

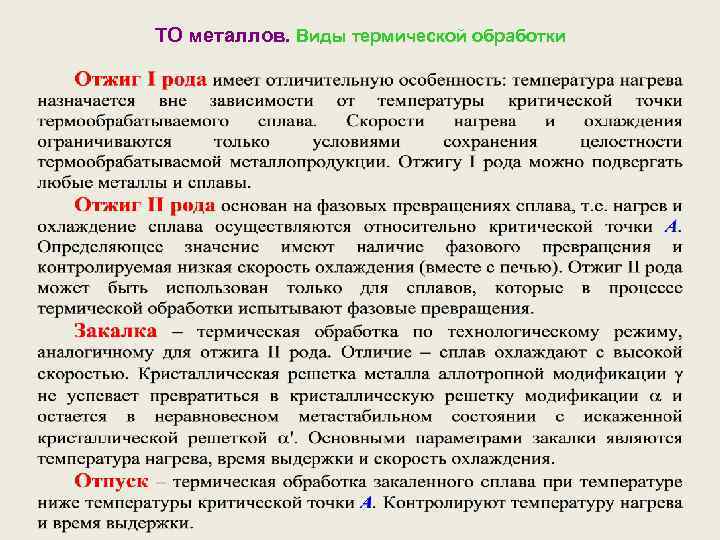
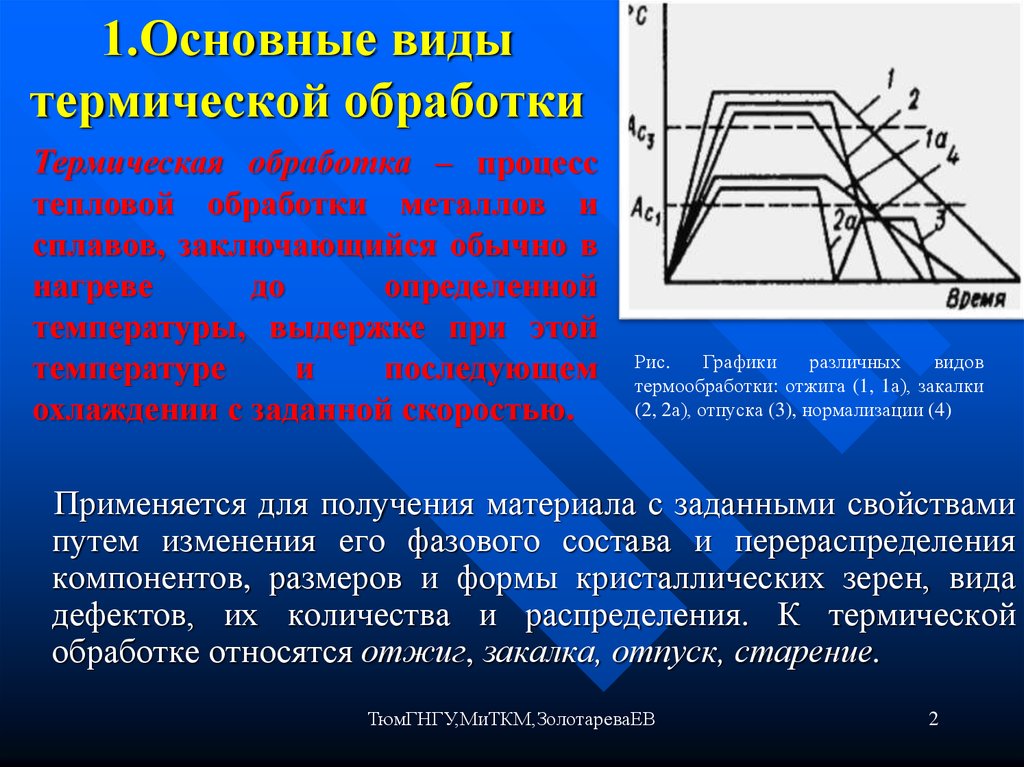
Отжиг первого рода (І-го рода)
Отжиг І рода – термическая операция, состоящая в нагреве металла в неустойчивом состоянии, полученном предшествующими обработками, для приведения металла в более устойчивое состояние. Этот вид отжига может включать в себя процессы гомогенизации, рекристаллизации, снижения твердости и снятия остаточных напряжений. Особенность этого вида отжига в том, что указанные процессы протекают независимо от того происходят ли фазовые превращения при термообработке или нет. Различают гомогенизационный (диффузионный), рекристаллизационный отжиг и отжиг, уменьшающий напряжения и снижающий твердость.
Гомогенизационный отжиг
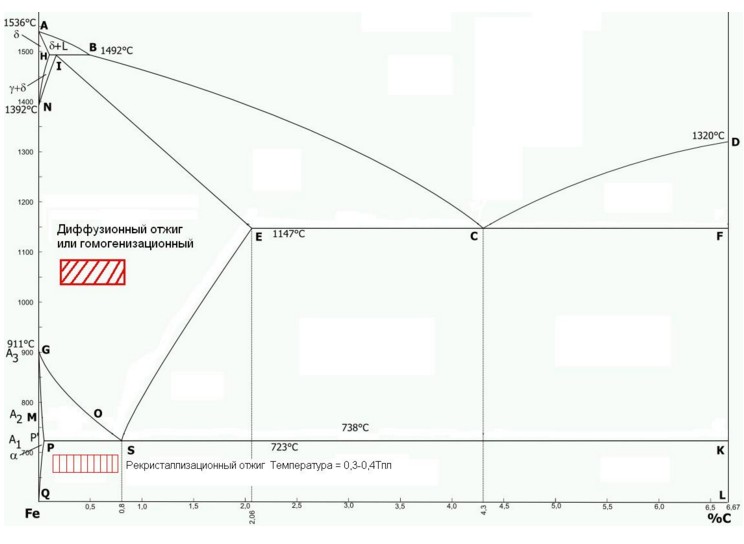
Гомогенизационный отжиг – это термическая обработка, при которой главным процессом является устранение последствий дендритной и внутрикристаллитной ликвации в слитках сталей. Ликвация повышает склонность стали, обрабатываемой давлением, к хрупкости, анизотропии свойств и таким дефектам, как шиферность (слоистый излом) и флокены. Устранение ликвации достигается за счет диффузионных процессов. Для обеспечения высокой скорости диффузии сталь нагревают до высоких (1000–1200 °С) температур в аустенитной области. При этих температурах делается длительная (10–20 час.) выдержка и медленное охлаждение с печью. Диффузионные процессы наиболее активно протекают в начале выдержки. Поэтому во избежание большого количества окалины, охлаждение с печью обычно проводят до температуры 800 — 820°С, а далее на воздухе. При гомогенизационном отжиге вырастает крупное аустенитное зерно. Избавиться от этого нежелательного явления можно последующей обработкой давлением или термической обработкой с полной перекристаллизацией сплава. Выравнивание состава стали при гомогенизационном отжиге положительно сказывается на механических свойствах, особенно пластичности.
Рекристаллизационный отжиг стали
Рекристаллизационный отжиг, применяемый для сталей после холодной обработки давлением, – это термическая обработка деформированного металла или сплава. Может применять как окончательная, так и промежуточная операция между операциями холодного деформирования. Главным процессом этого вида отжига являются возврат и рекристаллизация соответственно. Возвратом называют все изменения в тонкой структуре, которые не сопровождаются изменениями микроструктуры деформированного металла (размер и форма зерен не изменяется). Возврат сталей происходит при относительно низких (300–400°С) температурах. При этом процессе наблюдается восстановление искажений кристаллической решетки.
Рекристаллизацией называют зарождение и рост новых зерен с меньшим количеством дефектов кристаллического строения. В результате рекристаллизации образуются совершенно новые, чаще всего равноосные кристаллы. Между температурным порогом рекристаллизации и температурой плавления имеется простое соотношение: ТР ≈ (0,3–0,4)ТПЛ., что составляет для углеродистых сталей 670–700°С.
Отжиг для снятия напряжений
Отжиг для снятия напряжений – это термическая обработка, при которой главным процессом является полная или частичная релаксация остаточных напряжений. Такие напряжения возникают при обработке давлением или резанием, литье, сварке, шлифовании и других технологических процессах. Внутренние напряжения сохраняются в деталях после окончания технологического процесса и называются остаточными. Избавиться от нежелательных напряжений можно путем нагрева сталей от 150 до 650°С в зависимости от марки стали и способа предыдущей обработки.
Высокий отжиг стали
Эта операция часто называется высоким отпуском. После горячей пластической деформации сталь имеет мелкое зерно и удовлетворительную микроструктуру. Такое состояние сталь получает при ускоренном охлаждении после пластической деформации. Однако в структуре могут быть составляющие: мартенсит, бейнит, троостит и т. д. Твердость металла при этом может быть достаточна высока. Для повышения пластичности и соответственно снижения твердости делается высокий отжиг. Его температура ниже критической Ас1 и зависит от требований к металлу для следующей операции обработки.
С какой целью производится нормализация стальных конструкций? — станки, сварка, металлообработка
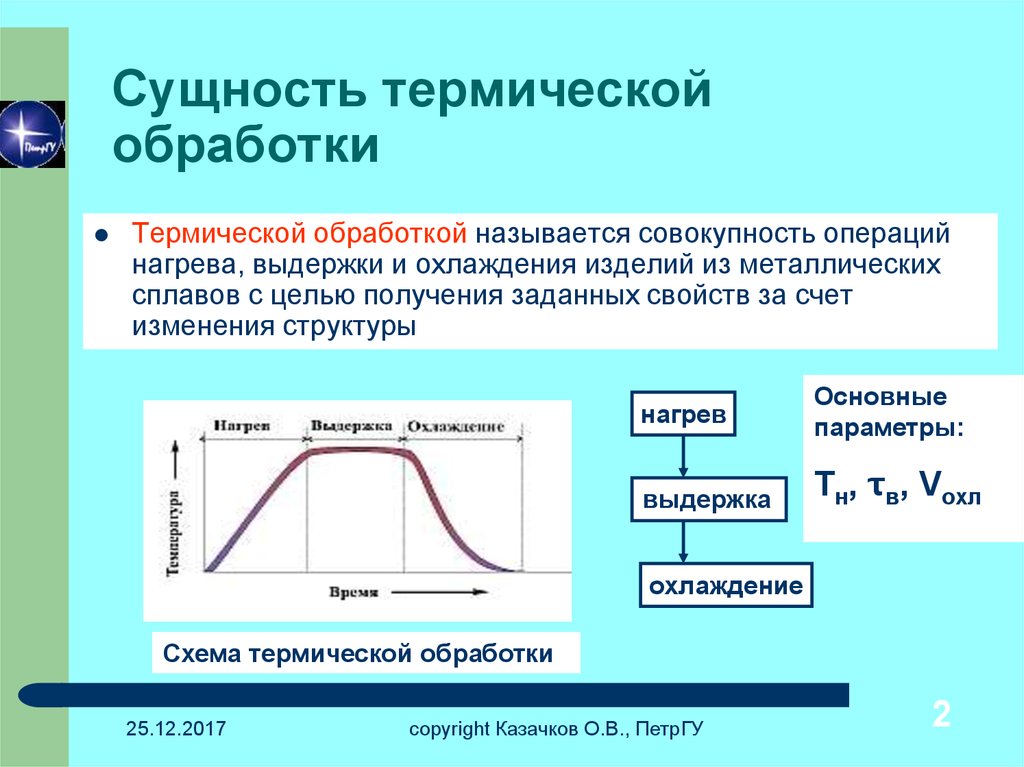
Часто в производственных целях возникает необходимость изменить параметры стали, одним из способов это выполнить является термообработка. По своему принципу большинство технологий термообработки предусматривают изменение строения сталей посредством нагрева, выдержки и охлаждения.
Несмотря на то что все эти технологии имеют одинаковые цели и принцип работы, все они отличаются по температурным и временным режимам. Термическая обработка может быть как промежуточным, так и окончательным технологическим процессом во время производства. В первом случае материал так готовится к последующей обработке, а во втором ему придают новые свойства.
Одной из таких технологий является нормализация стали. Так называют термообработку, при которой материал прогревается до температуры на 30−50 градусов выше Аст или Ас3, а затем его охлаждают на спокойном воздухе.
Принцип нормализации стали
Нормализация стали относится к процессам закалки путём цикла нагрева до определённой температуры и охлаждения. Термическая обработка имеет различные режимы для каждого вида металлов. В результате применения технологии материал становится прочнее за счёт устранения дефектов. Последние неизбежно появляются в результате предыдущих этапов изготовления изделий из стали.
Назначение технологии
Нормализация стали может проводиться в гаражных условиях при наличии соответствующего оборудования. Достоинством технологии является получение тонкого эвтектоида. Строение этого слоя напрямую влияет на прочность и жесткость металла.
Так как нормализация стали проводится для улучшения качества изделия, соответственно, повышается стоимость его изготовления. Технология применяется лишь при необходимости. Для слабонагруженных деталей проводить её не требуется. Часто она применима для выпуска сортового металла.
Технология может быть заменой такой процедуры, как закалка с высоким отпуском, классический отжиг. Нормализация стали среднеуглеродистой не даёт высокой прочности, сравнимой со структурой после закалки. Но она не приводит к сильной деформации и помогает избавиться от внутренних трещин.
Суть технологии
Нормализация стали относится к термическому методу обработки. Существует несколько технологий нагрева металла, отличающихся по условиям:
- Температура нагрева у металлов и сплавов различна.
- Время выдержки в нагретом состоянии.
- Вид охлаждения чаще длительный происходит за счет теплообмена с окружающей средой.
Немного истории
Еще в древние времена мастера кузнецких дел использовали самые примитивные методы закалки. Для этого раскаленный кусок железа погружали в воду, масло или вино. Но время шло, и вместе с опытом развивались и способы закаливания металла.
В начале XIX века хрупкий чугун помещали в емкость со льдом и засыпали сахаром. После процесса нагревания продолжавшегося в течение 20 часов, чугун становился мягким и легко поддавался ковке.
Середина XIX века знаменательна тем, что русский изобретатель металлург Д. К. Чернов совершил выдающееся открытие. Он установил, что при смене температуры металл изменяет свои свойства.
Дмитрий Константинович Чернов стал основоположником науки изучающей свойства металлов – материаловедения.
Закалка
Это термическая обработка стали, благодаря которой происходит повышение ее прочности, износостойкости, твердости, предела упругости, а также снижение пластичных свойств. Технология закалки состоит из нагрева до определенной температуры (примерно 850-900 ºС), выдержки и резкого охлаждения, благодаря которому эти свойства и достигаются. Закалка является самым распространенным способом улучшения физико-механических свойств сплава. Виды термической обработки стали: с полиморфным превращением и без такового.
Закалку с полиморфным превращением используют для сталей, в составе которых присутствует элемент, способный к полиморфным преобразованиям.
Сплав нагревается до температуры изменения кристаллической решетки полиморфного элемента. В результате нагревания увеличивается растворимость легирующего компонента. При понижении температуры тип решетки изменяется в обратную сторону, но поскольку оно происходит с большой скоростью, в сплаве остается избыточная концентрация элемента с измененной решеткой. Так возникает неравновесная структура, являющаяся термодинамически неустойчивой. Игольчатая микроструктура стали, после термической обработки образовавшаяся в сплаве, называется мартенситом. Для снятия остаточных напряжений металл далее подвергают отпуску.
Закалка без полиморфных превращений применяется в случаях, когда один из компонентов сплава ограниченно растворяется в другом. При нагревании сплава выше линии солидус произойдет растворение компонента. А при быстром охлаждении вторичная фаза не успеет вернуться в исходное состояние, т.к. для возникновения границы раздела фаз, образования исходной решетки и процесса диффузии недостаточно времени. В итоге возникает метастабильный твердый раствор с избыточным содержанием компонента. Процесс приводит к увеличению пластичности металла. Термодинамическая устойчивость достигается в процессе самопроизвольного либо термического старения.
Поскольку режимы термической обработки стали закалкой имеют такой важный решающий параметр, как скорость охлаждения, следует упомянуть среды, в которых процесс происходит (воздух, вода, инертные газы, масло, водные растворы солей).
Скорость охлаждения стали водой в 6 раз выше при температуре 600 ºС и в 28 раз при 200 ºС (в сравнении с техническим маслом). Ее применяют для охлаждения углеродистых сплавов с высокой критической скоростью закалки. Недостатком воды является достаточно большая скорость охлаждения в областях возникновения мартенсита (200-300 ºС), что может привести к образованию трещин. Соли добавляют в воду для увеличения ее закаливающей способности. Таким образом происходит, например, термическая обработка стали 45.
Сплавы с незначительной критической скоростью закалки, которыми являются легированные, охлаждают с помощью масла. Его использование ограничивается легкой воспламеняемостью и способностью пригорать к поверхности деталей. Ответственные детали из углеродистой стали охлаждают в двух средах: воде и масле.




Мартенситные стали, на которых не должно быть оксидной пленки, например, используемые для медицинского оборудования, охлаждают в разряженной атмосфере или на воздухе.
Для того чтобы превратить остаточный аустенит, придающий стали хрупкость, в мартенсит, применяют дополнительное охлаждение.
С этой целью детали помещают в холодильник с температурой -40 – -100ºС либо покрывают смесью углекислоты с ацетоном. Специальная дополнительная обработка низкими температурами способствует повышению твердости режущих инструментов, материалом которых является легированная сталь, стабилизации размерных параметров высокоточных деталей, увеличению магнитных качеств металла.
Для некоторых деталей, например, валов, кулачков, осей, шестерен, пальцев для муфт, работающих на истирание, используют поверхностную закалку. В этом случае образуется износостойкое покрытие детали, сердцевина которой – вязкая, с повышенной усталостной прочностью. Для того чтобы произвести такую закалку, используют токи высокой частоты, образуемые трансформатором от специального генератора. Они нагревают поверхность детали, охватываемую индуктором. Затем деталь охлаждается на воздухе. Толщина поверхностного слоя, подвергнутого закалке, может варьироваться от 1 до 10 мм.
Химико-термическая обработка
Химико-термическая обработка металлов подразумевает процедуру, которая заключается в изменении структуры металла. Фактически такая обработка проводится путем нагрева до нужной температуры и выдерживания деталей в специально подготовленных химических растворах. Подобный процесс осуществляется для того, чтобы насытить слои металлических заготовок необходимыми химическими компонентами.
В целом, химико-термическая обработка стали направлена на улучшение твердости, коррозионной устойчивости, а также стойкости к износу различных деталей. Она более привлекательна по отношению к прочим технологиям благодаря тому, что при увеличении прочности деталей наблюдается не столь существенное снижение пластичности.
Основными параметрами химико-термической обработки деталей является температура процесса, а также продолжительность выдержки. Варьируя их, можно получать разные результаты.
Особенности процесса
Особенность подобного процесса заключается в том, что при его проведении может применяться насыщение как одним компонентом, так и несколькими. При однокомпонентном насыщении используется только хром, углерод, бор или другой активный компонент.
В случае же многокомпонентной обработки может применяться сочетание различных элементов, к примеру бор и алюминий (такой процесс называют боролитирование). Также используются другие пары веществ. Стоит отметить, что в промышленности обычно применяется однокомпонентное насыщение.
После того, как будет совершена химико-термическая обработка, появится диффузионный слой. Под этим необходимо понимать изменение структуры и химического состава материалов, а также свойств наружного слоя и фаз элемента. Изменения диффузионного слоя зависят от состава компонентов.
Разновидности
Химико-термическая обработка деталей может осуществляться различными способами:. Азотирование. В этом случае детали обогащаются азотом, что приводит к повышению их усталостной прочности, а также устойчивости к появлению коррозии.
- Алитирование. Данный процесс подразумевает обработку алюминием. Его цель ‒ придание изделиям повышенной стойкости к разнообразным газам.
- Цементация. Процедура происходит путем обогащения деталей углеродом. В результате этого изделия приобретают твердую оболочку с сохранением мягкой середины.
- Борирование.
Как нетрудно догадаться из названия, в этом случае стальные или другие детали подвергают воздействию бором. В результате проведения подобной процедуры поверхность изделий становится более стойкой к разнообразным средам, что также приводит к увеличению их долговечности.
- Хромирование. Детали проходят насыщение хромом.
Подобная химико-термическая обработка способна придать им устойчивость к преждевременному износу, появлению коррозии и окалины.
Преимущества процесса
Химико-термическая обработка материалов имеет ряд важных преимуществ, наиболее существенными из которых являются:
- высокий темп насыщения металлов;
- обеспечение равномерного распределения температуры во время обработки;
- низкий уровень термонапряжения;
- во время данного процесса практически полностью исключаются деформации.
Данный вид обработки привлекателен еще и потому, что подходит для большого количества разнообразных металлов. Подобная процедура нашла широкое распространение для придания прочности шестерням.
При заказе услуги у нас, Вы можете быть уверены в том, что химико-термическая обработка будет строго контролироваться на каждом этапе. Каждому клиенту при обращении к нам предоставляется индивидуальный подход.
Выполняем следующие виды работ:
• Замер твердости материалов и изделий по заявке Заказчика Цена 200,00 руб./один замер
• Определение марки материала и количество содержания химических элементов в сталях при помощи оптического спектрометра «Минилаб СЛ». Результат анализа материала считается информационным и не является основанием для решения спорных вопросов через арбитраж.
Цена 800,00 руб./один образец
— Минимальный размер оплаты при поставке деталей на термообработку из одной марки стали:
• до 55 кг ( закалка+отпуск ) Цена 1500,0
• до 20 кг ( цементация+закалка ) Цена 1500,0
Также, Вы можете заказать бесплатный обратный звонок и наш менеджер ответит на все интересующие вопросы.
Немного истории
Еще в древние времена мастера кузнецких дел использовали самые примитивные методы закалки. Для этого раскаленный кусок железа погружали в воду, масло или вино. Но время шло, и вместе с опытом развивались и способы закаливания металла.

В начале XIX века хрупкий чугун помещали в емкость со льдом и засыпали сахаром. После процесса нагревания продолжавшегося в течение 20 часов, чугун становился мягким и легко поддавался ковке.
Середина XIX века знаменательна тем, что русский изобретатель металлург Д. К. Чернов совершил выдающееся открытие. Он установил, что при смене температуры металл изменяет свои свойства.

Дмитрий Константинович Чернов стал основоположником науки изучающей свойства металлов – материаловедения.
Это интересно: Железо — химические свойства и температура плавления
Отжиг II-го рода. Отжиг и нормализация сталей; режимы и назначение отжига и нормализации
После отжига получается однородная мелкозернистая структура, твердость уменьшается, пластичность повышается, и в качестве предварительной термической обработки используется II вид отжига, перед обработкой стальных деталей металлорежущим станком. В зависимости от температуры нагрева происходит полный и неполный отжиг. Полный отжиг используется для предварительной эвтектоидной стали.
Его целью является улучшение структуры стали для облегчения последующей обработки резанием, штамповкой или закалкой, а также придание готовой детали мелкозернистой отделки. Неполный отжиг связан с фазой перекристаллизации, его применяют после процесса горячего прессования, а также при получении заготовки мелкозернистой структуры. После охлаждения получается грубая структура, состоящая из крупных частиц феррита и перлита. Сталь менее пластична. Производство гранулированного цементита облегчается горячей пластической деформацией перед отжигом, где цементитная сетка измельчается.
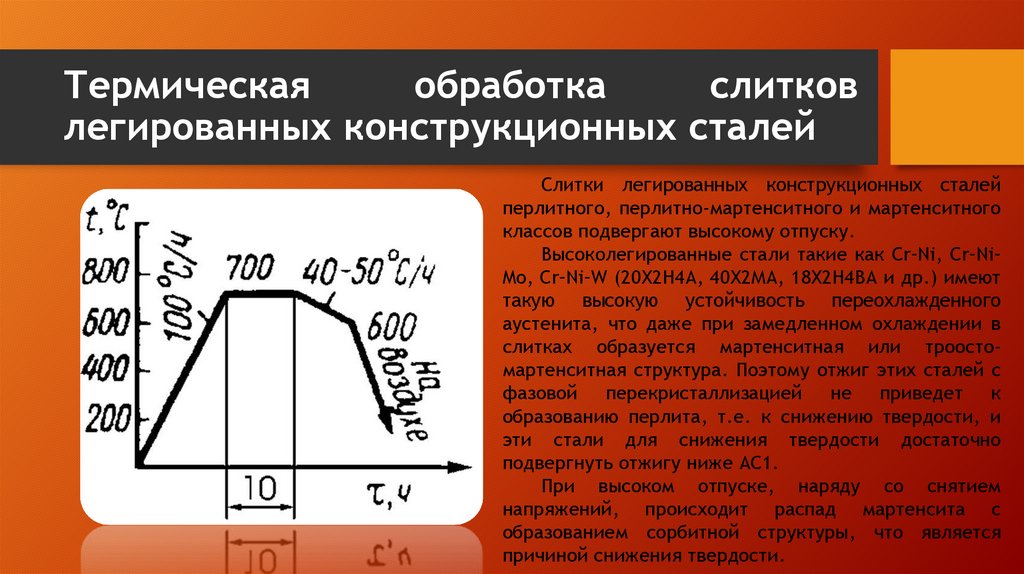
Сталь с зернистым цементитом лучше обрабатывается режущим инструментом, а после закалки приобретает хорошую структуру. Для экономии времени проводят изотермический отжиг. При изотермическом отжиге в процессе старения, температура равна по сечению изделия. Это способствует более однородной структуре и однородным характеристикам. Легированная сталь подвергается такому отжигу. Отжиг легированной стали увеличивает не только продолжительность нагрева и старения, но и продолжительность охлаждения. Высоколегированные стали охлаждаются на низких скоростях из-за высокой стабильности легированного аустенита. Их твердость после отжига остается высокой, что ухудшает обрабатываемость режущего инструмента.
Стандартизация называется термической обработкой стали, при которой изделие нагревается до аустенитного состояния и охлаждается на нежном воздухе. Разница между нормализацией и полным отжигом предварительно эвтектоидной стали заключается только в скорости охлаждения. В результате нормализации получается более тонкая структура кодекутана, уменьшаются внутренние напряжения, устраняются дефекты, возникшие в ходе предыдущей обработки продукта. Нормализованная твердость и прочность после термообработки используется в качестве промежуточной операции для улучшения структуры.
Особенностью данного вида режима термообработки является температура нагрева и охлаждения в спокойном воздухе. Эти особенности обусловлены конкретной целью нормализации. Что касается предэвтектоидной стали, особенно низкоуглеродистой стали, то можно получить те же результаты, что и при отжиге, используя более простой режим нормализации и охлаждения за более короткое время. Воздушное охлаждение обеспечивает более высокую степень переохлаждения аустенита, чем при отжиге, а продукты его распада более дисперсны, а плотность образующихся дислокаций близка к 108 см2.
Это особенно верно для деталей из низкоуглеродистой стали, где использование закалки исключено из-за очень высокой критической скорости закалки. Одной из целей нормализации является разрушение вышеупомянутой сетки в транс-со-сталях, в которых нежелательные цементитные сетки вокруг зерен перлита не образуются из-за ускоренного выделения избыточного (вторичного) цементита из аустенита. Рекристаллизационный отжиг (рекристаллизация) стали происходит при температуре 500-550 ° с; отжиг для снятия внутренних напряжений-при температуре 600-700°с. Эти виды отжига позволяют снять внутреннее давление литья от неравномерного охлаждения деталей и заготовок, обрабатываемых давлением при подкритических температурах.
Если в стали наблюдается внутрикристаллическое разжижение, то применяется диффузионный отжиг. Выравнивание состава в зернах аустенита, наряду с самодиффузией железа, достигается диффузией углерода и других примесей в твердом состоянии. В результате сталь становится однородной по составу, поэтому диффузионный отжиг также называют гомогенизацией. Температура гомогенизации должна быть достаточно высокой, но нельзя допускать сгорания частиц.
| Отпуск сталей. Превращения в стали при отпуске, изменение микроструктуры и свойств | Изменение микроструктуры и механических свойств металлов при нагреве после высоких и низких температур Обработка металлов давлением основана на их |
| Химико-термическая обработка стали.Назначение, виды и общие закономерности.Диффузионное насыщение сплавов металлами и неметаллами | Возврат, первичная и собирательная рекристаллизация. Рекристаллизационный отжиг |
Нитроцементация (цианирование) стали
Нитроцементация (цианирование) стали — химико-термическая обработка с одновременным поверхностным насыщением изделий азотом и углеродом при повышенных температурах с последующими закалкой и отпуском для повышения износо- и коррозионной устойчивости, а также усталостной прочности. Нитроцементация может проводиться в газовой среде при температуре 840..860°С — нитроцианирование, в жидкой среде — при температуре 820…950°С — жидкостное цианирование в расплавленных солях, содержащих группу NaCN.
Нитроцементация эффективна для инструментальных (в частности, быстрорежущих) сталей; она используется для деталей сложной конфигурации, склонных к короблению. Однако, поскольку этот процесс связан с использованием токсичных цианистых солей, он не нашел широкого распространения.
Примеры [ править | править код ]
Гомогенизационный отжиг + старение Например, для суперсплавов на базе никеля (типа «Инконель 718») типичной является следующая термическая обработка: Гомогенизация структуры и растворение включений (англ. Solution Heat Treatment ) при 768—782 °C с ускоренным охлаждением. Затем производится двухступенчатое старение (англ. Precipitation Heat Treatment ) — 8 часов при температуре 718 °C, медленное охлаждение в течение 2 часов до 621—649 °C и выдержка в течение 8 часов. Затем следует ускоренное охлаждение. Закалка + высокий отпуск (улучшение) Многие стали проходят упрочнение путём закалки — ускоренного охлаждения (на воздухе, в масле или в воде). Быстрое охлаждение приводит, как правило, к образованию неравновесной мартенситной структуры. Сталь непосредственно после закалки отличается высокой твёрдостью, остаточными напряжениями, низкой пластичностью и вязкостью. Так, сталь 40ХНМА (SAE 4340) сразу после закалки имеет твёрдость выше 50 HRC, в таком состоянии материал непригоден для дальнейшего использования из-за высокой склонности к хрупкому разрушению. Последующий отпуск — нагрев до 450 °C — 500 °C и выдержка при этой температуре приводят к уменьшению внутренних напряжений за счёт распада мартенсита закалки, уменьшения степени тетрагональности его кристаллической решётки (переход к отпущенному мартенситу). При этом твёрдость стали несколько уменьшается (до 45 — 48 HRC). Подвергаются улучшению стали с содержанием углерода 0,3 — 0,6 % C.
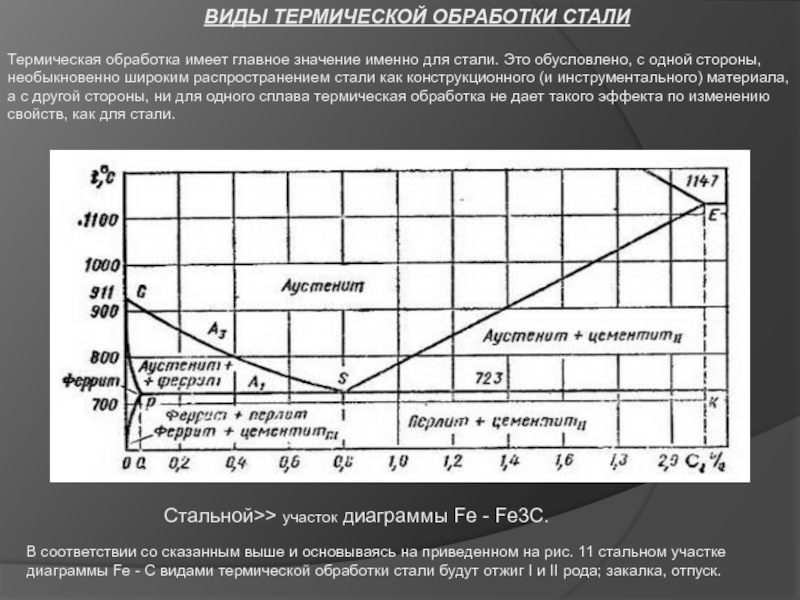
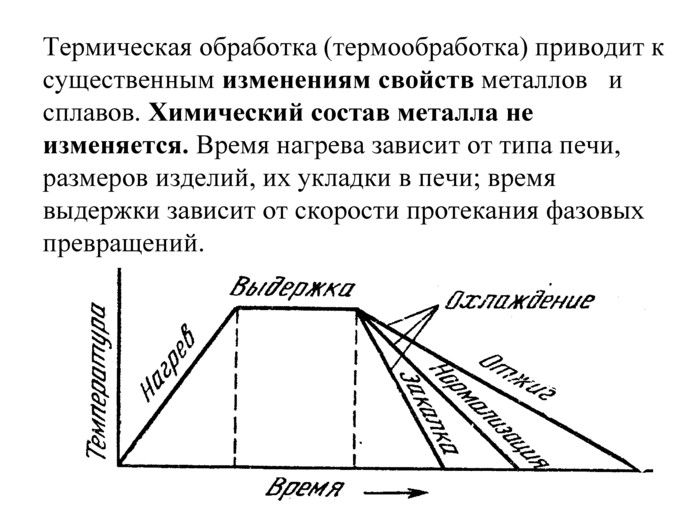
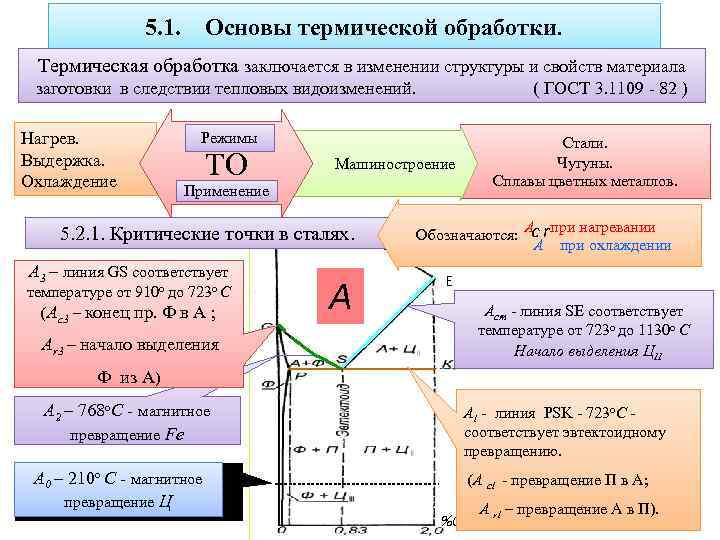
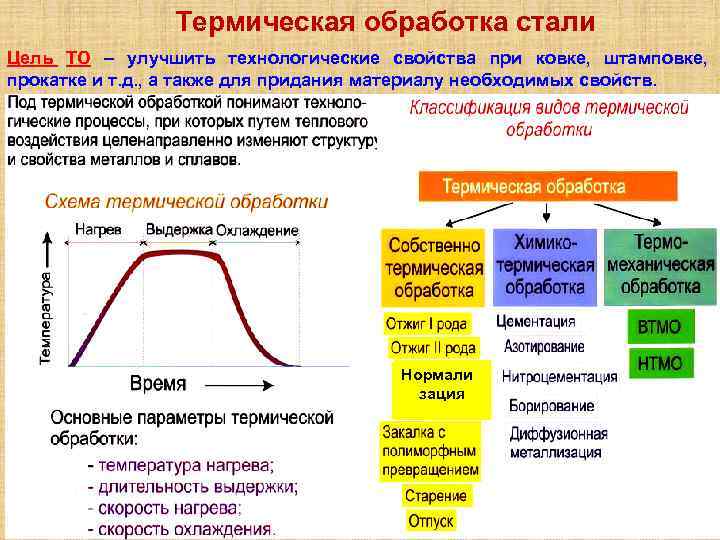
Термическая обработка стали позволяет придать изделиям, деталям и заготовкам требуемые качества и характеристики. В зависимости от того, на каком этапе в технологическом процессе изготовления проводилась термическая обработка, у заготовок повышается обрабатываемость, с деталей снимаются остаточные напряжения, а у деталей повышаются эксплуатационные качества.
Так, молекулярная решетка углеродистой стали при температуре не более 910°С представляет из себя куб объемно-центрированный. При нагревании свыше 910°С до 1400°С решетка принимает форму гране-центрированного куба. Дальнейший нагрев превращает куб в объемно-центрированный.

Сущность термической обработки сталей – это изменение размера зерна внутренней структуры стали. Строгое соблюдение температурного режима, времени и скорости на всех этапах, которые напрямую зависят от количества углерода, легирующих элементов и примесей, снижающих качество материала. Во время нагрева происходят структурные изменения, которые при охлаждении протекают в обратной последовательности. На рисунке видно, какие превращения происходят во время термической обработки.

Изменение структуры металла при термообработке
Особенности термообработки цветных сплавов
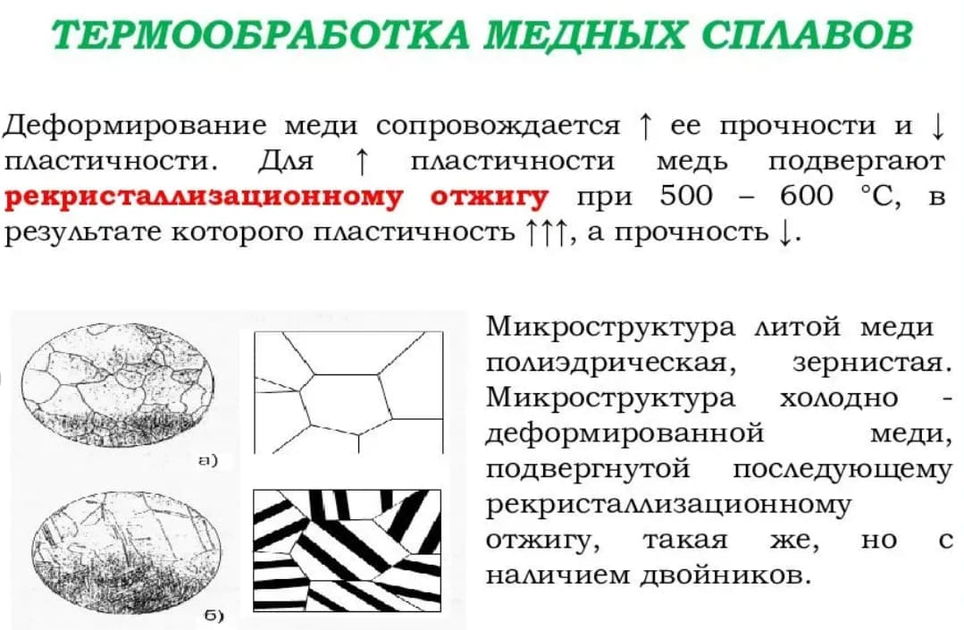
Большинство сплавов можно подвергать двум видам термообработки – закалке и старению. Последняя разновидность представляет собой отпуск, проводимый при температурах 120…200С, с охлаждением при комнатной температуре (естественное старение) или с подачей воздушной струи (искусственное старение).
Однако существует большой разброс между многими комбинациями металлов и цветных сплавов по скорости деформационного упрочнения, что затрудняет систематизацию процессов термообработки цветных сплавов.
Основные особенности:
- Сплавы системы «медь-никель» эффективно поддаются механо-термической обработке, при которой структура становится мелкозернистой, но твёрдость повышается.
- Все виды цветных сплавов поддаются отжигу, при этом тип нагрева не имеет значения, поскольку интенсивность окалинообразования невысока. Меньшее влияние на эффективность отжига оказывает время, чем температура.
- Закалка цветных сплавов значительно менее эффективна. За исключением титана, широко используемые сплавы алюминия, меди и магния не являются аллотропными; таким образом, они не реагируют так же, как стали, при своём нагревании и охлаждении.
- Многие сплавы типа бронз термообработке вообще не поддаются, поскольку для этих сплавов твердые растворы, образующиеся при повышенной температуре, остаются полностью стабильными при комнатной температуре или ниже.
- Температурные и временные циклы термообработки охватывают широкий диапазон, который зависит не только от состава сплава, но и от того, находится ли сплав в деформируемом или литом состоянии.
Цветные металлы редко подвергаются предварительному нагреву, поскольку он приводит к увеличению размера зерна и ухудшает структуру сплава.
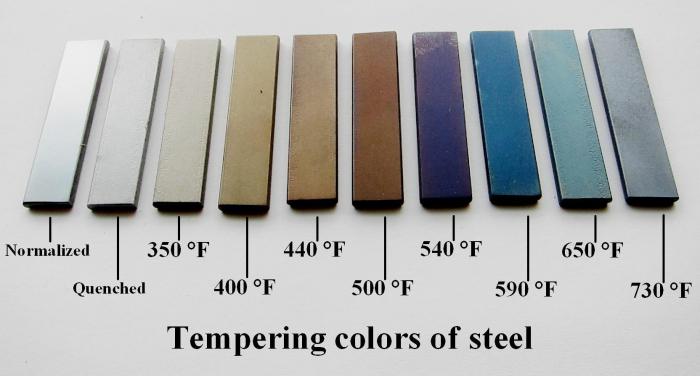
Какое бывает окисление у разных сталей?
Хромоникелевая сталь — её называют жаростойкой потому, что она практически не поддаётся окислению.
Легированная сталь — у неё образуется плотный, но тонкий слой окалины, который защищает от дальнейшего окисления и не даёт растрескиваться при ковке.
Углеродистая сталь — она теряет около 2–4 мм углерода с поверхности при нагреве. Это для металла очень плохо, так как он теряет прочность, твёрдость и сталь ухудшается в закаливании. А особенно очень пагубным является обезуглероживание для ковки небольших деталей с последующей закалкой. Чтобы не было трещин на высоколегированной и высокоуглеродистой стали, их надо нагревать медленно.


Обязательно нужно обращаться к диаграмме «железо-углерод», где определена температура для начала и конца ковки. Делать это надо для того, чтобы металл при нагреве не приобретал крупнозернистую структуру и не снижалась его пластичность.
Но перегрев заготовки можно исправить методом термообработки, но для этого нужно дополнительная энергия и время. Если металл нагреть до ещё большей температуры, то это приведёт к пережогу, что дойдёт до того, что в металле нарушится связь между зёрнами и он полностью разрушится при ковке.
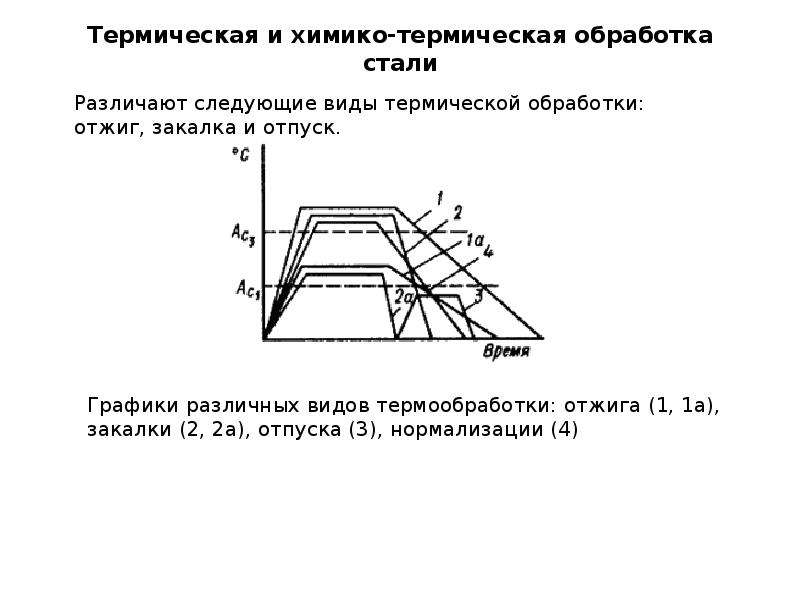
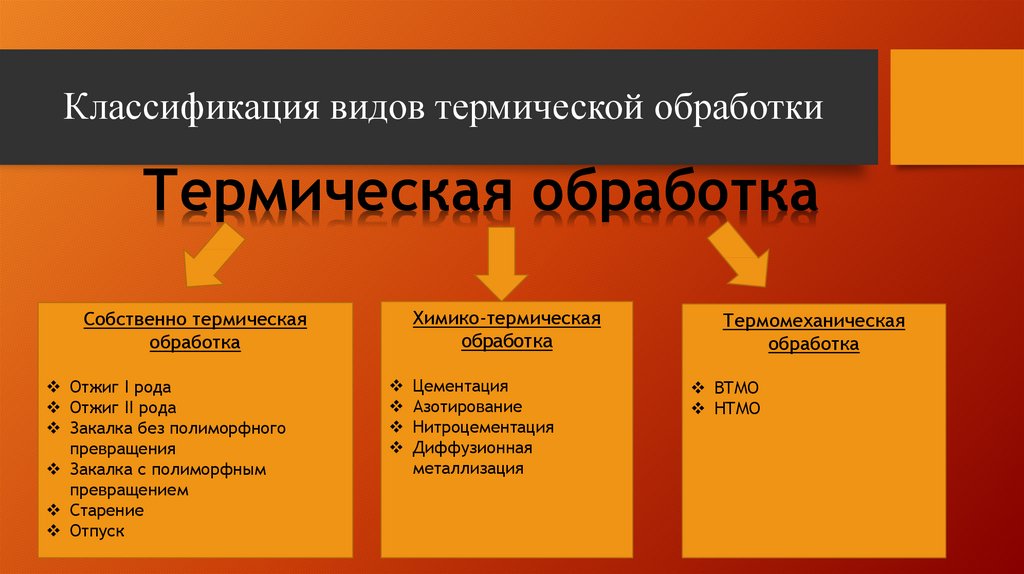
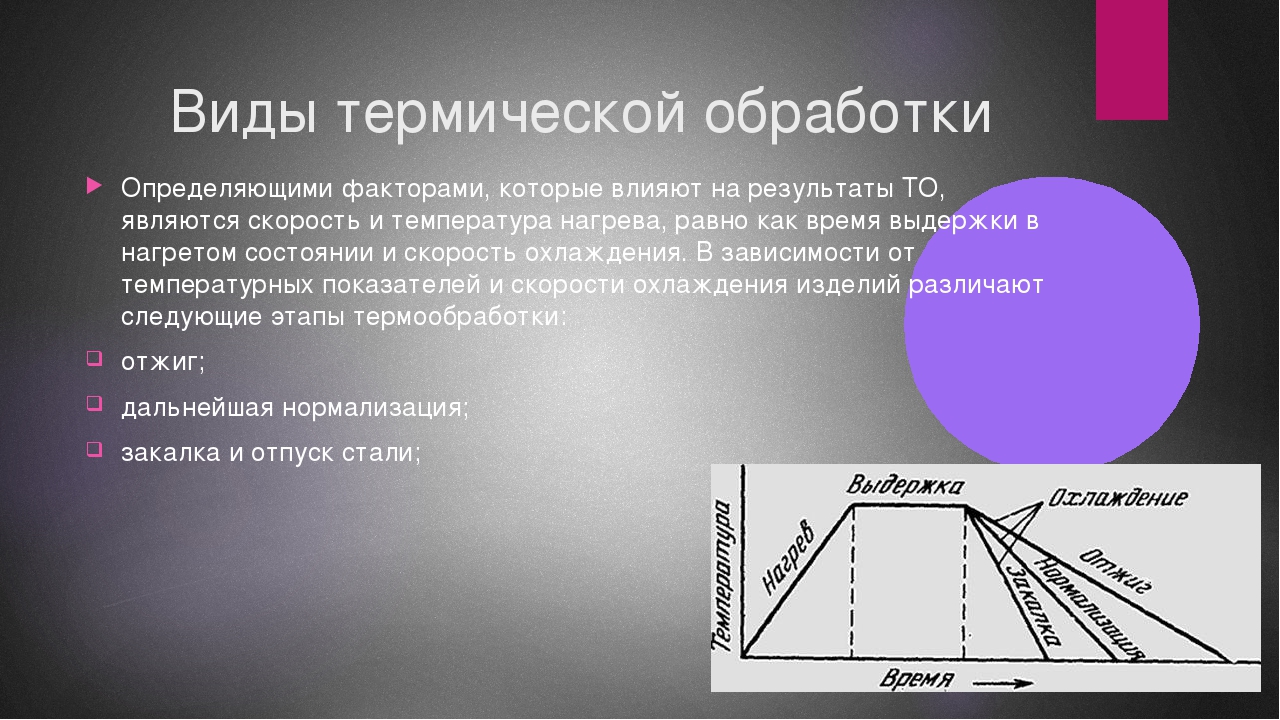
Виды термической обработки стали
В металлургии применяется три вида обработки стали: техническая, термомеханическая и химико-термическая. О каждом из представленных способах термической обработки необходимо поговорить отдельно.
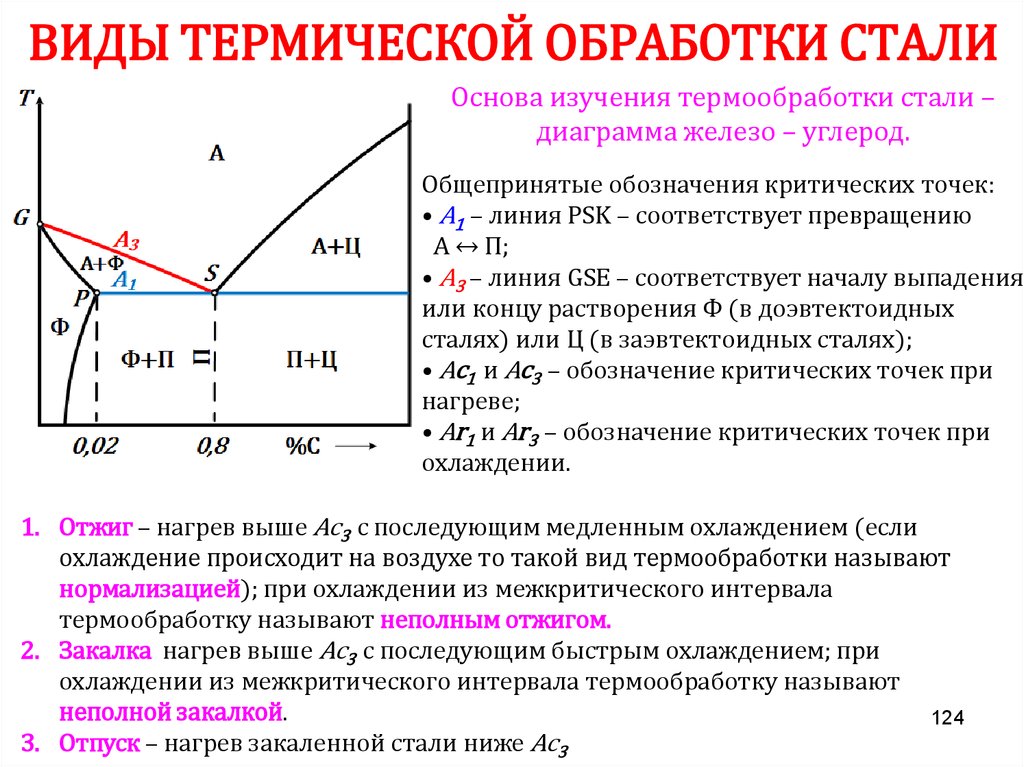
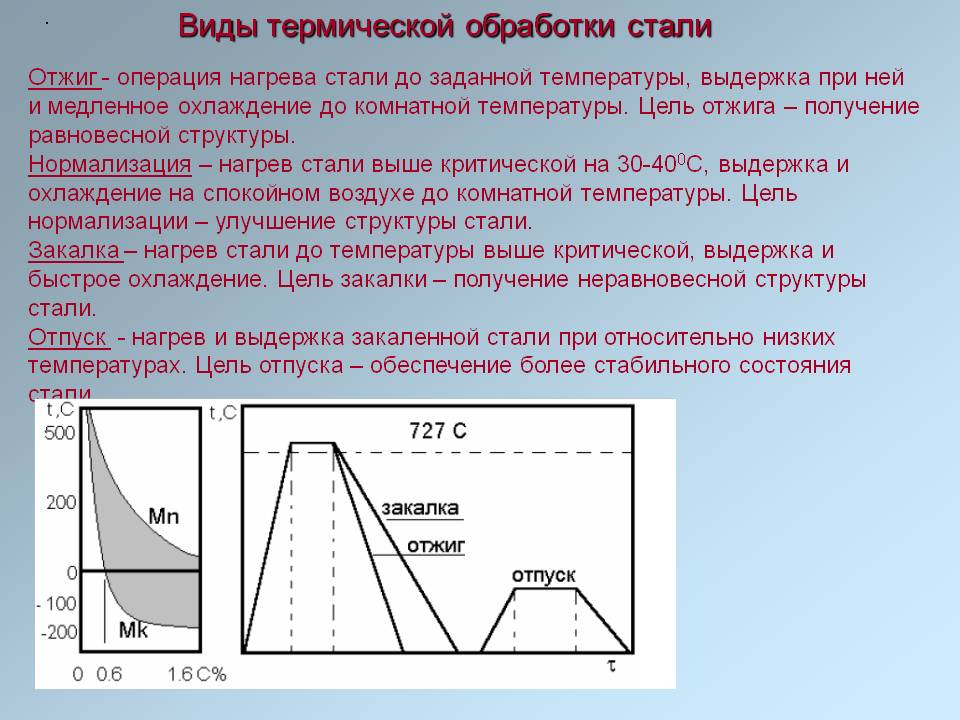
Отжиг
Разновидность или еще один этап технической обработки металла. Это процесс подразумевает под собой равномерное нагревание металлической заготовки до определённой температуры и последующее её остывание естественным путём. После отжига исчезает внутреннее напряжение металла, его неоднородность. Материал размягчается под воздействием температуры. Его проще обрабатывать в дальнейшем.
Существует два вида отжига:
- Первого рода. Происходит незначительное изменение кристаллической решётки в металле.
- Второго рода. Начинаются фазовые изменения структуры материала. Его ещё называют полный отжиг металла.
Диапазон воздействия температур при проведении этого процесса — от 25 до 1200 градусов.
Закалка
Ещё один этап технической обработки. Металлическая закалка проводится для увеличения прочности заготовки и уменьшения её пластичности. Изделие разогревается до критических температур, а затем быстро остужается методом окунания в ванну с различными жидкостями. Виды закалки:
- Двухэтапное охлаждение. Изначально заготовка остужается до 300 градусов водой. После этого деталь кладут в ванну, заполненную маслом.
- Использование одной жидкости. Если обрабатываются небольшие детали используется масло. Большие заготовки охлаждаются водой.
- Ступенчатая. После разогревания заготовку охлаждают в расплавленных солях. После этого её выкладывают на свежий воздух до полного остывания.
Также можно выделить изотермический вид закалки. Он похож на ступенчатый, однако изменяется время выдержки заготовки в расплавленных солях.
Термомеханическая обработка
Это типовой режим термической обработки сталей. При таком технологическом процессе используется оборудование создающее давление, нагревательные элементы и ёмкости для охлаждения. При различных температурах заготовка подвергается разогреву, а после этого происходит пластическая деформация.
Отпуск
Это заключительный этап технической термообработки стали. Проводится этот процесс после закалки. Повышается вязкость металла, снимается внутреннее напряжение. Материал становится более прочным. Отпуск стали может проводиться при различных температурах. От этого изменяется сам процесс.
Закалка стали
Криогенная обработка
Главное отличие термической обработки от криогенного воздействия в том, что последний подразумевает под собой охлаждение заготовки. По окончанию такой процедуры детали становятся прочнее, не требуют проведения отпуска, лучше шлифуются и полируются.
При взаимодействии с охлаждающими средами температура опускается до минус 195 градусов. Скорость охлаждения может изменяться в зависимости от материала. Чтобы охладить изделие до нужной температуры, используется процессор который генерирует холод. Заготовка равномерно охлаждается и остаётся в камере на определённый промежуток времени. После этого её достают и дают самостоятельно нагреться до комнатной температуры.
https://youtube.com/watch?v=OUndyVi2HJ4





