

Термопенал для электродов: для сушки, хранения сварочных материалов
Покрытие сварочных электродов представляет собой смесь порошкообразных материалов, нанесенных на стержень из металла. Каждый из четырех основных и многих дополнительных видов обмазки играет огромную роль во время выполнения сварочных работ, а также выполняет множество функций.
Важным условием для проведения качественной сварки является отсутствие влаги в покрытии сварочных материалов. Для этого электроды необходимо хранить в сухих и хорошо проветриваемых помещениях
Однако, если условия хранения были нарушены, то на первое место выходит важность просушки и прокаливания материалов
Зачем нужен термопенал
Одним из оптимальных средств для термообработки, а точнее, хранения являются термопеналы для электродов.
функция данного прибора – сохранность предварительно прокаленных материалов (см. как правильно прокалить и как можно в домашних условиях) в благоприятных условиях с относительной влажностью не более 80% и поддержание оптимальной температуры для прогрева.
При этом термопенал выполняет две основные функции:
- создание и поддержание опеределенного уровня температуры, при которой необходимо содержать материалы для сохранения их технических свойств;
- прогревание электродов.
В ролике кратко показано, как термопенал выглядит.
Характеристики термопеналов для сушки электродов
При выборе термопенала следует обращать внимание на несколько важных технических характеристик. 1. Количественная загрузка является важнейшим параметром
Средняя величина составляет три килограмма, в зависимости от модели вес загружаемых материалов разнится и может достигать 10 кг
Количественная загрузка является важнейшим параметром. Средняя величина составляет три килограмма, в зависимости от модели вес загружаемых материалов разнится и может достигать 10 кг
1. Количественная загрузка является важнейшим параметром. Средняя величина составляет три килограмма, в зависимости от модели вес загружаемых материалов разнится и может достигать 10 кг.
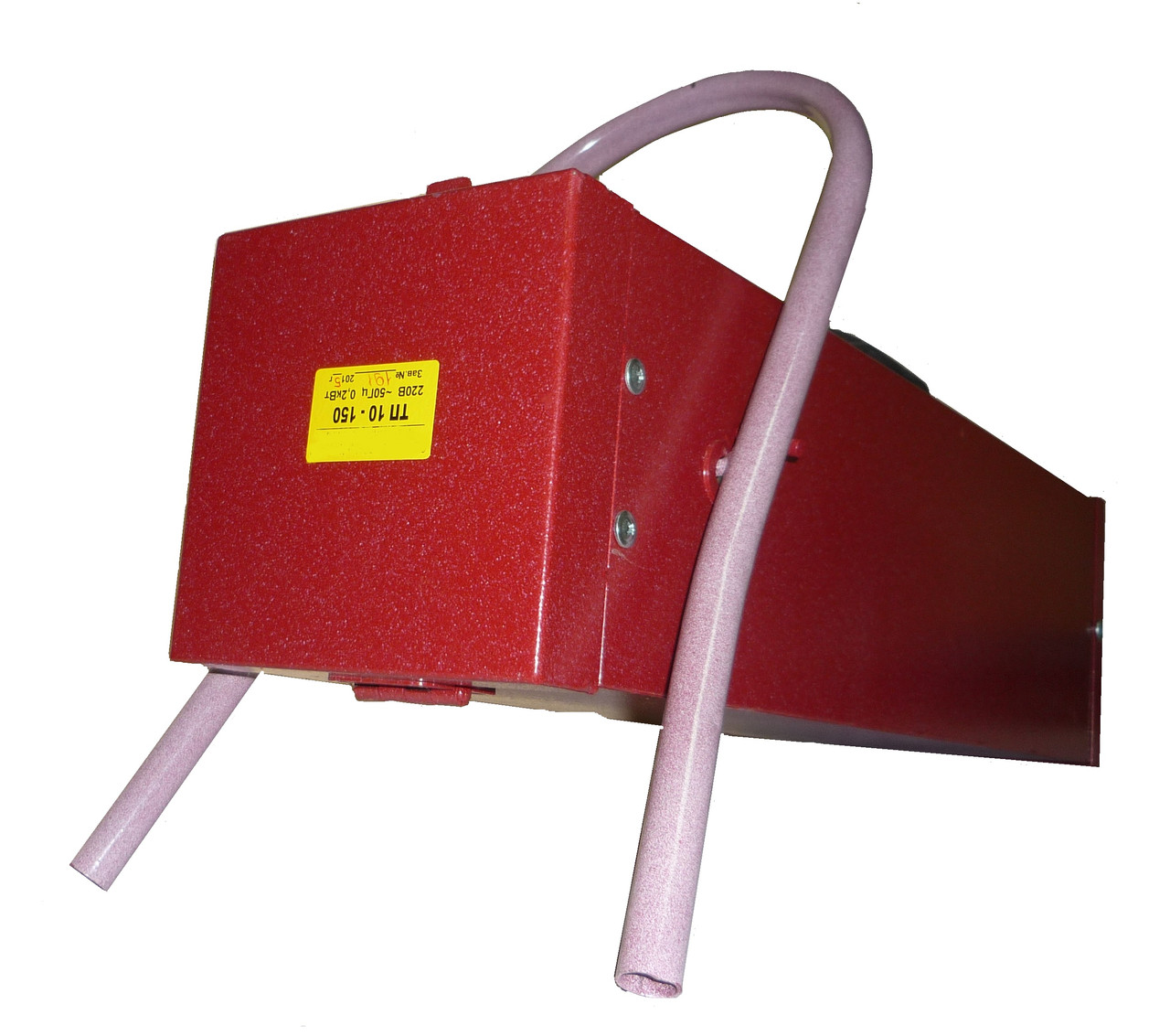
2. Вес и габариты. Практически все модели приборов обладают незначительной массой и компактными размерами. В зависимости от модификации данные параметры могут варьироваться в небольших величинах. Средний вес прибора составляет около трех килограммов, средние габариты (ширина/длина /высота) – 150 мм./600 мм./170 мм.
4. Рабочая мощность оборудования может не выходить за пределы 100 Ватт.
5. Основными функциями всех термопеналов являются хранение и прогревание уже прокаленных электродов.
Термопеналы: популярные модели
На российском рынке сварочного оборудования присутствует большое количество крупных и проверенных производителей, предлагающих качественную оснастку. Одним из лидеров по изготовлению термопеналов является завод “ТЭН и К” из Миасса. Продукция данного предприятия пользуется неизменно высоким спросом.
Наиболее популярные модели:
ПЭ6-150
3. Термопенал ПЭ6-150 используются для хранения электродов на рабочем месте сварщика, подключается и к сварочному трансформатору, и к сети.
Основные технические характеристики:
- Масса загружаемых материалов- 6 кг.
- Вес – 4 кг.
- Номинальная мощность – 200 Вт.
- Напряжение питающей сети – 36 В.
Рис.1 Схема электрическая термопеналов (ТП)
4.2. Перед началом работы термопенала необходимо убедиться в его исправности, правильном подключении ее к электросети и контуру
заземления. Запрещается подсоединять термопенал к источнику тока напряжением выше номинального.
4.3. При нарушении нормальной работы термопенала следует отключить его от напряжения и принять меры к устранению неисправностей.
4.4. Работы по загрузке и разгрузке электродов производить в теплостойких рукавицах, учитывая высокую температуру внутри термопенала.
4.5. Ремонтные работы можно вести только после снятия напряжения с термопенала.
4.6. Заземляющий проводник питающего кабеля должен быть надежно присоединен к заземляющему контакту сварочного аппарата или заземляющему
контакту розетки. Заземление термопеналов обязательно! Работать при ненадежном заземлении категорически запрещается!
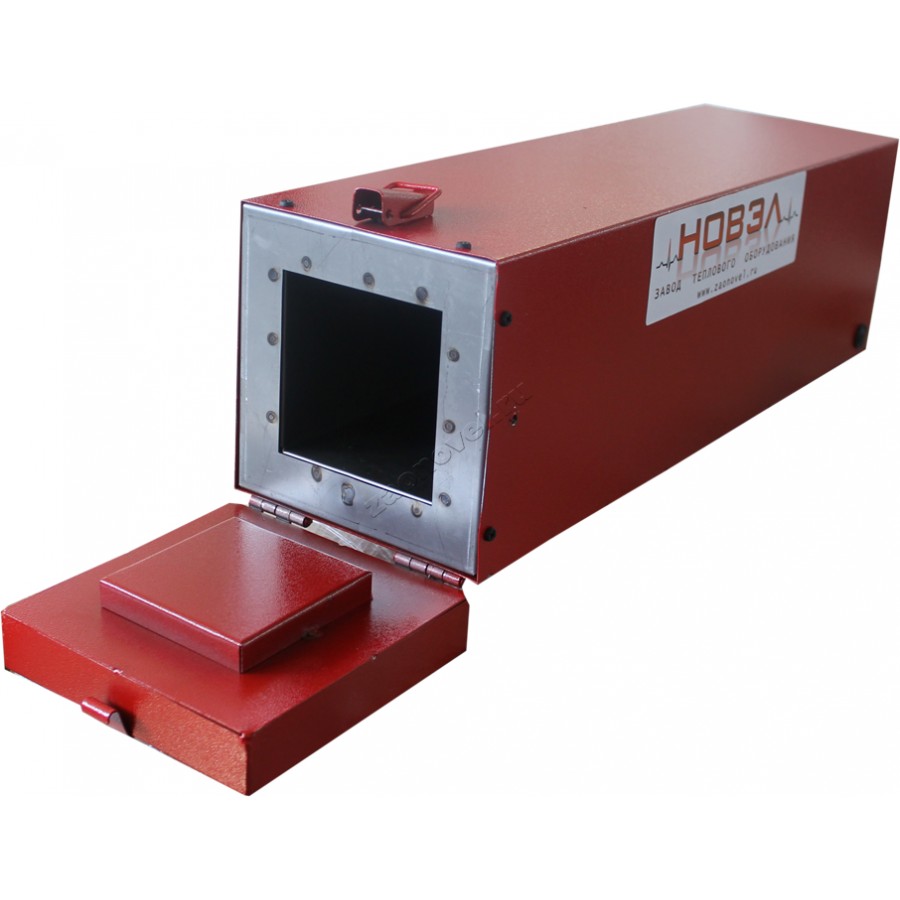
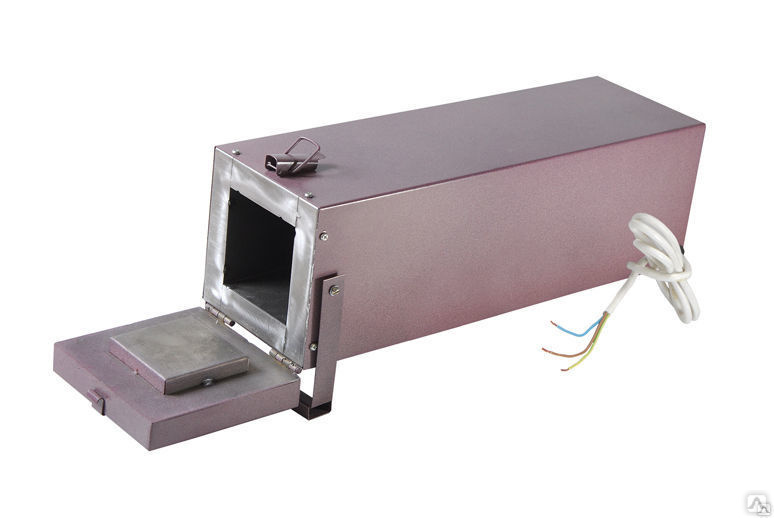
5. Устройство изделия
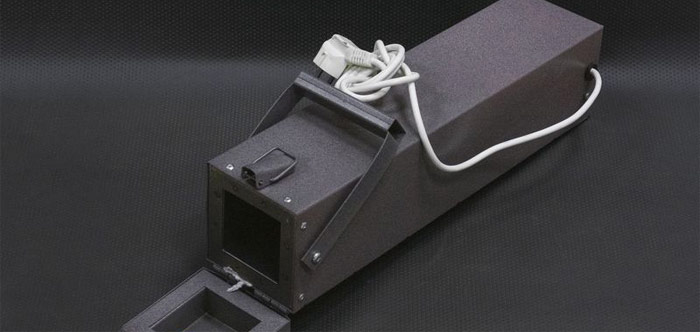
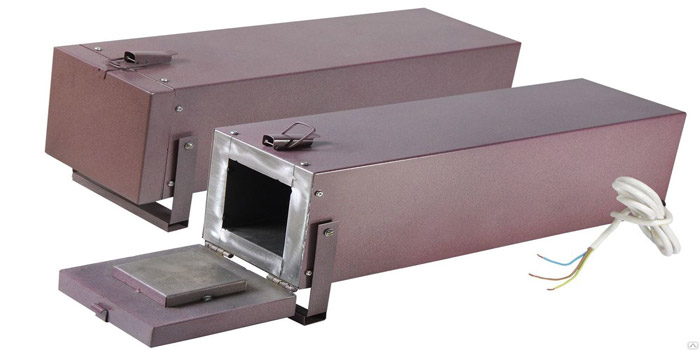
5.1. Термопенал (или термос) представляет собой камеру для хранения сварочных электродов.
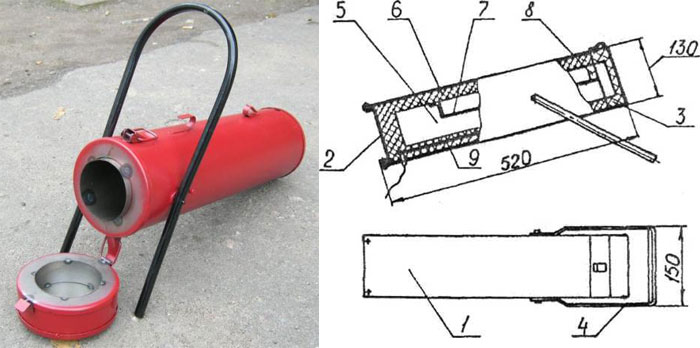
5.2. Термопенал (или термос) имеет прямоугольную форму (рис.2). Основными узлами термопенала (или термоса) являются: корпус (1),
рабочая камера с теплоизоляцией (5), дверка (6) с защелкой (3), ручка (2). Рабочая камера обматывается теплоизоляцией и алюминиевой фольгой.
На боковой стороне термопеналов установлена сигнальная лампа («Сеть»). Электроды укладываются равномерно на дно камеры. На рабочей камере
термопеналов прикреплен один электронагреватель – снизу (вне камеры), для питания которых имеется 3-х жильный шнур и вилка с заземляющим
контактом. Термосы не имеют электронагревателей.

Сушка электродов — печь, пенали другие способы

Обмазка электрода имеет пористую структуру и работает как губка, натягивая влагу. Чтобы этого избежать нынешние производители упаковывают электроды в герметичную полиэтиленовую упаковку. Но при длительном хранении электроды все равно отсыревают.







Чтобы привести их в рабочее состояние используется печь для сушки электродов. На упаковке, кроме основных характеристик, указывается температура и время просушки (прокалки). Звучит это примерно так: допустимое содержание влаги покрытия перед использованием не более 0,7%.
В случае превышения этой нормы требуется электроды прокалить при t 120-160 градусов в течение 1 часа.
Когда производится сушка
Если электроды хранились на складе более 3-х месяцев, их нужно подвергнуть просушке, даже если при визуальном осмотре не обнаружено явных признаков повышенной влажности. Также поступают с электродами, которые пролежали более пяти дней без герметичной упаковки. Их технические характеристики ухудшаются, создавая неравномерную дугу и неправильный прогрев металла, как следствие получается некачественный шов. Поэтому, для электродов существуют четкие правила хранения, а также параметры прокаливания и сушки в шкафу, печи или пенале.
Сырые электроды приводят к дефектам сварного шва:
- происходит образование пор;
- возможно возникновение свищей;
- образуются трещины;
- происходит частое залипание электрода.
Если сварочный шов получается некачественный, возникли проблемы с прилипанием электрода или зажиганием дуги, то в первую очередь необходимо просушить электроды. Это даст не только качественный шов, но и уменьшает расход электродов. Не всегда получается хранить электроды в идеальных для этого условиях. На больших строительных объектах или предприятиях они закупаются крупными партиями и сберегаются достаточно продолжительное время. В домашних условиях электроды также портятся из-за длительного хранения в гараже, подвале или на даче.
Как производится сушка
Для разных электродов температура и время выдержки разные, поэтому прежде чем приступить к сушке внимательно изучите упаковку.
Зарубежные производители на своих коробках не всегда указывают параметры сушки, что бы их узнать нужно зайти на сайт производителя, где выложены более подробные технические характеристики.
Так как целлюлозные электроды в процессе работы должны иметь наименьшее содержание влаги в покрытии, то их упаковывают в металлические банки и данный вид электродов прокаливать не рекомендуют. На практике же их можно прокаливать при температуре не выше 70 градусов, иначе покрытие разрушится.
Для этого разработаны специальные приспособления:
Кроме этого, существуют «народные» способы – как сушить электроды без применения специального оборудования. Прокалку и просушку рекомендуют проводить не более 3 раз. Практика показала, что при большем количестве прокаливаний обмазка крошится и осыпается.
Стационарные печи для сушки электродов
В стационарных условиях используют электронагревательную печь. Это металлический шкаф со специальными лотками под электроды. Для поддержания заданной температуры все стенки в нем отделаны теплоизолирующими материалами.
Она снабжена термостатом средних температур в пределах 60 – 500 градусов для того, чтобы проводить сушку в строгом соответствии с требованиями производителя. Это гарантирует равномерный нагрев и сохранение температуры на протяжении всего процесса.
В зависимости от размеров и количества лотков, печь может быть рассчитана на одновременную загрузку партий весом от 10 до 250 кг.
Процесс сушки очень прост – электроды помещаются внутрь печи на требуемое время. Температура нагрева регулируется и поддерживается автоматически. В новых моделях имеется таймер, который через строго указанное время отключит печь. За счет термоизоляции процесс остывания происходит равномерно. После этого электроды уже готовы к использованию.
Особенности прокаливания в домашних условиях
Итак, из всего вышесказанного понятно, прокаливание и сушка электродов – это важный этап подготовки к сварочным работам. От правильности выполнения данной процедуры зависит качество полученного соединения.
Параметры термообработки определяются типом стержней. Обычно эта информация указывается на упаковке.
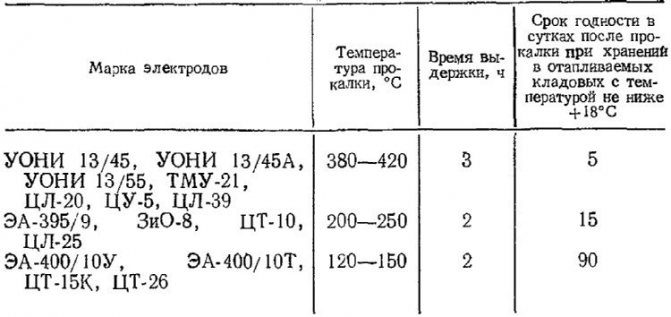 Температура прокалки электродов.
Температура прокалки электродов.
Любители, конечно, зачастую не имеют в наличии профессиональное оборудование для прокалки. Например, при выполнении какой-либо работы на даче, необходимость в покупке специальных устройств попросту невыгодна. Проделать данную операцию можно и своими руками.
Обработать материал можно в духовке. Необходимо установить температуру от 190 до 210 градусов и выдержать стержни в течение 30 минут. Некоторые сварщики рекомендуют использовать более высокие температуры вплоть до 300 градусов.
Многие также сталкиваются с вопросом, как сушить электроды для сварки в домашних условиях? Отличным вариантом выполнения подобной процедуры станет использование котла. Стержни необходимо просто оставить в нем на один-два месяца, после чего их следует завернуть в пищевую пленку.
Описанный вариант подойдет в случае просушке в зимнее время года, а весной можно смело приступать к работе.
На самом деле в процессе термообработке в домашних условиях можно воспользоваться любым нагревательным прибором или какой-либо самодельной электросушилкой.
Это связано с тем, что при быстром нагреве влага испарится, и оставит на электродах налет соли и извести.
Как сушить электроды
Просушивание изделий, как и их прокаливание, рекомендуется выполнять не более двух раз – в противном случае структура материала покрытия начинает постепенно разрушаться. Для этой процедуры используются термопеналы, пеналы-термосы и электропечи с дополнительной функцией сушки.
Термопеналы
Достаточно компактные устройства, что позволяет размещать их прямо на рабочем месте сварщика. Аппараты выполняют прогрев уже прокаленных стержней, а затем длительное время поддерживают необходимую температуру, сохраняя необходимые технические свойства обмазки.
- Температурный диапазон при сушке – от 0 до 120… 130 °С.
- При хранении уровень влажности во внешней среде не должен превышать 80%.
- Температурный диапазон при хранении устройства -45…+40 °С.
Термопеналы вмещают до 10 кг расходного материала. Работают от сети 220 В, а также от трансформатора.
Электропечи с опцией сушки
Если, помимо прокалки (об этом ниже), у электропечи есть и дополнительная функция сушки (т. е. прогрева), можно задействовать и данное устройство. Прогрев обеспечивают термоэлектронагреватели, управление ТЭНами и регулировка температур выполняется автоматически.
- Мощность оборудования – 1…3 кВт.
- Максимальная загрузка – 50 кг.
- Напряжение в сети – 220 В.
Как и в случае с термопеналами, прогрев следует выполнять при влажности окружающего воздуха не более 80%.
Пеналы-термосы
В отличие от термопеналов как такового прогрева электродов не осуществляют. Но сохраняют их нужную температуру после сушки или/прокалки изделий, что очень удобно в процессе выполнения сварщиком работ.








Сушка другими способами
Можно ли, и если да, то как просушить электроды другими способами? В отсутствие упомянутого оборудования выполнить дегидратацию обмазки также возможно, поместив стержни на несколько часов на радиатор отопления или использовав строительный фен. Но это – так называемые «домашние», «народные» средства для бытовой сварки. Во втором случае есть риски просто испортить обмазку, поскольку фен можно разогреть до t 150 °С, а задать нужную температуру и удерживать ее необходимое время невозможно. Если речь идет о промышленных работах и ответственных конструкциях, рекомендуется пользоваться профессиональным оборудованием – оно даст нужный результат по уровню влажности покрытия.
Сколько времени, при какой температуре и как сушат электроды

Прокаливать можно любые типы электрода, исключение – целлюлозные. Они не поддаются термической обработке, поскольку при воздействии свыше 70 градусов покрытие электрода разрушается. В результате они становятся непригодными для сварки. Такие типы расходников хранят в металлических банках, поскольку при попадании влаги они не подлежат восстановлению.
Максимально можно просушивать электроды на высоких температурах 3 раза. После этого обмазка осыпается, что приводит к разрушению структуры расходника.
Если сравнивать понятия «прокаливание» и «просушивание», главное отличие заключается в том, что при прокаливании мы придерживаемся строго инструкции производителя. При просушивании электрода пытается избавиться от влаги любым удобным способом.
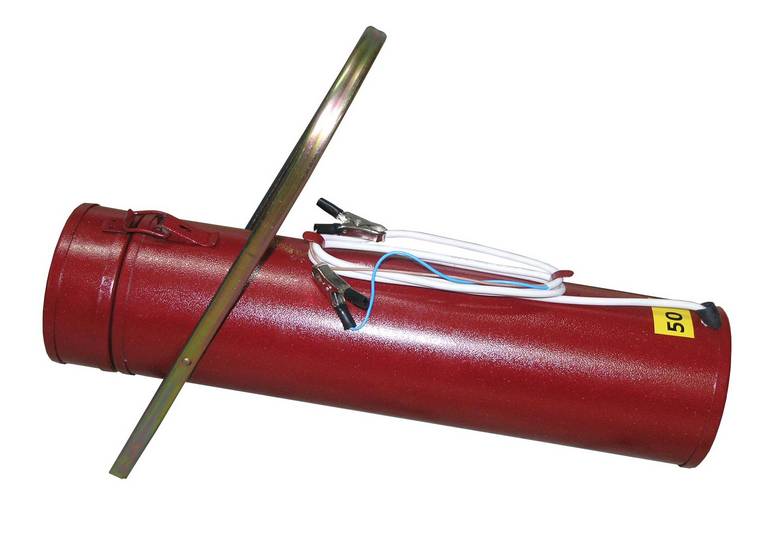
Соответственно, при сушке мы можем использовать любые термические приборы. Даже строительный фен позволит убрать ненужную влагу. Достаточно загрузить электрод в трубу и прогреть их при температуре не менее 150 градусов. Диаметр трубы определяется по окружности фена. Существуют модели с терморегулятором для сушки, которые позволяют контролировать температуру.
Правила работы
При работе с термопеналом следует:
- Установить ручку и ножки на термопенал.
- В зависимости от модификации подключить к стандартной розетке с током, оснащённой заземляющим контактом либо ко вторичной цепи аппарата для сварки.
- При использовании термопенала за пределами помещения следует позаботиться о защите его от воздействия атмосферных осадков.
- Загрузить электроды в пенал. Проводить загрузку необходимо равномерно, распределив электроды по внутренней камере. Электроды должны быть предварительно просушены.
- Общий вес закладываемых электродов определяется в зависимости от модели термопенала.
- Устройство плотно закрывается крышкой во избежание потери температуры во время работы пенала.
- После завершения работы осуществить разгрузку электродов, используя специальные рукавицы, исключая при этом возникновение ударов и толчков.
- После использования термопенала необходимо правильно организовать его хранения. Оптимальными условиями станет температура не выше 40 и не ниже 45 градусов и влажность воздуха не выше 80%.
- При выходе из строя термонагревателя пенал может продолжать служить по своему назначению в качестве термоса.
Толщиномер лакокрасочного покрытия. Как выбрать?
Бензиновая мотопомпа. У воды нет шансов!
Агрегаты для прокаливания

Просушка сварочных стержней в домашней среде возможно при наличии специальных приспособлений.
Рекомендуем применять:
- Электрическую печь с регулятором температур. Агрегату характерны небольшие размеры, его можно легко перемещать с одного места в другое. В основе работы лежат ТЭНы управляемые автоматически с помощью регуляторов. Работает такая печь в обычной сети дести двадцать вольт. Мощность такого вида механизма лежит в пределах от одного до трех киловатт. Максимальная нагрузка составляет пятьдесят килограммов.
- Электрическую печь с функцией осушения. В современных моделях встроен микропроцессор, с помощью которого возможно осуществлять регулировку всей работы. Характерным свойством для данного агрегата является теплоизоляция. Равномерное прогревание сварочных стержней достигается с помощью встроенных теплоэкранах. Обычная сеть не подходит, для такой аппаратуры необходимо иметь три фазы на 380 Вт. Максимальные мощность 8,5 кВт и нагрузка до 160 кг.
- Термопенал. Так называемая «сушилка» для сварочных стержней. Герметичная теплоизолированная конструкция, которую можно использовать как тару для сохранения. Устройство оптимальных габаритов, что позволяет хранить на рабочем месте сварщиков. Основной способностью данной техники – возможность прогреть сварочные стержни от трансформатора или обычной сети 220. Вместимость таких пеналов 10 кг стержней.
При какой температуре прокалить электроды?
Все зависит от типа электрода и типа обмазки.
- С рутиловым покрытием, общего назначения (Э-38, Э42, Э-46) – 150… 270 °С в течение 1–1,5 часа.
- С основным покрытием, общего назначения (Э42А, Э-46А, Э50 и другие) – 300… 450 °С в течение 1-2 ч.
- С кислым покрытием – 185… 190 °С, 1 ч.
- С целлюлозным покрытием – 155… 160 °С, 15 минут.
- Специального назначения – 300… 450 °С, 1–2 ч.
Для наглядности на примере наиболее известных марок покажем, как и сколько прокаливать электроды, в виде таблицы.
| Марка | Температура прокалки (+/- 20 °С) | Время выдержки, ч. |
| УОНИ-13/45 | 400°С | 3 |
| УОНИ-13/55 | 465°С | 3 |
| АНО-4 | 200°С | 2 |
| АНО-9 | 360°С | 2 |
| ОЗС-6 | 200°С | 2 |
| ОЗС-12 | 200°С | 2 |
| МР-3 | 200°С | 2 |
| ЦУ-7 | 360°С | 2 |
| НЖ-13 | 250°С | 1 |
| ЦЛ-17 | 380°С | 2 |
| ОЗЛ-7 | 250°С | 1 |
Эксплуатация
Инструкция по правильной эксплуатации оборудования рекомендует горячими доставать электроды по завершении прокаливания и укладывать их внутрь термопенала. Внутри камеры они будут недоступны влаге. Их можно перемещать на большое расстояние и долго хранить.
Перед тем как сушить сварочные электроды, устройство устанавливается на специальную ножку. Выбирается способ подключения к питанию. Вилка включается в сетевую розетку. Два провода соединяют с кабелями, идущими к держаку и зажиму на детали.
Термопенал включается заранее, чтобы камера успела прогреться. Примерно через 30 мин можно открывать переднюю крышку, брать электрод и начинать работать. Пенал следует держать закрытым, чтобы просушивать оставшиеся материалы.
Преимущества правильного хранения
Сушка в микроволновой печи не допускается, так как данный процесс может повредить ее и повлечь за собой значительные убытки. Ведь такая печь стоит достаточно дорого и портить ее, чтобы сушить изделия — нерентабельно
Несмотря на то, что сушка имеет огромное значение, не менее важно и хранение данных деталей. С этой целью используются специальные герметичные термопеналы для электродов, которые подходят по размеру к изделиям. Дело в том, что если их хранить в пеналах, то сушка не понадобится
Пеналы можно не только приобрести в специализированных магазинах, но и изготовить собственными руками у себя дома. Не стоит забывать, что при надлежащем хранении электродов, они сохраняют все свои качества на протяжении долгого периода и позволяют специалистам экономить средства
Дело в том, что если их хранить в пеналах, то сушка не понадобится. Пеналы можно не только приобрести в специализированных магазинах, но и изготовить собственными руками у себя дома. Не стоит забывать, что при надлежащем хранении электродов, они сохраняют все свои качества на протяжении долгого периода и позволяют специалистам экономить средства.
При соблюдении всех условий правильной сушки и хранения электродов каждый мастер сумеет сделать свою работу качественно, которая будет прочной и прослужит долгое время. Сушка электродов в домашних условиях доступно любому человеку, не владеющему особыми знаниями и навыками, которыми обладает мастер. Если использовать нужную печь, выдержать температуру и время сушки, а также хранить электроды в соответствующих условиях, вы избежите необходимости вновь их покупать и нести за это дополнительные расходы.
Не стоит забывать об инструкции просушки, которая прилагается к каждой упаковке. В ней указаны все специфические аспекты сушки, начиная с температурного режима, заканчивая временем данной процедуры. Стоит также отметить, что если изделия не высушены, то вполне вероятно повреждение поверхности металла и некачественный шов, который не выстоит даже при малейшем механическом воздействии, тем более, если конструкция находится вне здания и на нее воздействуют природные и климатические факторы.
Прежде, чем начинать сваривание, стоит заранее озаботиться приобретением необходимого количества электродов. Но для этого вам необходимо точно знать, сколько именно электродов вам понадобится для работы. Проведя все расчеты можно избежать большого количества излишков или необходимости докупать сварочные материалы.
Прокалочная печь для электродов представляет собой электрический нагревательный прибор. Они бывают как заводского производства, так и изготовленные своими руками.
Питание таких устройств осуществляется от обычной электросети переменного тока в 220 вольт, либо от трехфазной сети в 380 вольт. Альтернативными бытовыми способами сушки электродов в небольших количествах для сварочных работ являются использование духового шкафа и мощного строительного фена.
Технология прокалки
Различные виды стержней необходимо подвергать соответствующей термообработке. Ее параметры указываются на упаковке в инструкции.
Параметры прокаливания зависят от покрытия электродов и указываются на этикетках, в паспортах и каталогах.
Работнику необходимо строго придерживаться всех требований по прокалке. В противном случае стержни окажутся недосушенными или пересушенными, что негативно отразиться на качестве сварочного соединения. В связи с этим данную процедуру необходимо проделывать правильно.
Таблица характеристик печи для прокалки электродов.
Основными характеристиками при прокалке являются:
- необходимость сушки;
- режимы;
- количество прокалок.
Если не выполнять термообработку, расход материалов существенно увеличится и снизится надежность соединения. Если есть хоть малейшие сомнения относительно условий и продолжительности хранения электродов или же в их покрытии присутствует влага, то прокалка просто необходима.








Итак, как прокалить электроды? Выполнить данную операцию можно двумя способами: с использованием промышленных устройств и в бытовых условиях.
Прокалить и высушить электроды можно с помощью специальной печи. В магазинах представлен широкий ассортимент подобных агрегатов. Есть разработки от зарубежных компаний и от отечественных.
Выбирая печь, следует в первую очередь ориентироваться на такие характеристик, как мощность, напряжение, ее масса и размеры.
Довольно распространенной разновидностью подобных устройств являются шкафы. Они позволяют прокаливать и просушивать электроды. Кроме того в них стержни хранятся продолжительное время.
Тем не менее, не все виды данного оборудования обладают перечисленными возможностями
В связи с этим в момент покупки шкафа обязательно обращайте внимание на его возможности
Хранить стержни можно в термопеналах или пеналах-термосах. Эти малогабаритные устройства отлично подойдут и при прогревании уже обработанных материалов.
Во время сварочных работ с металлическими конструкциями, к которым не предъявляются высокие требования, обработку электродов можно выполнить народными методами. Например, подойдет духовка или термофен.
Используя духовку лучше отдать предпочтение электрическому типу. Дело в том, что в газе содержится небольшое количество влаги, что может отрицательно повлиять на качество термической обработки.
Проводя термообработку важно следовать технологической инструкции. Некоторые стержни, например, необходимо просушить перед прокалкой. Обработка стержней состоит из нескольких простых действий:
Обработка стержней состоит из нескольких простых действий:
- загрузка материала в камеру устройства;
- плотное закрытие дверцы;
- установка температуры в соответствии с приведенным значением в инструкции;
- установка длительности обработки;
- выдержка в течение необходимого интервала времени;
- по окончании процесса термообработки выключить устройство и дать ему остыть вместе с электродами для избегания резкого перепада температур.





