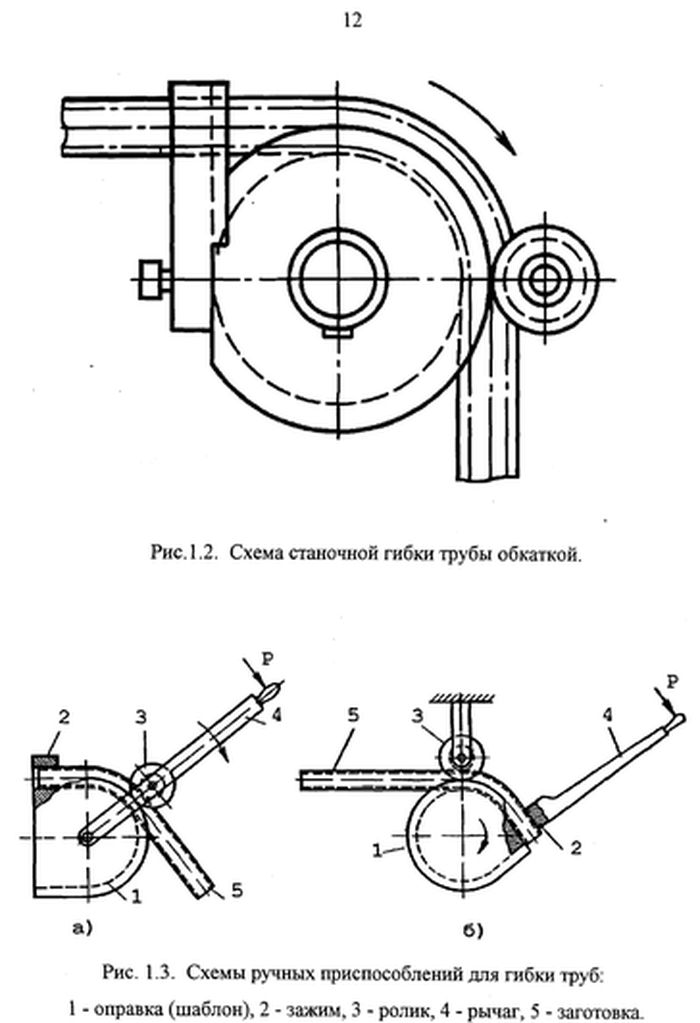
Особенности технологии изгиба труб
Гибка труб не относится к числу энергоёмких штамповочных операций, поэтому усилия при изгибе вручную невелики. Сложности заключаются в том, что без соблюдения определённых условий сечение согнутой трубы деформируется, а качество изгиба невысоко. Происходит это по следующим причинам:
- При изгибе на угол, превышающий 10…150, внутренние области сечения пребывают под действием напряжений сжатия, а наружные – растяжения. Поэтому на поверхности трубы появляются складки и/или трещины;
- Трубы, изготовленные из среднеуглеродистой стали (марок от сталь 40 и выше), имеют повышенную упругость. Это проявляется в эффекте пружинения гнутого профиля, когда его размеры не соответствуют заданным. При изгибе по сложному пространственному контуру пружинение может достигать 15…20%;
- Без принудительной фиксации конца трубы её торец искажается, и его граница теряет свою перпендикулярность относительно оси. В результате возникают сложности с монтажом прилегающих деталей.
С учетом этого, необходимо выбирать заготовки из труб, произведенных из пластичных марок сталей. Холоднодеформированные трубы гнутся хуже, чем трубы горячей прокатки. В целом, под ручную гибку более подходят бесшовные стальные трубы по ГОСТ 8732-76, а также трубы из пластичных цветных металлов и сплавов – алюминия, латуни, меди и т.д.
Для исключения негативного влияния концентраторов напряжений все внешние поверхности материала должны быть очищены от окалины и ржавчины.
Последовательность изготовления конструкции трубогиба
Итак, теперь непосредственно об этапах работы, которые выполняются самостоятельно:
- после того, как валы заказаны, приступают к изготовлению основания под самодельный трубогиб. Для него подойдет толстая металлическая пластина (не менее 10 мм) квадратной формы. Для крепления основы к столу необходимо просверлить четыре отверстия по углам пластины, либо же приварить к металлическому столбу, замурованному в пол;
- по центру пластины с помощью сварки крепят штифт такого же диаметра, как и малый тройной вал;
- следующим этапом необходимо изготовить поворотный механизм. Для этого три металлические пластины сваривают в виде буквы П (ширина пластин более 50 мм), причем высота конструкции зависит от диаметров большого и малого вала: в этой высоте должны поместиться полностью подвижный шкив и половина стационарного;
- для монтирования валов потребуется просверлить несколько отверстий. Ножки буквы П находятся на расстоянии друг от друга, чуть большем, чем высота валов. К верхней планке конструкции приваривают ручку, длиной около 25 см, на которую впоследствии надевают трубку-рычаг;
- большой штифт монтируется в первую очередь и закрепляется шплинтами за пластиной в виде буквы П, а малый вал надевают вместе со всей конструкцией;
- для оборудования стопора трубы к станине приваривают еще один штифт, установленный вертикально. Он будет служить в качестве упора.
После того, как самодельный трубогиб собран, необходимо провести испытания.
Для этого лучше всего использовать остатки гофры, а не новый материал.
- Если нужно согнуть трубу без сплющивания места изгиба, то ее заполняют песком.
- Тонкостенные изделия легко гнутся холодными, а дюймовые лучше разогреть.
Облегченные модели трубогибов
Существует несколько способов изготовить более простой конструкционно самодельный трубогиб. Для первого варианта устройства, с помощью которого можно легко согнуть стальные и алюминиевые трубы, понадобится деревянный шаблон, толщиною чуть больше, чем обрабатываемая гофра.
Для изготовления шаблона используют доски, которые выпиливают под наклоном. Это необходимо для того, чтобы сгибаемый материал не выскользнул за шаблон. Соединенные доски фиксируют на поверхности стола или на другом удобном основании. На нем же крепят и упор, с помощью которого будет производиться изгиб.
Обрабатываемый материал помещается между шаблоном и упором, затем медленно гнется с противоположного конца. Для облегчения работы можно воспользоваться рычагом, который вставляют либо в саму трубу, либо поверх нее. Не рекомендуется гнуть трубу в центре шаблона, поскольку можно ее поломать. Это наиболее простая конструкция трубогиба.
Второй способ похож на предыдущий, только в качестве шаблона используются металлические крючки, которые закрепляют поверх фанерного листа по линии предполагаемого изгиба. Преимущество данной конструкции заключается в том, что крючки можно переставлять для изменения радиуса трубы.
Преимущества и недостатки ручных трубогибов
Основные достоинства ручных устройств:
- Ручной трубогиб обладает небольшими габаритными размерами и весом. Гибка труб с их помощью возможна практически в любом месте: в мастерской, на дачном участке, в гараже или на строительной площадке. Как правило, необходимость в трубогибе для круглых труб возникает в тех местах, где прокладывают инженерные системы.
- Еще одно преимущество заключается в том, что с помощью таких устройств легко осуществляется гибка труб из мягкого металла или же тонкостенных изделий.
- Ручной агрегат достаточно мобилен: при необходимости его с легкостью можно перенести в любое место.
- С работой на ручном трубогибе справится даже самый неопытный пользователь: принцип его работы настолько прост, что не разобраться в нем просто невозможно.
Однако, наряду с достоинствами, существуют и недостатки использования подобного прибора. Один из наиболее важных: отсутствие возможности изогнуть трубу большого диаметра. Также затруднительной будет гибка толстостенной гофры.
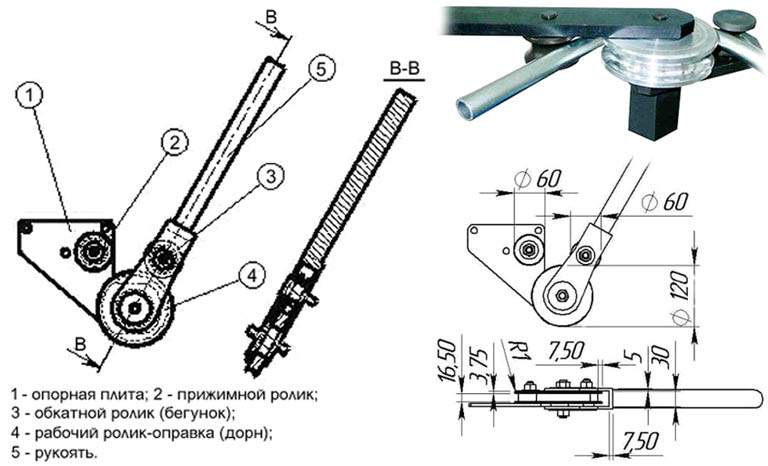
Трубогиб ручной — модели с прижимным роликом
Привод — ручной. Материал — дерево и металл (или только металл). Способ — обкатка.
Для трубы из мягкого металла дерево для роликов хорошо еще и тем, что оно не деформирует трубу. Ролики можно изготовить самому, а еще проще их сделать из дерева и фанеры, как на этой фотографии.
В этом случае при помощи неподвижного ролика и подвижного прижимного, изготовленного из дерева, гнут даже трубы большого диаметра.
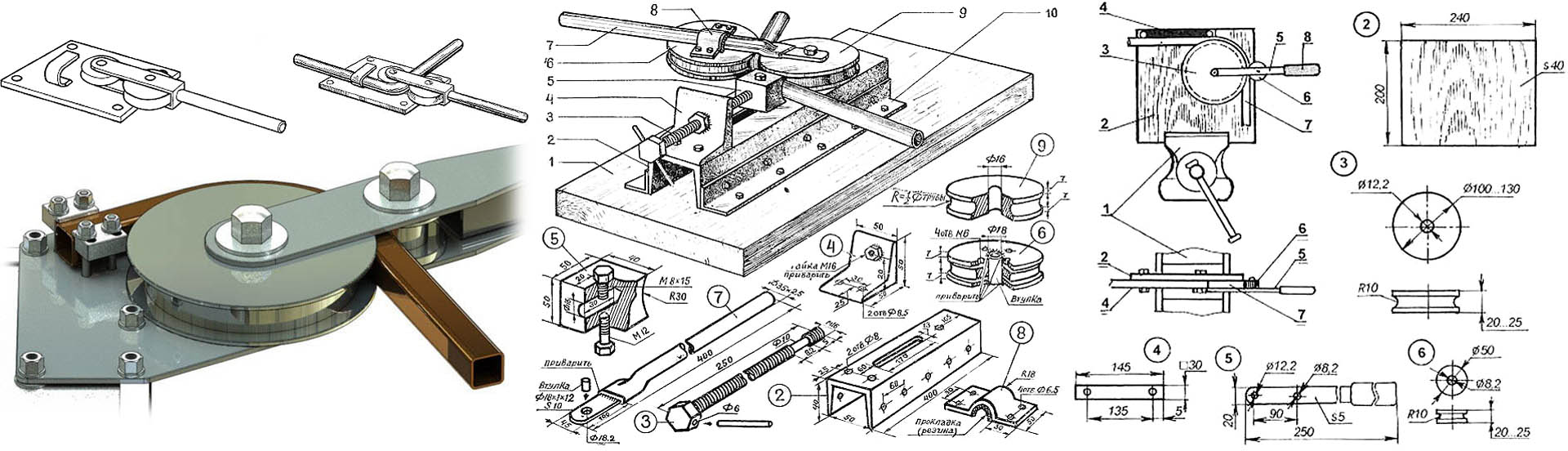
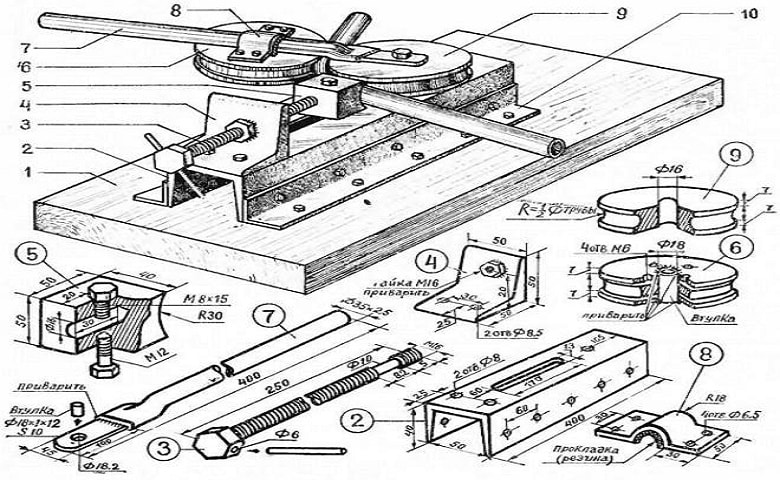
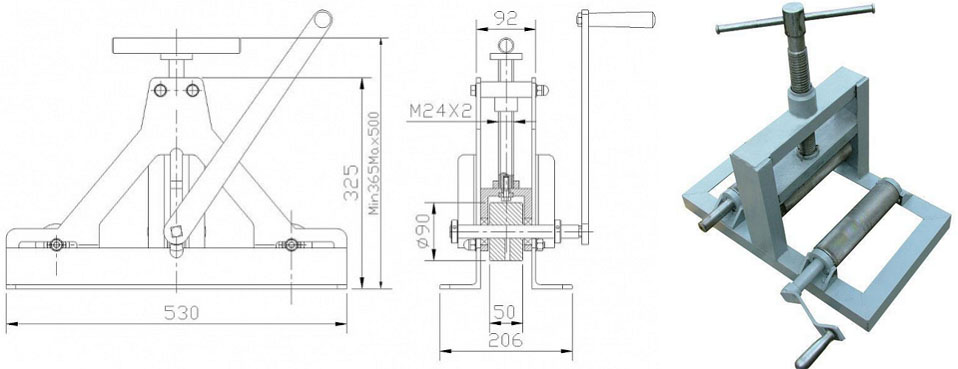
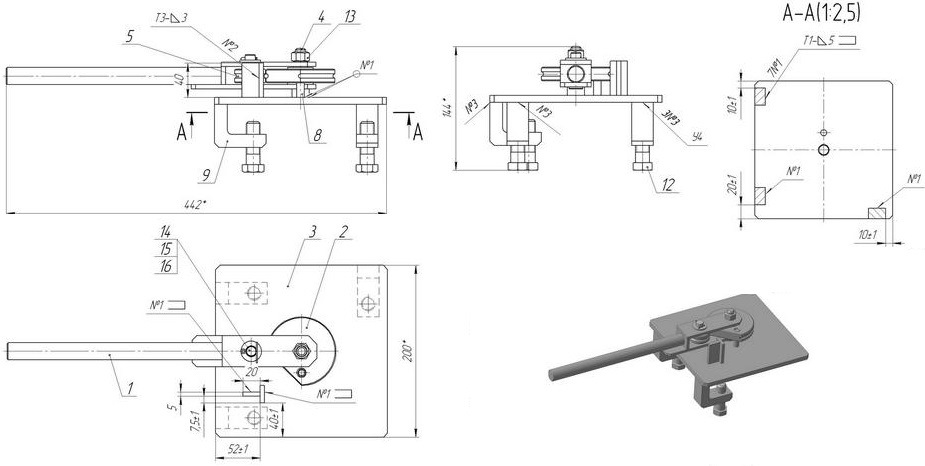
В качестве наглядного примера, что модель с роликом довольно простая в изготовлении, достаточно продемонстрировать чертежи трубогиба.
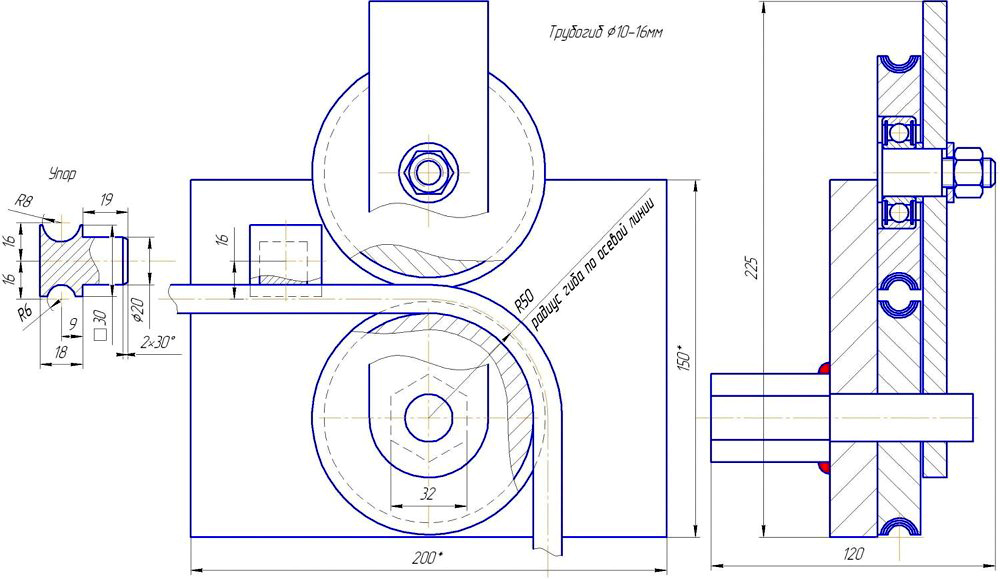
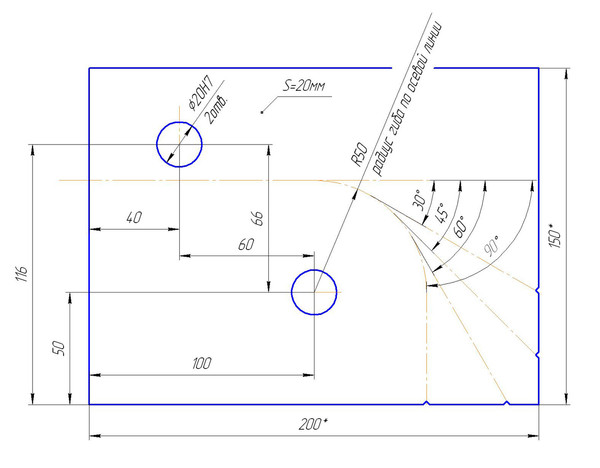
Чертеж трубогиба
В качестве основания берут лист металла или плотной фанеры (зависит от предполагаемых нагрузок). Затем из металлической П-образной заготовки делают держатель для центрального ролика (шаблона) и прижимного. Держатель должен свободно вращаться вокруг оси шаблона, который крепится к основанию. На основание крепят упор, к держателю — ручку, чем она длиннее, тем больше рычаг.
Самый простой пример намоточного трубогиба из металла (без упора на основании), который можно изготовить самому, потребует два шкива, рамку с рычагом и прижимным роликом, мощное неподвижное основание. Труба закладывается в неподвижный шкив, зажимается хомутом, при помощи рычага и подвижного ролика изгибается вокруг шаблона.
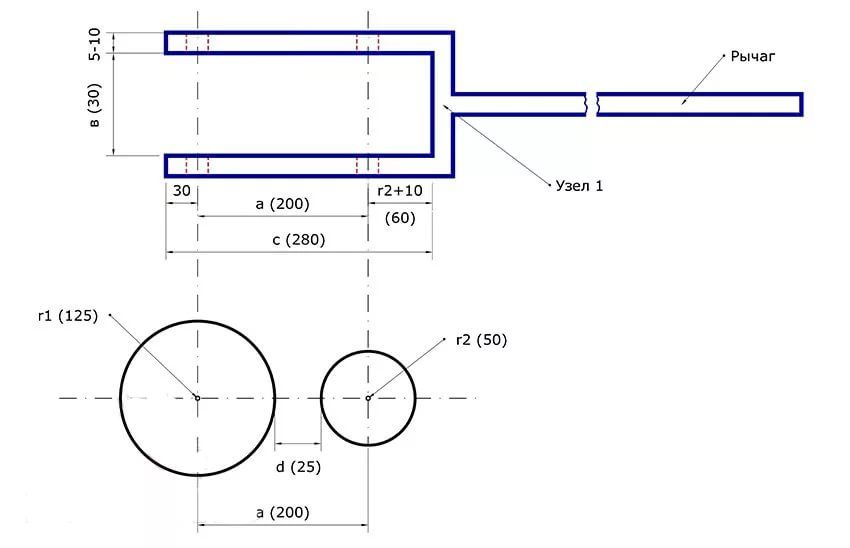
Можно еще сделать конструкцию ручного трубогиба для профильной трубы своими руками для небольших труб (даже трубочек) с одним прижимным роликом на два разных радиуса изгиба. Шаблон выполнен в виде пластины с закругленными углами, каждая со своим радиусом.
Ручка прижимного ролика снимается и устанавливается на новое место (для чего у нее есть два отверстия, каждое под свой радиус).
Станки и приспособления для гнутья арматуры
В процессе развития строительных технологий и методов обработки металлов был создан не один станок для гибки арматуры. Все подобное оборудование работает по одному принципу, различие моделей состоит лишь в определенных конструктивных особенностях и максимальном диаметре сгибаемого прутка.
Любой гибочный станок, в том числе и самодельный станок для гибки арматуры, работает по следующему принципу: пруток фиксируется между двумя роликами (центральным и упорным), а при помощи третьего ролика (гибочного) арматура подвергается гибке под требуемым углом. Что удобно, станок для выполнения гнутья металлической арматуры может выполнять изгиб прутка как в левую, так и в правую сторону. Требуемый радиус изгиба обеспечивает упорный вал, благодаря которому арматура не деформируется по всей длине.
Один из вариантов самодельного станка, состоящего из двух частей — подвижной (рычаг) и неподвижной (основание)
Пример того, как можно использовать обычные гвозди для того, чтобы быстро отмерять расстояние между сгибами прутков.
Станки, предназначенные для гибки арматуры, в том числе и изготовленные своими руками, могут быть двух типов:
- ручные;
- с механическим приводом.
Основным рабочим органом станков с механическим приводом является вращающийся диск, на котором закреплены изгибающий и центральный пальцы. Между этими пальцами имеется зазор, в который и помещают пруток, подвергаемый гибке. Уложенная в этот зазор арматура упирается одним концом в ролик, жестко закрепленный на корпусе устройства. При вращении диска изгибающий палец воздействует на арматуру и изгибает ее вокруг центрального вала.
Ручной станок для гибки AFACAN 16PT (цена примерно 5500 рублей). Одна из моделей именно этого турецкого производителя упоминалась на видео в начале данной статьи
Конкретный станок для гибки арматуры в зависимости от своего назначения может принадлежать к одной из следующих групп:
- легкой (для гибки прутков диаметром от 3 до 20 мм);
- тяжелой (диаметр обрабатываемых прутков – от 20 до 40 мм);
- сверхтяжелой (для арматуры диаметром от 40 до 90 мм).
Оборудование с механическим приводом может использоваться для одновременного сгибания нескольких прутков арматуры. Современная промышленность выпускает станки, которые могут применяться для гибки прутков, диаметр которых находится в пределах от 3 до 90 мм. Для тех случаев, когда необходимо изгибать арматуру под разными углами, лучше всего использовать оборудование с гидравлическим приводом. Такой универсальный станок для гибки арматуры позволяет получать поверхность сгиба без трещин и складок, которые могут привести к образованию внутренних напряжений. Это оборудование также дает возможность доводить угол сгиба до 180 градусов.

На современном рынке можно оптимально подобрать станок для выполнения гибки арматуры различного типа, в том числе и переносного, которое отличается простотой в использовании и доступной стоимостью. Гнутье арматуры можно выполнять как при помощи специального оборудования, так и при помощи трубогиба, который устанавливается на обычных верстаках.
Такие приспособления для гибки можно изготовить и своими руками. При этом они используются для прутков с диаметром не более 14 мм и не предназначены для тех случаев, когда необходима высокая производительность. Чаще всего такие приспособления применяются при выполнении частного строительства.
Еще одна вариация станка для гибки: швеллер в качестве основания, два уголка, ось вращения и рукоятка
Выбирая оборудование для быстрой гибки арматуры, следует учитывать два основных фактора: максимальный диаметр прутка, который необходимо согнуть, и объем предстоящих работ. При гибке прутка его части подвергаются различным нагрузкам: наружная поверхность – растяжению, а внутренняя – сжатию.
Если неправильно подобрать оборудование, то на обрабатываемом прутке могут образоваться складки и трещины (или он разрушится под воздействием значительных нагрузок). Чтобы этого не произошло, необходимо правильно выбирать и настраивать оборудование для гибки, а также обеспечивать надежную фиксацию обрабатываемой арматуры.
Наиболее часто используемые трубогибы в домашних условиях
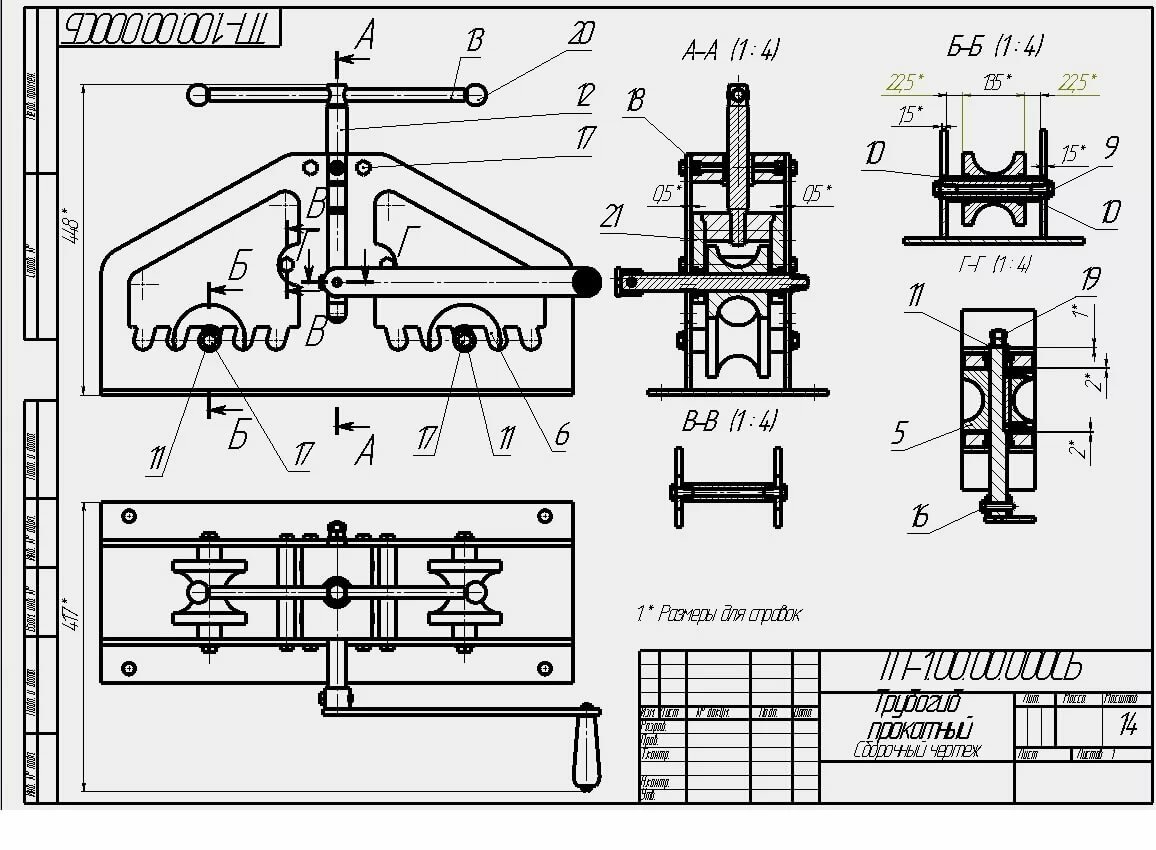
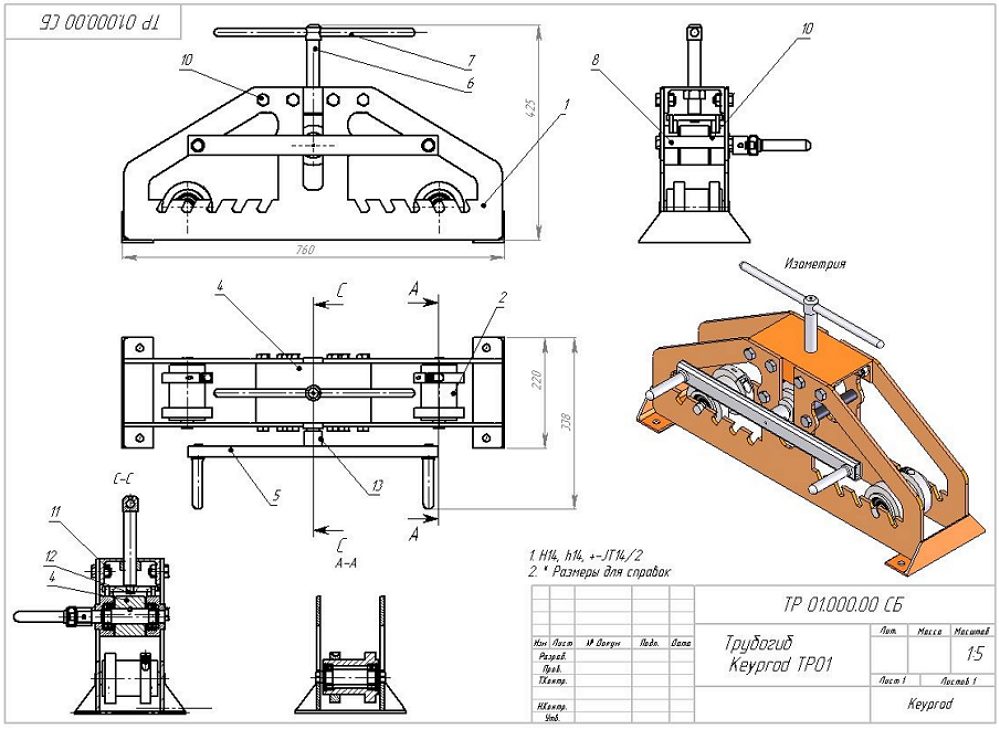
Самым эффективным и универсальным считается трубогиб прокатный, имеющий электропривод (детальнее: “Преимущества и недостатки электрических трубогибов, правила использования”). Такие механизмы находят применение у профессионалов, которым часто приходится сталкиваться со сгибанием трубных изделий, выполненных из разных материалов.
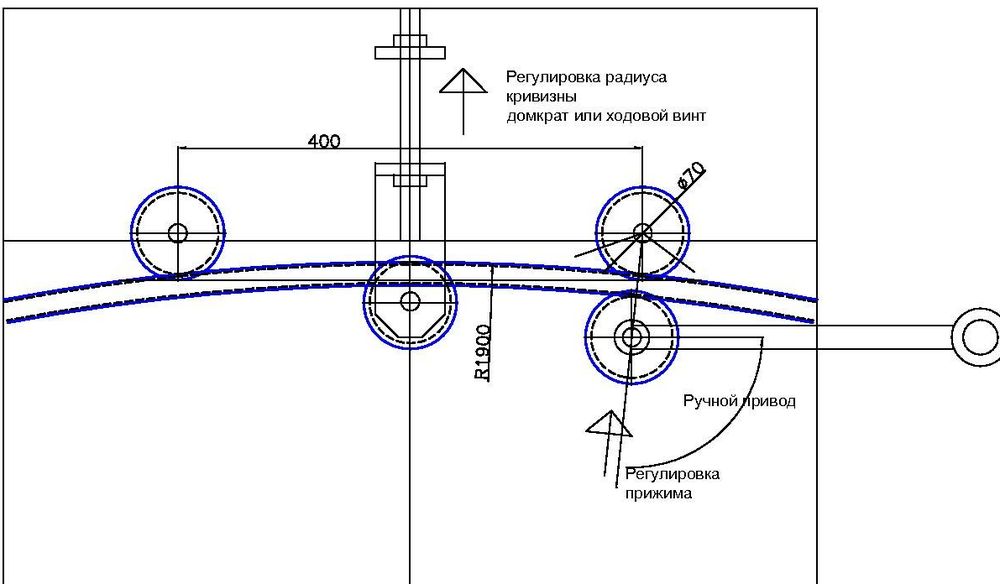
Главное преимущество таких устройств – возможность регулирования степень сгибания заготовки. По конструктивному исполнению такие механизмы могут быть нескольких видов:
- На рамной конструкции установлены вращающиеся ролики и колесо, способствующее прокатыванию трубного изделия.
- Для изготовления основания и боковых поверхностей используется листовой металл, а прижимной ролик перемещается посредством винта. В таких трубогибах опорные ролики могут менять свое положение, меняя соответственно радиус сгибания трубы.
В качестве несущей конструкции для таких трубогибов может использоваться деревянное основание с металлическими осями роликов, штоком, крепежными элементами и ручкой. Ролики могут быть деревянными или из полимерных материалов.
Перечисленные трубогибы протягивают трубы вращением прижимного ролика. Но есть устройства, в которых трубу продвигают вращающиеся опорные ролики. Электрические или ручные механизмы, сгибающие трубные изделия посредством вращения одного ролика, имеют ограниченные возможности. Трубогиб, у которого вращаются два опорных ролика, относится к более сложным конструкциям, так как в этом случае вращение передается на два элемента.
Более удобным является устройство с нижним расположением ролика. В этом случае легче следить за сгибанием трубы, так как верхняя несущая конструкция остается свободной для осмотра.
Все механизмы, предназначенные для сгибания трубных изделий, не отличаются особой сложностью, в основе их работы лежат простые законы механики. При единичном использовании трубогибов для придания необходимой формы трубным изделиям можно смастерить простое ручное устройство. По чертежам трубогиб электричекий своими руками сделать совсем несложно
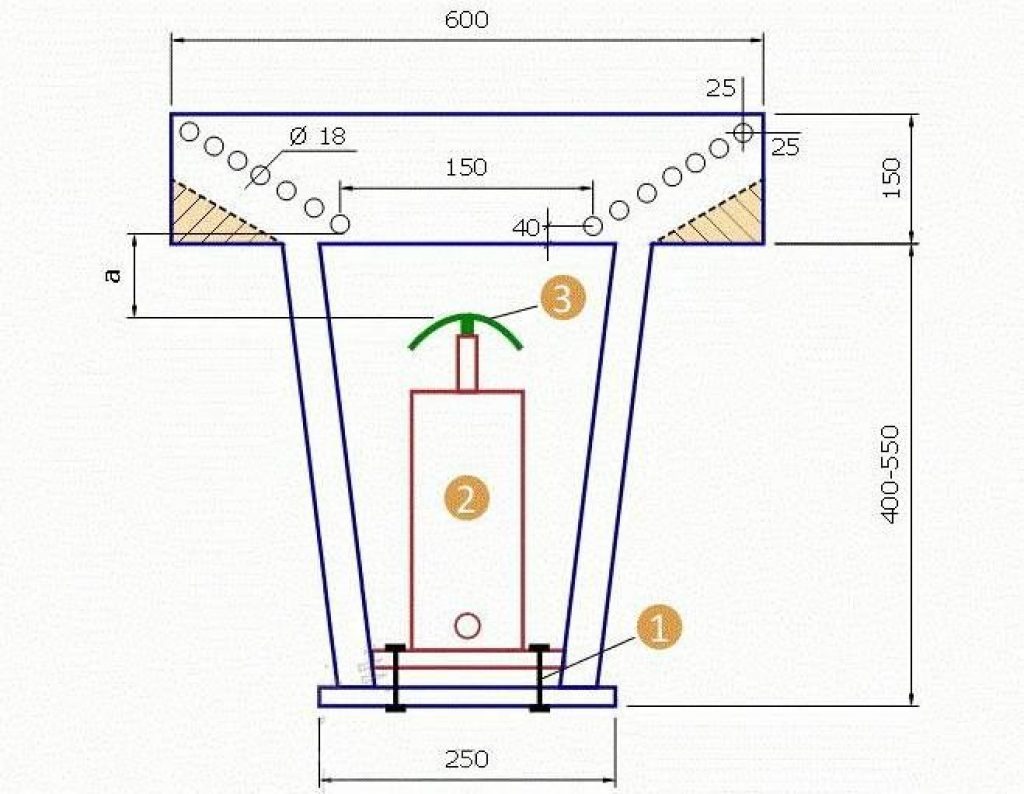
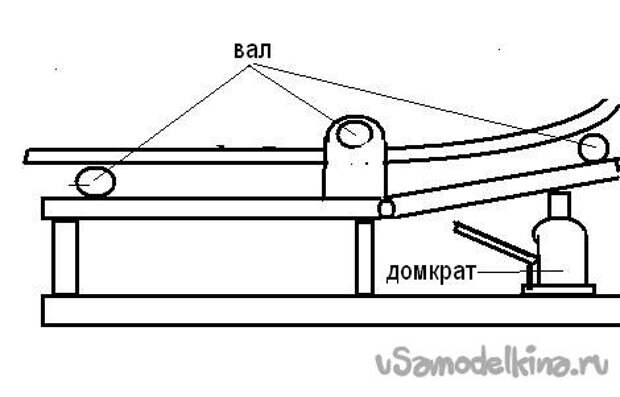
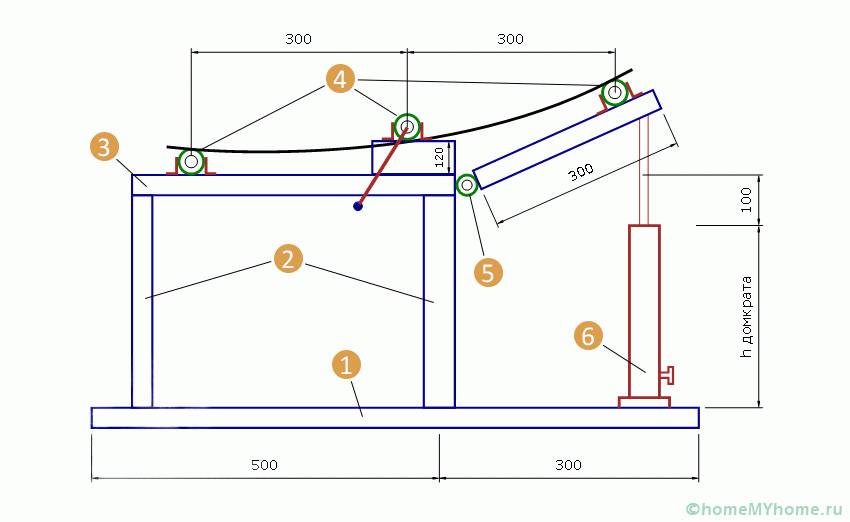
Для осуществления профессиональных сгибаний трубных изделий понадобится более сложное устройство, например, трубогиб электрогидравлический. Он поможет снизить затраты физического плана, благодаря усилиям гидравлического домкрата, и сократит период изготовления изделий, благодаря электроприводу.
Трубогиб своими руками для профильной трубы: виды приборов
Приборы различаются по назначению. Есть приспособления для формирования поворотов на стальных, металлопластиковых ,медных, алюминиевых изделиях.
Приспособления бывают переносными или стационарными. Переносные модели удобны тем, что их можно установить непосредственно в помещении, где происходит монтаж коммуникаций. Стационарные станки применяют в производстве.
Стационарный промышленный трубогиб
Ручной трубогиб
Мягкие материалы, металлопластик и медь, легко сгибаются ручным устройством. Его конструкция довольно примитивна. Сам сгибатель не занимает много места и легко поместится в небольшой мастерской. Кроме, собственно, самих труб, на нем можно согнуть арматуру или металлопрокат.
Простой ручной прибор для изгибания
Гидравлический прибор
Это устройство способно придать нужную форму материалу с диаметров до четырёх дюймов. Профильный материал при помощи гидравлики может делать замысловатые изгибы, повторяя рельеф стены.
Гидравлический механизм
Как сделать приспособление для гибки арматуры
Вариант арматурогиба из подручных средств
Перед тем, как приступить к изготовлению, необходимо выполнить детальные чертежи узлов будущего приспособления. Для этого рекомендуется ознакомиться в интернете с готовыми образцами, выполненными по стандартной схеме или выбрать какую-нибудь другую методику, чем гнуть арматуру.
Простой арматурогиб своими руками проще всего выполнить, основываясь на общем принципе действия такого рода устройств, а именно состоящего из трех основных частей:
- массивного основания,
- поворотного механизма в виде большого рычага,
- прочного упора.
Чтобы изготовить такое приспособление, вполне подойдут подручные материалы и инструменты, имеющиеся в любом нормальном гараже. Итак, приготовим необходимые для этого инструменты, тут нам понадобятся:
- углошлифовальная машина с отрезными кругами и шлифовальным диском,
- электрическая дрель с набором сверл по металлу,
- электросварочный аппарат с электродами,
- стандартный набор ручных слесарных инструментов.
Хоть важным этапом и является подготовка комплектующих деталей и узлов, здесь попытаемся приспособить различные подручные материалы. В крайнем случае, недостающее можно одолжить либо у соседа, либо докупить на строительном рынке.
Последовательность действий
- Делаем основание. Для этого берем листовой металл толщиной в 3-5 мм размерами 100 на 200 мм, либо можно взять кусок швеллера 10-15 размера длиной 200-300 мм.
По углам основания просверливаем отверстия для возможности крепления к верстаку или другому массивному предмету. По центру конструкции с помощью электросварки прочно приваривается осевой упор. Это стальной вал высотой в 50 мм и диаметром в 14 мм. Для этой детали можно взять любой подходящий по размерам болт М14, у которого необходимо сточить на наждаке головку, оставив толщину в 3 мм — это даст возможность создать прочное сварное соединение с основанием. - Изготавливаем поворотный механизм. Для этого подойдет стальная полоса толщиной в 5 мм, шириной в 50 мм и длиной как минимум в один метр. За неимением полосы необходимой длины можно взять меньшую, но наварить длину рычага за счет стальной трубы 32-50 мм в диаметре. К одному краю полосы привариваем электросваркой отрезок металлической трубы длиной в 50 мм и 15 мм в диаметре, который будет одеваться как валик на осевой упор. Отступаем 50 мм от валика по продольной оси и привариваем поворотный упор, для которого подойдет стальной болт М10 также со сточенной заранее головкой. На поворотный упор также можно изготовить и надеть кольцо, которое будет служить вальцом, что позволит улучшить работу приспособления. Как вариант, можно изготовить рычаг из 50 мм стального уголка, для этого необходимо у места крепления за осевой упор срезать 50 мм вертикально полки, оставшаяся часть полки будет служить поворотным упором.
- Привариваем к основанию электросваркой неподвижный упор, для которого подойдет отрез 50 мм уголка в 50-100 мм длиной. Место его крепления должно находиться в 100-200 мм от осевого упора со смещением от центральной оси основания не более 20 мм, что как бы определяется толщиной арматуры.
- Производим сборку готовой конструкции. Прочно прикрепляем основания нашего готового приспособления к слесарному верстаку или другому подобному массивному предмету окружающей обстановки. Одеваем на осевой упор валик поворотного механизма с рычагом.
- Производим обкатку готового станка для гибки арматуры и проверяем его работу на холостом ходу, используя для этого мягкий металл. Если все работает, то приступаем к изготовлению нужных нам деталей из арматуры.
Если станок для гибки арматуры имеет свой стационарный каркас, то стоит посоветовать выполнить пару дополнительных его улучшений, а именно:
- нанести линейную разметку в обе стороны от осевого упора, что позволит отмерять длину сгибаемой части прутка без применения рулетки;
- нанести вокруг осевого упора радиальную разметку основных углов в 30, 45 и 60 градусов, что также намного сделает удобней работу на таком станке.
Какие бывают устройства для трансформации труб
Преобразование кривизны тонкостенной трубы малого диаметра – вполне доступный этап получения металлических заготовок под сооружения каркасного типа.
Достаточно рассмотреть чертежи и фото трубогибов, как станет очевидно, что конструктивно они имеют много общего:
- основа (опора, упор);
- каркас или раму (открытого или закрытого типа);
- планки, трубные упоры или держатели;
- винты или тиски для крепежа;
- нагнетательное, механическое или рабочее устройство (альтернативная силовая деталь).
Формовкой алюминиевых, стандартных стальных и металлопластиковых труб можно заниматься на простейшем ручной устройстве шаблонного типа.
Большинство трубогибов напоминают компактный станок, но они имеют свою классификацию:
- по типу воздействия на трубы (обкатка, намотка, протяжка, прокатка);
- по возможности перемещения (стационарные и переносные).
Тип привода тоже отличается:
- электрический;
- ручной;
- гидравлический;
- электрогидравлический.
Если использовать электропривод или гидравлический домкрат, он возьмет на себя всю силовую нагрузку, сэкономит время и усилия. Но для его сооружения нужны хотя бы элементарные знания и опыт сооружения бытовых станков для обработки металла. Зато такие устройства обходятся в разы дешевле, чем готовые приспособления и их многократная аренда.

Наиболее востребованными и простыми по своему устройству считаются ручные трубогибы шаблонного типа. Огибая профильную или обычную трубу по части его окружности, трансформируют отрезок трубы под заданным углом или необходимой кривизны.
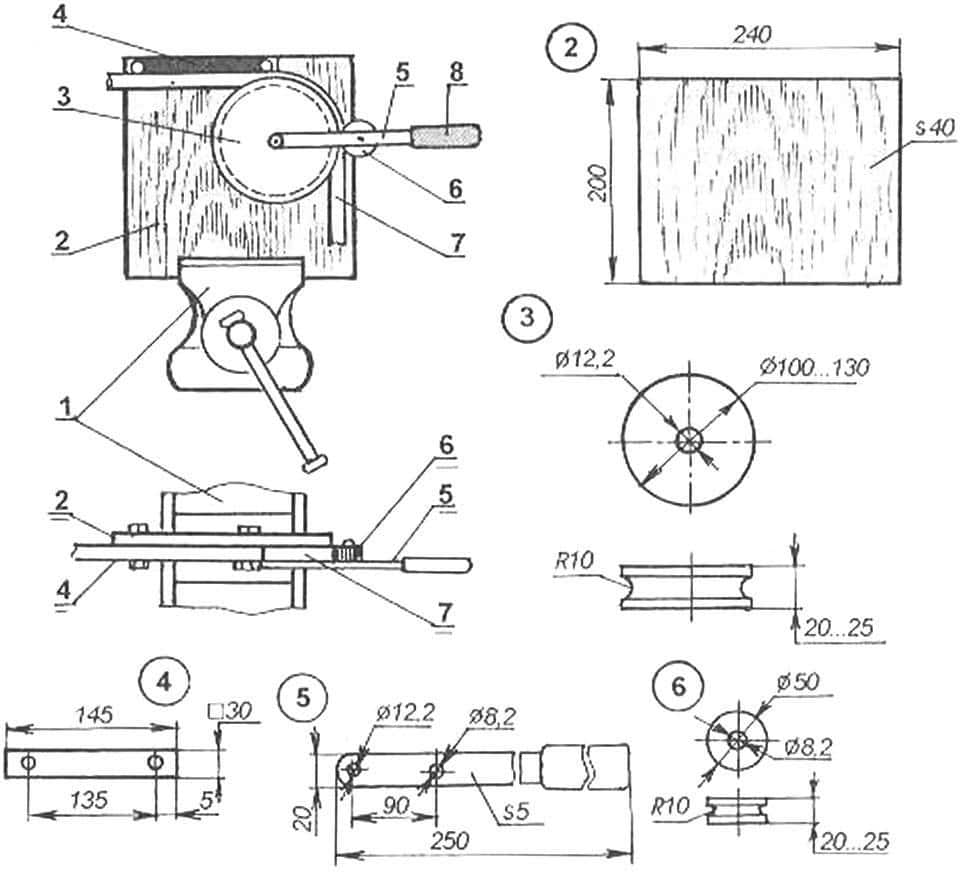
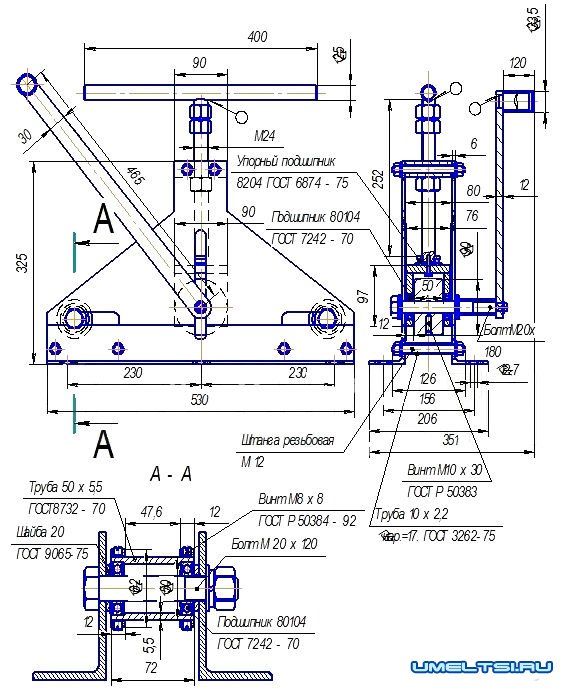
Изготовление улиткового трубогиба
Собирать трубогиб следует четко по схеме. Ознакомьтесь с фото трубогиба, выполненного своими руками, и разными вариантами чертежей. Подберите подходящую схему и при необходимости скорректируйте размеры.
Далее следуйте данной инструкции:
- Сварите станину из швеллеров (можно заменить толстой стальной пластиной или 1 швеллером достаточной ширины).
- Смонтируйте подшипники на валы, которые затем приварите к станине.
- Наденьте звезды на валы и смонтируйте на них цепь.
- Вырежьте направляющие для механизма прижима и приварите на станину.
- Смонтируйте подшипники на вал прижима и соберите пресс-механизм. В качестве боковых ограничителей применяйте швеллеры или толстые стальные полоски.
- Изготовьте основу под втулку и приварите ее к конструкции. Завинтите винт прижима.
- К верхнему концу винта и валу приварите трубчатый вороток.
- Смажьте подшипники и проверьте работу механизма.
После монтажа рекомендуется покрасить механизм, чтобы предотвратить развитие коррозии. Для упрощения работы можно установить пружину, возвращающую пресс в исходное положение.
Что такое трубосгибатель и где он нужен
Перед монтажом трубогиба для профильной трубы, нужно узнать о инструменте подробнее. Это старое оборудование, используемое для изгибания трубопроката. Почему нельзя это сделать обычной человеческой силой? Металл легко деформируется, если давление на него подается по бокам. Размаха человеческих рук просто недостаточно, чтобы было возможно деформировать трубу в конкретном участке трубопровода.
Станок для гибки профильной трубы своими руками не только правильно производит изгиб. Он точно определяет угол наклона. Параметры вы можете выставлять, в зависимости от конкретных нужд. Для этой процедуры не нужно прилагать много усилий.
Оборудование может изготавливаться из металла. Желательно брать сталь, так как она соответствует стандарту твердости и прочности, которые нам нужны. Алюминий имеет меньший срок эксплуатации. Но если других материалов под рукой нет – он подойдет. Точно нельзя использовать пластик, так как его прочности будет недостаточно, чтобы сопротивляться давлению металла.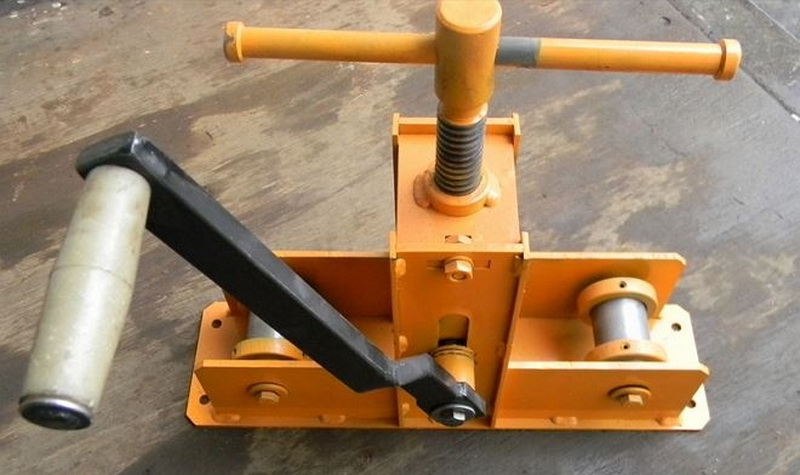
Вы можете сделать оборудование под себя. Для самодельщика доступны сразу несколько видов, отличающихся по типу конструкции. Угол же можно фиксировать при сборке. Обычно, в заводских моделях он соответствует диапазону до ста восьмидесяти градусов.
Виды
Гибочный станок для профильной трубы даже в условиях гаража может быть нескольких видов. Можно использовать материалы, не нужные в быту.
Конструкционно, они имеют следующие отличия:
Гидравлические
Разновидность станка, работающая на силе жидкости. Позволяет сгибать трубопрокат с диаметром до 8 сантиметров, поэтому часто встречается на производстве. Для дома используется редко, так как такие показатели нам не нужны. Но при монтаже металлического трубопровода отопления будет полезным. Трубогиб гидравлический для круглой трубы тонкостенной не подходит, так как для него характерны слишком грубый способ деформации.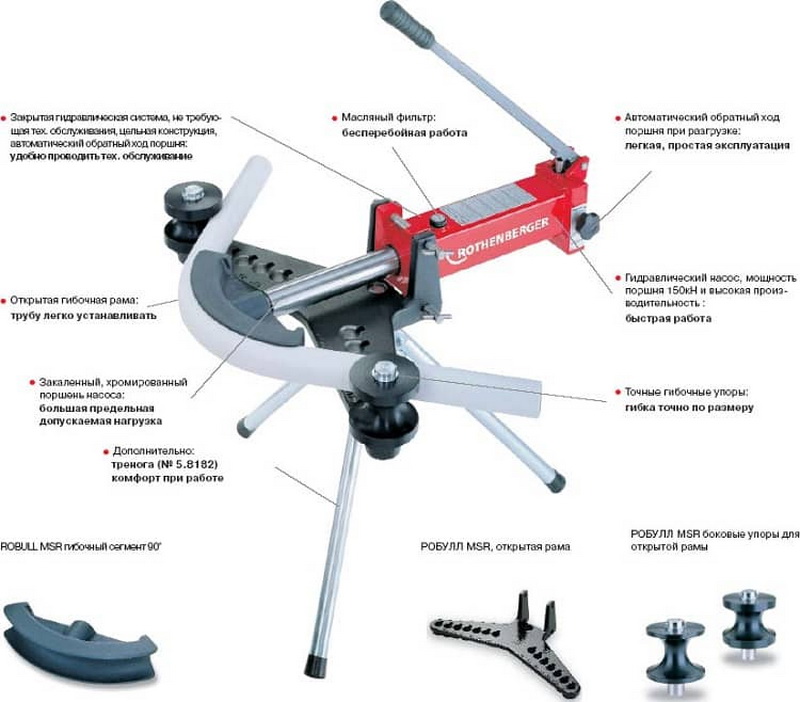
Ручные
Популярны для дома, но не могут использоваться для гибки широких труб. Простая конструкция построенная на элементарной физике. Компоненты для сборки есть у каждого в гараже. Подходят для не каленной стали, низкоуглеродистых ферросплавов, цветных металлов (алюминий, медь, различные виды их сплавов).
Электромеханические
В самостоятельной сборке сложны, но имеют высокую производительность. Создают ювелирную точность, могут сгибать тонкостенные трубки, при этом без повреждения стенок.
Методы сгибания
Дополнительно отличаются метод самого сгибания:
- Арбалет. Для изгибания используется заранее заготовленная форма, которая подходит под конкретный тип трубы. Профилегиб своими руками арбалетный – частый станок в гаражах.
- Пружина. Пружинный механизм, обеспечивающий не только качественный сгиб, дополнительно он еще и не создает деструктивных деформации.
- Сегментарный. Отличается тем, что сгибание происходит с помощью сегмента, перетягивающего трубу на себя.
- Бездорновый. Деформация происходит путем наматывания профиля на валик.
- Дорновый. Механизм схож с предыдущим. Основное отличие – установка дополнительного наполнителя, который не дает образовываться гофре.

Как устроен трубогиб
Металлопрокат, согнутый под определённым углом, необходим во многих конструкциях. В их числе:
- инженерные коммуникации в жилых домах: водопровод, канализация, вентиляция;
- ограждения по периметру участка;
- мебель домашняя и садовая;
- теплицы;
- беседки и навесы.

Сложные металлические конструкции требуют использования сгонов или трубогиба
Согнуть можно любой металлопрокат, главное – использовать правильный инструмент для этой цели. Придавать необходимую форму можно не только стальным конструкциям, сгибанию поддаются металлопластик, медь, алюминий.
Чтобы грамотно использовать инструмент, необходимо внимательно изучить советы профессионалов на видео. Трубогиб своими руками для профильной трубы может быть изготовлен в простом, ручном варианте или с использованием гидравлики.
Считается, что профильный материал труднее поддается сгибанию
Гидравлические устройства быстро и качественно согнут любые металлические детали.
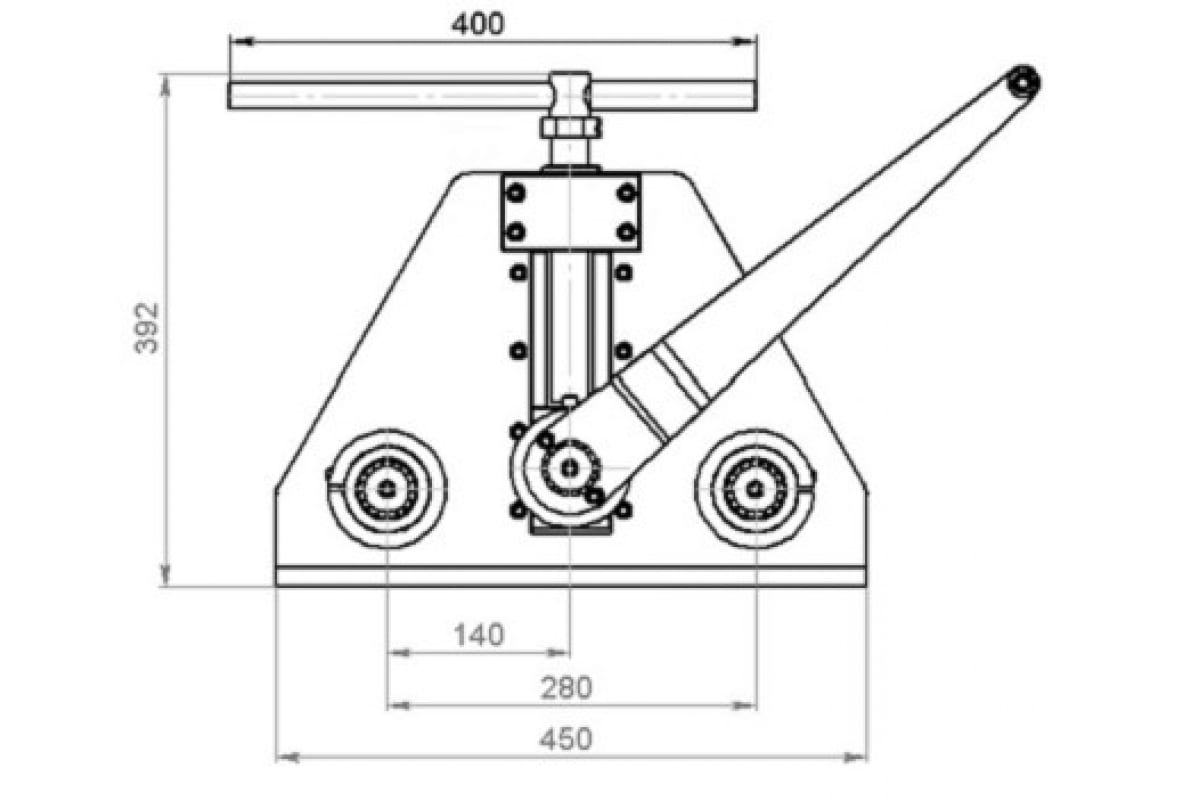
Обычный, фронтальный трубогиб состоит из следующих элементов:
- трёх металлических валов;
- цепи привода;
- вращающейся оси;
- поворотного механизма;
- рамы из металлического профиля.
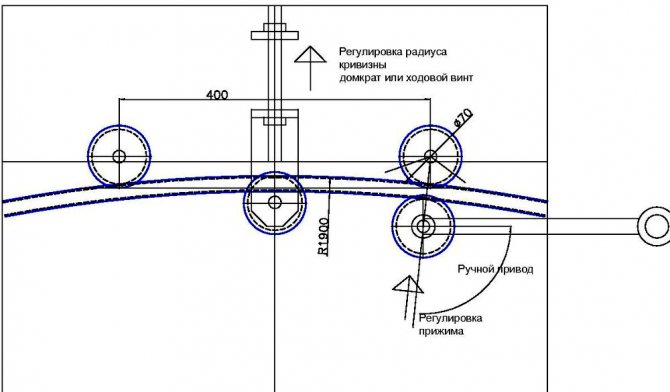
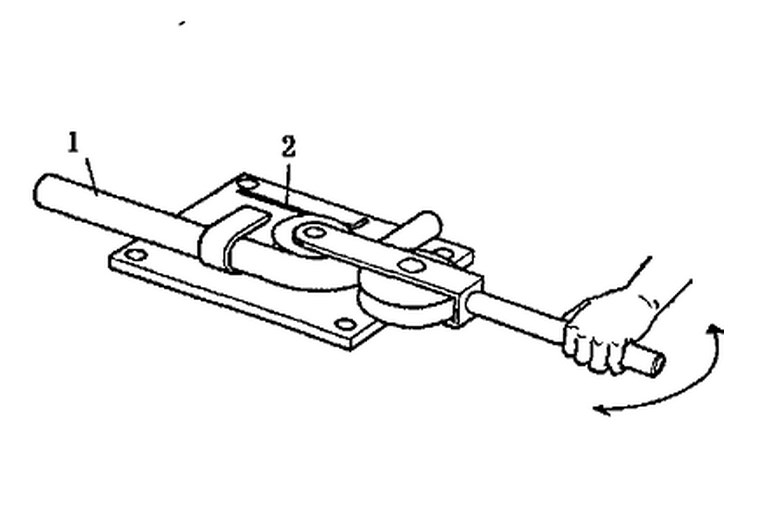
Схема ручного устройства
Иногда валы делают из дерева или пластика, но стоит принять во внимание, что подобные ролики справятся не с любой трубой. Если не рассчитать сопротивление материала, валы могут просто разрушиться
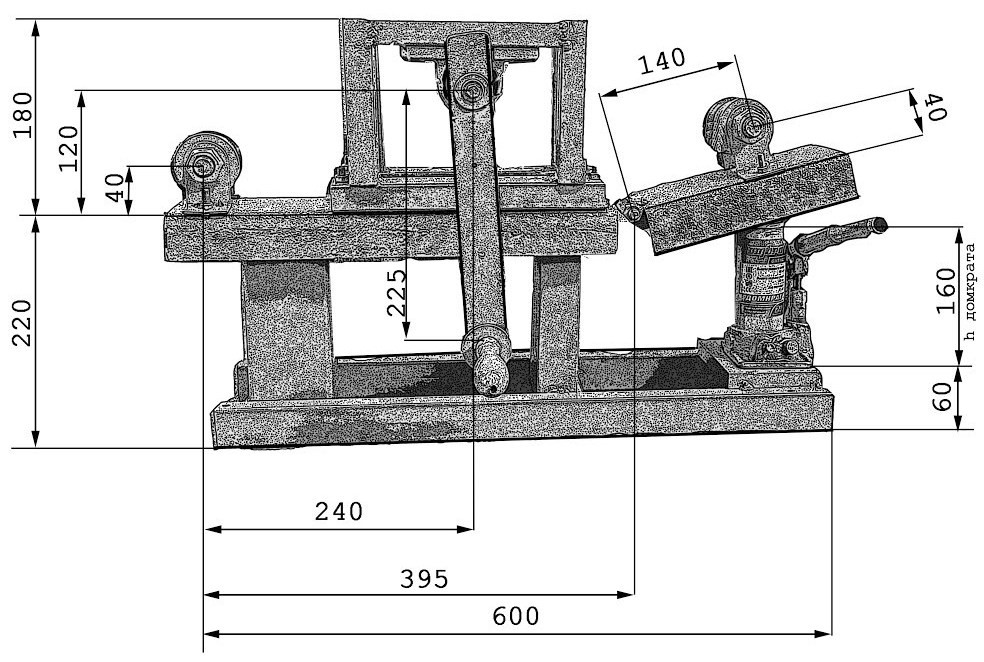
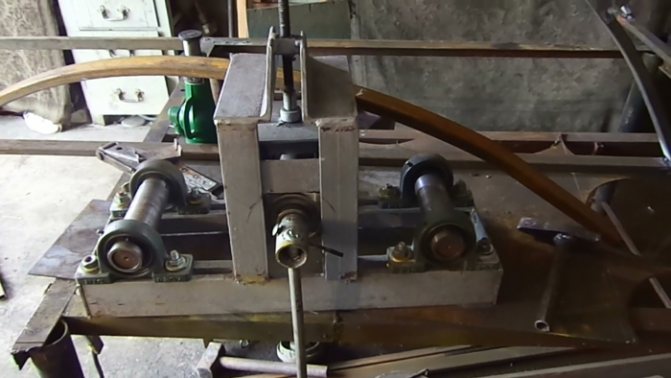
Изготовление ручной роликовой модели
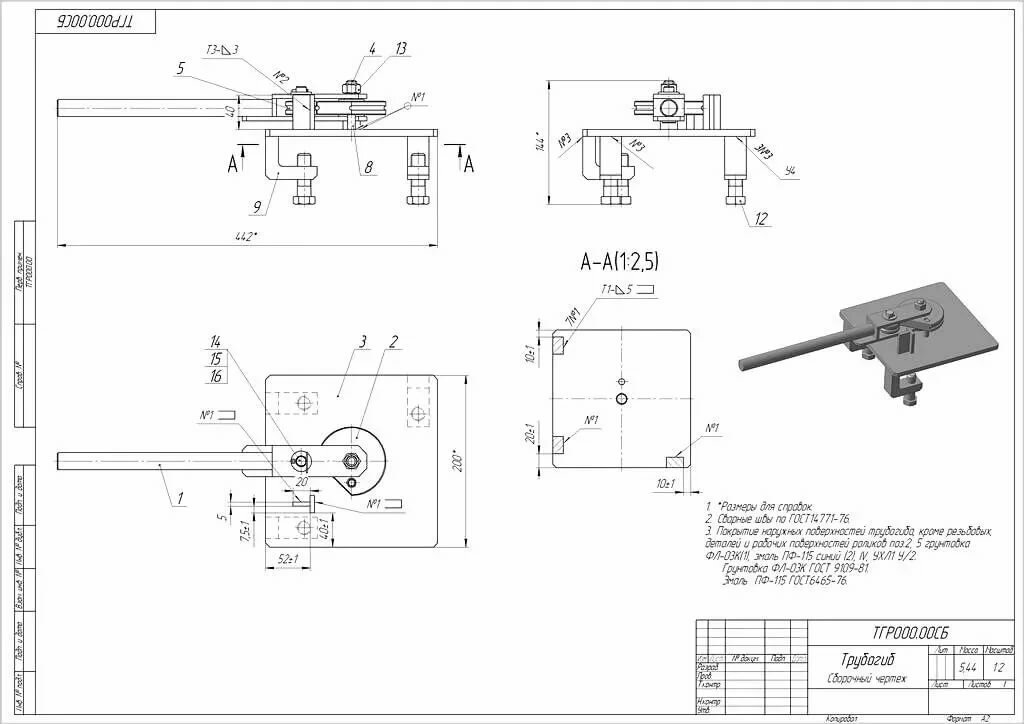
Изготовление ручного трубогиба своими руками производится из одних стальных деталей без использования особых механических приспособлений. Это устройство предназначено для локального изгиба трубы. Для деформирования профиля используется прямое ручное усилие, поэтому трубогиб должен быть оснащен длинным и прочным рычагом.
Далее будет рассмотрен процесс изготовления двухроликового трубогиба, крепящегося к опорной станине. Размеры инструмента могут отличаться от предложенных, в зависимости от потребностей и материалов.
Необходимые материалы и инструменты
Деформация труб – трудоемкий процесс, для которого необходимы хорошие и прочные материалы, иначе вместо профиля можно погнуть сам рабочий инструмент.
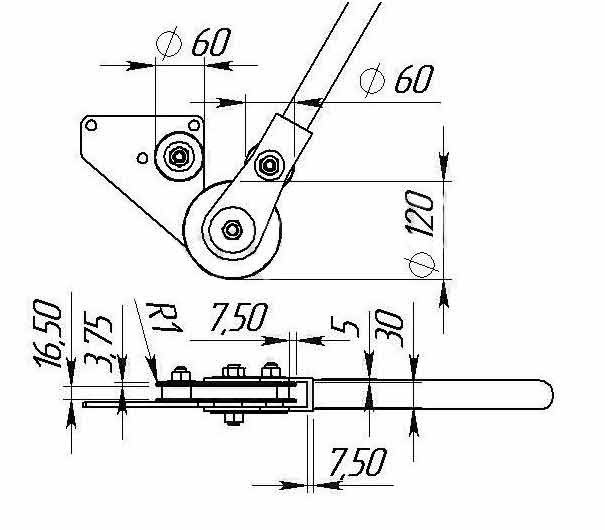
Для изготовления механического ручного радиального трубогиба понадобятся:
- Сварочный аппарат.
- Два ролика из прочной стали (например, марки 1045), которые прошли предварительную токарную обработку. Диаметр большего – 100 мм, а меньшего – 60 мм. Оба толщиной 35 мм и радиусом наружной полости 0,5 дюйма.
- Стальная труба диаметром не менее 1,5 дюймов с толстой стенкой (минимум 3 мм). Она будет служить рычагом, поэтому минимальная её длина 1,5 метра.
- Четыре стальные полоски размером 15 х 6 см и толщиной 4-5 мм для фиксации основания трубогиба в тисках, опоры трубы и изготовления ручки. Также понадобится 20-25 см стальной пластины шириной 60 мм и толщиной 3 мм.
- Два болта: первый диаметром 0,75 дюйма и длиной 60 мм для большого ролика, а второй диаметром 0,5 дюйма и длиной 40 мм для маленького ролика.
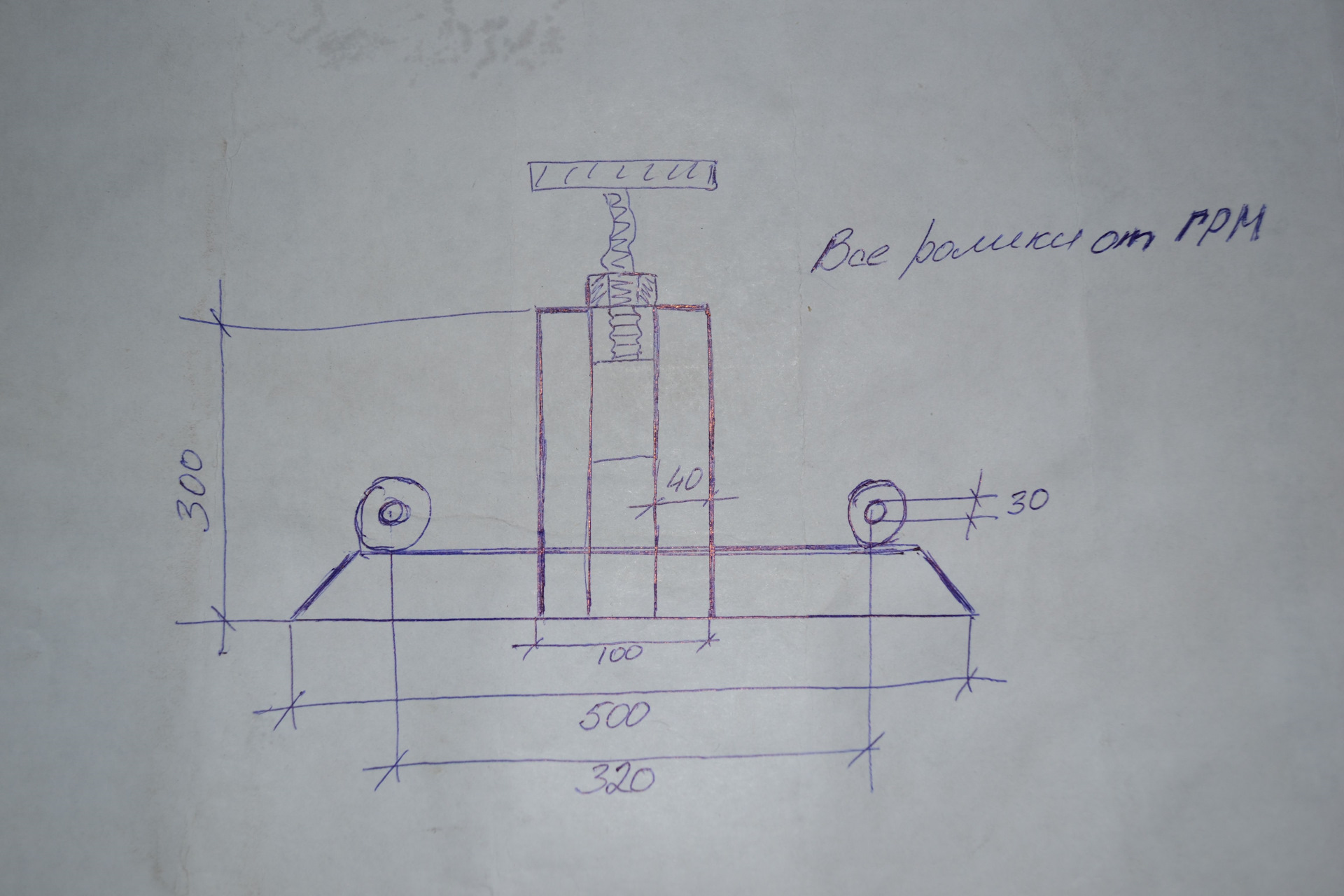
- Стальная пластина 300 х 300 мм и толщиной минимум 3 мм.
- Тиски.
В процессе работы могут понадобиться и другие общехозяйственные инструменты: молоток, пилки, наждачная бумага, линейка и т.п. Вышеуказанные ролики предназначены исключительно для труб диаметром 1 дюйм, но исключив из них углубление по окружности, можно получить универсальный инструмент для изгиба металлического профиля.
Процесс изготовления трубогиба
Когда все необходимые детали и инструменты собраны в одном месте, можно приступать непосредственно к изготовлению трубогиба:
- Приготовить чертеж с разметкой расположения основных элементов.
- Проверить совместимость отверстий в роликах диаметру болтов.
- Просверлить в двух металлических планках по два отверстия диаметром 0,5 и 0,75 дюймов. Расстояние между осями отверстий должно быть ровно 80 мм (сумма радиусов обеих роликов).
- Сделать в опорной станине отверстие в центре диаметром 0,75 дюйма. Вставить в него соответствующий болт, не высовывая его с обратной стороны. Приварить болт к металлической пластине.
- Взять просверленные металлические пластины размером 15х6 см, 0,5-дюймовый болт, меньший ролик, полоску стали 35 х 60 мм и сварить из них конструкцию в виде буквы «П», предварительно вставив болт с надетым роликом в соответствующие отверстия.
- Приварить концы болта к металлическим планкам. Должна получиться своеобразная рогатина с отверстием большего диаметра ближе к открытому краю.
- К основанию получившейся рогатины нужно приварить трубу-ручку.
- Приварить опорную планку для трубы на металлическую станину. Расстояние от линии планки до оси центрального болта должно равняться радиусу большого ролика плюс 0,5 дюйма.
- Приварить внизу станины планку 15 х 6 см для фиксации в тисках.
- Вставить в рогатину большой ролик, насадить конструкцию на центральный болт и накрутить сверху гайку.
- Зажать трубогиб в тисках и провести первые испытания.
Важные нюансы изготовления:
Галерея изображений
Фото из
Материалы для ручного трубогиба
Вкрученный и приваренный центральный болт
Приваривание болта к П-образной конструкции
Формирование опорной планки на основании
Приваренная снизу основания фиксирующая планка
Насаживание рогатины на центральный винт
Вид роликового трубогиба сбоку
Покрашенный готовый роликовый трубогиб
Слабым местом во всей получившейся конструкции являются сварочные швы, поэтому им в процессе изготовления трубогиба уделяется особое внимание
Роликовый трубогиб на автомобильных ступицах
Ограничение самодельных роликовых трубогибов – сложность производства сменных профилированных роликов. Обойти эту сложность можно, если в качестве секторов использовать автомобильные ступицы
Габариты приспособления увеличатся, но взамен возрастут его надёжность и устойчивость, что важно при сгибании длинных и толстостенных труб. Для изготовления потребуются:
- Три автомобильных ступицы: две – подвижных, расположенных консольно, и одна – неподвижная, которая размещается продольно к оси устройства.
- Две коротких оси, которые собираются на жёстком сварном кронштейне.
- Поворотный механизм кулачкового или эксцентрикового типов, при помощи которого можно изменять расстояние между ступицами.
- Осевая продольная направляющая, в качестве которой можно взять по размерам холоднокатаный швеллер.
- Плоские ограничители хода.
- Внутренний направляющий швеллер с отверстиями под болтовое крепление ограничителей.
- Поворотная ручка.
Такая конструкция оправдает себя при изготовлении пространственных трубчатых элементов сложной формы. Наличие двух ступиц, диски которых разнесены по противоположным частям основания, позволяет прикладывать усилие локально, только к той части трубы, которая в данный момент изгибается. Это искупает такие недостатки конструкции, как сложность монтажа и наладки, а также увеличенные габаритные размеры.