

Принципы выбора
Выбор станков необходимо выполнять на основе следующих критериев:
- мощности силового агрегата;
- функциональных возможностей сверления — поворотный стол, крепление одного или набора свёрл, скорость позиционирования рабочего инструмента;
- технических характеристик координатной площадки — размеров, предельно допустимой нагрузки;
- частоты вращения головки со сверлом;
- типа установленной системы охлаждения, метода подачи жидкости;
- параметров перемещения рабочего инструмента над столом, определяющих допустимые размеры для обрабатываемых деталей;
- точности позиционирования;
- характеристик ЧПУ, удобства управления, программирования, ввода данных;
- стоимости оборудования;
- длительности гарантийного срока;
- сложности обслуживаний, ремонтов, наличия в продаже расходных материалов.
Принципы выбора
Выбор станков необходимо выполнять на основе следующих критериев:
- мощности силового агрегата;
- функциональных возможностей сверления — поворотный стол, крепление одного или набора свёрл, скорость позиционирования рабочего инструмента;
- технических характеристик координатной площадки — размеров, предельно допустимой нагрузки;
- частоты вращения головки со сверлом;
- типа установленной системы охлаждения, метода подачи жидкости;
- параметров перемещения рабочего инструмента над столом, определяющих допустимые размеры для обрабатываемых деталей;
- точности позиционирования;
- характеристик ЧПУ, удобства управления, программирования, ввода данных;
- стоимости оборудования;
- длительности гарантийного срока;
- сложности обслуживаний, ремонтов, наличия в продаже расходных материалов.
Выбор режима резания
Играет наиболее важную роль угол при вершине 2φ. Сверла работают в худших условиях, чем резцы – затруднен отвод стружки и подвод СОЖ к режущим кромкам, возникают большие трения о поверхность канавок сверла и сверла о поверхность отверстия.
Сверла из инструментальной стали имеют различный угол при вершине 2φ, при обработке – стали (116-120°); чугуна (90-100°); алюминиевых сплавов (130-140°).С уменьшением угла при вершине 2φ увеличивается активная длина главных режущих лезвий, что способствует лучшему теплоотводу (важно учитывать при сверлении древесно-слоистых пластиков и пластмасс), но при этом теряется прочность.
Определяют максимальную подачу: для сквозных отверстий берут меньше, чем для глухих. При сверлении глубоких отверстий подачу уменьшают
Учитывается требование к чистоте обработки. При получении более чистой поверхности подачу уменьшают (выбирают из справочников).
Период стойкости сверла (продолжительность работы в мин без переточки).
Элементы срезаемого слоя:
- в – ширина срезаемого слоя, расстояние между обработанной и необработанной поверхностями по режущей кромке;
- а – толщина срезаемого слоя, расстояние между двумя положениями соседних режущих кромок, измеренное перпендикулярно к главной режущей кромке.
При сверлении отверстий на сверлильных и токарных станках достигается наибольшая точность по 10 квалитету. Экономически достигаемая точность составляет 11-13 квалитетов. Шероховатость поверхности по параметру Rz от 90 до 20 мкм. Rz – высота неровностей профиля по 10 точкам.
Повысить точность можно сверлением отверстий в кондукторах. Таким образом обработка сверлами обеспечивает низкую точность и чистоту поверхности; в ряде случаев применение сверл для рассверловки, особенно в литых корпусных деталях не рационально из–за их поломок.
Процесс сверления и рассверливания отверстий на токарных станках
Для образования новых отверстий в заготовке или изменения размеров старых, на токарном станке необходимо выполнить следующие виды операций:
- Выставить заднюю бабку, чтобы ось пиноли совпадала с осью шпинделя.
- Закрепить заготовку в патроне передней бабки таким образом, чтобы она выступала за уровень кулачков как можно меньше.
- Установить в пиноле задней бабки режущий инструмент. Если предстоит его частая смена, то лучше пользоваться быстросменным патроном и набором специальных втулок. Это поможет значительно сократить время на смену инструмента. При использовании быстросменного патрона, все свёрла, зенкеры, развёртки и т.д. должны иметь хвостовики с одинаковым номером конуса Морзе. Пиноль в начале сверления должна быть выдвинута из задней бабки на как можно меньшее расстояние.
- Первая рабочая операция – это подготовка торца заготовки. Он должен быть ровным. Это осуществляется подрезанием торца резцом.
- Сделать небольшое углубление в торце детали. Эта операция поможет выполнить сверление точно в точке вращения заготовки. Выполняется данное углубление упорным резцом или коротким сверлом.
- Произвести сверление с помощью маховика задней бабки. Инструмент подавать плавно. Периодически выдвигать его из зоны резания, чтобы освободить от стружки. Охлаждение зоны резания осуществлять специальной эмульсией.
- При сквозной обработке нужно уменьшить скорость подачи на выходе из заготовки, чтобы не повредить его, когда резко возрастёт нагрузка на режущие кромки.
- Чтобы увеличить диаметр отверстий, нужно: установить сверло большего диаметра и совершить рассверливание; применить зенкер – провести зенкерование; воспользоваться расточным резцом — сделать растачивание.
- Для уменьшения шероховатости – применяют развёртку (процесс — развёртывание).
- Для работы с кромками – используют зенковку (процесс – зенкование).
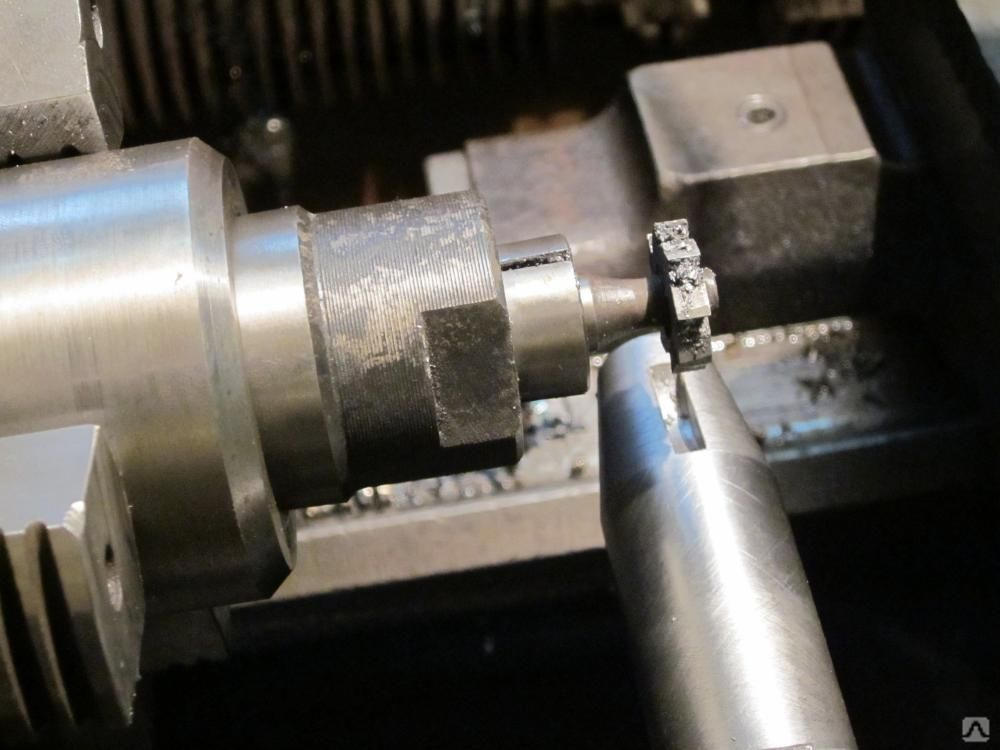
Видео сверления шестигранного отверстия на токарно-винторезном станке
Все выше перечисленные процессы можно совершать не только трудоёмким ручным способом, но и воспользовавшись возможностью подключения механической подачи к задней бабке или использования ЧПУ. Если процессы резания будут производиться с помощью токарных станков с ЧПУ, то весь инструмент крепится в самом начале подготовительного процесса в специальных устройствах, которые меняются автоматически в определённой последовательности.
Процесс сверления и рассверливания отверстий на токарных станках
Для образования новых отверстий в заготовке или изменения размеров старых, на токарном станке необходимо выполнить следующие виды операций:
- Выставить заднюю бабку, чтобы ось пиноли совпадала с осью шпинделя.
- Закрепить заготовку в патроне передней бабки таким образом, чтобы она выступала за уровень кулачков как можно меньше.
- Установить в пиноле задней бабки режущий инструмент. Если предстоит его частая смена, то лучше пользоваться быстросменным патроном и набором специальных втулок. Это поможет значительно сократить время на смену инструмента. При использовании быстросменного патрона, все свёрла, зенкеры, развёртки и т.д. должны иметь хвостовики с одинаковым номером конуса Морзе. Пиноль в начале сверления должна быть выдвинута из задней бабки на как можно меньшее расстояние.
- Первая рабочая операция – это подготовка торца заготовки. Он должен быть ровным. Это осуществляется подрезанием торца резцом.
- Сделать небольшое углубление в торце детали. Эта операция поможет выполнить сверление точно в точке вращения заготовки. Выполняется данное углубление упорным резцом или коротким сверлом.
- Произвести сверление с помощью маховика задней бабки. Инструмент подавать плавно. Периодически выдвигать его из зоны резания, чтобы освободить от стружки. Охлаждение зоны резания осуществлять специальной эмульсией.
- При сквозной обработке нужно уменьшить скорость подачи на выходе из заготовки, чтобы не повредить его, когда резко возрастёт нагрузка на режущие кромки.
- Чтобы увеличить диаметр отверстий, нужно: установить сверло большего диаметра и совершить рассверливание; применить зенкер – провести зенкерование; воспользоваться расточным резцом — сделать растачивание.
- Для уменьшения шероховатости – применяют развёртку (процесс — развёртывание).
- Для работы с кромками – используют зенковку (процесс – зенкование).
Видео сверления шестигранного отверстия на токарно-винторезном станке
Все выше перечисленные процессы можно совершать не только трудоёмким ручным способом, но и воспользовавшись возможностью подключения механической подачи к задней бабке или использования ЧПУ. Если процессы резания будут производиться с помощью токарных станков с ЧПУ, то весь инструмент крепится в самом начале подготовительного процесса в специальных устройствах, которые меняются автоматически в определённой последовательности.
Приспособления для металлорежущих станков – часть 6

Основными элементами приспособлений являются установочные, зажимные, направляющие, делительные (поворот-
ные), крепежные детали, корпуса и механизированные приводи. Их назначение следующее:
установочные элементы – для определения положения обрабатываемой заготовки относительно приспособления и по-
ложения обрабатываемой поверхности относительно режущего инструмента;
зажимные элементы – для закрепления обрабатываемой заготовки; направляющие элементы – для осуществления требуемого направления движения инструмента; делительные или поворотные элементы – для точного изменения положения обрабатываемой поверхности заготовки
относительно режущего инструмента;
крепежные элементы – для соединения отдельных элементов между собой; корпуса приспособлений (как базовых деталей) – для размещения на них всех элементов приспособлений; механизированные приводы – для автоматического закрепления обрабатываемой заготовки. К элементам приспособлений относятся также захватные устройства различных устройств (роботов, транспортных уст-
ройств ГПС) для захвата, зажима (разжима) и перемещения обрабатываемых заготовок или собираемых сборочных единиц.
Приспособления для токарных и шлифовальных станков
Основные разновидности станочных приспособлений в зависимости от назначения и вида обработки можно сгруппиро-
вать следующим образом: для токарных, шлифовальных и внутришлифовальпых станков, для сверлильных и расточных станков; для фрезерных станков; для зубофрезерных станков; для протяжных станков; для доводочных станков; для фасон- ной обработки; для многоцелевых станков с ЧПУ, агрегатных станков и автоматических линий. Каждая из этих групп имеет свои особенности, преимущества и недостатки.





К группе приспособлений для токарных и шлифовальных станков относятся патроны, планшайбы, люнеты и др. Патроны
служат, как правило, для закрепления коротких заготовок по наружной или внутренней поверхности. По типу
приводов их делят на ручные и механизированные, по числу кулачков – на двух-, трех-, четырехкулачковые и более; по типу центрирования – на универсальные, специальные, самоцентрирующиеся и с независимым перемещением кулачков; по кон- струкции – на клиповые, рычажно-клиновые, рычажные, специальные, винтовые и спирально-реечные.
представляет собой диск, устанавливаемый на центрирующие элементы шпинделя станка. На диске монти-
руют зажимные устройства.
– дополнительные устройства (опоры), необходимые для увеличения жесткости при обработке длинных заго-
товок. Их применяют при обработке в центрах заготовок деталей типа тел вращения с отношением d
/l = 1/(10…12) и более во избежание их прогиба под действием сил резания. Люнеты бывают неподвижными и подвижными.
К приспособлениям для токарных и шлифовальных станков с ЧПУ предъявляют следующие основные требования: вы-
сокая точность и жесткость (при возможном использовании полной мощности станка); быстрые зажим и разжим заготовок; быстрая переналадка кулачков и других зажимных элементов на требуемый диаметр заготовки; возможность обработки за- готовок из прутка многих разновидностей; автоматический поворот заготовки, при необходимости без остановки станка; широкая универсальность, дающая возможность обрабатывать различные по форме и размерам заготовки; быстрая перена- ладка станка.
Рис. 18. Электромагнитные плиты двух исполнений
В качестве установочно-зажимных приспособлений на плоскошлифовальных станках используют прямоугольные элек-
тромагнитные плиты. Электромагнитные плиты служат для крепления заготовок из ферромагнитных материалов на плоско- шлифовальных станках с прямоугольным столом (рис. 18). На станках с круговым вращением стола применяют круглые плиты.
Устройство и принцип работы
Станки состоят из следующих компонентов:
- стального или чугунного основания;
- рабочего стола с перемещаемой координатной плоскостью;
- шаговых двигателей для позиционирования стола;
- револьверной головки для крепления свёрл;
- суппорта;
- несущей колонны;
- электродвигателя;
- коробки переключения скоростей вращения шпинделя;
- подвесного пульта управления;
- блока с ЧПУ;
- предохранительного стекла;
- системы охлаждения.
Также возможно расширение функций оборудования под решение специфических задач:
- поворотные или наклонные механизмы рабочих столов;
- установку патронов резьбонарезного типа;
- монтаж навесных кондукторов;
- замену стандартных патронов на быстросъёмные или револьверные;
- поворотной колонны.
Для программирования ЧПУ могут использоваться следующие методы:
- набор программы через интерфейс управления;
- установка перфокарт, применение перфолент или других запоминающих устройств;
- изменение положения специальных переключателей или применения упоров.
Работа оборудования сверлильного типа с ЧПУ основана на следующих принципах:
- Программируется ЧПУ или используются предустановленные настройки.
- Оператор устанавливает заготовку, определяет её координаты размещения на рабочем столе.
- Последовательно вводятся координаты в программу.
- Программа рассчитывает траекторию перемещения инструмента или рабочего стола при запуске процесса обработки.
- Устанавливаются свёрла, фиксируются. Обязательно выбирается правильное их положение внутри патронов.
- Запускается программа на выполнение. Начинают работать механические узлы.
- Сверло позиционируется над заданной программой точкой, выполняется обработка заготовки.
- После завершения обработки, рабочий инструмент перемещается в исходное положение.
- На управляющем дисплее выдаётся сообщение о завершении всех задач. Далее нужно заменить деталь на заготовку, выбрать программу, выполнить последовательно весь алгоритм заново.
IV. ЗЕНКЕРОВАНИЕ ОТВЕРСТИЙ
1. ОБЛАСТЬ ПРИМЕНЕНИЯ И ПРАКТИКА ЗЕНКЕРОВАНИЯ
Зенкерование применяется:
- 1) для черновой обработки отверстий в отливках и поковках;
- 2) для получистовой обработки после сверла и чернового резца под последующее развертывание:
- 3) для чистовой обработки.
Конструкция зенкера, имеющего, по крайней мере, три режущих кромки, значительно прочнее конструкции сверла, вследствие чего обработка отверстия зенкером производительнее растачивания резцом и рассверливания. При зенкеровании лучше обеспечиваются прямолинейность оси обрабатываемого отверстия и правильное ее положение. Однако увод зенкера возможен при неравномерном припуске, при неодинаковой твердости обрабатываемого материала и при наличии в нем твердых вкраплений. Увод зенкера больше в чугунных деталях, чем в стальных; он может быть значительным в начале резания при зенкеровании отлитых или прошитых отверстий. Для предупреждения увода зенкера зенкерованию таких отверстий должно предшествовать растачивание их резцом до диаметра зенкера и на глубину, примерно равную половине его длины.
Поверхность отверстия, обработанного зенкером, получается чище, чем при сверлении и рассверливании. Точность диаметра отверстия, обработанного зенкером под последующее развертывание, достигается значительно проще, чем при растачивании, так как при зенкеровании отсутствует установка режущего инструмента на требуемый размер.
2. РЕЖИМЫ РЕЗАНИЯ ПРИ ЗЕНКЕРОВАНИИ
В нижеприводимой таблице приведены режимы резания при обработке отверстий 0 15 — 30 мм цельными зенкерами; 0 25 — 40 мм цельными и насадными зенкерами; диаметр 40 — 50 мм насадными зенкерами из быстрорежущей стали
Подачи (в мм/об) и скорости резания (в м/мин) при зенкеровании отверстий
Современные обрабатывающие центры
Сверлильные центры с ЧПУ имеют базу фрезерного агрегата с ПУ. Изолированная рабочая зона с наличием узла со сменой быстрорежущего инструмента и функцией авто удалённой стружки с подачей жидкости с охлаждающим режимом через шпиндель являются основным отличием этого аппарата. Обрабатывающие центры предназначены для быстрой обработки высокого качества, благодаря разнообразным инструментам, разным операциям и бывают:








- горизонтальные;
- вертикальные.
Данные машины способны работать как в автомате, так и в полуавтомате и придерживаются таких операций, какие выполняют сверлильные и фрезерные машины.

Поэтому они смело:
- высверливают;
- зенкеруют;
- фрезеруют;
- развертывают отверстия;
- нарезают наружную резьбу;
- нарезают внутреннюю резьбу.
При желании мастера, данные центры могут выполнять процесс шлифования. Основными узлами центра считается многопозиционный сменщик инструмента, который способен управляться с ПУ нового поколения. Позиционированная система инструмента позволяет достигать как высокоточную обработку, так и сокращает время на операцию.
Особенности
- Сверление отверстий по всей длине балки осуществляется в автоматическом режиме.
- Подача балки в зону сверления осуществляется при помощи специального захвата, установленного на входном рольганге. Захват перемещается по направляющим при помощи зубчатой передачи (Рисунок 1).
- Станок комплектуется промышленными редукторами SEW производства Германия.
- Для измерения продольного перемещения балки применена система энкодерных датчиков в сервоприводе, установленном на захвате, позволяющая исключить не точность позиционирования в данном направлении.
- Основная станина представляет собой конструкцию из двух поперечных и четырех продольных опор, обеспечивающую высокую прочность и надежность в работе и креплении навесного оборудования.
- Управление и контроль над рабочим процессом осуществляется с одного пульта управления. Задание программы, а также отображение всего рабочего процесса осуществляется с компьютера, с установленным на него специальным программным обеспечением, работающего под операционной системой Microsoft Windows XP Embedded. Программа для выполнения сверления, может быть составлена как непосредственно на рабочем месте, так и загружена из персонального компьютера систем CAD/CAM, таких как «AutoCAD», «КОМПАС» и др. (файл формата .DXF).
- В оборудовании предусмотрена система сохранения последних рабочих данных при аварийном отключении электроэнергии.
На сверлильном станке установлены 3 сверлильные головки: две в горизонтальной плоскости и одна в вертикальной. Станок осуществляет программный контроль по шести степеням свободы. Три оси под управлением ЧПУ (высота изделия, ширина изделия, расстояние между отверстиями); три блока управления ходом сверла (глубина сверления); три блока управления частотой вращения шпинделя сверлильных головок. Все операции на сверлильном станке производятся автоматически, после ввода данных о размерах заготовки в компьютер системы ЧПУ.
Механизм слежения сверлильного станка позволяет точно измерять продольное перемещение заготовки, что обеспечивает высокую точность позиционирования отверстий.
Эксплуатация
Станки для сверления, оснащённые ЧПУ, необходимо эксплуатировать в соответствии со следующими требованиями:
- разрешена установка только внутри отапливаемых помещений с оптимальным уровнем влажности;
- допустима обработка заготовок, которые отвечают требованиям производителя конкретной модели;
- все узлы, механизмы нужно поддерживать в чистоте, своевременно смазывать, обслуживать, следить за состоянием, выполнять замену, не допуская критических повреждений;
- перед выполнением работ следует убедиться в полной работоспособности всех агрегатов, проверить наличие защитных экранов, способность станка отключаться в случае аварийных ситуаций;
- в случае обнаружения неисправностей, недопустимо обрабатывать заготовки;
- недопустимо выполнять сверление деталей из материалов, не подходящих под параметры установленных свёрл;
- в случае прекращения подачи охлаждающей жидкости или масел для смазки механизмов нужно прекратить работу станка для устранения неисправностей;
- после начала выполнения программы ЧПУ запрещается прикасаться к вращающимся или движимым узлам.
Преимущества и недостатки
К преимуществам сверлильных станков относятся:
- точное позиционирование сверла над поверхностью детали;
- многоступенчатая обработка;
- регулировка крутящего момента, скорости оборотов, хода сверла вдоль осевой линии;
- сверление под различными углами;
- простота программирования ЧПУ, смены программ для выполнения различных производственных задач;
- автоматический контроль текущего состояния станка;
- высокая надёжность механических частей;
- защита от перегрева сверла;
- высокий ресурс узлов и механизмов;
- много различных моделей, позволяющих перемещать шпиндель со сверлом над рабочим столом либо наоборот;
- простота в эксплуатации, обслуживании, ремонте;
- высокая производительность труда;
- безопасность в работе по причине отсутствия контактов с опасными механическими узлами.
Недостатки станков с ЧПУ для сверления:
- высокая стоимость оборудования;
- большие габариты и масса;
- для работы требуется обученный персонал — операторы, наладчики.

Качественное изготовление деталей
Производители и стоимость
Модели сверлильных станков с ЧПУ выпускаются на следующих предприятиях:
- ОАО «Астраханский станкостроительный завод»;
- ЗАО «КомТех-Плюс»;
- ОАО «Стерлитакамский станкостроительный завод»;
- ;
- ОАО «Рязанский станкостроительный завод»;
- ОАО «Кировский станкостроительный завод».
Стоимость станков в зависимости от их типов следующая:
- профессиональные радиально-сверлильные настольные — от 120 тыс. руб.;
- радиально-сверлильные для ответственных работ — от 150 тыс. руб.;
- тяжёлые промышленные — от 400 тыс. руб.;
- радиально-сверлильные промышленные с вращаемой на 3600 опорой — от 1 млн. 100 тыс. руб.
Станки в зависимости от моделей могут отличаться спецификой работы, взаимодействия с оператором, а также иметь другие особенности. Однако основной принцип обработки заготовок сохраняется.
Услуги на координатно сверлильные работы с ЧПУ
В процессе изготовления металлических изделий осуществляется ряд функций механической обработки металла. Одним из видов таких работ стали сверлильные. Результатом сверления являются отверстия, отличающиеся диаметром, глубиной и сечением. Сверление как рабочая фаза исполняется после токарной работы по металлу, то есть резания внешних и внутренних вращающихся поверхностей. Предшествует сверлению и процесс фрезерования.
Металлообрабатывающие предприятия, где выполняется в полном цикле обработка металлических изделий, предлагают определенные услуги на координатно сверлильные работы с ЧПУ. Здесь можно осуществить работы на токарном оборудовании, резку, шлифовку металлоизделий. Принимают заказы на исполнение сварочных работ.

Многолетний опыт дает шанс делать дело высококачественно. Способствует успеху правильно организованные взаимоотношения с профильными хозяйствами, обеспечивающими сырьем и исходными материалами. По требованию заказчика продукцию доставляют к месту автотранспортом из собственного арсенала.
Основные типы координатно сверлильных работ:
- высверливание проходов цилиндрических видов;
- сверление отверстий в форме многогранников и овалов;
- рассверливание диаметра цилиндрических дыр;
- нарезка резьбы в разных исходных материалах.
Обладая универсальными станками, руководители предприятия с уверенностью могут предлагать некоторые услуги по металлу:
- Исполнение работ на вертикальных и горизонтальных фрезерных станках, где заготовленный для подгонки материал перемещается снизу, а сверху движется вращающаяся фреза. Управляется такой механизм автоматически с ЧПУ, вручную.
- Шлифовка производится на кругло, плоско, внутришлифовальном оборудовании.
- Предлагается в качестве услуги тепловая обработка изделий.

Настройка всех параметров агрегата должна соответствовать инструкции. Особое значение имеет наладка скоростного режима при подаче материала и относительно вращательного момента режущих, сверлящих механизмов.
Устройство и принцип работы
Станки состоят из следующих компонентов:
- стального или чугунного основания;
- рабочего стола с перемещаемой координатной плоскостью;
- шаговых двигателей для позиционирования стола;
- револьверной головки для крепления свёрл;
- суппорта;
- несущей колонны;
- электродвигателя;
- коробки переключения скоростей вращения шпинделя;
- подвесного пульта управления;
- блока с ЧПУ;
- предохранительного стекла;
- системы охлаждения.
Также возможно расширение функций оборудования под решение специфических задач:
- поворотные или наклонные механизмы рабочих столов;
- установку патронов резьбонарезного типа;
- монтаж навесных кондукторов;
- замену стандартных патронов на быстросъёмные или револьверные;
- поворотной колонны.
Для программирования ЧПУ могут использоваться следующие методы:
- набор программы через интерфейс управления;
- установка перфокарт, применение перфолент или других запоминающих устройств;
- изменение положения специальных переключателей или применения упоров.
Работа оборудования сверлильного типа с ЧПУ основана на следующих принципах:
- Программируется ЧПУ или используются предустановленные настройки.
- Оператор устанавливает заготовку, определяет её координаты размещения на рабочем столе.
- Последовательно вводятся координаты в программу.
- Программа рассчитывает траекторию перемещения инструмента или рабочего стола при запуске процесса обработки.
- Устанавливаются свёрла, фиксируются. Обязательно выбирается правильное их положение внутри патронов.
- Запускается программа на выполнение. Начинают работать механические узлы.
- Сверло позиционируется над заданной программой точкой, выполняется обработка заготовки.
- После завершения обработки, рабочий инструмент перемещается в исходное положение.
- На управляющем дисплее выдаётся сообщение о завершении всех задач. Далее нужно заменить деталь на заготовку, выбрать программу, выполнить последовательно весь алгоритм заново.
Особенности оборудования
Сверлильный станок с ЧПУ в первую очередь может похвастаться низким энергопотреблением и похвальной практичностью. Основное его отличие от обыкновенных настольных машин заключается в том, что перемещение ключевых органов техники контролируется предустановленной оператором программой. Таким образом, в процессе обработки заготовки достигается максимальная точность и заметно снижается влияние человеческого фактора на конечный результат.










На территории России наибольшее распространение получили сверлильные агрегаты отечественного производства. На сегодняшний день наша промышленность предлагает машины, которые могут быть классифицированы по ряду признаков. К примеру, сверлильный станок с ЧПУ предлагается в вертикальном и горизонтальном исполнении, отличающихся форматом расположения ключевого узла конструкции. Кроме того, выделяют одно- и многошпиндельное оборудование, машины с ручной заменой инструмента или многооперационные агрегаты, укомплектованные так называемым инструментальным магазином.
Первое поколение агрегатов, поставляемых отечественными компаниями, было спроектировано на основе конструкций, разработанных во времена СССР. Речь идет о станках 2Н135 и 2Н118, поскольку именно эти машины были впервые автоматизированы посредством укомплектования их дополнительным координатным столом. Такая конструкция позволила мастеру впервые автоматизировать некоторые операции в процессе работы, сделав труд продуктивнее.
Сверлильные станки в большинстве случаев комплектуются управлением позиционного типа, но встречаются агрегаты с комбинированной системой, которая совмещает в себе функции позиционной и прямоугольной. На опоре качения фиксируется координатный стол, движение которого реализуется посредством винт-гайка качения. При этом привод обеспечивается шаговым мотором, оснащенным гидравлическим усилителем, или электрическим мотором постоянного тока.

Сверлильный станок с ЧПУ может быть укомплектован одно- или двухскоростным силовым мотором. Управление металлорежущим инструментом в плоскости Z происходит с помощью специальных упоров и микропереключателей.
Сверлильные машины, как правило, комплектуются наклонными, поворотными, маятниковыми рабочими поверхностями. Конструкцией также предусматривается наличие резьбонарезных патронов и навесных кондукторов. В случае, когда конструкцией не предусмотрено наличие револьверной головки, металлорежущий инструмент фиксируется в специальных быстросъемных патронах. Особая категория машин – радильно-сверлильные станки – комплектуются Х-колонной и Y-рукавом, которые способны перемещаться по оси. При этом сверлильный шпиндель перемещается в координатной плоскости Z.
Подводя итоги
Сверлильные станки с ЧПУ очень распространены как при частной бытовой эксплуатации, так и на больших производствах. Они делают труд мастера в разы производительней, что определило их популярность на рынке металлообрабатывающих агрегатов.

Если вам нужен высокопродуктивный сверлильный станок – обратите внимание на модели вертикального типа. Именно такие машины совмещают в себе множество функций, полностью оправдывая свою немалую стоимость





