

Краткое послесловие
Сварочный аппарат, сделанный самостоятельно, своими руками, мысль хорошая и удачная. Процесс сварки, выполняемый, на самодельном аппарате практически не имеет отличий от сварки, выполненной на серийном оборудовании.
Он будет доступнее и экономичнее, чем покупной, с магазина, Особенно, если учесть, что сварочный аппарат не всегда является устройством для ежедневного пользования, и чаще всего он нужен пару-тройку раз в году.
Если вы будете следовать всем правилам, как техники безопасности, так и самой сборки, этот аппарат доставит вам массу приятных эмоций и сохранит ваш бюджет.
Перед началом сборки, обратите внимание, что вы достаточно знаете теорию и полностью готовы приступить к практике. Удачного пользования
Сборка аппарата
Для того чтобы аппаратом точечной сварки, сделанным из микроволновки, можно было пользоваться, его необходимо снабдить рычагом для зажима заготовок, контактными точечными электродами и выключателем.
Рычаг, обеспечивающий точечное сжатие заготовок, а также корпус для трансформатора, можно изготовить из дерева. На концах плеч рычага располагаются электроды из толстых медных прутков. К электродам надёжным болтовым подключают выводы сварочного кабеля. В удобном, легкодоступном месте располагают выключатель.
Теперь сделанная своими руками точечная сварка из микроволновки, готова к работе. Свариваемые заготовки помещают между электродами, зажимают их рычагом и включают ток. Так происходит сваривание.
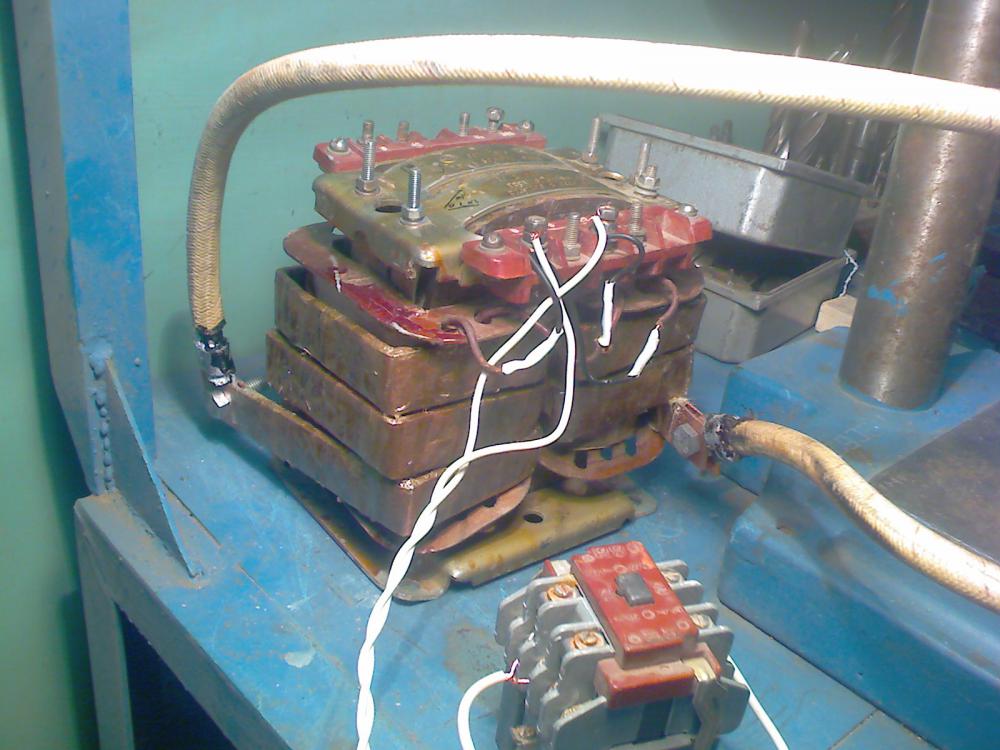
Как сделать трансформатор
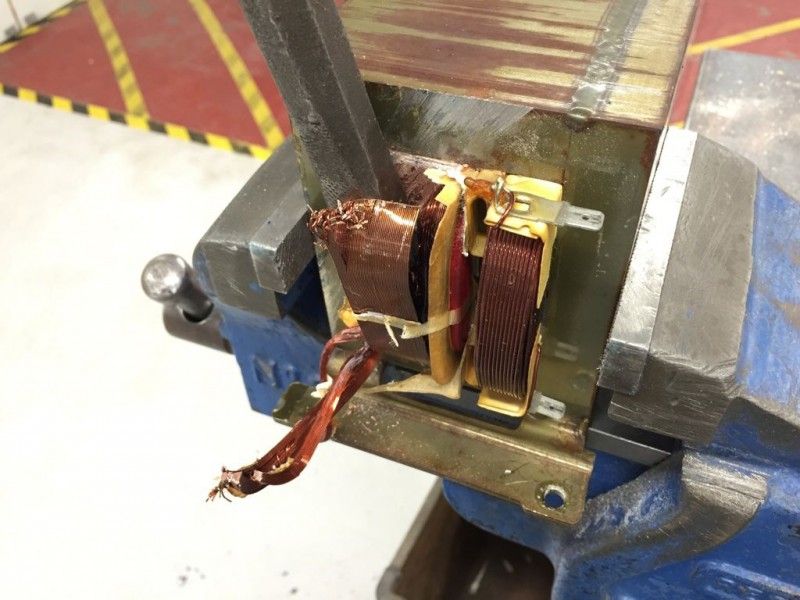
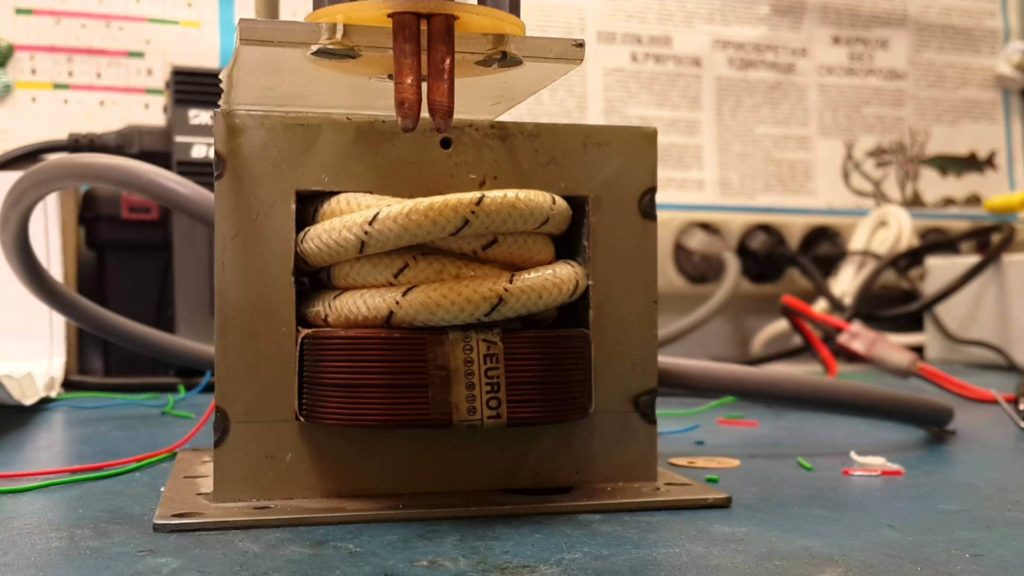
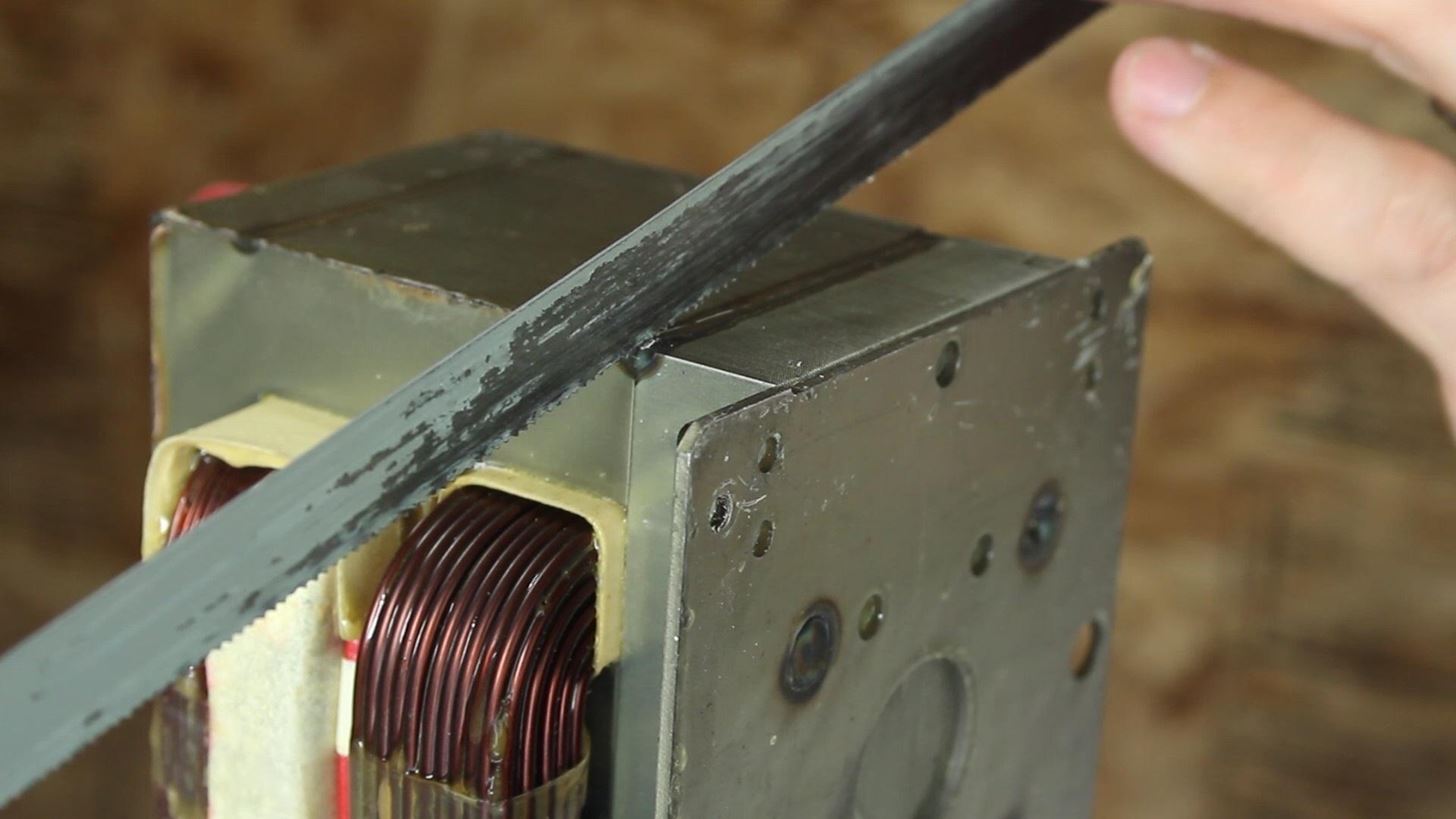
Сначала я распилил трансформатор, чтобы снять вторичную обмотку, и повторю еще раз:
Обратите внимание, что трансформатор от микроволновки опасен для жизни! Т.е. его не стоит включать в сеть для проверки, пока не удалена вторичная обмотка, т.к
на ней напряжение порядка 2000В и он может убить человека на расстоянии!
С медного провода на 50кв. мм я снял изоляцию, т.к. она слишком толстая и рассчитана на 600 вольт, а у точечной сварки бывает напряжение 2-3 вольта всего.
Как шутят бывалые: Хватит и папируса для изоляции
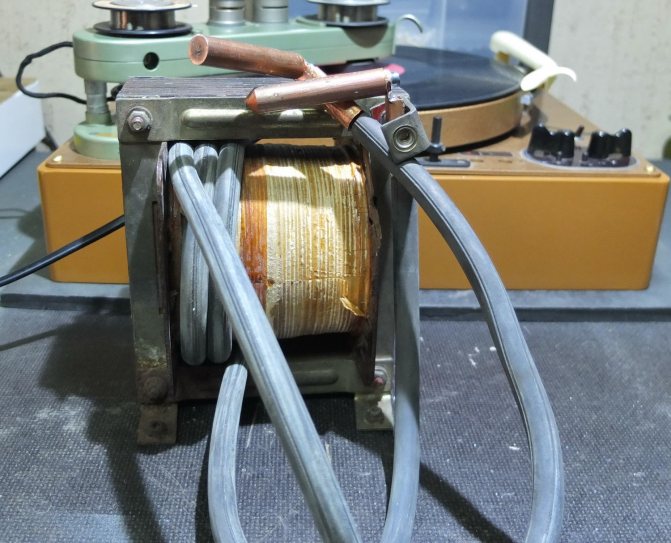
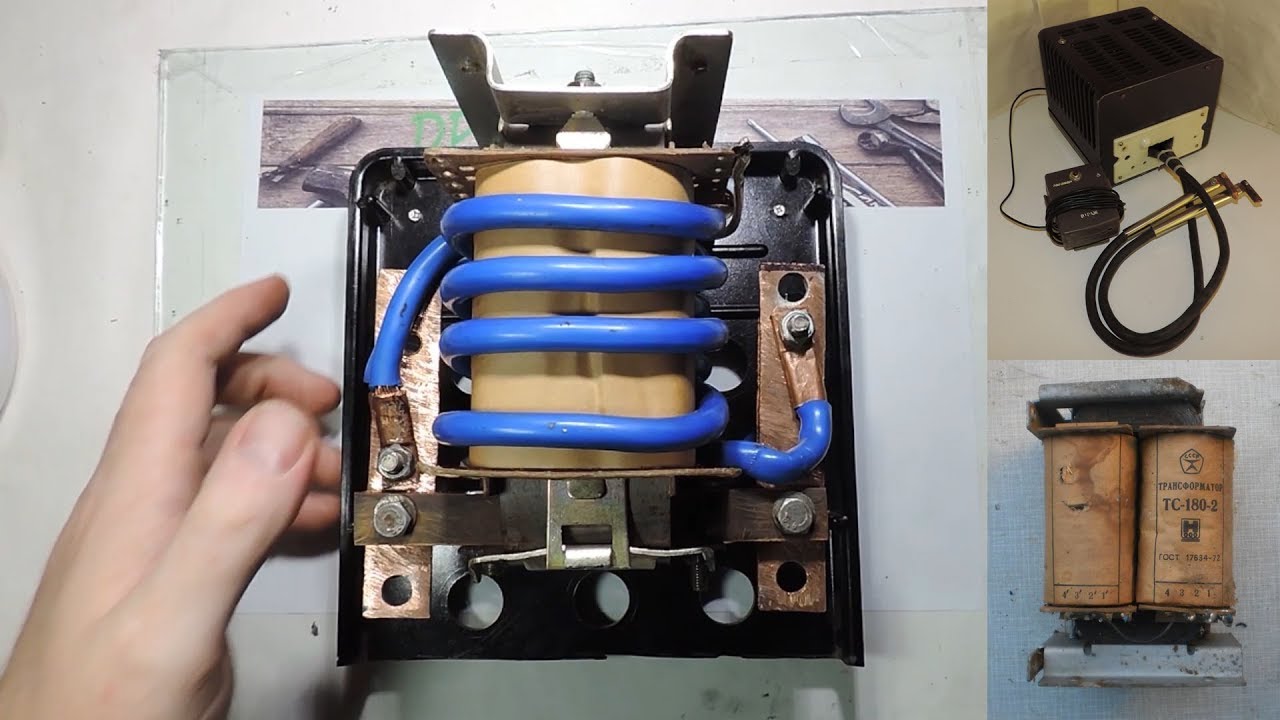
Новую изоляцию я сделал из тканевой изоленты, провод получился заметно тоньше, в итоге на трансформатор влезло 3 вика провода — это уже хорошо, с родной изоляцией влезало всего 2 витка.
Что следует учесть при намотке вторичной обмотки трансформатора для точечной сварки:
- чем толще провод вы используете, тем меньше он будет греться и больший ток во вторичной обмотке вы получите, лучше даже использовать 70-100 кв.мм. Вся проблема в том, что окно для намотки провода в трансформаторе микроволновки остается не такое большое, как хотелось бы. Но если использовать другой трансформатор с большим железом, например ОСМ-1, то можно впихнуть и провод потолще.
- чем больше витков вы намотаете, тем больше будет напряжение во вторичной обмотке, у меня получилось 2.5 в, т.е. 0.8 в на виток, а чем выше напряжение, тем длиннее можно будет сделать провода до электродов, т.к. в проводах происходит падение напряжения.
- для наивысшего кпд сварки, провода до электродов должны быть минимальной длины, в проводах длиной пару метров, вы уже получите значительное падение напряжения, также следует максимально заполнить окно магнитопровода обмоткой.
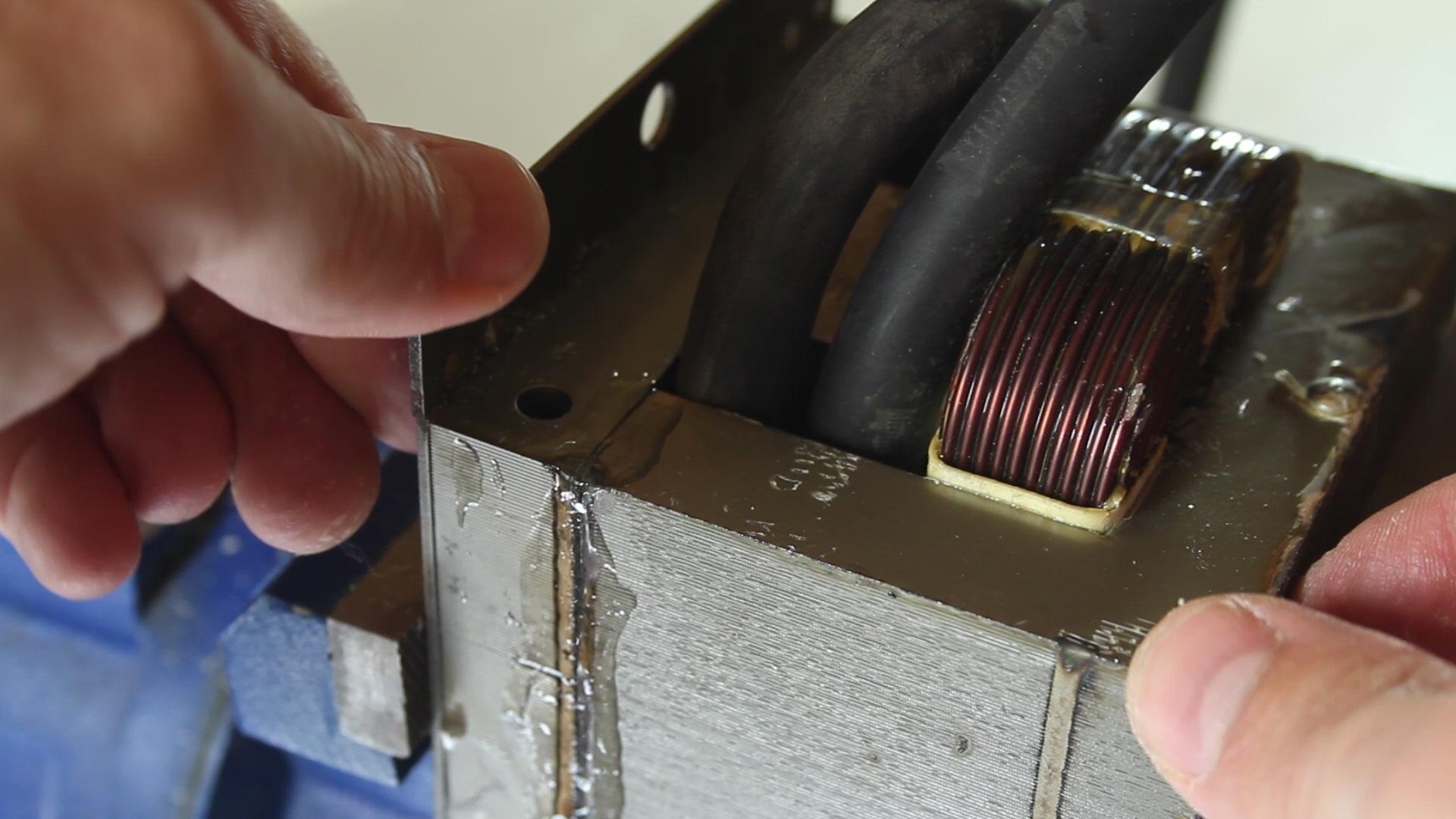
После намотки вторичной обмотки транса, я склеил сердечник эпоксидной смолой.
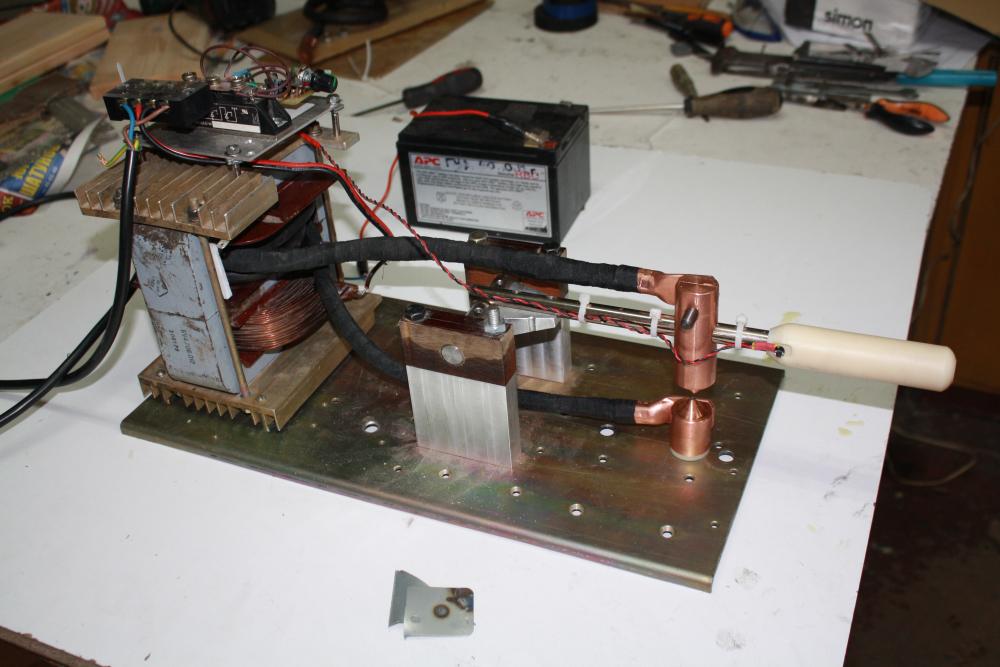
Далее я припаял медные наконечники на концы провода от трансформатора, паял их газовой горелкой, сначала залудив их, а затем вставил в наконечники и добавлял припой пока наконечники не наполнил им полностью. Затем, после остывания я натянул на них термоусадки, которые были заранее надеты на провода. С одной стороны я зачистил наконечники до меди, чтобы избежать лишних потерь из-за сопротивления припоя. Хотя в паяном соединении уже будут потери, но тут уже ничего не поделаешь…
Для электродов, как говорилось выше, я использовал 2 жала от паяльников, отпилил необходимые куски, просверлил в них отверстия на 7 мм и нарезал резьбу М8.
Затем я сделал для них медные шпильки, еще из двух жал от паяльников меньшего диаметра 9мм — на них я нарезал резьбу М9, затем резьбу М8, чтобы получить шпильки нужного диаметра. Шпильки закручиваются в электроды, на них одеваются клеммы от трансформатора и сверху притягивается шайбой и обычной гайкой, не медной, так я получил хороший контакт с низким сопротивлением между клеммами от транса и электродами.
Электроды для своей точечной сварки я заточил как иголки, а затем изготовил третий электрод, который не затачивал — с таким электродом гораздо удобнее сваривать проволоку, а двумя острыми удобнее сваривать листовую сталь.
Виды точечной сварки
К точечной относят один из видов контактной сварки, в ходе выполнения которой детали соединяют по отдельным точкам. Электроды, выполненные из разных материалов, сжимают заготовки и передают через себя электрический ток соответствующих характеристик. Расположение точек контакта, напрямую зависит от того как установлены электроды в машине, используемой для сварки. Опять же в зависимости от конструкции машины и электродов допустимо получение одной или нескольких точек сварки.
Контактную сварку используют для работы с черными и цветными металлами. Это могут быть детали, обработанные на механическом оборудовании, они могут иметь одинаковую или разную толщину. В качестве заготовок могут быть использованы листы, полученные на прокатных станах или кузнечно — прессовом оборудовании. Такой вид сварки наиболее эффективен для изготовления деталей в транспортном машиностроении, при производстве различного по классам станочного оборудования и пр.
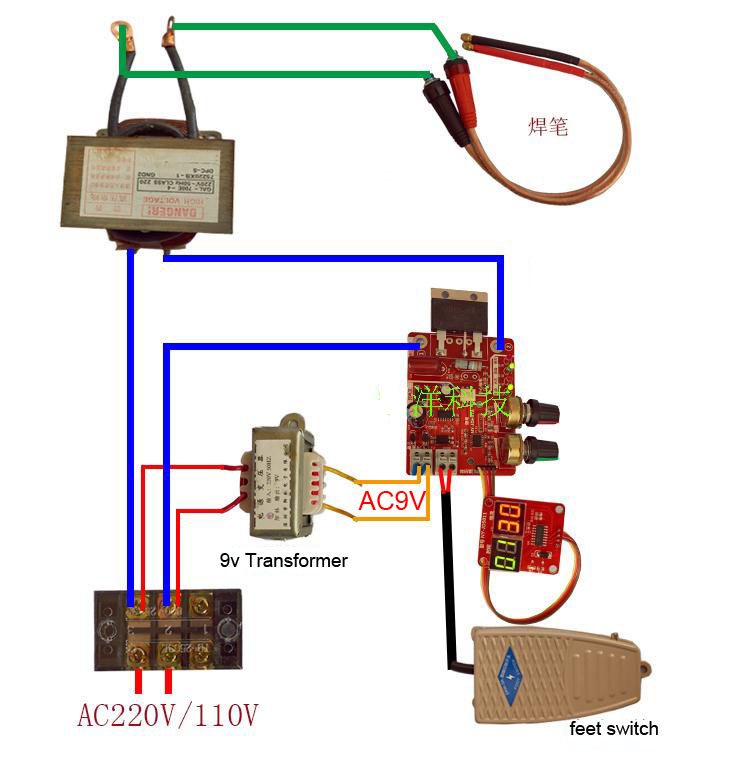
3 Цепь управления – из чего состоит и как работает?
Цепь управления выполняет функции реле времени. Включая K1 на заданный промежуток времени, она задает продолжительность воздействия электрического импульса на свариваемые детали. Состоит цепь управления из конденсаторов С1–С6, которые должны быть электролитическими с напряжением зарядки 50 В или выше, переключателей типа П2К, имеющих независимую фиксацию, кнопки КН1 и двух резисторов – R1 и R2.
Емкость конденсаторов может быть: 47 мкФ для C1 и C2, 100 мкФ – C3 и C4, 470 мкФ – C5 и C6. КН1 должна быть с одним нормально-замкнутым, а другим нормально-разомкнутым контактами. При включении АВ1 начинают заряжаться конденсаторы, подключенные с помощью П2К к цепи управления и блоку питания (на Рис.1 – это только C1), R1 ограничивает начальный зарядный ток, что позволяет значительно увеличить срок эксплуатации емкостей. Зарядка происходит через скоммутированную на тот момент нормально-замкнутую контактную группу кнопки КН1.
Разомкнутая нормально-замкнутая контактная группа КН1 препятствует запитыванию реле непосредственно от блока питания. Чем больше суммарная емкость разряжающихся конденсаторов, тем дольше они разряжаются, и, соответственно, K1 дольше замыкает контакты 4 и 5 ключа МТТ4К, и продолжительнее сварочный импульс. Когда конденсаторы полностью разрядятся, K1 отключится, и контактная сварка прекратит свою работу. Чтобы ее подготовить к следующему импульсу, КН1 надо отпустить. Разрядка конденсаторов происходит через резистор R2, который должен быть переменным и служит для более точного регулирования продолжительности сварочного импульса.
Кратко о точечной сварке
Данный тип сварки относится к контактным (термомеханическим). Заметим, что к такой категории также относят шовную и стыковую сварку, но их реализовать в домашних условиях не представляется возможным, поскольку для этой цели понадобится сложное оборудование.
Сварочный процесс включает в себя следующие этапы:
- детали совмещают в необходимом положении;
- закрепляют их между электродами аппарата, которые прижимают детали;
- производится нагрев, в результате которого за счет пластического деформирования детали прочно соединяются между собой.
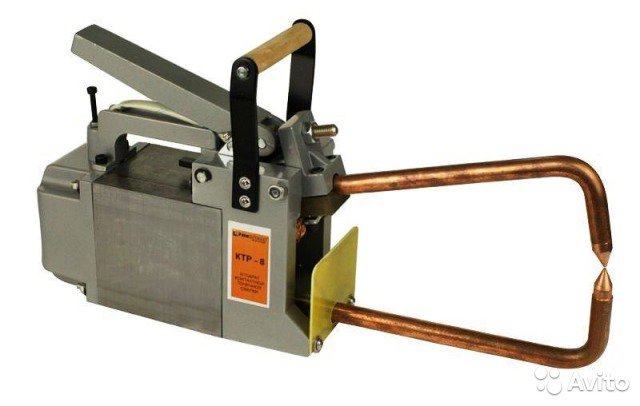
Производственный аппарат точечной сварки (такой как показан на фото) способен в течение минуты совершить до 600 операций.
Оборудование для машинной точечной сварки
Это интересно: Особенности сварочного процесса — как правильно варить сваркой
Приступаем к изготовлению корпуса аппарата и контактных клещей
Материалом для изготовления как самого корпуса, так и контактных клещей была выбрана древесина по причине простоты обработки. Сначала я вымерял по ширине доску для основания, стенок и крышки, которая закроет трансформатор и все провода. Здесь для каждого случая размеры будут индивидуальны, но слишком маленькую коробку, во избежание перегрева оборудования, делать не стоит.






 Отмеряем и отпиливаем доску по необходимым размерам
Отмеряем и отпиливаем доску по необходимым размерам
Также были отрезаны два бруска, которые будут использованы в качестве клещей. Все детали я обработал фрезой, шлифмашинкой, после чего сложил их так, как будет в дальнейшем.
 Вот примерный макет того, что должно получиться
Вот примерный макет того, что должно получиться
Но внешний вид всё же должен быть подобающим, поэтому я окрасил все детали, за исключением брусков, в чёрный цвет. Для клещей был выбран жёлтый
 Окраска придаст конечному изделию эстетичный вид
Окраска придаст конечному изделию эстетичный вид
Настало время продолжить разборку старой микроволновки. От неё нам понадобятся следующие детали:
- сетевой шнур;
- контактные провода;
- ручка с дверцы;
- концевой выключатель.
Кстати, ручку также желательно окрасить в чёрный цвет.
 Эти детали от микроволновой печи нам пригодятся
Эти детали от микроволновой печи нам пригодятся
Изготовление контактных электродов
Их лучше всего делать из медной жилы сечением 8 мм² (или толще). Именно медь не будет прилипать к стали и даст нужный нам эффект. Для этого отрезаем от прутка два куска длиной по 3-4 см.
 Режем медный пруток на отдельные куски, которые послужат электродами
Режем медный пруток на отдельные куски, которые послужат электродами
Сборка коробки и коммутация
Теперь необходимо подобрать основной автомат, через который будет производиться подача напряжения. Для этого подойдёт однополюсной АВ на 15 А. И вот теперь вам наверняка станет понятно, почему я не зацикливался на размерах деталей нашей коробки. Под каждый автомат нужна различная прорезь в задней стенке. У меня оказался АВ, который редко у кого может просто валяться в гараже (брат работает электриком).
 Вот такой автомат был установлен мной. У вас он может отличаться
Вот такой автомат был установлен мной. У вас он может отличаться
Через автомат необходимо пустить один из проводов (фазу или ноль)
Какой из них – неважно. Ведь в разных розетках схема собрана по-разному
Выход из автомата позже будет подключён к одному из контактов первичной обмотки. Сам же сетевой фильтр фиксируем в прорези задней стенки.
 На данном этапе сборки наша конструкция выглядит вот так
На данном этапе сборки наша конструкция выглядит вот так
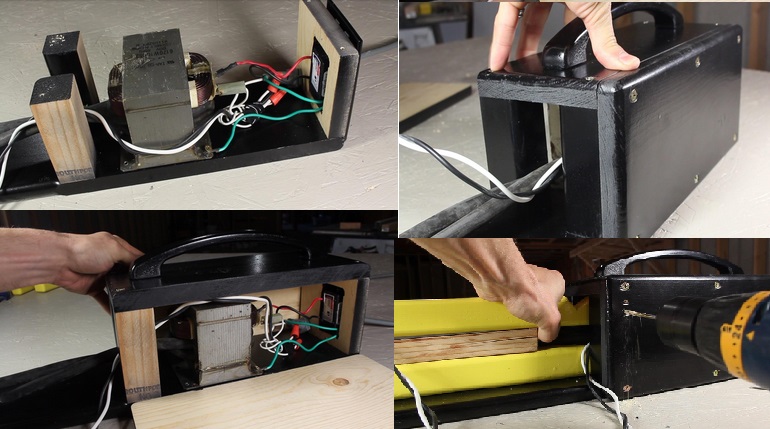
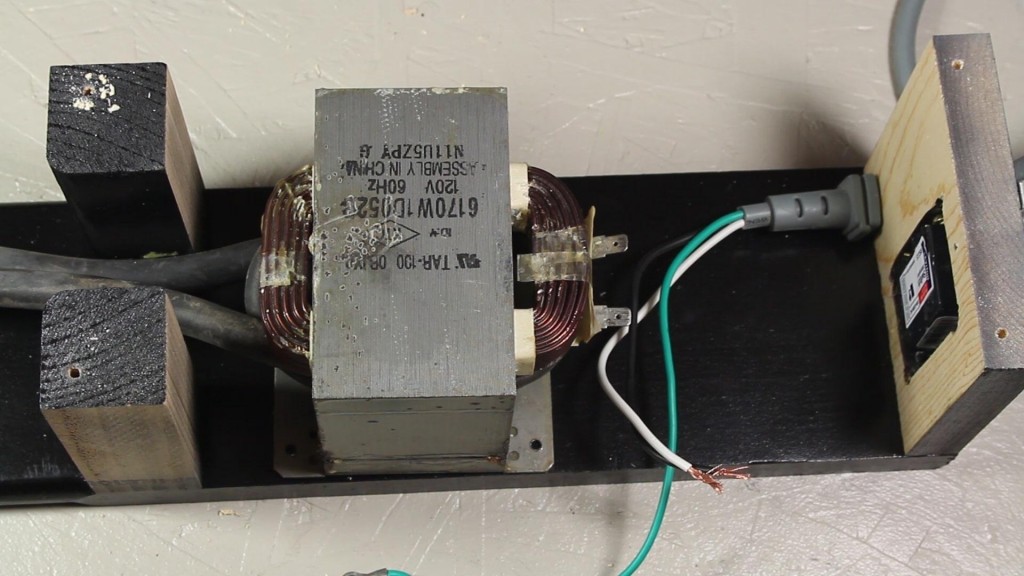
Теперь настала очередь установки трансформатора. Его нужно закрепить как можно ближе к двум коротким отрезкам бруска, которые пока выглядят как ножки. Если посмотреть на фото ниже, то по нему скажу следующее: уже можно завернуть фиксирующие шурупы, но не все. Оставляем пустым правое нижнее отверстие – оно нам ещё пригодится.
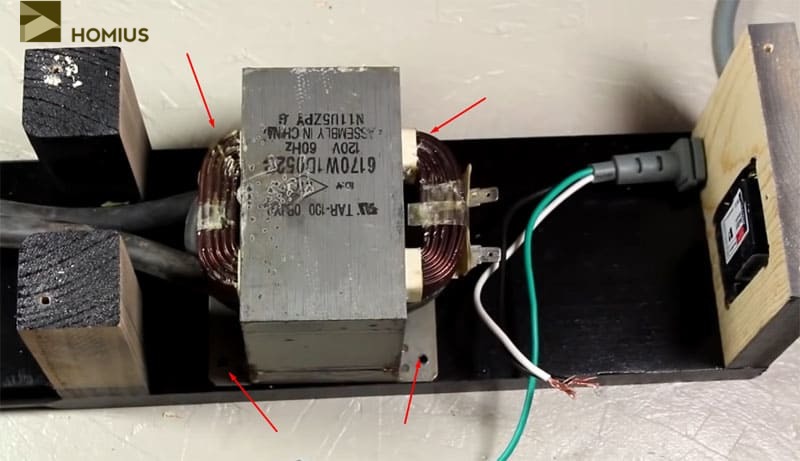 Крепим на место понижающий трансформатор
Крепим на место понижающий трансформатор
Последним шурупом фиксируем контакт провода заземления. В любом сетевом кабеле это жила светло-зелёного или жёлто-зелёного цвета.
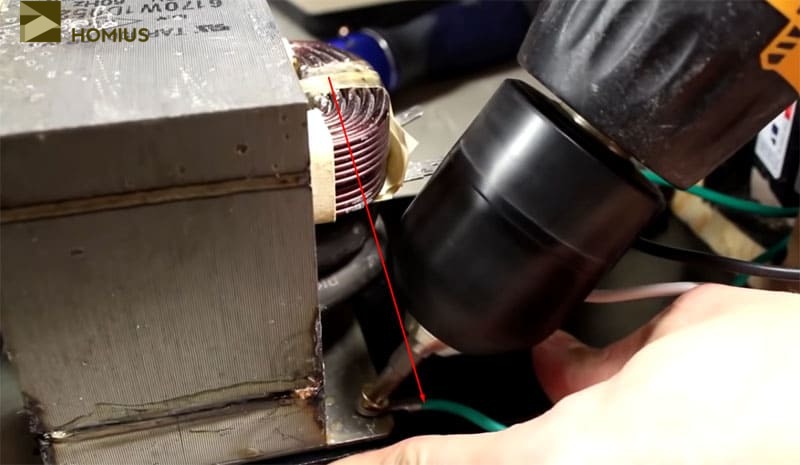 Закручиваем последний шуруп, заземляя при этом сердечник
Закручиваем последний шуруп, заземляя при этом сердечник
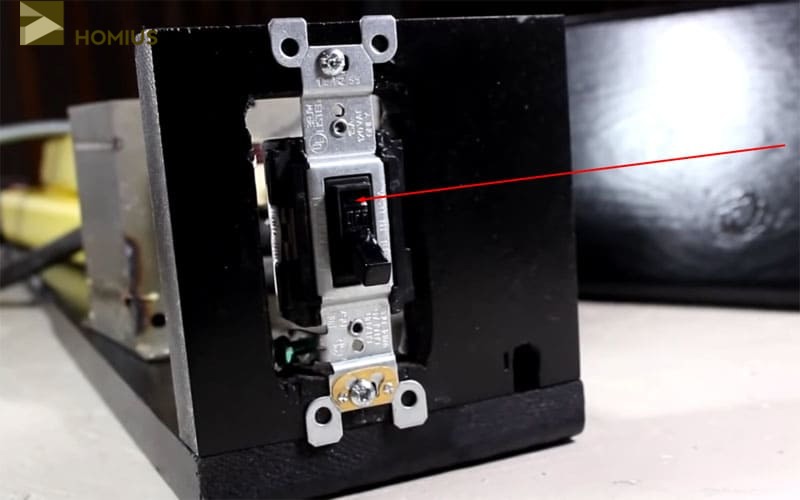
Коммутация концевого выключателя: полное подключение первичной обмотки
Мы уже разобрались, что один из контактов первичной обмотки подключается к контакту выхода из автомата. У нас осталась ещё одна жила сетевого кабеля. Её необходимо подключить ко второму контакту первичной обмотки, но не напрямую, а через концевой выключатель, удлинив при этом провод. Концевик будет служить кнопкой мгновенной подачи напряжения на электроды.
 Подключаем концевой выключатель, который впоследствии будет закреплён на рукоятке клещей
Подключаем концевой выключатель, который впоследствии будет закреплён на рукоятке клещей
Остаётся аккуратно разместить провода внутри и прикрутить верхнюю крышку с ручкой. Она облегчит транспортировку нашего оборудования. Перед укладкой проводки обязательно убедитесь в качестве изоляции всех соединений.
 Прикручиваем на место крышку с ручкой и аккуратно укладываем проводку внутри коробки
Прикручиваем на место крышку с ручкой и аккуратно укладываем проводку внутри коробки
Выводим концевой выключатель наружу вместе с концами вторичной обмотки и устанавливаем боковые стенки. На этом сборка коробки завершена. Нам остаётся лишь собрать и установить клещи с контактными электродами.
 Крепим стенки коробки и переходим к клещам
Крепим стенки коробки и переходим к клещам
Как сделать своими руками клещи для контактной сварки
Изготовление и выбор клещей для точечной сварки – последний этап работы над сварочным аппаратом. Их выбор зависит от характера работ, системы привода, планируемого размера деталей, которые нужно сварить.
 Иногда клещи изготавливаются из кусочков медных труб, скрепленных вот так просто с помощью шурупов.
Иногда клещи изготавливаются из кусочков медных труб, скрепленных вот так просто с помощью шурупов.
Для изготовления электродов клещей используется медь в прутках или бериллиевая бронза. Некоторые мастера в качестве электродов используют жало от мощных паяльников. Так или иначе, диаметр электродов не должен быть меньше чем у проводов, подводящим ток. А сами клещи необходимо тщательно сварить и заизолировать.
Характеристики устройства
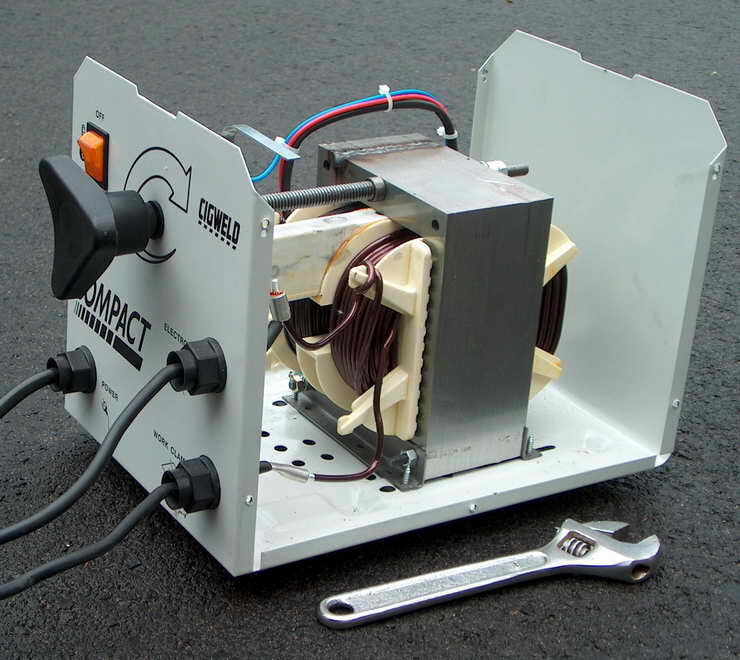
Какой бы сложной ни была машина точечной сварки, трансформатор всегда является ее главной частью. Он должен быть мощностью не менее 1 кВт. Чем она выше, тем лучше. На выходе получается напряжение около 2 В. Ток достигает 800 А, и им можно сваривать листы толщиной до 1,5 мм.
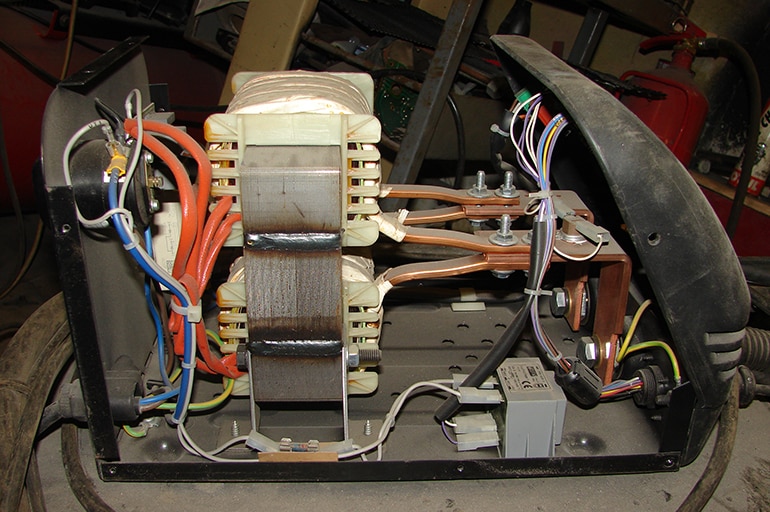
Корпус самодельного аппарата делают из фанеры, а движущиеся детали (рычаги) — из деревянных брусков. После сборки трансформатор крепится к основанию саморезами и присоединяется к заземлению. На торцах рычагов устанавливаются контактные электроды, и к ним подключаются провода вторичной обмотки. Верхний рычаг подпружинивают, чтобы он в исходном состоянии был приподнят.

Детали размещают между электродами. При действии на верхний рычаг электроды сходятся и прижимают листы друг к другу. При нажатии на выключатель в течение 3-4 секунд через листы проходит сварочный ток. После его отключения надо подождать, чтобы шов остыл.
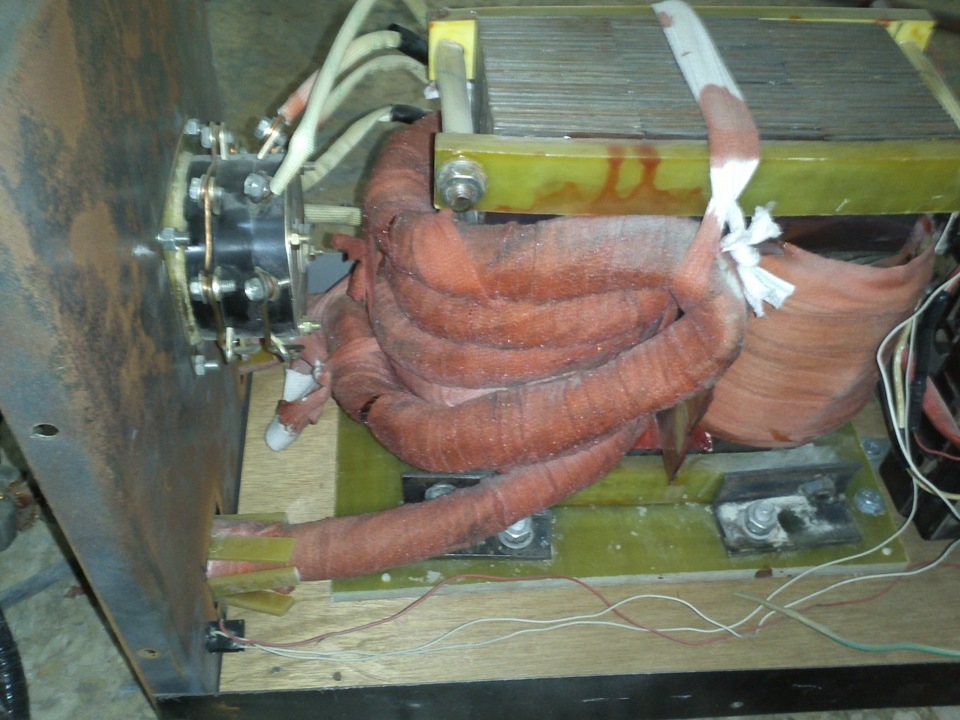
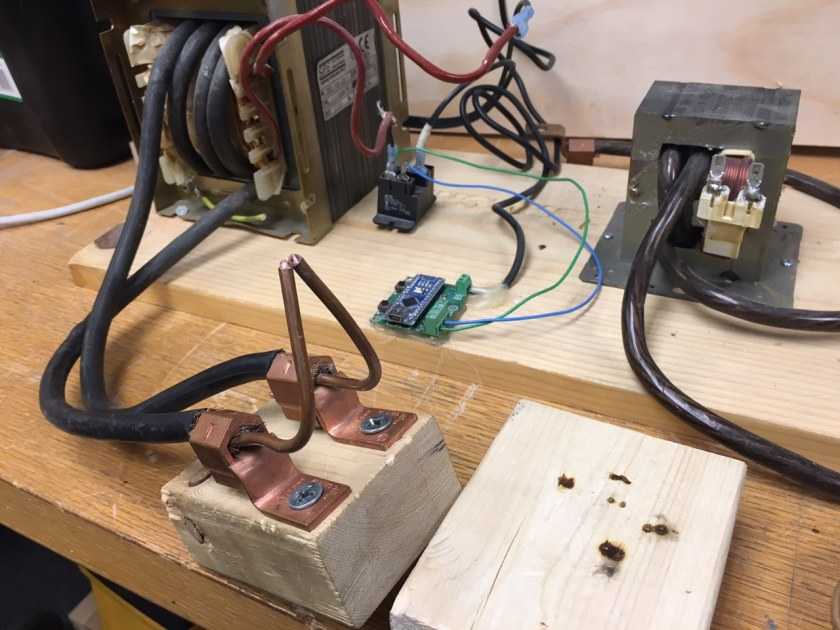
Если требуется более мощная точечная сварка, применяется 2 аналогичных трансформатора с соединенными обмотками. Для увеличения выходного напряжения провод большой толщины соединяют последовательно через вторичные обмотки с одинаковым количеством витков. Чтобы не ошибиться и не включить их в противофазе, можно экспериментально пропустить через трансформаторы тонкий провод, а затем замерить напряжение на выходе.
Когда требуется мощный аппарат точечной сварки, своими руками его делают из обычного сварочного трансформатора, добавив к нему еще одну обмотку с необходимым количеством витков
Важно, чтобы он подходил по мощности к электрической сети. Длину провода и количество соединений следует делать минимальными, поскольку на них теряется мощность и выделяется тепло
В качестве электродов применяются медные стержни. Для этого можно использовать жало паяльника. Преимуществом меди является то, что она не сваривается со стальными деталями и меньше нагревается. Необходимо также учитывать, что через электроды создается сжатие свариваемых деталей между собой. Со временем они теряют форму и изнашиваются, и их нужно менять. Наконечники и провод нужно спаять, поскольку место контакта со временем окисляется.




Органами управления в аппарате являются рычаг и выключатель первичной цепи. Мощность прижатия возрастает с увеличением толщины листов. Поэтому рычаг должен соответствовать требованиям технологии сварки. Выключатель устанавливается в первичной цепи. Если у нее большая мощность, можно применять магнитные пускатели. Тогда на рычаге можно установить выключатель, чтобы одной рукой можно было создавать усилие прижатия и включать сварочный ток. Другая рука остается свободной для работы с деталями.
Если первичную обмотку аппарата подключать через лабораторный автотрансформатор (ЛАТР) мощностью 2-3 кВт, сварочное напряжение можно регулировать. Можно сделать вторичную обмотку непосредственно на нем. В результате получится сварочный аппарат с регулированием тока. Слабым местом ЛАТРа является двигатель с колесиком, которое по мере износа начинает замыкать несколько витков, и обмотка начинает гореть. Более надежным является автотрансформатор со ступенчатым переключением обмоток.
Общая информация
Прежде чем вы приступите к сборке аппарата, необходимо разобраться в технологии самой точечной сварки. Точечная сварка — это метод соединения металлов, когда сварной шов формируется благодаря множеству так называемых сварных точек. Сварная точка формируется в тот момент, когда детали помещаются между двумя металлическими электродами, и они сжимают металл, одновременно нагревая его. Весь процесс занимает секунду, если использовать ручной аппарат. Промышленные аппараты способны сформировать несколько сотен точек в минуту.
Прочность сварного шва при точечной сварке напрямую зависит от размера точки и ее формы. Чем больше сварная точка и чем больше их количество, тем прочнее соединение. Также на прочность шва влияет сила сжатия и температура нагрева. Точечная сварка может применяться как для сварки ультратонких деталей, так и для работы с толстыми металлами. Но это справедливо по отношению к профессиональным аппаратам.
Наша самодельная точечная сварка не обладает такими впечатляющими характеристиками. Но она способна варить любой тонколистовой металл. Это может быть стальная бочка, кузов авто или тонкостенная труба.
Естественно, не стоит предъявлять к такому аппарату много требований и надеяться, что сварная точка не будет уступать по качеству заводскому шву. Также учитывайте, что самодельный аппарат не очень производителен. Скорость его работы будет напрямую зависеть от вас. Не стоит ожидать много от самодельного прибора. Он точно не заменит профессиональный аппарат в мастерской. Зато станет отличным и недорогим помощником в быту.
Сфера применения и особенности конструкции машины контактной точечной сварки
Контактная сварка – один из самых популярных методов сварки. И это не удивительно, ведь такая сварка является универсальным способом соединения различных металлов. В зависимости от строения и технических характеристик, такое оборудование может применяться, как на производстве, так и в быту.
Принцип работы контактной сварки достаточно прост – ток проходит через металлические изделия и нагревает их. При определенной температуре начинается плавление металла, а усиленное сжатие заставляет заготовки соединяться на молекулярном уровне. Такой принцип сварки позволяет работать не только с металлическими предметами, но и также с изделиями, изготовленными из различных сплавов.
В зависимости от того, какой вид сварки выполняет агрегат, оборудование будет иметь различную конструкцию. Одна из разновидностей контактной сварки – точечная сварка. При таком способе сварки заготовки зажимаются между двумя электродами, которые создают точку сцепления.
Еще один популярный вид контактной сварки – стыковая сварка. В этом случае соединение проходит по всему сечению торца скрепляемых деталей. Такой вид сварки применяется при работе с трубами и проволокой.
Шовная сварка, в свою очередь, схожа с точечной сваркой, однако здесь скрепление происходит благодаря беспрерывному ряду сварных точек, которые образуют тот самый шов.
Для того чтобы работа машины контактной сварки оставалась на высоком уровне, необходимо выполнение следующих условий:
- поступление электрического тока необходимой силы;
- оптимальная сила сжатия свариваемых заготовок;
- соблюдение временных рамок сварки.
При соблюдении всех этих условий машина контактной точечной сварки сможет работать с высокой производительностью и показывать высокие качественные результаты.
Сварка трансформаторными машинами
В зависимости от силы тока выделяется различное количество теплоты.
Именно поэтому трансформаторные машины для сварки должны показывать высокие величины этого показателя – при недостаточном количестве тепла металл просто не будет плавиться, а значит и сама сварка будет невозможной.
Оборудование для сварки, предназначенное для бытового использования, может работать с силой тока от 3 кА до 5 кА. Если же говорить о промышленном оборудовании, то его показали в сто раз больше этой величины – от 300 кА до 500 кА.
Машины контактной точечной сварки, работающие в паре с трансформаторами, имеют некоторые недостатки. Главный из них – это отсутствие равномерной нагрузки и высокая частота включений. Питающая сеть испытывает “стресс”, который может привести к перекосу фаз.
Сварка конденсаторными машинами
При конденсаторной сварке негативное влияние на электросеть можно значительно снизить. Машина конденсаторной сварки, в отличии от трансформаторных аналогов, сеть нагружает равномерно. Таким способом могут работать как точечные сварочные аппараты, так и другие виды сварочных агрегатов.
При таком принципе действия энергия накапливается в конденсаторных батареях, а затем используется для сварочного процесса. При этом батареи заряжаются регулярно, и сеть не испытывает скачков напряжения и постоянных перегрузок.
Конденсатор накапливает необходимую величину заряда батареи и делает это в строго обозначенный отрезок времени. Для этого используется трансформатор, предназначенный для повышения электрической энергии. После того, как электричество проходит по электродам и действует на металлические заготовки, происходит разрядка трансформатора.
Конденсаторная машина контактной точечной сварки, чаще всего, имеет небольшие размеры, благодаря чему широко используется в бытовых целях. Удобные габариты и возможность работы от стандартных электрических сетей – основные преимущества данного аппарата. Однако, возможности такого аппарата достаточно широки, даже по сравнению с более мощными установками.
Большая популярность машин контактной точечной сварки обуславливается их универсальностью и множеством достоинств. Среди них можно выделить:
- отсутствие затрат на приобретение сварочных материалов;
- мизерные сохраняющиеся деформации;
- простота конструкции машин контактной точечной сварки;
- легкость и удобство управления аппаратом;
- аккуратность сварки;
- экологичность процесса;
- небольшие затраты электроэнергии;
- высокая производительность.
Электроды для точечной сварки
Сделанная в домашних условиях самодельная точечная сварка годится для небольшого объёма работы. Аппарату рекомендуется дать остыть поработав с 10-14 электродами.
Отличие многоточечного оборудования от его аналогов –работа с металлическими заготовками определённой формы и размера.
Контактное сваривание деталей невозможно при отсутствии электродов из сплавов, имеющих высокий уровень теплопроводности.
Электроды благоприятствуют сжатию металлов и проводят ток на поверхность элементов. Уровень концентрации тепла зависит от наконечников – тонкие механизмы спешно изнашивают себя и нуждаются в постоянной подточке.
Имеется несколько форм выпускаемых наконечников.
Продолжить срок наконечников возможно, следуя нижеперечисленным советам:
- Электроды подбирают, соответствуя критериям используемого в работе металла;
- Максимально обеспечить их сохранность;
- Для тяжёлой сварки использовать более массивные наконечники;
- Использовать водяную рубашку.
Эксперты советуют не подпиливать наконечники по причине возникновения неровностей, что в целом отрицательно повлияет на качество работы.
Контактная сварка своими руками из сварочного трансформатора
Контактная сварка создаёт сварное соединение деталей за счет следующих одновременных воздействий на них:
- нагрев области их соприкосновения проходящим через него электрическим током;
- к зоне соединения прикладывается сжимающее усилие.
Существует три вида контактной сварки:
- точечная;
- стыковая;
- шовная.
Мы расскажем про самодельный СТ для наиболее популярной: точечной контактной сварки (для двух других требуется очень сложное оборудование).
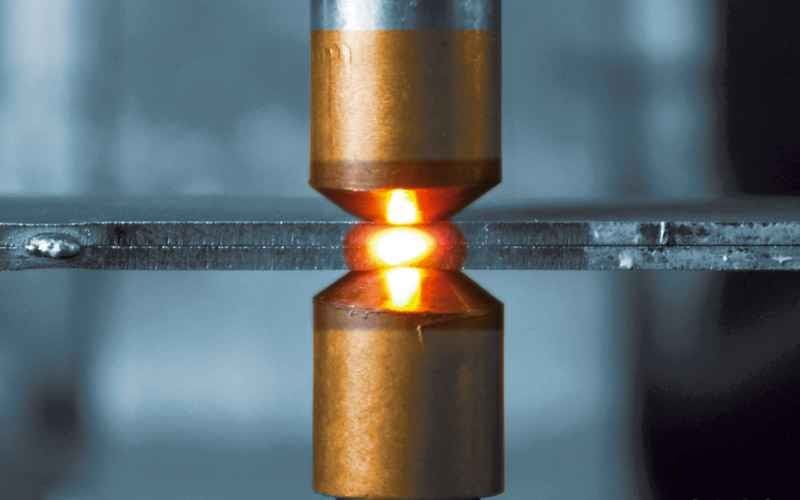
Точечная контактная сварка. Ист. http://moyasvarka.ru/process/kak-sdelat-kontaktnuyu-svarku-svoimi-rukami.html.





Пояснения к рисунку:
1 – электроды, подводящие сварочный ток с свариваемым изделиям;
2 – свариваемые изделия с нахлёсточным соединением;
3 – сварочный трансформатор.
Для осуществления контактной сварки, в зависимости от толщины и теплопроводности материалов свариваемых деталей, выбираются следующие значения её основных параметров:
- электрическое напряжение в силовой (сварочной цепи), В: 1…10;
- величина сварочного тока (амплитуда сварочного импульса), А: ≥ 1000;
- время нагрева (прохождения импульса сварочного тока), сек: 0,01…3,0;
Кроме того, должны быть обеспечены:
- незначительная зона расплавления;
- значительное сжимающее усилие, прилагаемое к месту сварки.
Схема и расчёт
Расчет СТ контактной сварки выполняется по тому же алгоритму, что и для дуговой (смотри выше). При выборе данных из справочника (сила тока и напряжение вторичной обмотки для точечной сварки выбранной марки металла заданной толщины), следует учитывать, что сила тока вторичной обмотки для таких трансформаторов порядка 1000…5000 А. Вторичная обмотка рассчитана, как правило, на единицы вольт и представляет собой всего несколько витков (бывает, что, один) толстого провода. Поэтому, для регулировки сварочного тока рекомендуется следующая схема первичной обмотки трансформатора.
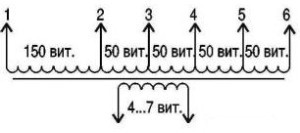
Схема обмоток трансформатора для контактной сварки. Ист. http://tutmet.ru/kontaktnaja-svarka-svoimi-rukami-shema-video.html.
Очень часто, в процессе эксплуатации самоделок, выясняется, что не хватает мощности СТ. В этом случае возможно подключение второго трансформатора в соответствии с предлагаемой схемой.
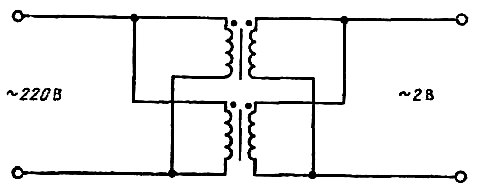
Схема соединения двух трансформаторов точечной сварки. Ист. http://tool-land.rusamodelnaya-tochechnaya-svarka.php.
Намотка и монтаж
Эти операции выполняются по тем же основным правилам и с соблюдением требований, что и для СТ дуговой сварки. С особой тщательность следует закрепить витки вторичной обмотки. Для этого можно использовать её выводы, пропустив их в термостойком изоляторе.
В качестве электродов применяются медные стержни.
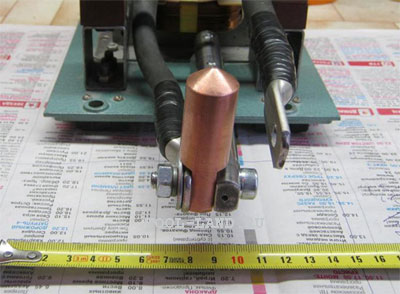
Электрод для точечной сварки в зажиме. Ист. http://tool-land.rusamodelnaya-tochechnaya-svarka.php.
Следует учитывать, что чем больше будет диаметр электрода, тем лучше. Ни в коем случае не допустимо, чтобы диаметр электрода был меньше диаметра провода. Для маломощных СТ возможно использовать жала от мощных паяльников.
В процессе эксплуатации следите за состоянием расходных материалов: электроды необходимо периодически подтачивать – иначе они теряют форму. Со временем они стачиваются полностью и требуют замены.





