

Сверло для квадратных отверстий

Проблем с образованием круглых отверстий в металле, как правило, не возникает. Сегодня в продаже можно встретить просто огромное количество сверл, некоторые могут применяться для образования квадрата или прямоугольника. Для решения подобной задачи также используются специальные приспособления.
Сверло для квадратных отверстий
Cверло или фреза
Часто квадратные отверстия получают при применении фрез. Подобный инструмент получил крайне широкое распространение, однако в некоторых случаях квадратные отверстия в металле проще получить при использовании сверл. Примером назовем следующие моменты:
- Работа проводится редко, поэтому нужно снизить затраты на приобретении специального инструмента. Фрезы обходятся намного дороже.
- Небольшая площадь обработки. Геометрическая форма распространенных фрез определяет ограничения по их минимальному размеру.
- Нужно получить сквозное отверстие в металле с большой толщиной.
Кроме этого, фрезы устанавливаются в станках, которые обходятся дорого, но и для сверления обычное оборудование не подойдет. Это связано с тем, что сверло должно передвигаться по определенной траектории.
Устройство и принцип работы

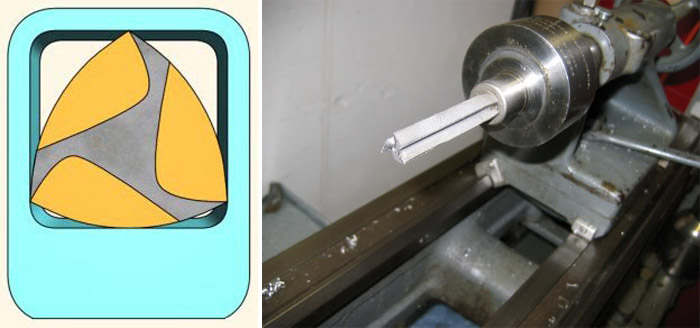
Сверло для квадратных отверстий Уаттса создано на основе формы треугольника Рело. Среди особенностей можно отметить:
- Рабочая часть сверла образуются при формировании области пересечения трех равных кругов особой формы.
- Если расположить у треугольников рабочей части сверла несколько параллельных опорных прямых, то расстояние между ними будет одинаковым.
- Во время работы ось сверла должна перемещаться по определенной траектории, за счет чего и получается квадрат или прямоугольник.
Стоит учитывать, что получаемый прямоугольник или квадрат имеет немного закругленные углы. Устройства для сверления квадратных отверстий Уаттса не должно ограничивать передвижение патрона со сверлом, иначе получить рассматриваемую форму не получится. Принципы действия и конструкция рекомендуемого оборудования позволяют создать его своими руками при использовании подручных материалов.
Альтернативные способы получения квадратных отверстий
Получение радиусных дуг приводит к существенному снижению качества получаемого изделия. Именно поэтому часто рассматривается возможность использования других методов получения квадратного отверстия:
- Лазерные установки сегодня получили широкое распространение. Они могут применяться для обработки по заданной траектории, при фокусировании луча происходит нагрев металла, за счет чего образуется требуемая поверхность.
- Метод штамповки применяется на протяжении длительного периода. Он предусматривает использование специального оборудования, которое способно оказывать высокое давление на листовые и другие заготовки. Недостаток метода заключается в высокой стоимости оборудования, а также в возможности получения только неглубоких выемок.
- При применении газовой сварки также можно образовать прямоугольную форму. Однако подобная технология характеризуется невысокой практичностью в применении, получаемые изделия низкокачественные.
В продаже встречаются специальные комплекты пробойников, которые также могут применяться в рассматриваемом случае. Комплект представлен сочетанием следующих элементов:
- Втулка для направления пробойника.
- Специальный держатель.
- Кольцевой ограничитель хода.
- Матрица.
Для того чтобы оказать высокую нагрузку на рабочий инструмент применяется гидравлический домкрат. Подобная технология характеризуется тем, что получаемая фигура имеет чистые и ровные грани, то есть дополнительная механическая обработка для повышения качества поверхностей не требуется.
Способы проделывания квадратных отверстий
Проделать квадратное отверстие можно разными способами. Выбор способа зависит от материала, в котором нужно проделать отверстие, его толщины, требуемой точности, наличия инструментов и приспособлений, умений и навыков мастера.
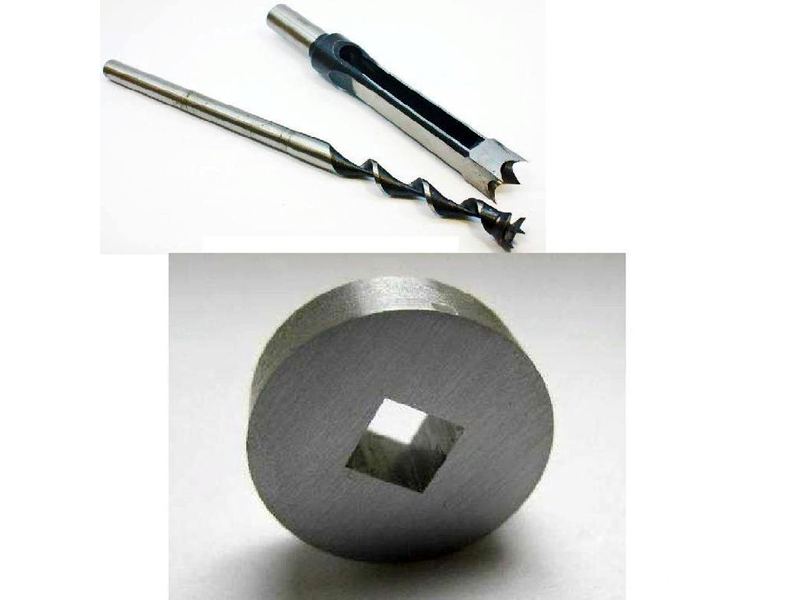 ФОТО: st31.stpulscen.ruДеталь с квадратным отверстием
ФОТО: st31.stpulscen.ruДеталь с квадратным отверстием
Проще всего проделать квадратное отверстие в фанере с помощью лобзика. В нужном месте рисуется квадрат или любая необходимая фигура. Затем внутри контура квадрата шилом или тонким сверлом проделывается отверстие, в него вставляется пилка, лобзик собирается – и начинается процесс выпиливания. Конечно, при этом не помешает наличие навыков работы лобзиком.
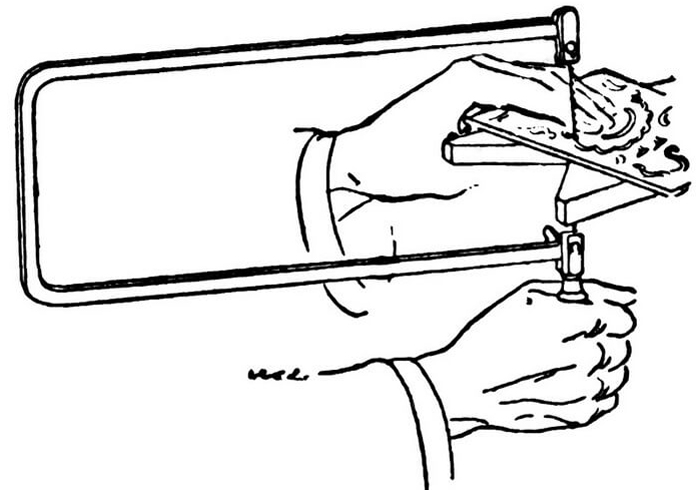 ФОТО: woodschool.ruВыпиливание лобзиком по фанере
ФОТО: woodschool.ruВыпиливание лобзиком по фанере
В жестянке или в тонком листовом алюминии квадрат можно вырезать маленькими ножницами по металлу с короткими лезвиями. Только сначала внутри контура квадрата надо проткнуть отверстие, вставить туда острый конец лезвия и аккуратно вырезать по контуру. Затем молотком выровнять плоскость детали по краям квадрата.
 ФОТО: cdn1.ozone.ruНебольшие ножницы по металлу с острыми концами
ФОТО: cdn1.ozone.ruНебольшие ножницы по металлу с острыми концами
Если алюминий толще, чем 1 мм, то можно отверстие вырубить зубилом. Края контура затем выпрямить молоточком и аккуратно обработать мелким напильником. Вырубку можно выполнять и на станке. Штамповочный пресс, оборудованный штампами и матрицами, развиваете усилие, достаточное для вырубки отверстия в детали толщиной в несколько миллиметров.
Если материал толстый, то придётся применять метод сверления. И в этом случае будет несколько вариантов, различающихся по сложности технологии и применяемым инструментам. Можно использовать обычные круглые свёрла. На заготовке чертится нужный квадрат, при этом следует предусмотреть запас на финишную обработку. Самым тонким сверлятся отверстия в углах задуманного квадрата. Потом нужно взять сверло чуть большего диаметра, прочертить квадрат, отступив на полдиаметра сверла вовнутрь основного квадрата. По этому новому контуру надо накернить метки с шагом, равным диаметру нового сверла, и просверлить заготовку по этим меткам. Перемычки между отверстиями легко перерубить зубилом, серединка вывалится. Теперь контур полученного отверстия следует обработать напильником.
Очень точную форму и размеры можно получить методом лазерной резки. Источник тонкого лазерного луча с большой энергией закрепляется на подвижной головке координатного станка. Траектория движения головки определяется заранее написанной программой. Вырезание квадрата – это одна из простейших задач, возможно вырезание по сложнейшим кружевным узорам. Резать лазерным лучом можно почти любые материалы – фанеру, пластик, листовой металл. На толстом металле можно лучом рисовать любые рисунки.
Возможно сделать в детали квадратное или даже разностороннее отверстие с прямыми углами обычными круглыми свёрлами. Для этого по разметке будущего отверстия нужно тонким сверлом засверлить углы, отступив немного от кромок фигуры, засверлить контур и сверлом большего диаметра выбрать металл из середины контура. Затем грани и углы фигуры обработать плоским напильником.
Сверло для квадратных отверстий
Проблем с образованием круглых отверстий в металле, как правило, не возникает. Сегодня в продаже можно встретить просто огромное количество сверл, некоторые могут применяться для образования квадрата или прямоугольника. Для решения подобной задачи также используются специальные приспособления.
Сверло для квадратных отверстий
Cверло или фреза
Часто квадратные отверстия получают при применении фрез. Подобный инструмент получил крайне широкое распространение, однако в некоторых случаях квадратные отверстия в металле проще получить при использовании сверл. Примером назовем следующие моменты:
- Работа проводится редко, поэтому нужно снизить затраты на приобретении специального инструмента. Фрезы обходятся намного дороже.
- Небольшая площадь обработки. Геометрическая форма распространенных фрез определяет ограничения по их минимальному размеру.
- Нужно получить сквозное отверстие в металле с большой толщиной.
Кроме этого, фрезы устанавливаются в станках, которые обходятся дорого, но и для сверления обычное оборудование не подойдет. Это связано с тем, что сверло должно передвигаться по определенной траектории.
Устройство и принцип работы
Сверло для квадратных отверстий Уаттса создано на основе формы треугольника Рело. Среди особенностей можно отметить:
- Рабочая часть сверла образуются при формировании области пересечения трех равных кругов особой формы.
- Если расположить у треугольников рабочей части сверла несколько параллельных опорных прямых, то расстояние между ними будет одинаковым.
- Во время работы ось сверла должна перемещаться по определенной траектории, за счет чего и получается квадрат или прямоугольник.
Стоит учитывать, что получаемый прямоугольник или квадрат имеет немного закругленные углы. Устройства для сверления квадратных отверстий Уаттса не должно ограничивать передвижение патрона со сверлом, иначе получить рассматриваемую форму не получится. Принципы действия и конструкция рекомендуемого оборудования позволяют создать его своими руками при использовании подручных материалов.







Альтернативные способы получения квадратных отверстий
Получение радиусных дуг приводит к существенному снижению качества получаемого изделия. Именно поэтому часто рассматривается возможность использования других методов получения квадратного отверстия:
- Лазерные установки сегодня получили широкое распространение. Они могут применяться для обработки по заданной траектории, при фокусировании луча происходит нагрев металла, за счет чего образуется требуемая поверхность.
- Метод штамповки применяется на протяжении длительного периода. Он предусматривает использование специального оборудования, которое способно оказывать высокое давление на листовые и другие заготовки. Недостаток метода заключается в высокой стоимости оборудования, а также в возможности получения только неглубоких выемок.
- При применении газовой сварки также можно образовать прямоугольную форму. Однако подобная технология характеризуется невысокой практичностью в применении, получаемые изделия низкокачественные.
В продаже встречаются специальные комплекты пробойников, которые также могут применяться в рассматриваемом случае. Комплект представлен сочетанием следующих элементов:
- Втулка для направления пробойника.
- Специальный держатель.
- Кольцевой ограничитель хода.
- Матрица.
Для того чтобы оказать высокую нагрузку на рабочий инструмент применяется гидравлический домкрат. Подобная технология характеризуется тем, что получаемая фигура имеет чистые и ровные грани, то есть дополнительная механическая обработка для повышения качества поверхностей не требуется.
Сверление квадратных отверстий — сверло Уаттса и принцип треугольника Рёло
О том, как просверлить отверстие круглой формы, знает практически каждый, а про сверло для квадратных отверстий известно далеко не всем. Между тем просверлить отверстие квадратной формы можно как в изделиях из мягкой древесины, так и в более твердых металлических деталях.
Для решения такой задачи используются специальные инструменты и приспособления, принцип действия которых основан на свойствах простейших геометрических фигур.
Принципы действия и конструкция
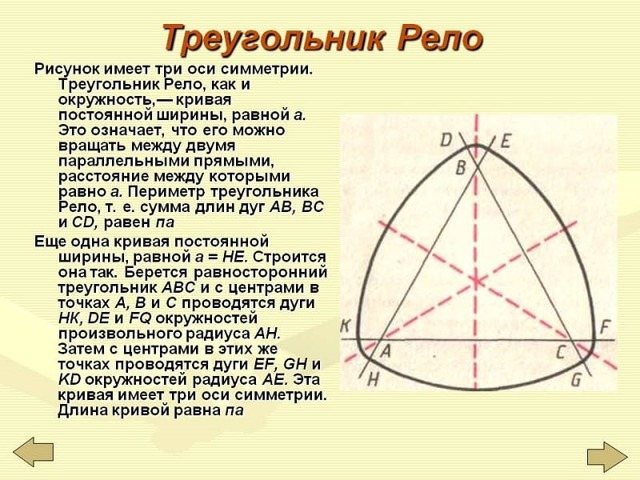
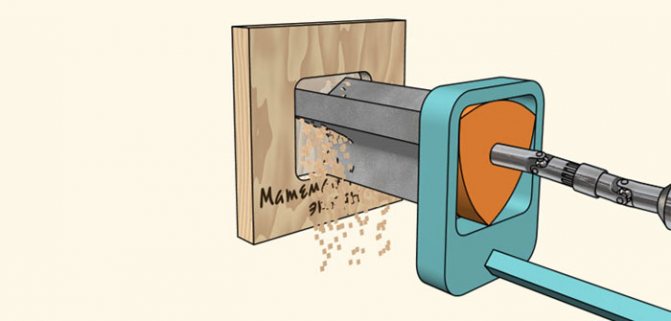
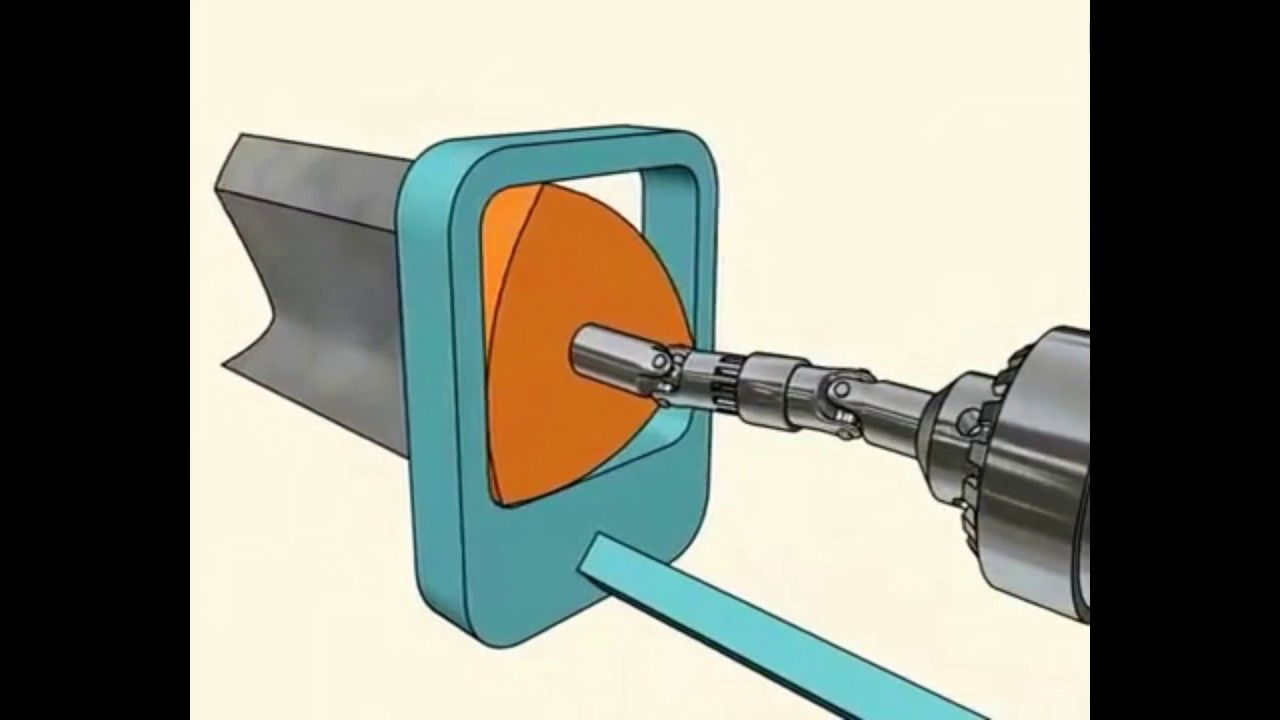
Для того чтобы просверлить квадратное отверстие, обычно используют сверло Уаттса, в основу конструкции которого положена такая геометрическая фигура, как треугольник Рёло.
Одна из важнейших особенностей такой фигуры, представляющей собой область пересечения трех равных кругов, состоит в следующем: если к такому треугольнику провести пару параллельных опорных прямых, то расстояние между ними будет всегда постоянным.
Таким образом, если двигать центр треугольника Рёло по траектории, описываемой четырьмя эллипсоидными дугами, его вершины будут вычерчивать практически идеальный квадрат, у которого будут лишь несколько скруглены вершины.
Свойство треугольника Рёло
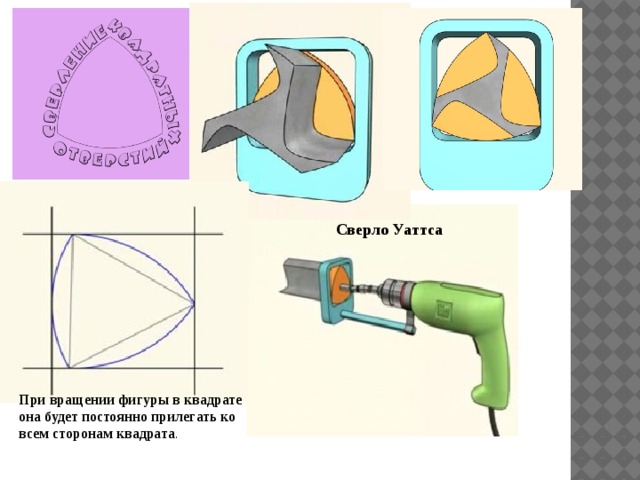
Уникальные свойства треугольника Рёло позволили создать сверла для квадратных отверстий. Особенностью использования такого инструмента является то, что ось его вращения должна не оставаться на месте, а перемещаться по вышеописанной траектории.
Естественно, этому перемещению не должен препятствовать патрон оборудования. При использовании такого сверла и соответствующей оснастки квадратное отверстие получается с идеально ровными и параллельными сторонами, но с немного скругленными углами.
Площадь таких необработанных инструментом уголков составляет лишь 2% от площади всего квадрата.
Изготовление устройства для сверления квадратных отверстий
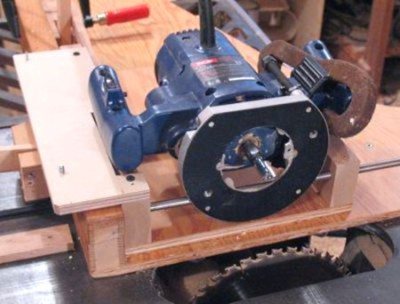
Используя сверла Уаттса, работающие по принципу треугольника Рёло, можно выполнять сверление квадратных отверстий в металлических заготовках даже на обычном станке, не оснащенном специальными насадками. Для того же, чтобы создать квадратное отверстие в деревянной детали, можно использовать и обычную дрель, но для этого ее необходимо оснастить дополнительными приспособлениями.
Изготовить несложное устройство, позволяющее просверлить квадратные отверстия в деревянных заготовках, можно по следующим рекомендациям.
- Для начала, используя лист фанеры или деревянную доску небольшой толщины, необходимо сделать сам треугольник Рёло, геометрические параметры которого должны соответствовать диаметру применяемого сверла Уаттса.
- Сверло надо жестко зафиксировать на поверхности изготовленного треугольника.
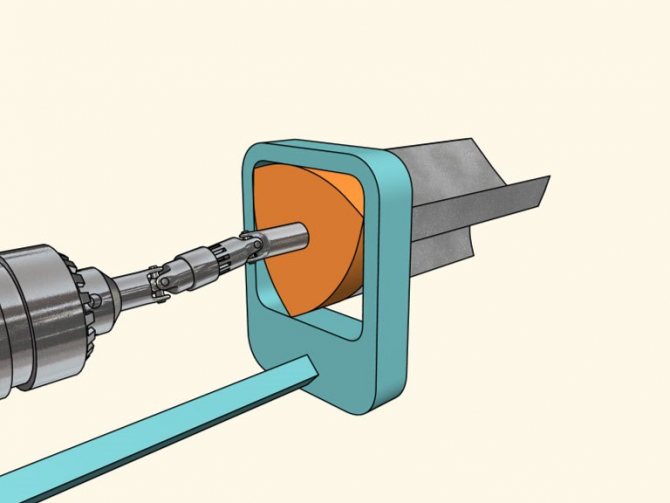
- Чтобы треугольник Рёло и закрепленное на нем сверло перемещались по требуемой траектории, необходимо изготовить деревянную направляющую рамку. Во внутренней части рамки следует вырезать квадрат с геометрическими параметрами, полностью соответствующими размерам отверстия, которое вы собираетесь просверлить.
- Рамка при помощи специальной планки фиксируется на дрели, при этом центр треугольника Рёло, помещаемого в направляющую рамку, должен совпадать с осью вращения патрона электроинструмента.
- Для того чтобы сообщить сверлу для выполнения квадратного отверстия крутящий момент, но при этом не создать ограничений для перемещения инструмента в поперечном направлении, хвостовик соединяют с патроном дрели посредством передаточного механизма, работающего по принципу карданного вала грузового автомобиля.
- Деревянную заготовку, в которой необходимо просверлить квадратное отверстие, следует надежно зафиксировать, при этом расположить ее так, чтобы центр будущего отверстия строго совпадал с осью вращения используемого для обработки сверла.
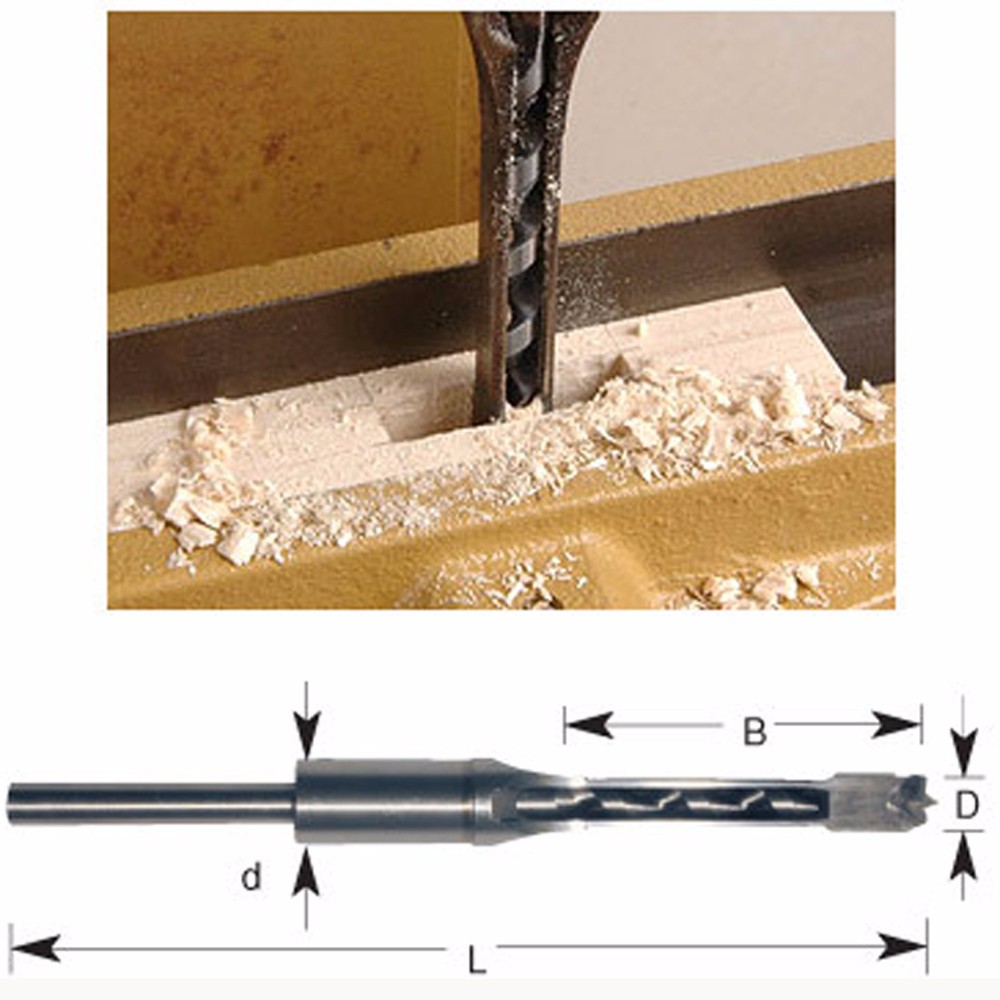
Чертеж деталей приспособления для сверления квадратного отверстия
Таблица 1. Размеры направляющих втулок
Таблица 2. Размеры сверл (нажмите для увеличения)
Собрав такое несложное устройство, надежно зафиксировав все элементы его конструкции и обрабатываемую заготовку, можно включать электрическую дрель и начинать процесс сверления.
Как уже говорилось выше, просверленное при помощи такого устройства квадратное отверстие будет иметь абсолютно ровные и параллельно расположенные стороны, но его угловые участки будут слегка закруглены. Решить проблему с закругленными углами несложно: можно доработать их при помощи обычного надфиля.
Следует иметь в виду, что используют вышеописанное приспособление, не отличающееся высокой жесткостью, для сверления отверстий квадратной формы в деревянных заготовках небольшой толщины.
Сверло Уаттса и сделанное с его помощью квадратное отверстие в металлической заготовке
Самодельные станки
Самодельный долбежник по дереву, при большом желании изготовить не так сложно. Конечно, он будет сильно уступать заводским аналогам, но со стандартными деревянными изделиями для дачи или дома он вполне справиться, плюс цена такого помощника в разы ниже серийных аналогов.
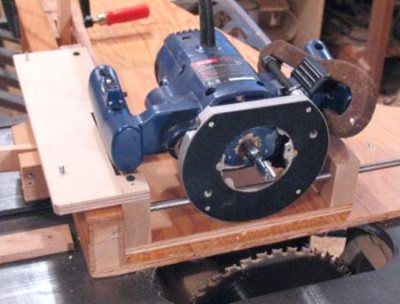
Ручная фреза для станка.
Долбежник по дереву удобнее всего делать из ручной фрезы. Конечно, за неимением таковой можно использовать электродвигатель соответствующей мощности или мощную электродрель, но в этих случаях не следует рассчитывать на продолжительную и качественную работу, ведь они не приспособлены к постоянной боковой нагрузке на вал.

Малая площадка под фрезу.
Изначально фрезер жестко крепится в горизонтальном положении. Так в процессе работы нам будет хорошо видно фрезу и сам выбираемый паз. Плюс при горизонтальном уровне хода намного проще сделать серию одинаковых отверстий.

Компоновка узлов, вид сбоку.
За основу берется толстая фанера от 10 мм. Размеры платформы варьируются в зависимости от габаритов вашего фрезера. Инструмент устанавливается строго горизонтально, по уровню, от этого зависит точность производимых работ. Для жесткой фиксации, под ручки фрезера подкладываются два одинаковых бруска, вся конструкция прижимается металлическим штырем, как на фото.










Компоновка узлов, вид сверху.
В принципе таким приспособлением уже можно работать, но регулировать глубину и размеры отверстия придется своими руками. Для обеспечения относительной точности и возможности делать одинаковые детали, понадобится небольшое усовершенствование.

Устройство рычага.
Чтобы обеспечить контролируемое поперечное и продольное движение инструмента нужно установить 2 рычага с перпендикулярным направляющим вектором. При условии, что у нас уже есть стационарная станина, нам для обустройства понадобится еще 1 лист фанеры большего размера.
Установка площадок на станину.
На большем листе, позади площадки с фрезером жестко закрепляется брусок с рычагом. На площадке крепится еще один брусок для подвижной фиксации штока. Движение осуществляется через шток между рычагом и площадкой. Таким образом, мы получаем возможность контроля заглубления.

Фиксация бруска струбцинами.
Для обеспечения поперечного движения на станине закрепляется аналогичный рычаг, только теперь он соединяется штоком с большим листом и двигаться будет перпендикулярно. Так как фанера материал тонкий, на большем листе также придется закрепить брусок для штока.
Совершенствовать это приспособление можно путем установления направляющих салазок из тонких деревянных брусков. Вышеуказанный принцип действия можно зеркально перенести на обустройства стола. В этом случае фреза будет базироваться неподвижно, а выборка будет осуществляться за счет движения стола.

Самодельный станок из электродвигателя.
На видео в этой статье показана работа долбежного станка.
Виды сверл для изделий из металла
Свёрла по металлу используются для проделывания отверстий в изделиях из бронзы, чугуна, меди, стали разных марок, металлокерамики и прочих материалов. Для сверления вязкой труднообрабатываемой стали применяются высокопрочные изделия с добавлением кобальта. При работе спиральными свёрлами стружка отводится по двум продольным канавкам. По форме хвостика такие инструменты делятся на три типа:
- шестигранные,
- конические,
- цилиндрические.

Сверло по металлу с коническим хвостовиком при использовании вставляется напрямую в станок. Для шестигранных и цилиндрических хвостовиков необходим специальный патрон.
Типы оборудования
Выбирать свой тип станка начинают с планирования объемов необходимой продукции в среднесрочной перспективе. Исходя из этого, определяют нужную оснастку для работы:
- Производство строительных деталей, соединений деревянных элементов на мебельных предприятиях предполагает использование промышленных станков большой производительности.
- Для разовых потребностей можно получить результат при помощи дрели и стамески. В этом случае придется затратить больше времени на выборку древесины и подгонку входящего шипа, но не будет простаивать самодельный долбежник без работы.
- В частной мастерской, где потребность в этом виде обработки периодически возникает, лучше поставить самодельный долбежный станок, дающий возможность быстро сделать несколько деталей из дерева.

Оборудование промышленного производства для небольших столярок часто имеет вертикальный ход рабочего органа по отношению к столу. У долбежного станка по дереву своими руками применяют более удобное для ручных операций горизонтальное расположение сверла. Исключения составляют установки, переделанные на базе пресса, сверлильного или фрезерного станка.
Режимы сверления
Для получения точных и качественных отверстий необходимо соблюдать режимы и технологии всех операций. Сверление металла предполагает соблюдение следующих режимов:
- выбор необходимого диаметра и типа сверла;
- скорости и глубина резания;
- скорость и точность подачи (сверла или заготовки);
- угол контакта режущей поверхности с заготовкой;
- температуры нагрева заготовки и сверла (обеспечение охлаждения, в случае необходимости).
Выполнение всех режимов позволяет получить отверстие в металле, удовлетворяющее условиям конструкторской документации. Правильно выбранный режим повышает точность обработки и продлевает срок службы режущего инструмента. Для выбора режимов сверления металлических изделий разработаны специальные таблицы. Они включают точные параметры режимов резания. Например, зная марку стали и диаметр используемого сверла можно с помощью данных переводной таблицы можно установить скорость резание. Это позволит точно настроить скорость вращения шпинделя применяемого станка. Для этого используют переводную таблицу, которая нанесена на специальную пластину и закреплена на лицевой панели каждого станка.
В отдельных случаях применяют предварительное сверление. Оно подготавливает черновое отверстие для дальнейшей обработки (фрезерования или развёртки). Если заготовка достаточно толстая или необходимо получить глубокое отверстие применяют поэтапный режим изготовления.
Изготовление устройства для сверления квадратных отверстий
Используя сверла Уаттса, работающие по принципу треугольника Рёло, можно выполнять сверление квадратных отверстий в металлических заготовках даже на обычном станке, не оснащенном специальными насадками. Для того же, чтобы создать квадратное отверстие в деревянной детали, можно использовать и обычную дрель, но для этого ее необходимо оснастить дополнительными приспособлениями.
Изготовить несложное устройство, позволяющее просверлить квадратные отверстия в деревянных заготовках, можно по следующим рекомендациям.
- Для начала, используя лист фанеры или деревянную доску небольшой толщины, необходимо сделать сам треугольник Рёло, геометрические параметры которого должны соответствовать диаметру применяемого сверла Уаттса.
- Сверло надо жестко зафиксировать на поверхности изготовленного треугольника.
- Чтобы треугольник Рёло и закрепленное на нем сверло перемещались по требуемой траектории, необходимо изготовить деревянную направляющую рамку. Во внутренней части рамки следует вырезать квадрат с геометрическими параметрами, полностью соответствующими размерам отверстия, которое вы собираетесь просверлить.
- Рамка при помощи специальной планки фиксируется на дрели, при этом центр треугольника Рёло, помещаемого в направляющую рамку, должен совпадать с осью вращения патрона электроинструмента.
- Для того чтобы сообщить сверлу для выполнения квадратного отверстия крутящий момент, но при этом не создать ограничений для перемещения инструмента в поперечном направлении, хвостовик соединяют с патроном дрели посредством передаточного механизма, работающего по принципу карданного вала грузового автомобиля.
- Деревянную заготовку, в которой необходимо просверлить квадратное отверстие, следует надежно зафиксировать, при этом расположить ее так, чтобы центр будущего отверстия строго совпадал с осью вращения используемого для обработки сверла.
Читать также: Фонари для цветомузыки своими руками
Чертеж деталей приспособления для сверления квадратного отверстия
Таблица 1. Размеры направляющих втулок
Таблица 2. Размеры сверл (нажмите для увеличения)
Собрав такое несложное устройство, надежно зафиксировав все элементы его конструкции и обрабатываемую заготовку, можно включать электрическую дрель и начинать процесс сверления.
Как уже говорилось выше, просверленное при помощи такого устройства квадратное отверстие будет иметь абсолютно ровные и параллельно расположенные стороны, но его угловые участки будут слегка закруглены. Решить проблему с закругленными углами несложно: можно доработать их при помощи обычного надфиля.
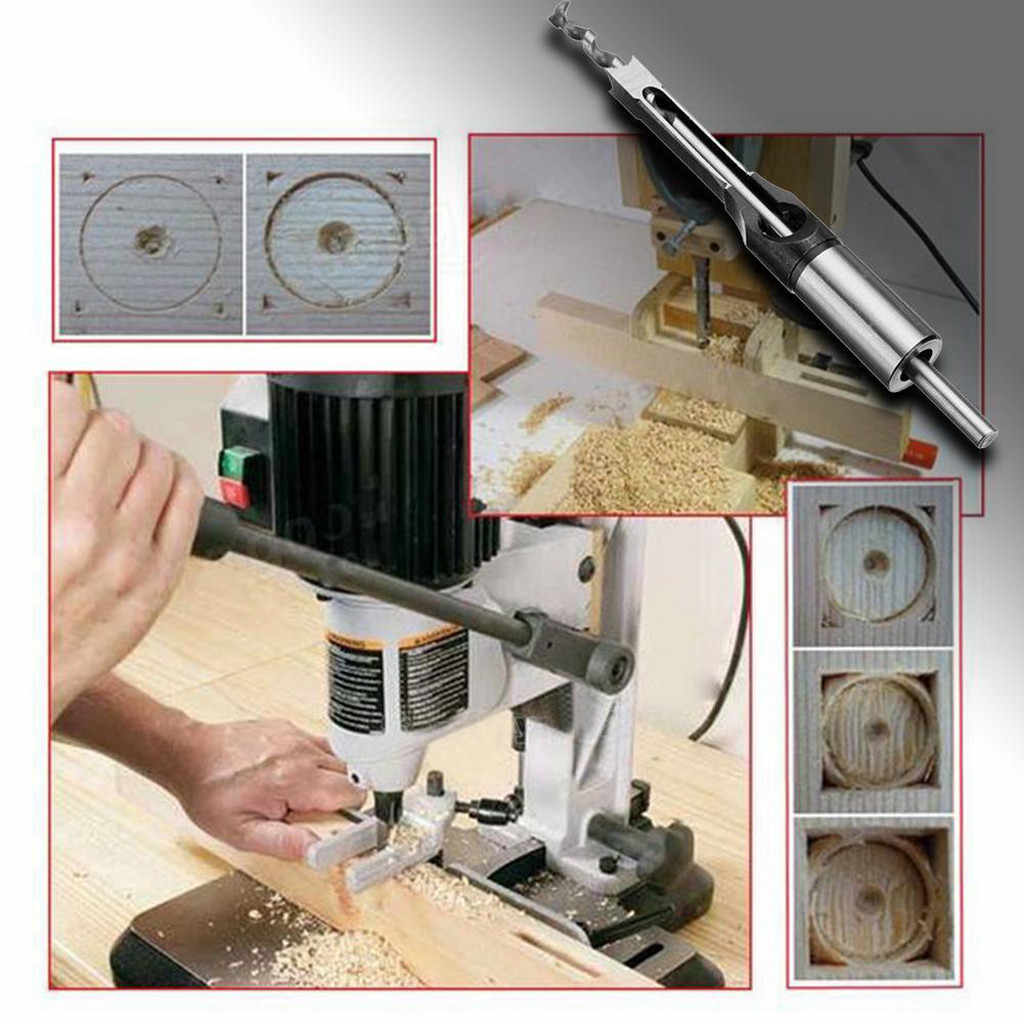
Сверло Уаттса и сделанное с его помощью квадратное отверстие в металлической заготовке
В некоторых случаях необходимо получить отверстия в форме квадрата. Обычные способы малопроизводительны и тяжелы. Самый примитивный из них сводится к предварительному высверливанию отверстия диаметром, равным вписанной в квадрат окружности, и постепенному его продалбливанию. Потребуется инструмент, который сможет работать без вращения инструментальной головки, а также специальный переходник. Проще воспользоваться так называемым «квадратным» сверлом (сверлом Уаттса), или, точнее, фрезой.







Методы сверления каленой стали
Сверловка каленой стали характеризуется высоким нагревом поверхности заготовки и инструмента, что ведет к быстрому износу последнего. Поэтому во время обработки стараются отвести лишнее тепло или сделать так, чтобы участок, где будет канал, стал более мягким.
https://youtube.com/watch?v=RQ_2tER-FZI
Первый способ, который позволяет сделать каленый металл более податливым, основан на использовании кислот. Из подходящих веществ можно указать азотную, хлорную или серную кислоту. Эти жидкости применяют точечно, то есть ими обрабатывают конкретно то место, где в дальнейшем будет отверстие (протравливают участок). Чтобы кислота не вышла за пределы рабочей области из материалов, не подверженных воздействию кислоты (полимеры, краски, парафин), вокруг будущего отверстия организуют что-то наподобие бортика. Отверстие заливают активной жидкостью и выдерживают определенное время. Далее проводят сверление обычным сверлом.
Еще один метод ослабления твердости каленого металла в зоне получения канала основан на прогреве этой зоны до высоких температур. Наилучшим образом с этим справляется сварочный аппарат. В этом случае нужно правильно подобрать силу дуги, чтобы металл не плавился и не деформировался. Когда заготовка в зоне сверления раскалится, можно проделывать отверстие обычным сверлом из быстрорежущей стали.
Самый простой способ, но не самый дешевый, заключается в приобретении специального сверла, рассчитанного на проделывание отверстий в каленом металле. Режущие кромки такого инструмента усилены победитовыми напайками или выполнены из победитовых пластин. В этом случае также желательно применять дополнительное охлаждение рабочей области.
Какие бывают станки
В принципе выбор здесь невелик, подобное оборудование бывает двух типов:
- На больших производствах зачастую используются центробежные станки с режущей цепью.
Для более скромных масштабов или работы в домашних условиях мастера применяют долбежное сверло по дереву, функционирующее по аналогу фрезы.
Профессиональное оборудование
Главным элементом центробежного станка является специальная цепь, состоящая из отдельных звеньев соединенных шарнирным способом. Каждое звено имеет остро заточенный фрезерный зуб.
Сама цепь натянута на направляющую планку, в нижней части которой установлен ролик, а верхняя часть планки оборудована звездочкой, которая собственно и приводит в движение механизм.

Схема долбежного станка с цепью.
Устроено такое оборудование относительно просто. На общей станине закреплен подвижный суппорт с электродвигателем и установлен стол с механизмом фиксации, в который и зажимается деталь. При запуске электродвигателя вращение посредством ременной или шестеренчатой передачи подается на звездочку, которая приводит в движение цепь.
При общей схожести принципа действия, существуют станки, на которых рез осуществляется посредством подвижного суппорта, при неподвижном столе. И станки, в которых фрезерная цепь закреплена неподвижно, а стол в свою очередь оборудован роликовыми салазками, приводимыми в движение механической или гидравлической системой.





