

Классификация осцилляторов
Все подобные устройства подразделяются по техническим характеристикам и виду используемого питания.
К основным техническим характеристикам, по которым различаю осцилляторы, относятся:
- используемое первичное, то есть входное напряжение;
- величина вторичного напряжения (измеряется без нагрузки);
- потребляемая мощность;
- массогабаритные характеристики.
По типу используемого питания делятся на две категории:
- непрерывного действия (в них используется постоянный ток);
- с импульсным питанием (применяется переменный ток).
Первый тип устройств включается в цепь последовательно. Созданный им ток имеет частоту, в зависимости от конструкции, 250 кГц. Напряжение достигает 6000 вольт.
Классификация осцилляторов
Все подобные устройства подразделяются по техническим характеристикам и виду используемого питания.
К основным техническим характеристикам, по которым различаю осцилляторы, относятся:
- используемое первичное, то есть входное напряжение;
- величина вторичного напряжения (измеряется без нагрузки);
- потребляемая мощность;
- массогабаритные характеристики.
По типу используемого питания делятся на две категории:
- непрерывного действия (в них используется постоянный ток);
- с импульсным питанием (применяется переменный ток).
Первый тип устройств включается в цепь последовательно. Созданный им ток имеет частоту, в зависимости от конструкции, 250 кГц. Напряжение достигает 6000 вольт.
Разбираемся в конструкции и принципе действия осциллятора
Сварочные осцилляторы, способные работать с источниками переменного и постоянного тока, необходимы для того, чтобы одновременно повысить как величину напряжения, так и частоту электрического тока. Если на входе такого устройства напряжение составляет 220 В, а частота тока – 50 Гц, то на выходе уже получается 2500–3000 В и 150000–300000 Гц. Продолжительность импульсов, которые создает осциллятор, составляет десятки микросекунд. Мощность этих устройств, с помощью которых в сварочную цепь поступает ток высокой частоты и с большим значением напряжения, – 250–350 Вт.
Технические возможности, которыми обладает осциллятор, обеспечиваются его конструкцией и характеристиками его элементов.
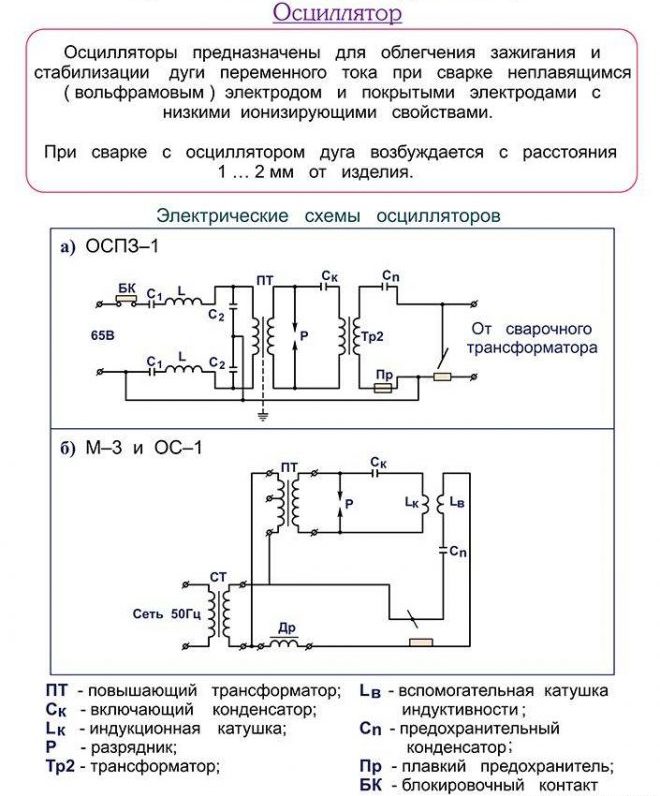
Электрическую схему аппарата составляют следующие компоненты:
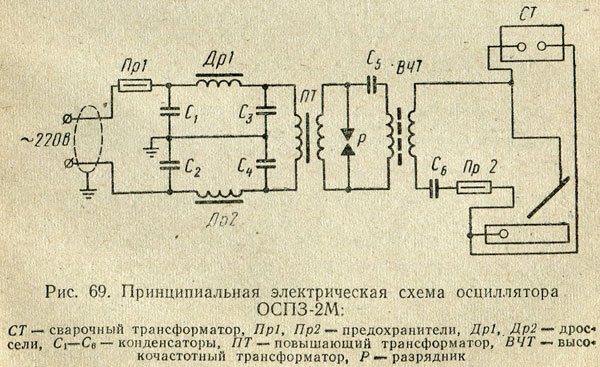
- колебательный контур, выступающий в роли искрового генератора затухающих колебаний (в состав такого контура входят конденсатор и катушка индуктивности – подвижная обмотка высокочастотного трансформатора);
- разрядник;
- дроссельные катушки в количестве двух штук;
- повышающий трансформатор;
- трансформатор высокой частоты.
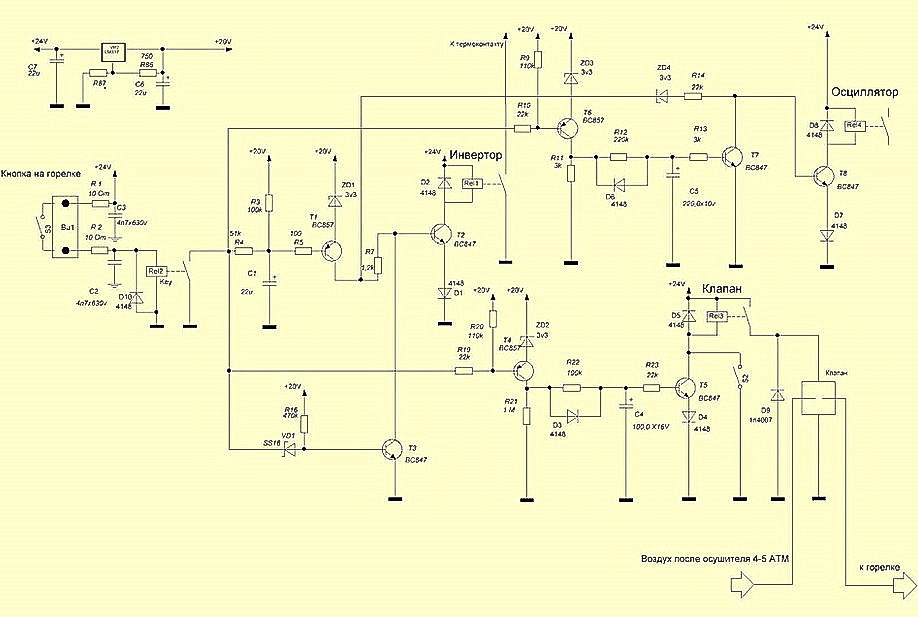
Функциональная схема осциллятора
Кроме того, осциллятор содержит элементы, обеспечивающие безопасность как самого устройства, так и сварщика. К таким элементам относятся конденсатор, защищающий сварщика от удара электрическим током, и предохранитель, размыкающий электрическую цепь при пробое конденсатора.
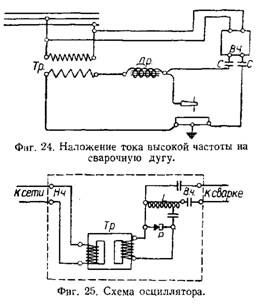
Осциллятор, который используется в паре со сварочным аппаратом, работает по следующему принципу. После прохождения по обмоткам повышающего трансформатора напряжение поступает на конденсатор колебательного контура и начинает заряжать его. Когда конденсатор заряжается до величины, предусмотренной его емкостью, он выдает разряд на разрядник, что приводит к пробою. После этого колебательный контур оказывается закороченным, что и вызывает возникновение резонансных затухающих колебаний. Высокочастотный ток, формирующий эти колебания, через блокировочный конденсатор и обмотку катушки поступает на сварочную дугу.
Пример изготовления платы осциллятора
Блокировочный конденсатор устроен таким образом, что через него может свободно проходить только ток высокой частоты, отличающийся и большим значением напряжения. Низкочастотный ток через такой конденсатор проходить не способен из-за слишком большого сопротивления. Благодаря данной характеристике блокировочного конденсатора через него не может пройти и низкочастотный ток от сварочного аппарата, что защищает осциллятор от короткого замыкания.
Принцип работы.
Базовый принцип работы осцилляторов может быть объяснён анализом поведения колебательного LC-контура схемы, показанной на рисунке 1, которая задействует индуктор L и предварительно полностью заряженный конденсатор C. Конденсатор начинает разряжаться через индуктор, что является следствием превращения его электрической энергии в электромагнитное поле. Это поле может быть аккумулировано индуктором. Этот поток тока через схему продолжается вплоть до того момента, пока не разрушится электромагнитное поле, что является результатом обратного преобразования электромагнитной энергии в электрическую форму, вынуждая цикл повторяться. Как бы там ни было, теперь конденсатор заряжается с отрицательной полярностью, благодаря чему и получается осциллирующая форма волны на выходе.
Рисунок 1 Схема колебательного LC-контура
Как бы там ни было, колебания, которые появляются из-за взаимопревращения двух форм энергии, не могут длиться вечно, ведь они подвержены эффекту потери энергии из-за сопротивления схемы. В результате амплитуда этих колебаний постоянно уменьшается, стремясь к нулю. Колебания просто исчезают естественным образом.
Это показывает, что нужно получить колебания, которые продолжаются во времени и имеют постоянную амплитуду, которая нужна для компенсации потери энергии
Тем не менее, важно отметить, что поступающая энергия должна точно контролироваться, и она должна быть равна потерянной энергии для получения колебаний с постоянной амплитудой
Если энергии будет поступать больше, чем теряться, то амплитуда колебаний будет возрастать (Рисунок 2a), что приведёт к искаженному выходу. Если энергии, которая поступает, будет меньше, чем той, которая теряется, то амплитуда колебаний будет уменьшаться (Рисунок 2b), приводя к недостаточным колебаниям.
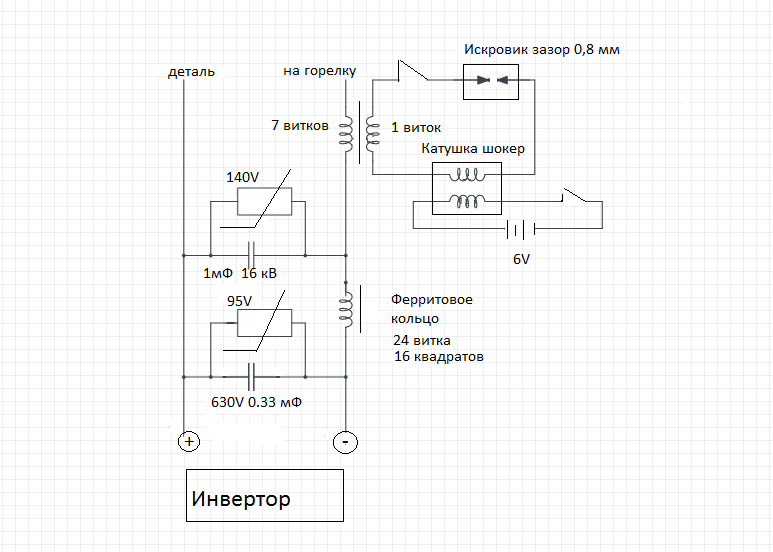
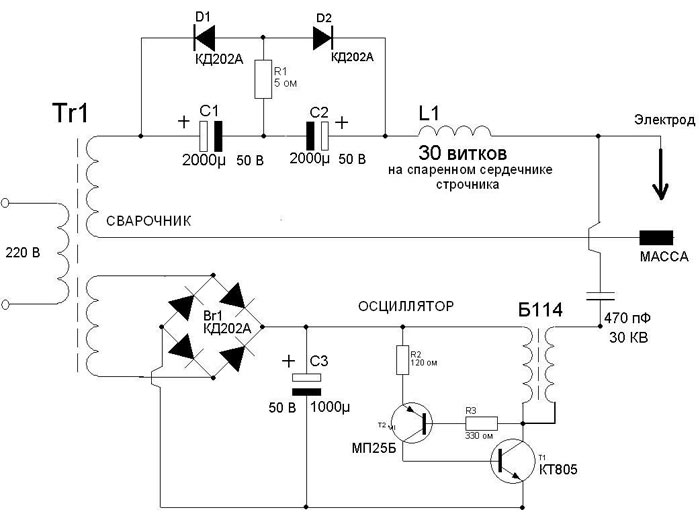
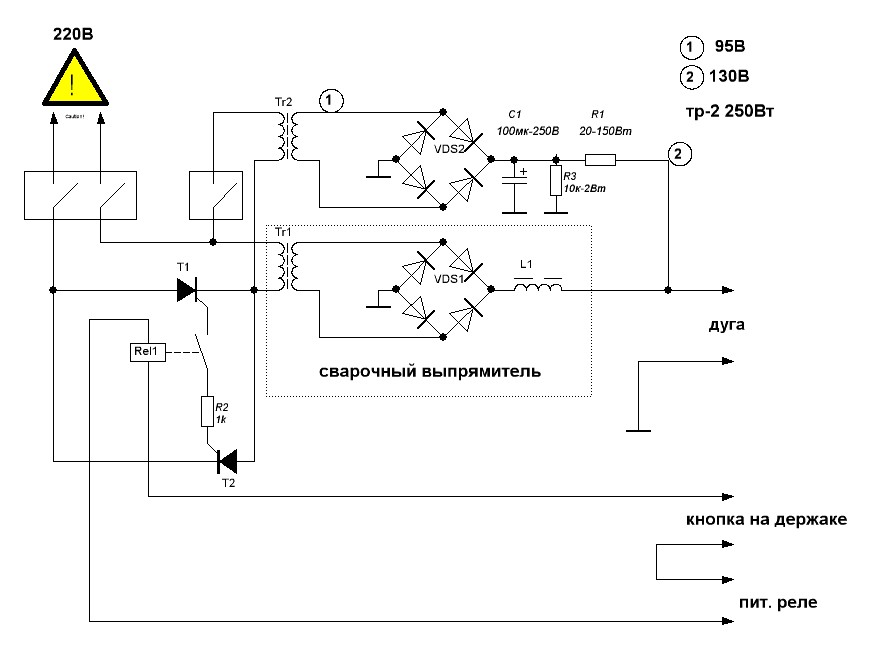
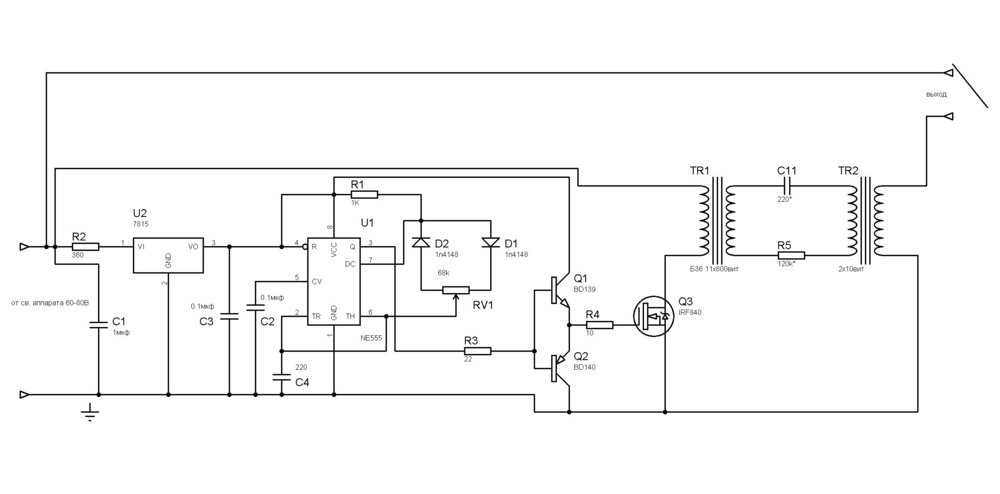
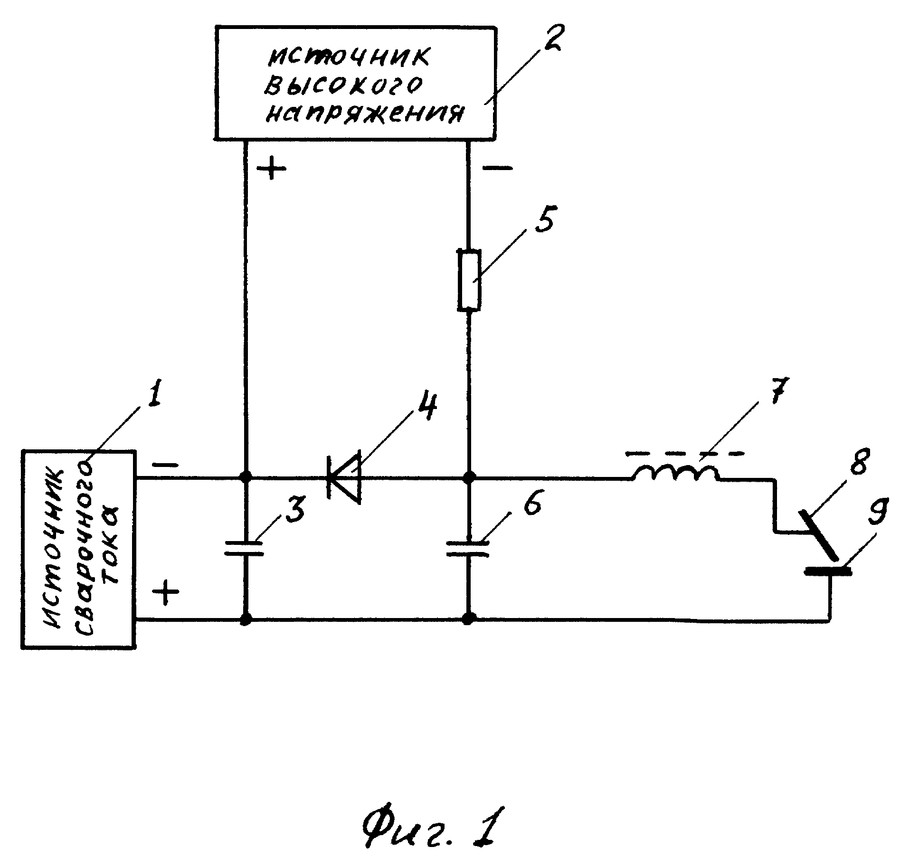

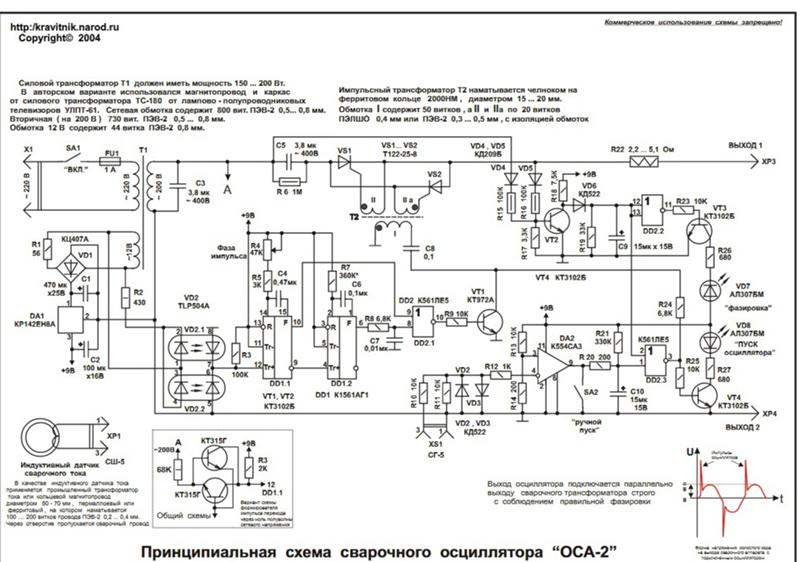
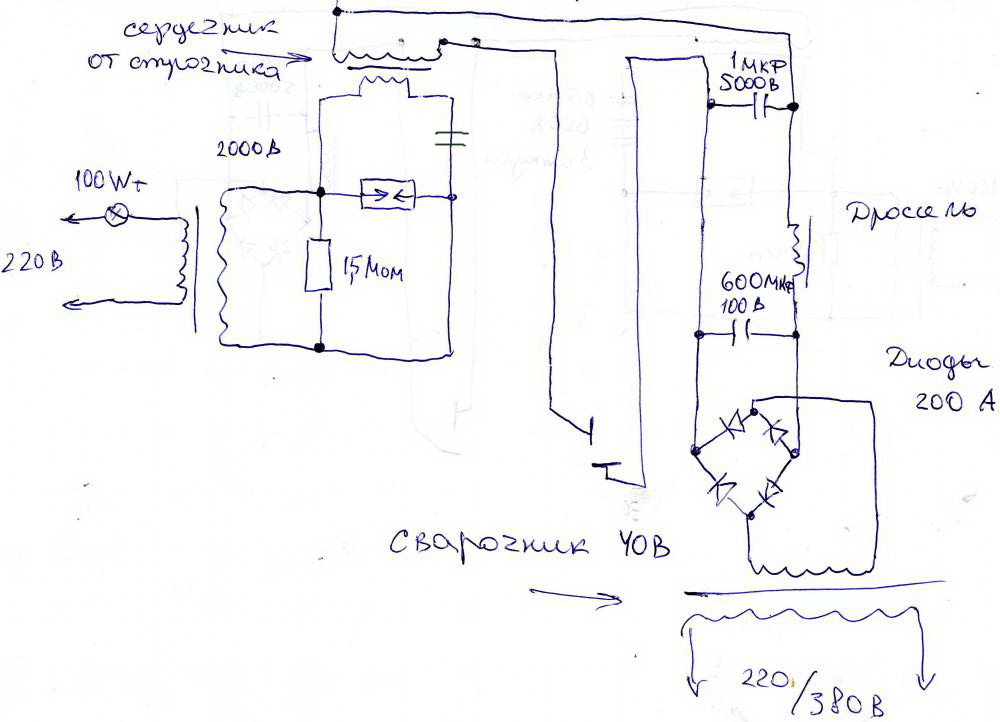
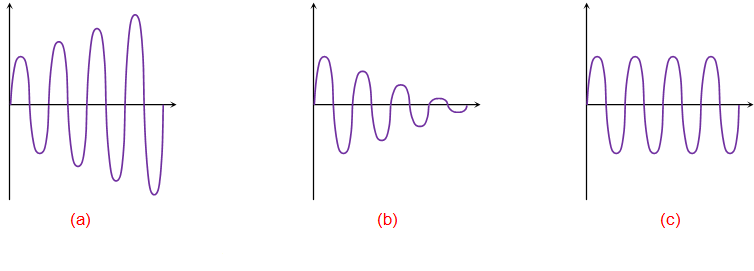
Рисунок 2 (a) Возрастающие Колебания (b) Затухающие Колебания (с) Колебания с Постоянной Амплитудой
Фактически, осцилляторы являются ни чем иным как усилителями схемы, которые производятся с позитивной или восстанавливающей обратной связью, где часть сигнала на выходе является обратной связью со входом (Рисунок 3). Здесь усилитель содержит активный усиливающий элемент, который может быть транзистором или операционным усилителем, и синфазный сигнал обратной связи является ответственным за поддержку колебаний за счёт завершения потерь в схеме.
Рисунок 3 Типичный осциллятор
Когда блок питания включен, осцилляторы начинают работу из-за наличия электронного шума. Эти шумовые сигналы повторяются по циклу, усиливаются и сходятся в одночастотную синусоидальную волну очень быстро. Выражение коэффициента усиления закрытого цикла осциллятора, показанного на рисунке 3, выглядит как:
Здесь A является коэффициентом усиления напряжения усилителя и ß является коэффициентом усиления схемы обратной связи. Если Aß > 1, то колебания будут усиливаться в амплитуде (Рисунок 2a). Если же Aß < 1, то колебания будут затухать (Рисунок 2b). Если Aß = 1, то колебания будут иметь постоянную амплитуду (Рисунок 2c).
Другими словами, это указывает на то, что если коэффициент усиления цикла обратной связи мал, то колебания затухают, в то время как при большом коэффициенте результат на выходе искажается. И только если данный коэффициент равен единице, у колебаний будет постоянная амплитуда, порождающая самостоятельный цикл колебаний.
Осцилляторы делятся на две категории, а именно на линейные или синусоидальные осцилляторы и разряжающие осцилляторы. В синусоидальных осцилляторах поток энергии всегда идёт от активных элементов схемы к пассивным, и частота колебаний определяется за счёт обратной связи.
Как бы там ни было, в случае с разряжающими осцилляторами, происходит обмен энергии между активными и пассивными компонентами, и частота колебаний определяется за счёт зарядки и разрядки стационарных элементов, вовлечённых в процесс. Синусоидальные осцилляторы производят слабо изменяющиеся синусоидальные волны на выходе. Разряжающие осцилляторы создают несинусоидальные формы волн (пилообразные, треугольные или квадратные).
Как работает осциллятор
Подобные устройства могут иметь различные варианты сборки, но все они предназначены для одной цели — возбуждать сварочную дугу между концом электрода и поверхностью изделия на расстоянии 5 мм, без физического прикосновения материалов. Достигается это за счет размещения осциллятора между источником сварочного тока и горелкой с вольфрамовым электродом. Вместо последнего может находиться держатель для сварки покрытыми электродами.
Суть процесса заключается в модернизации входящего напряжения переменного характера с частотой 50 Гц в импульсы высокой частоты и короткой длительности. Они накладываются на сварочный ток, и активно участвуют в розжиге дуги. Осциллятор для сварки, в большинстве вариантов схем, работает в следующей последовательности:
- Сварщик нажимает кнопку управления на горелке.
- Входной выпрямитель получает напряжение из сети с параметрами 220 V и 50 Гц. Устройство выпрямляет ток и передает его на накопитель.
- Накопительная емкость собирает в себе разряд.
- Схема управления руководит этим процессом. Когда сетевое напряжение достигает 0В, высвобождается импульс, для последующего формирования.
- Он поступает на первичную обмотку трансформатора, где происходит его преобразование в высоковольтный импульс.
- Одновременно с этим, схема управления подает сигнал в клапан газа, и выпускается аргон.
- Происходит короткий разряд тока, связывающий в воздухе напряжение от горелки и изделие, к которому прикреплена масса от сварочного аппарата. Дуга зажигается в уже подготовленном газовом облаке, и можно сразу вести сварку.
- Когда в процесс включается сварочный ток, с силой более 5 А, то импульс прекращает свое действие. Сварка ведется на тех параметрах, которые были установлены на аппарате. Если происходит утеря контакта, то схема управления подает повторный импульс для возобновления дуги.
- После окончания сварки осциллятор регулирует время последующей продувки защитным газом и завершает весь процесс.
Это очень удобно для сварки алюминия или легированных сталей, где требуется точность начала шва, а механическая зачистка следов от касания электрода оставляет лишние следы. Изготовление осциллятора своими руками может быть упрощено до нескольких узлов. Тогда, при обрыве сварки, требуется запускать действие бесконтактного поджига вручную, повторно нажимая кнопку на горелке.
Для чего применяется
Осцилляторы чаще всего применяются при сваривании цветных металлов. Когда возникает необходимость в соединении меди, алюминия или нержавеющей стали, устройство позволяет быстро возбудить электрическую дугу, избежав утомительного чирканья электродом о поверхность заготовок.
Устройство очень удобно применять, когда требуется точно положить шов. Специалист подводит вольфрамовый наконечник до края стыка, после чего требуется нажать кнопку возбуждения электрической дуги и опустить маску. Благодаря осциллятору шов будет одинаковым как вначале, так и посредине стыка. Помимо этого, не потребуется постобработка от следов прикосновения электрода, которые обязательно образовались бы в процессе розжига дуги. Оборудование устанавливается на аппараты плазменной резки и дает возможность сразу начать разделывание металла.
Еще используется осциллятор при работе с тонколистовым металлом. Чтобы заготовки не прожигались, сварщики выставляют на инверторах низкое значение тока. Помимо того, что с такими параметрами разжечь дугу сложно, так она еще и гаснет при малейшем отклонении электрода от сварочной ванны. Подключение осциллятора в схему позволяет упростить работу, получить на выходе стабильную дугу и ее беспроблемный розжиг вначале.
Сварочный осциллятор своими руками
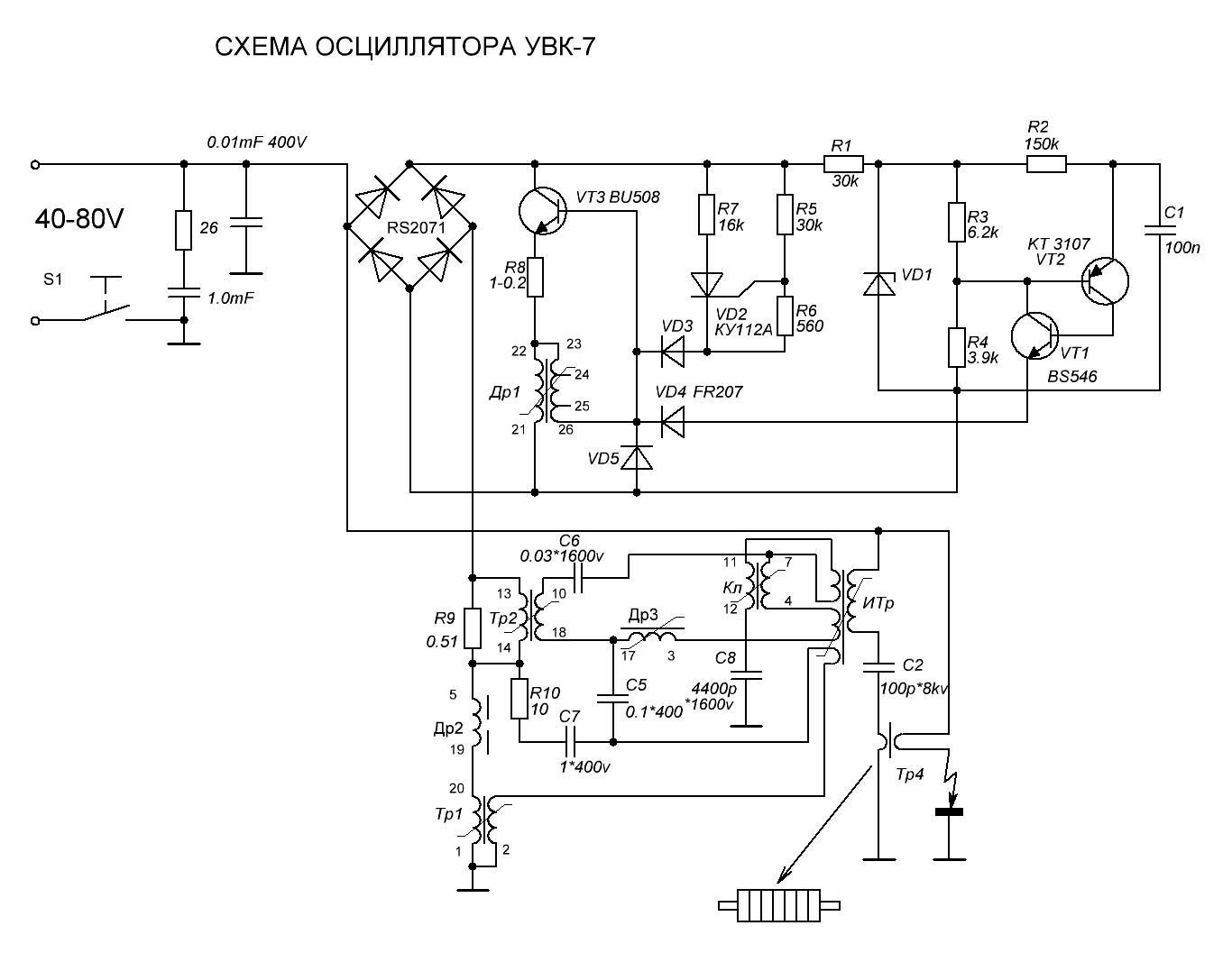
Промышленных конструкций сварочных осцилляторов немало. Например, модель УВК-7, используемая для питания сварочных аппаратов постоянного и переменного тока. Недостаток такого устройства в том, что оно непригодно для инвертора, поскольку требует питания не более 80 В против 220 В, от которого работают сварочные инверторы.
Модель ОССД-300 рассчитывается на напряжение холостого хода не ниже 60 В и обязательно потребует балластного реостата, что поднимает планку требований к мощности сварочного аппарата. Подобные ограничения действуют и в отношении популярного осциллятора ОП-240 «Огниво».
Исходными данными для изготовления осциллятора своими руками являются:
- Назначение (для алюминия или нержавеющей стали).
- Род используемого тока – переменный, постоянный и его напряжение.
- Потребляемая мощность – обычно не более 200…250 Вт, в противном случае стоимость компонентов схемы резко возрастёт.
- Вторичное напряжение, которое должно быть не ниже 2500 В, иначе изготовление самодельного осциллятора себя не окупит.
Работу легче начинать, располагая сварочным преобразователем: в этом случае осциллятор можно делать не импульсно, а непрерывно действующим, и подключать к сварочной сети по более простой последовательной схеме. Наконец, при высокой частоте тока поджиг дуги произойдёт без контакта электрода со свариваемой поверхностью, а устойчивое горение дуги гарантируется даже при сравнительно небольших значениях силы тока.
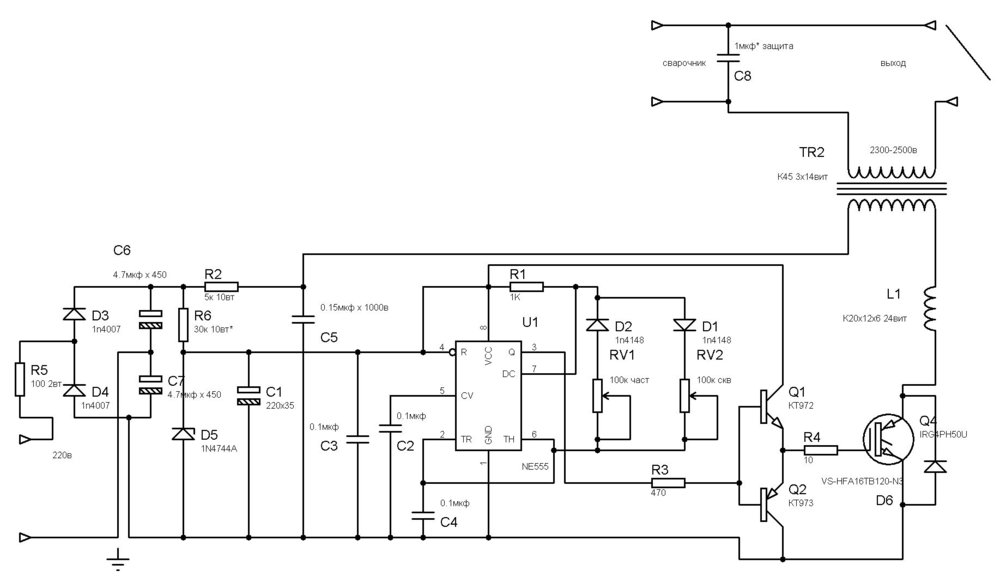
Компоновку осциллятора на прямоугольной плате лучше выполнять следующим образом. Слева размещается высокочастотный трансформатор, предохранители и цепь управления, справа — дроссель, в центре – разрядник, конденсатор колебательного контура и блокировочный конденсатор, который будет отсекать ток низкой частоты от сварочной цепи.
Трансформатор подбирается по его требуемым характеристикам тока во вторичной обмотке. Катушку индуктивности надёжнее собрать сдвоенной: при последовательном соединении двух колебательных контуров подача тока и напряжения оказывается более стабильной, а защита осциллятора от выхода из строя – более надёжной. Обе части контуров – одинаковы, и состоят из:
- конденсатора, рассчитанного на менее, чем на двукратный запас по напряжению (не менее 450…500 В для первой части и хотя бы 4 кВ – для второй) при ёмкости от 0,3 мФ (во втором каскаде может быть до 1 мФ);
- варистора напряжением не менее того, которое требуется для напряжения на вторичной обмотке – 90…100 В (во втором каскаде может быть до 140…150 В);
- катушки индуктивности, представляющей собой ферритовый стержень, на который с зазором не менее 0,8 мм наматывается проволока сечением 15…20 мм2. Число витков на первом каскаде должно быть не менее 7, во втором – меньше Вторая катушка служит своего рода фильтром от возможных колебаний тока большей амплитуды, которые могут привести к нестабильному горению дуги;
Для изготовления разрядника подбирается плата с рёбрами жёсткости, которая должна понижать температуру при срабатывании. В качестве вольфрамовых электродов можно воспользоваться сварочными, с диаметром не менее 2 мм. Торцы электродов предварительно торцуют, чтобы они были строго параллельны. Обязательно предусматривается регулировка зазора при помощи винта.
Во вторичную обмотку второго каскада для повышения стабильности работы подключается катушка от любого электрошокера. Правда, для питания этой катушки требуется напряжение 6В, которое можно получить только от аккумулятора, но это даже и лучше: всё равно самодельный осциллятор время от времени необходимо подвергать регламентному обслуживанию.



Первый каскад подключают к зажимам сварочного инвертора, а второй – к свариваемой детали и сварочной горелке. Осциллятор следует собрать во влагозащищённом корпусе, который снабжается вентиляционными отверстиями.
Разновидности самодельных осцилляторов
В зависимости от выполняемых сварочных работ, можно создать осциллятор своими руками, с постоянным или кратковременным действием. Если требуется работа с тонкими листами металла на малых токах, то лучше подойдет первый вариант. Устройство будет накладывать на ток, выдаваемый сварочным аппаратом, дополнительное напряжение 3000В с высокой частотой в 200 кГц. Вследствие чего розжиг электрода станет осуществляться при малейшем поднесении к изделию, а в процессе ведения шва горение дуги будет стабилизироваться и поддерживаться. Несмотря на высокие показатели напряжения, этот ток будет безопасен для жизни сварщика. Рекомендуется последовательное подключение такого аппарата в схему. При параллельном потребуется дополнительная установка защиты от напряжения.
Для работы с алюминием, который сваривается только на переменном токе, больше подойдет вторая самодельная модель осциллятора, где рабочий эффект заключается в кратковременном импульсе. Последний зажигает дугу при поднесении горелки к изделию на расстояние 5 мм. Эту же функцию осциллятора используют и при плазменной резке, а также в работе с инверторами, или аргоновыми аппаратами для сварки нержавейки. Во время работы на переменном токе его полярность постоянно меняется. Это может затруднять стабильность горения и повторные розжиги. Осциллятор содействует мгновенному зажиганию дуги в таких условиях.
Устройство и принцип работы оборудования
Для понимания характера функционирования прибора нужно хорошо знать физику. Получаемая при включении осциллятора дуга не меняет своих параметров при увеличении зазора между электродом и обрабатываемой деталью.
Конструкция осциллятора включает следующие элементы:
- Трансформатор повышающего типа. Используется для изменения амплитуды напряжения.
- Колебательный модуль, имеющий стандартное строение. Он включает конденсаторы и индуктивные катушки. Контур применяется для создания высокочастотных колебаний.
- Разрядник – воздушный зазор, в котором появляется искра.
Рекомендуем к прочтению Надёжный плазморез своими руками. Инструкция
Устройство может быть дополнено датчиками, автоматизирующими работу оборудования, помогающими контролировать ее. Если осциллятор включается в состав аргонодугового аппарата, его снабжают клапаном впуска газа. Микропроцессор подает команду на открытие элемента в нужные моменты. Осциллятор оснащается системой безопасности, предотвращающей выход аппарата из строя.
Какие бывают сварочные осцилляторы
Сварочный осциллятор не является основным устройством для проведения сварочных работ. Использовать его самостоятельно не представляется возможным, так как он не обладает большой мощностью, способной расплавлять и соединять металлы. Основная его функция – зажечь дугу без прикосновения электрода к рабочей поверхности, и далее поддерживать ее стабильное состояние.
Такой эффект возможен благодаря генерации прибором высокочастотного высоковольтного напряжения, способного осуществлять пробой воздушного промежутка между электродом и металлом. По мостику этого пробоя уже начинает течь основной сварной ток. Различают такие типы сварочных осцилляторов:
- Аппарат с непрерывным режимом действия;
- Аппарат с питанием импульсным режимом;
- Аппарат с накопительными конденсаторами.
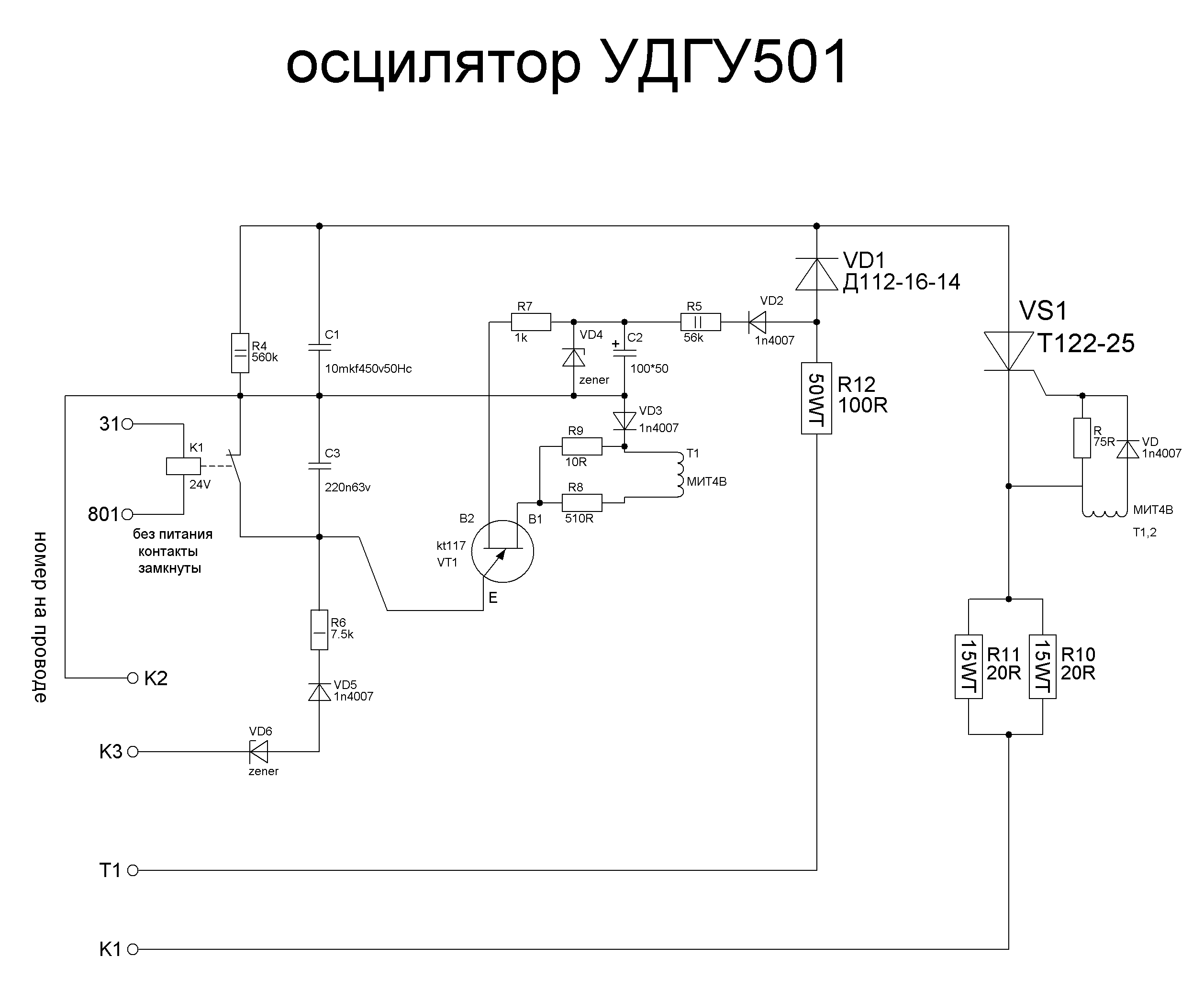
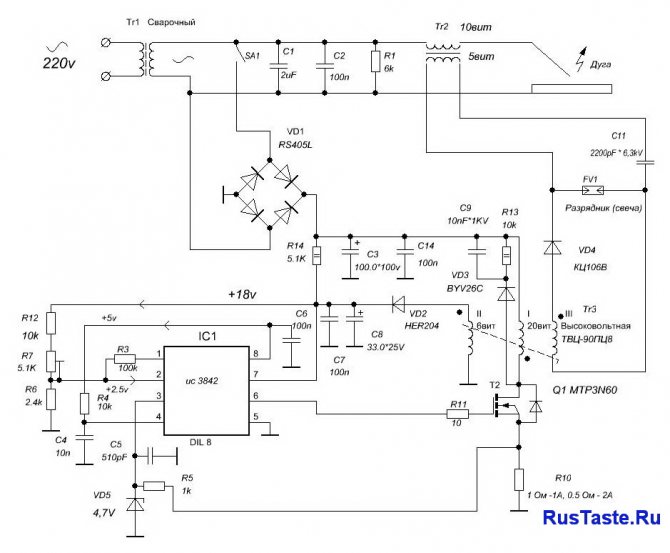
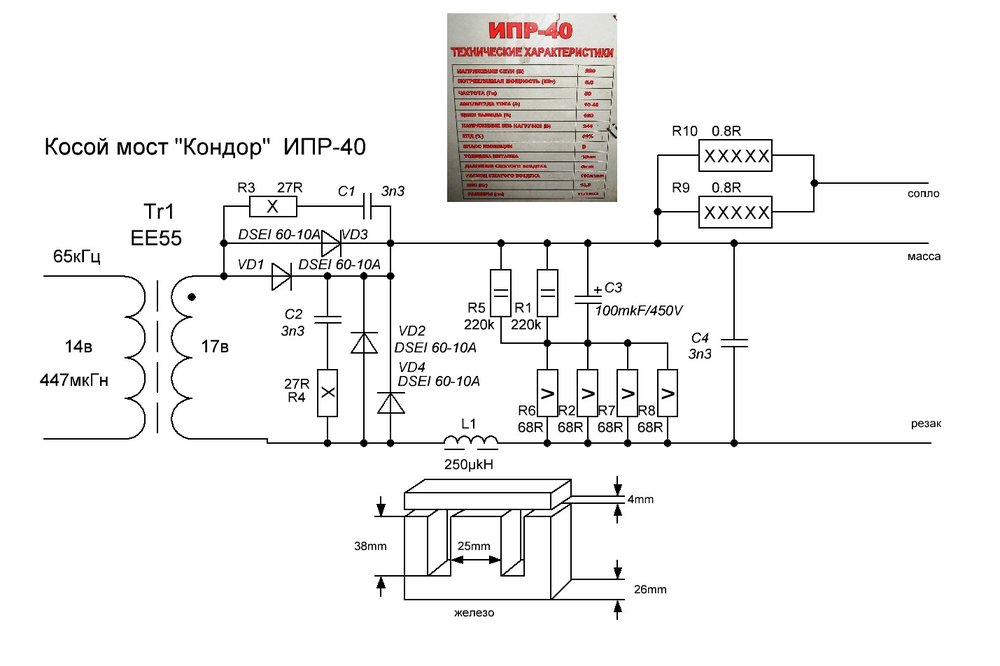
Схема сварочного осциллятора
Осциллятор непрерывного действия
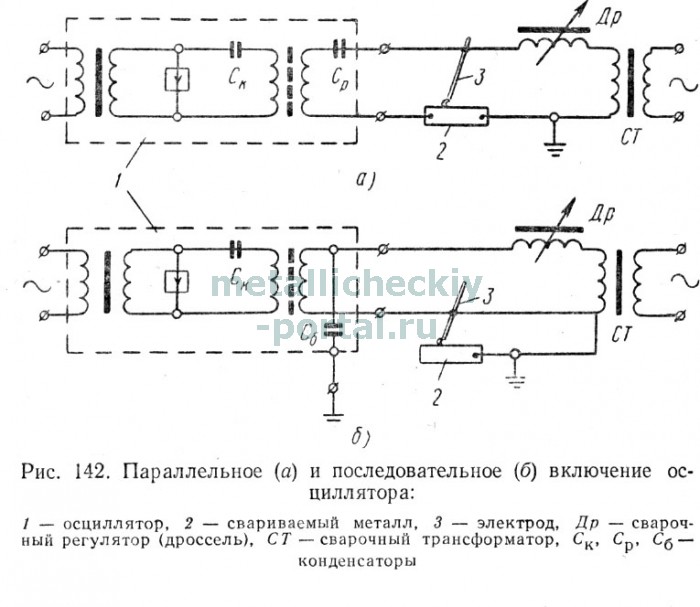
Прибор такого типа выдает ток, частота которого доходит до 250 кГц, и амплитуда напряжения может достигать 6 киловольт. Это электричество дополнительно накладывается на основной ток сварки, дуга мгновенно зажигается на расстоянии от заготовки и держится стабильно при любых амплитудных значениях силы основного тока за счет высокой частоты. Ток сварочного осциллятора не представляет реальной угрозы для оператора, так как мощностью обладает небольшой.
Схема включения прибора в общую сеть со сварочным аппаратом может быть выполнена параллельно и последовательно. Последовательное включение более целесообразно. Здесь не нужно применять дополнительную защиту устройства по высокому напряжению.
Осциллятор импульсный
Конструкция осциллятора этого типа удобна в использовании, если сварка осуществляется током переменного значения. Оборудование способно удержать дугу в момент перехода полярности электричества, что наблюдается постоянно. Схема осциллятора непрерывного действия в этом смысле проигрывает. Импульсный прибор также без физического контакта зажигает дугу в первоначальный момент времени.
Осциллятор с накопительными конденсаторами
Прибор, в схеме которого имеются накопительные конденсаторы, работает по режиму заряд-разряд. Для насыщения конденсаторов используется специальный зарядный модуль. В первоначальный момент времени заряженные конденсаторы отдают энергию дуге и, отключаясь от схемы разряда, соединяются с зарядным модулем. При угрозе срыва дуги синхронизирующий модуль вновь переключает разрядники на рабочую линию сварочного аппарата.
Это интересно: Ремонт бензогенераторов своими руками — разъясняем со всех сторон
Сварочный осциллятор своими руками
Промышленных конструкций сварочных осцилляторов немало. Например, модель УВК-7, используемая для питания сварочных аппаратов постоянного и переменного тока. Недостаток такого устройства в том, что оно непригодно для инвертора, поскольку требует питания не более 80 В против 220 В, от которого работают сварочные инверторы.
Модель ОССД-300 рассчитывается на напряжение холостого хода не ниже 60 В и обязательно потребует балластного реостата, что поднимает планку требований к мощности сварочного аппарата. Подобные ограничения действуют и в отношении популярного осциллятора ОП-240 «Огниво».
Исходными данными для изготовления осциллятора своими руками являются:
- Назначение (для алюминия или нержавеющей стали).
- Род используемого тока – переменный, постоянный и его напряжение.
- Потребляемая мощность – обычно не более 200…250 Вт, в противном случае стоимость компонентов схемы резко возрастёт.
- Вторичное напряжение, которое должно быть не ниже 2500 В, иначе изготовление самодельного осциллятора себя не окупит.
Работу легче начинать, располагая сварочным преобразователем: в этом случае осциллятор можно делать не импульсно, а непрерывно действующим, и подключать к сварочной сети по более простой последовательной схеме. Наконец, при высокой частоте тока поджиг дуги произойдёт без контакта электрода со свариваемой поверхностью, а устойчивое горение дуги гарантируется даже при сравнительно небольших значениях силы тока.
Компоновку осциллятора на прямоугольной плате лучше выполнять следующим образом. Слева размещается высокочастотный трансформатор, предохранители и цепь управления, справа — дроссель, в центре – разрядник, конденсатор колебательного контура и блокировочный конденсатор, который будет отсекать ток низкой частоты от сварочной цепи.


Трансформатор подбирается по его требуемым характеристикам тока во вторичной обмотке. Катушку индуктивности надёжнее собрать сдвоенной: при последовательном соединении двух колебательных контуров подача тока и напряжения оказывается более стабильной, а защита осциллятора от выхода из строя – более надёжной. Обе части контуров – одинаковы, и состоят из:
- конденсатора, рассчитанного на менее, чем на двукратный запас по напряжению (не менее 450…500 В для первой части и хотя бы 4 кВ – для второй) при ёмкости от 0,3 мФ (во втором каскаде может быть до 1 мФ);
- варистора напряжением не менее того, которое требуется для напряжения на вторичной обмотке – 90…100 В (во втором каскаде может быть до 140…150 В);
- катушки индуктивности, представляющей собой ферритовый стержень, на который с зазором не менее 0,8 мм наматывается проволока сечением 15…20 мм2. Число витков на первом каскаде должно быть не менее 7, во втором – меньше Вторая катушка служит своего рода фильтром от возможных колебаний тока большей амплитуды, которые могут привести к нестабильному горению дуги;
Для изготовления разрядника подбирается плата с рёбрами жёсткости, которая должна понижать температуру при срабатывании. В качестве вольфрамовых электродов можно воспользоваться сварочными, с диаметром не менее 2 мм. Торцы электродов предварительно торцуют, чтобы они были строго параллельны. Обязательно предусматривается регулировка зазора при помощи винта.
Во вторичную обмотку второго каскада для повышения стабильности работы подключается катушка от любого электрошокера. Правда, для питания этой катушки требуется напряжение 6В, которое можно получить только от аккумулятора, но это даже и лучше: всё равно самодельный осциллятор время от времени необходимо подвергать регламентному обслуживанию.
Первый каскад подключают к зажимам сварочного инвертора, а второй – к свариваемой детали и сварочной горелке. Осциллятор следует собрать во влагозащищённом корпусе, который снабжается вентиляционными отверстиями.
Принцип работы
Осциллятор предназначен для бесконтактного розжига сварочной электрической дуги и поддержания ее стабильности в процессе дальнейшей работы. Прибор является дополнением к используемому аппарату электродуговой сварки, и может располагаться в одном корпусе с ним. Можно сделать осциллятор для сварки своими руками, и подключить его отдельно, улучая условия работы.
Основная идея применения осциллятора заключается в следующем. На электрод обычного сварочного аппарата поверх номинального напряжения сварки накладываются импульсы повышенного напряжения и частоты.
Амплитуда импульсов достигает 3000 – 6000 Вольт, частота – от 150 до 500 кГц. Эти высокочастотные импульсы имеют очень малую длительность, мощность сигнала составляет 200 – 300 Ватт.
Такая мощность импульсов слишком мала, чтобы они могли служить генератором сварочного тока, их роль заключается в кратковременном электрическом пробое воздушного промежутка.
 Работает осциллятор следующим образом. Сварщик приближает кончик электрода к свариваемой заготовке на расстояние около 5 мм.
Работает осциллятор следующим образом. Сварщик приближает кончик электрода к свариваемой заготовке на расстояние около 5 мм.
Нажимает кнопку, которая обычно располагается в удобном месте держателя электрода (или горелки, как называют держатель электрода в аргонодуговых аппаратах), запуская осциллятор.
Электрические импульсы высокой частоты напряжением несколько киловольт мгновенно ионизируют воздушный промежуток, который при этом пробивается тонким разрядом. Поскольку ионизированный воздух становится электропроводящим, по нему начинает протекать сварочный ток основного аппарата, то есть, загорается полноценная сварочная дуга.
Далее в процессе работы импульсы, генерируемые осциллятором, поддерживают горение основной сварочной дуги в моменты, когда возникают предпосылки для ее гашения.
Например, ошибочное движение руки сварщика, случайно увеличившее воздушный промежуток, не приводит к немедленному гашению дуги, и процесс может продолжаться.





