

Электрическое оборудование
В электрооборудовании станка ВМ127 можно выделить следующие три части: силовая, управляющая и модуль питания.
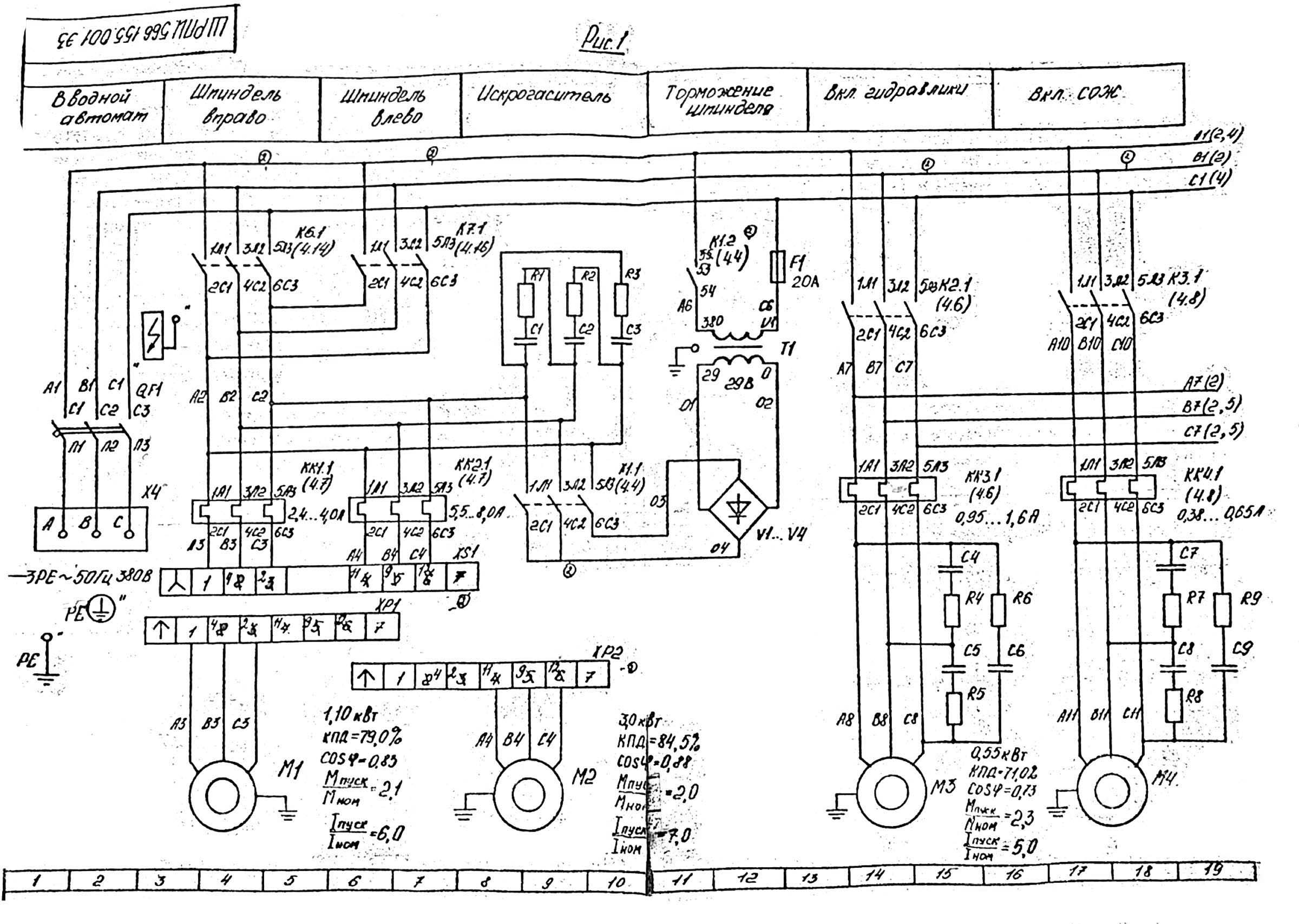
Силовая часть
Эта составляющая электрической схемы представлена цепями питания основного и вспомогательных электродвигателей (М1, М2 и М3) и включает в себя следующие элементы:
- Контакторы пускателей.
- Предохранительные вставки.
- Тепловые реле.
- Элементы реверса.
Благодаря этим деталям обеспечивается работоспособность всех приводных систем и требуемая функциональность оборудования.
Управляющая часть
К управляющей части электрики относятся коммутирующие элементы (реле времени) с группой слаботочных контактов, переключающих режимы работы различных узлов. Сюда же входят защитные компоненты (предохранители и катушки индуктивности).
Обратите внимание! Схемы коммутации узлов станочного оборудования приводятся в таблицах. Руководствуясь ими, можно будет выбрать требуемый режим работы. Руководствуясь ими, можно будет выбрать требуемый режим работы
Руководствуясь ими, можно будет выбрать требуемый режим работы.
Система питания
Питающие цепи электрооборудования обеспечивают:
- Преобразование переменного напряжения в постоянный потенциал, необходимый для питания реле.
- Трансформацию напряжения 220 Вольт до уровня, требуемого для осветительного прибора (лампочки).
Они включают в себя диодный мост, выключатели, а также предохранители и понижающий трансформатор.
Работа составных частей электрооборудования
Следует рассмотреть работу составных частей с вышеозначенным электрооборудованием в различных режимах.
Зажим инструмента
Чтобы эффективно зажать необходимый инструмент используется переключатель, который расположен на боковом пульте. Его переводят в положение «Зажим», при этом начинает функционировать пускатель, который подает питание на двигатель с функцией зажима.
Включение шпинделя
Для запуска необходимо нажать соответствующую кнопку, вслед за которой включается пускатель. Затем начинает работать и реле. Через контакторы пускателя напряжение трех фаз приходится на движок.
Выключение и торможение шпинделя
Для начала нажимается соответствующая кнопка, после чего снимается с элементов напряжение. Через некоторое время срабатывает пускатель, который включает процесс торможения шпиндельной головки. В результате через несколько секунд происходит ее полная остановка.
Включение насоса охлаждения
Для этого в конструкции имеется переключатель. Через контакты этого элемента органов управления напряжение попадает на двигатель.
Аварийное выключение
В аварийных ситуациях существует кнопка, которая отключает цепь питания в 110 Вт. Затем эта кнопка при помощи пружины возвращается на место и станок можно снова включить.
Электропривод подач
Для этой операции есть рукоятка с тремя установленными позициями. В управляющие комбинации входят и переключатели, которые используются для контроля над движением вдоль.
Регулировка цепи торможения шпинделя
Чтобы отрегулировать цепь торможения шпиндельной головки, следует:
- Включить работу шпиндельного узла.
- Затем остановить его спустя время.
- Параллельно включить секундомер и затормозить его в момент, когда щелкнет пускатель.
- Если задержка больше 1 сек., необходимо повернуть регулирующий элемент по часовой стрелке.
Затем заново проверяются параметры задержки торможения. Фрезерный станок ВМ127 успешно используется на мелкосерийном производстве. Это надежное и простое в обращении оборудование с уникальными свойствами, которые позволяют обрабатывать детали из нескольких видов материала, выполняя стандартные фрезеровочные работы.
Технические характеристики и применение
При выборе модели уделяется внимание основным техническим характеристикам. В комплект поставки включается паспорт
Скачать паспорт (инструкцию по эксплуатации) фрезерного станка ВМ127
Основными параметрами можно назвать нижеприведенные моменты:
- Размер рабочей поверхности фрезерного станка определяет то, какие заготовки могут обрабатываться. В рассматриваемом случае размер 1600 на 40 мм.
- Максимальная нагрузка на стол составляет 800 килограмм.
- На фрезерном станке устанавливается несколько электрических моторов. Основной имеет мощность 11 кВт, также есть дополнительные с мощностью 2,1 кВт и 0,12 кВт. Они предназначены для управления столом и перекачивания охлаждающей жидкости в зону резания.
- Класс точности оборудования составляет Н. Стоит учитывать этот показатель при производстве самых различных изделий.
- Масса фрезерного станка составляет 4200 килограмм. Этот момент определяет то, что оборудование должно устанавливаться на специальном основании.
- Технология обработки предусматривает установку наиболее подходящей скорости вращения инструмента. Оператор может указать одну из 18 скоростей вращения шпинделя.
- Стол может передвигаться в нескольких направлениях с различной скоростью.
Фрезерование станком фрезерный ВМ127 позволяет получать изделия с высокой точностью. Модель устанавливается в случае наладки мелкосерийного или штучного производства, за счет установки современной фрезы есть возможность увеличить показатель производительности. Характеристики оборудования определили его широкое распространение в машиностроительной промышленности.

При соответствующем оборудовании домашней мастерской можно провести установку рассматриваемого фрезерного станка. Стоит учитывать, что высокий показатель электропотребления предъявляет высокие требования к электрической сети. Кроме этого, в качестве основания должна применяться массивная плита.
голоса
Рейтинг статьи
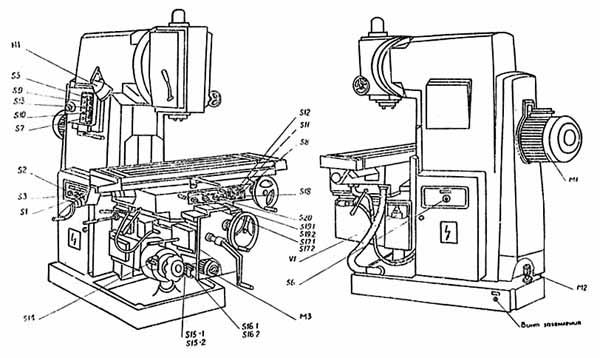
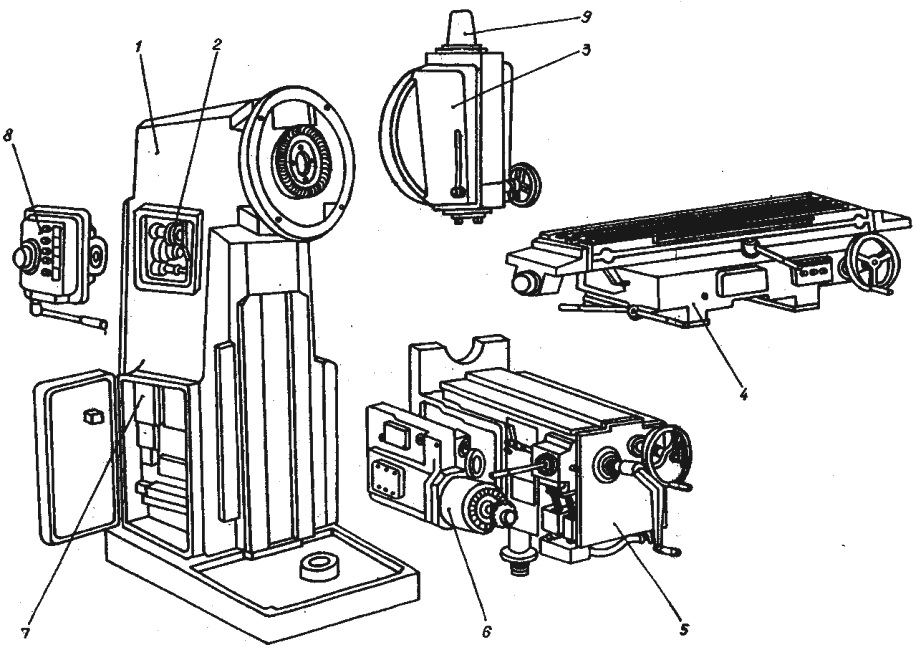
Перечень и расположение органов управления, паспорт
Наиболее важные органы управления находятся спереди агрегата, а также на боковой панели от поворотной головки и непосредственно на боковинах основания.
Для регулировки подач имеются ручки, расположенные непосредственно перед мастером немного ниже поверхности стола. Здесь расположены:
- маховик, перемещающий инструментальный стол;
- рукоятка передвижения стола по вертикали;
- рычаг для выключения перемещения вдоль;
- переключатель управляющего режима.
Помимо этого, в управляющую систему оборудованием входит:
- кнопка «Пуск»;
- дублирующая кнопка остановки шпиндельной головки;
- зажимы стола;
- рукоятки ручного перемещения;
- маховик для выдвижения гильзы шпинделя.
Сбоку станины расположен грибок-переключатель подач, а также кнопки пуска и остановки всех основных узлов.
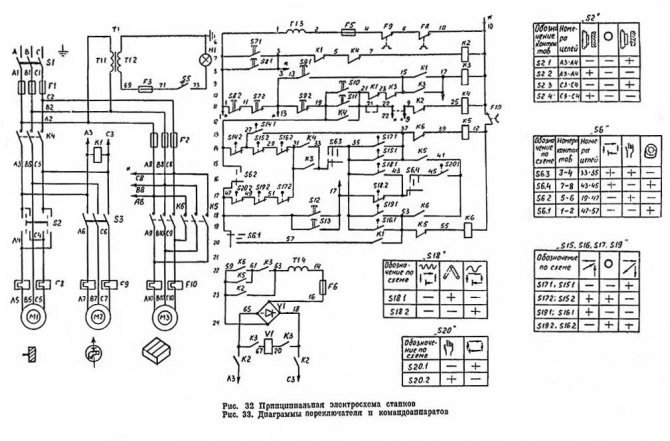
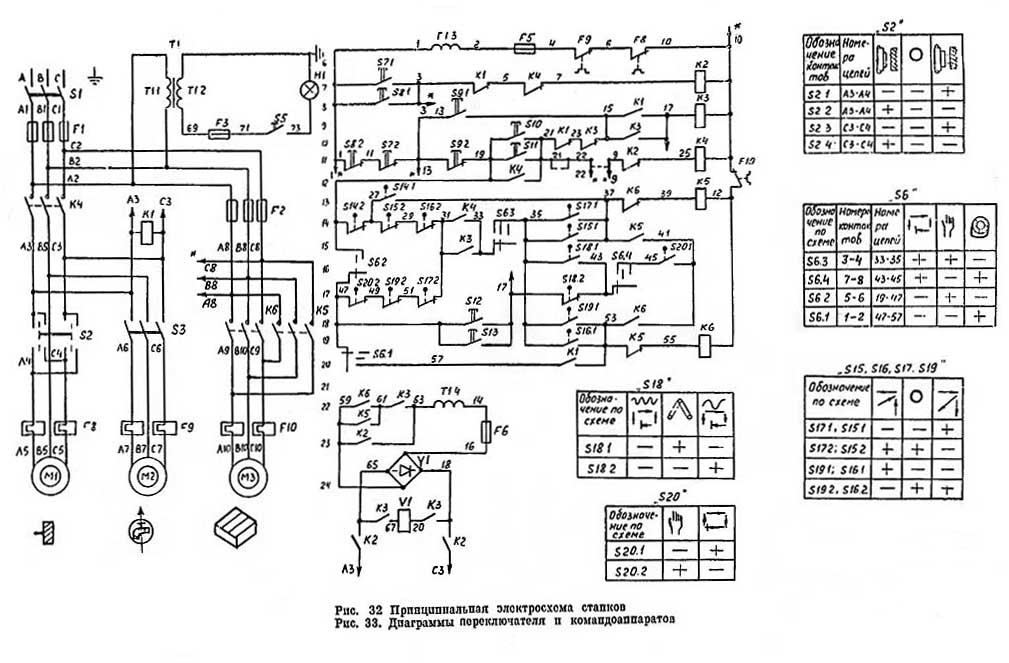
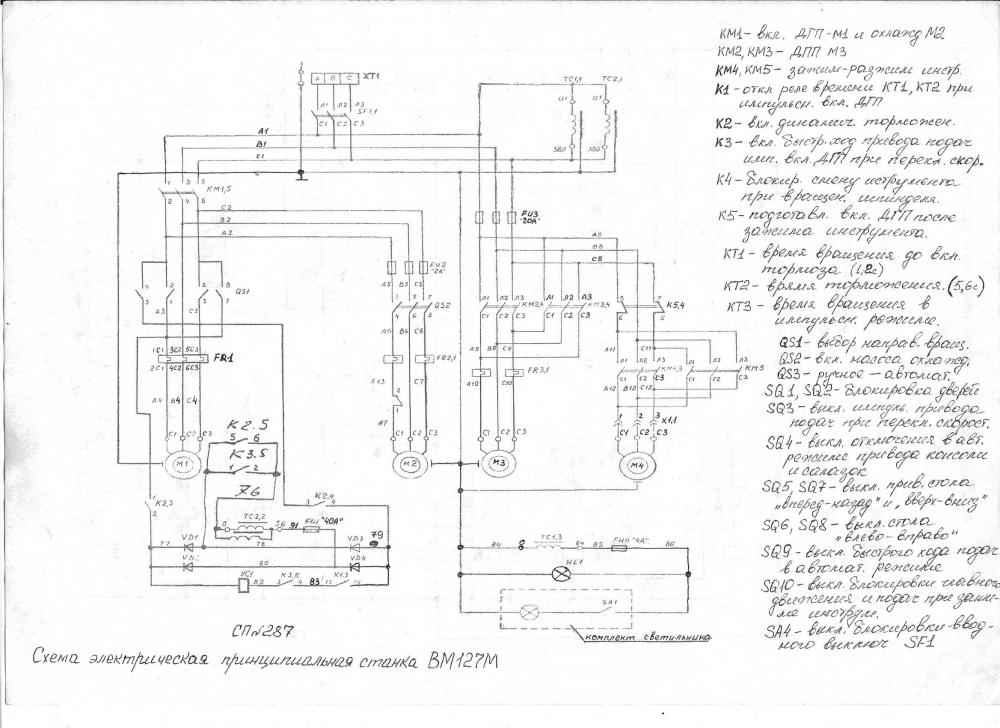
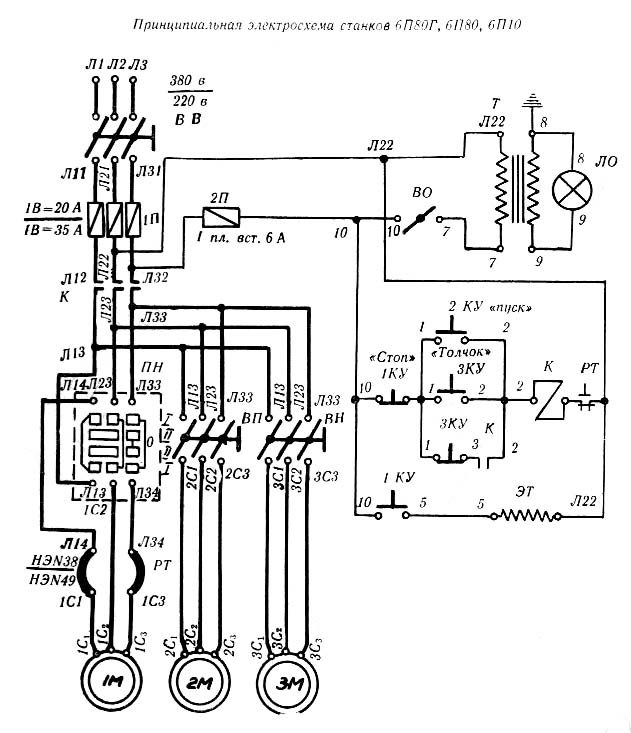
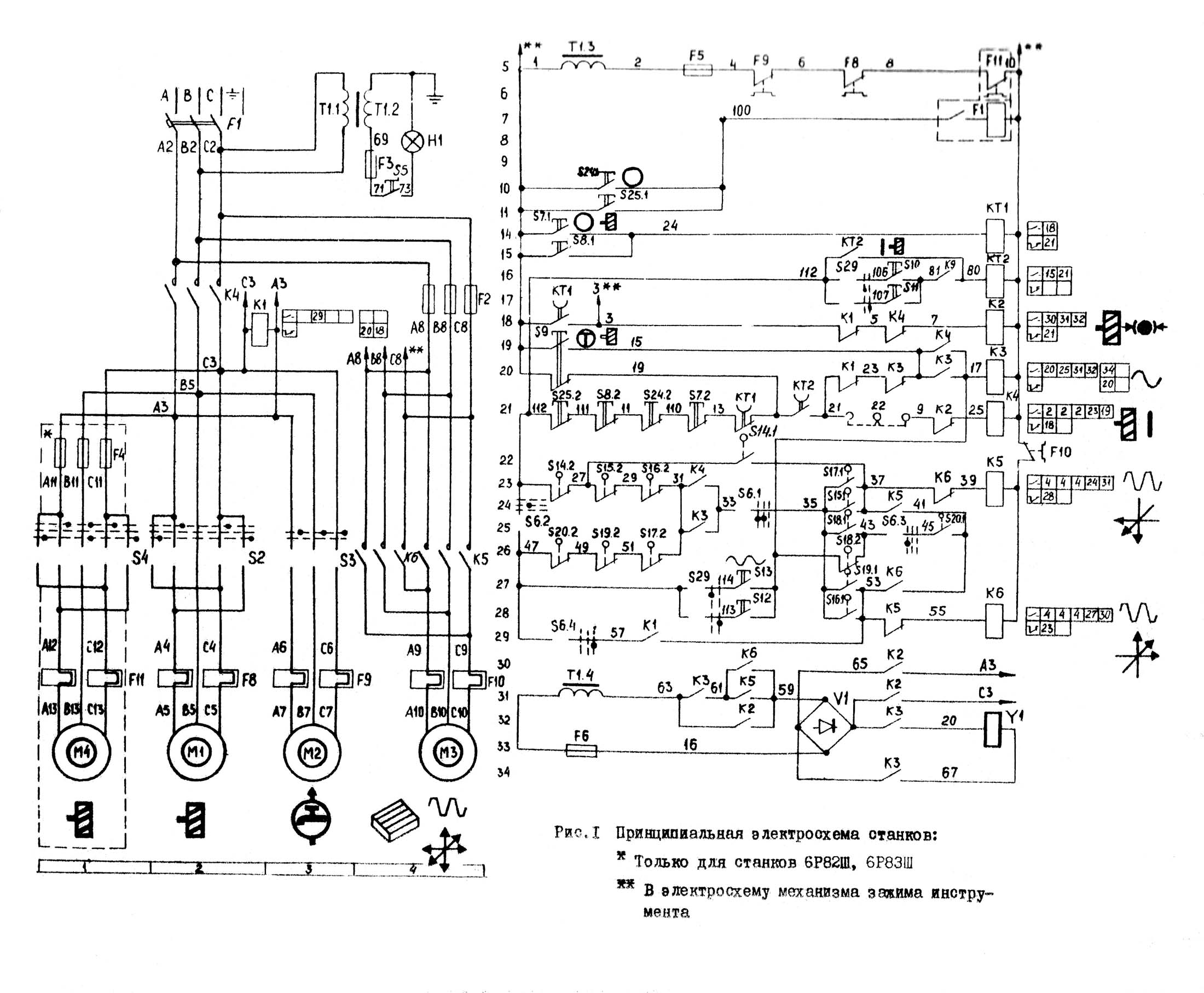
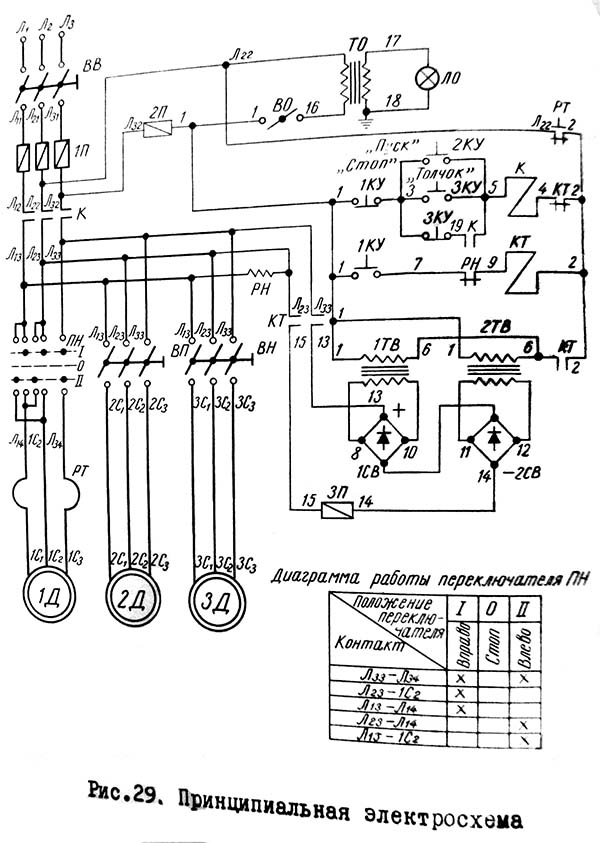
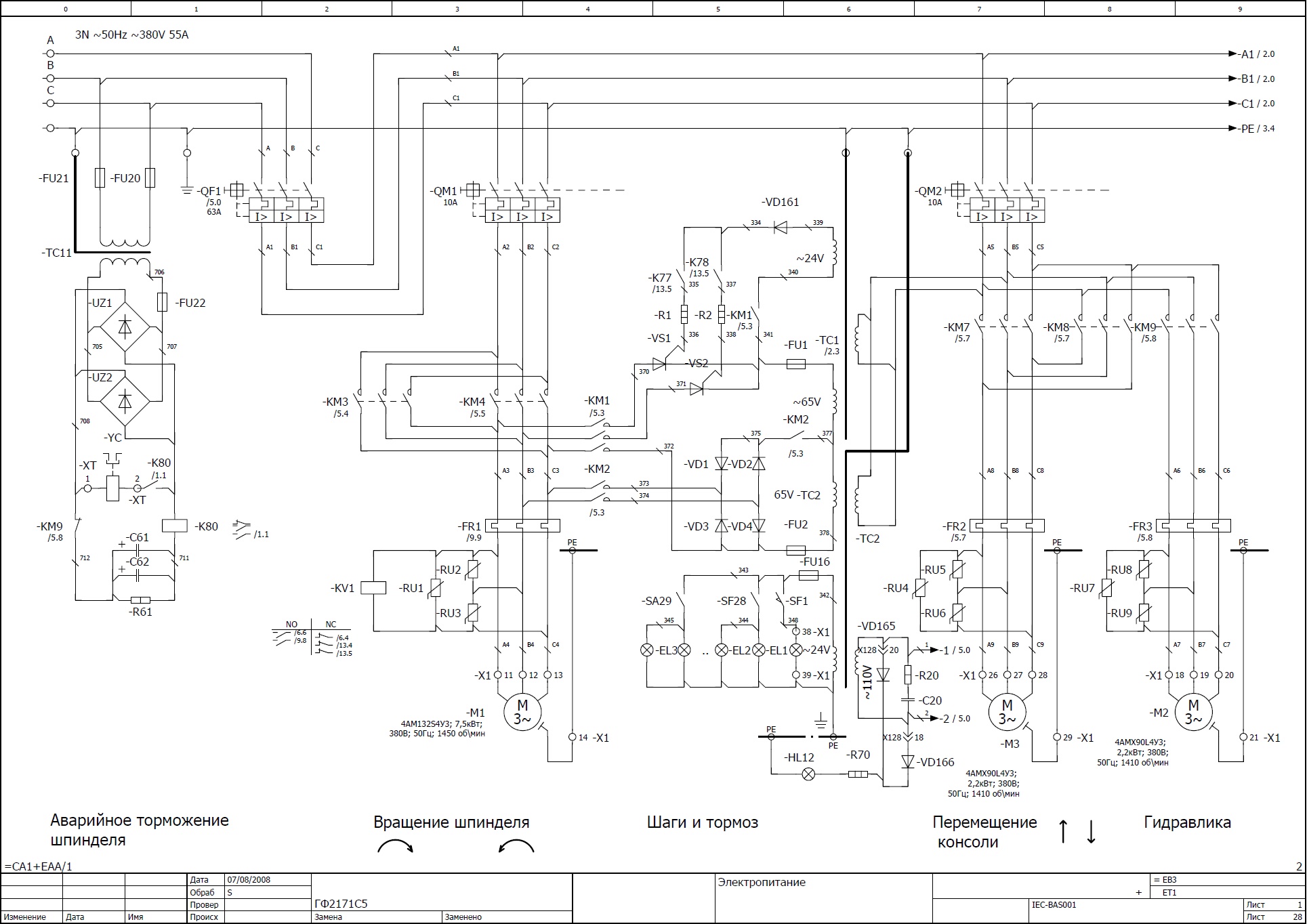
Описание схемы электрической принципиальной.
Источник питания — трехфазная сеть переменного тока, напряжением 380* 10%, частотой 50 Гц. Напряжение вторичных источников:
- а) переменного тока — 24В, 110В;
- б) постоянного тока — 56В.
Работа составных частей электрооборудования.
Работа станка в наладочном режиме.
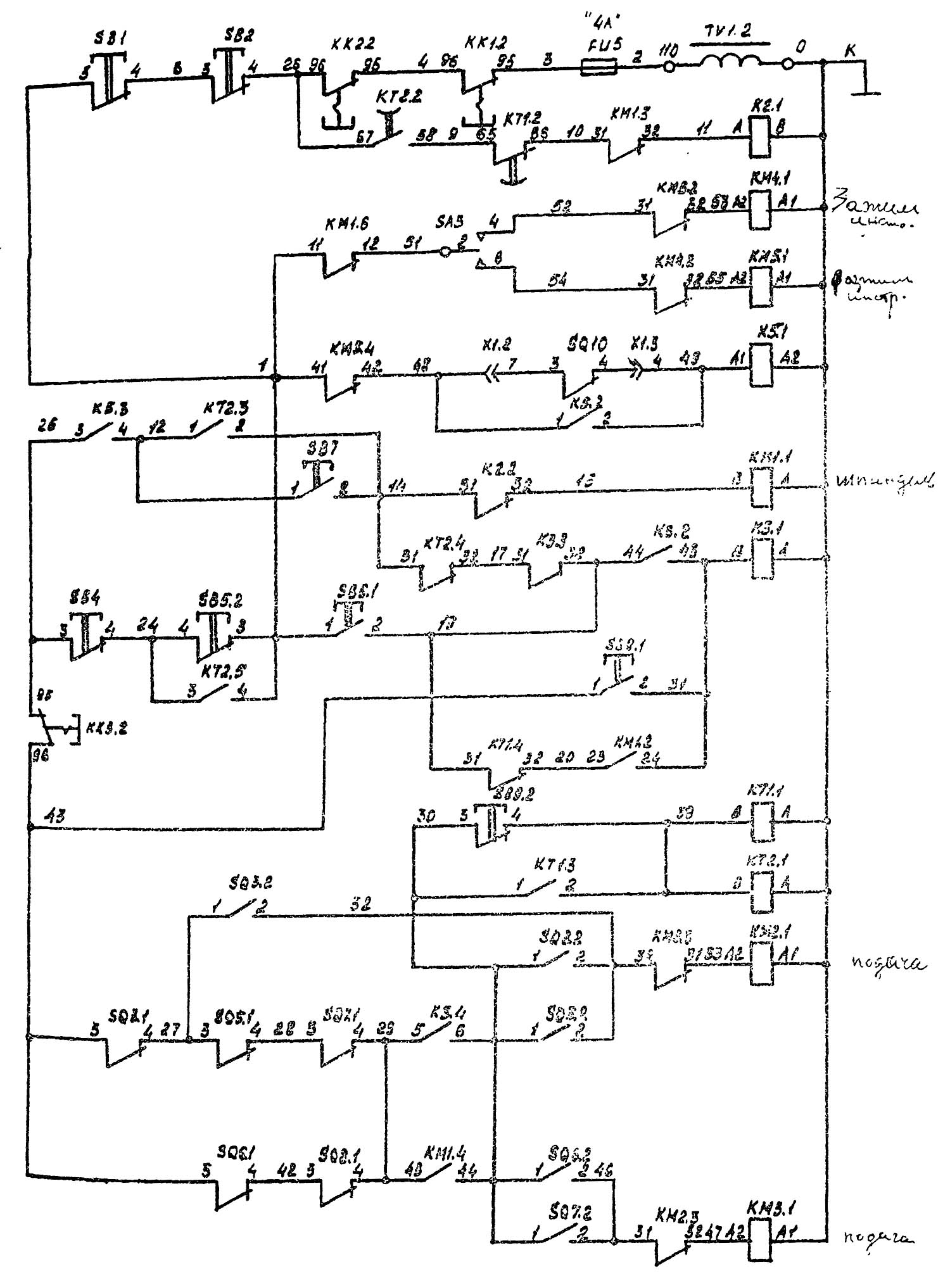
Для зажима инструмента необходимо тумблер SA3 (на боковом пульте) ycтановить в положение «Зажим» и удерживать рукой. При этом срабатывает пускатель КМ4 который подает напряжение на двигатель механизма зажима инструментаМ4. Идет зажим инструмента. Прощелкивание муфты в механизме зажима свидетельствует об окончание зажима инструмента. Микровыключатель SQ10 своими контактами включает пускатель К5.1 который становится на самопитание, отключает двигатель М4 и подготовит цепь пуска двигателя шпинделя.
Разжим инструмента: тумблер SA3 установить в положение «Разжим»
удерживать рукой. При этом срабатывают пускатели КМ5Л. Пускатель КМ5.3 подает напряжение на двигатель М4. Идет отжим инструмента. Окончание отжим
инструмента контролируется визуально. ^ч
Во избежание получения травм при разжиме инструмента пуск шпинделя блокируется замыкающими контактами К5;
При вращающемся шпинделе разжим инструмента заблокирован размыкающими контактами К5 в цепи включения двигателя М4;
При зажиме и разжиме инструмента, с целью исключения проворачивания шпинделя, необходимо установить низкую скорость оборотов шпинделя (не выше 400 об/мин);
Для включения шпинделя необходимо нажать кнопку SB7, включаются пускатель КМ1и реле времени КТ1 и КТ2 Пускатель КМ1 подает напряжение 380В на двигатель М1, a КТ2 своими замыкающими контактами блокирует выключатель SB7.
Выключение и торможение шпинделя.
Дея выключения шпинделя необходимо нажать кнопку SB4. отключаются пускателем КМ1 и реле времени КТ1, КТ2. Через 1,2 с включится пускатель К2 который своими замыкающими контактами включит динамическое торможение шпинделя. Через 5.6 с замыкающие контакты реле времени КТ2 выключают пускатель КТ2 а К2 соответственно отключит динамическое торможение шпинделя.
Включение насоса охлаждения.
Насос охлаждения включается переключателем Q§2. 380В подается на двигатель
М2 при включенном шпинделе.
Аварийное выключение станка.
При аварии на станке нажать кнопку SB1 (SB2), которая отключает 110В в цепях управления станка.
Примечание. Для повторного включения станка необходимо:
- 1. кнопку SB1 (SB2) установить в исходное положение;
- 2. произвести зажим инструмента.
Для облегчения переключения скоростей шпинделя и подачи предусмотрено импульсное включение двигателя шпинделя Мl кнопкой SB5, двигателя подачи МЗ выключает SQ3.
Электропривод подач представляет собой электромеханическую систему. Включения и отключение подачи осуществляется рукоятками, которые имеют три фиксированных положения, а также выключателями SQ6, SQ8 для продольной; SQS,
SQ7 для вертикальной или поперечной подачи.
Регулировка пели торможения шпинделя.
Регулировка цепи торможения производится после замены или ремонта реле времени КТ1иКТ2, а также в случае, когда временные характеристики цепи торможения не соответствуют указанным.
Для проведения регулировки необходимо:
подать питание на станок;
Одновременно с выключателем шпинделя включить секундомер и остановить его при срабатывании К2. Если зафиксированное время превышает 1 сек., повернуть регулятор реле времени KT1 по часовой стрелке. Повторить включение и выключение шпинделя, добиваясь включения пускателя К2 через 1 сек. Если пускатель К2срабатывает менее , чем 1 сек. после отключения шпинделя тогда регулятор КТ1 повернуть против часовой стрелки. Регулировку реле КТ2 проводить аналогично КТ1. выключить шпиндель станка одновременно с нажатием кнопки SB4 запустить секундомер и остановить его после остановки шпинделя. Зафиксированное время не должно быть более 6 секунд.
3 Электрооборудование станка – описание и особенности
Фрезерная установка ВМ127М располагает рядом выключателей:
- блокировки подач при зажиме фрезы и основного перемещения;
- привода рабочего стола (два органа управления – «влево-вправо» и «вверх-вниз»);
- насоса охлаждения;
- вводного;
- импульсного запуска привода подач при изменении оператором скорости работы агрегата.
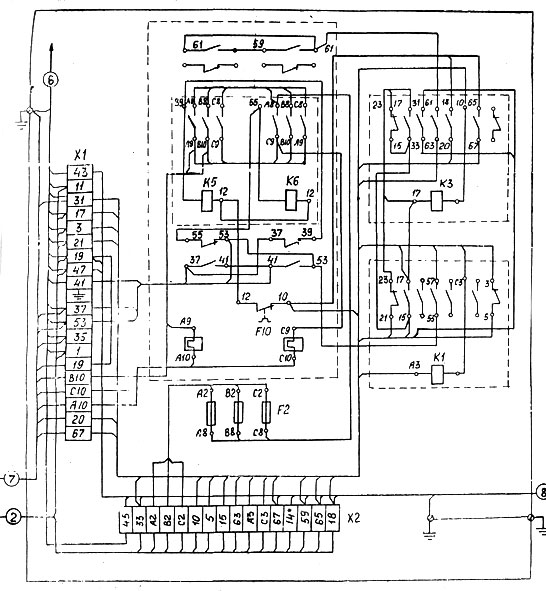
Также на станке имеется несколько специальных пускателей, которые:
- устанавливают показатель торможения шпинделя;
- регулируют включение главного привода после того, как фреза была зафиксирована специальным зажимом;
- запускают торможение (динамическое) шпиндельного механизма;
- подключают к электродвигателю, приводу подач и насосу охлаждения напряжение 380 вольт;
- устанавливают время между включением и торможением шпинделя;
- запускают быстрый ход.

Станок располагает двумя пультами управления. На переднем пульте имеются следующие органы управления оборудованием:
- «Перемещение подач в ускоренном режиме»;
- «Остановка шпинделя»;
- «Аварийное отключение»;
- «Запуск шпинделя».
На боковом пульте находятся такие пускатели:
- «Запуск охлаждающего насоса»;
- «Импульсный запуск шпинделя»;
- «Отключение при аварии»;
- «Разжим и зажим фрезы».
Питается электрооборудование станка от сети 380 В (три фазы), а питание вторичных источников осуществляется от постоянного (56 В) и переменного (110 В, 24 В) тока.

Электрический привод подач описываемого в этой статье фрезерного оборудования — надежный электромеханический комплекс. Отключение и запуск подачи в нем производится при помощи рукояток с тремя положениями. Для включения режима быстрого хода предусмотрена отдельная кнопка.
Одновременный запуск различных по направлению подач исключается за счет устройства электрической блокировки. В целом электрооборудование станка построено по несложной схеме, поэтому мелкие его неисправности способен отремонтировать любой фрезеровщик.
голоса
Рейтинг статьи
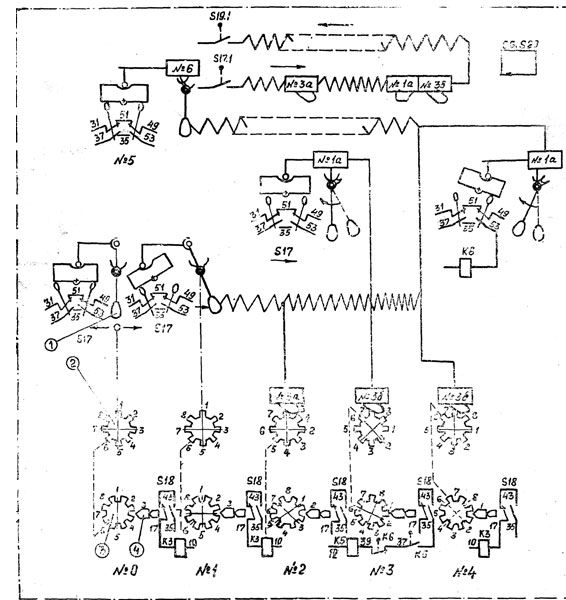
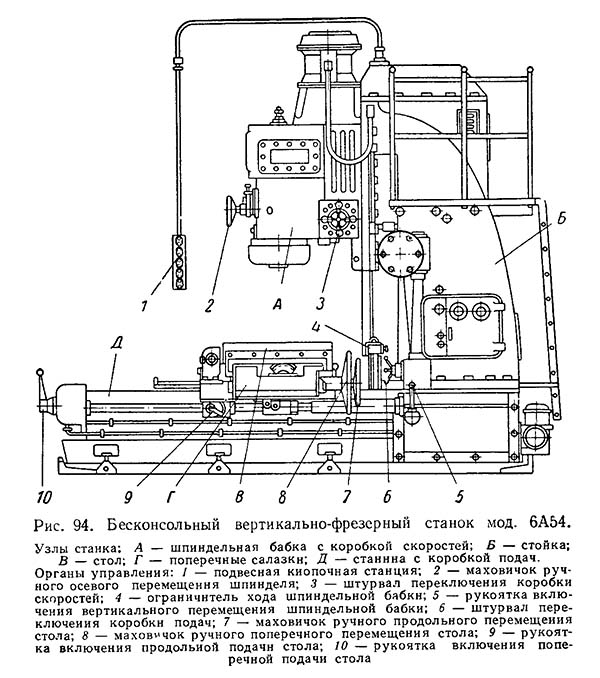
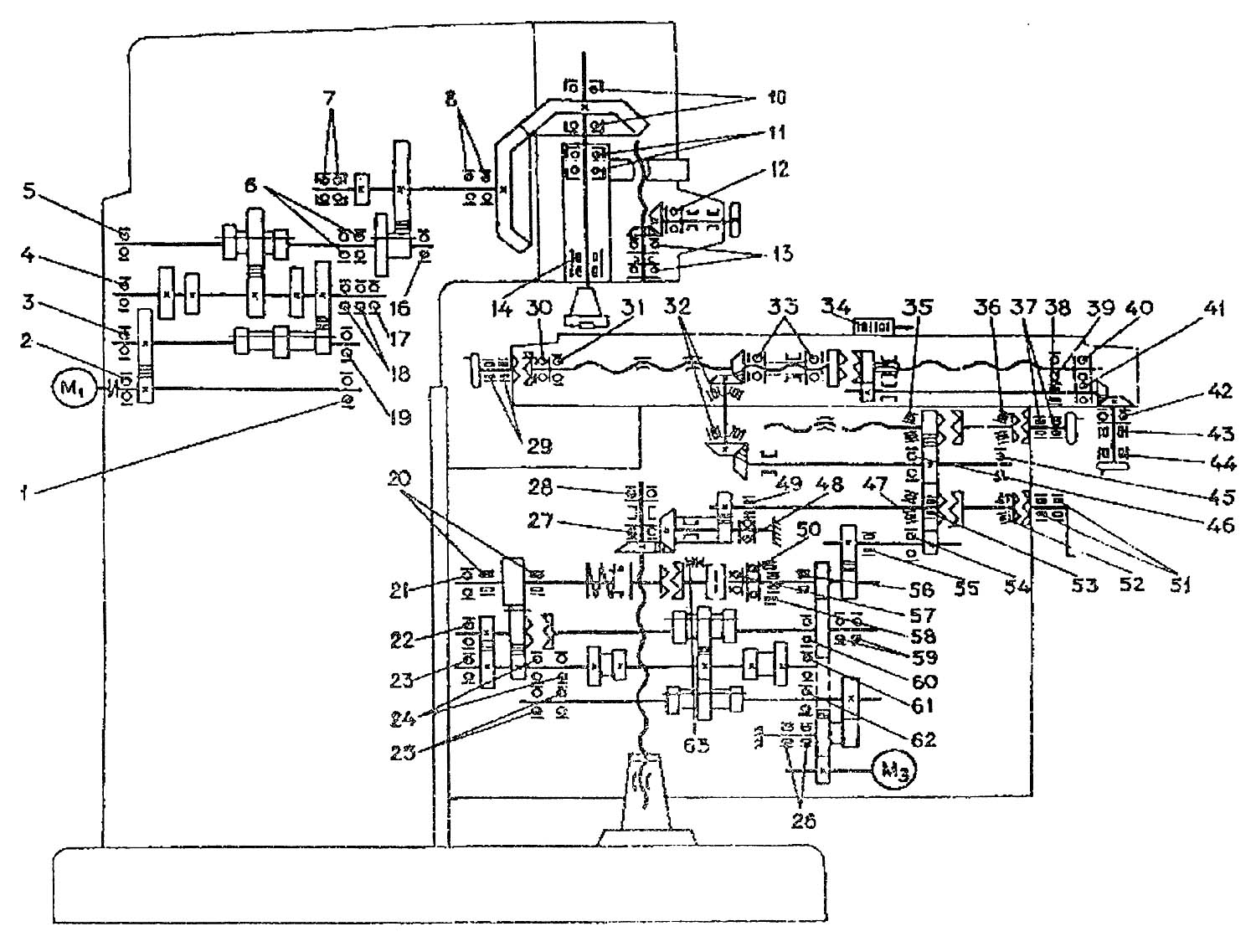
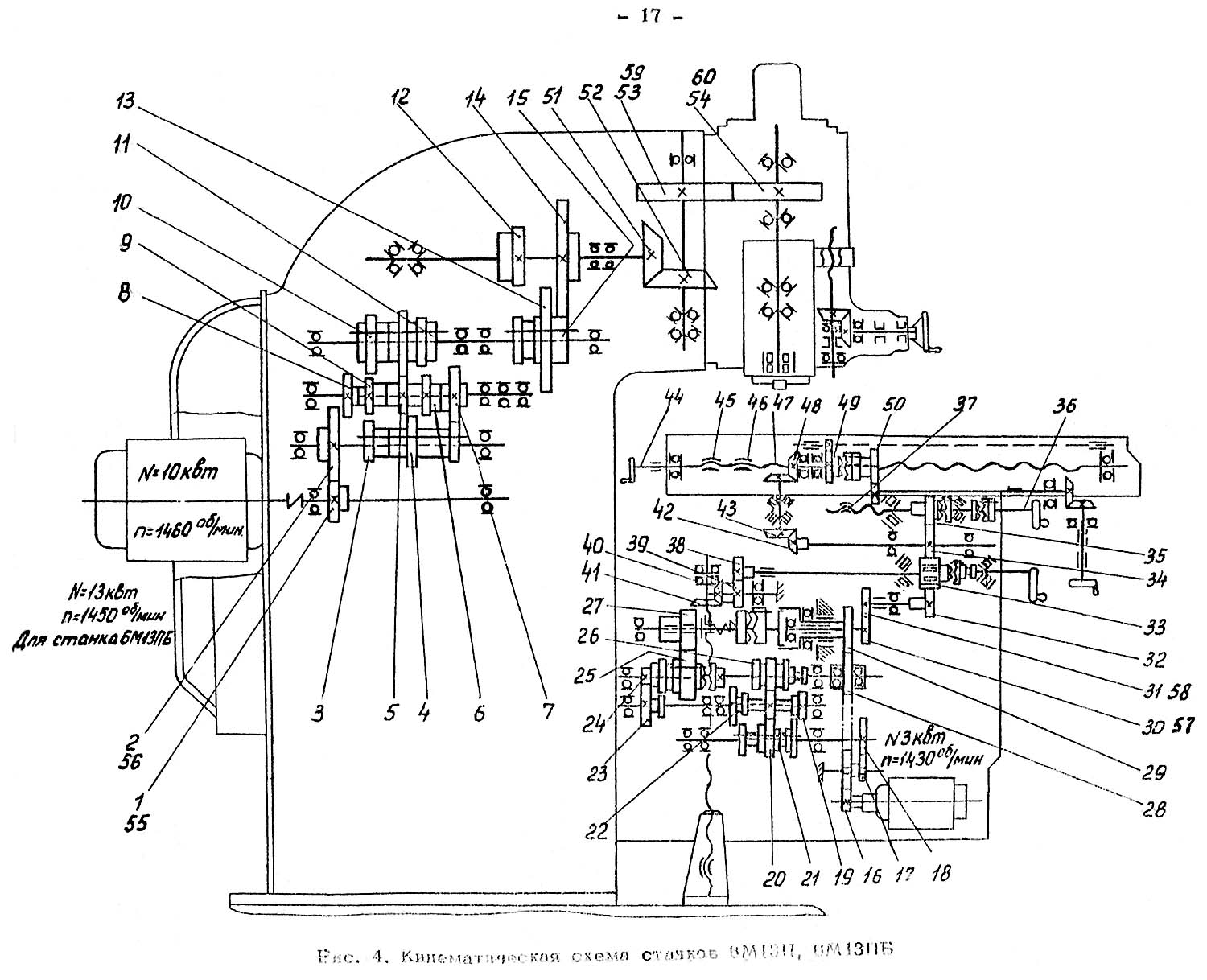
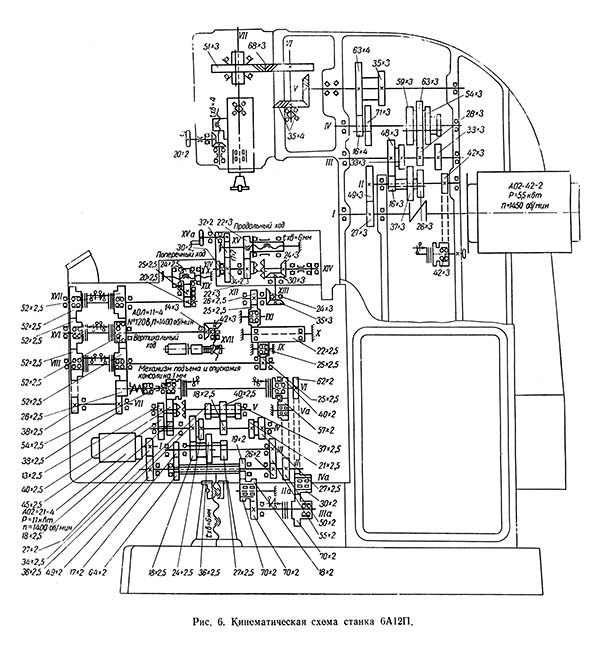
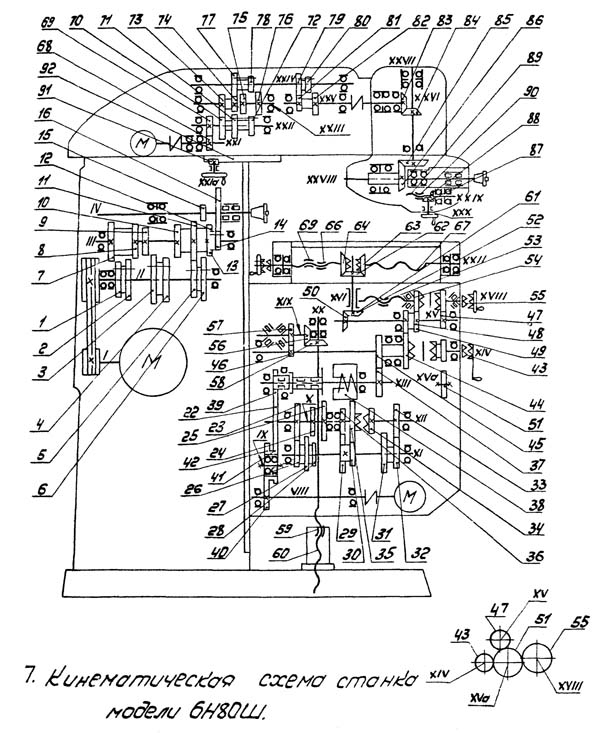
3 Кинематика и электрическое оборудование консольно-фрезерного агрегата
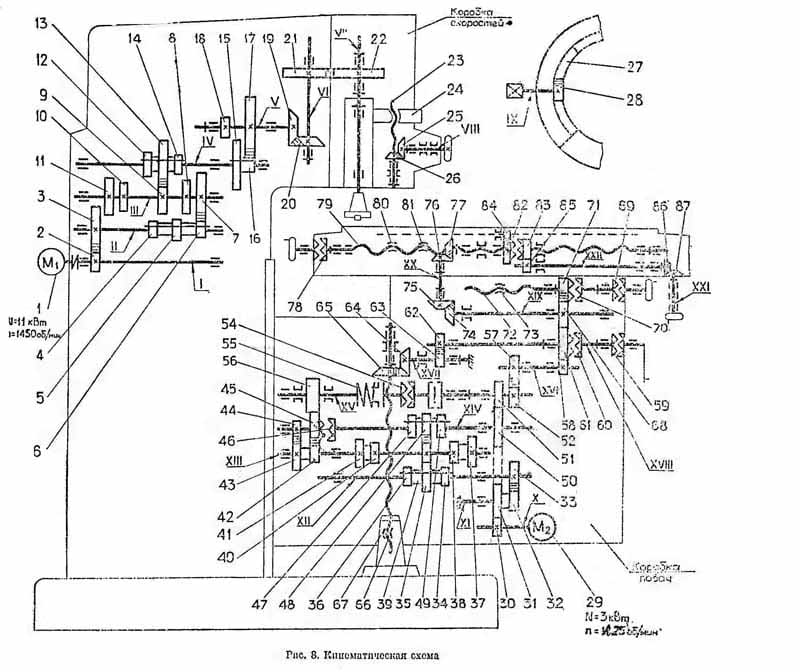
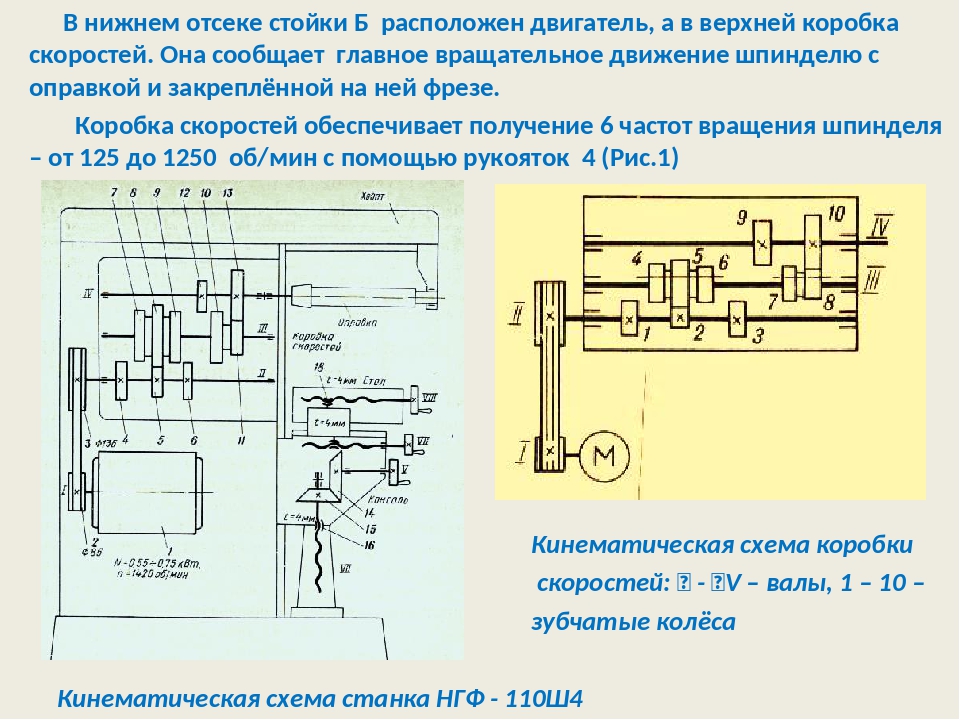
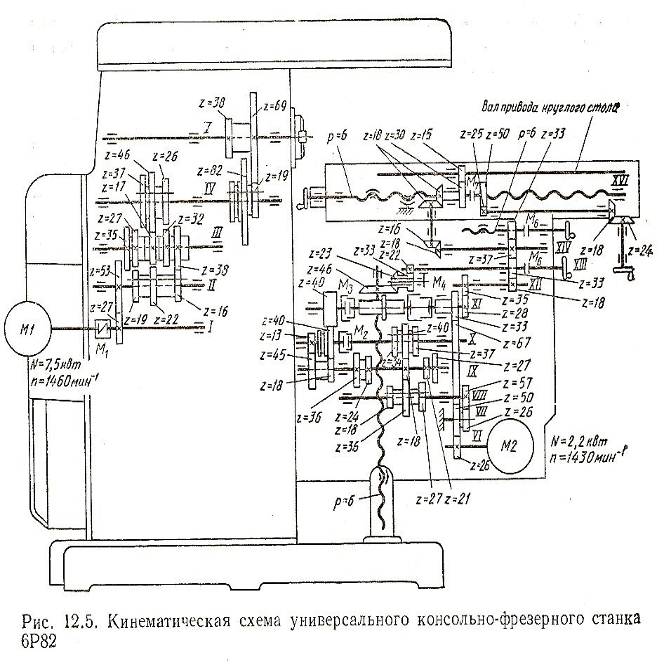
Фланцевый электрический двигатель выполняет привод главного перемещения, используя для этих целей соединительную упругую муфту. 18 разных скоростей шпинделю сообщает коробка скоростей. А изменить количество его оборотов можно посредством зубчатых блоков (их в станке предусмотрено три), которые требуется передвигать по шлицевым валам.
Фланцевый двигатель также производит привод подач. Зубчатое передвижное колесо и трехвенцовые блоки (в конструкции установки их смонтировано два) передают 18 подач в консоль через предохранительную шариковую муфту. После этого они могут направляться к винтам вертикального, поперечного и продольного передвижения путем включения муфты кулачкового типа.

Если оператор инициируют фрикцион быстрого хода, появляется возможность задать станку ускоренные перемещения. Муфта подач сблокирована с этим фрикционом, поэтому одновременно начать работать они не могут. Вращение фрикциона выполняется напрямую от двигателя подач через зубчатые промежуточные колеса. Отметим, что продольные подачи всегда в три раза больше, чем вертикальные.
Шпиндель установки размещен в выдвижной гильзе, выполнен он в виде вала с двумя опорами. В процессе эксплуатации может возникнуть необходимость корректировки люфта (осевого) в шпинделе. Сделать это несложно посредством подшлифовки колец, имеющихся в конструкции агрегата. Если же требуется корректировка переднего подшипника (в нем также нередко отмечается повышенный люфт), можно подтянуть гайку данного узла либо осуществить подшлифовку полуколец.
Базовым компонентом станка является станина. Она крепится на основании по жесткой схеме и при помощи штифтов надежно фиксируется. Станина служит площадкой для размещения всех остальных элементов и узлов фрезерной установки.
Не меньшее значение для адекватного функционирования агрегата имеет и его поворотная головка. Ее соединяют четырьмя болтами с горловиной станины, в кольцевой выточке которой она центрируется. Болты входят в фланцевый паз, характеризуемый Т-образной конфигурацией.

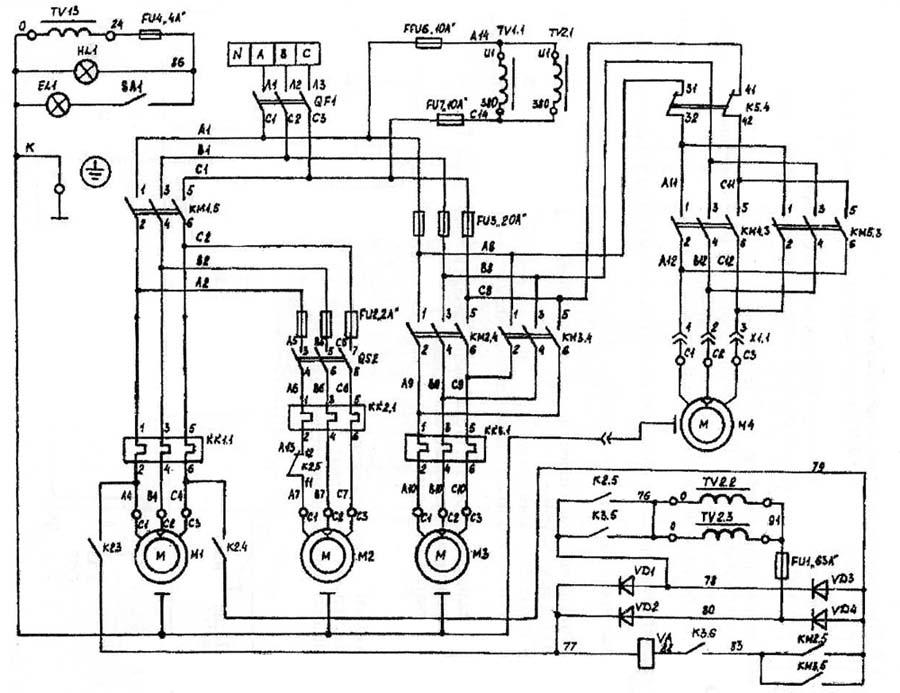
Отдельно скажем об электрическом оснащении описываемого станка. Оно имеет следующие характеристики:
- 24-вольтное локальное освещение;
- 63-амперный ток (номинальное значение) автоматического выключателя и предохранителей, выполняющих защитную функцию;
- 20-амперный суммарный ток, работающих одновременно электрических двигателей, коих на станке установлено три;
- 65-вольтное напряжение постоянного и 110-вольтное переменного тока в цепях управления.
Электрооборудование работает при стандартной частоте тока (50Гц) под напряжением 380 В.
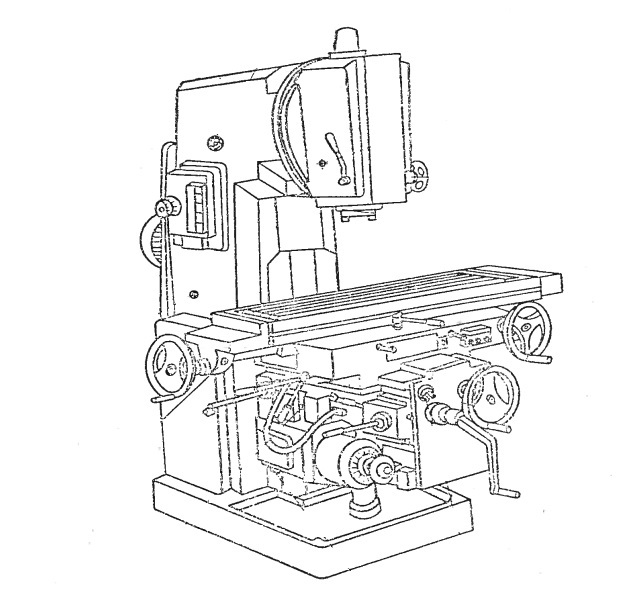
Российский вертикально-фрезерный консольный ВМ127М является аналогом станков 6Р13, 6Т13, FSS450R и предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов и сплавов торцевыми, концевыми, цилиндрическими, радиусными и другими фрезами.
На станке ВМ127М можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки и т.д.
Принципиальные изменения произошедшие с конструкцией станка ВМ127М в 2012г.
- Изменена конструкция вертикальных направляющих станины с профиля «Ласточкин хвост» на П-образный профиль, что позволило увеличить массу обрабатываемой детали до 800 кг
- Заменена механическая коробка подач на бесступенчатое регулирование (Серводигатель), для более точной и быстрой настройки режимов резания, и повышению производительности обработки.
- При изготовлении станка с устройством цифровой индикации заменены комплектующие на импортного производителя с использованием магнитных линеек вместо оптических.
Техническая характеристика и жесткость станка позволяет полностью использовать возможности быстрорежущего и твердосплавного инструмента.
По отдельному заказу за дополнительную плату станок ВМ127М может быть оснащен комплектом дополнительных принадлежностей 127-13 .
Простота обслуживания и быстрая переналадка приспособлений и инструмента представляют значительные удобства при использовании станка в мелкосерийном производстве.
Прямоугольные направляющие консоли, пришедшие на смену направляющим типа “ласточкин хвост”, увеличили жесткость конструкции станка и позволили увеличить масса обрабатываемых деталей до 800 кг.
Автоматическая система смазки узлов обеспечивает неприхотливость и надежность станка в самых жестких условиях эксплуатации.
Станок ВМ127М за доп. плату комплектуется устройством цифровой индикации перемещения стола.
Станок ВМ127М сертифицирован на соответствие требованиям ГОСТ 12.2.009, ГОСТ Р МЭК 60204-1-99. ТУ3-178М-89
Климатические условия УХЛ4 ГОСТ 15150-69.
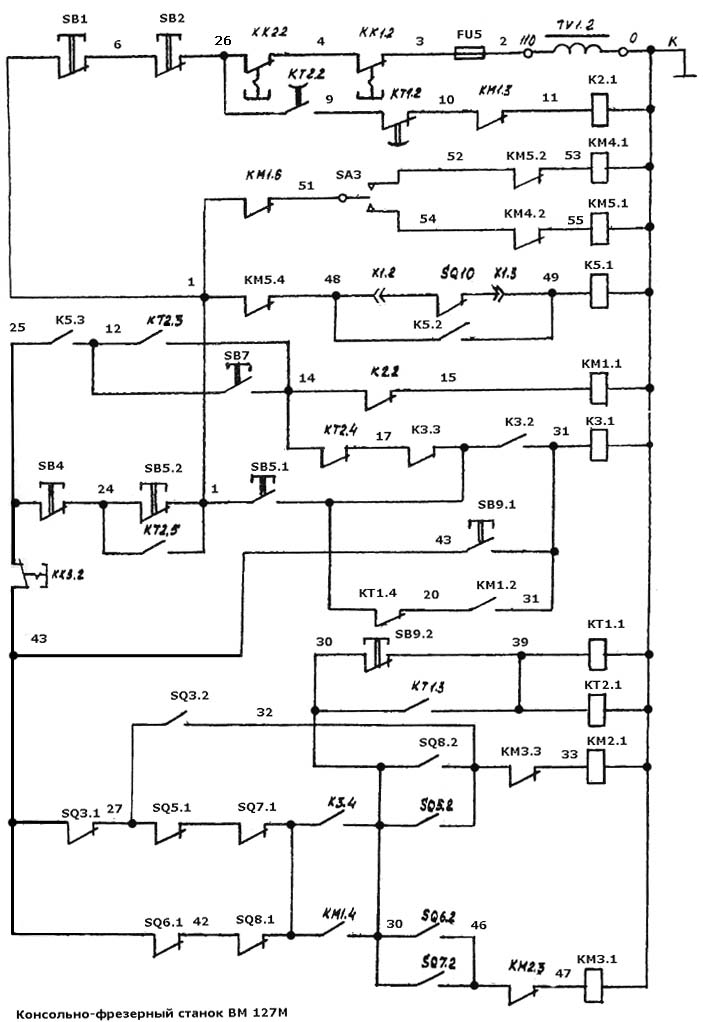
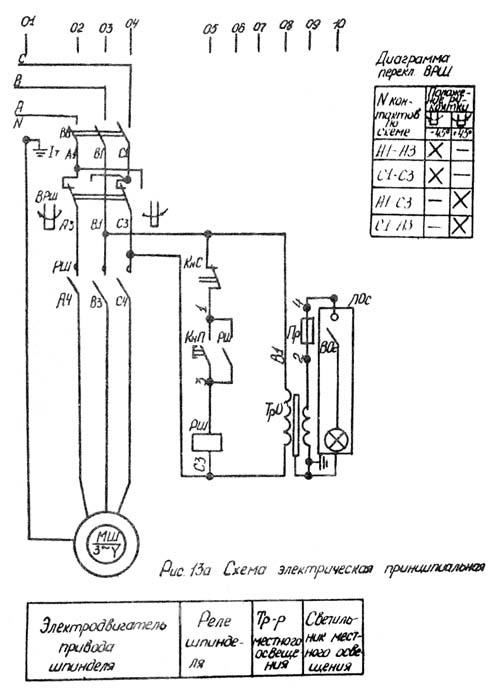
Описание схемы электрической принципиальной.
Источник питания — трехфазная сеть переменного тока, напряжением 380* 10%, частотой 50 Гц. Напряжение вторичных источников:
- а) переменного тока — 24В, 110В;
- б) постоянного тока — 56В.
Работа составных частей электрооборудования.
Работа станка в наладочном режиме.
Для зажима инструмента необходимо тумблер SA3 (на боковом пульте) ycтановить в положение «Зажим» и удерживать рукой. При этом срабатывает пускатель КМ4 который подает напряжение на двигатель механизма зажима инструментаМ4. Идет зажим инструмента. Прощелкивание муфты в механизме зажима свидетельствует об окончание зажима инструмента. Микровыключатель SQ10 своими контактами включает пускатель К5.1 который становится на самопитание, отключает двигатель М4 и подготовит цепь пуска двигателя шпинделя.
Разжим инструмента: тумблер SA3 установить в положение «Разжим»
удерживать рукой. При этом срабатывают пускатели КМ5Л. Пускатель КМ5.3 подает напряжение на двигатель М4. Идет отжим инструмента. Окончание отжим
инструмента контролируется визуально. ^ч
Во избежание получения травм при разжиме инструмента пуск шпинделя блокируется замыкающими контактами К5;
При вращающемся шпинделе разжим инструмента заблокирован размыкающими контактами К5 в цепи включения двигателя М4;
При зажиме и разжиме инструмента, с целью исключения проворачивания шпинделя, необходимо установить низкую скорость оборотов шпинделя (не выше 400 об/мин);
Для включения шпинделя необходимо нажать кнопку SB7, включаются пускатель КМ1и реле времени КТ1 и КТ2 Пускатель КМ1 подает напряжение 380В на двигатель М1, a КТ2 своими замыкающими контактами блокирует выключатель SB7.
Выключение и торможение шпинделя.
Дея выключения шпинделя необходимо нажать кнопку SB4. отключаются пускателем КМ1 и реле времени КТ1, КТ2. Через 1,2 с включится пускатель К2 который своими замыкающими контактами включит динамическое торможение шпинделя. Через 5.6 с замыкающие контакты реле времени КТ2 выключают пускатель КТ2 а К2 соответственно отключит динамическое торможение шпинделя.
Включение насоса охлаждения.
Насос охлаждения включается переключателем Q§2. 380В подается на двигатель
М2 при включенном шпинделе.
Аварийное выключение станка.
При аварии на станке нажать кнопку SB1 (SB2), которая отключает 110В в цепях управления станка.
Примечание. Для повторного включения станка необходимо:
- 1. кнопку SB1 (SB2) установить в исходное положение;
- 2. произвести зажим инструмента.
Для облегчения переключения скоростей шпинделя и подачи предусмотрено импульсное включение двигателя шпинделя Мl кнопкой SB5, двигателя подачи МЗ выключает SQ3.
Электропривод подач представляет собой электромеханическую систему. Включения и отключение подачи осуществляется рукоятками, которые имеют три фиксированных положения, а также выключателями SQ6, SQ8 для продольной; SQS, SQ7 для вертикальной или поперечной подачи.
Быстрый ход подачи происходит при нажатия кнопки SВ9, включается пускатель К3 и электромагнит быстрого хода УА. На станке электрической блокировкой исключается возможность одновременного включения продольной и поперечной или вертикальной подачи.
Регулировка пели торможения шпинделя.
Регулировка цепи торможения производится после замены или ремонта реле времени КТ1иКТ2, а также в случае, когда временные характеристики цепи торможения не соответствуют указанным.
Для проведения регулировки необходимо:
подать питание на станок;
Одновременно с выключателем шпинделя включить секундомер и остановить его при срабатывании К2. Если зафиксированное время превышает 1 сек., повернуть регулятор реле времени KT1 по часовой стрелке. Повторить включение и выключение шпинделя, добиваясь включения пускателя К2 через 1 сек. Если пускатель К2срабатывает менее , чем 1 сек. после отключения шпинделя тогда регулятор КТ1 повернуть против часовой стрелки. Регулировку реле КТ2 проводить аналогично КТ1. выключить шпиндель станка одновременно с нажатием кнопки SB4 запустить секундомер и остановить его после остановки шпинделя. Зафиксированное время не должно быть более 6 секунд.
Регулировка цепи торможения шпинделя
Процедура регулировки этой цепи необходима в случае отклонения временных параметров от нормы или по окончании ремонта КТ1 (КТ2). Для ее проведения потребуется:
- Запустить шпиндель.
- Спустя какое-то время выключить его.
- Одновременно с этим включить секундомер, а затем остановить его в момент щелчка, отчетливо слышимого при срабатывании пускателя К2.
- В том случае, если время задержки превышает 1 сек – провернуть регулятор КТ1 по часовой стрелке.
После этого следует повторно проверить задержку отключения шпинделя, добиваясь нужного момента включения. При его отклонении в другую сторону регулятор КТ1 нужно повернуть против хода часов. Настройка реле КТ2 аналогична.
Далее следует отключить кнопкой SB4 работающий шпиндель и одновременно с этим запустить секундомер, окончательно выключив его после полной остановки. Замеренное таким образом время не может превышать 6-ти секунд.

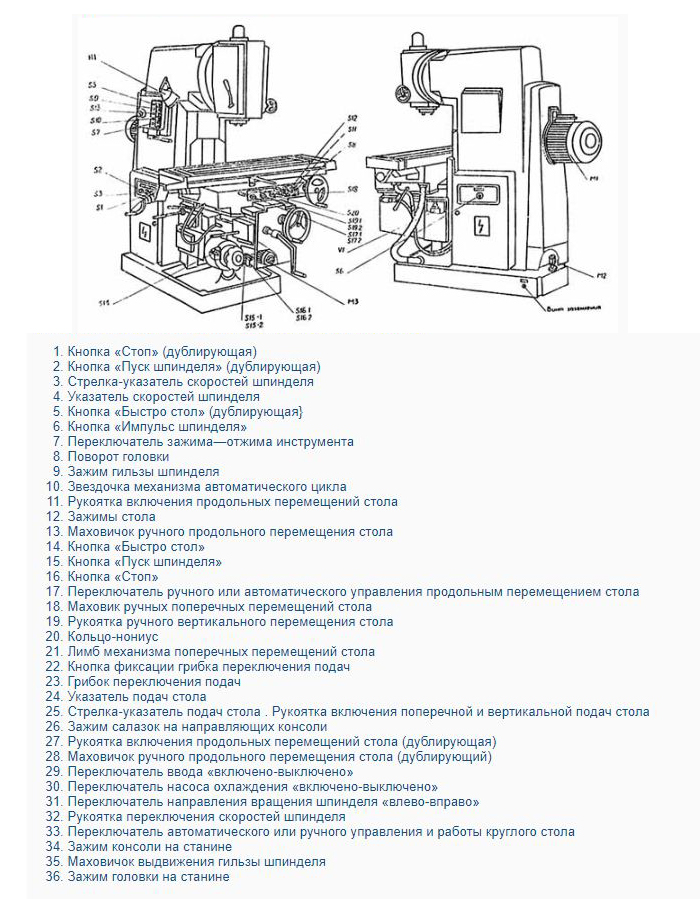
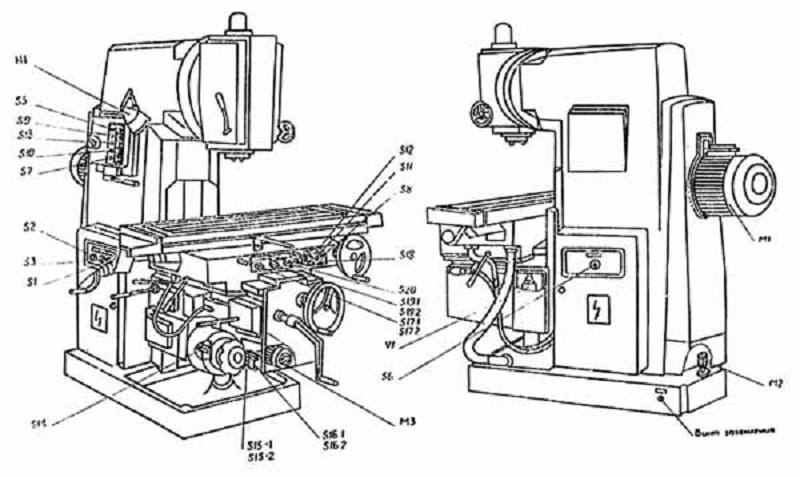
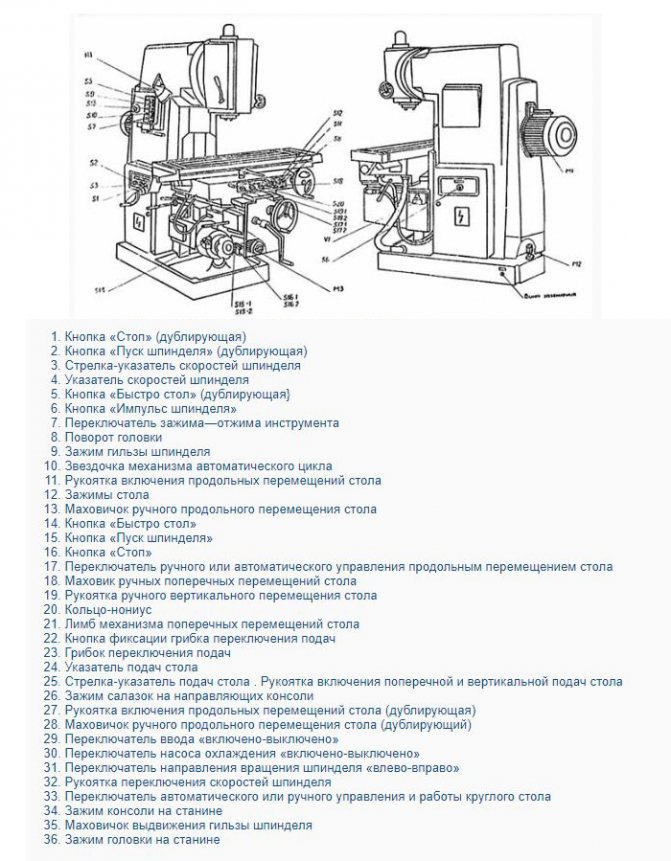
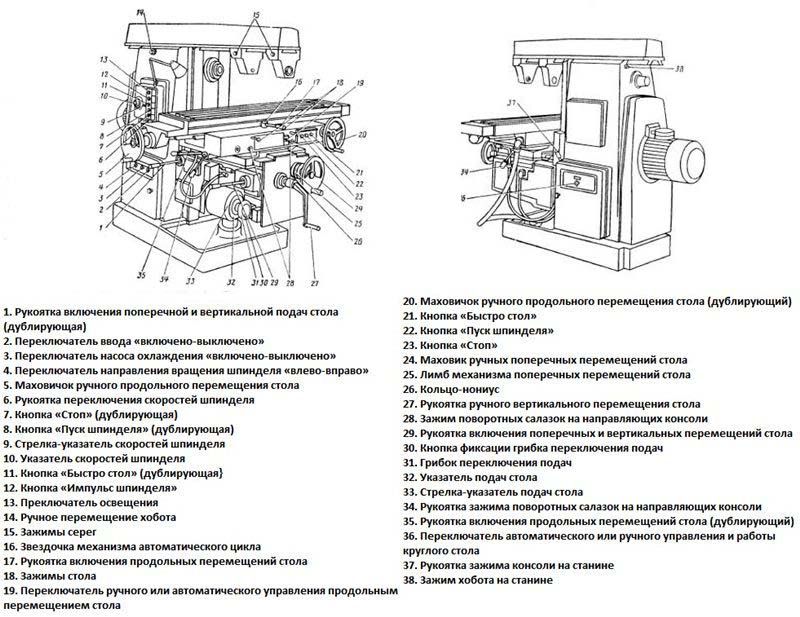
Перечень органов управления фрезерным станком ВМ127
Для того чтобы представить, как расположены основные органы управления – достаточно ознакомиться с фото ниже.
Расположение органов управления
Из приведенного фото видно, что основные органы управления расположились в удобных для этого зонах, а именно:
- на передней части стола;
- сбоку от поворотной головки;
- на боковинах станины.
Ручки управления подачей находятся прямо перед оператором чуть ниже уровня стола. К ним относятся:
- Маховики перемещений инструментального стола.
- Рукоятка его движения по вертикали.
- Рычаг включения продольного смещения.
- Переключатель режима управления.
На боковинах станины и сбоку от поворотной головки имеются следующие управляющие элементы:
- Кнопки включения и выключения станка и его основных рабочих узлов.
- Ручки поворота головки и зажимы гильзы.
- Грибок переключения подач и другие.
Помимо этого на передней панели рабочего стола и консоли располагаются и другие органы, включая различные зажимы и переключатели.
1 Вертикально-фрезерный станок ВМ127М – паспорт, характеристики
Создан данный агрегат был на базе станка ВМ127. Устройство цифровой индикации (УЦИ) и технические параметры агрегата дают возможность выполнять на нем качественную и точную обработку чугунных и стальных изделий, а также деталей из цветных сплавов. Станок применяется для фрезерования любых плоскостей (включая и наклонные), колес с зубцами, рамок, любых видов пазов в условиях частного производства, а также средне- и мелкосерийного.
Рабочий стол установки (его ширина равняется 400, длина 1600 миллиметрам) способен принимать нагрузки массой до 800 килограммов. По стандарту 8–-82 класс точности станка – «Н». В продольном направлении рабочая поверхность описываемой установки способна перемещаться на 1010 мм; в поперечном – на 300 мм при механической подаче и на 320 мм при ручной; в вертикальном – на 400 и 420 мм (механический и ручной режим соответственно).
Паспорт станка дает следующую информацию по его шпинделю:
- конус – 50АТ5;
- частота вращения – от 40 до 2000 об/мин;
- число скоростей – 18;
- максимальное перемещение пиноли по оси – 80 мм;
- возможен поворот головки на 45 градусов в обе стороны от оси;
- один оборот лимба соответствует передвижению пиноли на 4 мм.
Механические характеристики агрегата:
- интервал подач при фрезеровании: 25–1250 мм/мин (продольное и поперечное направление), 8,3–416,6 мм/мин (вертикальное);
- ступени подач – 18;
- быстрый ход – 1000 (вертикальное перемещение) и 3000 мм/мин (продольное и поперечное);
- наличие выключающих упоров, системы блокировки подач, прерывистой подачи, защиты от перегрузок, устройства торможения шпинделя.
Общий вес оборудования – 4250 кг, длина станка – 256, ширина – 226, высота – 243 см.
Станок легко настраивается на разные варианты полуавтоматических и автоматических циклов. Это позволяет использовать его в составе производственных линий, состоящих из множества агрегатов. Он отличается качественным подбором передаточных отношений и достаточно мощным электродвигателем. За счет этого на станок допускается установка инструмента из быстрорежущих сталей.
Стоит отметить и то, что данный агрегат можно использовать в жестких эксплуатационных условиях. Он неприхотлив в обслуживании. Любой квалифицированный специалист способен при необходимости выполнить регулировку механизмов агрегата, а также самостоятельно выполнить его ремонт. Это обуславливает востребованность станка малыми предприятиями, которые заняты производством различной продукции мелкими партиями.
Технические характеристики фрезерного станка ВМ-130В
| Наименование параметра | ВМ-130в | |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | П | |
| Размеры рабочей поверхности горизонтального стола, мм | 250 х 630 | |
| Размеры рабочей поверхности вертикального стола, мм | 160 х 500 | |
| Расстояние от оси горизонтального шпинделя до стола при ручном перемещении, мм | 60..360 | |
| Рабочий стол | ||
| Максимальная нагрузка на стол (по центру), кг | 140 | |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | |
| Наибольшее продольное перемещение стола (по си X), мм | 250 | |
| Наибольшее поперечное перемещение вертикальной головки механическое (по си Y), мм | 300 | |
| Наибольшее вертикальное перемещение стола (по си Z), мм | 200 | |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0.02 | |
| Скорость быстрого продольного хода стола (по си X), мм/мин | 800 | |
| Скорость быстрого поперечного хода головки (по си Y), мм/мин | 800 | |
| Скорость быстрого вертикального хода стола (по си Z), мм/мин | 800 | |
| Число ступеней рабочих подач стола | 9 | |
| Число ступеней рабочих подач шпиндельной бабки | 9 | |
| Пределы продольных рабочих подач стола (по си X), мм/мин | 10..400 | |
| Пределы поперечных рабочих подач шпиндельной бабки (по си Y), мм/мин | 10..400 | |
| Пределы вертикальных рабочих подач стола (по си Z), мм/мин | 10..400 | |
| Наибольшее усилие, допускаемое для продольной подачи (по оси X), (кгс) | 316 | |
| Наибольшее усилие, допускаемое для поперечной подачи (по оси Y), (кгс) | 572 | |
| Наибольшее усилие, допускаемое для вертикальной подачи (по оси Z), (кгс) | 498 | |
| Горизонтальный шпиндель | ||
| Частота вращения горизонтального шпинделя, об/мин | 45..2000 | |
| Количество скоростей горизонтального шпинделя | 12 | |
| Внутренний конус горизонтального шпинделя. | Морзе 4 | |
| Диаметр оправок, мм | ||
| Диаметр отверстия горизонтального шпинделя, мм | ||
| Диаметр переднего подшипника горизонтального шпинделя, мм | ||
| Торможение шпинделя | есть | |
| Предохранение шпинделя от перегрузки (муфта) | есть | |
| Сверлильно-фрезерная поворотная головка | ||
| Частота вращения шпинделя сверлильно-фрезерной поворотной головки, об/мин | 90..4000 | |
| Количество скоростей шпинделя сверлильно-фрезерной поворотной головки | 12 | |
| Наибольшее перемещение гильзы (пиноли) вертикального шпинделя, мм | 60 | |
| Механическая подача шпинделя сверлильно-фрезерной поворотной головки, мм/об | 0,05 | |
| Расстояние от торца шпинделя сверлильно-фрезерной головки до стола, мм | 335 | |
| Расстояние от оси шпинделя сверлильно-фрезерной головки до направляющих станины (вылет), мм | ||
| Внутренний конус шпинделя сверлильно-фрезерной головки. | Морзе 2 | |
| Фрезерно-расточная поворотная головка | ||
| Частота вращения шпинделя фрезерно-расточной поворотной головки, об/мин | 45..2000 | |
| Количество скоростей шпинделя фрезерно-расточной поворотной головки | 12 | |
| Расстояние от торца шпинделя фрезерно-расточной головки до стола, мм | 330 | |
| Расстояние от оси шпинделя фрезерно-расточной головки до направляющих станины (вылет), мм | ||
| Угол поворота фрезерно-расточной головки в вертикальной плоскости, мм | ±90 | |
| Внутренний конус шпинделя фрезерно-расточной поворотной головки. | Морзе 4 | |
| Привод | ||
| Количество электродвигателей на станке | 2 | |
| Электродвигатель привода главного движения, кВт | 2,2 | |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 | |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 1400 х 1000 х 1720 | |
| Масса станка, кг | 930 |
Список литературы:
Станок фрезерный специализированный высокой точности ВМ130В. Руководство по эксплуатации ВМ130В 61.00.000, 1977
Аврутин С.В. Основы фрезерного дела, 1962
Аврутин С.В. Фрезерное дело, 1963

Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Барбашов Ф.А. Фрезерное дело 1973, с.141
Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
Блюмберг В.А. Справочник фрезеровщика, 1984
Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
Копылов Р.Б. Работа на фрезерных станках,1971
Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
Кувшинский В.В. Фрезерование,1977
Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
Плотицын В.Г. Наладка фрезерных станков,1975
Рябов С.А. Современные фрезерные станки и их оснастка, 2006
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители





