстый по ГОСТ 7350-77;
- лист тонкий по ГОСТ 5582-75;
- лента и подкат по ГОСТ 4986-78;
- сортовой прокат по ГОСТ 5949-75;
- трубы горячедеформированные по ГОСТ 9940-81;
- трубы холоднодеформированные и теплодеформированные по ГОСТ 9941-81;
- проволока по ГОСТ 18143-72.
Механические свойства стали 20Х13
Механические свойства стали 20Х13 в различных видах продукции представлено в таблице 2.
Таблица 2 — Механические свойства стали 20Х13 при 20 °С
Влияние понижения и повышения температуры на механические свойства прутка из стали 20Х13 после нормализации с 1000-1020 °С и отпуска при 730-750 °С показано в таблице 3.
Таблица 3 — Механические свойства стали 20Х13при низких и повышенных температурах
Коррозионная стойкость стали 20Х13
Сталь 20Х13 обладает высокой стойкостью в атмосферных условиях (кроме морской атмосферы), речной и водопроводной воде.
Специальные свойства стали 20Х13
Для деталей, работающих при повышенных температурах длительное время, предельная рабочая температура составляет 450-475 °С, при кратковременной работе — 500-550 °С.
Плотность стали 20Х13 — 7,76 г/см3.
Термическая обработка сварных швов стали 20Х13
После сварки проводят отпуск сварных соединений или изделий. Температура отпуска зависит от уровня требуемых механических свойств. Чаще всего применяют отпуск при 680-760 °С.
Технологические параметры стали 20Х13
Сталь 20Х13 имеет хорошую технологичность при горячей пластической деформации. Температурный интервал горячей пластической деформации составляет от 1100 до 875-950 °С. Нагрев под прокатку и ковку до 780 °С проводят медленно. После горячей деформации применяют медленное охлаждение.
Для стали 20Х13 обычно применяют смягчающий отжиг при 750-800 °С с охлаждением в печи до 500 °С. Окончательная термическая обработка – закалка с 950-1000 °С с охлаждением в масле или на воздухе и отпуск на заданную твердость и коррозионную стойкость.
Что такое закалка металлов и ее виды
Под закалкой понимают вид термообработки металла, состоящий из его нагрева до температуры, при достижении которой наступает изменение структуры кристаллической решетки (полиморфное превращение) и дальнейшего ускоренного охлаждения в воде или масляной среде. Целью такой термообработки является повышение твердости металла.

Применяется также закалка, при которой температура нагрева металла не дает состояться полиморфному превращению. В этом случае фиксируется его состояние, которое свойственно металлу при температуре нагрева. Это состояние называют пересыщенным твердым раствором.
Технологию закалки с полиморфным превращением используют в основном для изделий из стальных сплавов. Цветные металлы подвергают закалке без достижения полиморфного изменения.
После такой обработки стальные сплавы становятся тверже, но при этом они приобретают повышенную хрупкость, теряя пластичность.
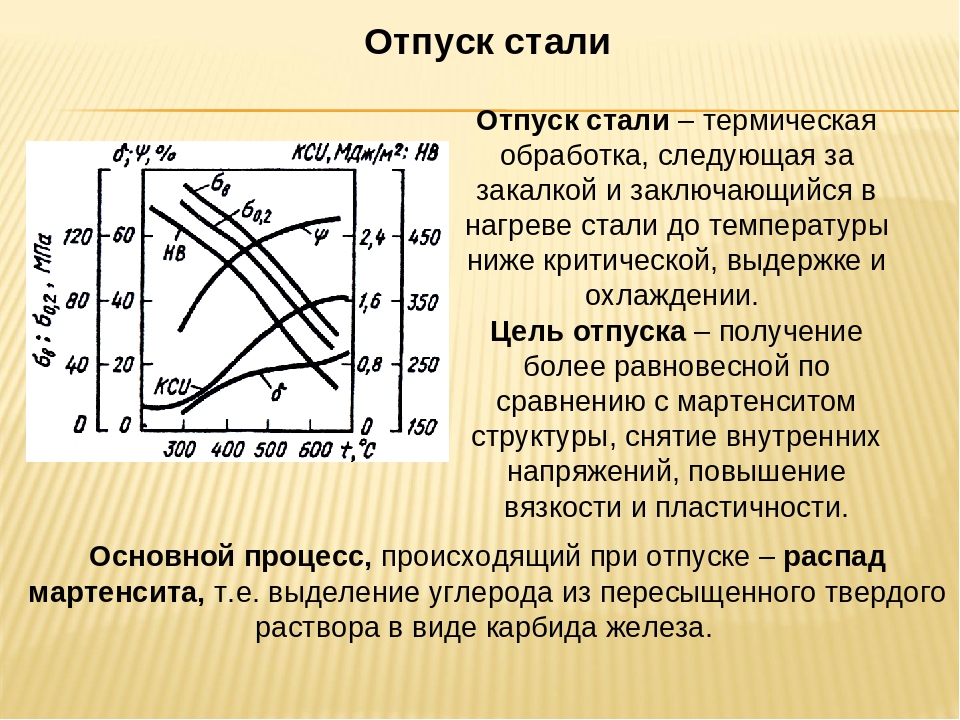
Чтобы снизить нежелательную хрупкость после нагрева с полиморфным изменением, применяется термообработка, называемая отпуском. Она проводится при более низкой температуре с постепенным дальнейшим охлаждением металла. Таким способом снимается напряжение металла после процесса закаливания, и уменьшается его хрупкость.
При закалке без полиморфного превращения нет проблемы с излишней хрупкостью, но твердость сплава не достигает требуемого значения, поэтому при повторной термической обработке, называемой старением, ее наоборот повышают за счет распада пересыщенного твердого раствора.
Особенности закалки стали
Закаливаются в основном нержавеющие стальные изделия и сплавы, предназначенные для их изготовления. Они имеют мартенситную структуру и характеризуются повышенной твердостью, приводящей к хрупкости изделий.

Если провести термообработку таких изделий с нагревом до определенной температуры с последующим быстрым отпуском, то можно добиться повышения вязкости. Это позволит использовать такие изделия в различных сферах.
Виды закаливания сталей
В зависимости от предназначения нержавеющих изделий, можно провести закалу всего предмета или только той его части, которая должна быть рабочей и иметь повышенные прочностные характеристики.
Поэтому закалку нержавеющих изделий подразделяют на два способа: глобальный и локальный.
Видео:
Охлаждающая среда
Достижение необходимых свойств нержавеющих материалов во многом зависит от выбора способа их охлаждения.
Разные марки нержавеющих сталей подвергаются охлаждению по-разному. Если низколегированные стали охлаждают в воде или ее растворах, то для нержавеющих сплавов для этих целей применяют масляные растворы.

Для того, чтобы получить высокую твердость металла, охлаждение проводят в проточной холодной воде. Также для повышения эффекта закалки для охлаждения готовят соляной раствор, добавляя в воду около 10% поваренной соли, или используют кислотную среду, в которой не менее 10% кислоты (чаще серной).
Кроме выбора охлаждающей среды немаловажным является режим и скорость охлаждения. Скорость снижения температуры должна быть не меньше 150°C за секунду. Таким образом, за 3 секунды температура сплава должна снизиться до 300°C. Дальнейшее снижение температуры может проводиться с любой скоростью, т. к. зафиксированная в результате быстрого охлаждения структура при низких температурах уже не разрушится.
Различают следующие способы охлаждения:
- С использованием одной среды, когда изделие помещают в жидкость и держат там до полного охлаждения.
- Охлаждение в двух жидких средах: масле и воде (или солевом растворе) для нержавеющих сталей. Изделия из углеродистых сталей сначала охлаждают в воде, т. к. она является быстро охлаждающей средой, а потом в масле.
- Струйным методом, когда деталь охлаждается струей воды. Это очень удобно, когда требуется закалить определенную область изделия.
- Методом ступенчатого охлаждения с соблюдением температурных режимов.
Температурный режим
Правильный температурный режим проведения закалки нержавеющих изделий является важным условием их качества. Для достижения хороших характеристик их равномерно прогревают до 750-850°C, а потом быстро проводят охлаждение до температуры 400-450°C.
Для снятия напряжения после нагрева до нужной температуры упрочнения металла, иногда используют поэтапное охлаждение изделий, постепенно снижая температуру на каждом из этапов нагрева. Такая технология позволяет полностью снять внутренние напряжения и получить прочное изделие с нужной твердостью.
Нож из рессоры
Нож – это отличная вещь, которая может быть полезна не только в качестве прекрасного инструмента, но и в виде замечательного сувенира. Каждый мальчишка будет рад такому подарку. Если нож изготовлен вручную, то он сразу становится уникальной ценностью в глазах владельца.
Взрослые тоже не всегда используют ножи исключительно в бытовых целях – многие люди их коллекционируют. Критерии выбора у всех разные, но каждый знает, что качественная сталь – это обязательное условие для хорошего ножа. Но и красиво выполненная ручка может произвести не меньшее впечатление, чем прочное лезвие, способное долго держать заточку.
В чем же особенность ножа из рессоры?
Причина популярности такого изделия, как нож из рессоры, заключается в свойствах металла. Высокая износостойкость и прочность в сочетании с высокой пластичностью позволили многим поколениям мастеров пользоваться рессорами как главным источником сырья.
Характеристики рессорно-пружинной стали
Рессоры изготавливают из рессорно-пружинной стали 65Г, но могут быть применены другие марки: 50ХГСА, 50ХГА, 50ХФА. Это тоже рессорно-пружинные стали – определить какая из них взята в качестве материала для клинка можно только с помощью химического анализа. Либо по нюансам поведения металла при обработке, но с этим справятся только опытные мастера. Для начинающего изготовителя разница между перечисленными материалами будет практически незаметна.
Сталь 65г для ножей: плюсы, минусы и особенности
Сталь для ножей представляет собой сочетание углерода и железа. В зависимости от предназначения и требуемых качеств, пропорции могут значительно отличаться. Кроме этого, для достижения высоких показателей прочности, долговечности и твердости, могут применяться различные добавки и компоненты, улучшающие свойства исходного материала.
Главная задача большинства оружейников – разработать или воспроизвести такую сталь для ножа, которая будет иметь высокую прочность и при этом не менее высокую твердость.
На сегодняшний день, одной из самых популярных сталей для ножей принято считать сплав 65г. Именно о ней и пойдет речь далее.
Общие сведения о стали 65г
Такая сталь пользуется огромной популярностью из-за своей относительно низкой стоимости
Если говорить о закалке, то этот материал не боится перегрева. Однако, если температуры достаточно высокие, то ударная вязкость довольно быстро снижается, что в свою очередь неизбежно приводит к большому росту зерен в мелкой текстуре волокон.
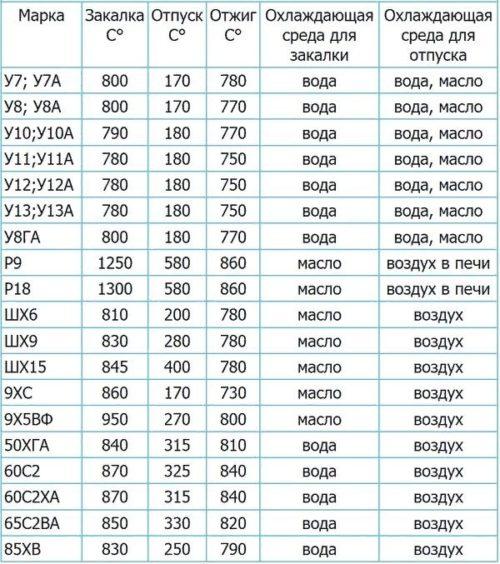
Температура закаливания может быть разной (от 800 до 820 градусов Цельсия). Все зависит от сложности очертаний исходного изделия и показателей металла, необходимых для того или иного сценария использования.
За счет добавления Марганца, такой сплав еще называют раскисленной сталью, это касается абсолютно всех материалов, содержащих такой компонент. Свои свойства ножи приобретают в тех случаях, когда в процессе закаливания было достигнуто перлитное превращение.

Плюсы стали 65г
Несомненно, большой популярностью эта сталь пользуется не только благодаря низкой стоимости производства, но и по другим, немаловажным пунктам:
- Очень высокая твердость. Это означает, что при существенных нагрузках материал не будет деформироваться, ломаться или разрушаться.
- Большая устойчивость к ударам, деформациям. Именно за это качество, такую сталь принято использовать для метательных ножей, клинков, реже – для медицинских инструментов.
- Простота в заточке.
- Высокая сопротивляемость разрыву.
Стоит отметить, что цифра «65» в названии означает процентное содержание углерода в составе сплава в сотых долях. Буква «Г» говорит о том, что основной легирующий элемент это Марганец. Именно благодаря ему, сплав приобретает большинство вышеописанных свойств.

Минусы стали 65г
Как и у любого сплава, у этой есть ряд минусов, которые не дают использовать этот материал в определенных целях:
- Из-за того, что данный материал относится к группе углеродсодержащих соединений, он крайне сильно подвержен коррозии.
- Хоть данная сталь и легко затачивается, она достаточно быстро теряет заточку. Именно поэтому нужно постоять следить за режущей кромкой и за ее сведением, постоянно подтачивать нож.
- Довольно весомые ограничения по применению.
Преимущества и недостатки являются больше относительными, их не всегда можно применить ко всем ножам, сделанным из данного сплава. Это обусловлено тем, что у каждого производителя технология производства либо немного, либо серьезно отличаются друг от друга.

Особенности
Из-за своих свойств, сталь 65г не подходит для сварки
Но стоит отметить, что спектр использования довольно широк, даже если не брать во внимание холодное оружие. Из нее делают различные пружины, рессоры, корпуса подшипников, узлы и металлоконструкции. Она нашла применение даже в грузовых машинах – при создании рессоры заднего моста применяют именно этот материал
Она нашла применение даже в грузовых машинах – при создании рессоры заднего моста применяют именно этот материал.
Чтобы материал сохранял свои свойства и не покрывался ржавчиной его необходимо держать в сухом помещении, а изделия периодически покрывать маслом.
Благодаря своей дешевизне и довольно приличным свойствам, сталь 65г используют в качестве аналогов таких материалов, как: 55С2, 60С2, 70, 70Г, У8А, 9Хс.
Эластичность металла при ковке позволяет изготавливать холодное оружие и клинки в домашних условиях. Именно благодаря этой причине, сталь 65г получила широкое распространение в этой отрасли. Это касается ручного производства не только спортивных снарядов или орудий для реконструкций, но и в бытовом использовании — на кухне.

Итоги
Подводя итоги, стоит отметить, что такая сталь часто используется для спортивного вида холодного оружия, а также орудий для турниров. Ведь именно при таком сценарии использования необходима стойкость к ударам и низкая стоимость изделия.
Делать ножи из этой стали будут еще долгое время, но все же в более специализированных отраслях. Хоть и ножи из такой стали почти не используют на кухне, особенно в последнее время, любителей мастерить клинки из остатков такого сплава предостаточно.
Сталь 65Г
Рессорно-пружинная сталь 65Г характеризуется повышенной износостойкостью, при этом относительно дешева. Именно эти характеристики позволили данному виду стали найти широкое применение в машиностроении.
Шайбы, пружины и рессоры, корпуса подшипников, тормозные ленты и диски, фланцы и шестерни, подающие и зажимные цанги, а также прочие элементы узлов и конструкций – все это изготавливается из стали 65Г. Как правило из нее изготовлены листовые рессоры заднего моста в грузовых автомашинах. Не применяется в сварных конструкциях и для работы с ударной нагрузкой.
Сталь 65Г, как и любая пружинно-рессорная сталь, обладает хорошими режущими свойствами и поддается оксидированию (воронению, чернению). Полоса или лист 65Г успешно применяются для изготовления ножей. В основном из этой стали изготавливают метательные ножи, реже — разделочные. Методом ковки из стали 65Г изготавливают казацкие шашки. Считается, что сталь 65Г один из самых дешевых материалов для изготовления ножей, так что ножи из этой стали будут делать еще долго.
Сходные физические и механические свойства позволили использовать лист 65Г вместо таких видов стали, как 55С2 и стали 60С2А, 70 и 70Г. Можно также заменить применение стали У8А и 9Хс. Часто при употреблении словосочетания «пружинно-рессорная сталь», подразумевают как раз сталь 65Г.
Химический состав ст. 65Г
| Кремний (Si) | 0.17-0.37 |
| Медь (Cu), не более | 0.20 |
| Марганец (Mn) | 0.90-1.20 |
| Никель (Ni), не более | 0.25 |
| Фосфор (P), не более | 0.035 |
| Хром (Cr), не более | 0.25 |
| Сера (S), не более | 0.035 |
Физические свойства
| 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 |
| 215 | 213 | 207 | 200 | 180 | 170 | 154 | 136 | 128 | |
| 84 | 83 | 80 | 77 | 70 | 65 | 58 | 51 | 48 | |
| 7850 | 7830 | 7800 | 7730 | ||||||
| 37 | 36 | 35 | 34 | 32 | 31 | 30 | 29 | 28 | |
| 20- 100 | 20- 200 | 20- 300 | 20- 400 | 20- 500 | 20- 600 | 20- 700 | 20- 800 | 20- 900 | 20- 1000 |
| 11.8 | 12.6 | 13.2 | 13.6 | 14.1 | 14.6 | 14.5 | 11.8 | ||
| 490 | 510 | 525 | 560 | 575 | 590 | 625 | 705 |
Применение стали 65Г
Применяется для производства пружин, рессор, упорных шайб, тормозных лент, фрикционных дисков, шестерней, фланцев, корпусов подшипников, зажимных и подающих цанг и других деталей, к которым предъявляются требования повышенной износостойкости и работающих без ударных нагрузок; проволоки квадратного, прямоугольного и трапециевидного сечений, предназначенной для изготовления пружинных шайб; ножей землеройных машин (бульдозеров, скреперов, культиваторов, грейдеров и автогрейдеров, а также для ножей бульдозерного и грейдерного оборудования экскаваторов, катков и других землеройных машин); плющеной термообработанной ленты толщиной 0,15-2,00 мм для изготовления пружинящих деталей и пружин, за исключением заводных; измерительных лент; закаленной и отпущенной кардной проволоки круглого и фасонного профиля, применяемой для изготовления скобок игольчатых изделий; проволоки квадратного, прямоугольного и трапециевидного сечений, предназначенной для изготовления пружинных шайб.
Применение стали У10А.
Исходный химический состав стали и требования к деталям, изготавливаемым из неё
Относясь к разряду экономнолегированных, сталь 65Г относительно дешёвая, что обуславливает её широкое и эффективное применение. В числе главных её компонентов находятся:
- углерод (в пределах 0,62…0,70 %);
- марганец (в пределах 0,9…1,2 %);
- хром и никель (до 0,25…0,30 %).
Все остальные составляющие – медь, фосфор, сера и т.д. – относятся к примесям, и допускаются в химическом составе данного материала в количествах, ограничиваемых госстандартом.

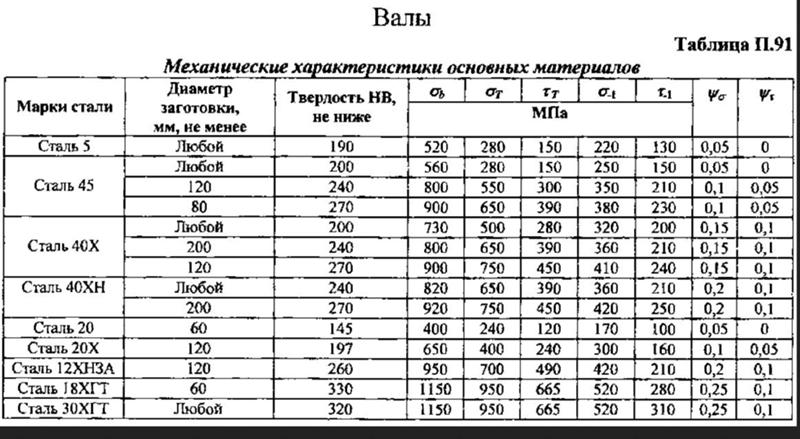
При достаточной твёрдости (например, после поверхностной нормализации она должна составлять не менее 285 НВ), и прочности на растяжение (не ниже 750 МПа), сталь 65Г обладает достаточно высокой для своего класса ударной вязкостью – 3,0…3,5 кг∙м/см2. Это даёт возможность использовать материал для производства ответственных деталей подъёмно-транспортного оборудования (в частности, ходовых колёс мостовых кранов, катков), а также пружинных шайб и пружин неответственного назначения.
Стоит отметить, что детали пружин, изготовленные из стали 65Г, плохо свариваются, а также не могут противостоять периодически возникающим растягивающим напряжениям (относительное удлинение не превышает 9%), а потому не подлежат применению в неразъёмных конструкциях машин и механизмов.
При проведении процессов холодного пластического деформирования сталь становится весьма малопластичной уже при малых (до 10%) деформациях, поэтому, при необходимости изготовления из неё пружин больших размеров, приходится применять нагрев исходных заготовок, даже под листовую штамповку. Впрочем, и в горячем состоянии предельные степени деформации стали 65Г не превышают 50…60%.
Несмотря на то, что в ходе деформационного упрочнения предел временного сопротивления материала увеличивается до 1200…1300 МПа, этих показателей недостаточно для того, чтобы придавать конечной продукции (например, пружинам) необходимую эксплуатационную прочность. Поэтому закалка и отпуск стали 65Г обязательны.
Общие параметры
Вещества, входящие в этот материал и дальнейшая его термообработка обеспечивает:
- высокую стойкость к износу;
- хорошая ударная вязкость;
- сопротивление на разрыв;
- высокая стойкость к воздействию ударов.
Отсутствие большого количества легирующих элементов позволяет обеспечить относительно низкую цену этой стали.
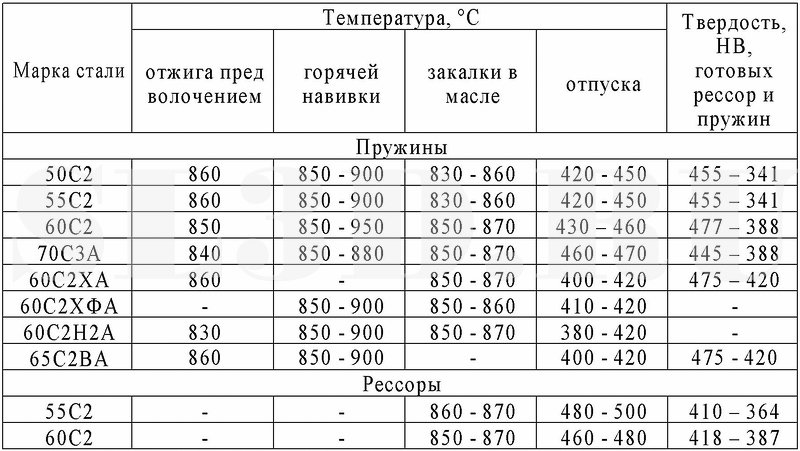
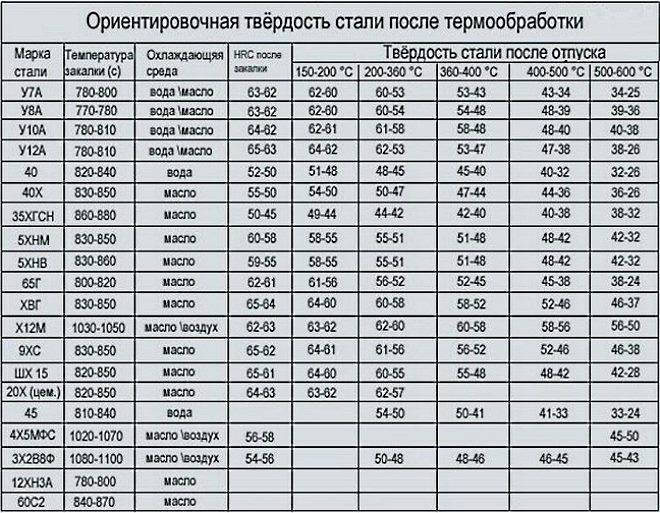
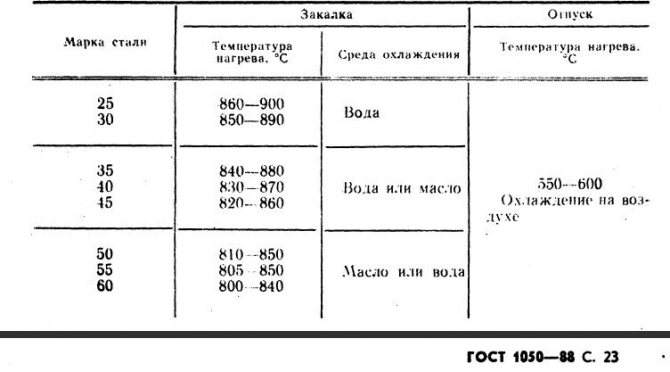
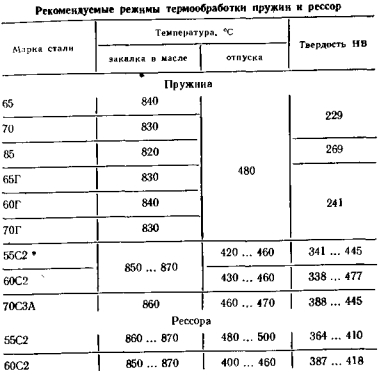
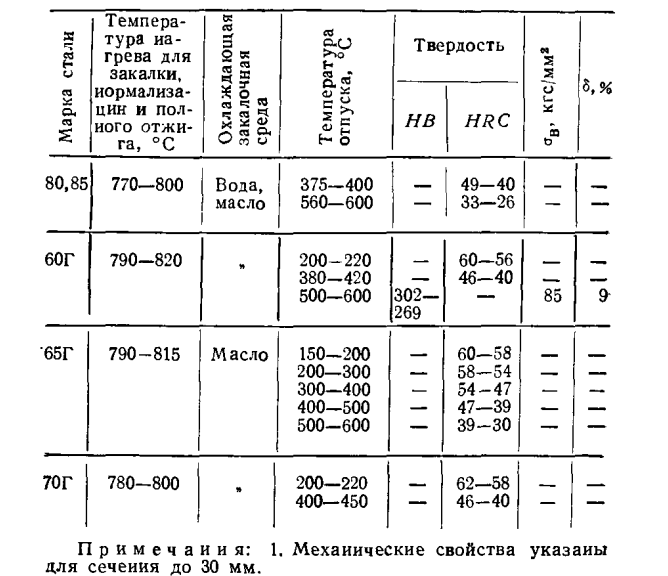
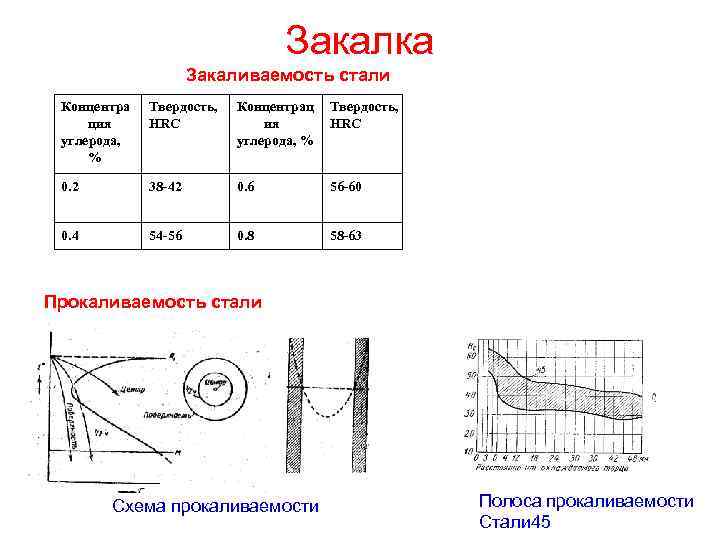
Для получения заданных параметров сталь марки 65Г закаливают при температуре от 800 до 830 ºC. Отпуск выполняют при температуре от 160 до 200 ºC, такой отпуск называют высоким. Охлаждение выполняют на воздухе. Такие режимы термической обработки позволяют получить изделие с твёрдостью поверхности 45- 47 по HRC.
Технолог, проектируя процесс термообработки должен помнить, сталь 65Г и ее аналоги не опасаются перегрева, но при выполнении закаливания в верхних точках температурного диапазона может снизиться ударная вязкость.
Технология последующего отпуска
Как уже указывалось, для получения структуры сорбита изделия из стали 65Г подвергают только высокому отпуску при температурах 550…600 °С, с охлаждением на спокойном воздухе. Для особо ответственных деталей иногда проводят дополнительный низкий отпуск. Диапазон его температур — 160…200 °С, с последующим медленным охлаждением на воздухе. Такая технология позволяет избежать накапливания термических напряжений в изделии, и повышает его долговечность. Для отпуска можно применять не только пламенные, но и электрические печи, оснащённые устройствами для принудительной циркуляции воздуха. Время выдержки изделий в таких печах — от 110 до 160 мин (увеличенные нормативы времени соответствуют деталям сложной конфигурации и значительных поперечных сечений).
В качестве рабочих сред при закалке стали 65Г не рекомендуется использовать воду и водные растворы солей. Ускорение процесса охлаждения, которое вызывает вода, часто сопровождается неравномерностью прокаливания.
Итоговый контроль качества закалки состоит в оценке макро- и микроструктуры металла, а также в определении финишной твёрдости изделия. Поверхностная твёрдость продукции, изготовленной из стали 65Г, должна находиться в пределах 35…40 НRC после нормализации, и 40…45 НRC – после закалки с высоким отпуском.
Источник
Как закалить металл в домашних условиях
Существует большое количество способов, подразумевающих различную технику и другие приспособления. Однако в данной статье мы рассмотрим два наиболее популярных, которые лучше всего подойдут для домашних условий: в печи или духовке и на костре.
Принципиального различия между данными способами не существует. Главное — поместить нож или другое изделие в печь или костер и следить за его температурой.
Первым делом происходит отжиг, то есть главный шаг термообработки
Важно следить за температурой стали и не допустить перегрева. Если нет специального прибора, которым можно измерить ее текущий показатель, можно оценивать его по цвету каления:
- Оранжевый — от 950 до 1000 градусов;
- Красно-оранжевый — от 900 до 950;
- Красный — от 800 до 900;
- Темновато-красный — от 750 до 800 градусов;
- Красно-бордовый — от 700 до 750;
- Бордовый — от 650 до 700;
- Коричнево-красный — от 550 до 650;
- Красновато-коричневый — от 500 до 550 градусов.
Также проверить готовность закалки можно с помощью обычного магнита. Если он перестал «липнуть» к металлу, то его температура составляет порядка 760 градусов, и необходимо как можно быстрее переходить к охлаждению.
Для более удобного отпуска также можно сверяться по цвету изделия, таким образом:
- Серый — 350 градусов;
- Голубой — 300−350 градусов;
- Синий — 300 градусов;
- Фиолетовый — 280 градусов;
- Красно-коричневый — 260 градусов;
- Желто-коричневый — 250 градусов;
- Соломенно-желтый — 240 градусов;
- Светло-желтый — 200−240 градусов.
Итак, как видите, довольно просто произвести закалку изделия из стали в домашних условиях. Однако всегда нужно помнить о мерах безопасности, а также иметь в виду инструкцию, описанную в данной статье.





