

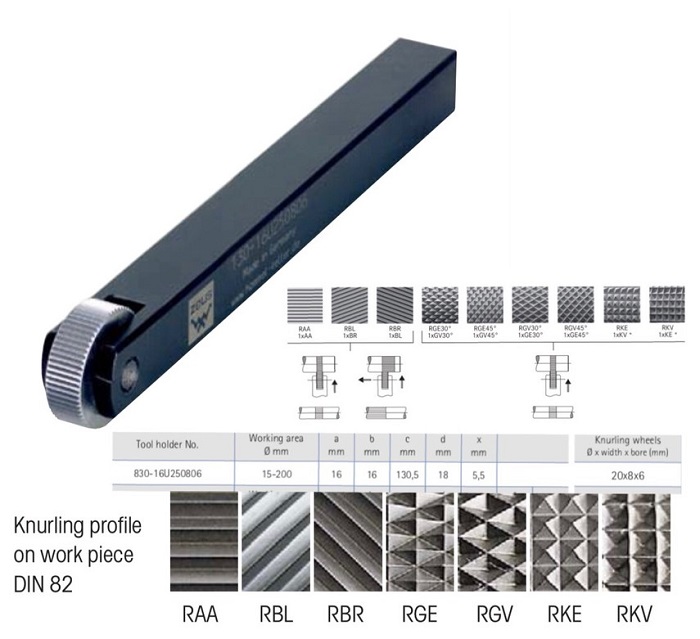
Накатка рифления
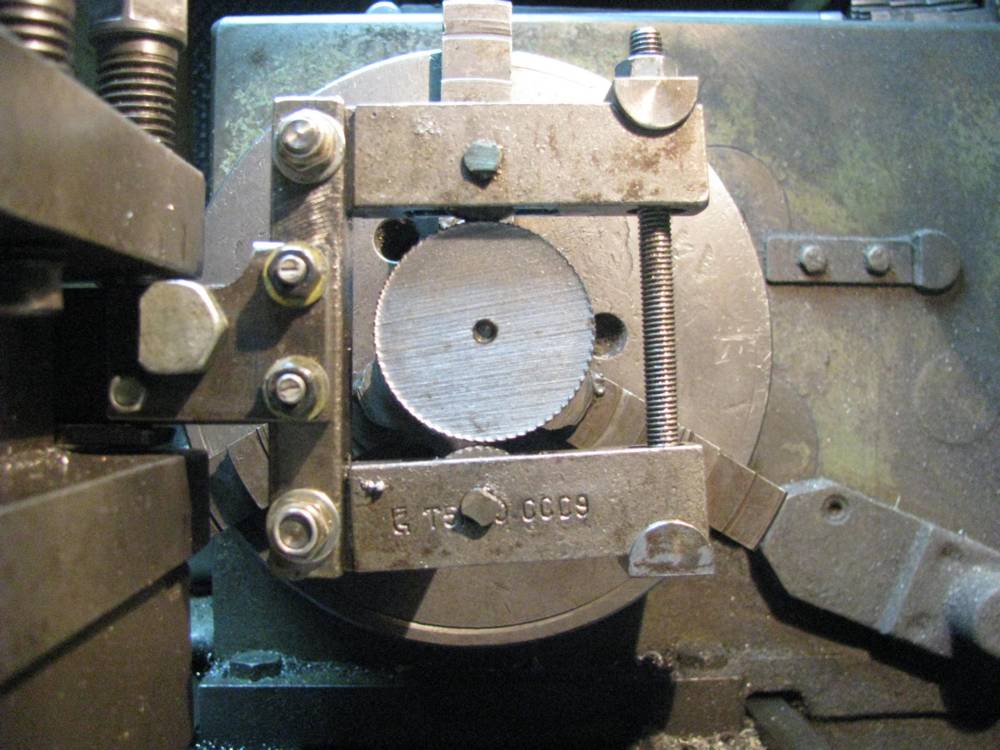
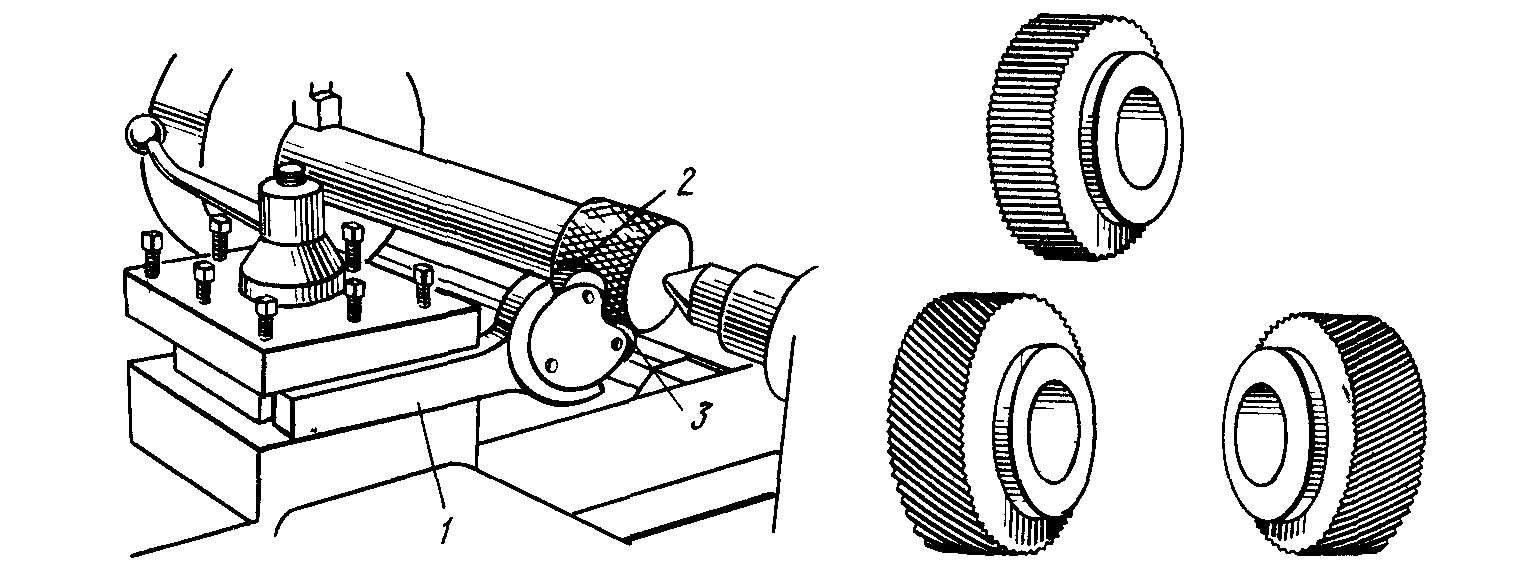
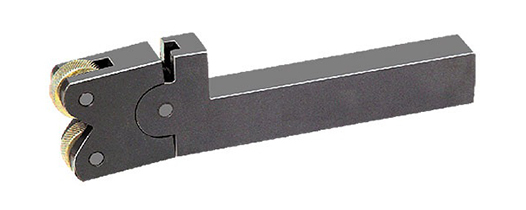
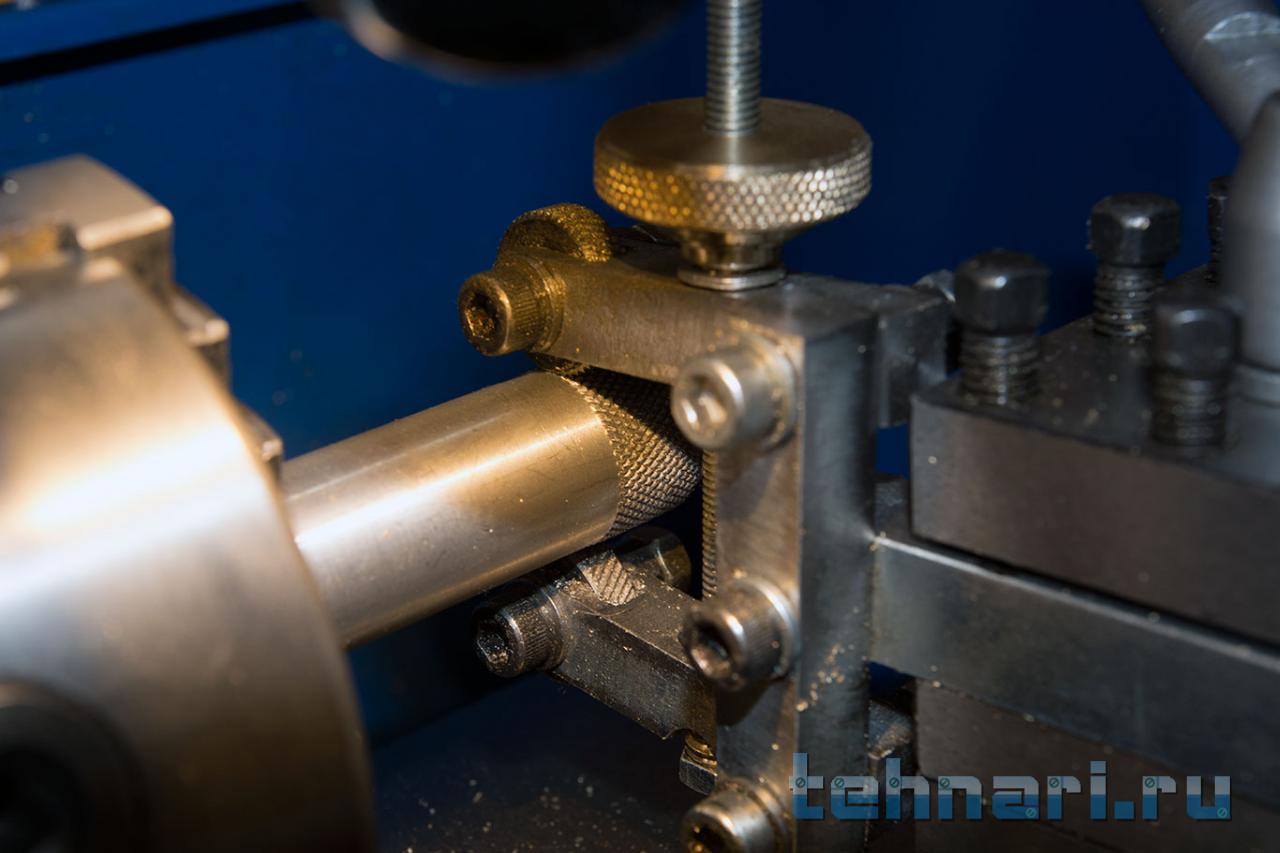
накатка рифленой детали: 1- державка, 2, 3 — ролики для накатки
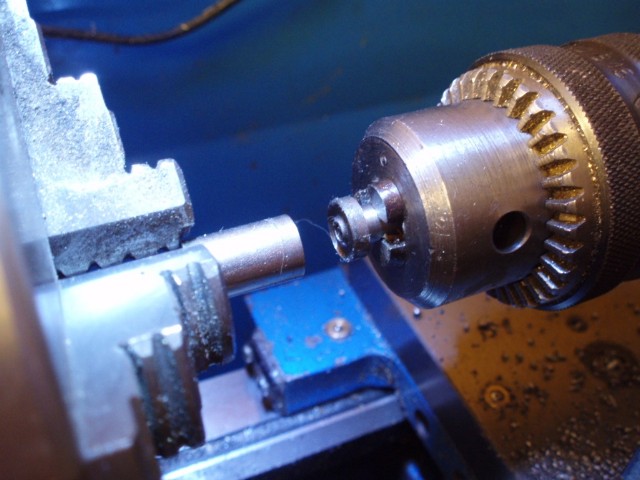
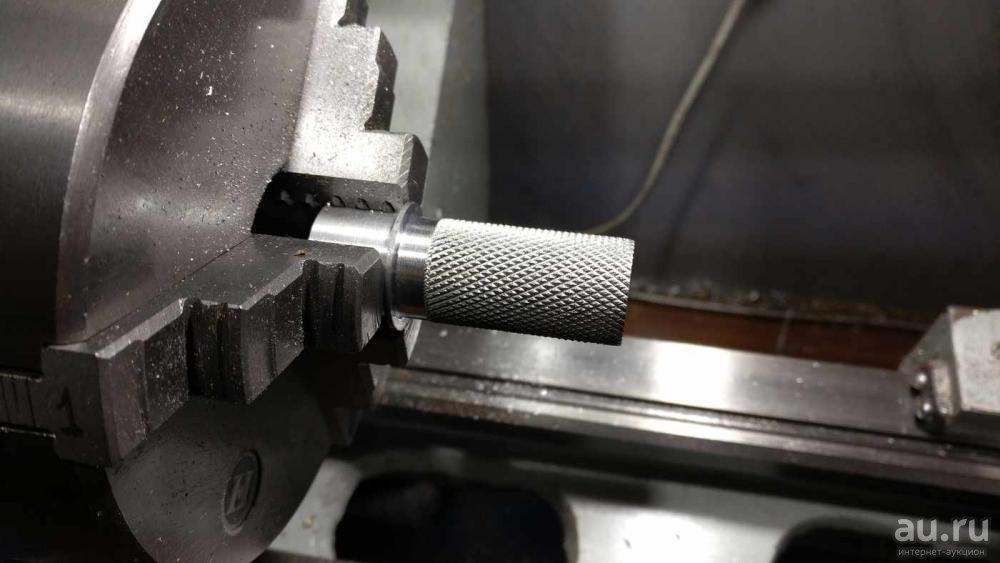
Чтобы создать на поверхности детали рифленый рисунок используют специальные ролики из инструментальной стали. Для простого рифления достаточно одного ролика, для перекрестного — двух.
Державка крепится в резцедержатель токарного станка. Во время работы ролики необходимо прижать к крутящейся болванке, они вдавливаются в металл и создают сетчатый узор.
В процессе накатки нужно заранее проверить, будут ли совпадать зубцы роликов с уже сделанными канавками при дальнейшем вращении детали. До начала накатки поверхность роликов чистят металлической щеткой, в процессе обработки периодически смазывают техническим маслом. Скорости обработки деталей из различных материалов указаны в таблице.
| Скорость, м\мин | Материал заготовки | ||||
| Стали мягкие | Стали твердые | Бронза | Латунь | Алюминий | |
| 10 — 15 | 20 — 25 | 25 — 40 | 40 — 50 | 80 — 100 | |
| Подача инструмента продольная, мм\об | 1 — 1,5 | 1 — 1,5 | 1,5 — 2 | 2, 25 | 2 — 2,5 |
Таблица 1. Скорость детали и подача инструмента продольная при обработке различных материалов
Процесс накатывания, виды и назначение
Формообразование при процедуре накатывания выполняют без получения стружки. Оно состоит в том, что инструмент (ролик, резец и т. д.) вдавливается в тело материала и за счет поверхностной деформации получают соответствующий профиль. Как видим накатка – это холодный способ обработки поверхностного слоя детали в процессе, которого формируется сетка, резьба, риски, насечек и другие шероховатости, не нарушая ГОСТ.
Это разрешает на поверхности ряда деталей (ручках, рукоятках, головках винтов) машин и аппаратов для удобства в эксплуатации иметь шероховатость в виде определенного рифленого узора. На данный момент практикуется два основных вида накатки токарной:
- формообразующая;
- упрочняющая;
Первый вариант применяют в формообразовании зубьев на колесах и валах, резьбы на изделиях, нанесении шкалы на приборах. Упрочняющее накатывание поверхности материала используют для увеличения прочности и износостойкости. В ходе накатки токарной на поверхности поделки образуется наклеп, способствующий повышению эксплуатационных свойств материала, и выдерживается гост. Таким способом выполняют пластическую деформацию валов, втулок, осей и других изделий.
Процедура токарной накатки выполняется быстро, а с учетом полученных дополнительных свойств изготовление таких деталей при серийном производстве становится экономически выгодным. Способ токарной накатки применяют для поделок в связи с повышением требований к рабочим характеристикам техники: прочности, высокой производительности, быстроходности, точности и прочих качеств. Данный метод применяют только на поделках с заранее подготовленной поверхностью.

Виды накатных роликов для рифления
Упрочнение поверхностного слоя требуется для повышения эксплуатационных характеристик деталей, как требует гост. После токарной накатки они менее чувствительны к разрушению от усталости, повышается износостойкость и антикоррозийные способности, удаляются микротрещины и риски. Заготовка приобретает нужные размеры и формы. Для выполнения такой работы применяют чаще всего токарные станки.
Легкая накатка желобков на трубах — желобонакатчики REMS!
Коротко о технологии накатки желобков на трубах.
Современные требования к монтажу трубопроводных систем привели к созданию разъемных муфтовых соединений с помощью желобков (грувлок). Такое соединение выдерживает давление, порой превышающее показатели сварных и фланцевых соединений. Чем больше давление жидкости в трубе на манжету, тем она надежнее герметизирует соединение. Бессварные трубопроводы используются во многих высокотехнологичных производствах, для перекачки химических жидкостей и в системах утилизации. Особое место отводится им при монтаже спринклерных систем пожаротушения.
ГОСТ Р 55430-20136. «Соединения трубопроводов разъемные» устанавливает требования, обеспечивающие промышленную безопасность при эксплуатации разъемных соединений технологических трубопроводов. Этим стандартом обеспечивается единый подход при конструировании, монтаже и ремонте желобонакатных соединений.

Основные преимущества грувлочного соединения это —
1. Разъёмность — легкий монтаж и демонтаж. 2. Отсутствие сварки позволяет проводить работы в пожароопасных и взрывоопасных зонах. 3. Допустимое давление в трубопроводе может достигать 50-60 бар. 4. Выдерживает значительные линейные расширения. 5. Отлично переносят и гасят вибрацию.
Для получения желобонакатного соединения потребуется накатка желобков на соединяемых трубах, манжета и скрепляющий зажим.
Для быстрой и качественной накатки желобков компания REMS предлагает два вида желобонакатчиков — электрические полностью оснащенные для накатки станки (Rems Collum RG и Magnum RG) и желобонакатчики (Rems) требующие применения дополнительного привода. В качестве привода используются резьбонарезные клуппы Rems Amigo и Rems Amigo 2 Compact.
В зависимости от материала трубы применяются различные накатывающие комплекты ролик-контрролик. Накатывающие ролики изготовлены из особо прочной специальной стали и обладают сверхдлительным сроком эксплуатации. Оптимальное соотношение диаметров ролик/контрролик и крупная сетчатая насечка гарантируют надежное вращение трубы и точнейшую накатку желоба. Комплекты выпускаются для обычных стальных труб, с маркировкой Cu для медных труб, с маркировкой INOX для нержавеющих труб, для алюминиевых и ПВХ труб.
Желобонакатчики Rems накатывают желобки на стальных трубах диаметром 1 — 12″ (25 — 300 мм), на нержавеющих трубах диаметром 2 — 12″, и медных трубах диаметром 54 — 159 мм, алюминиевых трубах и трубах из ПВХ диаметром 2 — 12″.
Желобонакатчик Rems Magnum RG с помощью специального комплекта легко превратить в резьбонарезной станок. Полный комплект включает универсальную автоматическую резьбонарезную головку, гребенки для нарезки резьбы BSPT 1/2″-3/4″(R/L) и BSPT 1″-2″(R), труборез, гратосниматель, рычаг подачи, насос для автоматического охлаждения и смазки, масляную ванну, поддон для стружки. Качественно выполнить накатку желобков или нарезку резьбы поможет сверхстабильная опора Геркулес XL 12″. Она обеспечивает легкое движение и поворот во всех направлениях труб диаметром до 324 мм.
На сегодня наиболее известными производителями грувлочных муфт (скрепляющий зажим+манжета) являются компании VICTAULIC (США) и DINANSI (Словакия).
Источник
Виды накатывания

токарная накатка Различают два вида накатки:
- формообразующую;
- упрочняющую.
Формообразующая используется для формирования зубьев на валах или колесах, шкал на деталях или сетчатой структуры на поверхности. Этот метод называется еще зубонакаткой. Насечку рисунка можно отнести к этой категории или отдельной. Небольшие, очень жесткие инструменты с рельефной поверхностью наносят узор на металлическую поверхность.
Упрочняющая используется для повышения износостойкости, прочности. В процессе обработки на поверхности детали формируется наклеп, улучшающий эксплуатационные качества изделия. Таким образом обрабатывают втулки, валы, шестеренки и другие детали.
Накатка резьбы это метод получения резьбы холодным деформированием поверхности заготовки. При накатывании резьбы не образуется стружка, потому что канавка продавливается инструментом. Выполняются работы плоскими плашками, затылованными роликами, резьбовыми сегментами и другими инструментами. Используются токарные станки, револьверные, резьбонакатные механизмы. Таким методом получают резьбу на заготовках из мягких сплавов, небольшие зубья, канавки, выступы.
Инструменты и монтаж на станках
Стружка при этом процессе не образуется, т. к. канавка продавливается специальным инструментом. Для токарной накатки применяются следующие приспособления:
- разнообразные ролики;
- зубчатые накатники;
- универсальные накатники;
- стандартные шарики
- накатывание резьбы и другие инструменты;
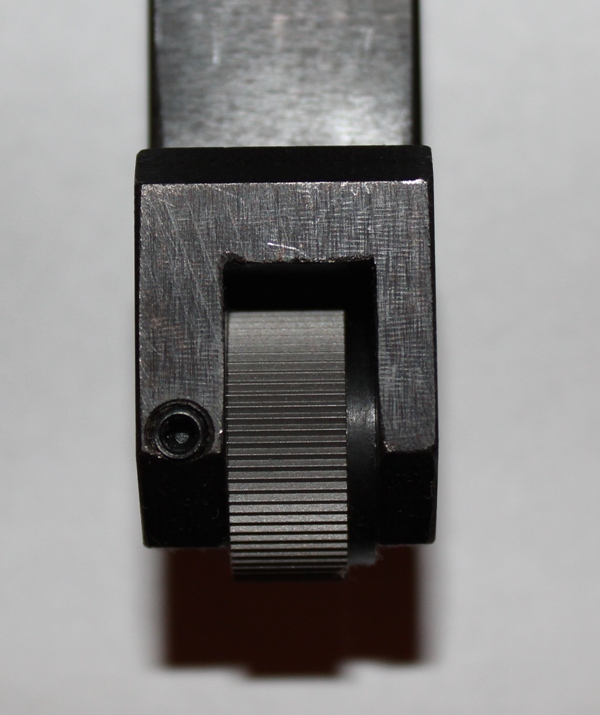
Составляющими первого приспособления являются накатной ролик и державка. С помощью такого средства выполняют разные по узору формы рифлений на деталях. Державка со вставленным в нее роликом, так выглядит это приспособление. Эта снасть бывает двусторонней и односторонней, все зависит от выполняемых рифлений. Прямой узор делают однороликовым приспособлением.
А вот сетчатую форму можно получить, используя двусторонний аппарат. Накатные токарные ролики делают из инструментальных марок стали, имеющих соответствующий гост. Рисунок рифлений на них выполняется на фрезерном станке. Зубчатые накатники токарные один из самых распространенных вариантов нарезки цилиндрической шестерни, можно сделать своими руками. Используя такие приспособления за один проход можно получить нужное изделие.
Универсальная накатка для токарного станка – этой снастью можно выполнять нарезку резьбы, насечки, риски и другие операции на заготовках цилиндрической и конической формы. Своими руками ее также можно сделать из стали или латуни. Самодельная державка делается из шестигранника. Резьбы по способу накатывания получают холодным деформированием верхнего слоя заготовки с помощью плоских плашек, резьбовых сегментов и других средств.
Применяя метод холодной токарной накатки, получают резьбы на поделке из мягкого сплава, канавки и малые зубья. Обработка большого числа деталей для нарезания резьбы, при котором используется резец, не дает преимуществ. Это объясняется тем, сменные пластины изготовлены с ограниченной глубиной. Для получения нужного результата резец должен выполнить несколько проходов, как этого требует ГОСТ.

Перед началом работы поделку очищают металлической щеткой, а в ходе обработки систематически смазывают машинным маслом. Самодельная и заводская державка устанавливается в том месте, где крепится резец, вылет при этом должен быть минимальным. Порядок работы заключается в том, что накатник подводится вплотную к заготовке ручной или автоматической подачей роликами вдавливается в обрабатываемую плоскость на определенную глубину.







Скорость обработки зависит от того какой используется резец и материал заготовки.
Видео-инструкция по изготовлению приспособления для накатки на токарном станке своими руками
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
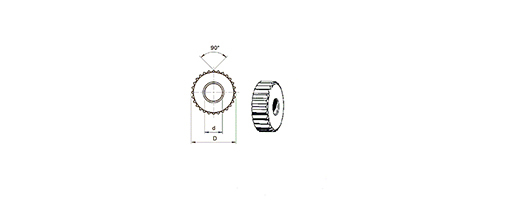
1. Высота рифления h:
0,7P; для цветных металлов и сплавов 0,25
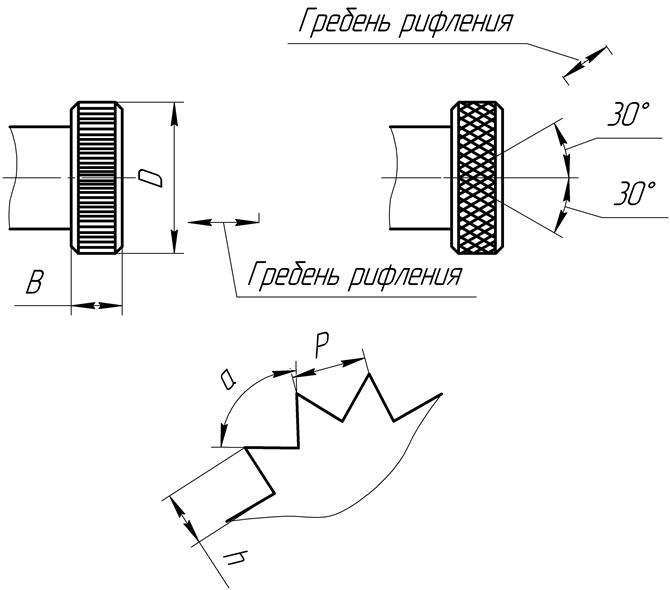
2. a=70° для рифлений по стали, а=90° для цветных металлов и сплавов.
Накатка двухроликовыми станками

В реализации данного способа применяются резьбонакатные станки-полуавтоматы, позволяющие выполнять с высокой точностью метрические, трапецеидальные и другие винтовые профили. Также выполняются сложные рифления на ходовых деталях и мелкомодульных косозубых колесах. Сам процесс формирования резьбы производится путем обкатывания профиля, который наносится предварительно. Это своего рода накатка насечек на резьбе, образующаяся за счет принудительного вращения роликов. В процессе движения станок выполняет и радиальное перемещение функциональных элементов с помощью приложения усилия от гидравлического привода. В свою очередь, цилиндрическая заготовка находится между роликами на опорной части или в патроне захватывающего устройства. Она вращается под влиянием силы трения, которая формируется при контакте роликов с поверхностью детали и нарастает по мере внедрения деформирующего профиля.
Технология накатки «на проход»
Специальная методика для формирования длинной резьбы более 250 мм. Особенностями данного способа можно назвать осевую подачу заготовки, а также образование угла подъема у роликов по линии винта относительно контура накатки. Если говорить о применяемых станках, то оптимальным будет агрегат с наклонным шпинделем, конструкция которого позволит применять роликовые сегменты с кольцевой нарезкой. Винтовая конфигурация тоже будет разнообразной – возможны левые и правые, одно- и многозаходные профили со строгой выдержкой определенного шага. Максимальный диаметр накатки резьбы этого типа достигает 200 мм при шаге в 16 мм. На практике таким способом часто выполняют резьбовые шпильки с трапецеидальным или метрическим профилем. Для достижения высокой скорости обработки станки обеспечиваются особой трансмиссией, выносные подшипники которой смазываются встроенным механизмом принудительно. Это позволяет достигать частоты вращения порядка 600 об./мин.
Ролики для накатки резьб на Утяжеленных Бурильных Трубах (УБТ)
Ролики для накатки резьб на Утяжеленных Бурильных Трубах (УБТ)
ГОСТ 28487-90 Резьба коническая замковая для элементов бурильных колонн. Профиль. Размеры. Допуски (с Изменением N 1) (строки из ГОСТа «Приложение №2 пункт 2. Для предохранения замковой резьбы от коррозии и заедания применяется фосфатирование или другие способы защиты поверхности, например, поликомпозиционными покрытиями на основе меди. Для повышения сопротивления усталости может применяться обкатка роликом, выполнение соединений коническим или цилиндрическими с зарезьбовыми разгрузочными канавками и др. Вид покрытия, метод повышения сопротивления усталости указывается в технической документации на конкретное изделие.» «Приложение №3 пункт 2. Зарезьбовая разгрузочная канавка по варианту 1 удобная для обработки. Однако при ее изготовлении происходит стачивание витков резьбы. Ее применение нецелесообразно при больших крутящих моментах свинчивания соединения и небольшом числе рабочих витков резьбы.
ГОСТ Р 50864-96 Резьба коническая замковая для элементов бурильных колонн. Профиль, размеры, технические требования (Строки из ГОСТа «пункт 4.8 Для повышения работоспособности резьбового соединения при знакопеременных изгибающих нагрузках для УБТ рекомендуется применение обкатки впадины резьбы роликами. Контроль натяга резьбы калибрами производится до обкатки.»)
Черт.1. Профиль наружной (ниппель) и внутренней (муфта) замковой резьбы (правой и левой) и размеры его элементов
* Размеры для справок
Р- шаг резьбы; K(2tgφ) — конусность резьбы; φ — угол уклона резьбы; Н — высота исходного треугольника резьбы;
h1 — высота профиля резьбы; h — рабочая высота профиля резьбы; b — срез вершины резьбы; f — срез впадины резьбы;
α — ширина площадки резьбы; r* — радиус закругления впадины резьбы; r1- радиус закругления вершин профиля резьбы
Таблица 1
Размеры в мм
| Параметры и элементы резьбы | Форма профиля | ||||
| I | II | III | IV | V | |
| Число витков на25,4 мм | 5 | 4 | |||
| Р | 5,08 | 6,35 | |||
| K(2tgφ) | 1:4 | 1:6 | 1:4 | ||
| φ | 7°7’30» | 4°45’48» | 7°07’30» | ||
| Н | 4,376 | 5,471 | 5,487 | 5,471 | |
| h1 | 2,993 | 3,742 | 3,755 | 3,095 | 3,083 |
| h | 2,626 | 3,283 | 3,293 | 2,633 | 2,625 |
| b | 0,875 | 1,094 | 1,097 | 1,427 | 1,423 |
| f | 0,508 | 0,635 | 0,965 | ||
| α | 1,016 | 1,270 | 1,651 | ||
| r* | 0,508 | 0,635 | 0,965 | ||
| r1 | 0,38 |
* Размер приведен для проектирования резьбообразующего инструмента.
Примечания :
1. Шаг резьбы Р измеряется параллельно оси резьбы.
2. Указанная точность размера h1 необходима для определения параметров профиля резьбы для резьбообразующего инструмента.
4. ДОПУСКИ
4.2. Предельные отклонения параметров замковой резьбы не должны превышать следующих:
| шага на длине резьбы25,4 мммежду любыми двумя нитками, мм | ±0,05 |
| шага на всей длине резьбы, мм | ±0,11 |
| угла наклона боковой стороны профиля 30° | ±30′ |
| конусности на длине конуса100 мм: | |
| наружного и среднего диаметра наружной резьбы, мм | +0,25 |
| внутреннего и среднего диаметра внутренней резьбы, мм | -0,25 |
| радиуса закругления вершин профиля резьбы r1, мм | +0,2 |
4.3. Предельные отклонения высоты профиля замковой резьбы должны соответствовать указанным на черт.3 и в табл.3.
Черт.3. Предельные отклонения высоты профиля замковой резьбы
Черт.3
Таблица 3, мм
| Шаг резьбы Р | Предельные отклонения высоты профиля наружной и внутренней резьбы | |
| ∆h1 | ||
| 4,233 (для профиля VI) | -0,060 | +0,040 |
| 5,08 (для профилей I) | -0,120 | +0,080 |
| 6,35 (для профилей II-V) | -0,180 | +0,120 |
Примечание. Предельные отклонения, указанные в табл.3, являются исходными для проектирования резьбообразующего инструмента и факультативными для изделий.
4.5. Параметры шероховатости поверхности резьбы Rα должны быть не более 3,2 мкм.
Техника безопасности
Во избежание травматизма необходимо прочно закреплять накатку в резцедержателе. При сильном надавливании инструмента не жесткие детали могут отжиматься. Для таких изделий лучше применять больше проходов. По краям изделия должны быть фаски достаточного размера, чтобы не оставались заусенцы.
Длинные детали фиксируются задним центром. Вылет пиноли должен быть минимальный.
Накатывание применяется для формирования рифленой поверхности на детали. Операция выполняется на токарном станке с минимальными затратами времени, поэтому данный метод целесообразно применять в серийном производстве. Шаг накатки выбирается в зависимости от материала, размера, и назначения изделий.
1 Накатка резьбы с помощью роликов – достоинства и недостатки методики
Под накатыванием роликами понимают операцию пластического холодного деформирования поверхности обрабатываемой детали, при которой металл подвергается высокому давлению.
В результате этого между резьбовыми витками наблюдается явление заполнения впадины, что приводит к формированию требуемой резьбы. Причем подобное деформирование происходит без снятия стружки с заготовки.






Достоинствами данной методики признаются далее приведенные факты:
- верхняя часть детали характеризуется очень малым уровнем шероховатости;
- показатель усталостной прочности изделия находится на высоком уровне;
- производительность операции в несколько раз выше, нежели при использовании стандартной методики, когда резьба нарезается;
- высокая величина твердости и стойкости против эксплуатационного износа, а также прочностного показателя поверхности заготовки, обусловленная наклепом.
К недостаткам накатки роликами относят то, что, во-первых, по сравнению с процессом шлифования металла она менее точна, во-вторых, требуются достаточно дорогие приспособления для осуществления технологического процесса
Кроме того, при использовании роликов важно грамотно выбирать режим обработки и очень точно рассчитывать геометрические параметры рабочего инструмента и детали. Если эти условия не будут выполнены, возрастает вероятность образования ряда негативных явлений:
- отслаивание металла по резьбе;
- чешуйчатость заготовки;
- большой перенаклеп.
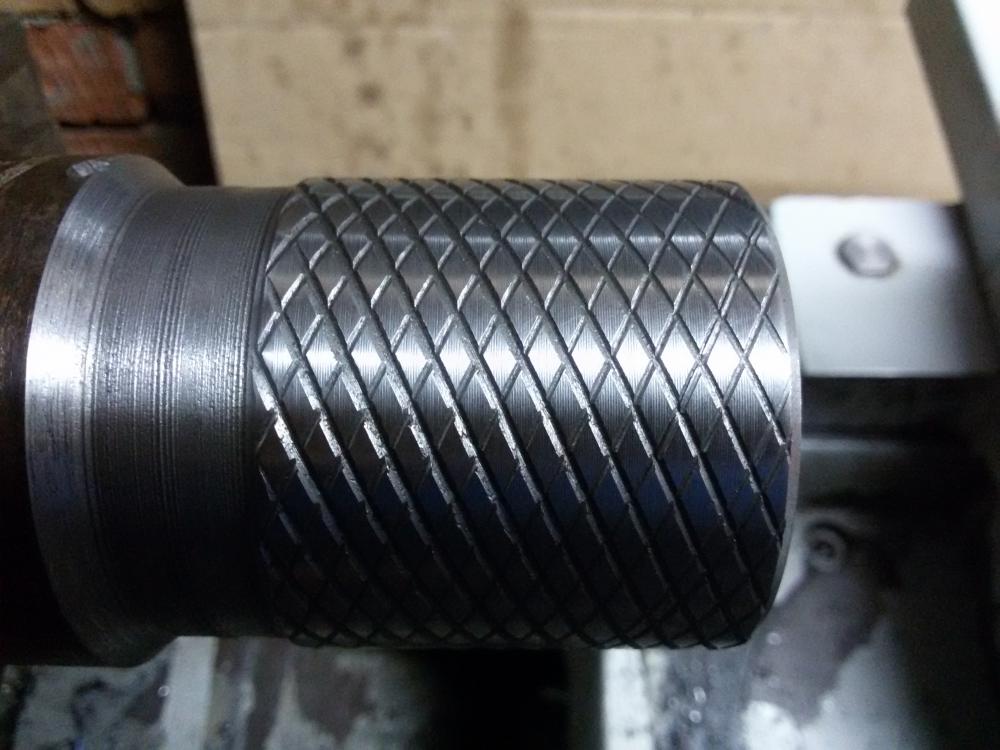
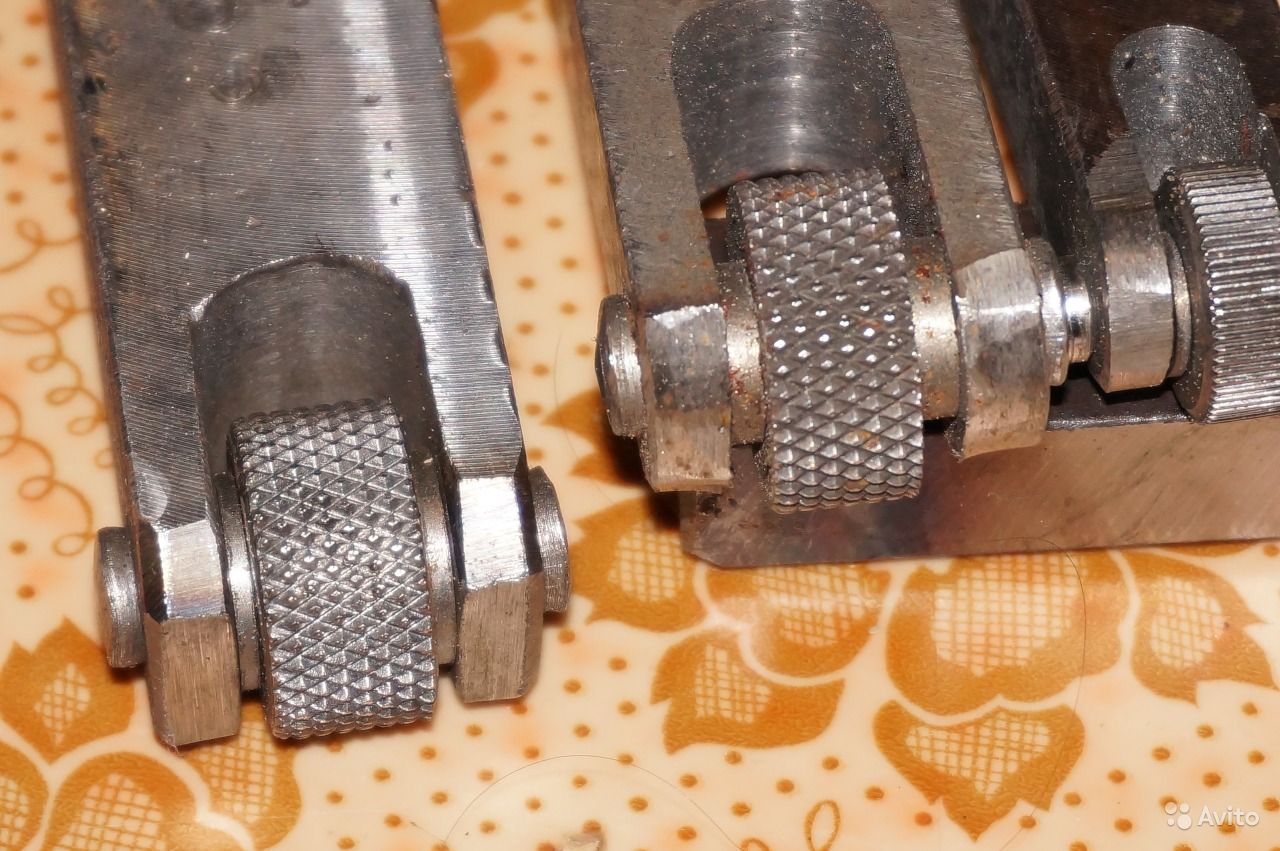
Токарная накатка для нанесения рифления.
Поскольку на мой настольный токарный станок ставятся резцы 8мм, пришлось сделать накатку самому. Ролики купить легко, но нужного размера в продаже нет.

Выбрал попавшуюся под руку старую бензиновую зажигалку и снял с нее колесо.

Огромным плюсом такой накатки оказалось то, что под нее очень просто подбирать длину окружности заготовки, она накатывает ровно 2 зуба на миллиметр.

Т.к. оно закаленное, были надежды и они оправдались. Подходящую ось подобрал из игольчатого подшипника и запрессовал ее с хорошим натягом. Облудил и запаял, хотя это было лишнее.

Подобных болтов из латуни, как на фото, я сделал тогда же около 60 и колесо от зажигалки с этим справилось и даже не имело следов износа.
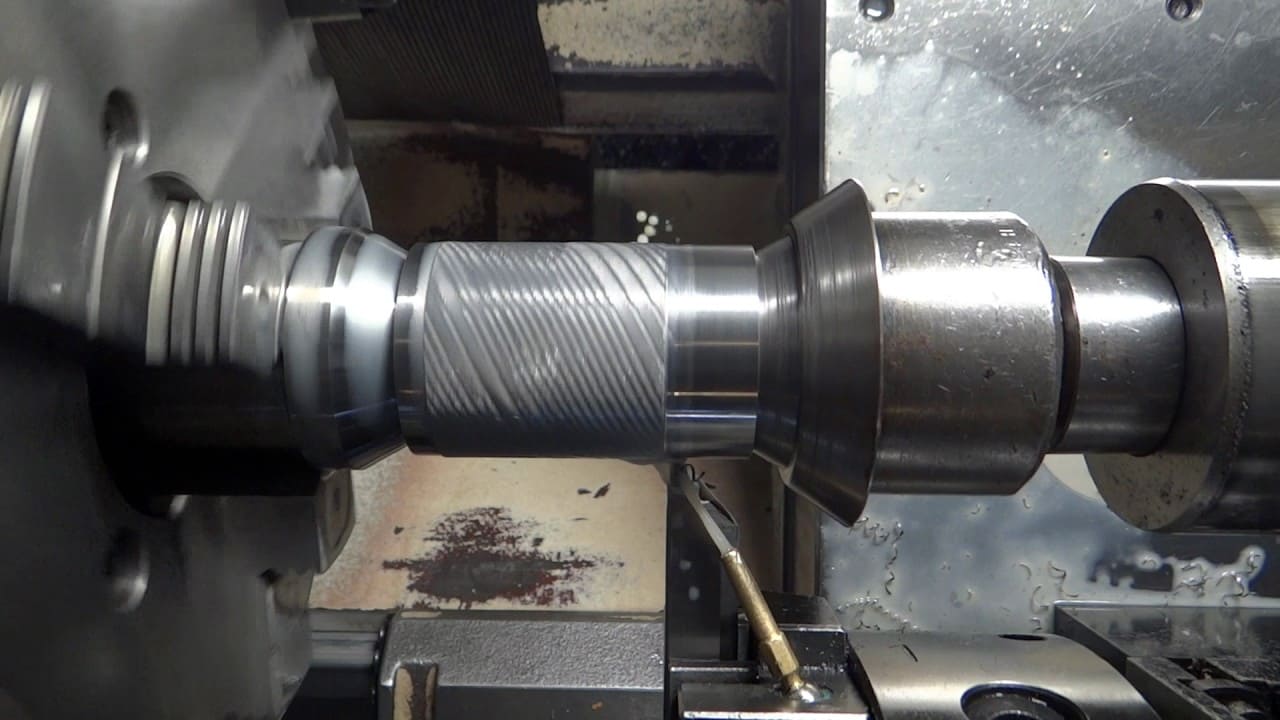
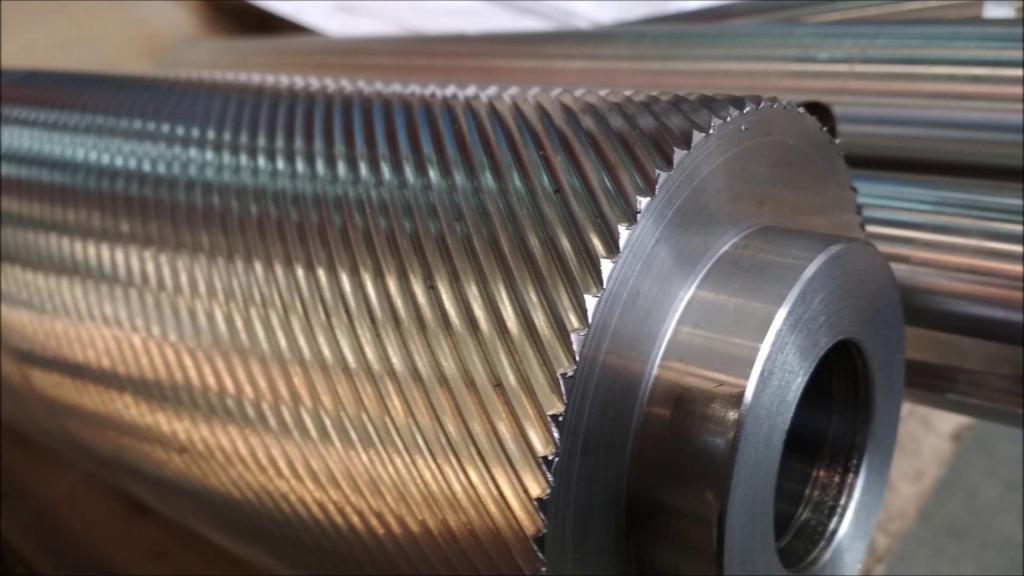
ЗУБЧАТЫЙ РЕЗЕЦ
Режущее зубчатое колесо с помощью регулируемой державки удерживается под углом к заготовке. При контакте с вращающейся заготовкой оно также начинает вращаться, оставляя на материале спиральные линии. Изменяя угол наклона, вы можете изменить рисунок этих линий.
Установите частоту вращения 800-1500 об/мин (чем медленнее вращается заготовка, тем легче контролировать результат). Положите державку плоской стороной на подручник и ведите режущее колесо вдоль радиуса заготовки на уровне центра. Чтобы сделать показанный на снимках узор, мы наклонили колесо на одно деление влево (относительно ручки инструмента). Можно перемещать инструмент вдоль подручника, чтобы увеличить ширину узора. Такое колесо работает не только на торцевых поверхностях, но и на тех, которые образованы продольными волокнами.
Станки и инструменты
виды рифления
Станки. Для выполнения накатки необходим токарный или другой станок с мощным держателем резца, потому что во время работы инструмент поперечно подается и прижимается к детали с повышенным усилием. Возможна автоматическая или ручная подача. На станке выставляются обороты не более 100 в минуту. Самые мощные и специализированные станки выполняют процедуру в один проход, иногда необходимо пройти несколько раз.
Ролики. Существует множество видов роликов, выполняющих различные формы рифления на поверхности детали. Ролик вставляется в державку, которая может быть:
- с плавающей головкой;
- V-образная;
- U-образная;
- двухсторонняя;
- односторонняя.
Универсальные накатки позволяют работать одновременно парой роликов, создавая крестовой узор. У некоторых моделей есть возможность изменения глубины канавок. Универсальные модели устанавливаются практически на любой станок. Ролики идут в комплект, их можно приобрести дополнительно.
Демонстрация токарной накатки в видеоролике:
Накатка державками и цилиндрическими головками
Данная оснастка применяется в составе с цилиндрическим неприводным инструментом. В качестве эксплуатирующего оборудования могут задействоваться универсальные металлорежущие агрегаты. Например, в качестве станка для накатки резьбы с державками и цилиндрическими головками вполне могут использоваться токарные, токарно-револьверные и шпиндельные автоматы. Главной технологической особенностью применения самой оснастки можно назвать завершенность и высокую точность процесса. Те же головки обеспечивают окончательную обработку с поддержкой высоких требований относительно параметров биения, соосности и стабильности резьбы. То есть после применения данной операции в специальной доработке уже нет потребности. Но вместе с преимуществами применения державок и головок для накатки есть и недостатки, к которым относят низкую производительность, что исключает возможность применения метода в крупносерийном формате изготовления.
Какие инструменты необходимы?
Приспособления изготовлены преимущественно из инструментальной стали. Инструмент состоит из держави, к которой крепятся ролики. В зависимости от размера зубцов на ролике получается мелкий, средний и крупный узор.
Накатные ролики
Применяются для получения рифленой поверхности на детали. Ролик крепится к державке, которая вставляется в резцедержатель. Ролики бывают односторонними и двусторонними. Для получения прямого узора используется один ролик. Если нужно сетчатое рифление, применяется двусторонний инструмент с противоположным направлением узора.
Важно!
Ширину и диаметр ролика выбирают исходя из размера детали.
Зубчатые
Используются для формирования зубьев на цилиндрических деталях. инструмент в большинстве случаев обеспечивает нужные параметры поверхности за один проход.
Универсальные
Применяются для формирования рифлений на ручках, винтах, а также образования рисок и насечек на цилиндрических изделиях.
Стандартные шарики
Изготовлены преимущественно из твердых сплавов, либо из закаленной стали. Шариковые накатки дополнительно оснащены пружиной, которая обеспечивает равномерный нажим на деталь. Отрегулировать силу давления шарика на поверхность можно при помощи специального винта. Применяются шарики для обработки не жестких деталей.

Накатывание резьбы
Производится путем выдавливания металла из заготовки. В качестве инструмента используются специальные накатные ролики. Их профиль и шаг соответствует будущей резьбе. Ролики закрепляют в пиноль задней бабки, либо держат за рукоятки вручную, как при работе с плашками.
Как происходит сам процесс?
Выполнять накатывание можно на любом токарном станке с мощным резцедержателем. Данный вид оборудования обеспечивает быстрый и максимально точный перенос нужного узора на деталь.

Подготовительные работы
Подготовка начинается непосредственно с установки накатки в резцедержатель. Сам процесс аналогичен креплению резца — державка полностью фиксируется болтами, вылет рабочей части минимальный. Перед началом работы ролики чистят специальной щеткой. Это необходимо для удаления металлической пыли.




Важно! Устанавливать инструмент нужно строго по центру. Под накатку не нужно оставлять припуск
Размер и форма детали после рифления не меняется
Под накатку не нужно оставлять припуск. Размер и форма детали после рифления не меняется.
Непосредственно накатка
Деталь крепится в трехкулачковый патрон. Ролик располагается параллельно обрабатываемой поверхности. Оптимальная частота вращения шпинделя — от 40 до 100 об/мин.
На ручной поперечной подаче инструмент подводится к заготовке, слегка ее касаясь. Далее, накатка вдавливается в поверхность детали на 0,5-0,8 мм (отмечать нужно на лимбе поперечной подачи). После выполняется продольная подача инструмента на скорости 1-2 мм/об. Подавать ролик можно автоматически или вручную.
Когда инструмент пройдет заданную длину, необходимо снова углубиться на 0,5-0,8 мм, и включить продольную подачу в обратном направлении. Предварительно нужно убедиться, что зубчики инструмента попадают в уже сделанные насечки.
Количество подходов зависит от обрабатываемого материала. В большинстве случаев необходимо прогнать ролик 4-7 раз. Иногда нужный узор получается с первого или второго раза.
Справка! После каждого прохода заготовку смазывают веретенным или машинным маслом, это обеспечивает лучшее качество поверхности.
Заключительные доработки и проверка
Проверить правильность и качество накатки можно только на глаз. Если рифление получилось равномерное, без дефектов — деталь можно снимать.
Техника безопасности
Во избежание травматизма необходимо прочно закреплять накатку в резцедержателе. При сильном надавливании инструмента не жесткие детали могут отжиматься. Для таких изделий лучше применять больше проходов. По краям изделия должны быть фаски достаточного размера, чтобы не оставались заусенцы.
Накатывание применяется для формирования рифленой поверхности на детали. Операция выполняется на токарном станке с минимальными затратами времени, поэтому данный метод целесообразно применять в серийном производстве. Шаг накатки выбирается в зависимости от материала, размера, и назначения изделий.
| Все документы, представленные в каталоге, не являются их официальным изданием и предназначены исключительно для ознакомительных целей. Электронные копии этих документов могут распространяться без всяких ограничений. Вы можете размещать информацию с этого сайта на любом другом сайте. |
Назначение и виды напильников
- Плоский. Им хорошо зачищать ровные части заготовок.
- Инструмент с квадратным сечением. Они удобны для подгонки деталей с внутренними квадратными или многогранными отверстиями.
- Полукруглый. Подойдёт для шлифовки вогнутых поверхностей с большим диаметром.
- Круглый. Они помогут расширить отверстие малого радиуса, а при необходимости придать ему другую форму, например, сделать овал или эллипс.
- Трехгранные помощники мастера служат для работы с деталями, имеющими острые углы, до 60°.
- Есть напильники с ромбической формой. Угол между рабочими плоскостями такого инструмента меньше, чем у треугольных «коллег по цеху». Их используют для обработки деталей внутри острых углов. Например, для заточки ножовки с мелким зубом.
Преимущества напильника
Он прост в применении и дешёв в приобретении. Если использовать электроинструмент, например, для заточки, такой прибор будет сложен в использовании.
Станок для заточки инструмента, обеспечит точные углы и высокое качество исполнения работы, но стоит больших денег.
Приобретение такого станка для редкого использования не практично. Напильником можно обрабатывать детали в труднодоступных местах. Например, отверстия различной сложности.
Наружные поверхности с множеством углов и изгибов. Его работоспособность не зависит от наличия электроэнергии. Напильник относительно безопасен. Не разбрасывает стружки, не мечет искры, не имеет опасных вращающихся элементов.
Напильник, в отличие от электрического инструмента, снимает небольшой слой. Поэтому им испортить заготовку сложнее. Если требуется точная подгонка двух деталей надо использовать напильник с мелким зубом. Ещё одна классификация напильников – по плотности насечек.





