

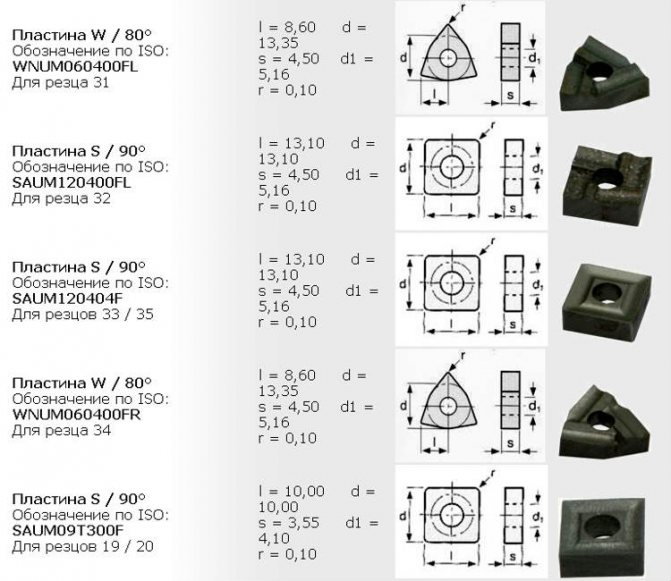
Особенности использования твердосплавных пластин
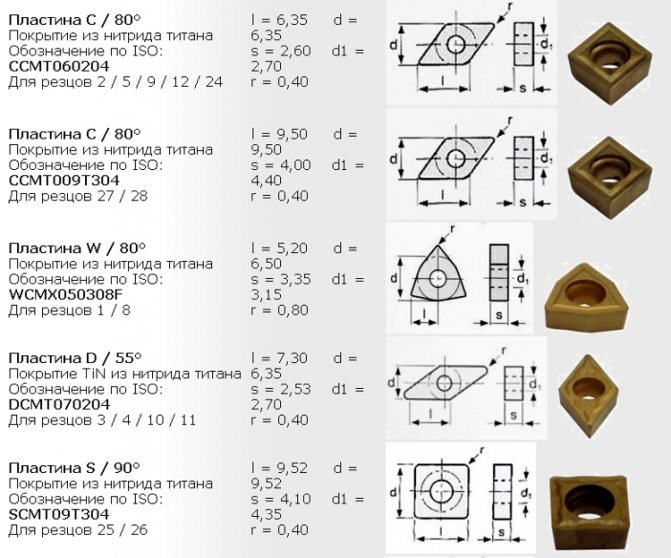
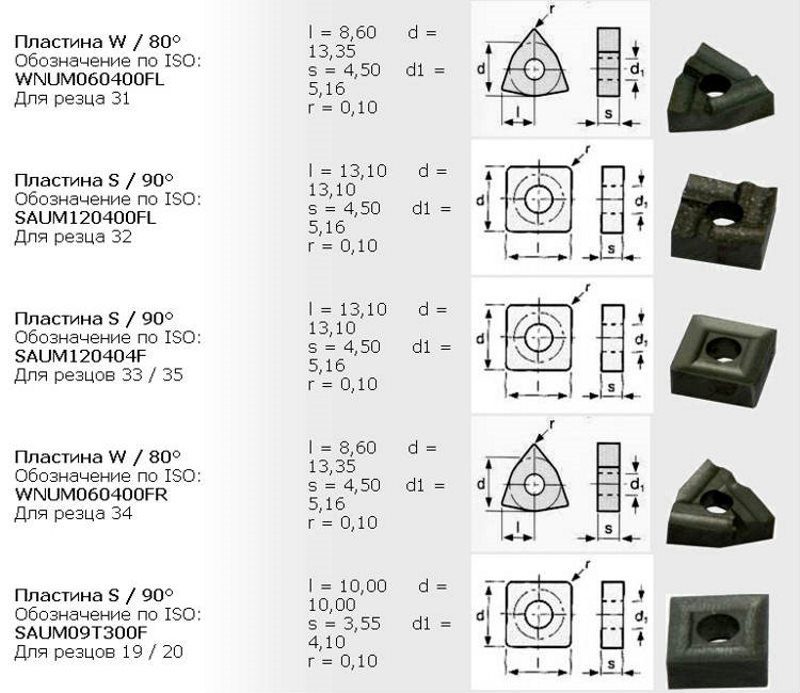
Размеры – в мм.
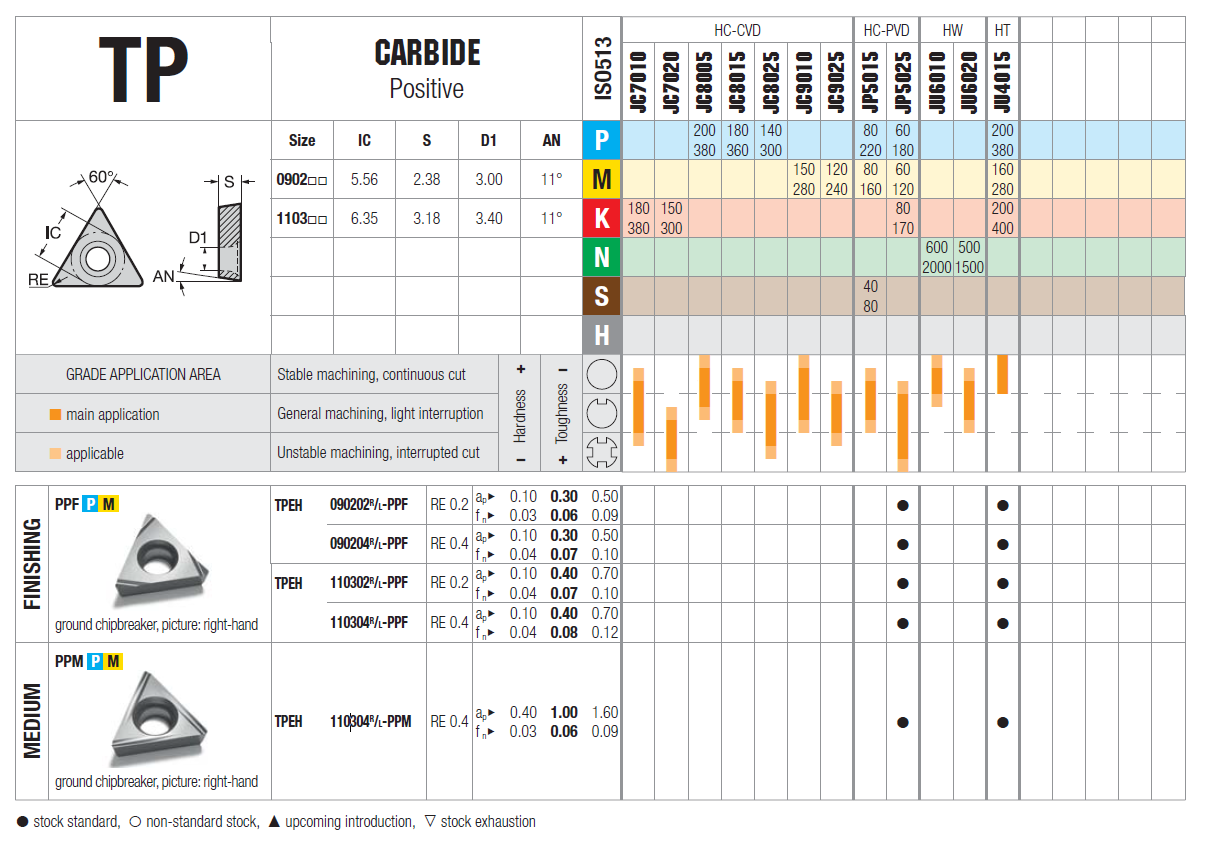
- Первичная заточка режущей кромки производится на предприятии-изготовителе. Так как она постепенно изнашивается, то изделие попросту переворачивается, то есть рабочей становится другая ее грань, ранее не задействованная. Следовательно, систематической заточкой кромки, что характерно для токарных резцов с напайкой, заниматься не нужно.
- Для черновой обработки заготовок используются пластины более толстые (до 6), с длинными гранями (до 25). Технологические операции, называемые чистовыми (например, шлифовка) выполняются изделиями мелкими. Их минимальные размеры: длина – 7, толщина – 3.

Производители качественных твердосплавных пластин
Если судить по отзывам любителей и профессионалов на тематических сайтах, каких-либо существенных претензий нет к изделиям следующих изготовителей.
- Ceratizit (Люксембург).
- Proxxon, BDS-Machinen (Германия).
- Украинский ««Инструмент-Сервис».
Что учесть при выборе сменных насадок
Подразумевается, что они приобретаются в комплекте, но без резца.
Соответствие линейных параметров инструмента и пластин.
Специфика использования изделий. Если металлообработка предполагает снятие значительных слоев с заготовки, то следует подбирать насадки, материал которых инертен к высоким температурам. Работа на скоростных режимах сопровождается повышенными вибрациями
В этом случае нужно обратить внимание на такую характеристику образцов, как устойчивость к нагрузкам (механическим).
Тип обработки деталей. Это уже к вопросу о требуемой форме насадок.
Маркировка и производители
Маркировка твердосплавных пластин для оснащения токарных резцов указывает на состав материала изготовления. Например, маркировка Т15К6 означает, что перед вами пластина, изготовленная из сплава титановольфрамокобальтовой группы. Следует отметить, что вольфрам в составе таких сплавов содержится в обязательном порядке. Кроме данного металла, в сплаве могут дополнительно содержаться титан, кобальт, тантал и др. В составе рассматриваемого нами в качестве примера сплава в соответствии с его маркировкой содержится 15% карбида титана и 6% кобальта.
К наиболее популярным производителям твердосплавных пластин, которые используются для механического крепления на токарных резцах, относятся:
- ООО «Инструмент-Сервис» (Украина);
- Новомосковский трубный завод (Украина);
- Компания BDS-Machinen (Германия);
- Компания Proxxon (Германия);
- Компания Ceratizit (Люксембург).

Разновидности твердосплавных пластин для резцов
Устройство отрезного токарного резца
Конструктивно цельнометаллический отрезной токарный резец состоит из массивной державки и плоской головки, оканчивающейся режущей пластиной (см. левый чертеж на рис. ниже). В отличие от других типов резцового инструмента здесь, кроме основной режущей кромки, присутствуют также две вспомогательные, которые расположены по обе стороны от нее и предназначены для подрезки боковых поверхностей прорезаемого паза. У отрезного резца лезвие сужается в сторону державки под углами от 1º до 3º с каждой из сторон. Это сделано для того, чтобы уменьшить трение резца о стенки канавки, а также улучшить стружкоотвод и циркуляцию СОЖ.
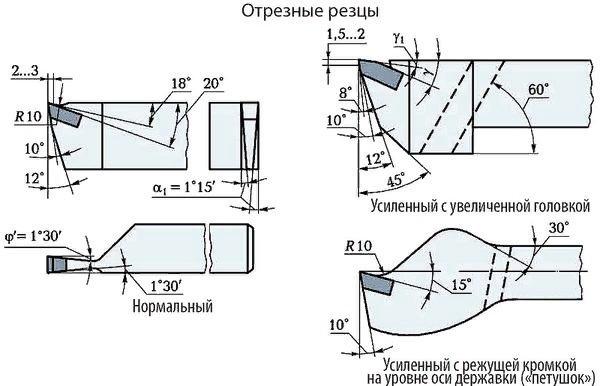
Ширина лезвия головки может составлять от 3 до 10 мм, а ее длину необходимо выбирать на несколько миллиметров больше радиуса заготовки. Для увеличения прочности и снижения вибрации используют специальные модели отрезных резцов с увеличенной передней частью.
Режимы резания по металлу
Режим резания представляет собой набор величин, вычисляемые расчетным путем.
- Глубина, определяющая толщину снимаемого слоя за одну операцию. При обработке торца показатель глубины определяется диаметром детали, плоских деталей — используют длину.
- Скорость. Вычисляется путем умножения количества оборотов детали в минуту на ее диаметр. При этом учитывают тип выполняемой операции, вид инструмента, материал заготовки.
- Подача. Показатель движения резца за один оборот детали. После вычисления данные величины сравнивают с нормативными показателями, указанными в паспорте станка.
Также при расчете режима резания учитывают параметры токарного оборудования:
мощность, скорость вращения шпинделя и другие.
Рекомендуемые разновидности припоя
Чаще всего в качестве припоя применяют следующие сплавы:
- Медно-никелевые, которые могут выдерживать рабочую температуру до 900 градусов Цельсия. Применяется при изготовлении инструмента, который рассчитан на повышенные нагрузки.
- Электролитическая медь тоже получила большое распространение. Нагрев режущей части инструмента в этом случае может доходить до температуры 700 градусов Цельсия.
- Латунно-никелевые составы похожи на предыдущий припой, но обходятся чуть дешевле.
- Латунь рассчитана на использование при средних нагрузках и нагреве режущей кромки до 600 градусов Цельсия.
Чтобы удалить окислы и снизить вероятность окисления металлов, применяется флюс, например, бура.
Материалы токарных резцов
Материалы токарных резцов. Основное требование, предъявляемое к материалу рабочей части резца, — это твердость, которая должна быть больше твердости любого материала, обрабатываемого данным резцом. Твердость не должна заметно уменьшаться от теплоты резания.
Одновременно с этим материал резца должен быть достаточно вязким (не хрупким); режущая кромка резца не должна выкрашиваться во время работы.
Материал резца должен хорошо сопротивляться истиранию, которое происходит от трения стружки о переднюю поверхность резца, а также от трения задней поверхности резца о поверхность резания.
Этим требованиям в различной степени удовлетворяют инструментальные материалы — металлокерамические твердые сплавы, минералокерамика, быстрорежущие и углеродистые стали разных марок.
Наиболее современными материалами для токарных резцов являются металлокерамические твердые сплавы, сохраняющие свои режущие свойства при нагревании в процессе работы до температуры 800—900° С.
Эти сплавы состоят из тончайших зерен карбидов 1 тугоплавких металлов — вольфрама, титана и тантала, сцементированных кобальтом. Мета и локер амические твердые сплавы разделяются на три группы: вольфрамовые, титано-вольфрамовые и титано-танталовольфрамовые.
Буква В в каждой из этих марок означает Карбид вольфрама, буква К — кобальт; цифра, стоящая в марке после буквы К — указывает количество (в процентах) содержащегося в данном сплаве кобальта. Остальное — карбид вольфрама.
Таким образом, например, в сплаве марки ВК2 содержится 2% кобальта и 98% карбида вольфрама. Буква М, приведенная в конце некоторых марок, означает, что данный сплав мелкозернистый (величина зерен 0,5—1,5 мк).
Буква В приписывается к марке сплава, если он крупнозернистый (величина зерен 3—5 мк).
| Конструкция токарного резца
|
Мелкозернистость сплава сообщает ему износостойкость большую износостойкости нормального сплава дайной марки, при меньшей прочности и сопротивляемости ударам, вибрациям и выкрашиванию.
Крупнозернистость сплава, наоборот, повышает его прочность и сопротивляемость ударам, вибрациям и выкрашиванию и понижает износостойкость сплава. Титано-вольфрамовые твердые сплавы применяю- ся для обработки всех видов сталей.
При токарной обработке используются сплавы марок Т5К10, Т5К12В, Т14К8, Т15К6, Т30К4. В каждой из этих марок буква Т и поставленная за ней цифра указывают количество (в процентах) содержащегося в данном сплаве карбида титана, а цифра после буквы К — содержание (в процентах) кобальта.
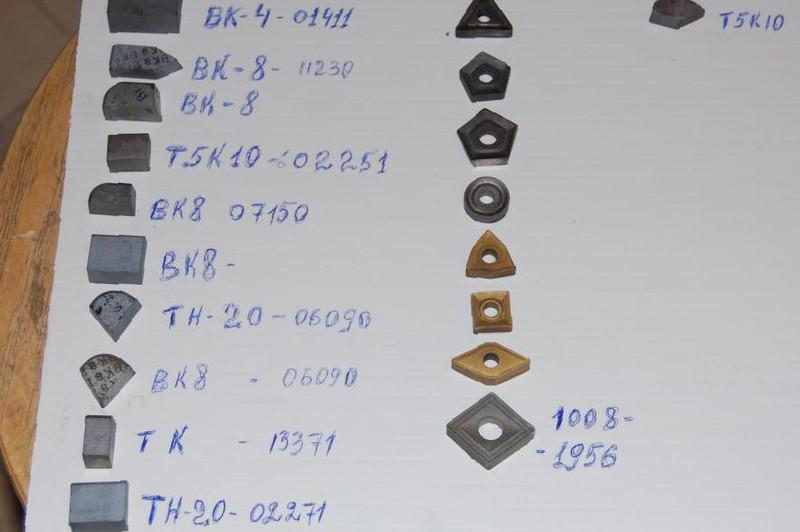


Остальное в данном сплаве карбид вольфрама. Таким образом, например, в сплаве марки Т5КЮ содержится 5% карбида титана, 10% кобальта и 85% карбида вольфрама.
Титано-танталсзольфрамовые сплавы используются в особо тяжелых случаях обработки сталей. В настоящее время в ГОСТ введена лишь одна марка этого сплава, а именно ТТ7К12, содержание которого — 7% карбидов титана и тантала, 12% кобальта и 81% карбида вольфрама.
Металлокерамические сплавы выпускаются в виде пластинок различных форм и размеров.
В последнее время, при определенных условиях, в качестве инструментального материала находят применение минералокерамические материалы, основной частью которых является окись алюминия. В состав этих материалов не входят относительно редкие элементы: вольфрам, титан, кобальт и др.
Теплостойкость резцов, оснащенных минералокерамикой, очень высокая и достигает 1200° С и более.
В этом главное преимущество минералокерамических материалов в сравнении с твердыми сплавами, основными составляющими которых являются редкие и дорогие элементы и теплостойкость которых ниже.
Как устанавливают?
После первичного осмотра делается рентгенография, без которой нельзя прописать ношение ортодонтических аппаратов. При необходимости в использовании для коррекции ортодонтических пластин, врач следует определенному алгоритму.
- Перед установкой пластину необходимо изготовить. Так как эти аппараты должны быть строго индивидуальны, необходимо сделать слепок с обеих челюстей пациента.
- Затем изготавливается первичная модель из гипса и примеряется для того, чтобы устранить даже самые незначительные несоответствия.
- Модель служит основой для изготовления, как пластикового базиса пластины, так и остальных деталей. Форма пластика должна в мельчайших подробностях повторять все индивидуальные особенности неба, а также контуров зубов и десен.
- Предпоследний этап – примерка готового изделия, по результатам которой врач может провести его коррекцию.
- Так как пластины это съемные конструкции, непосредственно их установка не вызывает проблем. Однако первая установка в кабинете стоматолога важна, так как врач рассказывает о том, как надевать и снимать аппарат самостоятельно, чтобы не повредить его и не принести вреда зубам.
Классификация токарных резцов по металлу: твёрдосплавные, со сменными пластинами, легированные
Обработка металлов на токарном станке заключается в придании детали нужной формы методом снятия лишнего материала с заготовки. Операция выполняется резцами различных видов, приспособленных под определенную процедуру. Больше всего существует видов токарных резцов. Далее вы узнаете, какие они бывают и чем отличаются.
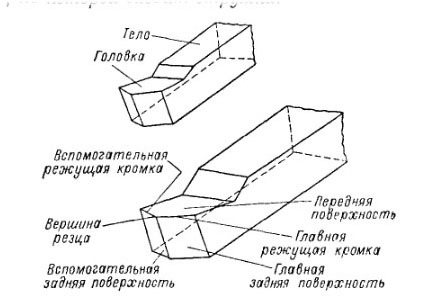
Конструкция токарного резца
 конструкция токарного резца Условно можно разделить любой резец по металлу на два элемента: головку и державку. Головка — это исполнительная часть, которая состоит из нескольких плоскостей и режущих кромок, заправленных под определенными углами. В зависимости от характера обработки материала подбирается и угол заточки.
конструкция токарного резца Условно можно разделить любой резец по металлу на два элемента: головку и державку. Головка — это исполнительная часть, которая состоит из нескольких плоскостей и режущих кромок, заправленных под определенными углами. В зависимости от характера обработки материала подбирается и угол заточки.
Державка необходима для фиксации резца в держателе токарного станка. В срезе державка представляет собой прямоугольник или квадрат. Существует несколько стандартных размеров сечений каждой формы.
Различают следующие конструкции токарных резцов:
- прямые — державка и рабочая головка располагаются на одной или параллельных осях;
- изогнутые — державка согнута, если смотреть на нее сбоку;
- отогнутые — рабочая головка инструмента изогнута по отношению к державке, если смотреть на нее сверху;
- оттянутые — ширина головки меньше, чем державки. Головка может находиться на одной оси с державкой или быть смещенной относительно нее.
Классификация токарных резцов
Согласно общепринятой классификации ГОСТ все токарные резцы по металлу делятся на следующие категории:
- с режущей кромкой из легированной стали — весь инструмент выполнен из единого куска металла. Они могут изготавливаться и из инструментальных типов сталей. На сегодняшний день используются редко;
- с твёрдосплавными напайками — рабочая твёрдосплавная кромка-пластина приварена к основе — головке. Это наиболее распространенный тип инструмента;
- с фиксацией твёрдосплавных пластин механическим способом — режущая пластина фиксируется на головке с помощью винтов, прижимов. Сменные твёрдосплавные пластины изготавливают из металлических и металлокерамических материалов. Это самая редкая категория.
Существует классификация и по направлению подающего движения:
- левые — подаются слева: если взять его в левую руку, основная рабочая кромка располагается под большим пальцем;
- правые — подаются к станку справа: если взять в правую руку, основная рабочая кромка будет под большим пальцем, более распространены на практике.
Области использования пластин ВК3, ВК3М и ВК6

Первые из упомянутых — это пластины твердосплавные напаиваемые, они используются для чистового точения с незначительным сечением среза, развертывания отверстий, а также окончательного нарезания резьбы. Можно применять такие элементы и при проведении других аналогичных видов работ, когда есть необходимость использовать цветные металлы, серый чугун и сплавы, неметаллические материалы по типу фибры, стекла, резины, пластмассы и стеклопластика. С успехом ВК3 используются для раскроя листового стекла.
ВК3М применяется для точения, нарезания резьбы, растачивания и развертывания, что является чистовой обработкой. При этом могут использоваться отбеленный чугун, твердые легированные стали, цементированные и закаленной стали, а также высокоабразивные материалы, которые не имеют в составе металла. Фрезы с твердосплавными пластинами ВК6 с успехом применяются для получернового или чернового точения, фрезерования сложных поверхностей, предварительной нарезки резьбы, а также растачивания и рассверливания отверстий. Работать при этом можно с серым чугуном, цветными металлами и сплавами, а также материалами, которые не имеют в составе металл.
Преимущества использования токарных пластин
Пластины для отрезных либо расточных резцов производятся на основе разных марок твердых сплавов. Это весьма удобно, поскольку позволит вооружиться большим набором режущих элементов, которые будут обрабатывать заготовки из разных элементов.
А еще применение сменных токарных приспособлений для режущего инструмента можно уверенно назвать выгодным решением с экономической точки зрения, поскольку, если случится поломка или износ, не нужно будет менять весь резец целиком, только лишь его режущую часть. Лучше всего применять инструмент, оснащенный сменными твердосплавными пластинами, тогда, когда требуется автоматизировать технологические процессы
Это особенно важно при мелком и среднесерийном производстве разных изделий
Твердосплавные изделия, которые ставят на токарные резцы, имеют ряд своих преимуществ:
- они стоят дешевле по сравнению с цельными резцами;
- заменить твердосплавный режущий элемент на новый можно очень быстро;
- пластины на основе твердых сплавов обладают высокой надежностью даже при интенсивной эксплуатации;
- если нужно, то подобные сменные режущие части можно переналаживать;
- все существующие модели данных режущих элементов для резцов унифицированы, поэтому можно без труда подобрать подходящий вариант для того или иного типа обработки, а также марки материала обрабатываемой заготовки.
А еще использование сменных твердосплавных пластин, оснащенных механическим креплением, можно значительно повысить срок эксплуатации державки токарного резца, а также не потребуется затачивать и паять режущую его часть. Кроме того, в условиях применения данного инструмента температура и сила резания может снизиться до 40 процентов. Твердые сплавы обладают такими свойствами, что их можно применять для производства пластин, а с их помощью можно обрабатывать металлы при условии изменения режимов резания.
В настоящее время выпускаются разные виды твердосплавных изделий. Требования к каждому типу прописаны в государственных стандартах. Они представлены ниже:
- ГОСТ 19086–80 — подразумевает характеристики опорных и режущих пластин, а также стружколомов;
- ГОСТ 19042–80 — прописывает требования к форме, классификации, а также к системе обозначений пластин сменного типа на основе твердосплавных материалов;
- ГОСТ 25395–90 — регулирует производство твердосплавных пластин нескольких типов, их фиксируют на державке резца посредством напайки. Это касается элементов, соединяющихся напайкой с резцами револьверного, проходного или расточного типа.
Это интересно: Сверло для высверливания точечной сварки — конструкция, заточка
Общая информация
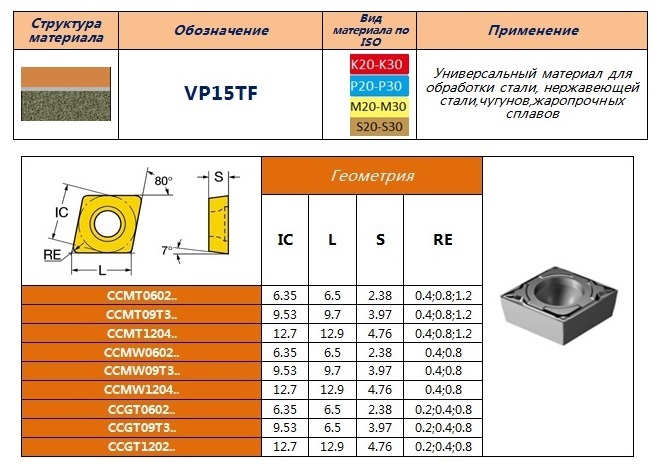
Для изготовления всех моделей насадок к резцам используются только сплавы, характеризующиеся улучшенной формулой – AL 20 (40) и AP 25 (40). Геометрия любого образца продумана до мельчайших деталей. Это позволяет проводить соответствующие технологические операции с максимальной точностью и в короткие сроки, при значительном уменьшении процента брака.
Существующие стандарты
Твердосплавные пластины бывают нескольких типов. Подробное описание каждого из них можно найти в соответствующих ГОСТ.
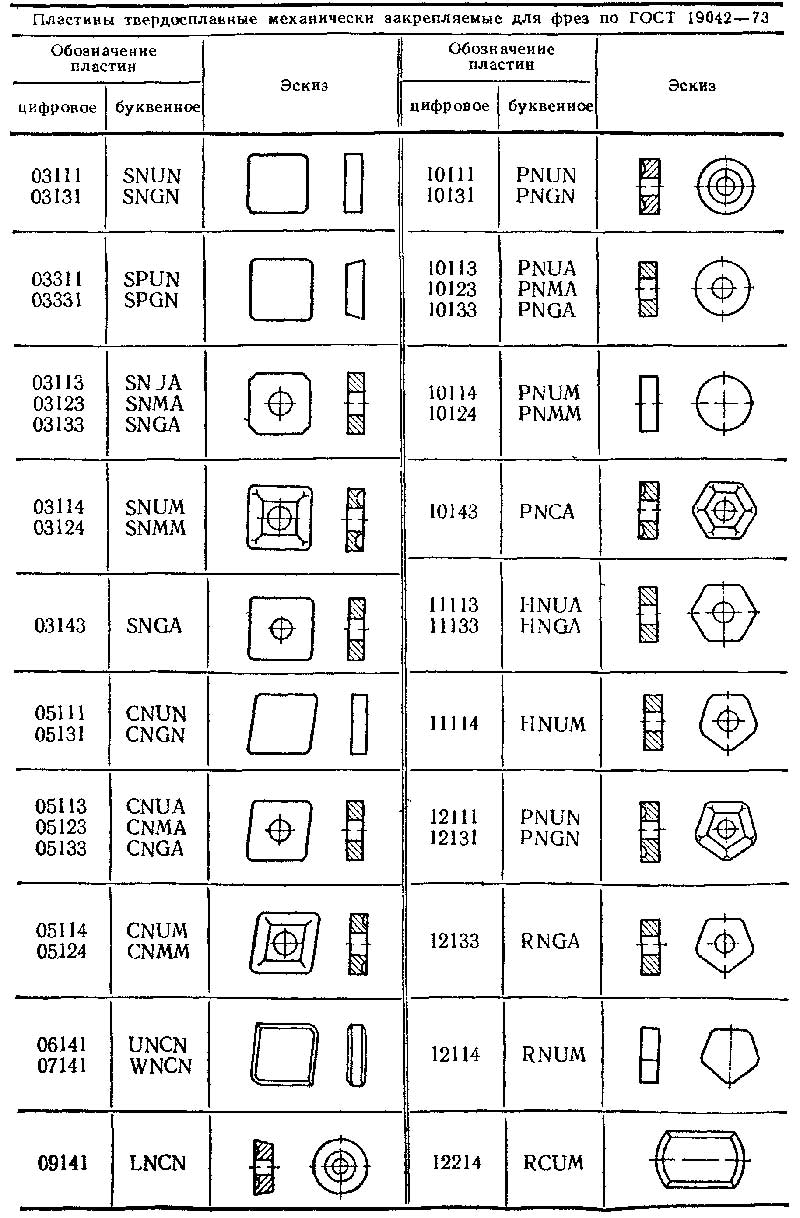
- 19042 от 1980 года. Этот стандарт определяет систему обозначений, категорирование и требования к форме пластин твердосплавных (заменяет ГОСТ под этим же номером от 1973 года).
- 19086 от 1980 года. В данном документе обозначены все характеристики стружколомов, а также сменных насадок опорного и режущего типа.
- 25395 от 1990 года. ГОСТ распространяется на тип твердосплавных пластин, которые скрепляются с державками резцов проходных, расточных и револьверных способом напайки (01, 61, 02 и 62).
Что дает применение твердосплавных пластин для резцов
- Универсальность использования одного токарного резца. Меняя твердосплавные пластины, можно производить обработку металлов и сплавов, характеризующихся разным составом, структурой и твердостью. Если иметь под рукой необходимый набор насадок, то проблем с металлообработкой, связанных с поиском и переустановкой нужного инструмента, не возникнет. Особенно актуально для автоматизированных производств, с большим сортаментом продукции.
- Экономию. Пластина стоит гораздо дешевле резца. В случае поломки режущей части не придется заменять весь инструмент. Кроме того, эксплуатационный срок его корпуса увеличивается более чем в 20 раз по сравнению с аналогом напаянным.
- На смену (поворот) пластины затрачивается меньше времени, чем на переустановку резца. А это – одна из составляющих повышения производительности.
- Насадки позволяют менять режим резания в большом диапазоне, что создает удобство в работе, повышает ее скорость и качество.
- Большой сортамент насадок. Подобрать нужную пластину для каждой технологической операции гораздо проще, чем сам инструмент. Для мелких производств (тем более бытовых токарных станков) выгоднее иметь определенный набор насадок, чем приобретать большое количество резцов различных видов.

Что можно делать твердосплавными пластинами
- Поверхностная обработка заготовок.
- Нарезание резьбы.
- Внутренняя расточка.
- Развертка.
- Выборка пазов, канавок и тому подобное.
- Раскрой материалов. Например, листового стекла, гетинакса, цветных металлов.
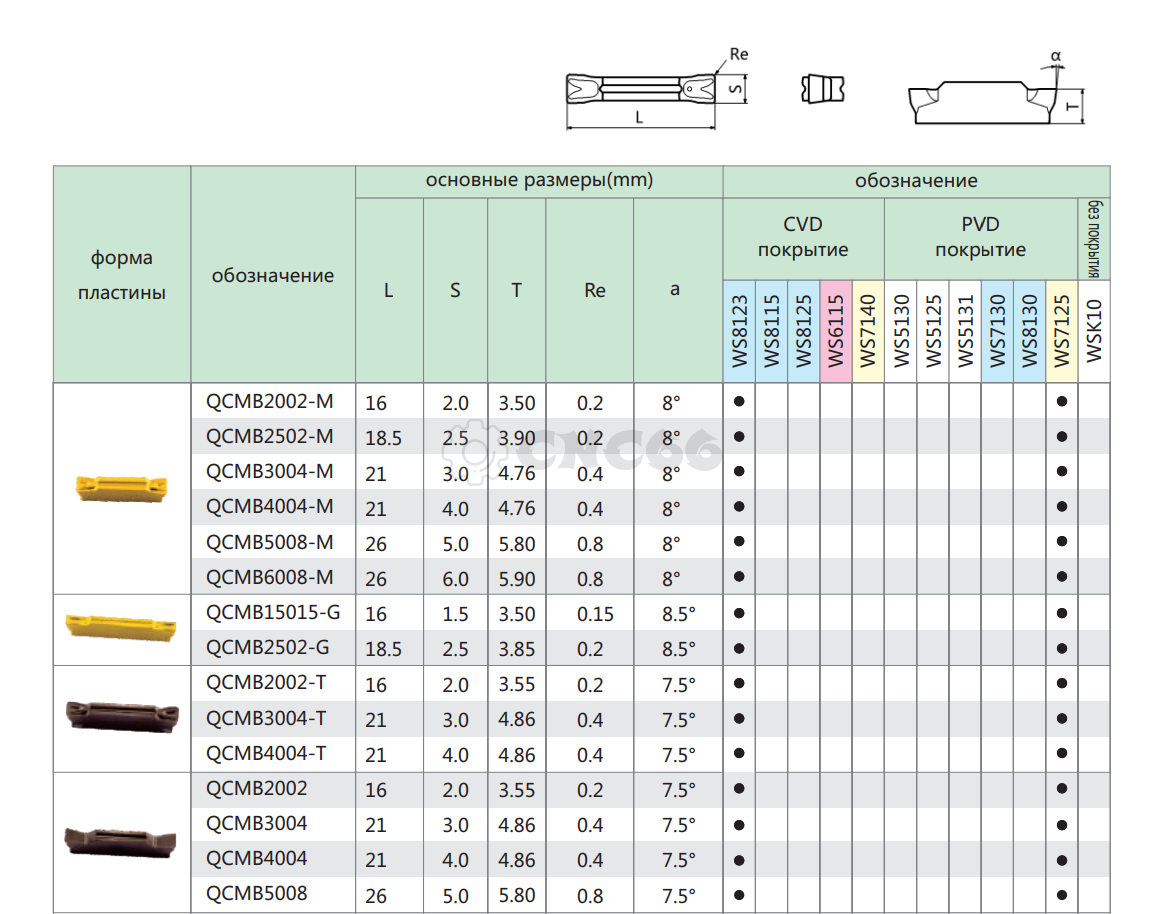
Пластины твердосплавные
Твердосплавные пластины – это сменный элемент металлорежущего инструмента используемого для высокоточной обработки заготовок. Они используются при точении, сверлении, зенкеровании, фрезерной обработке и других операциях значительно снижая экономические затраты в сравнении с применением цельного твердосплавного инструмента.
Конструкция и преимущества твердосплавных пластин
Конструкция твердосплавных пластин зависит от способа крепления и конфигурации резца. При болтовом креплении в пластинах имеется отверстие для крепежного элемента.
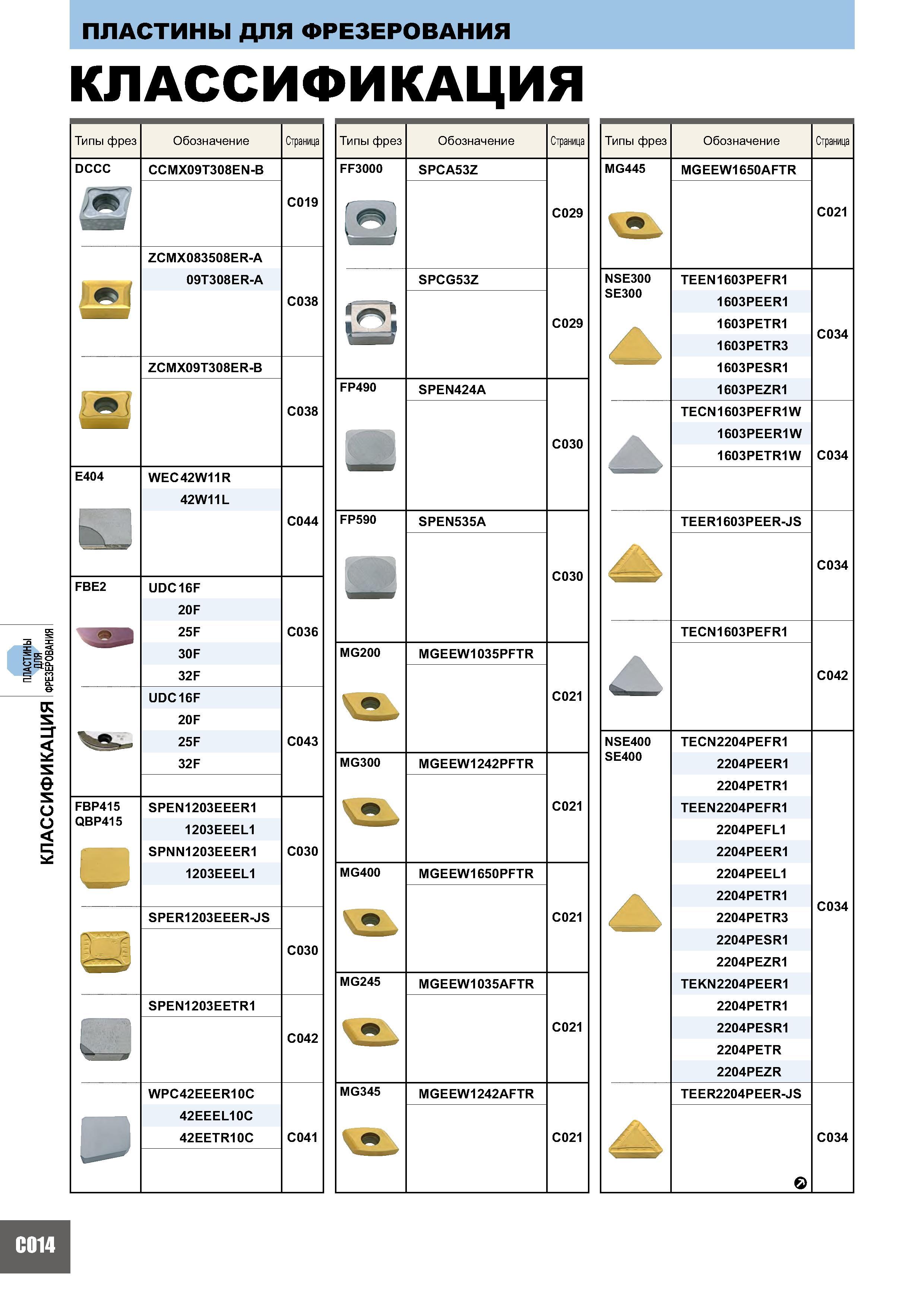
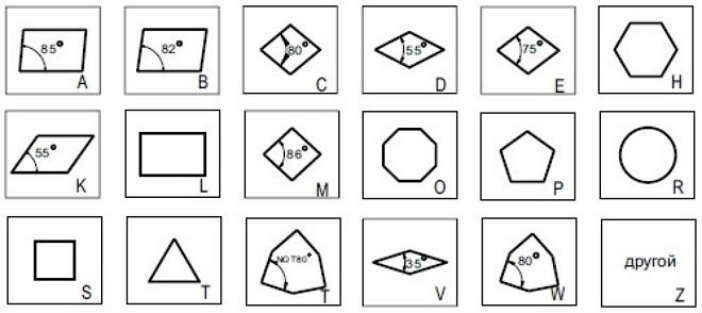
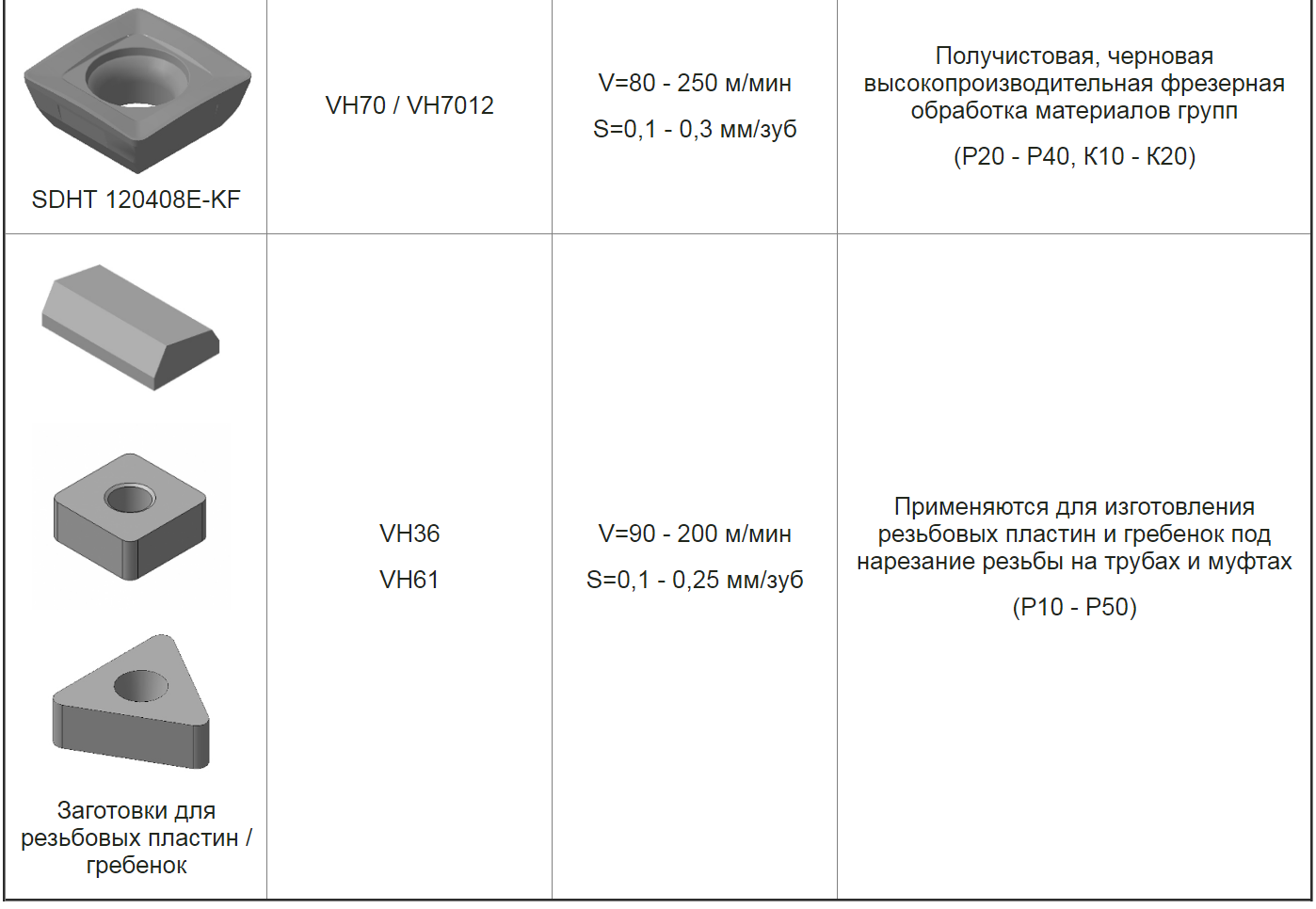
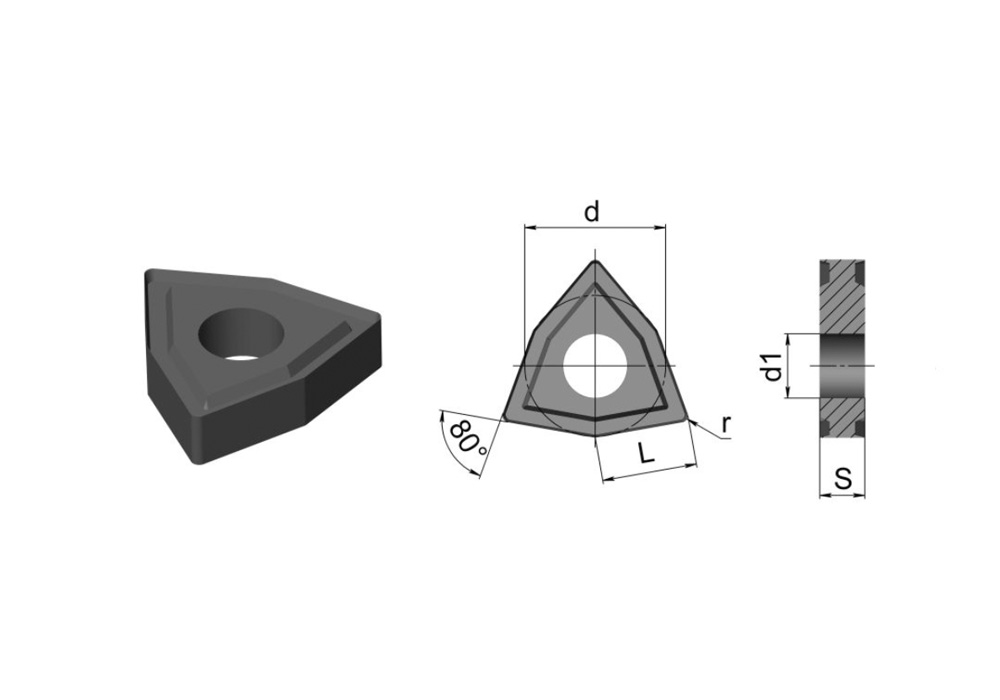
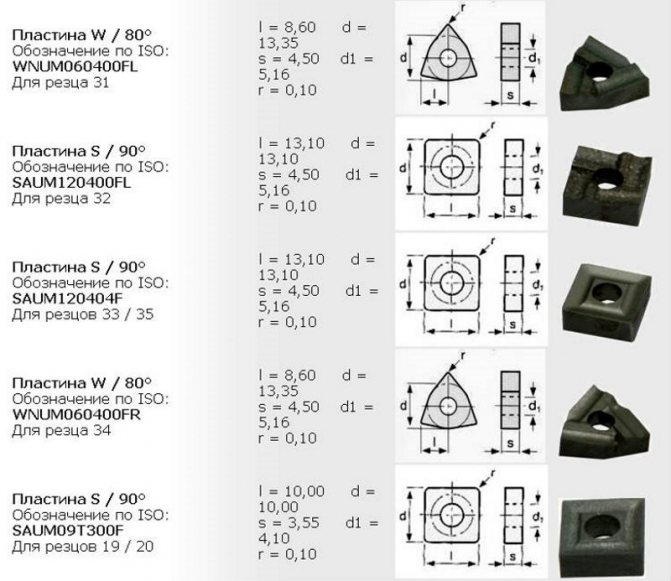
В зависимости от типа инструмента твердосплавные пластины для токарных резцов могут быть квадратными, ромбическими, трехгранными, пятигранными и т. д.
От количества граней зависит число режущих кромок и длительность эксплуатации.
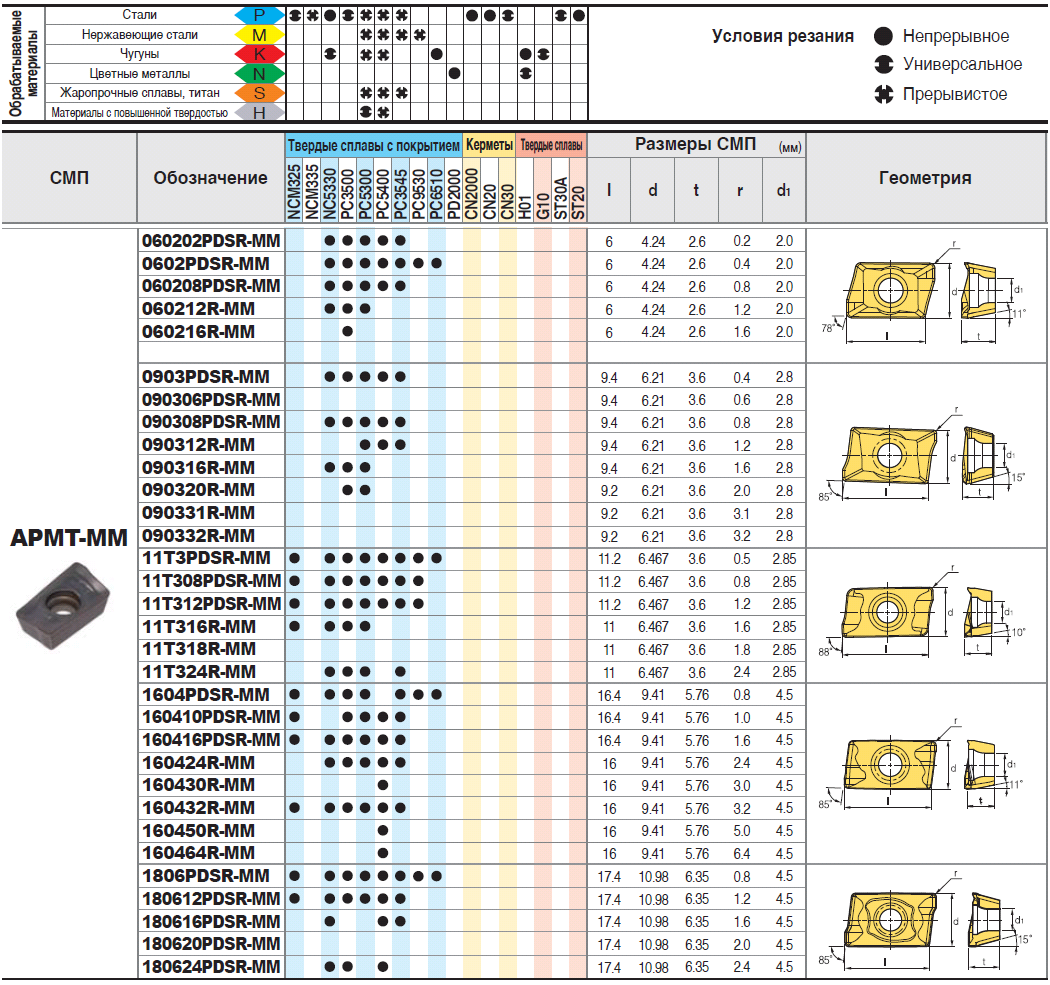
Твердосплавные пластины изготавливаются путем прессования и термообработки порошков карбида вольфрама, карбида титана и других высокопрочных материалов. Помимо твердости пластины обладают высокой износо- и термостойкостью, способны сохранять свои свойства при температуре до +1150°С.
Основные эксплуатационные преимущества:
- Возможность использовать на одном резце наиболее подходящую пластину твердосплавную, вид которой наиболее подходит для материала заготовки. Это позволяет иметь съёмный набор для различных операций.
- Замена изношенной и разрушенной пластины обойдется намного дешевле, чем цельного резца. Применение съёмных пластин оправдано при мелко- и среднесерийном производстве, а также при частой смене номенклатуры изделий.
- Минимальное время замены пластины.
- Высокая надежность даже в условиях интенсивной работы.
- Унификация пластин для удобной замены и подбора под тип обработки и марку стали.
Классификация твердосплавных пластин
Для применяемых в современном производстве пластин твердосплавных классификация основана на нескольких признаках.
В первую очередь это способ крепления инструмента – напайка или механическое крепление. Второй способ обеспечивает быструю замену и возможность многократного использования пластин.
При напайке можно перевернуть изношенную часть пластины или использовать одноразовые многогранные элементы.
Также пластины различаются по типу сплава, определяющим их характеристики и сферу применения. Для черновой обработки часто используется оснастка из сплава ВК8.
Данный материал предназначен для работы с конструкционными сталями, серым чугуном и различными сложными в обработке сплавами.
Элементы выполненные из сплава Т15К6 чаще применяют для получистовой или чистовой обработки легированных и углеродистых сталей.
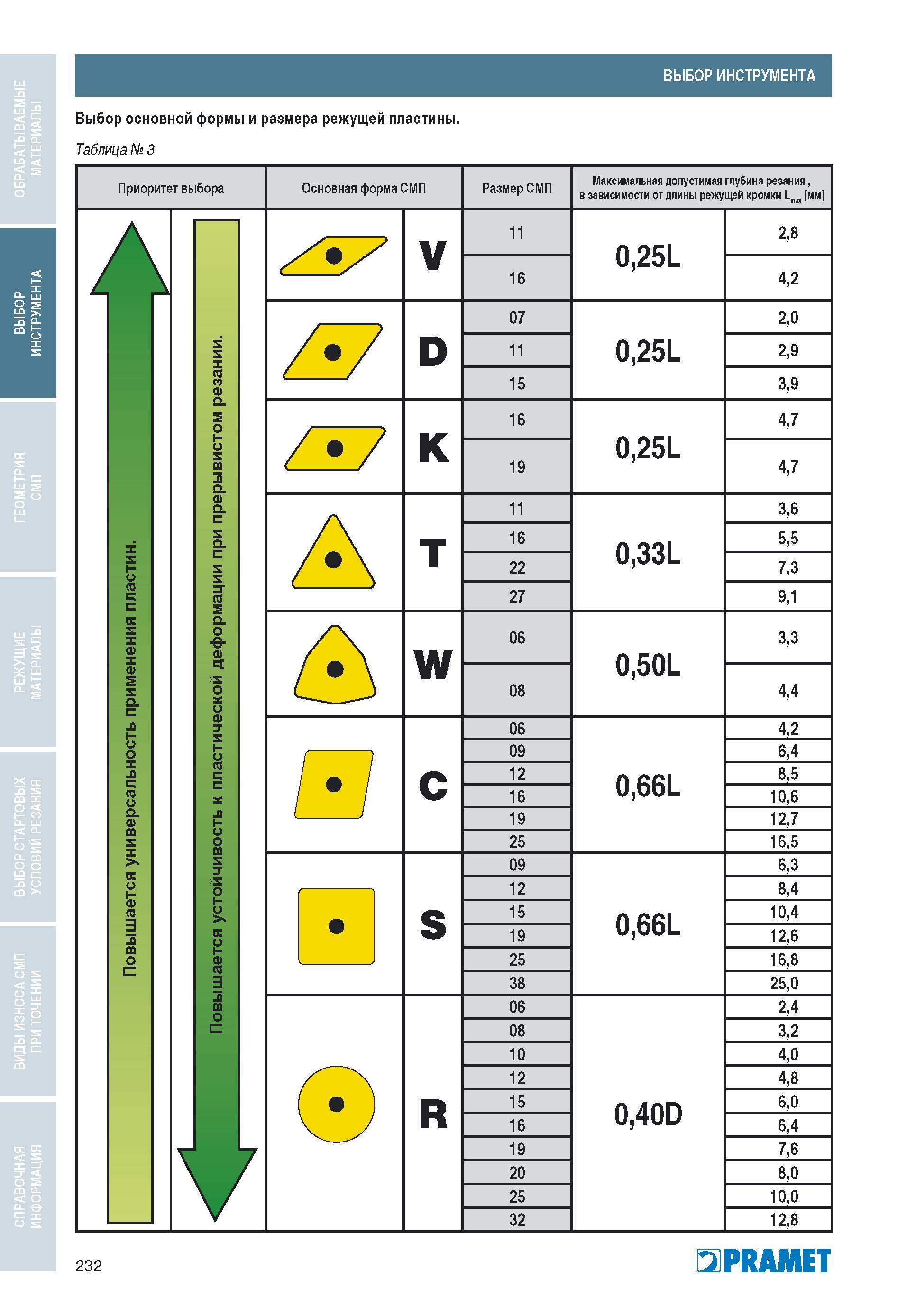
По форме пластины подразделяются на:
- Круглые.
- Квадратные.
- Ромбические.
- В форме параллелограмма.
- Трехгранные.
- Пятигранные.
Выбор твердосплавных пластин
Для обеспечения точности и качества токарных операций необходимо подобрать пластину требуемого материала, формы и размера
При этом очень важно учесть соответствие геометрии оснастки и размеров токарного резца или других металлорежущих инструментов. В первую очередь это влияет на возможность крепления пластины к основанию резца. Следующий важный момент, который необходимо учесть при подборе оснастки – это параметры материала обрабатываемой заготовки
Твердые сплавы имеют различный химический состав, определяющий их эксплуатационные характеристики. Каждый из материалов имеет свои преимущества, но в целом все используемые при производстве пластин сплавы можно разделить на две основных категории:
Следующий важный момент, который необходимо учесть при подборе оснастки – это параметры материала обрабатываемой заготовки. Твердые сплавы имеют различный химический состав, определяющий их эксплуатационные характеристики. Каждый из материалов имеет свои преимущества, но в целом все используемые при производстве пластин сплавы можно разделить на две основных категории:
- Сплавы с высокой стойкостью к механическим нагрузкам – вибрации, ударам и т. д.
- Термостойкие сплавы стойкие к повышенным температурам. Удобны для длительной работы.
Пластины из стойких сплавов более всего подходят для высокоскоростной обработки при большой нагрузке. Термостойкие оптимально использовать для снятия значительных слоёв металла.
В целом же, для профессиональной работы желательно иметь набор сменных пластин с наиболее востребованными геометрическими и технологическими характеристиками. Это позволит значительно расширить возможности обработки, сэкономить время и уменьшить финансовые расходы на производство.
Зачем они нужны?
Пластины необходимы, чтобы зафиксировать костные отломки. Виды фиксаторов их терапевтическое действие представлены в таблице:
| Вид | Костная структура | Что фиксирует | Эффективность |
| Имеющие ограничение контакта | Голень, бедро предплечье и плечо | Длинные кости трубчатого типа | Улучшается циркуляция крови |
| Имеющие угловую стабильность | Простые, сложные, и оскольчатые переломы плечевой, бедренной и большеберцовой кости | Обеспечивается правильное и прочное сращивание | |
| С ограничением контакта | Уменьшается костная травматизация | ||
| Реконструкционные | Уменьшается риск новых переломов | ||
| Прямые | Бедро | Трубчатые кости, имеющие разную длину | Повышается стабильность и результативность остеосинтеза |
| Т-образные | |||
| L-образные правые и левые | Переломы в большеберцовой кости | ||
| «Лист клевера» | |||
| Передние ложкообразные |
Параметры классификации
Для того чтобы классифицировать сменные твердосплавные пластины, которые устанавливаются на токарный резец, используют ряд параметров.
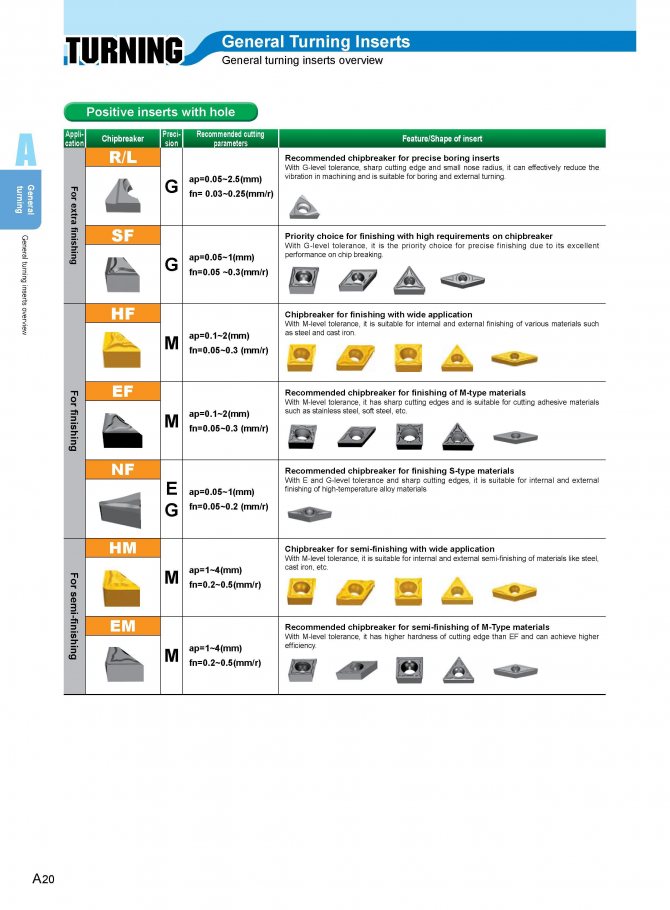
Тип инструмента
Среди токарных резцов выделяют расточные, отрезные, подрезные, канавочные, фасонные и др. Для каждого из этих типов инструментов необходима своя форма профиля, которая и формируется на стадии изготовления твердосплавной пластины для резца.
Материал изготовления
Свойства материалов, которые относятся к категории твердосплавных, меняются в зависимости от того, в каком соотношении в них содержатся вольфрам, титан и ряд других металлов. Следует отметить, что сменные пластины могут быть и керамическими, их используют преимущественно при обработке жаропрочных сплавов. Кроме того, керамические изделия оптимально использовать в тех случаях, когда необходимо выполнить непрерывную получистовую и чистовую обработку заготовки из металла.
Размеры
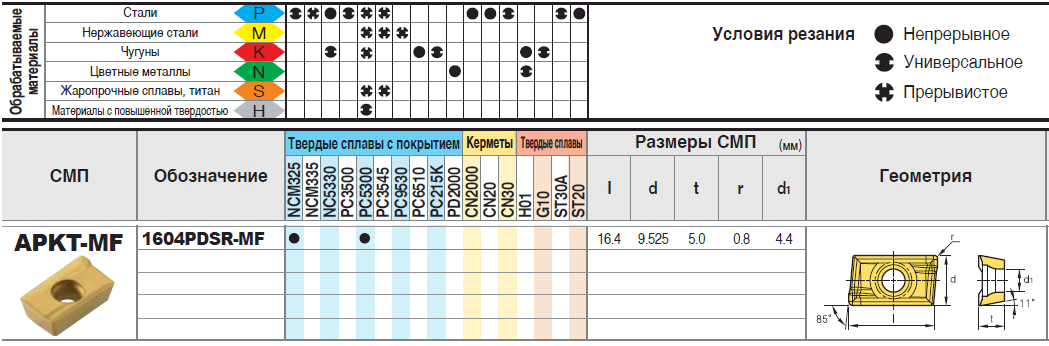
В зависимости от того, какого размера заготовку требуется обработать на токарном станке, подбираются и твердосплавные пластины с соответствующими геометрическими параметрами. На токарный резец любого типа могут быть подобраны изделия, отличающиеся своими геометрическими размерами.
Величина заднего угла
От данного параметра, который можно определить по марке пластины, зависит чистота обработки заготовки из металла. Чем больше задний угол, тем выше чистота обработки поверхности. Твердосплавные пластины с большими задними углами используют преимущественно для токарной обработки мягких металлов.
Класс точности
Современными производителями выпускаются пластины пяти классов точности. С помощью этих изделий можно выполнять обработку с различными допусками на соответствие геометрическим параметрам заготовки.
Способы соединения твердосплавных пластин со сталью
Более 60% всех пластин устанавливается в инструмент методом пайки. Связано это, в первую очередь, с простотой технологии крепления.
На качество пайки влияет множество факторов, среди которых выделяется тип флюса и припоя, а также материал державки. Помимо этого, сила сцепления пластины к корпусу инструмента зависит от частоты поверхности, температуры нагрева и вида охлаждения. По причине разного значения термического коэффициента линейного расширения пластины и державки, в силу различия материалов, при пайке образуются остаточные напряжения. При дальнейшей эксплуатации резца они могут послужить причиной появления трещин на поверхности пластин. Твёрдосплавные пластины паяют с использованием припоев на основе меди. Только при производстве особо сложного инструмента применяют серебряные припои.



Флюсами при пайке смачивают поверхности спекаемых материалов. Это делается для предотвращения протекания окислительных процессов, что способствует более жёсткому сцеплению пластины к державке.
В качестве материала для корпуса инструмента используют различные виды конструкционных и легированных сталей. Наиболее распространёнными являются марки стали 30ХГСА, 45.
В случаях наличия сильной циклической нагрузки крепление пайкой заменяют креплением диффузионной сваркой в вакууме. Сваривание происходит в результате проникновения атомов контактирующих поверхностей друг в друга. Процесс это идет в условиях повышенной температуры и давления. Данная технология позволяет увеличить силу сцепления пластины к державке в 2-3 раза.
Разработка новых видов клеев также позволило применять метод склеивания при крепеже твёрдосплавных пластин. Главным преимуществом данного способа является отсутствие образования внутренних напряжений, что положительно сказывается на долговечности резца. Прочностные характеристики клея повышают легированием его состава разнообразными наполнителями, в частности асбестом.
Соединение клеем хорошо проявило себя при работе со незначительным выделение тепла и силой резания. Это – чистовая и получистовая обработка чугунов и цветных сплавов.
Этот метод становится год от года все более востребованным, т.к. как он имеет ряд существенных преимуществ:
- Отсутствие термического напряжения.
- Простота замены затупившихся пластин.
- Высокий уровень производительности.

Преимущества твердосплавных пластин
Режущие пластины могут выполняться из различных сплавов. Их подбор проводится в зависимости от режима резания и типа обрабатываемого материала. Применяемые твердосплавные материалы характеризуются следующими преимуществами:
- Применение рассматриваемых изделий считается выгодным решением, так как при поломке или износе режущей части не нужно проводить замену всей конструкции. Замене подлежит исключительно рабочая часть.
- Рекомендуется выбирать вариант со сменной рабочей частью в том случае, если есть необходимость в автоматизации технологического процесса. Это связано с тем, что режущая кромка не изменяет свою форму и размеры. Даже незначительное отклонение может стать причиной изменения размеров.
- Применение твердосплавных пластин для резцов позволяет существенно снизить затраты. Это связано с тем, что рабочая часть обходится дешевле всей конструкции.
- Для замены рабочего элемента требуется относительно небольшое количество времени. Конечно, для некоторых инструментов требуется специальное оборудование.
- Надежность режущей части определяет то, что изделие можно применять даже в условиях интенсивной эксплуатации.
- При желании можно проводить переналадку положения рабочей плоскости.
- Практически все модели унифицированы, что существенно упрощает нахождение более подходящего варианта исполнения для конкретных условий обработки.
Пластины для резцов
Инструмент с напайками могут применяться для выполнения основных и вспомогательных операций. Кроме этого, особые свойства материала определяют то, что он может выдерживать воздействие высокой температуры и при этом не деформироваться.
Рекомендации по ношению и уход
Пластины, хоть и просты по своей конструкции, все же требуют от пациентов обязательного соблюдения некоторых правил. Причем они касаются как рекомендаций к самому ношению, так и ухода за самими аппаратами и зубами.
- При приеме пищи, как часто бы он не происходил, конструкцию необходимо снимать.
- После еды и перед надеванием аппарата необходимо обязательно тщательно почистить зубы и прополоскать рот.
- В обязательном порядке нужно выполнять рекомендации лечащего врача по времени ношения за сутки. Некоторые виды требуют постоянного ношения, а некоторые надевают только на ночь или на несколько часов на протяжении дня.
- Кроме соблюдения правил гигиены полости рта, нужно также ухаживать и за пластиной. Она требует ежедневной чистки отдельной щеткой и глубокой еженедельной с применением специальных средств и гелей.
- При поломке или повреждении рекомендуется, не откладывая обратиться к врачу для ремонта или изготовления нового аппарата.
Маркировка и производители
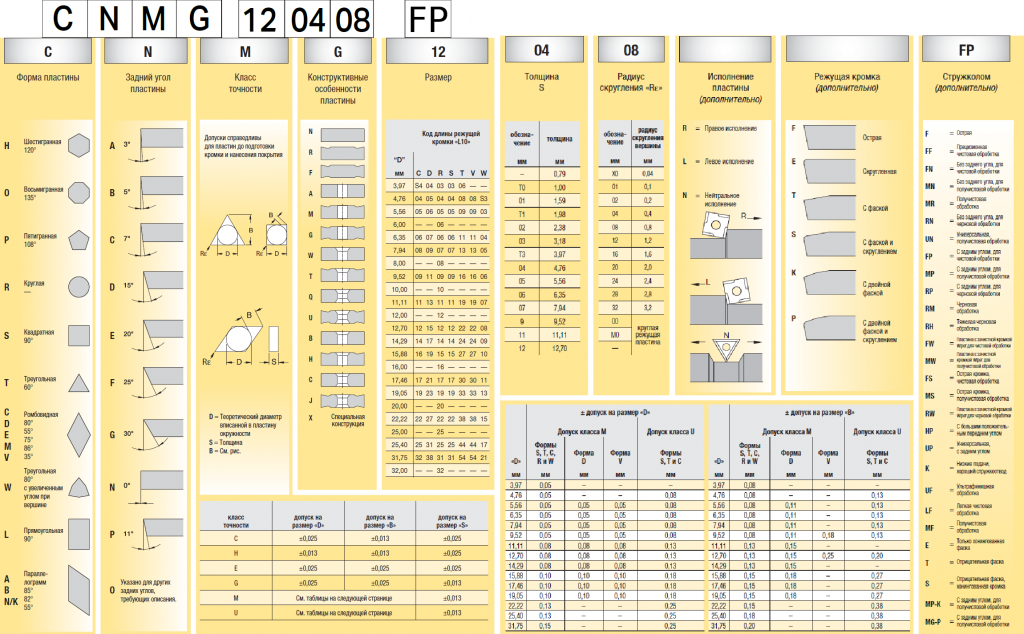
Маркировка твердосплавных пластин для оснащения токарных резцов указывает на состав материала изготовления. Например, маркировка Т15К6 означает, что перед вами пластина, изготовленная из сплава титановольфрамокобальтовой группы. Следует отметить, что вольфрам в составе таких сплавов содержится в обязательном порядке. Кроме данного металла, в сплаве могут дополнительно содержаться титан, кобальт, тантал и др. В составе рассматриваемого нами в качестве примера сплава в соответствии с его маркировкой содержится 15% карбида титана и 6% кобальта.
К наиболее популярным производителям твердосплавных пластин, которые используются для механического крепления на токарных резцах, относятся:
- ООО «Инструмент-Сервис» (Украина);
- Новомосковский трубный завод (Украина);
- Компания BDS-Machinen (Германия);
- Компания Proxxon (Германия);
- Компания Ceratizit (Люксембург).

Разновидности твердосплавных пластин для резцов





