

Что такое обезжиривание поверхности?
Известно, что на поверхности изделий, поступающих в гальванику после изготовления и механической обработки всегда присутствуют загрязнения. Ими могут быть остатки полировальных паст, масложировые пятна, СОЖ, окалина, старая краска или покрытие, а также обычная грязь. Перед нанесением качественного гальванического покрытия все загрязнения требуется удалить. Очистка происходит с помощью обезжиривания и травления. Далее рассмотрим процесс обезжиривания металлических поверхностей подробнее.
Виды загрязнений, удаляемых обезжириванием, могут быть разного происхождения:
- Минерального. К ним относятся минеральные масла, полировальные пасты, СОЖ. Особенность в том, что они не растворяются в воде, поэтому для их удаления целесообразно использовать органические растворители;
- Растительного и животного. Растворяются только в водных обезжиривающих растворах. Остановимся на них подробнее.
Часто загрязнения носят комбинированный характер, а к жидкой фазе добавляются частички твердой – пыль, асфальты, карбены, оксиды и пр.
Полный цикл обезжиривания обычно включает в себя следующие стадии:
- Обработка растворителями;
- Химическое;
- Электрохимическое обезжиривание.
Чистая обезжиренная поверхность стали выглядит следующим образом:
Применение травления
Процесс травления широко применим на производстве во время очистки верхних слоев стали от сварных швов, окалин, окислов и ржавчин. Используется во время поиска внутренних дефектов путем снятия верхнего слоя заготовки либо для изучения структуры металла.
Эта процедура обеспечивает зачистку материала, благодаря чему увеличивается адгезия верхнего слоя. Это необходимо для успешного соединения металлической заготовки с другой поверхностью, после чего наносится покрасочный, эмалированный, гальванический слой или другое защитное покрытие.
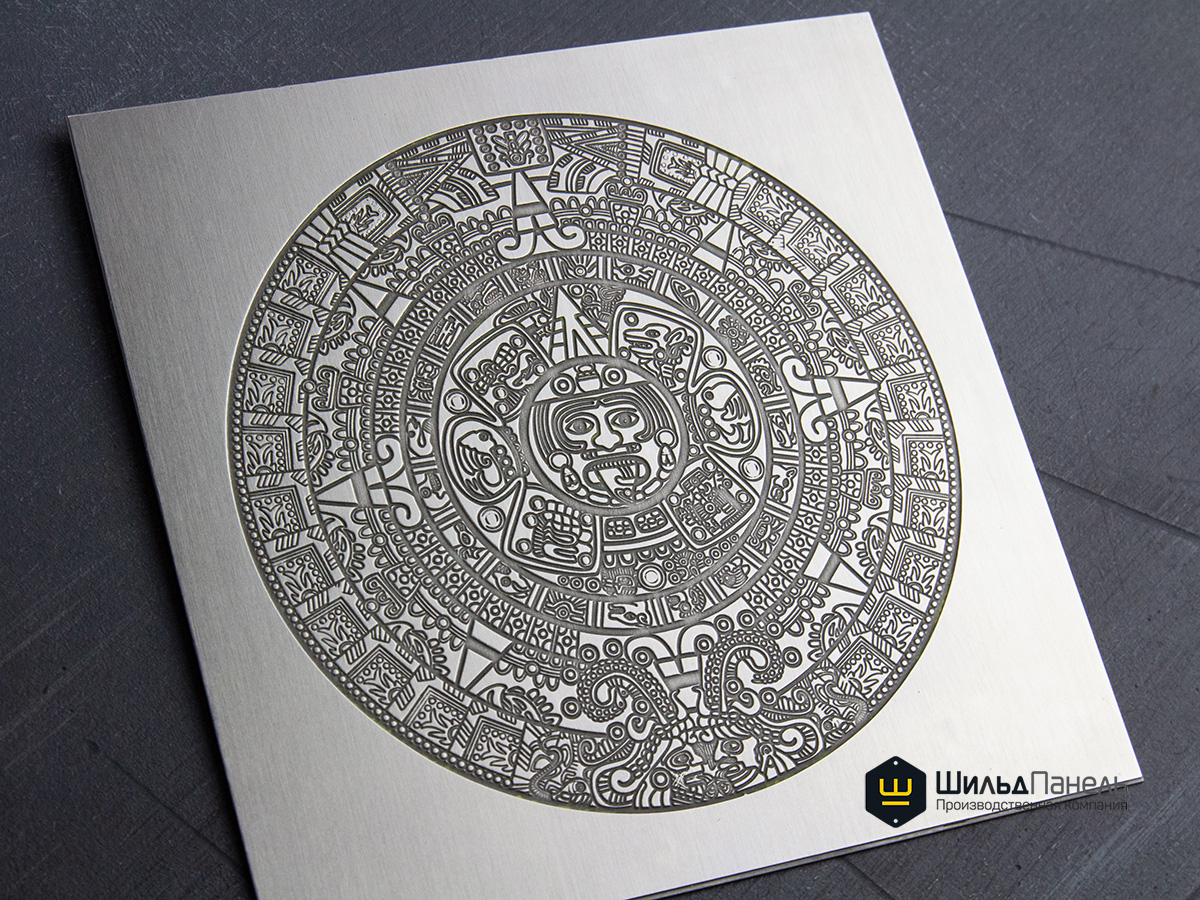
Такой вид обработки обеспечивает не только быструю очистку заготовки, но и создаёт на верхнем слое металла заданный рисунок. С помощью травления можно вырезать канал любой толщины или оформить сложное изображение. Также возможна обработка крупных заготовок и проката. Можно легко регулировать глубину обработки до микронов, благодаря чему удастся обработать поверхность со сложными участками и мелкими пазами. Процедура применяется в проведении анализа, определяющего образование межкристаллической коррозии у нержавеющей стали.
Кроме этого данный процесс широко используется во время обработки углеродистых, низколегированных и высоколегированных сталей, цветных металлов и титана. Эта технология незаменима во время обработки мелких металлических деталей, шестеренок наручных часов. С помощью неё изготавливаются полупроводниковые микросхемы и печатные платы в электронике. Этот способ обработки обеспечивает образование токопроводящего канала на микросхемах. В авиастроении травление играет важную роль, так как с помощью этого процесса уменьшается толщина металлических листов, благодаря чему снижается вес самолёта. В нанесении рисунков и надписей данная операция также играет большую роль. Травление производит рельефное изображение, полученное путем разрушения металлической поверхности согласно определенным шаблонам. В быту операция способствует очистке трубопровода.
Достоинства и недостатки электрохимического и химического травления
К плюсам электрохимического травление металла в домашних условиях относится то, что создаваемый рисунок более чёткий, это хорошо видно, если взглянуть на него при увеличении. Однако минусом является то, что этот метод требует наличия электрического прибора, который может быть далеко не у каждого.
К плюсам химического травления относится то, что всё необходимое можно купить в хозяйственном магазине. Эти ингредиенты дёшево стоят, и, что самое главное, не потребуется где-то искать блок питания или другие приборы, способные выдавать от 4 до 7 В. Однако минусом являются неидеальные края рисунка.
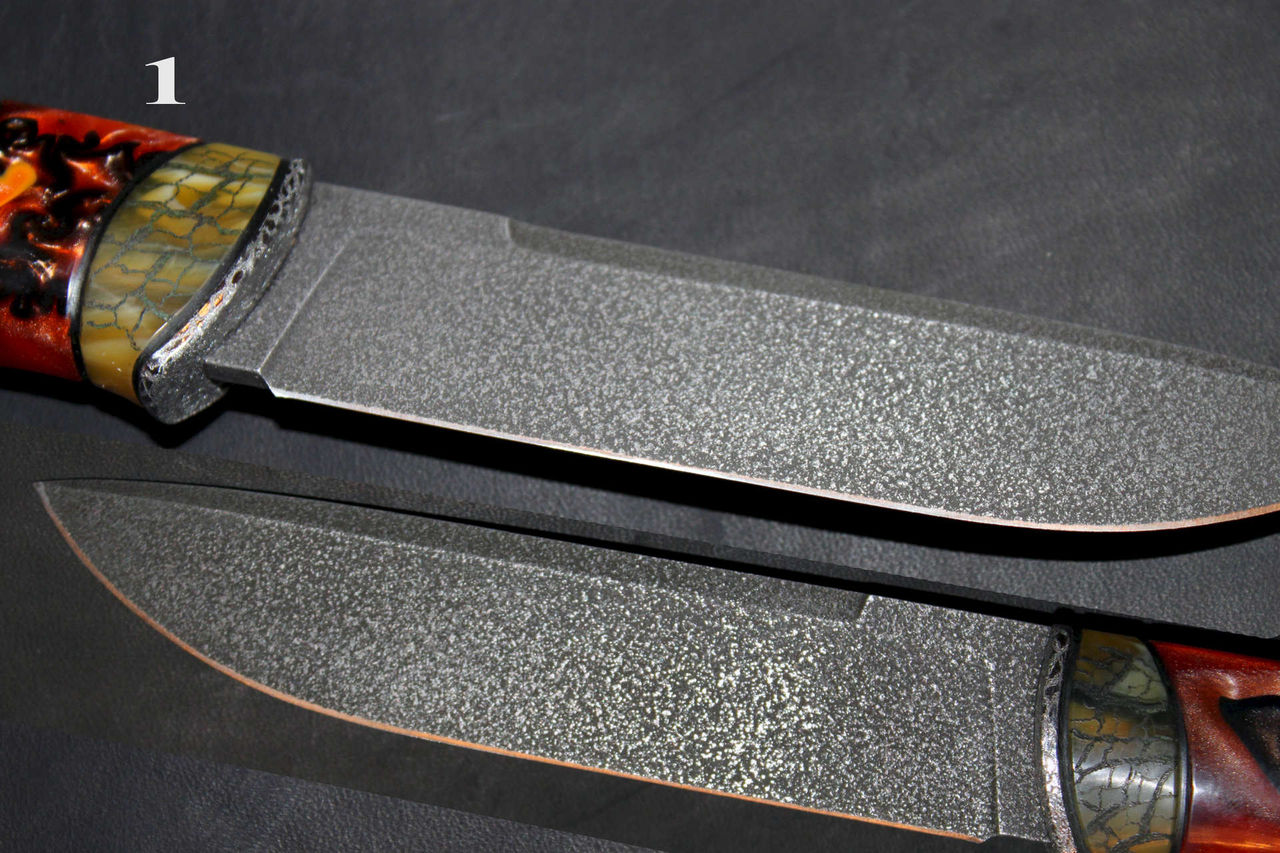
Здравствуйте, уважаемые читатели! Сегодня в этой статье автор видео расскажет нам о том, как можно самому в домашних условиях нанести любое изображение на металл довольно простым способом.
Для начала я предлагаю посмотреть видео этой самоделки , которое представлено ниже (оно состоит из двух частей):
Итак, как вы уже поняли, сегодня автор расскажет нам, как можно без особого труда нанести любое изображение на любой металл, которое уже нельзя будет удалить никаким способом. Наносить изображение на металл мы будем методом травления. Этот способ похож на способ гравировки, но для него не нужно никакие насадки и бор-машинки.
Итак, начнём.
Для нашей нам понадобятся следующие составляющие: — металл, на который мы будем наносить изображение (в нашем случае это нож); — скотч; — самоклеющиеся обои или глянцевая бумага; — пластилин; — ватные диски; — солевой раствор (вы можете его сделать сами очень просто: перемешайте в половине стакана тёплой воды одну ложку соли); — провода с «крокодильчиками»; — блок питания или аккумулятор от 8 до 12 вольт; — один лист бумаги А4; — утюг; — лазерный принтер.
Приступаем к работе. Сначала берём самоклеющуюся бумагу и аккуратно отклеиваем её от глянцевой бумаги:
Теперь нужно аккуратно приклеить скотчем или в нашем случае «самоклейкой» эту глянцевую бумагу на лист А4 вот так вот: Теперь в компьютере выбираем изображение, которое вы хотите видеть на металле и если там присутствует надпись, то её следует сделать в зеркальном виде. Распечатываем изображение на глянцевом листе: Далее с помощью ножниц нужно аккуратно вырезать наш рисунок, не дотрагиваясь до самого изображения, чтобы не размыть и не стереть его: Теперь прикладываем наш трафарет к ножу и старайтесь сделать всё с первого раза (чтобы не пришлось передвигать трафарет), так как изображение будет с разводами: Теперь нужно взять утюг, предварительно поставив его на второй режим, и очень аккуратно проглаживать наш трафарет в течение одной минуты: Теперь пока ещё наш нож горячий, берём ватные диски и аккуратно гладим трафарет, тем самым «вдавливая» краску в металл: После того, как нож остыл, можно отклеивать бумагу (делайте это не быстро и очень аккуратно): В итоге у вас должно получиться что-то наподобие такого: Теперь нужно взять скотч и обклеить нож вокруг изображения, для того, чтобы солевой раствор не попал на всю поверхность ножа и травление получилось аккуратным: Теперь пластилином обкладываем изображение, чтобы получилось такая вот «ванночка», которая не будет пропускать солевой раствор: Заливаем в нашу «ванночку» солевой раствор (примерно три чайных ложки): Далее переходим к проводам… цепляем «плюс» аккумулятора к ножу: Второй «крокодильчик» подключаем к «минусу» аккумулятора и теперь нам потребуется только дотрагиваться до солевого раствора: Итак, приступаем. солевой раствор начнёт бурлить и чернеть — значит идёт реакция травления. Вы должны держать провод в солевом растворе не более 30 секунд, так как в случае продолжительного травления, изображение получиться недостаточно чётким: Далее нужно отсоединить провода, вылить чёрную жидкость из «ванночки» и удалить саму «ванночку» вместе со скотчем:
Материалы для ванн
Правильный выбор материала для изготовления травильных ванн сложная задача для химиков и материаловедов.
Рекомендуются емкости:
- покрытые керамикой
- покрытого стеклом кирпича
- дерево, бетон с покрытием из свинца
- вещества, производные от резины
- определенные марки нержавеющей стали для кислотных ванн.
Содержание азотистой с примесями плавиковой или соляной кислоты позволяет применять такие же материалы. Исключение составляют лишь свинец, как покрытие, керамику с повышенным содержанием кремния, из-за их взаимодействия. Применение стали вполне возможно для использования в ваннах со щелочью, отслеживая протекание и интенсивность электролиза в непосредственной близости к материалу. При определенных условиях и содержании кислоты, ее температуры, характера есть возможность применять для травильных емкостей нержавеющие марки стали. Такие, например, как 8Х18Н8М или 10Х20Н25М4.
 Из приведенной в этом обзоре информации можно сделать вывод, что режим обработки, химический состав ванны, необходимость дополнительной механической обработки, применение электролиза должны определяться исходя из конкретных начальных условий (марка стали, состояние оксидной пленки, технологические возможности) и регулироваться в контексте ожидаемого конечного результата.
Из приведенной в этом обзоре информации можно сделать вывод, что режим обработки, химический состав ванны, необходимость дополнительной механической обработки, применение электролиза должны определяться исходя из конкретных начальных условий (марка стали, состояние оксидной пленки, технологические возможности) и регулироваться в контексте ожидаемого конечного результата.
Травление нержавеющей ленты
Травление ленты из нержавеющей стали производится с целью удаления окалины и получения чистой металлической поверхности, обладающей высокой стойкостью против коррозии и необходимой для дальнейшего процесса холодной пронатки:
Травление ленты производится на установке непрерывного травления.
1. Схема процесса травления металла
1. Обработка в щелочном расплаве2. Охлаждение и промывка в воде3. Травление в кислотном растворе4. Промывка в воде5. Отбелка и пассивирование в растворе азотной кислоты
6. Промывка, протирка и сушка.
2. Состав щелочного расплава
Расплав состоит из 50-55% (по весу) щелочи (каустической NаОН) и кальцинированной (Na2СО3) соды, (35-30% натриевой селитры (NaNO3) и до 15% поваренной соли (NaCl). Рабочая температура расплава 400-530°.
Примечание: Na2NO3 в расплаве допускается неболее 20%. кальцинированной соды в исходной каустической соде по ГОСТу допускается до 4%.
3. Состав и приготовление кислотных растворов
1. Раствор серной кислоты с селитрой и поваренноЙ солью. Свежеприготовленный раствор должен содержать 18-22% H2SO4+5% NaNO3 +1% NaCl .
Высота, занимаемая раствором в ванне — 88 см.
Подготовка раствора в ванне объемом 9,2 м3 должна производиться в следующей последовательности. Сначала в ванну равномерно по ее длине засыпается 300 кг (6 пакетов) селитры и 92 кг поваренной соли, затем заливается вода до высоты 50 см, серная кислота (75% моногидрат) — в количестве 2200 кг и вновь вода до уровня 88 см.
Раствор тщательно перемешивавтся, подогревается до температуры 60-85°, после чего считается пригодным для работы.
2. Раствор азотной кислоты.
Свежеприготовленный раствор должен содержать 4-8% НNO3. Высота, занимаемая раствором в ванне, 88 см. Заправка ванны объемом 6,6 м3 производится в следующей последовательности. Сначала в ванну заливается вода до высоты 70 см, затем добавляется необходимое количество азотной кислоты.
После эаливки кислоты добавляется вода до уровня 88 см. Раствор перемешивается, подогревается до температуры 40-60°, после чего считается пригодным для работы.








Промывные ванны наполняются водой.
4. Заправка и обработка леаты
1. Рулон нержавеющей ленты, назначенный на травление, устанавливается в конический разматыватель.
2. При первоначальном пуске ленты нержавеющей через травильную установку сначала протягивается бракованная лента, к которой внахлестку приваривается передний конец ленты, подлежащей травлению. В дальнейшем для создания непрерывности процесса концу лент свариваются между собой внахлестку. Во время сварки ленту в агрегат подавать из петлевой ямы, не допуская задержки ленты в ваннах.
3. Движение ленты 12х18н10т через травильную установку осуществляется:а) при травлении толстой передельной ленты — с помошью подающих и тянущих роликов;
б) при травлении тонкой передельной ленты и ленты на выпуок (мягкой) с помощью моталки.
По выходе из расплава лента проходит через подогреваемый ролик в промывную ванну с проточной водой и, кроме того, с обеих сторон промывается интенсивными струями воды для удаления остатков щелочи.
В процессе промывки необходимо тщательно следить за тем, чтобы на поверхности ленты не оставалооь прилипших частиц затвердевшего расплава, так как последние в процессе дальнейшей обработки ленты в травильном растворе могут вызывать повышенный расход кислоты из-за реакции нейтрализации и ухудшать качество травления ленты (местные пятна, недотрав).
5. После обработки в щелочном расплаве промытая нержавеющая лента 12х18н10т поступает в ваннну кислотного травления. В травильной ванне лента проходит под направляющими роликами через раствор серной кислоты с селитрой и поваренной солью.х
6. Из травильной ванны лента поступает в промывную ванну, на входе и выходе из которой обмывается с обеих сторон интенсивными струями воды. При выходе из промывной ванны в случае местных недотрав в виде пятен поверхность ленты зачищается и протирается.
7. Затем лента поступает в раствор азотной кислоты, где отбеливается и пассивируется.
8. После отбелки и пассивирования ленты проходит протирку в прессе с войлочными прокладками, которые должны периодически, по мере загрязнения и истирания, заменяться, и поступает в моечно-сушильную машину.
9. По мере прохождения травления каждым рулоном нержавеющей ленты на гильотинных ножницах производится вырезка места сварки его со следующим рулоном.
Чего можно достичь воронением?
В результате проведенной работы на поверхности появится пленка из окиси железа. Размеры ее толщины полностью зависят от используемой технологии. Она может составлять 1-10 микрометров. Используя метод воронения металла, вы можете решить следующие задачи:
- защитить покрытие от коррозии, т. к. на воронёных поверхностях не появляется ржавчина;
- придать изделию более презентабельный вид.
Можно получить требуемое покрытие множеством способов. Но самыми популярными из них являются щелочное, термическое или кислотное воронение. Для самостоятельной работы идеально подходит щелочная обработка. Для этого понадобится вода, цифровые весы, нитрат натрия и гидроксид натрия. Также потребуется защитная маска и перчатки для личной безопасности.
Для работы используйте только нержавеющую посуду. Воронение стали проводится при соблюдении определенного температурного режима. Раствор поддерживают в кипящем состоянии, из-за чего с ним нужно работать предельно аккуратно.
Для создания прочного покрытия стали в домашних условиях процесс длится не менее 1,5 часов. Перед тем как приступить к чернению, поверхность необходимо обезжирить растворителем. Цвет защитной пленки определяется временем прогрева, в результате чего он будет постоянно меняться. Чтобы избежать сильного перепада оттенков, поверхность полностью погружают в раствор.
Локальный способ травления рисунка на металле
Здравствуйте! Сегодня я хочу поговорить еще об одном методе на металле. Это метод травления. Допустим, вы уже замечательной формы, и теперь вам необходимо украсить его, каким-нибудь «крутым» рисунком. Рисунок вы можете нарисовать сами, или скачать готовые в интернете, распечатав их на принтере. Еще нам нужен будет обычный скотч, для того чтобы сделать наклеечку
Скотч важно брать хорошего качества. Чем выше качеством будет скотч, тем легче вам будет работать с ним. Отрежете полоску скотча, и наклейте, приготовленный рисунок, на его липкую поверхность, изображением вниз
Теперь смойте бумагу струей горячей воды. Рисунок отпечатается на скотче
Отрежете полоску скотча, и наклейте, приготовленный рисунок, на его липкую поверхность, изображением вниз. Теперь смойте бумагу струей горячей воды. Рисунок отпечатается на скотче.
Кстати, нанесение изображения для травления с , применимо, только, с рисунком, отпечатанным на лазерном принтере. Рисунок, отпечатанный на струйном принтере, смоется вместе с бумагой. Бумагу смывайте, как можно тщательнее. Можно для этого использовать зубную щетку. Теперь нам останется подождать, пока все это высохнет и продолжить работу.
Возьмем нашу гордость, и обезжирим его поверхность. Обезжиривать будем спиртом. Если вам не хочется тратить столь «полезный продукт» на какое-то там обезжиривание — используйте ацетон, или любую другую жидкость, способную обезжирить поверхность металла. Теперь аккуратно приклеим скотч на то место клинка, где вы хотите видеть рисунок. Скотч приклеивайте очень плотно, без воздушных пузырей, разглаживая его по поверхности клинка тряпочкой.
Следующим шагом будет прорезание рисунка. Чтобы прорезать аккуратно контур, без задиров скотча, используйте следующий способ. Возьмите шило и нагрейте его на газовой конфорке. Аккуратно прожгите контуры рисунка. Ну, вы, наверняка ведь в детстве, пользовались выжигателем по дереву? Так это почти то же самое, только выжигать будем по металлу.
Кстати, мне пришла мысль, а не использовать ли вместо, предложенного автором метода травления, нагревания шила, действительно выжигатель по дереву, с тонким наконечником. Это будет проще, чем каждый раз бросаться к газовой конфорке для подогрева остывающего шила.
Итак, прожигаем контур рисунка и убираем все лишнее. Получилось что-то вроде этого.
Сейчас нам нужно удалить следы клея. Кстати, нам предварительно надо сделать, специальной приспособление для травления на металле. Для этого приспособления, нужен блок питания от 4 до 9 вольт и пара медный проводов. Можно использовать любе зарядное устройство для телефона.
Чтобы убрать клей от скотча с поверхности металла, положите минусовой провод на нож, а плюсовой на ватку, смоченную в крепком соляном растворе, и начните промакивать ваткой . Клей должен свернутся.
Все, очистив рисунок от клея, приступим непосредственно к травлению рисунка на металле. Для этого меняем у нашего приспособления полярность, то есть плюсовой конец провода крепим к ножу. В кусок бинта положите ватку и, промочив ее в соляном растворе, приложите к рисунку, так, чтобы она его полностью закрыла. Минусовой провод ложим сверху, и закрепляем при помощи скотча. Включаем блок питания в розетку и ждем в течение двадцати пяти минут. Будьте осторожны при процессе травления и отойдите на это время в сторону. Потому что при таком , выделяется ядовитый газ хлор. И хотя он выделяется в довольно небольшом количестве, все же лучше его не вдыхать.
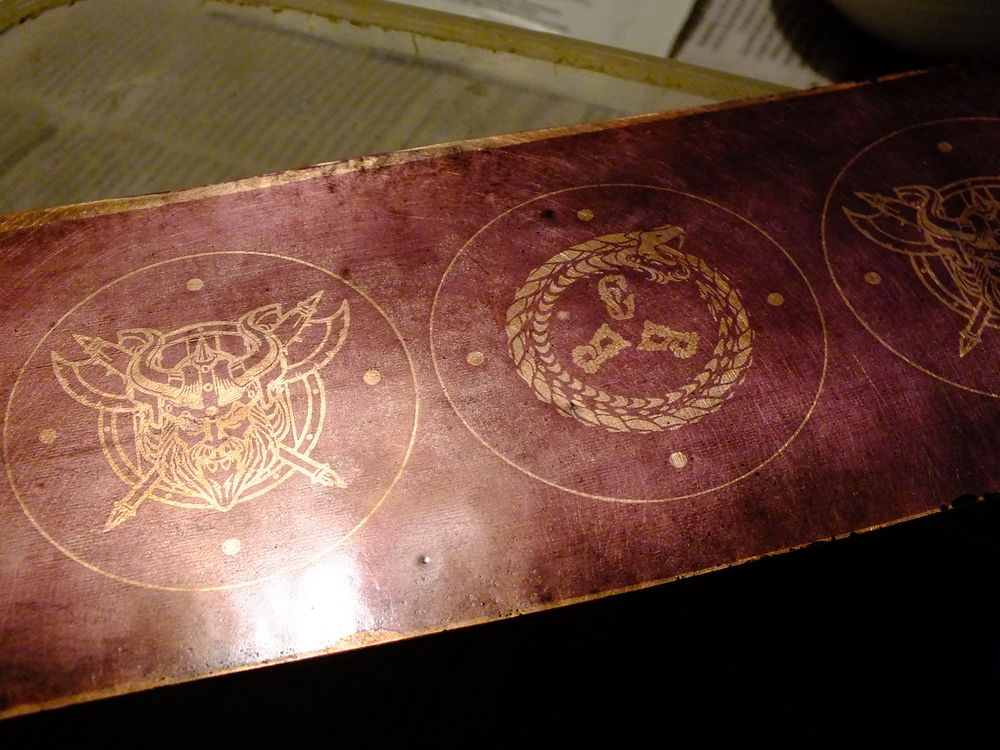
Если качество травления вас не устраивает, повторите процедуру еще раз со свежей ваткой. Естественно, времени на повторное травление у вас уйдет уже гораздо меньше. Получилось вот такое изображение.
Осталось тщательно промыть и почистить поверхность ножа. Все, работа закончена, и мы получили методом травления, вот такое вот изображение быка на поверхности клинка.
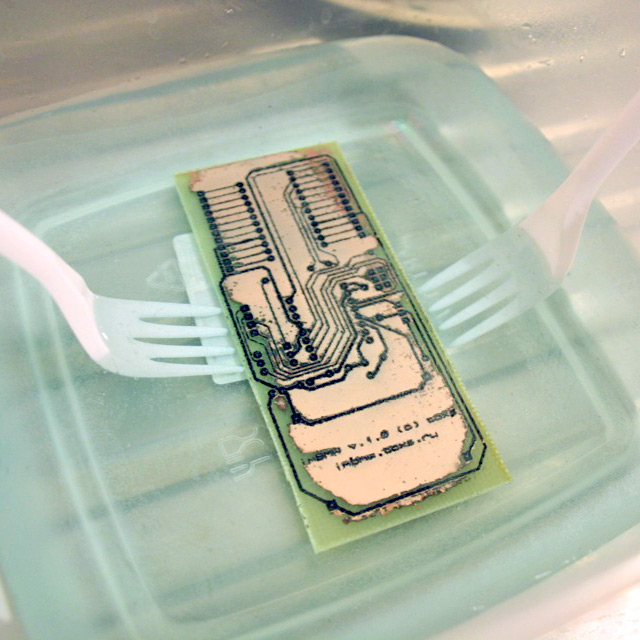
Всем привет! Я покажу вам способ электрохимической гравировки, с помощью которой можно перенести рисунок, распечатанный на лазерном принтере на нож, тесак, любую другую металлическую поверхность. Я буду переносить рисунок с компьютера на шпатель для наглядности процесса.
Методы щелочного травления
Различают следующие методы
- Выдержка в соде. Содержание нитрата натрия должно колебаться в пределах 20-40%, разогретого до температуры 460-500 градусов Цельсия. Травление в такой среде длится в течение 15 минут. Некоторые аустенитные марки нержавеющей стали запрещено нагревать выше 450 градусов. Это может привести к межкристаллитной коррозии. Далее следует этап промывки в большом количестве воды, затем следует 5-минутное опускание в сернокислотную ванну и до 10 минут в азотнокислой.
- Известный в Англии, с первой половины 19 века метод травления, в комплексе с пропусканием электрического тока через протравливаемую деталь. При плотности тока 11 А/м2 достаточно 15 секунд. Данная скорость протекания реакции связана с процессом электролиза. Выделение на катоде натрия и водорода способствуют восстановлению окислов. Восстановленный металл осаждается на поверхности. Данный вид травления позволяет получить обезжиренный металл, характеризующийся чистотой и однородностью. При таком способе используют соду. Возможны вариации с составом и добавлением хлористого кальция. Применяется такой метод для травления плоских, стержневых заготовок, волоченых изделий.
- Обработка гидридами натрия основано на восстановлении воздействием на металл натрием и водородом. Наличие гидрида натрия добиваются взаимодействием водорода и натрия, находящегося в расплавленном состоянии. В расплавленную каустическую соду помещают цилиндр без нижней плоскости. Верхняя плоскость имеет отверстие. Натрий всыпают в это отверстие, он реагирует на поверхности ванны. Через пятно натрия на каустической соде пропускают струю водорода. Происходит образование гидрида и диффундирование его в объеме ванны. Достижение необходимой концентрации 1-2 % гидрида натрия происходит в контролируемых пороговых значениях. При отсутствии продукта разделения воздуха применяют диссоциированный аммиак. Детали разогревают в такой ванне до 400 градусов Цельсия. Нержавеющие стали показывают хорошие результаты травления при такой методике и продолжительности 4-17 минут. После травления рекомендуется тщательно промыть детали. В случае необходимости произвести дополнительную обработку в азотнокислой ванне. При высокой себестоимости такого метода очевидным его преимуществом является тот факт, что металл не взаимодействует с травителем. Потери металла минимальны. Более низкая температура процесса позволяет сократить расходы на теплоноситель и безопасность проведения операций.
Существуют определенные правила, выполнение которых обязательно для любого из представленных способов. Среди них приоритетные обработка поверхности металла перед травлением, удаление окисной пленки, обезжиривание. Процесс травления не менее важен.
Матирование нержавеющей стали своими руками

Нержавеющая сталь зачастую требует обработки поверхности для достижения необходимых эстетических или эксплуатационных свойств. Обработка дробеметными и пескоструйными аппаратами ограничена из-за высокой вероятности появления наклепа.
Современное производство применяет травление нержавеющей стали, после предварительной термической или механической обработки. Сложность этого процесса, по сравнению с обычными черными, низколегированными сталями, объясняется наличием пленкой оксида хрома, выполняющей функцию защитного барьера.
Именно она образует жесткую окалину, плохо взаимодействующую с реагентами. При технологических воздействиях могут возникнуть изменения цвета на поверхности. К ним относятся сварка, пайка, другие операции, связанные с высокими температурами. Цвета радужной побежалости можно избавиться при помощи травления.
Для различных химических составов нержавеющей стали разработаны индивидуальные методы и составы для травления, учитывающие влияние элементов стали, для достижения максимального результата.









Преобладающими способами травления нержавеющих сталей являются щелочное и кислотное, которое может интенсифицироваться электролизом или протекать без такового.
Травление кислотами
Максимальный эффект травления нержавеющей стали кислотами достигается при последовательном взаимодействии поверхности нержавеющей стали в ваннах с двумя типами кислот – серной и азотной. Очередность стадий следующая
- Обезжиривание, удаление крупных зацепок, окалины
- Травление в сернокислотной ванне (концентрация 10-12%) или сернокислотной ванне (8% серной кислоты, 4% соляной). При этом происходит разъедание окалины и шероховатостей на поверхности. Идеальная температура протекания процесса находится между 60 и 80 градусов Цельсия. Контроль этого параметра важен для управления процессом. Продолжительность обработки зависит от марки стали, наличия контролируемого соотношения, концентрации кислот. В случае истощения ванны возможны проявления точечной коррозии. Для примера, сталь с 18% Cr, 8% Ni требует от 23 до 45 минут травления в сернокислой ванне. Сокращения времени обработки в два раза можно добиться, если проводить эту операцию в среде контролируемой атмосферы.
- Промывка в большом количестве проточной воды
- Погружение обрабатываемой детали в ванну, наполненную раствором азотной кислоты и плавиковой (10 – 20, 1-2 весовых процентов, соответственно). При температуре ванны 60 – 70 градусов время обработки 7 – 15 минут.
- Повторная промывка большим объемом водой
Представленный способ является базовым и имеет множество вариаций. Травление в одной азотнокислой ванне, с примесью кислоты плавиковой, увеличивает время травления до 30 минут. Заменителем плавиковой кислоты может выступать фтористый натрий. Увеличение концентрации плавиковой кислоты до 10% позволяет проводить процесс при низких температурных показателях, позволяя избежать предварительного опускания в серную кислоту.
Сокращение времени травления в серной кислоте можно добиться, добавив не более 5% хлористого натрия. Такой ход дает необходимый эффект за 15 минут, но при той же температуре, порядка 80 градусов Цельсия.
Будьте осторожны: если необходимо произвести процедуру, в помещении с недостаточной аспирацией, замените компоненты второго этапа травления. Кислоты выделяют вредные пары при травлении. Предлагается для замены раствор сернокислого железа (7%) и плавиковой кислоты (2%).
Рекомендуется промежуточная механическая очистка между двумя ваннами, если снятие окалины затруднено.
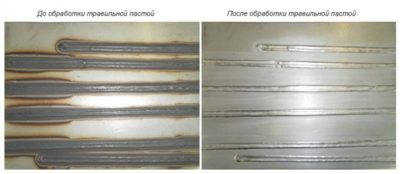
Травление готовыми пастами
Современная индустрия предлагает на рынке множество травильных паст для нержавеющей стали. Их основное назначение локальная обработка сварных швов, последствий изменения равномерности окраски поверхности под влиянием температурного воздействия. Принцип работы с такими пастами прост и может быть использован даже в мелких мастерских.
- Нанесение пасты толстым слоем до 2см., при помощи щетки
- Выдержка 60-90 минут
- Промывка струей воды
Травление металла в домашних условиях
Решил поделиться с вами довольно простым способом травления металла в домашних условиях на примере клинка.Итак, нам понадобится:
- собственно, сама железяка (в моем случае, откованный клинок для ножа).
- Маркер или карандаш.
- лак для ногтей (можно порыться в сумочке жены или купить в супермаркете самый дешевый).
- растворитель.
- медный купорос (100-200 грамм).
- наждачная бумага (80, 400, 1200 грид).
Для начала берем клинок, хорошенько проходимся по нему наждачной бумагой и растворителем.
После этого, набросаем на него эскиз предполагаемого рисунка маркером.

Лаком для ногтей аккуратно закрашиваем свой эскиз.Если лак выступает за пределы эскиза – ничего страшного, все это можно легко протравить в дальнейших операциях.

Прошу обратить внимание: Лак образует плёнку, которая защищает металл от травления. Поверхность под лаком травиться не будет. Поверхность под лаком травиться не будет
Поверхность под лаком травиться не будет.
Кроме самого рисунка, стоит защитить торцы изделия, а в моем случае еще и РК клинка.
Даем лаку подсохнуть некоторое время, затем начинаем корректировать рисунок и исправлять косяки.Для корректировки можно использовать шило или обычную иголку. Убираем лишние ляпы и правим линии, чтобы они выглядели более плавными.
Теперь начинается химия процесса:Для травления нам нужен раствор медного купороса и соли.
Я использовал на литр воды 100гр. соли и столько же купороса.
Воду для раствора лучше брать горячую(только что скипевшую), чтобы сократить время реакции.

Опускаем наше изделие в раствор, ждем.Предположительное время травления 25-40 минут.Все зависит от того, какая глубина травления вас устроит.Чтобы ускорить реакцию можно увеличить концентрацию купороса.
Во время процесса на клинке образуется рыжий налет, который мешает дальнейшему протеканию реакции травления,поэтому периодически необходимо доставать клинок и промывать его под теплой струй воды. Никаких щеток и металлических губок, в противном случае, вы сорвете лак с изделия. Проверить, достаточно ли глубоко мы протравили можно на ощупь. Раствор сам по себе безвреден, как и налет, так что проверяйте смело. (Единственная опасность – можете испачкать руки)
Здесь, стоит отметить еще один момент: следите, чтобы ваша железка не протравилась слишком глубоко, иначе, раствор начнет съедать не только незащищенную поверхность, но и вгрызаться сбоку под лак, если только вам не нужен эффект искусственного старения.

Как только мы решили, что металл достаточно глубоко протравлен, достаем поделку из раствора, хорошо промываем под напором воды, протираем растворителем, шкурим и полируем наждачкой по возрастающей, начиная с 80 грид, заканчивая 1200 грид. Если под рукой есть бор-машинка, неплохо бы шлифануть ею неровности рисунка.
В конце можно пройтись войлоком, если считаете нужным.
Осталось только сделать рукоять и отполировать клинок до зеркала.К сожалению, изображения готового клинка с ножнами у меня нет, т.к. эти фотографии делались давно и для других целей, а для мастер-класса я решил использовать только сейчас.
Спасибо за внимание. Надеюсь, кому-нибудь оказался полезным
Травление насадки
Кажется для этих целей нужна соляная (HCl) или азотная (HNO3) кислота.Поискал в чип и дипе, в основном кислоты продаются под названием “Кислота паяльная”
Что-нибудь от туда можно купить для травления насадки.
Если медленное травление нужно используем соляную кислоту 10% или 20-30% серную, если очень быстрое смесь соляной(3ч) и азотной(1ч).Отдельно азотная кислота (концентрированная) используется для “осветления” нержавейки т.е. снимает микрослой оксидной пленки и нержавейку как в холодном так и в горячем состоянии не травит.
Смесь соляной(3ч) и азотной(1ч) травит все и очень очень быстро.
Посл. ред. 30 Янв. 09, 18:28 от Flyer
Одна столовая ложка на 0,5 воды нормально будет?Не прожжет насадку?
Хотя можно сначала поэкспериментировать на неольшом количестве.
Чё то ты неправду говоришь, барин. В горячем растворе хлорного железа, травится ну просто замечательно. ну может не так быстро как в кислотах, но куда нам собственно спешить?А если в хлорное железо добавить немного соляной кислоты, то оно даже ржавчиной загаживаться не будет. Я насыпал насадку в 10 литровую бытыль, заливал туда х.железо, бутыль на ночь оставлял в ведро с горячей водой.








А на счёт химожогов
ну так кислоты вещи опасная, с ними надо очень осторожно обращаться. а при осторожном обращении (+резиновые перчатки, +очки) никаких проблем нету. Посл
ред. 04 Марта 09, 16:41 от Kotische
Посл. ред. 04 Марта 09, 16:41 от Kotische
Действительно, Котище, я в чуть теплом хлорном железе травил. Травил и думал – а какого хрена в детстве платы я грел на печке при травлении.
А вот кислоту выливал в 70 градусов воду, за 2 часа раствор стал черный, насадка матово серая, графитового цвета примерно.
Так что ты прав, скорее, нежели я. Но, слава богу, 12 литров проволочек уже позади, вечером, быть может, первую колонну забью насадкой. или завтра.
А если доведется еще разок такую операцию повторять – попробую в хлорном, но горячем железе.
Тут может другая засада получится, при травлении в царской водке и в хлорном железе, может получатся разная структура поверхности, не зря же рекумендуют именно в царской водке травить. Было бы очень интересно узнать как меняется удерживающая способность хорошо протравленной насадки в зависимости от природы травящего раствора. Сможешь померить удерживающую способность насадки, если будет возможность?
А то я тут сильно огорчаюсь, что не имею возможности свободно достать кислоты для царской водки.
Посл. ред. 04 Марта 09, 22:54 от Kotische
Берёшь мерный стакан, например 500мл. Взвешиваешь стакан на весах, думаю точности 1гр достаточно.Насыпаешь в мерный стакан абсолютно сухую (нужно её продуть воздухом при температуре больше 100*С или пожарить тонким слоем на сковороде) насадку. Взвешиваешь стакан с насадкой на весах. Разница веса = вес чистой насадки.Заливаешь воду в стакан, чтоб насадка хорошенько смочилась.Окуратно сливаешь воду (при этом не нужно трясти стакан, что само стекло то и хорошо), как перестало капать взвешиваешь стакан с насадкой. Разница веса = вес удержанной воды. Делим на вес (объем) сухой насадки, получаем оценку удерживающей способности.В теории, чем больше воды удерживает насадка в единице объема тем лучше.
Я описывал, что у меня получилось здесь,у меня получилось, что насадка объемом 880 мл удерживает примерно 66 грамм воды, т.е. оценка удерживающей способности 75 гр/л.
Единственно, для получения корректных результатов сравнения, нужно сравнивать насадку из одной и той же партии, иначе например разная тольшина проволоки из которой навита насадка или другой шаг навивки спиралей может дать существенное искажение результата сравнения эффективности травящих растворов.
Фотоотчет о эксперименте прилагаюИтак, взял 1000мл насадки, высушил, оттарировал тару в ноль.Насыпал обратно – получилось ровно 700 грамм насадки на 1000мл (забыл сфотать).Взял другую емкость, налил 1000мл воды. Вылил в насадку до заполнения по срезу. Воды осталось 55мл, следовательно, в насадку влезло ее 945мл.Вылил досузха (пока капать не перестало из емкости, закрытой марлей.Перевернул, поставил на весы. Весит 759гр. Следовательно, удерживает 59гр воды.
Художественное травление металла в домашних условиях
Методика, которую применяют в целях декорирования металлических изделий, может быть любой из представленных выше. Обычно это пользуется популярностью для нанесения узоров на холодном и огнестрельном оружии, на кухонной утвари, стальных частях автомобиля и любых других предметов из стали. Чаще всего в качестве трафаретов используют сцены охоты, абстракцию, силуэты животных. Иногда процесс протравливания совмещают с рядом других методов декорирования металлических поверхностей, например, с воронением. Тогда рисунок получает дополнительный желтоватый оттенок. Посмотрим видео про травление металла в домашних условиях:
Обычно в этих целях применяют:
- Лакокрасочные покрытия.
- Глянцевая бумага.
- Канцелярский скотч.
Для оклеенной поверхности берется горячая игла. Ей царапаются контуры изображения или гравировки. Таким образом материал прорезается. Берется пинцет, им аккуратно приподнимаются и удаляются участки скотча с тех фрагментов, где предполагается протравливание. А другие части остаются защищенными. Чтобы затем убрать клейкий слой, можно использовать обычный растворитель. Не забывайте об обязательном обезжиривании перед началом процесса.





