

Конструкция
Абсолютно все варианты, от наиболее распространенных до весьма специфических, состоят из двух следующих ключевых частей:
- державка, со строго определенным сечением, форма которого или прямоугольная, или квадратная, – для надежной фиксации в оборудовании;
- головка, с несколькими используемыми плоскостями и кромками (каждую из которых рассмотрим ниже) – для непосредственной обработки материала (будь то легированная сталь, чугун или какой-то другой).
По геометрии выделяют следующие способы исполнения:
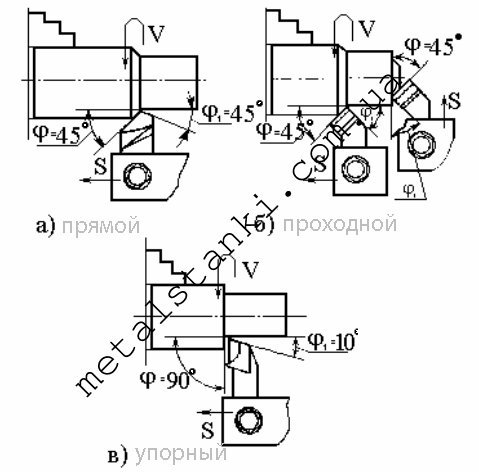
- прямые – обе его вышеназванные составляющие располагаются либо параллельно, либо на одной оси;
- изогнутые – со слегка заметным искривлением профиля внутрь;
- отогнутые – с очевидным загибом, доходящим до почти зигзагообразной формы;
- оттянутые – головка по своей ширине уже державки и размещена либо симметрично по оси, либо со смещением, направо или налево.
Также абсолютно все актуальные сегодня типы резцов для токарных станков могут похвастаться определенной геометрией поверхностей, к взаимному расположению которых мы и переходим.

Плоскости
Выделяют три:
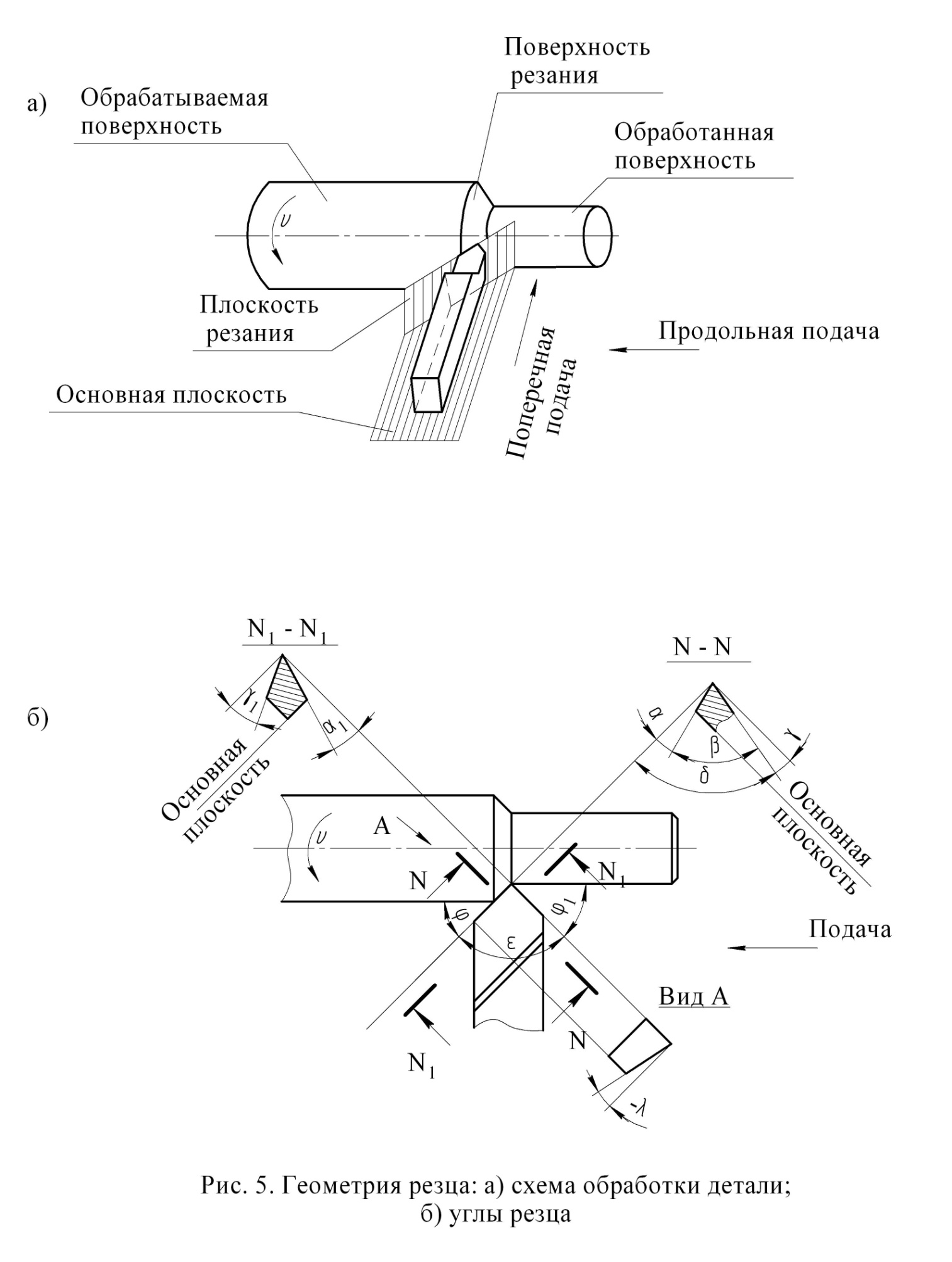
- Основная – параллельна опорной и, соответственно, вектору подачи инструмента, который может располагаться как продольно, так и поперечно.
- Плоскость резания – перпендикулярна предыдущей, в себя включает главную кромку, идет по касательной по отношению к заготовке.
- Главная секущая – проходит через основную кромку, перпендикулярна по своей роли к проекции.
Добавьте сюда же вспомогательную, которая секущая и расположена под углом в 90 градусов к соответствующей ей грани.
Важно, чтобы размеры оставались в пределах стандартного ряда, то есть не превышали 160Х100 – 630х1000 для инструментов прямоугольного сечения и 40Х40 – 400Х40 – для квадратного
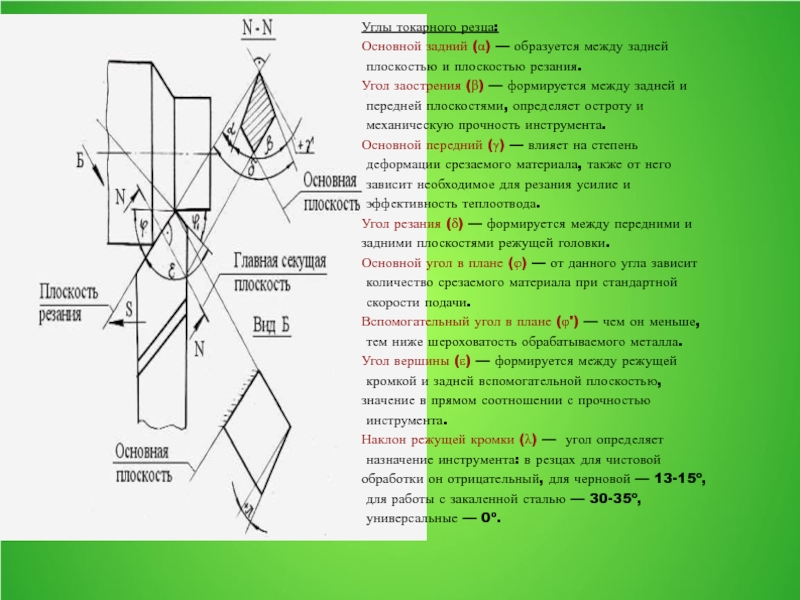
Углы резца
Их параметры зависят от разновидности и условий использования рассматриваемого нами элемента, а также от твердости материала его исполнения и характеристик обрабатываемых заготовок. Последние, в свою очередь, определяют остроту головки, а значит могут быть:
- Главные (по размещению плоскостей):
- передний задает степень деформации при воздействии, эффективность теплоотвода, прилагаемое усилие; должен уменьшаться с увеличением твердости поверхности детали;
- задний – влияет на силу трения, скорость износа, качество выполнения конечной технологической операции.
- Расположенные между поверхностями кромки:
- заострения – обуславливает прочность оснастки;
- резания – определяет глубину проникновения.
В плане:
- основной – задает количество и объем снимаемой стружки;
- вторичный – непосредственно влияет на степень шероховатости, которая при его уменьшении пропорционально снижается.
Наклона кромки – формирует пятно контакта.
Вершинный – напрямую соотносится с прочностью используемого инструмента.
Задний вспомогательный – частично обуславливает силу трения.

Режимы резания
Проходной резец токарного типа может быть применим в достаточно простом режиме работы. Им можно производить продольные, а также поперечные движения, в зависимости от профиля детали и её обработки.
Стоит с самого начала сделать черновой процесс обработки лишь одним устройством, которое будет предназначено именно для такой цели, а после создать уже более чистый проход по почти готовому типу поверхности. Если в процессе черновой обработки со временем будет сниматься общая толщина до нескольких миллиметров, то при чистовой такой показатель идёт до десятых долей за несколько проходов.
Классификация
По конструкции и принципу функционирования данный инструмент дифференцируют на следующие варианты:
- Прямые модели с параллельными оси державки режущими кромками характеризуются отсутствием изгибов. Они рассчитаны на грубую обработку, предполагающую снятие значительного количества материала, нередко за несколько проходов, при обточке лишних фрагментов деталей.
- Отогнутые подрезные резцы имеют аналогичное назначение, но рассчитаны на обработку предметов более сложных форм: изгиб позволяет обтачивать труднодоступные места и т. д. Режущие кромки таких моделей наклонены от оси державки. Метод работ определяется особенностями инструмента и типом и толщиной материала.
- Токарные упорные варианты рассчитаны на точение предметов малой жесткости. Они применяются для подрезки бортиков и обточки ступенчатых поверхностей. Это наиболее распространенный тип рассматриваемых инструментов. Их режущие кромки параллельны оси державки, однако, в сравнении с прямыми подрезными резцами, имеют меньший угол.
По направлению подачи данные инструменты классифицируют на левые и правые.

Наконец, подрезные резцы дифференцируют по технологии производства.
- Цельные варианты включают головку и державку из одного материала.
- Составные модели имеют элементы различного состава.
Так, отогнутые подрезные резцы с твердосплавными режущими пластинами описаны ГОСТ 18880-73. Для токарных проходных резцов, оснащенных сверх твердосплавными пластинами, и аналогичных подрезных моделей характеристики определены в ГОСТ 28990-91. ГОСТ 18871-73 определяет особенности торцовых вариантов с пластинами из быстрорежущей стали. ГОСТ 29132-91 определяет параметры моделей с многогранными сменными пластинами проходного токарного, копировального и подрезного типов. В ГОСТах приведены чертежи подрезных резцов, типы и размеры данных инструментов.
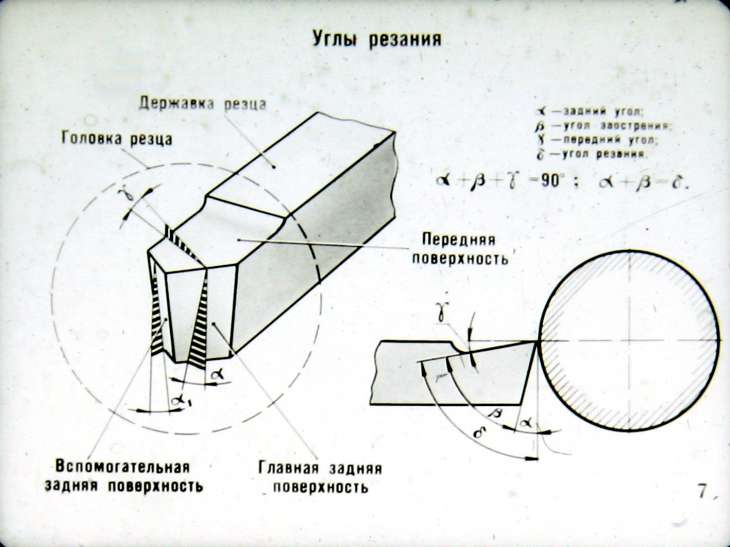
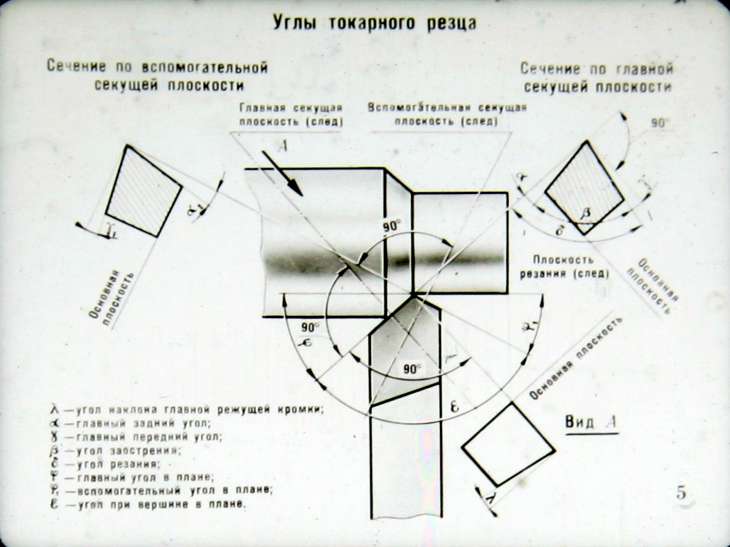
§ 6. УГЛЫ ЗАТОЧКИ РЕЗЦА И ИХ НАЗНАЧЕНИЕ
Раздел: БИБЛИОТЕКА ТЕХНИЧЕСКОЙ ЛИТЕРАТУРЫ Короткий путь https://bibt.ru <<�Предыдущая страница Оглавление книги Следующая страница>>
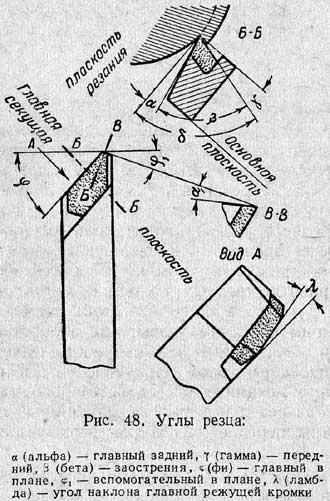
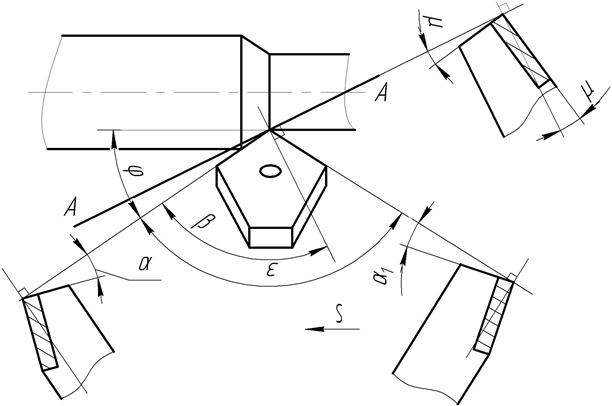
Углы заточки делят на главные, вспомогательные, углы в плане и углы наклона главной режущей кромки.
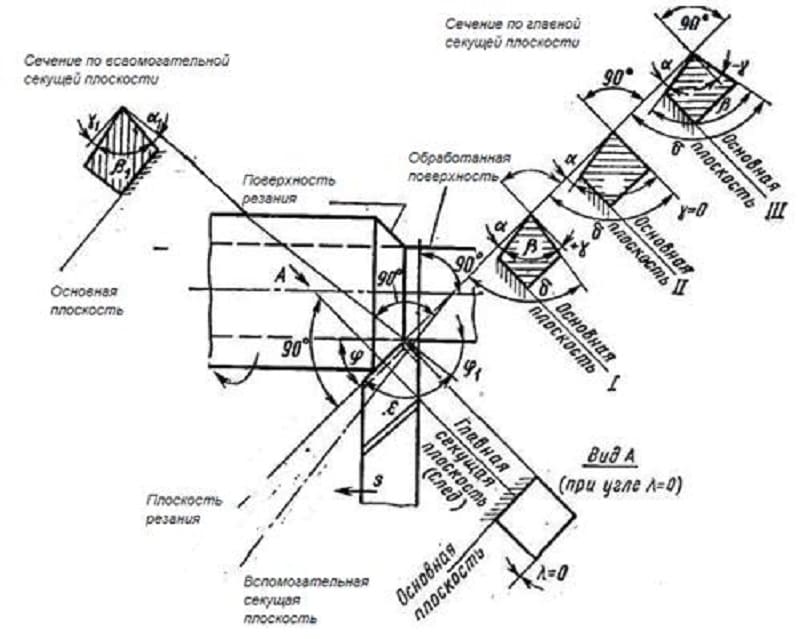
Главными являются углы (рис. 10) α, β , γ , δ, вспомогательным—угол α1 углами в плане φ и φ1, углом наклона главной режущей кромки λ.
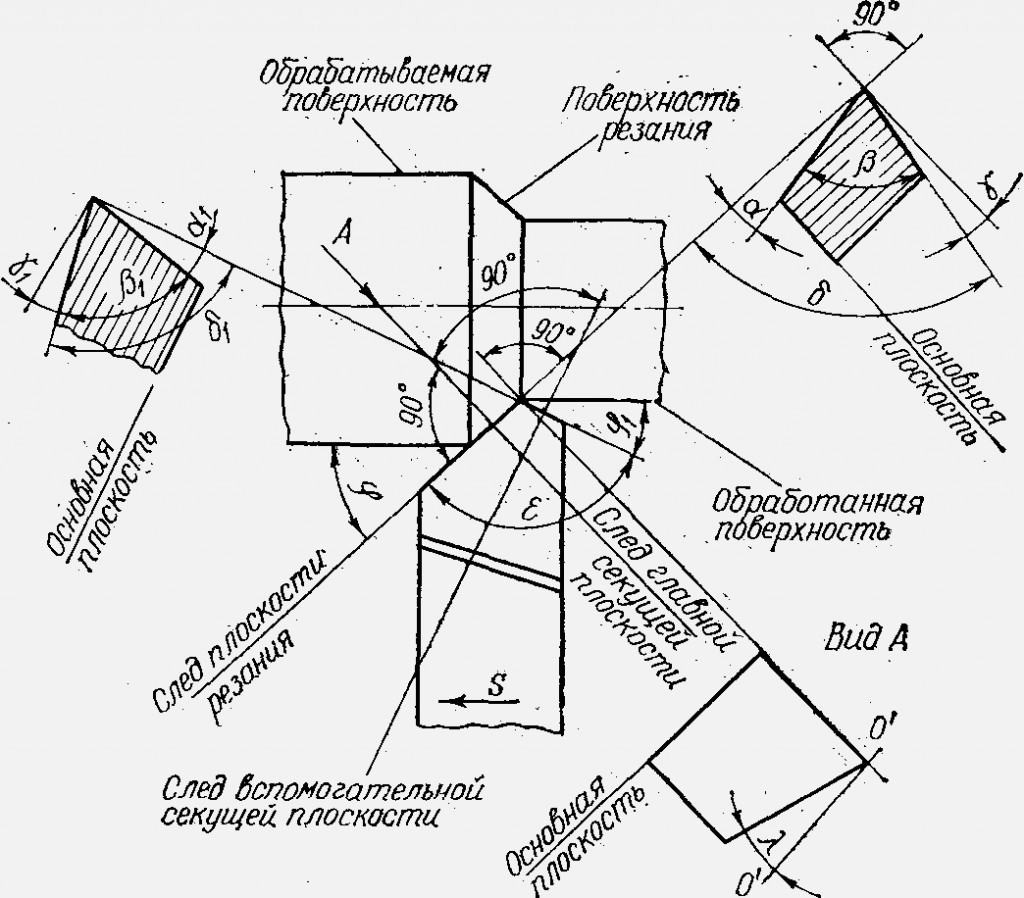
Главные углы резца (рис. 10, б) измеряются в главной секущей плоскости, перпендикулярной к плоскости резания и основной плоскости.
Главным задним углом α (альфа) называется угол между главной задней поверхностью и плоскостью резания.
Углом заострения β (бета) называется угол между передней и главной задней поверхностями резца.
Передним углом γ (гамма) называется угол между передней поверхностью резца и плоскостью, перпендикулярной к плоскости резания, проведенной через главную режущую кромку.
Углом резания δ (дельта) называется угол между передней поверхностью резца и плоскостью резания.
Рис. 10. Углы заточки резца: а —в плане, б — главные, в — наклона главной режущей кромки
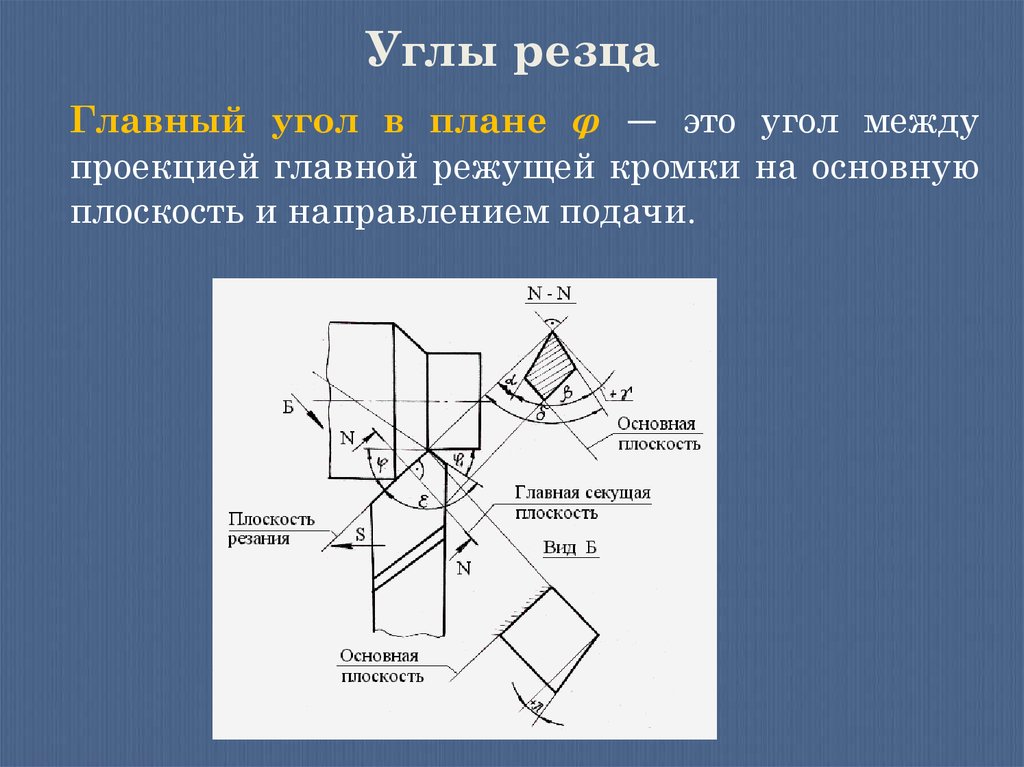
Главным углом в плане φ (фи) называется угол между проекцией главной режущей кромки на основную плоскость и направлением подачи.
Вспомогательным углом в плане φ1 называется угол между проекцией вспомогательной режущей кромки на основную плоскость и направлением подачи.
Углом при вершине в плане ε (эпсилон) называется угол между проекциями режущих кромок на основную плоскость.
Углом наклона главной режущей кромки λ (лямбда) называется угол, образованный режущей кромкой и линией, проведенной через вершину резца параллельно основной плоскости. Угол измеряется в плоскости, проходящей через главную режущую кромку перпендикулярно основной плоскости, и считается положительным, когда вершина резца является наинизшей точкой режущей кромки; отрицательным, когда вершина резца является наивысшей точкой режущей кромки, и равен нулю при параллельности главной режущей кромки и основной плоскости (см. рис. 10, в).
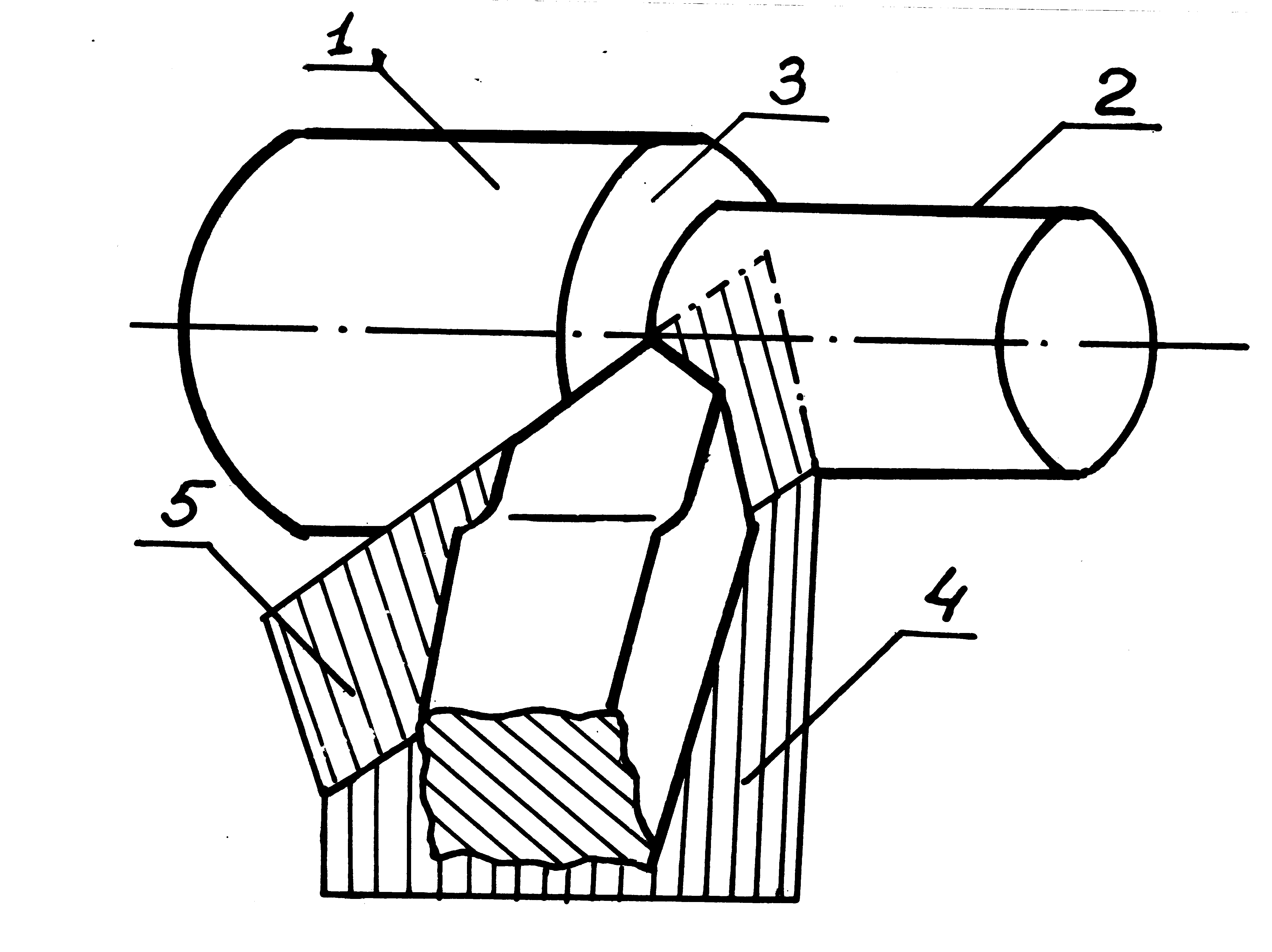
Рабочая часть резца, являющаяся режущей, представляет собой клин. Подобно клину, врезающемуся в металлический брус под действием силы Р и Разрезающему его на части (рис. 11,а), резец снимает слой металла с обрабатываемой заготовки (рис. 11, б).
Рис. 11. Работа клина (а) и резца (б)
Стороны, образующие клин, расположены под некоторым углом β, называемым углом заострения. Чем меньше угол заострения, тем легче клин врезается в металл, но с уменьшением угла заострения прочность клина (режущей части инструмента) снижается, происходит выкрашивание. Это обстоятельство заставляет подбирать угол заострения β в зависимости от твердости и прочности обрабатываемого материала.
Работа резца отличается от работы клина тем, что главная задняя поверхность резца частично освобождена от трения (см. рис. 11, б). Главный задний угол α обеспечивается заточкой резца и его установкой.
Главный задний угол облегчает работу резца и уменьшает его нагрев, что значительно удлиняет срок службы резца. Величина заднего главного угла 5—8°.
В процессе работы под действием силы резания Pр режущее лезвие врезается в заготовку и отделяет слой металла, сходящего по передней поверхности в виде стружки. С увеличением переднего угла облегчается врезание резца в металл, уменьшаются деформации срезанного слоя, усилие резания, следовательно, и расход энергии на срезание одного и того же слоя металла, улучшаются сход стружки и качество обработанной поверхности. Вместе с тем увеличение переднего угла приводит к уменьшению угла заострения β, а следовательно, и к уменьшению его прочности. Поэтому для обработки твердых металлов резец затачивают с меньшим передним углом, а при обработке мягких, вязких металлов — с большим.
Главный угол в плане φ (см. рис. 10) оказывает влияние на продолжительность работы резца между переточками его, на чистоту поверхности, на усилие резания, на толщину а и на ширину b среза (рис. 12).
Рис. 12. Элементы резания: а — при строгании, б — при долблении
Вспомогательный угол в плане φ1 (см. рис. 10) в основном оказывает влияние на теплоотвод, а следовательно, и на продолжительность работы резца между переточками.
Угол наклона главной режущей кромки λ у строгальных резцов, работающих с ударной нагрузкой, предохраняет вершину резца — самую слабую часть его — от преждевременного разрушения. При положительном угле заточки основная ударная нагрузка приходится на несколько удаленные от вершины резца точки режущей кромки.
Перейти вверх к навигации
Резец подрезной
Несмотря на то, что данные изделия применяются для одного из самых простых видов работ, здесь имеется несколько разновидностей, которые влияют на принцип работы.
Резец подрезной прямой не имеет каких-либо изгибов и его использую в тех случаях, когда нужно обточить лишние части на детали.
Его применяют для грубой обработки, когда нужно снимать большую часть, что нередко совершается за несколько проходов.
Помимо этого встречается еще резец подрезной погнутый. Им можно совершать все те же операции, но уже с более сложными формами изделий.
Изогнутая форма дает возможность дойти до труднодоступных мест, которые идут в средине детали и так далее.
Данный тип также не всегда используется для чистовой обработки, причем многое зависит от параметров самого резца, так как толщина и вид материала влияют на способ работы.
Резец токарный подрезной торцевой упорный рекомендуется использовать для точения изделий, материал которых обладает слабой жесткостью. Его применяют для обточки ступенчатых поверхностей и подрезки бортиков.
Здесь же есть ограничения по работе с заготовками из прочного металла, так как сама быстрорежущая сталь не является очень прочной и какая бы заточка не была, при работе с калеными изделиями, бронзой и так далее, они просто быстро затупятся. Кстати.
, купить бронзовый пруток можно тут.
Резец подрезной из твердосплавными вставками хоть и является более дорогостоящим, но при этом может работать с любыми заготовками.
| 12 | 12 | 50 | ВК8 |
| 16 | 10 | 100 | ВК8 |
| 16 | 12 | 100 | ВК8 |
| 20 | 12 | 120 | Т5К10 |
| 20 | 16 | 120 | Т5К10 |
| 25 | 16 | 140 | Т15К6 |
| 25 | 20 | 170 | ВК8 |
| 32 | 20 | 170 | Т5К10 |
| 40 | 32 | 260 | Т15К6 |
Здесь в основном встречаются такие материалы изготовления, как два сорта твердосплавной стали и одна быстрорежущая.
Вне зависимости от типа и изгиба инструмента, резец подрезной имеет очень схожую геометрию и состоит из одних и тех же составных частей:
- Головка – основная рабочая часть, которая выполнена из стальной пластины.
- Стержень или тело – выполняется из обыкновенной стали и служит только для крепления в станке.
- Опорная поверхность – с ее помощью закрепляется резец в держателе станка.
- Передняя поверхность – именно через нее происходит откат стружки с поверхности заготовки.
- Главная режущая кромка – она разрезает материал.
- Вспомогательная кромка – образует вершину резца на пересечении с главной режущей кромкой.
- Вершина лезвия – ею является точка соприкосновения режущего инструмента и заготовки.
- Главная задняя поверхность – поддерживает пластину.
- Вспомогательная задняя поверхность – позволяет режущему инструменту свободно передвигаться по поверхности, которая подвергается обработке.
Когда вы выбираете инструмент, то необходимо учитывать несколько основных рекомендаций. В первую очередь следует определиться, с какими металлами будет взаимодействие, так как обрабатываемая деталь всегда должна быть менее жесткой, чем материал резца. Это следует выяснять путем сравнения марок стали, из которых они состоят.
Чтобы подобрать инструмент по геометрическим параметрам и классифицирующим признакам, следует сначала определиться, что является более важным, качество обрабатываемой поверхности или точность геометрических размеров. Износостойкость материала напрямую зависит от его жесткости.
«Совет профессионалов! Несмотря на высокую стоимость жестких твердосплавных резцов, для ежедневной многочасовой работы стоит выбирать именно их, так как они будут изнашиваться намного дольше.»
Когда используется резец подрезной ВК8, то процесс подрезания уступов и торцов совершается при помощи продольной и поперечной передачи, как и при работе с цилиндрическими поверхностями.
Черновая обработка происходит при поперечной подаче в пределах от 0,3 до 0,7 мм за один оборот, а глубина резания идет на 2-5 мм.
Для чистовой обработки эти параметры составляют от 0,1 до 0,3 мм за один оборот и до 1 мм глубины соответственно.
В маркировке, как правило, указывают марку стали, используемую в режущей поверхности. К примеру, резец подрезной Т15К6, который принадлежит к титановольфрамовой группе, означает следующее:
- Т15 – содержание карбида титана 15%;
- К6 – содержание кобальта 6%.
- Черниговский инструментальный завод (Украина);
- Победа (Украина);
- Proxxon;
- Proma (Чехия);
- G.I. Kraft (Германия);
- Zenitech (Швейцария).
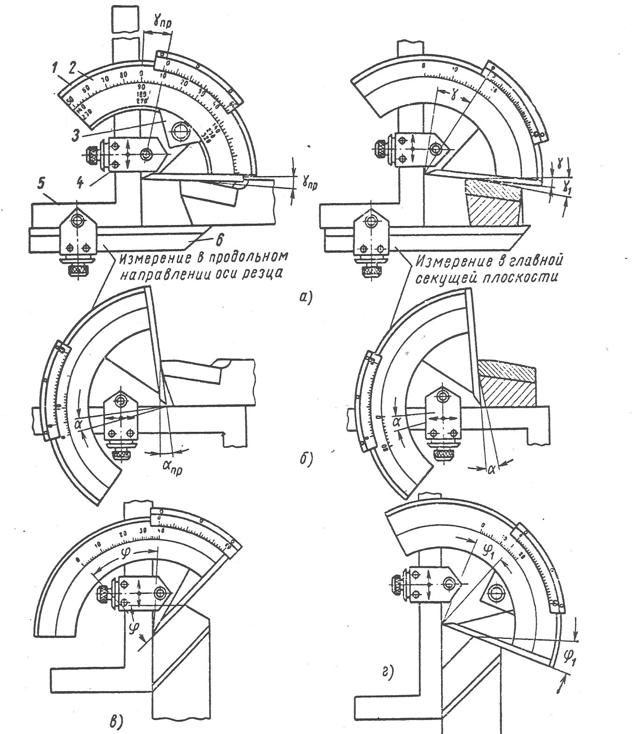
Выбор значений углов резца
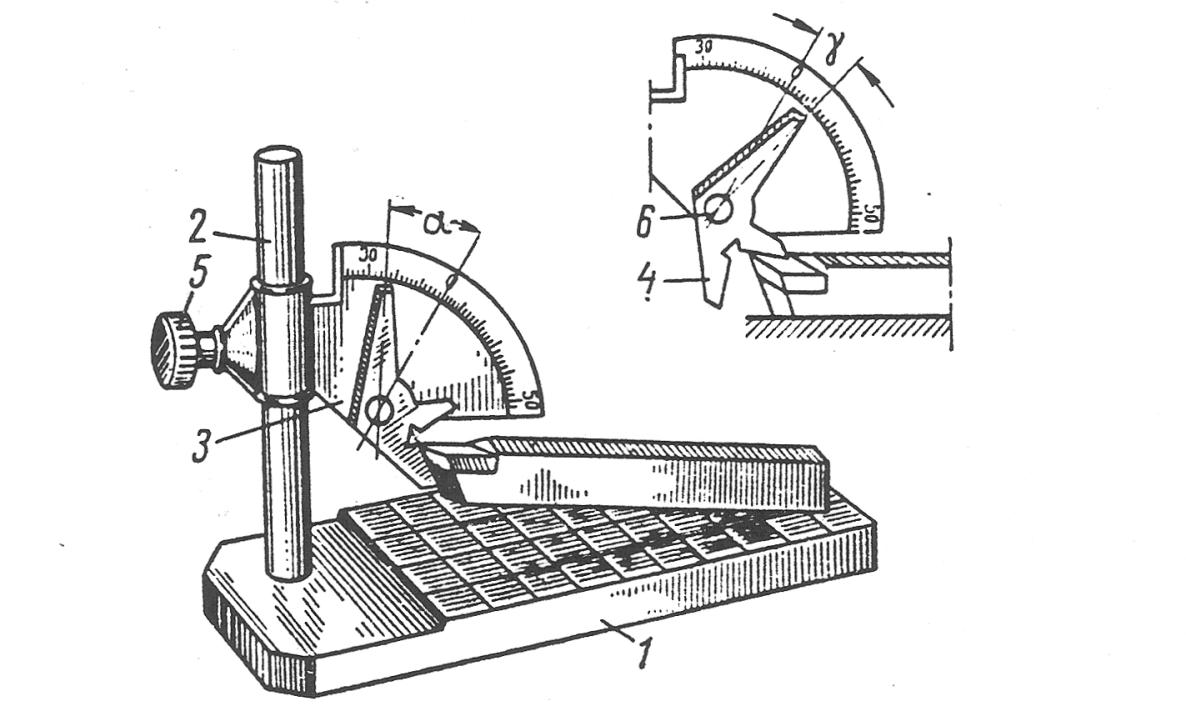
Все перечисленные углы имеют важное значение для процесса резания и к выбору величины нх следует подходить очень осторожно. Чем больше передний угол γ резца, тем легче происходит снятие стружки. Но с увеличением этого угла (рис
Но с увеличением этого угла (рис
6, а) уменьшается угол заострения резца, а поэтому и прочность его
Но с увеличением этого угла (рис. 6, а) уменьшается угол заострения резца, а поэтому и прочность его
Чем больше передний угол γ резца, тем легче происходит снятие стружки. Но с увеличением этого угла (рис. 6, а) уменьшается угол заострения резца, а поэтому и прочность его.
Передний угол резца может быть вследствие этого сравнительно большим при обработке мягких материалов н, наоборот, должен быть уменьшен, если обрабатываемый материал тверд.
Передний угол может быть и отрицательным (рис. 6, б), что способствует повышению прочности резца.
Из рис. 6, а ясно, что с уменьшением переднего угла резца увеличивается угол резания. Сопоставляя это со сказанным выше о зависимости переднего угла от твердости обрабатываемого материала, можно сказать, что чем тверже обрабатываемый материал, тем больше должен быть угол резания, и наоборот.
Чтобы определить величину угла резания δ, когда известен передний угол резца, достаточно, как это видно из рис. 6, а, вычесть из 90° данную величину переднего угла. Например, если передний угол резца равен 25°, угол резания его составляет
90° — 25° = 65°;
если передний угол составляет —5°, то угол резания будет равен
90° – (—5°) = 95°.
Задний угол резца α необходим для того, чтобы между задней поверхностью резца и поверхностью резания обрабатываемой детали не было трения. При слишком малом заднем угле это трение получается настолько значительным, что резец сильно нагревается и становится негодным для дальнейшей работы. При слишком большом заднем угле угол заострения оказывается настолько малым, что резец становится непрочным.

Величина угла заострения β определяется сама собой после того, как выбраны задний и передний углы резца.
В самом деле, из рис. 6, а очевидно, что для определения угла заострения данного резца достаточно вычесть из 90° сумму заднего и переднего его углов. Так, например, если резец имеет задний угол равным 8°, а передний 25°, то угол заострения его равен
90° — (8° + 25°) = 90° — 33° = 57°.
Это правило следует помнить, так как им иногда приходится пользоваться при измерении углов резца.
Значение главного угла в плане φ вытекает из сопоставления рис. 8, а и б, на которых схематически показаны условия работы резцов при одинаковых подачах s и глубине резания t, но при разных значениях главного угла в плане.
Рис. 8. Влияние главного угла в плане на процесс резания
При главном угле в плане, равном 60°, сила Р, возникающая в процессе резания, вызывает меньший прогиб обрабатываемой детали, чем аналогичная сила Q при угле в плане 30°. Поэтому резец с углом φ = 60° более пригоден для обработки нежестких деталей (относительно небольшого диаметра при оольшой длине) в сравнении с резцом, имеющим угол φ = 30°. С другой стороны, при угле φ = 30° длина l2 режущей кромки резца, непосредственно участвующая в его работе, больше соответственной длины l1 при φ = 60°. Поэтому резец, изображенный на рис. 8, б, лучше поглощает теплоту, возникающую при образовании стружки и дольше работает от одной заточки до другой.
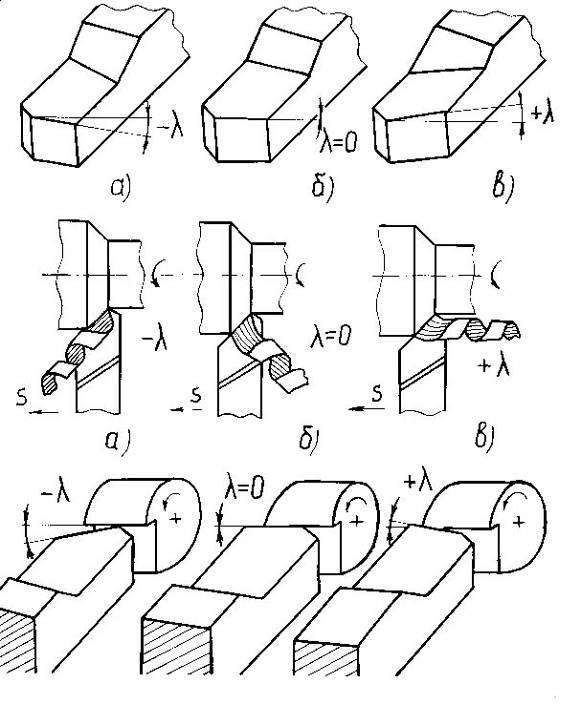
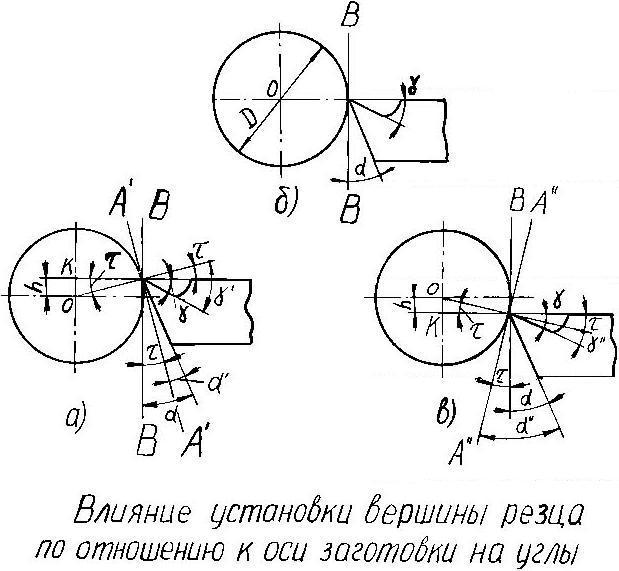
Значение угла наклона λ заключается в том, что, выбирая положительное или отрицательное значение его, мы можем направлять отходящую стружку в ту или другую сторону, что в некоторых случаях бывает очень полезно. Если угол наклона главной режущей кромки резца положителен, то завивающаяся стружка отходит вправо (рис. 9, а); при угле наклона, равном нулю, стружка отходит в направлении, перпендикулярном главной режущей кромке (рис. 9, б); при отрицательном угле наклона стружка отходит влево (рис. 9, в).
Рис. 9. Направление схода стружки при положительном угле наклона главной режущей кромки (а), равном нулю (б) и отрицательном (в)
Производители
При выборе резцов следует ориентироваться не на лучшую цену, а на соответствие продукции требованиям государственного стандарта. Произведенные по техническим условиям резцы вряд ли прослужат долго, да и заточить их будет проблематично. Несоответствие стандарту прямо указывает на изменение состава материалов в сторону удешевления. Например, для сплава ВК8 разница в несколько процентов кобальта кардинально меняет прочностные и температурные характеристики.
Только продукция, произведенная по ГОСТ, может обеспечить заявленные параметры и обеспечить бесперебойный технологический цикл.
Классификация инструмента
Существует множество параметров классификации резцов в соответствии с действующими ГОСТ. Согласно конструктивным особенностям выделяют следующие типы токарных резцов:
- монолитные, в которых режущая головка и державка являются цельной конструкцией;
- сборные, в которых на головке выполнена напайка пластины из быстрорежущего сплава, обеспечивающая повышенную эффективность обработки — это один из наиболее распространенных разновидностей инструмента;
- сборные, с механически закрепленной пластиной — пластину на головке фиксирует болт, в такой конфигурации выполняются резцы с металлокерамическими пластинами;
- регулируемые.
Функциональность резцов
В зависимости от качества обработки токарные резцы делятся на черновые и чистовые. Геометрия чернового инструмента обеспечивает возможность снятия материала большой толщины и сохранение твердости при сильном нагреве, возникающем при высокой скорости обработки. Чистовые аналоги имеют другое назначение, они нужны для работы на низких оборотах для снятия небольшой толщины материала.
Также выполняется классификация инструмента по направлению подачи, согласно которой выделяют правые и левые резцы. Под направлением подачи подразумевается сторона, с которой находится основная режущая кромка инструмента в момент, когда его головка обращена к лицевой части обрабатываемой детали.
Разновидности резцов
Функциональное назначение — один основных параметров классификации данного инструмента. В соответствии с назначением токарные резцы делятся на:
- Отрезные (ГОСТ №18874-73) — используются на станках с поперечной подачей рабочего инстурмента, предназначены для обочки и обработки торцевый частей заготовок.
- Проходные (ГОСТ №18871-73) — могут устанавливать на станка как с поперечной, так и с продольной подачой. Применяются для подрезки торцов, обточки, формирования деталей конической и цилиндрической формы.
- Отрезные, они же канавочные (ГОСТ №18874-73) — монтируются на станки с поперечной подачей. Используются для резки монолитных кусков металла и протачивания канавок кольцевой формы.
- Расточные (ГОСТ №18872-73) — предназначены для растачивания отверстий (сквозных и глухих), формирования углублений и выемок.
- Фасонные (ГОСТ 18875-73) — используются с целью снятия наружных и внутренних фасок.
- Резьбовые (ГОСТ №18885-73) — позволяют метрического, дюймового и трапецеидального сечения (как внутреннюю, так и наружную).
Также токарные резцы делятся прямые, отогнутые и оттянутые в зависимости от положения режущей кромки по отношению к державке. В отогнутых кромка выполнена в виде прямой линии, в отогнутых — изогнутую, в оттянутых — кромка уже, чем ширина стержня.
Какие резцы выбрать, где купить?
Чтобы определить, какие резцы нужны именно в вашем случае, необходимо определиться со следующими моментами:
- какой металл вы будете обрабатывать и какие операции будут выполняться;
- расставить приоритеты между качеством, эффективностью обработки и износоустойчивостью инструмента.
В целом, начинающему токарю необходимо иметь в распоряжении три вида резцов: проходные (маркировка SDACR) — для обработки торцов, наружные нейтрального типа (SDNCN) и расточные (SDQCR). Это базовый комплект, позволяющие выполнять большую часть технологических операций.
Если вы заинтересованы в покупке инструмента на долгосрочную эксплуатацию, имеет смысл взять набор токарных резцов со сменными пластинами. В последствии вы сможете менять расходники, а не покупать новые державки после износа режущей головки.
Пару слов о производителях. Среди компаний, реализующих действительно качественную продукцию, которую стоит купить, выделим фирмы Hoffman Garant (Германия) и Proma (Чехия). В сегменте отечественных производителей внимания заслуживают фирмы СиТО (Гомельский инструментальный завод) и Калибр. Заказать с доставкой резцы можно по указанным ссылкам.
Также имеет смысл приобрести заточную машинку, которая позволит вам самостоятельно возвращать резцам работоспособность при износе, а не пользоваться услугами сторонних мастеров. Тут необходимо заточно-шлифовальный агрегат оснащенный системой постоянного охлаждения с двумя абразивными кругами — из карбида кремния (для резцов из быстрорежущих сплавов) и электрокорунда (для твердосплавного инструмента). При заточке первоначально необходимо обработать переднюю плоскость режущей головки, затем — дополнительную и заднюю, пока не сформируется ровная режущая кромка.
Классификация резцов для токарной обработки
Существуют государственные стандарты, в которых описывается классификация токарных резцов. Одной из классификаций является разделение по типу обработки металлических поверхностей:
- Грубая обработка — черновая.
- Чистовое обрабатывание.
- Проведение высокоточных операций.
- Получистовая очистка.
Существует разделение по виду материала, из которого делают рабочую часть оснастки. Отдельная классификация касается целостности конструкции оснастки:
- Цельные приспособления. Представляют собой оснастку для токарных станков, изготавливаемую из легированной стали. Редко встречаются модели, изготовленные из инструментальной стали.
- Приспособления с дополнительными пластинами. Они делаются на заводе из разных видов твердых сплавов, металлов.
- Модели со съёмными пластинками. Закрепляются на державке с помощью винтов. Редко используются во время серийной обработки металлических деталей.
Главной классификацией считается разделение приспособлений на отдельные виды по форме, конструкции. О них нужно поговорить отдельно.
Классификация резцов
Прямые проходные
Используются для наружной обработки заготовок из стали. Размеры:
- прямоугольные державки — 25х16 мм;
- квадратные державки — 25х25.
Резец токарный проходной с частью, закрепляемой в суппорте квадратного сечения. Используется при проведении особых штучных операций.
Отогнутые проходные
Специальная оснастка, у которой рабочая часть согнута в левую или правую сторону. Применяются для торцевания деталей. С их помощью удобно снимать фаски. Существует три разновидности отогнутых резцов:
- Тренировочная оснастка — 16×10 мм.
- Наиболее популярный размер — 25х16 мм.
- Заказные модели — 40х25 мм.
Редко встречаются размеры удерживающей части 32х20, 20х12 мм.
Упорные проходные
Приспособления бывают с прямым и отогнутым рабочим элементом. Предназначены для работы с деталями цилиндрической формы. Форма плюс правильная заточка позволяют быстро снимать большинство излишков с рабочей поверхности заготовки. Размеры державок у упорных проходных приспособлений — 16х10–40х25 мм.
Отогнутые подрезные
Представляют собой оснастку похожую на проходную. Однако, есть различие по форме режущей кромки. Она треугольная, что позволяет делать более качественную обработку. Размеры удерживающей части — 16х10–32х20 мм.
Отрезные
Популярные приспособления, которые применяются при разрезании металлических заготовок. На месте реза образуется угол 90 градусов. С его помощью создают пазы, выемки на деталях. Отрезная оснастка представляет собой державку с закреплённой пластиной из твердого сплава металлов. Размеры удерживающей части — 16х10–40х25 мм.
Работа с отрезным резцом
Резьбонарезные для внешней резьбы
Данные приспособления применяются, когда нужно сделать резьбу снаружи металлических заготовок. Инструмент состоит из удерживающей части с закреплённым на ней копьевидными пластинками.

Резьбонарезные для внутренней резьбы
Приспособления применяются для нарезания резьбы в просверленных отверстиях. Приспособление состоит из удерживающего элемента квадратного сечения. От её размера зависит то, на какую глубину можно будет нарезать резьбу. Чтобы использовать резьбонарезные приспособления, на промышленном оборудовании должна быть установлена гитара.
Расточные для глухих отверстий
Расточные инструменты оборудуются согнутой на бок рабочей частью. Сверху напаивается режущая треугольная пластинка. От того насколько изменяется длина части, закрепляемой в суппорте, зависит размер отверстия, которое подлежит расточке.
Расточные для сквозных отверстий
Это оснастка для промышленного оборудования. Она применяется для расточки отверстий, созданных сверлением. От того, какая длина у части, закрепляемой в суппорте, зависит глубина обработки отверстий. Элемент с режущей кромкой имеет отогнутую головку. Толщина материала, которую снимает режущая кромка, практически равна изгибу. Максимальная длинна удерживающей части — 300 мм.
Расточные токарные резцы
Сборные
Выполняют разные технологические операции. Конструкция позволяет закреплять на державке разные твердосплавные пластинки. Наличие нескольких рабочих элементов позволяет увеличить универсальность приспособления. Резцы, которые собираются из разных пластин, закрепляются в шпинделях оборудования, управляемого системой ЧПУ. Сборными приспособлениями обрабатывают отверстия, делают контура, выбирают канавки.
Углы резца и их назначения
Лезвийный инструмент
Резец
Резец
— режущий инструмент, предназначен для обработки деталей различных размеров, форм, точности и материалов. Является основным инструментом, применяемым при токарных, строгальных и долбёжных работах (и на соответствующих станках).
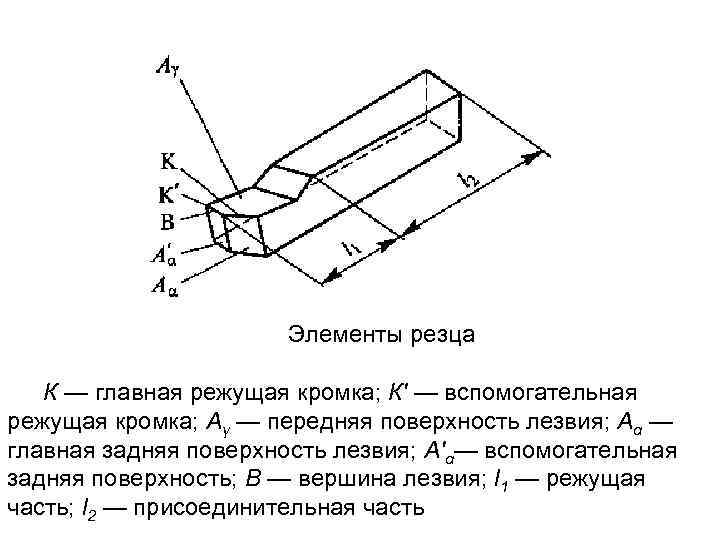
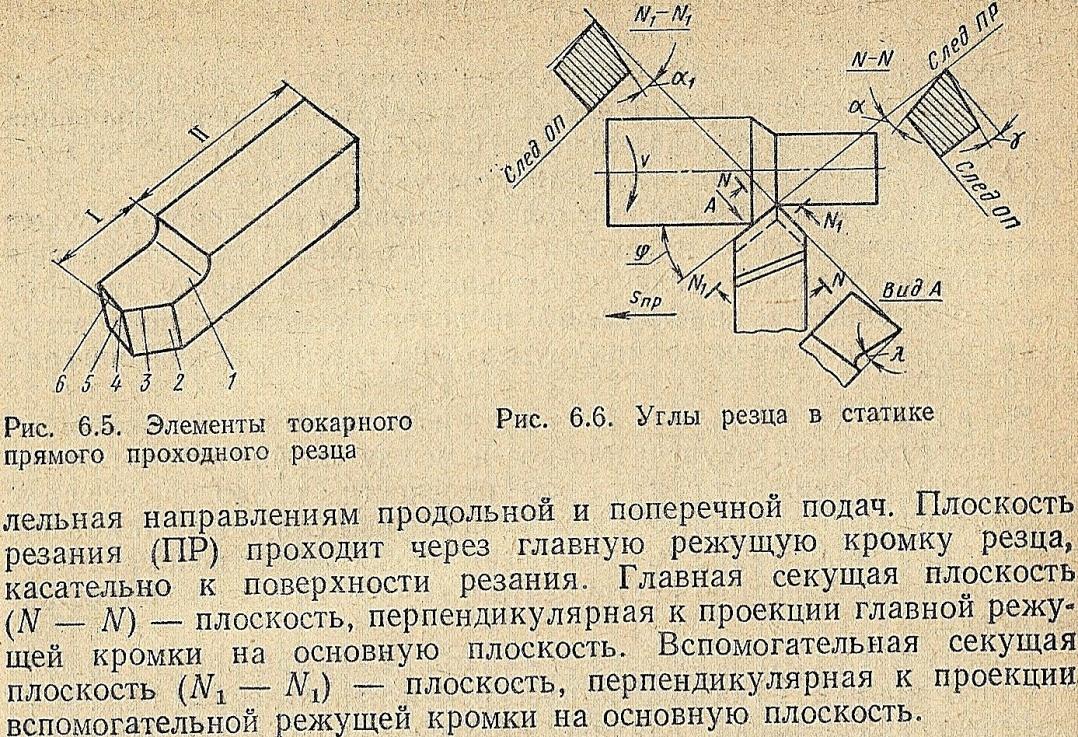
Токарный проходной резец состоит из следующих основных элементов:
- Рабочая часть (головка) ;
- Стержень (державка) — служит для закрепления резца на станке.
Рабочую часть резца образуют:
- Передняя поверхность — поверхность, по которой сходит стружка в процессе резания.
- Главная задняя поверхность — поверхность, обращенная к поверхности резания заготовки.
- Вспомогательная задняя поверхность — поверхность, обращенная к обработанной поверхности заготовки.
- Главная режущая кромка — линия пересечения передней и главной задней поверхностей.
- Вспомогательная режущая кромка — линия пересечения передней и вспомогательной задней поверхностей.
- Вершина резца — точка пересечения главной и вспомогательной режущих кромок
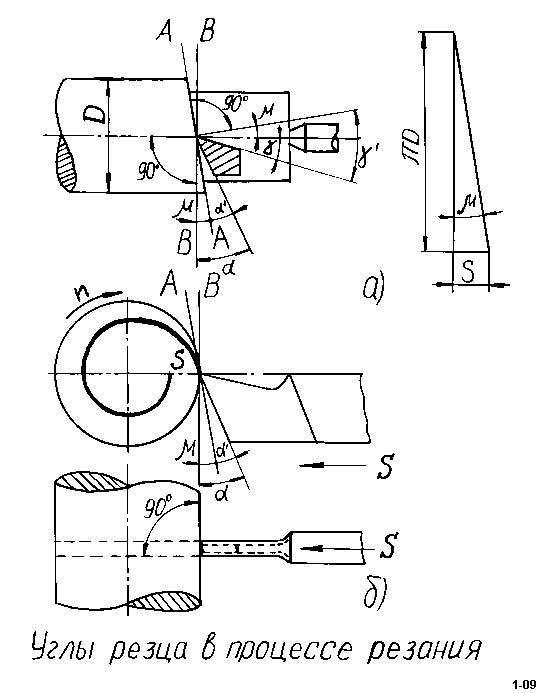
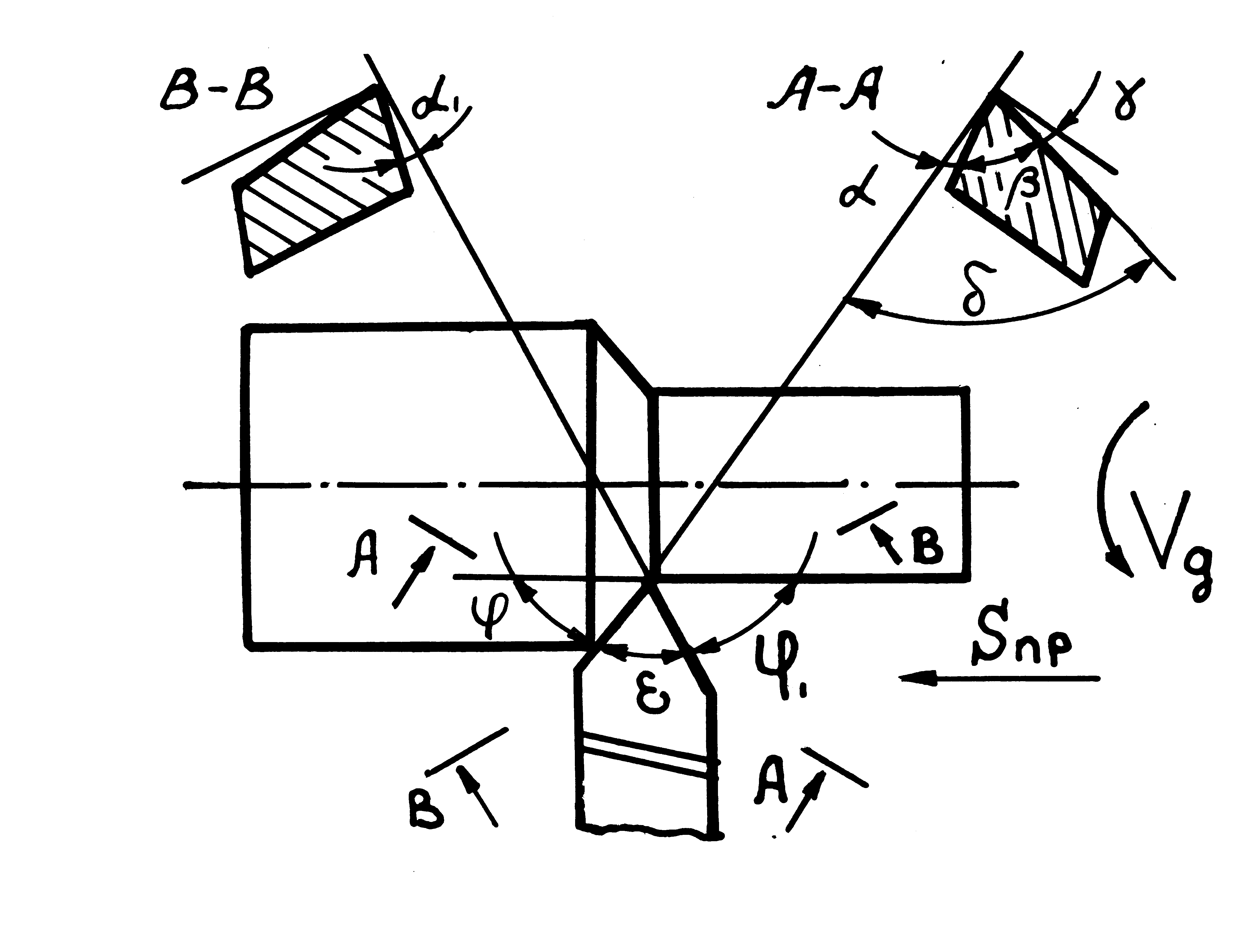
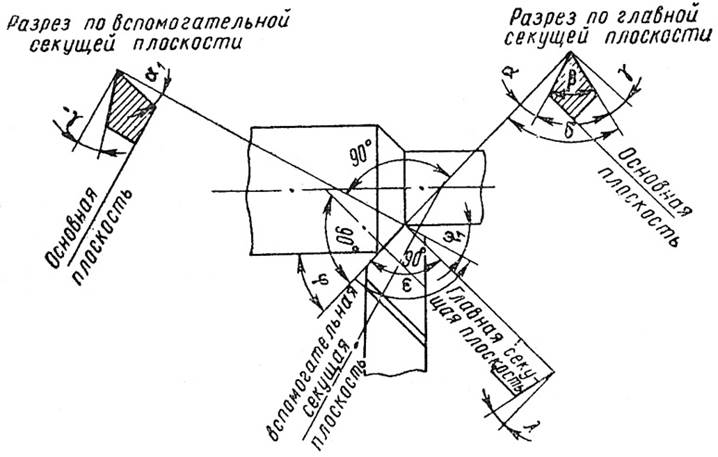
Углы резца и их назначения
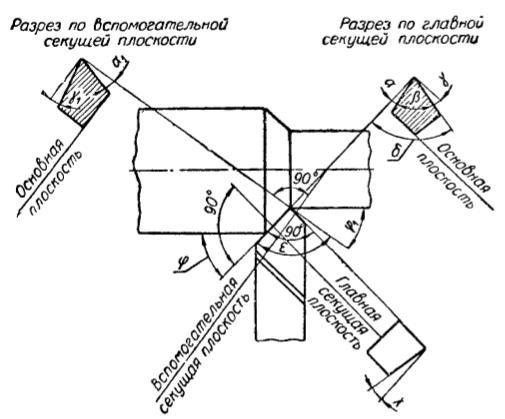
На рисунке показана главная секущая плоскость
. Передняя поверхность направлена вниз от главной режущей кромки, передний угол γ в этом случае считается положительным.
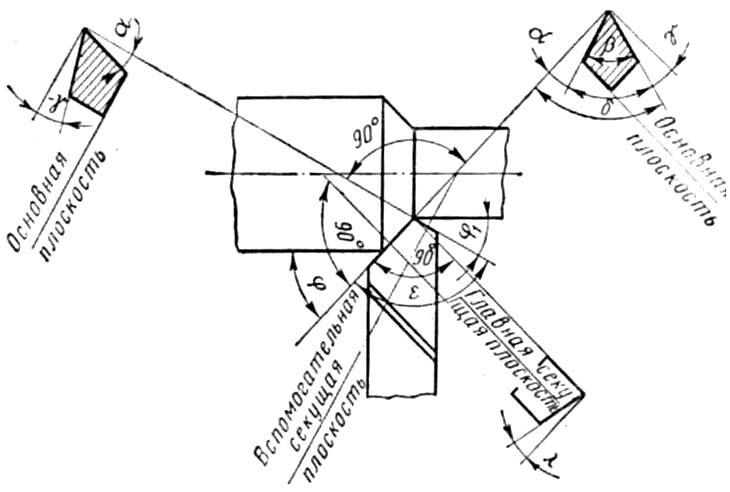
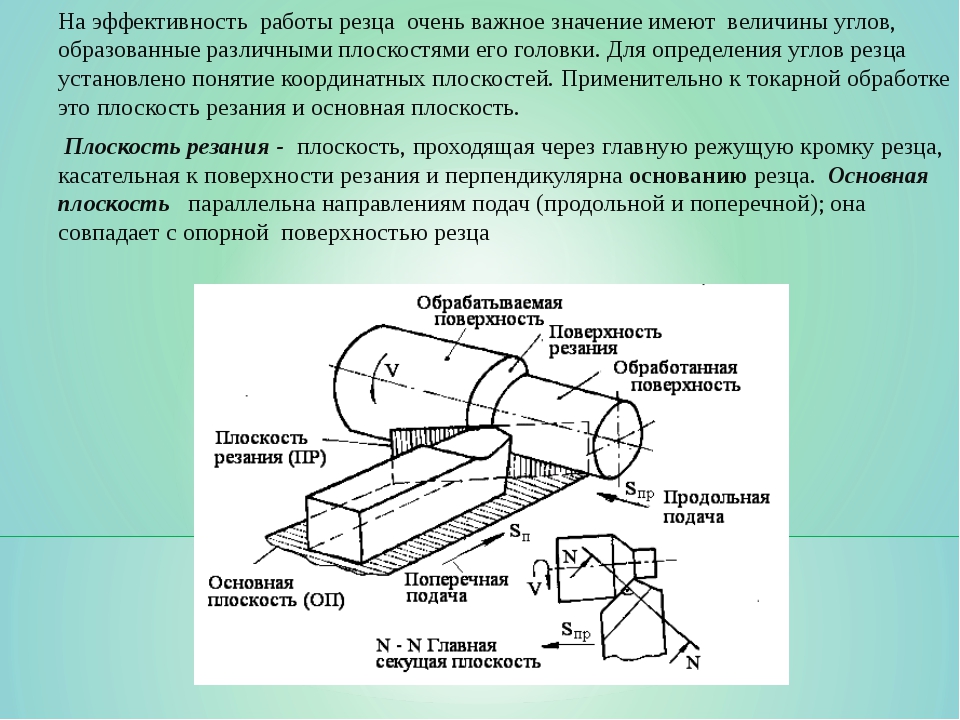
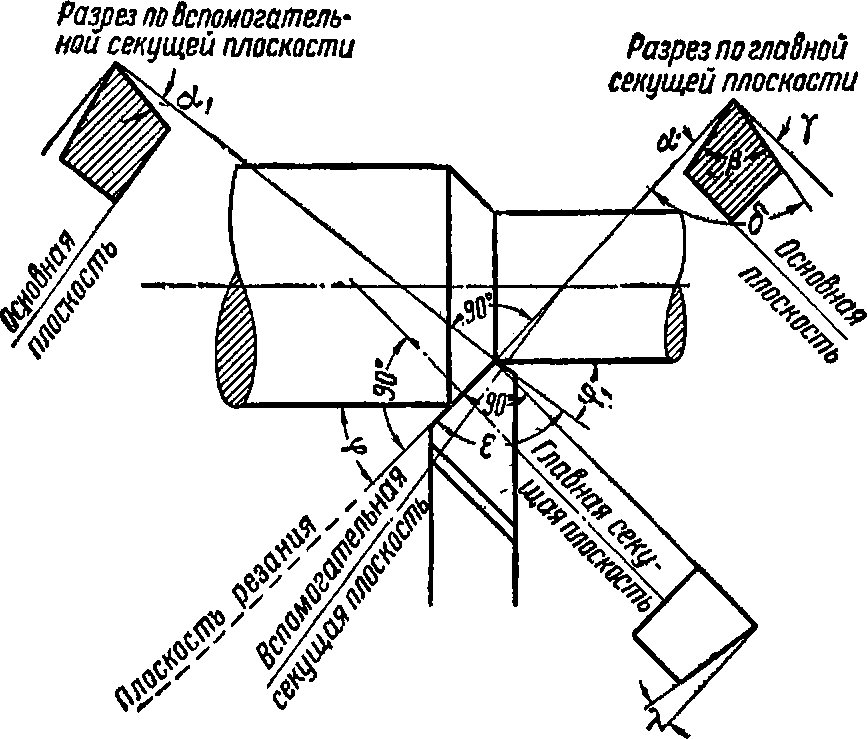
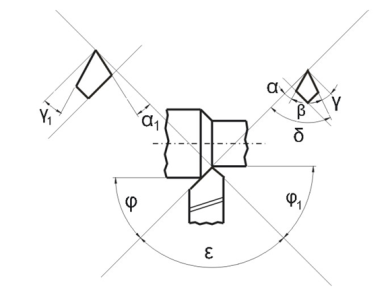
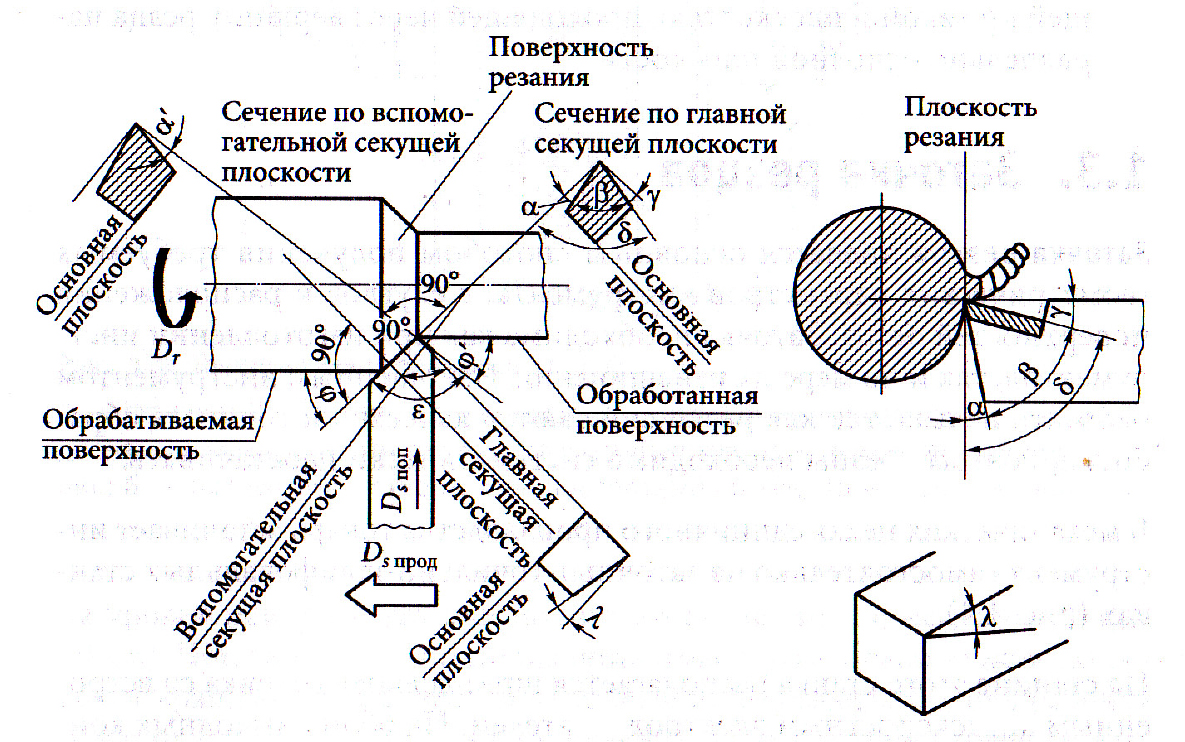
Для определения углов резца установлены следующие плоскости:
- Плоскость резания — плоскость, касательная к поверхности резания и проходящая через главную режущую кромку.
- Основная плоскость — плоскость, параллельная направлениям подач (продольной и поперечной).
- Главная секущая плоскость — плоскость, перпендикулярная проекции главной режущей кромки на основную плоскость.
- Вспомогательная секущая плоскость — плоскость, перпендикулярная проекции вспомогательной режущей кромки на основную плоскость.
Главные углы измеряются в главной секущей плоскости. Сумма углов α+β+γ=90°
- Главный задний угол α — угол между главной задней поверхностью резца и плоскостью резания. Служит для уменьшения трения между задней поверхностью резца и деталью. С увеличением заднего угла шероховатость обработанной поверхности уменьшается, но при большом заднем угле резец может сломаться. Следовательно чем мягче металл, тем больше должен быть угол.
- Угол заострения β — угол между передней и главной задней поверхностью резца. Влияет на прочность резца, которая повышается с увеличением угла.
- Главный передний угол γ — угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания, проведённой через главную режущую кромку. Служит для уменьшения деформации срезаемого слоя. С увеличением переднего угла облегчается врезание резца в металл, уменьшается сила резания и расход мощности. Резцы с отрицательнымγ применяют для обдирочных работ с ударной нагрузкой. Преимущество таких резцов на обдирочных работах заключается в том, что удары воспринимаются не режущей кромкой, а всей передней поверхностью.
- Угол резания δ=α+β .
Вспомогательные углы измеряются во вспомогательной секущей плоскости.
- Вспомогательный задний угол α1 — угол между вспомогательной задней поверхностью резца и плоскостью, проходящей через его вспомогательную режущую кромку перпендикулярно основной плоскости.
- Вспомогательный передний угол γ1 — угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания, проведённой через вспомогательную режущую кромку
- Вспомогательный угол заострения β1 — угол между передней и вспомогательной задней плоскостью резца.
- Вспомогательный угол резания δ1=α1+β1 .
Углы в плане измеряются в основной плоскости. Сумма углов φ+φ1+ε=180°
- Главный угол в плане φ — угол между проекцией главной режущей кромки резца на основную плоскость и направлением его подачи. Влияет на стойкость резца и скорость резания. Чем меньшеφ , тем выше его стойкость и допускаемая скорость резания. Однако при этом возрастает радиальная сила резания, что может привести к нежелательным вибрациям.
- Вспомогательный угол в плане φ1 — угол между проекцией вспомогательной режущей кромки резца на основную плоскость и направлением его подачи. Влияет на чистоту обработанной поверхности. С уменьшениемφ1 улучшается чистота поверхности, но возрастает сила трения.
- Угол при вершине в плане ε — угол между проекциями главной и вспомогательной режущей кромкой резца на основную плоскость. Влияет на прочность резца, которая повышается с увеличением угла.






