

Сверло или фреза?
Большинство технической общественности считает, что всё-таки фреза. Тем не менее, производители упорно продолжают называть данный инструмент сверлом для квадратных отверстий, сверлом Уаттса или сверлом, профиль которого соответствует треугольнику Рело.
Что правильнее? Если обратиться к кинематике перемещения такого режущего инструмента (для наглядности можно воспользоваться схемой, приведённой на рис. 1, то можно обнаружить, что съём металла будет производиться только боковой поверхностью, причём плоскостей резания будет не одна, как у обычного сверла, а четыре, что более свойственно фрезам.
Однако одного вращающего движения для получения квадратного отверстия будет недостаточно. Простые математические вычисления (в данной статье не приводятся) показывают: для того, чтобы «сверло» для квадратного отверстия выполняло свою функцию, оно должно при работе описывать не только основное движение вращения режущей кромки, но и качательное движение сверла/фрезы вокруг некоторой оси. Оба движения должны производиться во взаимно противоположных направлениях.
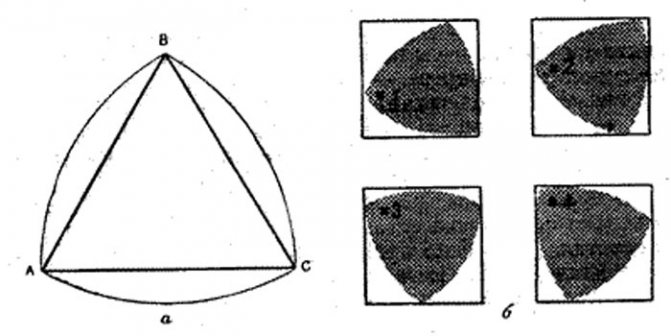
Рисунок 1 – Треугольник Рело: а) – построение; б) последовательность вращения для получения отверстия квадратной формы.
Угловая скорость обоих вращений определяется довольно просто. Если за параметр f принять частоту оборотов вала дрели (либо перфоратора), то для колебательных вращений шпинделя вокруг собственной оси достаточна скорость в 0,625f. В этом случае ось шпинделя как бы зажимается между рабочим валом и приводным колесом, заставляя сверло/фрезу колебаться в зажимном приспособлении с остаточной скоростью
(1 – 0,625)f = 0,375f.
Более точно результирующую скорость вращения фрезы можно установить, пользуясь техническими характеристиками дрели/перфоратора, но ясно, что она будет намного ниже той, на которую изначально рассчитан инструмент. Поэтому получение квадратного отверстия будет происходить с меньшей производительностью.
Основные советы и рекомендации
У любого опытного токаря существует несколько своих секретов по оптимальному процессу расточки кулачков токарного патрона. Чаще всего работают следующие рекомендации:
- когда мастер делает выточку на кулачках, он должен их раздвинуть на 2/3 от максимального вылета;
- зажимная шайба должна устанавливаться на максимально близкое расстояние к торцам кулачков;
- при расточке кулачков, кольцо, которое зажимается в выточке должно быть максимально жестким.
Эти тонкости необходимо знать, чтобы расточка была эффективной и достигла нужного результата.
Если кулачки токарных станков не растачивать, то это приведет к биению патрона, а затем и к поломке основных узлов
Важно соблюдать все этапы данной операции и помнить, что патрон в любом случае придется демонтировать
Перфорация (вырубка, пробивка)
Эти способы пробивки отверстий являются резвыми и дешевыми. Они обычно используются перед другими способами обработки. Принципиально, чтоб конструкция профиля позволяла использовать пробивку отверстий.
Для операций вырубки, перфорирования и пробивки используют особые «эксцентриковые» прессы со особым режущим, рубящим либо пробивающим инвентарем. Эти инструменты для алюминия некординально отличаются от подобных инструментов для других металлов. Матрицы и пробойники обычно изготавливают из упрочненной инструментальной стали. Для предотвращения возникновения заусенцев матрицы и пробойники подвергают постоянной заточке.
Набросок 6 – Принцип пробивки отверстий в дюралевом профиле
Принцип пробивки материала заключается в последующем. Подвижный пробойник ударяет в материал и вызывает в нем поначалу упругую деформацию, потом пластическую деформацию и, в конце концов, хрупкое разрушение по всему периметру пробойника и недвижной матрицы. В итоге в профиле либо листе появляется отверстие данного поперечника с довольно незапятнанными краями.
ООО «Алюком»г. Москва, ул. Нагатинская, д. 16, стр. 9, кабинет 2-5
Создание и склад: Калужская обл., г. Малоярославец, ул. Калужская, 64.
Зенкерование
Зенкером обрабатывают отверстия, предварительно штампованные, литые или просверленные. Зенкерование может быть как предварительной (перед развертыванием), так и окончательной обработкой. Кроме обработки отверстий, зенкеры применяются иногда для обработки торцовых поверхностей заготовок.
Для повышения точности зенкерования (особенно при обработке литых или штампованных глубоких отверстий) рекомендуется предварительно расточить (резцом) отверстие до диаметра, равного диаметру зенкера, на глубину, примерно равную половине длины рабочей части зенкера.
Зенкеры, как и сверла, устанавливают на токарных станках чаще всего в задней бабке или револьверной головке.
Обработка осевым инструментом
- Главная /
- Механическая обработка /
- Обработка осевым инструментом
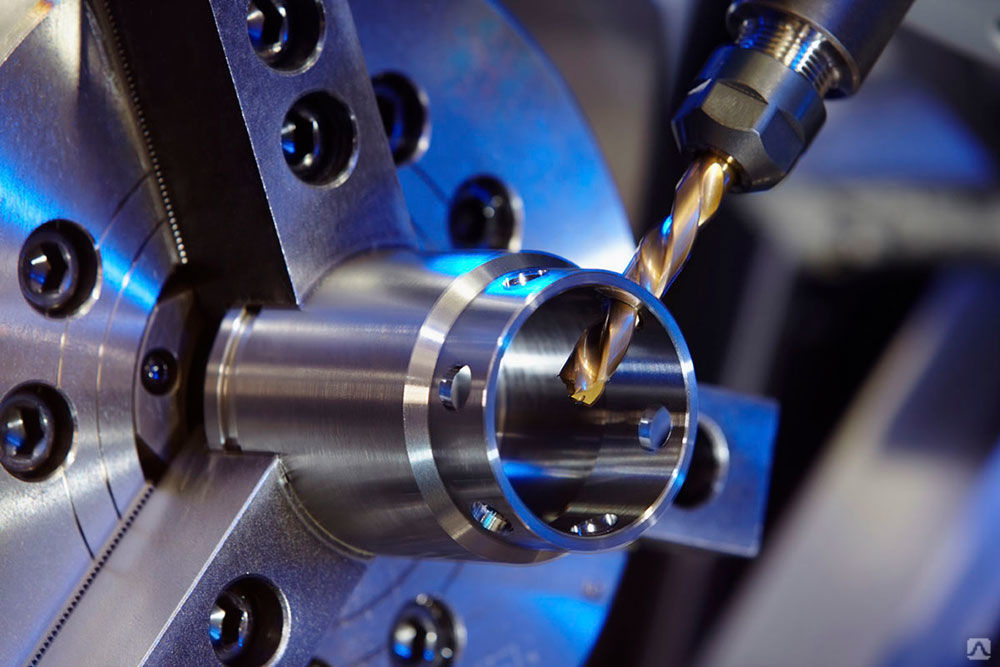
Обработка на сверлильных станках.
На сверлильных станках выполняют сверление, рассверливание, зенкерование, развертывание, цекование, зенкование, нарезание резьбы и обработку сложных отверстий.
Для одновременной обработки нескольких отверстий применяют многошпиндельные вертикально-сверлильные станки. Шпиндели на этих станках устанавливают в сверлильной головке в зависимости от расположения отверстий в заготовке.
Сверление сквозного отверстия.
Режущим инструментом служит спиральное сверло. В зависимости от требуемой точности и величины партии обрабатываемых заготовок отверстия сверлят в кондукторе или по разметке.
Рассверливание — процесс увеличения диаметра ранее просверленного отверстия сверлом большего диаметра. Диаметр отверстия под рассверливание выбирают так, чтобы поперечная режущая кромка в работе не участвовала. В этом случае осевая сила уменьшается.
Зенкерование — обработка предварительно полученных отверстий для придания им более правильной геометрической формы, повышения точности и снижения шероховатости многолезвийным режущим инструментом — зенкером.
Развертывание — окончательная обработка цилиндрического или конического отверстия разверткой (обычно после зенкерования) в целях получения высокой точности и малой шероховатости обработанной поверхности.
Цекование — обработка торцовой поверхности отверстия торцовым зенкером для достижения перпендикулярности плоской торцовой поверхности к его оси.
Зенкованием получают в имеющихся отверстиях цилиндрические или конические углубления под головки винтов, болтов, заклёпок и других деталей. На рисунке показано зенкование цилиндрического углубления цилиндрическим зенкером (зенковкой) и конического углубления коническим зенкером.
Нарезание резьбы — получение на внутренней цилиндрической поверхности с помощью метчика винтовой канавки.
Отверстия сложного профиля обрабатывают с помощью комбинированного режущего инструмента.
Сверление глубоких отверстий (длина отверстия больше пяти диаметров) производят на специальных горизонтально-сверлильных станках. При обработке глубоких отверстий спиральными сверлами происходит увод сверла и “разбивание” отверстия: затрудняются подвод смазочно-охлаждающей жидкости и отвод стружки. Поэтому для сверления глубоких отверстий применяют сверла специальной конструкции (пушечные, перовые, эжекторные и др.). Смазочно-охлаждающая жидкость подается в зону резания и вымывает стружку через внутренний канал сверла.


- Обработка шлифованием
- Обработка на токарных станках
Способ сверления на оборудовании
Описание сверления на сверлильных станках с ЧПУ схоже со сверлением других материалов. Поэтому описание сверления включает в себя следующие действия:
- На столе закреплен лист без предварительной разметки.
- Макет с носителя загружается в ПО и при его высоком уровне самое обычное изображение будет основой.
- Оператор заканчивает свое участие на этапе вводимых дополнительных настроек.
- Движение стола производится благодаря программе именно так, чтобы лист подтягивался к сверлу и оказывался напротив него в нужной точке. Инструмент опускается на поверхность благодаря шпиндельной головке, после чего сверло высверливает отверстие нужной глубины.
- Охлаждение промышленных машин в рабочем состоянии производится благодаря обдуву воздуха. При этом на листе оргстекла используется теплостойкая паста для теплового отвода от поверхности.
- При сверлении температура может повыситься больше 150 градусов и оргстекло сильно деформируется при таком нагреве, поэтому целостность материалу обеспечит отвод тепла.
- На небольших агрегатах сверло охлаждают мастера в емкости с водой и сдувают с поверхности появившуюся стружку в этом процессе. В некоторых случаях используют метод подводного сверления, но он очень опасен.
Особенности сверления коронками с твердосплавными зубьями
Сверлильные коронки с твердосплавными зубьями можно применять на портативных и стационарных станках. Они превосходно сверлят хромникелевую сталь и обычную сталь. Твердосплавные сверлильные коронки устойчивы к перегревам, они разработаны специально для высокоскоростного сверления.
При использовании сверлильных коронок с твердосплавными зубьями выполняйте следующие рекомендации:
- Не используются при включенной механической подаче при сверлении на стационарных станках.
- Не используются с включенной функцией удара при сверлении перфораторами SDS+.
- Нельзя наклонять коронку по отношению к материалу в процессе сверления
- Всегда используйте смазочно-охлаждающие жидкости
- Работайте только в защитных очках
Инструкция по применению
Накерните точку будущего отверстия. Установите центровочное сверло в отмеченную точку сверления.
В течение процесса сверления используйте небольшое давление пока центрирующее сверло не пройдет насквозь. Не давите слишком сильно чтобы избежать повреждений (когда центрирующее сверло пройдет насквозь). Не наклоняйте коронку
Советы
Наденьте пластиковую или металлическу трубочку на центрирующее сверло; насадка должна быть длиннее сверлильной коронки.
Когда сверло пройдет насквозь, трубочка упрется в поверхность и зубья не ударятся о материал.
Далее Вы можете сверлить без насадки.
Когда вы сверлите листовое железо: оставьте свободное место под листом металла так, чтобы коронка могла пройти насквозь.
Когда вы сверлите трубы: сверлите только хорошо закрепленную трубу.
Стандартные значения скорости
Для маломощных станков с сильным снижением скорости значения должны быть увеличены приблизительно на 30% (или уменьшите нагрузку). Если нет постоянного контакта зубьев коронки с высверливаемым материалом (например при сверлении труб или профлиста), скорость сверления может быть увеличена относительно стандартных значений. После того как все зубья коронки будут касаться плоскости сверления, скорость снова должна быть уменьшена.
Если скорость слишком низкая, плавность вращения уменьшается, это может привести к поломке зубьев.
Удаление стружки
Легким поднятием и быстрым вращением сверлильной коронки удаляйте стружку из высверливаемого отверстия. Это обеспечивает лучшую подачу смазочно–охлаждающих веществ, что продлевает срок жизни инструмента
Это очень важно особенно когда вы сверлите толстые материалы (до 20 мм) сверхпрочными сверлильными коронками, например Карнаш арт. 20.1130
Электронно-лучевой способ получения отверстий малого диаметра
В производстве авиационных двигателей и их агрегатов ЭЛО используют для получения отверстий и узких пазов в различных материалах (сталях, никелевых и титановых сплавах и др.). Диаметр прошиваемых отверстий зависит от толщины обрабатываемого материала.
Электронно-лучевое сверление отверстий имеет следующие основные преимущества: — высокая скорость обработки; — выполнение процесса в вакууме обеспечивает отсутствие окисления; — малая зона термического влияния и отсутствие микротрещин; — малая конусность отверстий; — широкая номенклатура обрабатываемых материалов; — электронный пучок (в отличие от лазерного) практически полностью поглощается мишенью, что обеспечивает возможность обработки материалов с высокой прозрачностью и большой отражательной способностью.
Технологические возможности электронно-лучевого сверления по данным фирмы Acceleron Inc. приведены в табл. 1. Таблица 1
| Толщина материала | 0,05…5 мм |
| Диаметр отверстия | 0,75…1,0 мм, угол наклона 20…90° |
| Точность обработки | ± 0,025 мм, погрешность расположения ± 0,01 мм |
| Время обработки одного отверстия | 0,1…5,0 мс |
| Форма отверстия | Коническое, цилиндрическое, колоколообразное |
| Производительность | 1…2000 отв/с |
| Достигаемое отношение глубины к диаметру | 25:1 |
| Материалы | Металлы и сплавы, неметаллы, включая керамику, кварц,сапфир и др. |
На рис. 1, 2 и 3 приведены примеры, иллюстрирующие технологические возможности, а на рис. 4 — установка для электронно-лучевого сверления отверстий малого диаметра.
Рис. 1. Перфорированные пазы в фольге из нержавеющей стали толщиной 0,05…0,08 мм
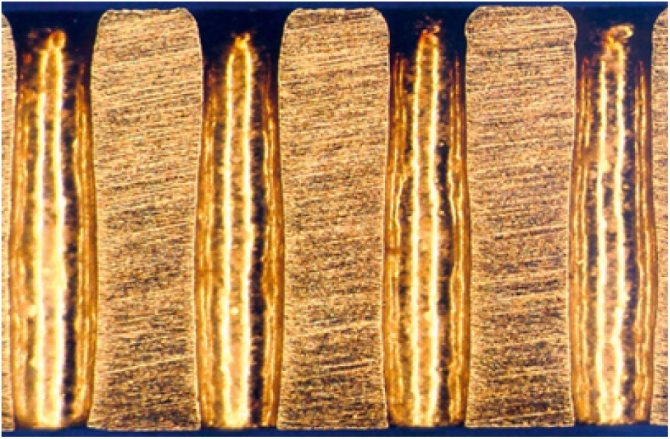
Рис. 2. Типичные отверстия диаметром 0,2 мм, полученные электронно-лучевым сверлением
Рис. 3. Отверстия, полученные электронно-лучевым способом
Рис. 4. Установка для перфорирования электронным лучом фирмы Steigerwald с многокоординатным ЧПУ (высокоскоростной электронно-лучевой перфоратор)
Данные, иллюстрирующие технологические возможности ЭЛО по обработке отверстий и узких щелей, приведены в таблицах 2 и 3. Таблица 2
| Обрабатываемый материал | Толщина детали, мм | Ширина реза, мкм | Скорость резки, мм/мин | Ускоряющее напряжение, кВ | Ток луча, мкА |
| Вольфрам | 0,25 | 25 | <1 | 140 | 50 |
| Нержавеющая сталь | 2,5 | 125 | 10 | 140 | 100 |
| Нержавеющая сталь | 1,0 | 125 | <1 | 140 | 100 |
| Алюминий | 2,5 | 125 | 10 | 140 | 100 |
| Керамика (Al2O3) | 0,75 | 300 | 30 | 125 | 60 |
| Кварц | 3,0 | 25 | <1 | 140 | 10 |
Таблица 3
| Обрабатываемый материал | Толщина детали, мм | Ширина реза, мкм | Скорость резки, мм/мин | Ускоряющее напряжение, кВ | Ток луча, мкА |
| Вольфрам | 0,05 | 25 | 125 | 150 | 30 |
| Нержавеющая сталь | 0,175 | 100 | 50 | 130 | 50 |
| Бронза | 0,25 | 100 | 50 | 130 | 50 |
| Алюминий | 0,75 | 100 | 600 | 130 | 200 |
Для получения отверстий в фильтре (рис. 5), заготовка которого представляет собой цилиндр из листового материала, последняя устанавливается в специальное приспособление в вакуумной камере и приводится во вращение. Каждое отверстие может обрабатываться за один или несколько импульсов. В процессе непрерывного вращения заготовки с частотой 1…2000 импульсов в секунду на нее воздействуют электронные пучки из электронной пушки. В течении каждого импульса луч отклоняется и фокусируется в требуемую точку поверхности (рис. 6). Энергия, длительность, размер фокального пятна и другие параметры каждого импульса назначаются в зависимости от конкретных условий обработки и диаметра получаемого отверстия.
Рис. 5. Фильтр из нержавеющей стали толщиной 1,5 мм с 350000 отверстиями диаметром 0,1 мм, полученными электронно-лучевым сверлением
Рис. 6. Формирование отверстия при движении заготовки: 1 — электронный луч; 2 — отклоняющая система; 3 — заготовка; 4 — технологическая подложка
Применение ЭЛО ограничивают необходимость выполнения процесса в вакууме (большие энергетические потери на работу насосов, создающих вакуум) и высокая стоимость технологического оборудования.
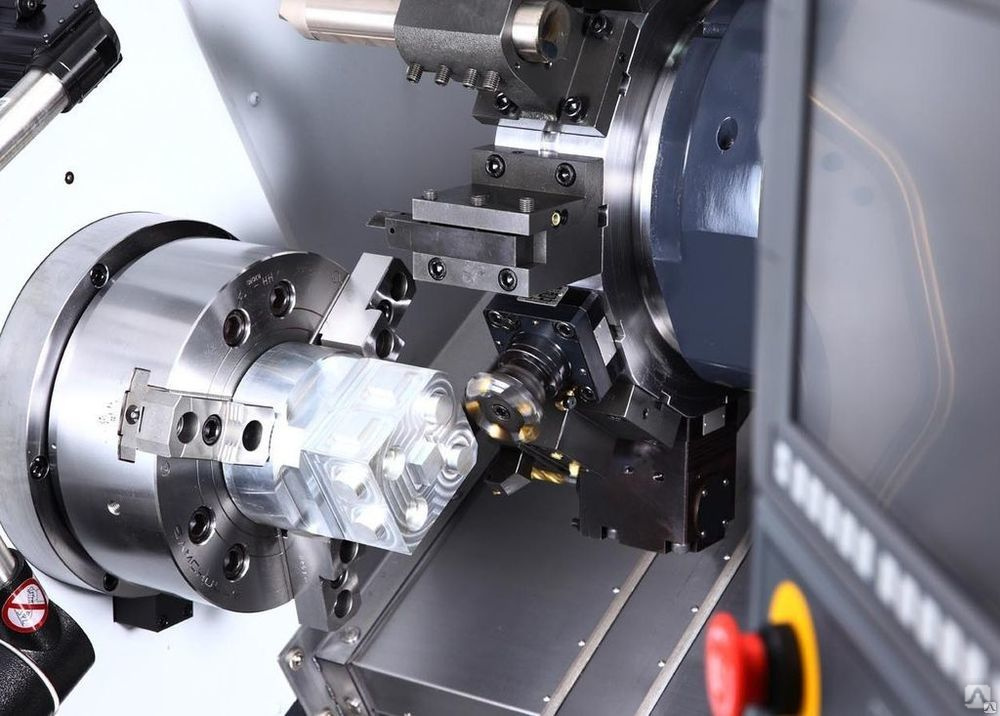
Конструктивные особенности станков
Токарные станки с ЧПУ, используемые в наше время на многих производственных предприятиях, — это современное оборудование, позволяющее выполнять обработку деталей из металла, характеризующуюся высокой точностью. Это обеспечивается следующими конструктивными особенностями такого оборудования:
- в передаточных устройствах привода подобных станков практически полностью отсутствуют зазоры;
- все несущие элементы, узлы и механизмы, входящие в конструкцию токарного станка с ЧПУ обладают высокой жесткостью;
- кинематические цепи оборудования специально разработаны таким образом, чтобы их длина была минимальной, а также чтобы минимальным было количество механических передач, которые их составляют;
- в конструкции токарных агрегатов предусмотрены специальные сигнализаторы, отвечающие за обратную связь;
- такие устройства отличаются повышенной устойчивостью против вибрационных нагрузок, обязательно возникающих в процессе их работы;
- гидравлические, а также другие узлы токарного оборудования перед началом работы предварительно разогреваются при помощи специальных систем, что минимизирует риск возникновения тепловых деформаций в процессе выполнения обработки.
На токарные станки с ЧПУ устанавливаются направляющие, характеризующиеся повышенной износостойкостью и пониженным коэффициентом трения, что очень важно для обеспечения высокой точности выполнения токарных работ по металлу. Благодаря таким характеристикам направляющих агрегата снижается уровень рассогласования в его контролирующей системе, и все подвижные механизмы перемещаются по заданным параметрам с максимальной точностью. Направляющие узлы токарного станка, где предусмотрены элементы качения, в качестве которых преимущественно используются ролики, разработаны и изготовлены так, чтобы при работе на высоких скоростях и при их интенсивном нагреве коэффициент трения в них оставался неизменным
Направляющие узлы токарного станка, где предусмотрены элементы качения, в качестве которых преимущественно используются ролики, разработаны и изготовлены так, чтобы при работе на высоких скоростях и при их интенсивном нагреве коэффициент трения в них оставался неизменным.
Закаленные направляющие станины станка TRENS-SE-520
Естественно, направляющие токарных станков, на которых обработка деталей из металла выполняется на высоких скоростях, должны отличаться повышенной жесткостью. Обеспечивается это требование благодаря тому, что направляющие подвергаются предварительному натягу, который выполняют с помощью специальных регулирующих механизмов. Для снижения сил трения в направляющих узлах суппорта агрегата и его станины, работающих по принципу скольжения, их изготавливают на основе пар материалов: качественный износостойкий пластик (как правило, фторопласт) плюс чугун или сталь.









Чтобы обеспечить высокую жесткость несущим элементам токарного оборудования с ЧПУ, их выполняют в коробчатой форме с обязательными поперечными и продольными внутренними ребрами. Для изготовления данных элементов используют технологии литья и сварки. Если раньше для выполнения несущих элементов токарных станков по металлу использовали только чугун или сталь, то сейчас многие зарубежные производители выполняют колонны, станины, а также салазки таких агрегатов из бетона с добавлением полимеров или искусственного гранита, что придает им высокую жесткость и повышенную устойчивость к вибрационным нагрузкам.
Важнейшим элементом любого металлорежущего оборудования, в том числе и токарной группы, является шпиндельный узел, испытывающий значительные нагрузки в процессе работы. Именно поэтому все базовые и посадочные поверхности такого узла, а также его шейки, должны отличаться повышенной износоустойчивостью. Подшипники, которые устанавливаются в опоры узла, обеспечивают точность его вращения, к ним предъявляют повышенные требования по степени их износоустойчивости.
Передняя бабка с патроном станка SN-500
Объясняется это тем, что в данный элемент устанавливают ряд дополнительных: зажимные механизмы для рабочих приспособлений, работающие в автоматическом режиме, индикаторы, отвечающие за автодиагностику оборудования и за адаптивный контроль над процессом выполнения обработки. На токарных станках данной категории шпиндельный узел (по оси его вращения) может быть расположен в горизонтальной, а также в вертикальной плоскости.
Мир науки
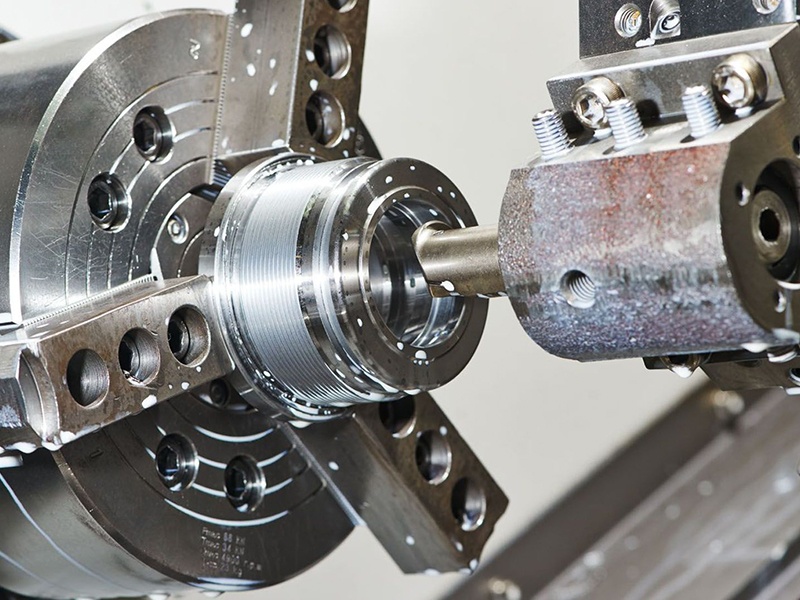
Обработка заготовок на сверлильных станках — распространенный метод получения отверстий с разной точностью размеров и шероховатостью поверхности. Процесс резания осуществляется за счет вращательного движения инструмента или заготовки (главного движения) и одновременного перемещения инструмента вдоль оси (движения подачи).
На сверлильных станках получают отверстия как в сплошном материале, так и увеличивают диаметр готовых отверстий (литых, штампованных, предварительно просверленных).
На сверлильных станках выполняют следующие основные технологические процессы:
сверления глухих и сквозных отверстий в сплошном материале с помощью сверл как по разметке, так и по кондукторах (рис. 40, а). Сверление как закончена операция выполняется тогда, когда точность отверстия не превышает 12 квалитета, а шероховатость — 3 … 4 классов;
рассверливания (рис. 40, б) — процесс увеличения сверлом диаметра имеющихся отверстий, главным образом просверленных. Отверстия, полученные литьем, штамповкой, рассверливать не рекомендуется из-за сильного отклонения сверла вследствие неправильной формы отверстий или несовпадения центра отверстия с осью сверла;
зенкерования (рис. 40, в) — процесс обработки цилиндрических литых, штампованных или предварительно просверленных отверстий зенкером для придания им правильной геометрической формы, нужных размеров и требуемой шероховатости поверхности;
расточка отверстий (рис. 40, г, д) — осуществляется резцами в тех случаях, когда оси их должны быть расположены по точным координатам;
разворота (рис. 40, е, ж) — процесс окончательной обработки отверстий развертки с целью предоставления им точных размеров и высокой чистоты поверхности;
зенкерование (рис. 40, и, к) — процесс получения цилиндрических или конических углублений в предварительно просверленных отверстиях под головки болтов, винтов и других деталей с помощью цилиндрических и конических зенкеров (зенковок)
цекування — обработка торцевых поверхностей под гайки, шайбы, кольца пластинками или торцевыми зенкерами (рис. 40, л, м);
нарезания резьбы в отверстиях может осуществляться на сверлильных станках гайкорезы (рис. 40, н).
При нарезании резьбы в глухих отверстиях станок должен иметь устройство для реверсивного (обратного) вращения шпинделя для выкручивания гайкорезы из нарезанного отверстия. С этой целью применяют также специальные патроны, позволяющие изменять направление вращения гайкорезы без изменения направления вращения шпинделя станка.
Наиболее распространенной схемой обработки отверстий сверлами, зенкерами, развертка есть такая, когда главное движение предоставляется инструмента. Однако при этом ось отверстия может отклоняться в сторону. Это отклонение возрастает с увеличением глубины отверстия. Поэтому при сверлении глубоких отверстий, в которых глубина превышает диаметр в 5 и более раз, вращательного движения оказывают заготовке, а поступательного — сверла. При этом отклонение оси отверстия в сторону значительно уменьшается.
Виды сверления на токарных станках
Условно, существует три вида процесса сверления отверстий на токарном станке по степени вмешательства человека:
- Ручное. Этот способ предусматривает подачу режущего инструмента в зону резания с помощью маховика задней бабки, приводимого в движение мускульной силой человека.
- Механическое. При этом способе обработки отверстий подача сверла осуществляется с помощью механической подачи, поступающей от каретки суппорта к задней бабке через специальное устройство. Не все токарные станки имеют такие устройства и, соответственно, возможность осуществлять механическое сверление.
- С помощью ЧПУ. Полная автоматизация обработки изделий возможна на станках с ЧПУ. На токарном станке с ЧПУ можно совершать обработку отверстий различными способами и инструментами без вмешательства человека.
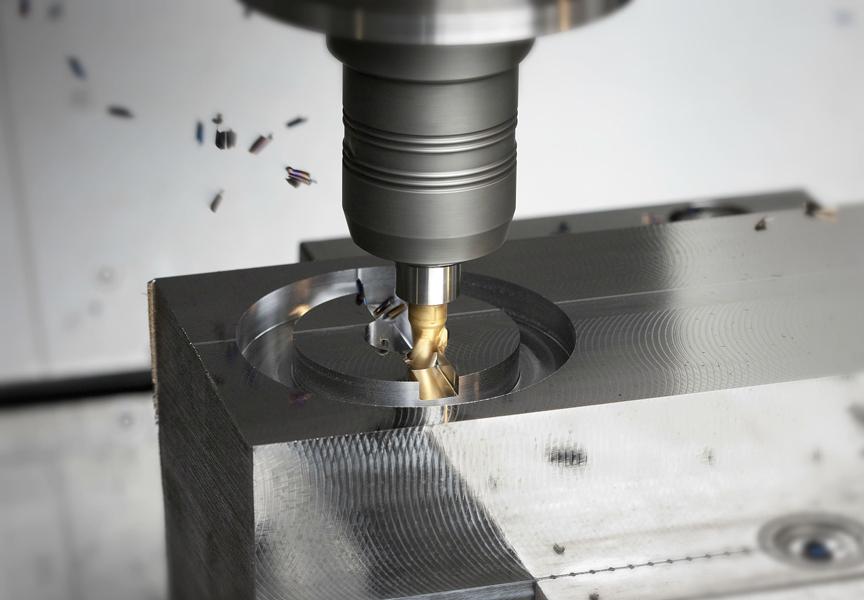
Современные обрабатывающие центры
Сверлильные центры с ЧПУ имеют базу фрезерного агрегата с ПУ. Изолированная рабочая зона с наличием узла со сменой быстрорежущего инструмента и функцией авто удалённой стружки с подачей жидкости с охлаждающим режимом через шпиндель являются основным отличием этого аппарата. Обрабатывающие центры предназначены для быстрой обработки высокого качества, благодаря разнообразным инструментам, разным операциям и бывают:
- горизонтальные;
- вертикальные.
Данные машины способны работать как в автомате, так и в полуавтомате и придерживаются таких операций, какие выполняют сверлильные и фрезерные машины.
Поэтому они смело:
- высверливают;
- зенкеруют;
- фрезеруют;
- развертывают отверстия;
- нарезают наружную резьбу;
- нарезают внутреннюю резьбу.
При желании мастера, данные центры могут выполнять процесс шлифования. Основными узлами центра считается многопозиционный сменщик инструмента, который способен управляться с ПУ нового поколения. Позиционированная система инструмента позволяет достигать как высокоточную обработку, так и сокращает время на операцию.
Зенкерование, развертывание и растачивание оверстий.
Главная Избранные Случайная статья Познавательные Новые добавления Обратная связь FAQ
⇐ ПредыдущаяСтр 6 из 6
Зенкерование
производится для обработки: отверстий в заготовках, полученных отливкой, штамповкой или предварительно просверленных; цилиндрических и конических углублений (под головки винтов, заклепок и т. п.); фасок. В связи с более благоприятными условиями резания, большей жесткостью и стойкостью режущего инструмента зенкерованием получают отверстия с точностью до 10-го квалитета и шероховатостью Rz2,5.
Зенкеры
отличаются от спиральных сверл тем, что имеют не две, а три или четыре режущие кромки, расположенные на заборном конусе, и не имеют перемычки (рис. 29). Зенкер, подобно сверлу, закрепляют в коническом отверстии пиноли задней бабки и подают к заготовке вручную, вращая маховичок задней бабки. Припуск под зенкерование составляет 0,5—2 мм на сторону в зависимости от диаметра отверстия.
Подача при работе зенкерами из быстрорежущей стали составляет 0,3—1,2 мм/об, твердосплавными зенкерами — 0,4—1,5 мм/об; скорость резания соответственно 20—30 и 60—180 м/мин.
Рис. 29. Зенкеры: а
— устройство;б — четырехперый цельный быстрорежущий;в — твердосплавный;г — насадной быстрорежущий;д — насадной твердосплавный;е — насадной со вставными ножами.
Развертывание
— это точная чистовая обработка отверстий. Развертывание обеспечивает получение отверстий с точностью до 7-го квалитета и шероховатостью Ra0,25, а обработка по- следовательно двумя развертками позволяет получить шероховатость поверхностиRa0,08. Развертыванием нельзя устранить биение или перекос отверстия, если они остались после предыдущей обработки.
Операция развертывания выполняется многолезвийным инструментом — разверткой. Различают развертки: ручные и машинные (рис.30), хвостовые и насадные, цельные и сборные(со вставными ножами). Применяют также регулируемые (установочные) развертки, размер которых можно изменять в небольших пределах.



Развертка состоит из рабочей части, шейки и хвостовика. Хвостовик машинных разверток -конический (конус Морзе), ручных — цилиндрический с квадратом под вороток.
Перед развертыванием отверстие и инструмент очищают от грязи, стружки и протирают. Если хвостовик развертки закреплен непосредственно в пиноли задней бабки, то даже незначительная несоосность хвостовика и рабочей части развертки, перекос пиноли или загрязнение посадочного конуса вызовут неравномерное срезание припуска: отверстие будет иметь больший диаметр у торцов и меньший — в середине детали.
Припуск на развертывание зависит от диаметра отверстия и от обрабатываемого мате- риала (0,08—0,20 мм на сторону).
Подача при развертывании принимается в 2—3 раза большей, чем при сверлении отверстия того же диаметра, а скорость резания в 2— 3 раза меньше. Значение подачи не влияет на шероховатость обработанного отверстия, так как она за- висит только от состояния кромки на калибрующей части инструмента. Низкая скорость резания при развертывании объясняется тем, что на режущей кромке не образуется нарост (налипание металла).
Развертывание производится с применением СОЖ (минеральное масло при обработке стали, керосин при обработке чугуна).
Рис.30. Машинные развертки: а —
хвостовая регулируемая со вставными ножами;б — хвостовая твердосплавная;в — насадная твердосплавная.
Растачивание
производится в целях увеличения диаметра, а также для обеспечения высокой точности и качества поверхности отверстий, полученных сверлением либо образованных в литых или штампованных заготовках. Растачивание обеспечивает получение отверстий с точностью до 7-го квалитета шероховатостью Rz2,5. Растачиванием можно исправить положение оси отверстия.
Рис.31 Технологический процесс обработки отверстия диаметром 50H8
При повышенных требованиях к точности отверстие после предварительного сверления рассверливают, а затем растачивают (рис.31). Растачивание является наиболее универсальным способом обработки отверстий большого диаметра.
Глубину растачиваемого отверстия измеряют линейкой, штангенглубомером, проверяют шаблоном или с помощью лимба продольной подачи. Диаметр контролируют штангенциркулем, с помощью лимба поперечной подачи и другими способами. Внутренние торцы и уступы подрезают расточным упорным резцом при поперечной подаче к оси заготовки. Рассмотрим изученные операции обработки металлов на токарном станке на примере технологического процесса изготовления втулки (см. рис.32).
Рис.32 Схема технологического процесса изготовления втулки из прутка в единичном производстве.
⇐ Предыдущая6





