

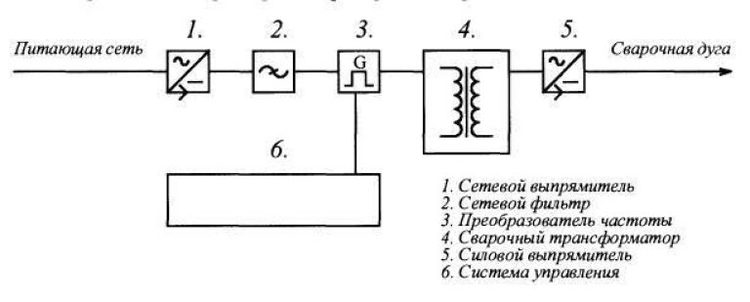
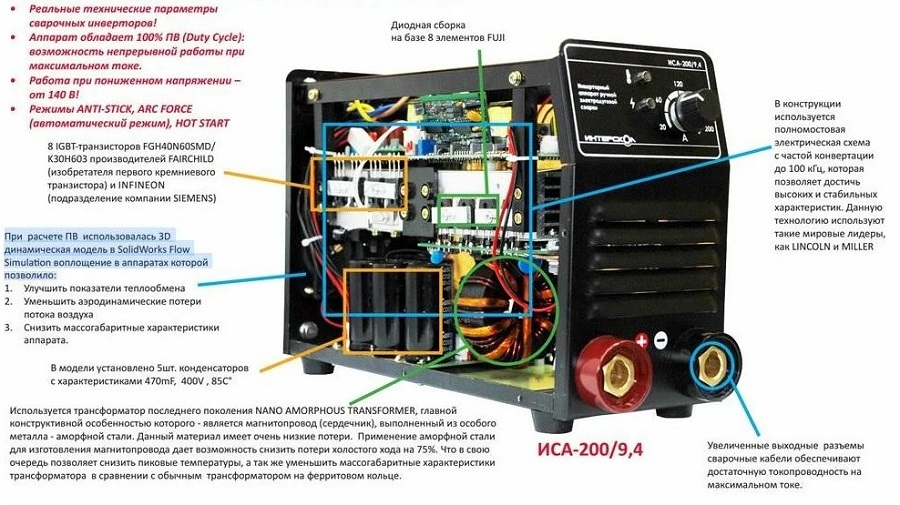
Конструкция

- Выпрямитель низкой частоты.
- Инвертор.
- Трансформатор.
- Выпрямитель тока высокочастотный.
- Ответвление цепи с пониженным сопротивлением (шунт).
- Блок электронного управления.
Аналогичные изделия отличаются конструкцией, но в основе заложено применение высокочастотных импульсных преобразователей.
Диод на выходе и характеристика его работы
При самостоятельной сборке пользователи устанавливают трансформаторы, у которых вторичная обмотка с такими параметрами: сечение медной проволоки 0,3 мм, а ширина конструкции до 40 мм, поэтому диоды на выходе обеспечивают его выпрямление. Рабочий цикл устройства осуществляется при токах высокой частоты, но с такими нагрузками справляются только быстродействующие диоды, так как восстановление происходит за 50 наносекунд.
Универсальность
Каждый производитель моделей сварочных инверторов заботится об увеличении надежности во время длительной эксплуатации, при условии соблюдения мер безопасности при работе с оригинальными изделиями. Обязательно в конструкции присутствует блок контроля повышения температуры, который защищает инвертор от перегревания и регулирует функционирование системы охлаждения.
В электросхеме изделия встроен трансформатор, имеющий биметаллические термодатчики с заданной температурой срабатывания не выше 75 градусов. Радиатор охлаждения имеет собственный интегральный датчик, который следит за повышением температуры и отключат подачу тока при ее недопустимом повышении.
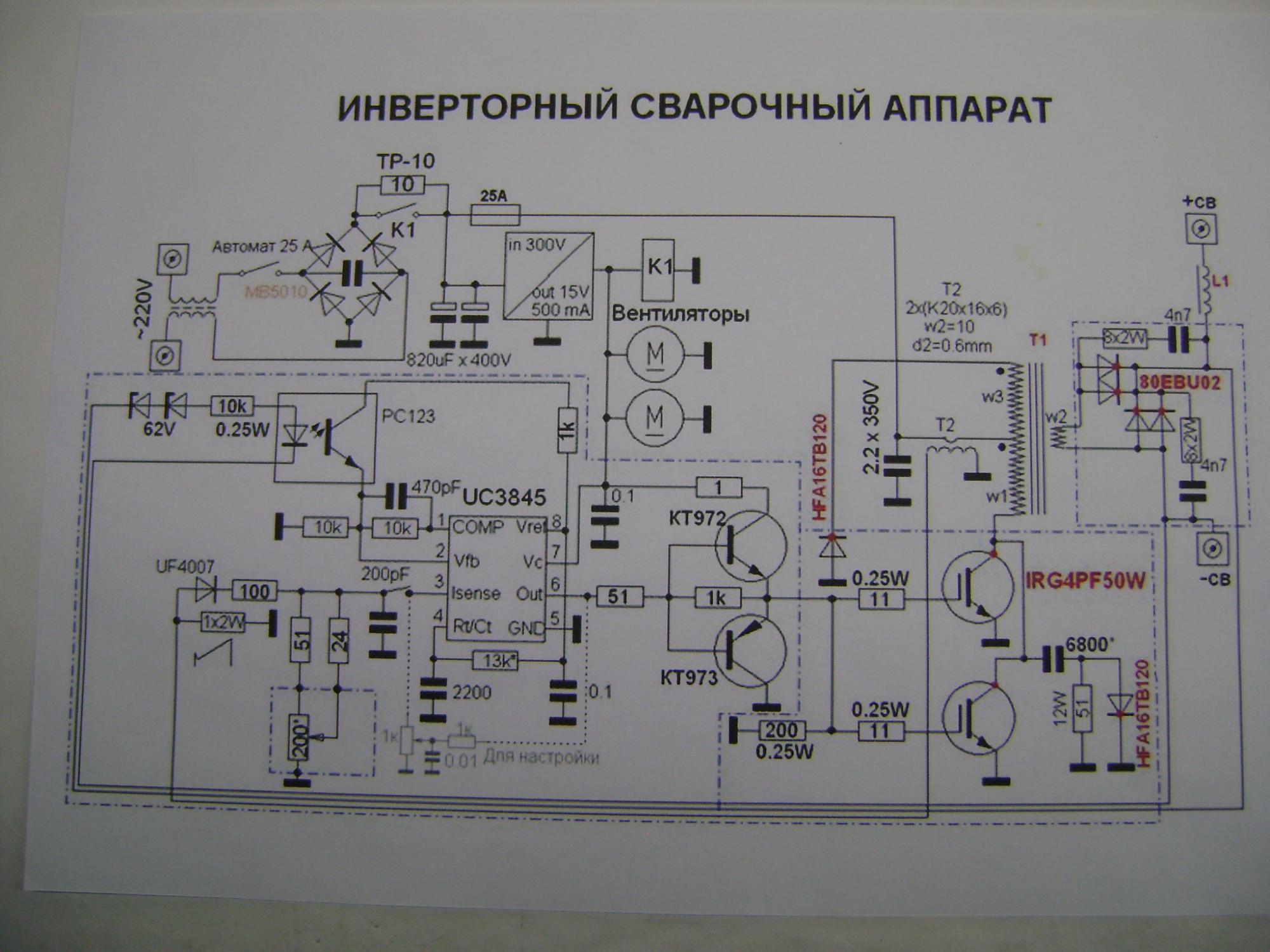
Схемы
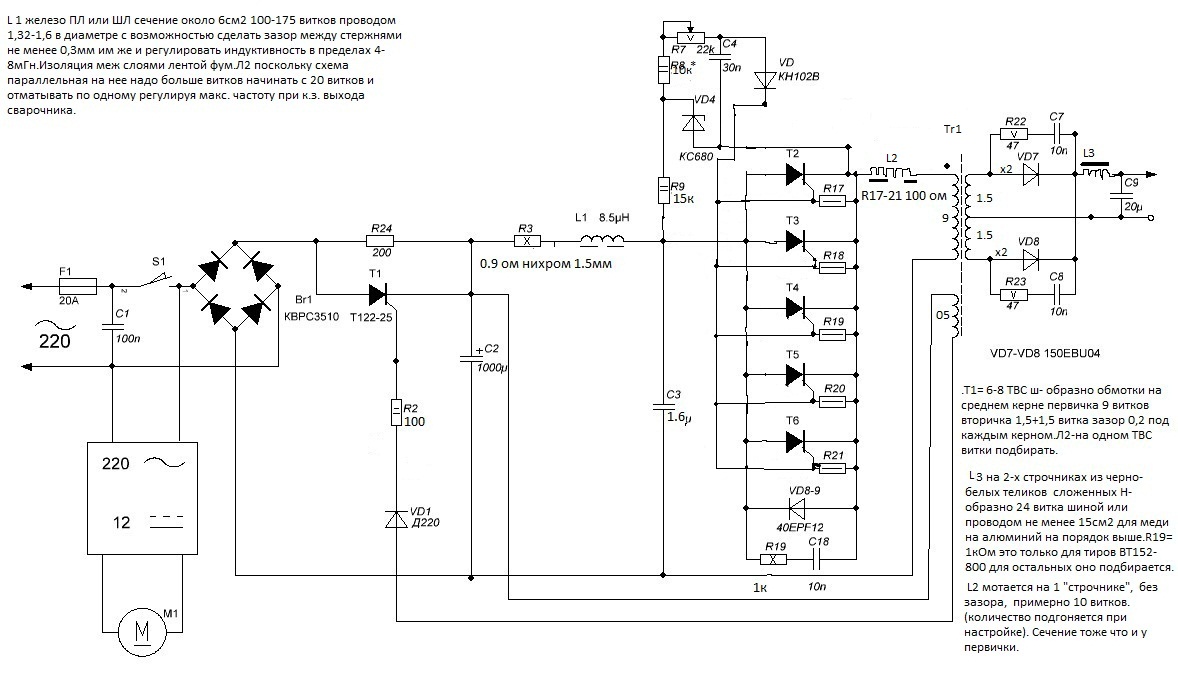
Одним из первых шагов изготовления инвертора – определение его рабочей схемы. Поскольку в интернете находится большое количество выбора, нет необходимости придумывать, что-то новое.
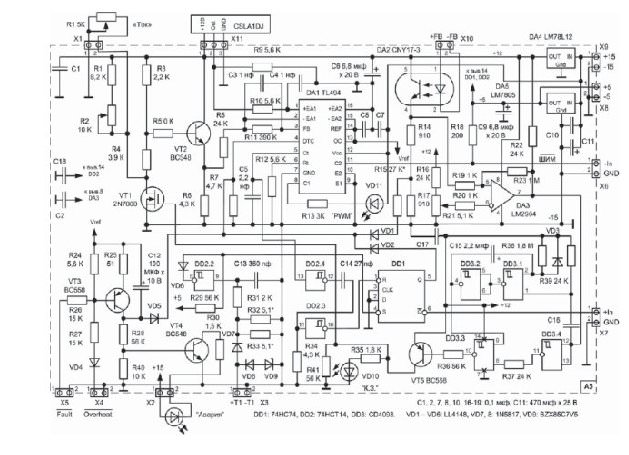
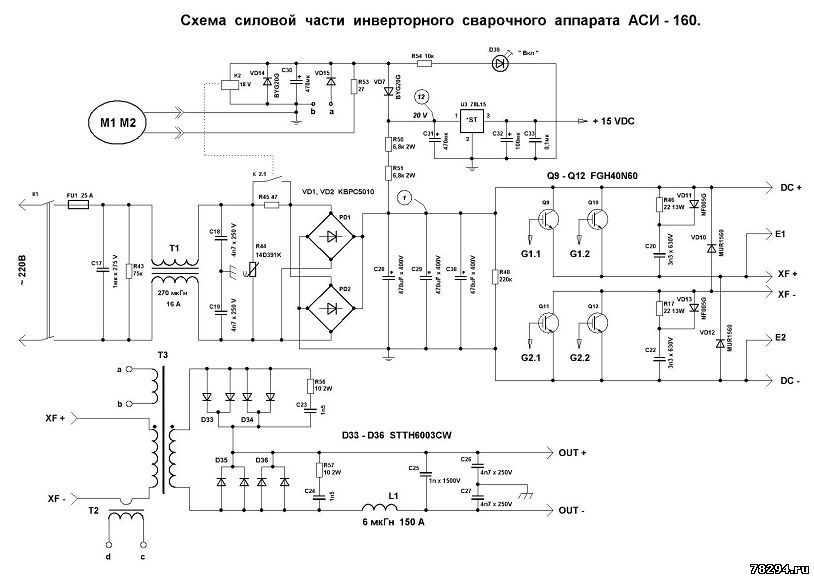
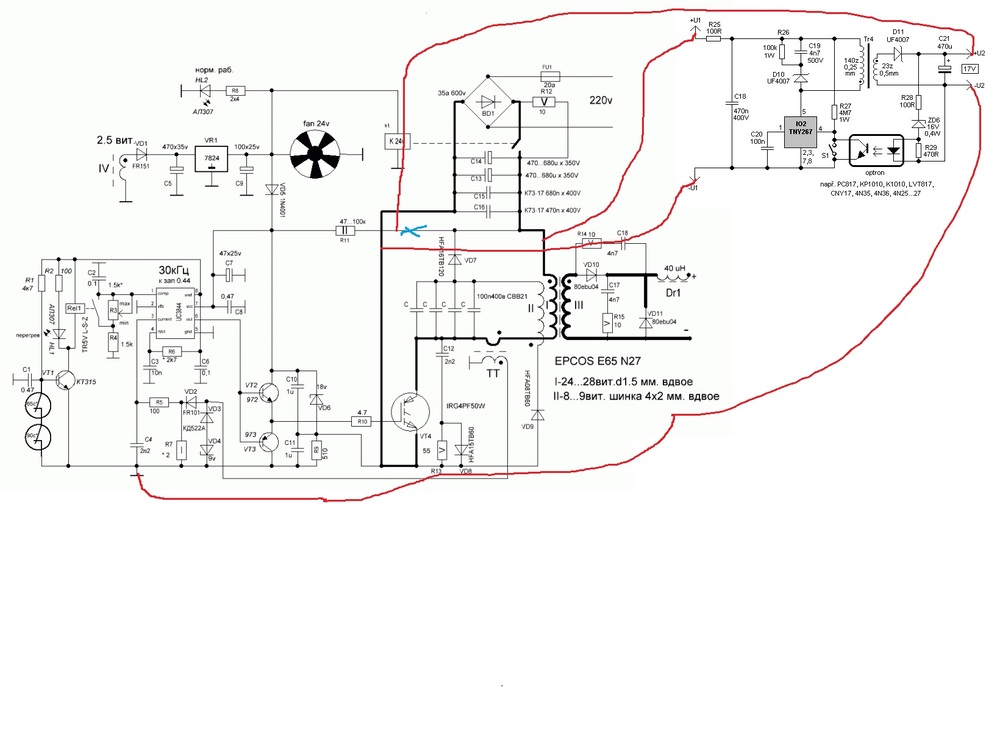
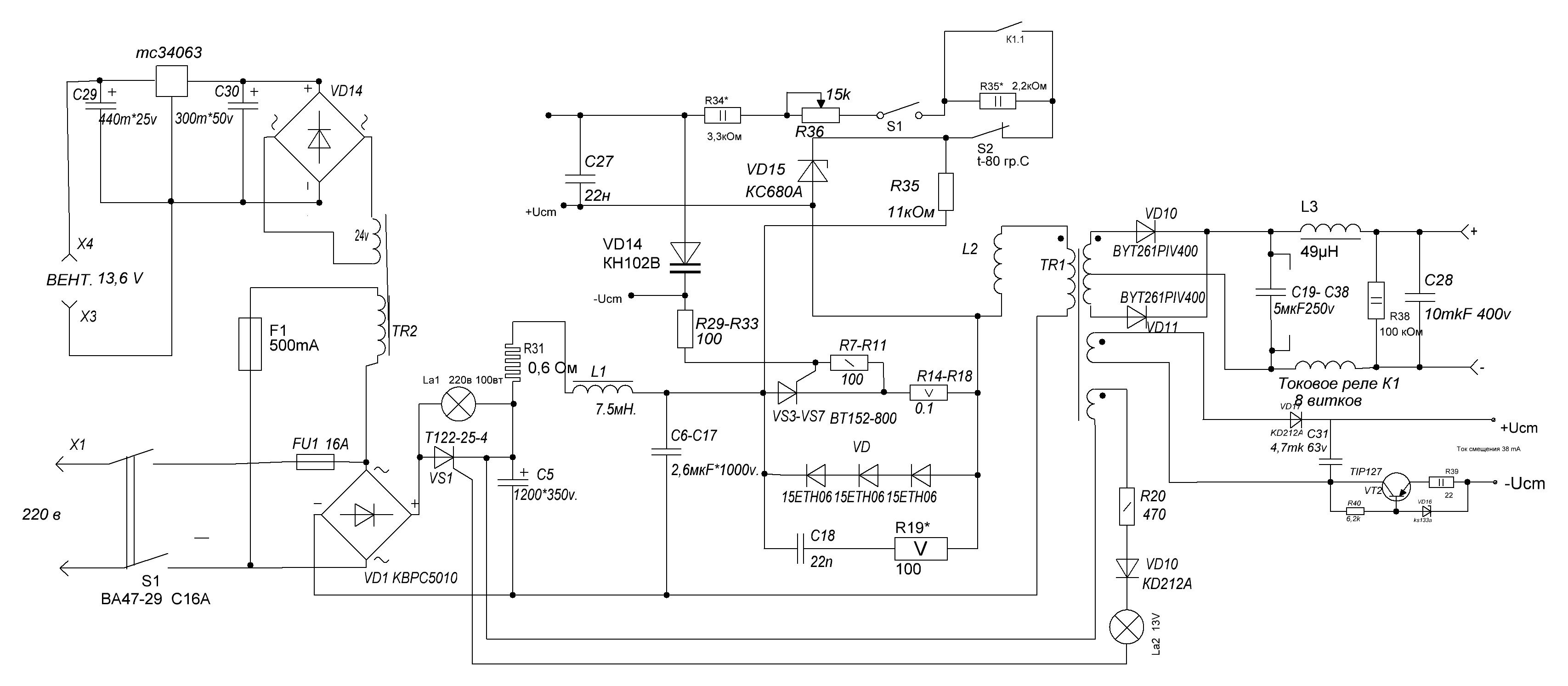
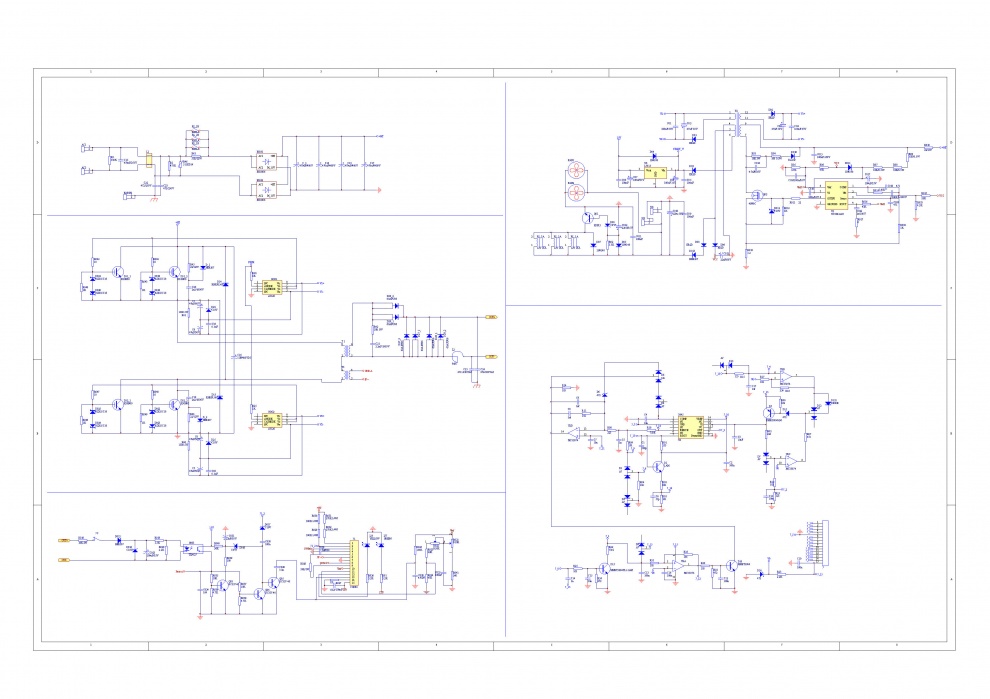
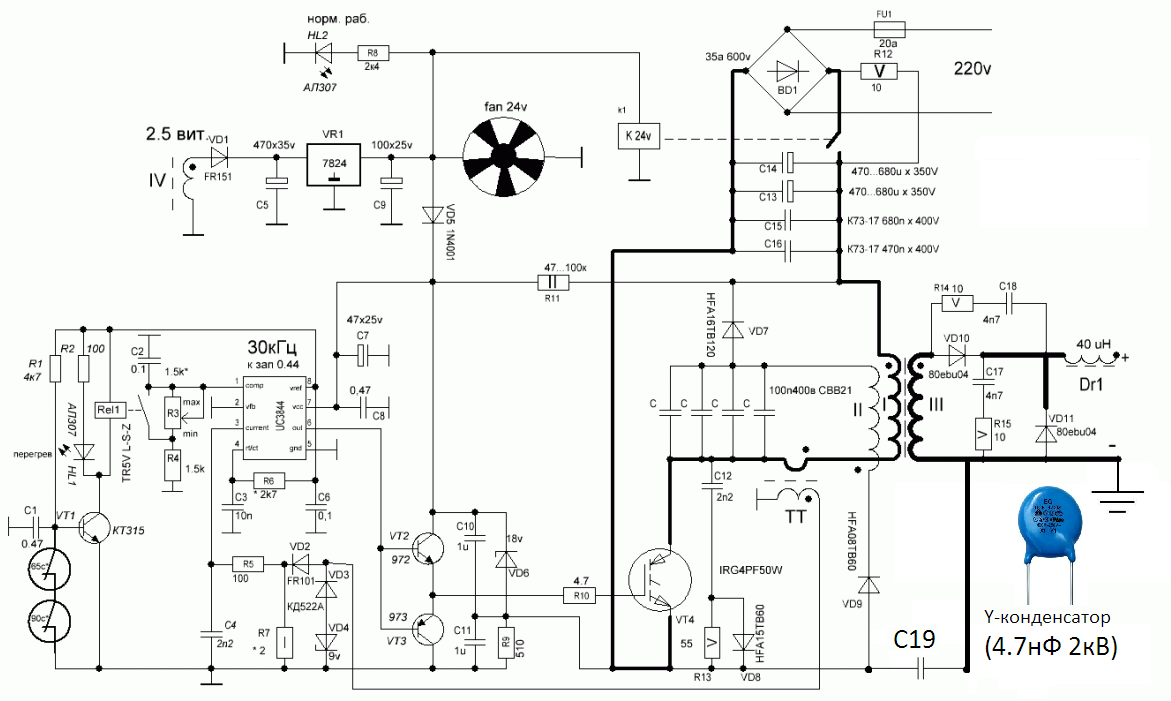
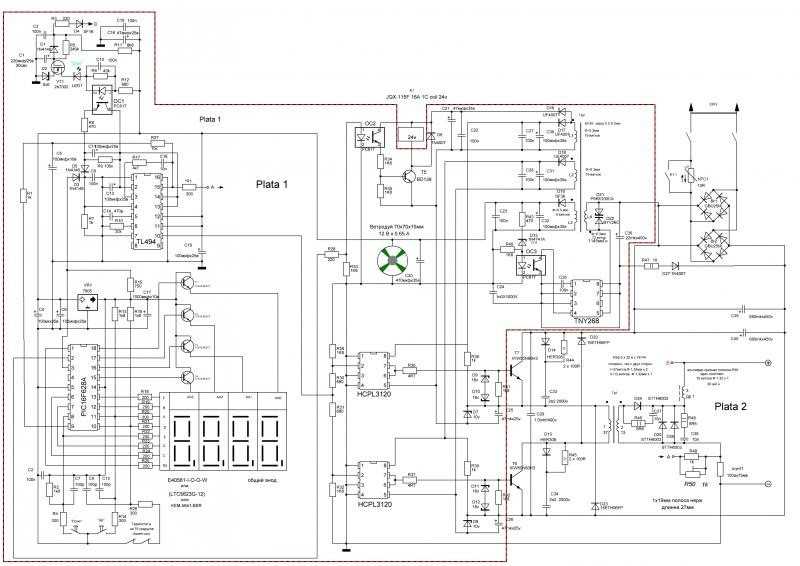
За основу будем продолжать использовать информацию об инверторе модели COLT1300, рабочая схема показана на рисунке 1:
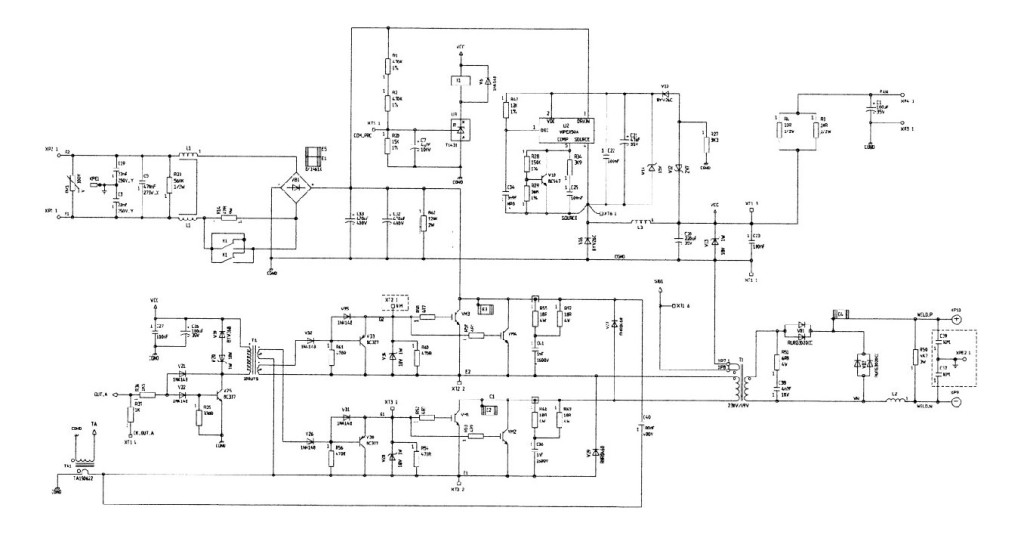
Рис 1.
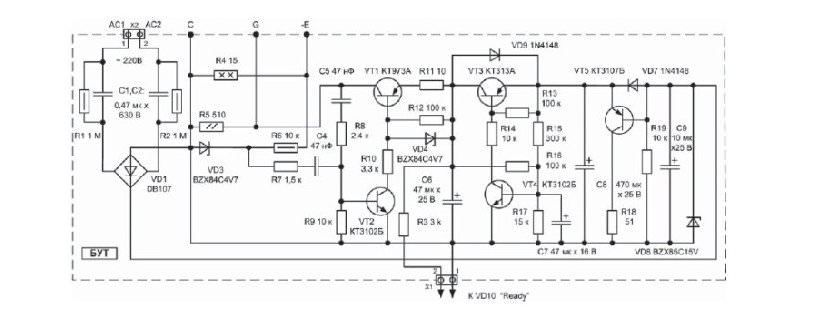
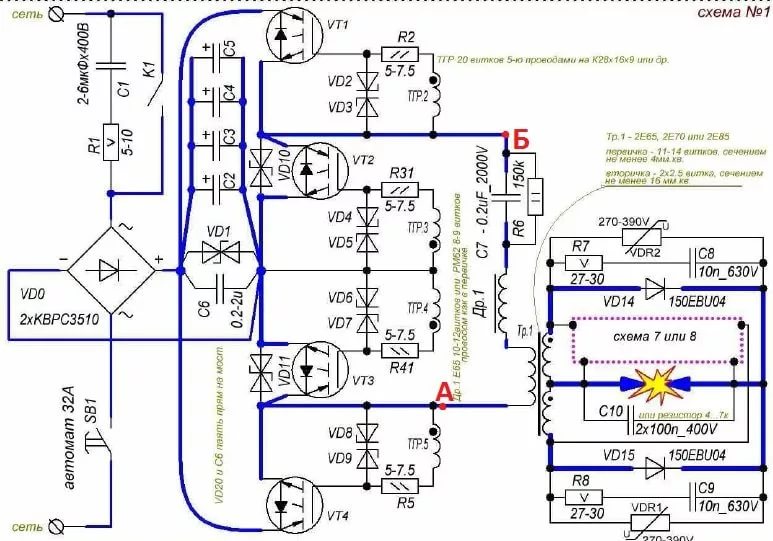
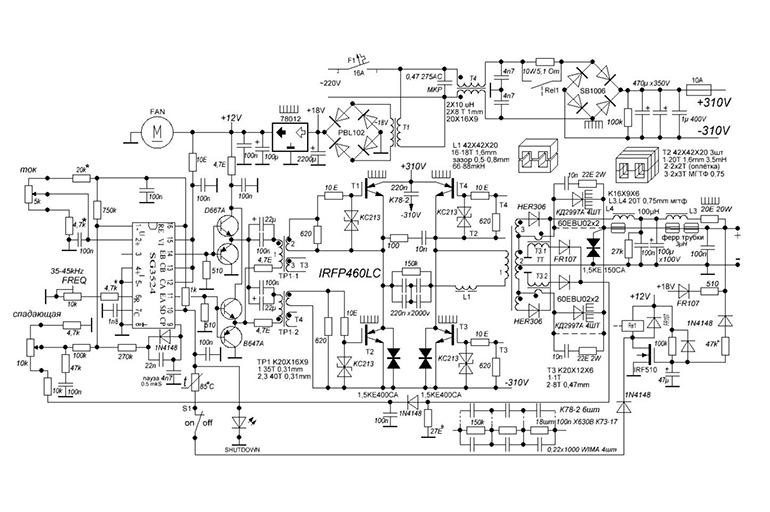
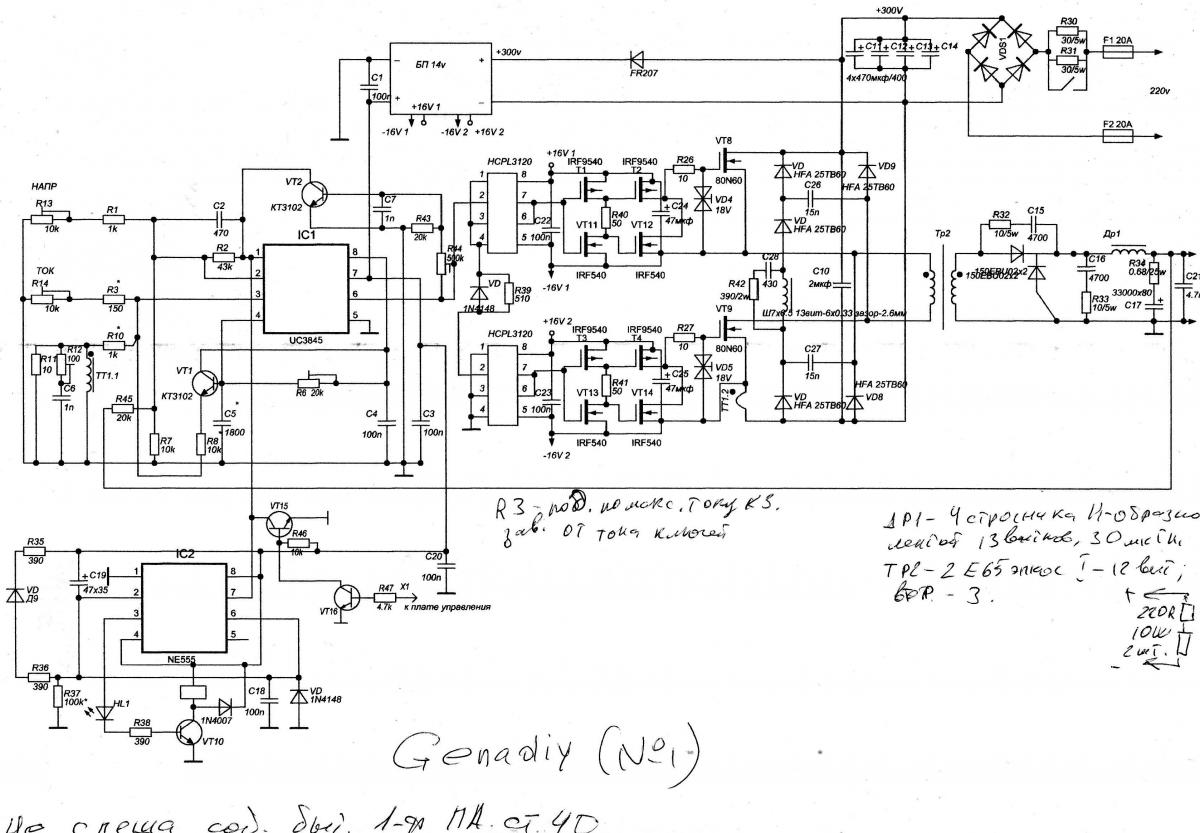
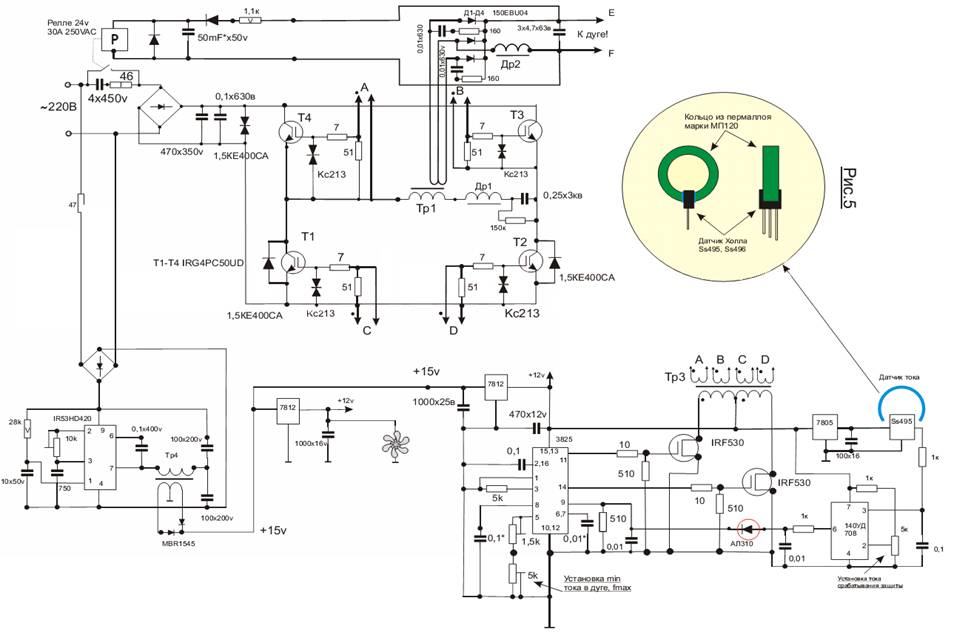
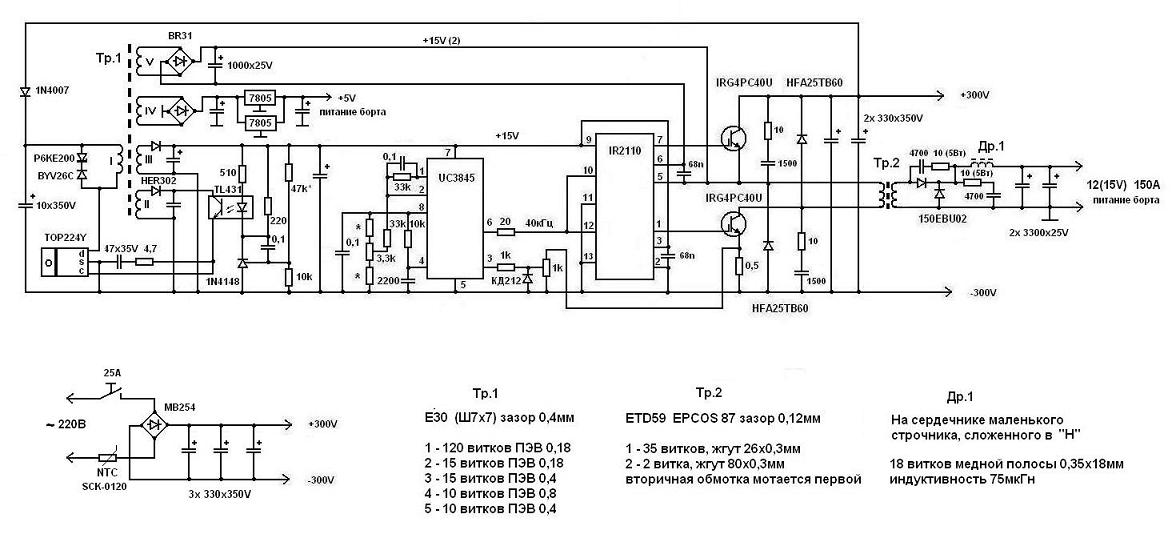
На рисунке 2 изображена схема блока управления процессами, проходящими в силовой части. У рассматриваемого типа аппарата схемы втиснуты на одну плату. Изменим это и блок управления сделаем на отдельной плате.
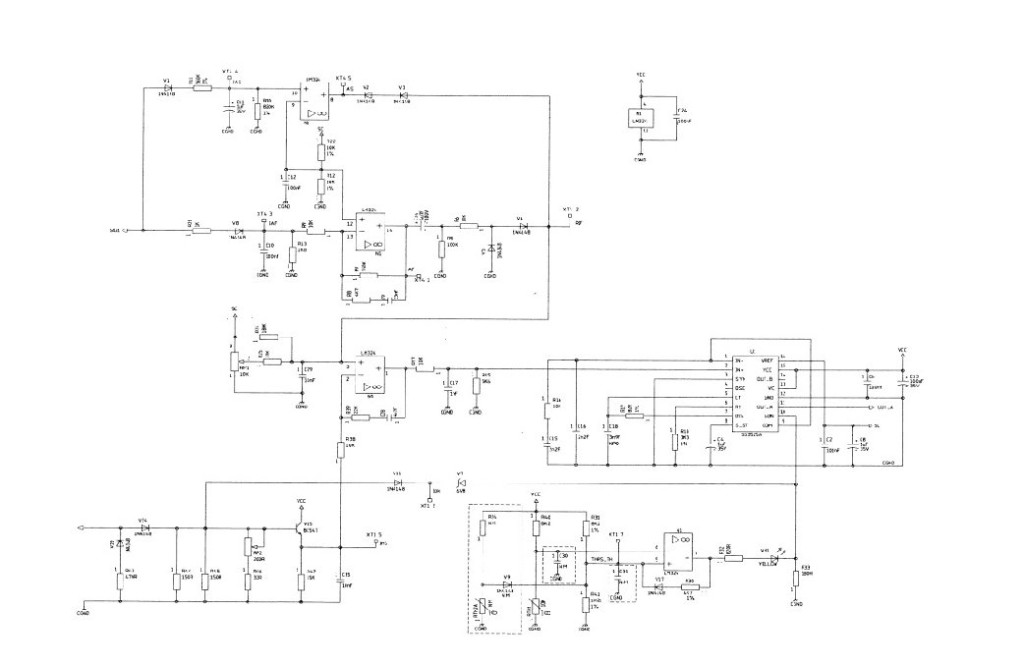
Рис.2
Разобьем основную схему на несколько частей и получим:
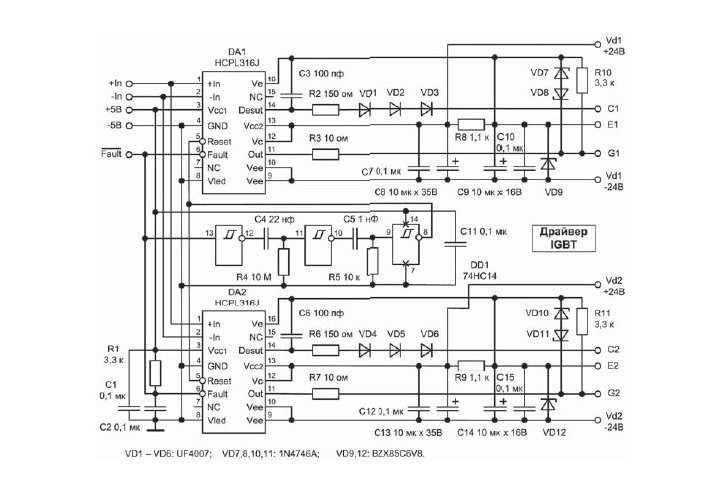
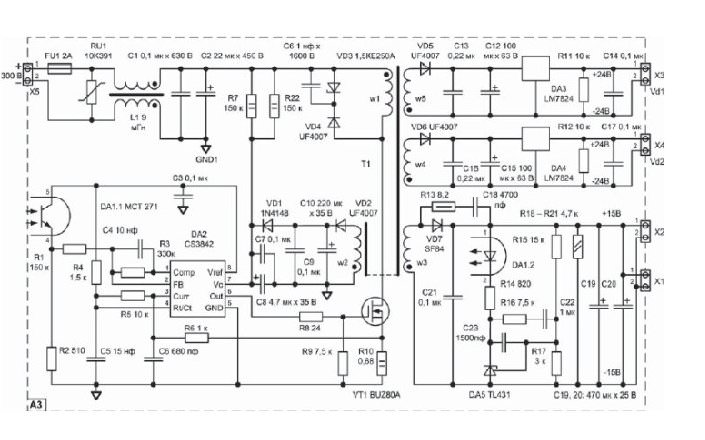
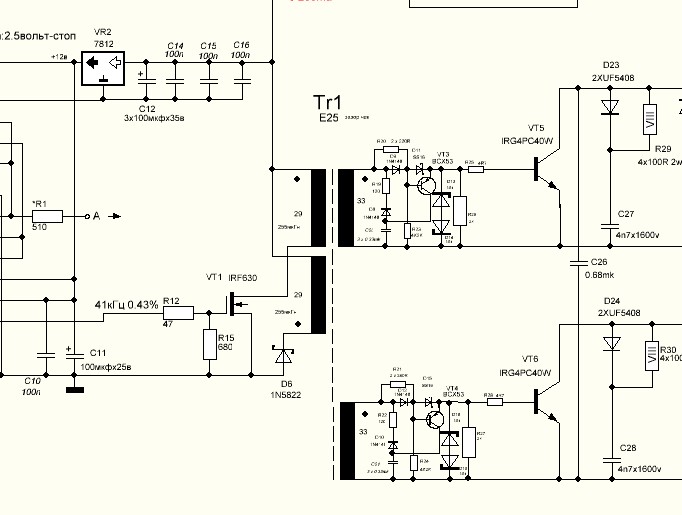
Силовая часть и драйверы транзисторов:
Источник питания силовой части:
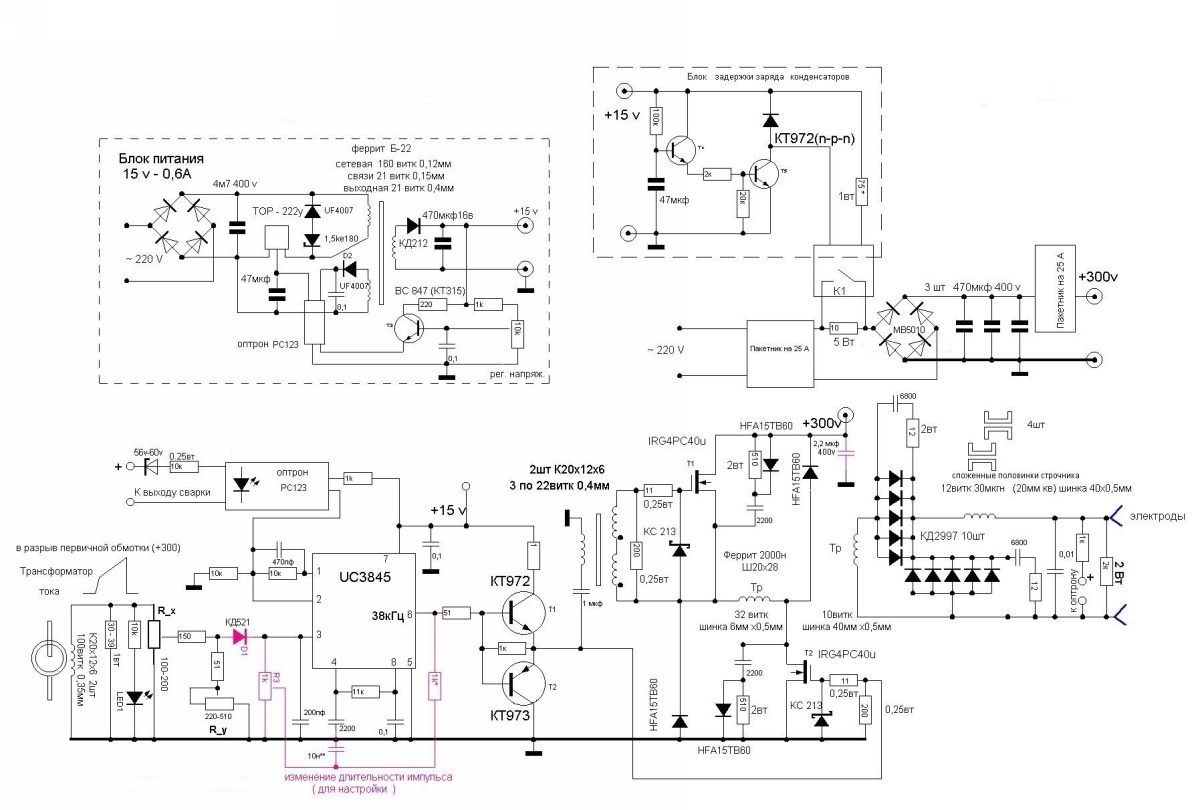
Сварочный инвертор с шип контролером:
Блок питания инвертора:
Для изготовления электрических 4 плат, потребуется следующее:
- текстолит FR4 150×250мм (2мм);
- перманентный черный маркер;
- лимонная кислота и перекись водорода;
- флюс паяльный ЛТИ-120;
- сверло диаметром 1мм и 2мм;
В программе Dip Trace чертим силовую схему:
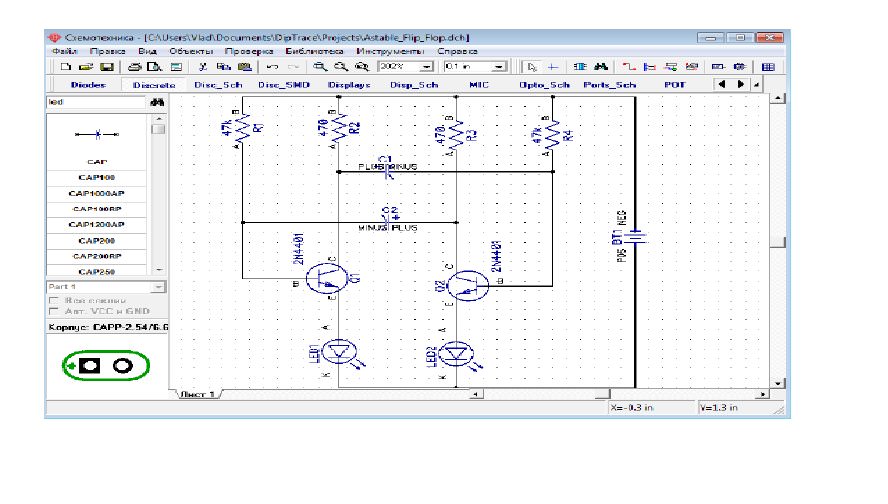
Преобразовываем в плату:

В конце получится рисунок:
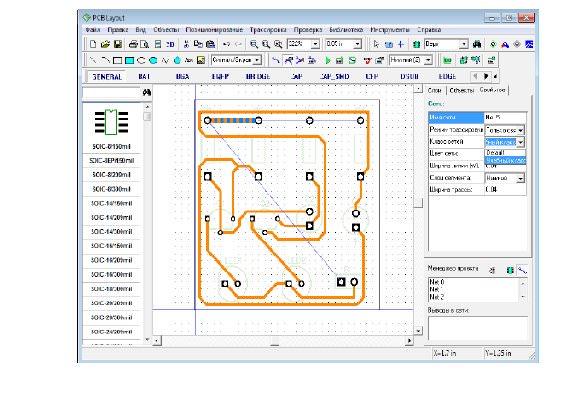
Пример показан на более простой схеме. Скачать учебник для работы в Dip Trace можно на сайте Full-Chip.net. В нем последовательно описывается каждая операция для печати микросхем.
Полученное изображение макета надо распечатать на лазерном принтере, это обязательное условие, чернило, не даст нужный эффект:
Подготовим текстолит. Слегка зачистить мелкозернистой наждачной бумагой до яркой поверхности. Прикладываем к пластине напечатанный макет и сверху заворачиваем еще одним слоем газетной бумаги.
Прикладываем горячий утюг и ждем 15-20 секунд. Даем постепенно остыть, затем что бы легко было отдирать, замачиваем водой. Если на каком-то участке связь плохо пропечаталась, дорисовываем черным маркером.
Готовим ванну для травления платы. В раствор входит лимонная кислота, перекись водорода и вода. Емкость достаточного размера, чтобы плата могла полностью в нее войти
С этой смесью надо соблюдать осторожность, работать в резиновых перчатках. Размешивать только деревянными предметами, металлическими нельзя.
Дальше все это надо поставить в теплое место или в таз с теплой водой
Контролируя процесс можно увидеть, когда не окрашенный медный налет сойдет, тогда можно доставать деталь.
Высушиваем схему и снимаем наждачной бумагой маркер. Покрываем поверхность флюсом ЛТИ-120. Что бы ни дать окислятся дорожкам, их надо осторожно полудить до приятного блеска.
Итак, получаем две платы на силовую схему и блок управления.
Создание механизма подачи проволоки
Этот блок нужен для равномерного введения расходного материала в сварочную ванну. Проволоку подбирают с учетом типа соединяемых металлов, результата работ. Механизм подачи должен адаптироваться под любые виды и размеры расходного материала. Готовое устройство приобретают в магазине электротоваров.
Допускается изготовление узла своими руками из таких подручных средств:
- мотора от автомобильных «дворников»;
- прижимного вала с пружиной;
- 3 подшипников;
- металлических пластин шириной 1 см.
Все детали устанавливают на текстолитовую подставку толщиной 5 мм. Проволоку вставляют между валом и подшипником. Место вывода присадочного материала сопоставляют с креплением конца шлага, используемого для впуска газа.
Провод накручивают на катушку равномерно, от этого зависит прочность сварных соединений. Катушку устанавливают на опору и закрепляют. При работе проволока разматывается и поступает в шов. Такой механизм облегчает и ускоряет процесс сварки.
Рекомендации по работе с агрегатом
Чтобы эксплуатировать аппарат для сварки по его назначению необходимо, в первую очередь, разжечь электрическую дугу. Этот процесс легкий и выполняется следующими действиями: кончик электрода под определенным наклоном со стороны металлического покрытия подносим и чиркаем по поверхности конструкции.
Если действие совершено правильно и удачно, возникает вспышка небольших размеров, и материал расплавляется, после чего можно сваривать необходимые элементы.
При изготовлении мини сварочного аппарата своими руками необходимо руководствоваться рекомендациями по работе с ним. Чтобы сваривать элементы нужно держать стрежень в таком положении, чтобы он был на определенном расстоянии друг от друга свариваемых деталей. Это расстояние может быть равным сечению подобранного электрода.
Зачастую такой металл как углеродистая сталь присоединяется с прямым полярным током. Однако некоторые сплавы можно сварить только по обратной полярности тока. Кроме этого необходимо внимательно контролировать качество шва и как проплавляется конструкция.
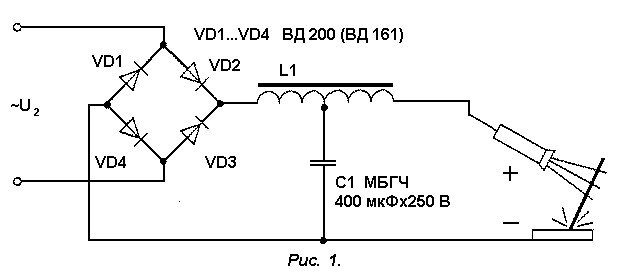
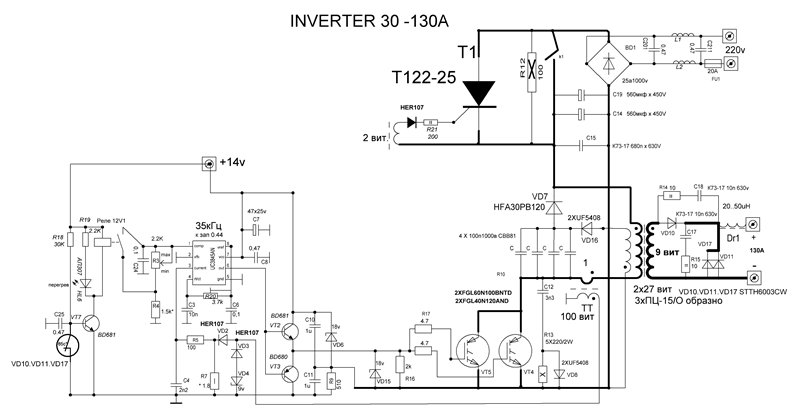
Схема простого сварочного аппарата.
Стоит сделать акцент на том, что переменный ток, находящийся в инверторе, может регулироваться эффективно и с плавностью. Зачастую никаких сложностей не возникает с настраиванием агрегата на необходимые параметры.
С небольшим показателем силы тока, шов выйдет некачественным, но и увеличенное значение не стоит выставлять, поскольку есть риск прожечь поверхность.
Если необходимо сварить поверхности небольшой толщины, то стержни подойдут с размером от 1 до 3 миллиметров, при этом сила тока должна варьироваться с отметками 20-60 А. С использованием электродов большого сечения можно сваривать металлические изделия до 5 миллиметров, однако в этом случае ток должен быть 100 А.
По завершению сварочного процесса, с использования самоделки, необходимо аккуратно убрать окалину легкими движениями, которая появляется на шве, после чего он чиститься специальной щеткой.
Благодаря этому действию вы сможете сохранить приятный эстетический вид у своего аппарата. Не стоит беспокоиться, если на первых парах чистка оборудования будет не сильно получаться. Этот навык нарабатывается на опыте и при условии выполнения всех рекомендаций по грамотной эксплуатации конструкции.
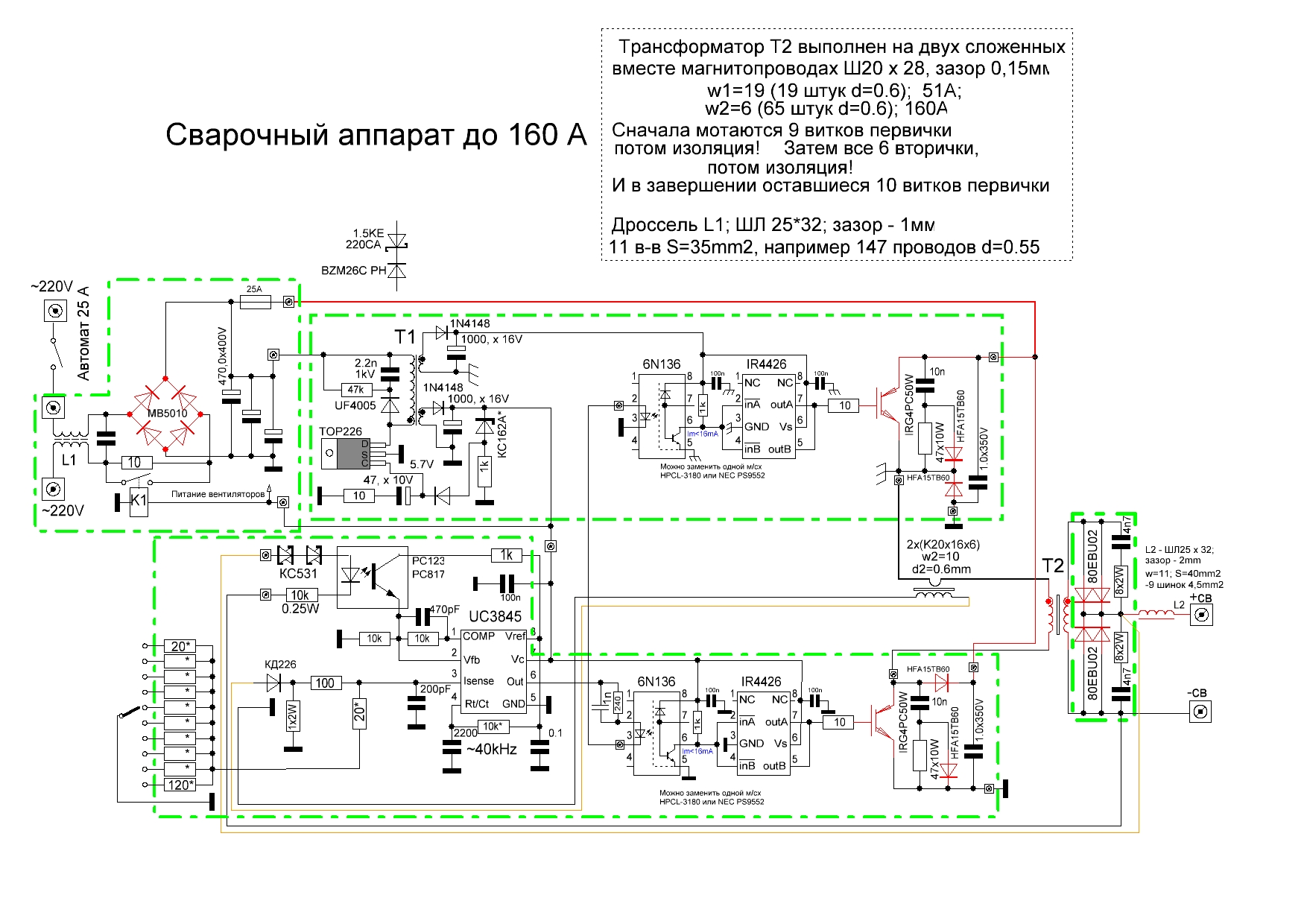
Изготовление мощного трансформатора
Сборку осуществляют в несколько шагов.
Что потребуется
Для создания трансформатора своими руками понадобятся электротехническая сталь, медные провода, изоляционный материал, крепежные элементы.
Упрощенная формула расчета
Если возможность выполнения сложных вычислений отсутствует, можно воспользоваться типовыми параметрами, к которым относятся:
- напряжение во время сварки – 18-25 В;
- сила тока на первой обмотке – 25 А, на второй – 120-150 А;
- напряжение во время охлаждения – 55-60 В.
Процесс сборки
Для изготовления сердечника потребуются стальные пластины толщиной 0,35-0,55 мм.
Г-образные пластины укладывают так, чтобы они образовывали прямоугольник. После получения сердечника нужной толщины угловые части пластин скрепляют болтами. Конструкцию зачищают надфилем, изолируют. После этого выполняют намотку стандартным способом.
Добавление сварочного выпрямителя
Самодельный трансформатор представляет собой простой блок питания. Стабилизатор напряжения устроен также, как подобная деталь зарядного устройства телефона. В стандартную схему диодного моста включают конденсаторы, нейтрализующие переменные импульсы. Выпрямитель можно изготовить и без этих деталей, однако прочность шва будет более низкой.
Для изготовления моста применяют диоды Д161-250. Поскольку под нагрузкой они выделяют тепловую энергию, требуется установка радиаторов. Диоды фиксируются на них болтами. Рядом с радиаторами устанавливают вентилятор, отводящий тепло в окружающую среду.
Сварочный полуавтомат из инвертора
В технологических процессах требуется сваривание шаблонных деталей и наибольшего качества можно добиться используя автоматические и полуавтоматические сварочные установки с подачей проволоки для сваривания. Получить такое устройство из самодельного или промышленного инвертора, можно только при наличии соответствующих знаний и правильной перенастройке блока управления.
Дело в том, что источники питания для ручной и полуавтоматической сварки проектируются с различными вольтамперными характеристиками, и инвертор к которому добавлен только механизм для подачи проволоки, будет в итоге давать неровный шов с рваными краями.
Сборка, пошаговая инструкция
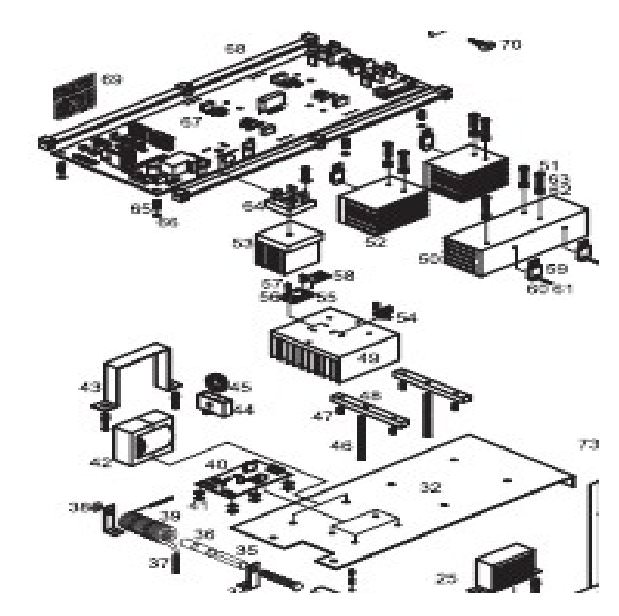
Начинаем сборку с конструкции корпуса. Размечаем на металлическом листе две части оболочки. На рисунке изображены п-образные заводские половинки.
В домашних условиях сделать точно такие кожуха невозможно, но по примеру можно попытаться:

Разъяснение:
- Размеченный лист режим болгаркой, а затем гнем на гибочном самодельном станке.
- Внутрь основания устанавливаем перемычки, на которых будут платы.
- На Ш – образные пластины наматываем обмотки. Первичная обмотка – 100 витков, между слоями подкладываем прокладку, тонкую, плотную бумагу. Вторичная обмотка – 50 витков.
- Устанавливаем с помощью паяльника и припоя детали на приготовленные платы по схемам.
- Транзисторы и диоды устанавливаем на радиаторы. Между ними наносим теплопроводную пасту КПТ-8.
- Схемы соединяем изолированными проводниками. Не так важен диаметр, как длина, которая не должна превышать 140мм. Провода должны быть скручены между собой.
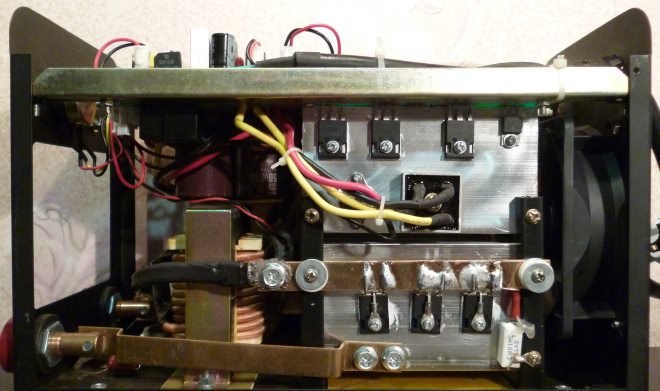
Похожий пример сборки указан на изображении:
Как выполнить самостоятельный ремонт инверторного устройства
Если после тестирования становится понятно, что причина неисправностей в работе инверторного аппарата кроется в его внутренней части, следует разобрать корпус и приступить к осмотру электронной начинки. Вполне возможно, что причина заключается в некачественной пайке деталей устройства или плохо присоединенных проводах.

Сгоревшие детали на плате инвертора Fubac IN-160 (регулятор AC-DC, транзистор 2NK90, резистор 47 Ом)
Такие детали при ремонте необходимо выпаять с плат (желательно использовать для этого паяльник с отсосом), а затем заменить на аналогичные. Если маркировка на неисправных элементах не читается, то для их подбора можно использовать специальные таблицы. После замены неисправных деталей желательно произвести тестирование электронных плат при помощи тестера. Тем более это необходимо сделать, если осмотр не позволил выявить элементы, подлежащие ремонту.
Визуальную проверку электронных схем инвертора и их анализ при помощи тестера следует начать с силового блока с транзисторами, так как именно он является наиболее уязвимым. Если транзисторы неисправны, то, скорее всего, вышел из строя и раскачивающий их контур (драйвер). Элементы, из которых состоит такой контур, также необходимо проверить в первую очередь.
Силовой блок инвертора
После проверки транзисторного блока проверяются все остальные блоки, для чего также используется тестер. Поверхность печатных плат необходимо внимательно осмотреть, чтобы определить на них наличие подгоревших участков и обрывов. Если таковые обнаружены, то следует тщательно зачистить такие места и напаять на них перемычки.
Если в начинке инвертора обнаружены перегоревшие или оборванные провода, то при ремонте их надо заменить на аналогичные по сечению. Хотя диодные мосты выпрямителей инвертора и являются достаточно надежными элементами, их также следует прозвонить при помощи тестера.
Наиболее сложный элемент инвертора – плата управления ключами, от исправности которого зависит работоспособность всего аппарата. Такую плату на наличие управляющих сигналов, которые подаются на шины затворов блока ключей, проверяют при помощи осциллографа. Заключительным этапом тестирования и ремонта электронных схем инверторного устройства должна стать проверка контактов всех имеющихся разъемов и их зачистка при помощи обычного ластика.
Обслуживание самодельного сварочного инвертора
Чертеж сварочного инвертора для сборки своими руками.
Для того, чтобы простой сварочный инвертор сделанный своими руками смог долго работать, за ним необходим грамотный уход. При поломке сварочного оборудования требуется снять корпус и аккуратно прочистить механизм при помощи пылесоса. В частях, куда он не достается можно воспользоваться кисточкой и сухой тряпкой.
В первую очередь, для самодельных инверторов нужно провести диагностику всего сварочного оборудования – проверяется напряжение, его вход и течение. При отсутствии напряжения необходимо проследить за функциональностью блока питания.
Также проблема может заключаться в сгоревших предохранителях конструкции. Слабым место считается и датчик, измеряющий температуру, который не ремонтируется, а заменяется.
После проведения диагностики необходимо обратить внимание на качество соединения электронных систем оборудования. Затем выявить некачественное скрепление на глаз либо используя специальный тестер
При выявлении данных неполадок, они устраняются тотчас за счет доступных деталей, чтобы не спровоцировать перегрев и поломку всего сварочного оборудования.
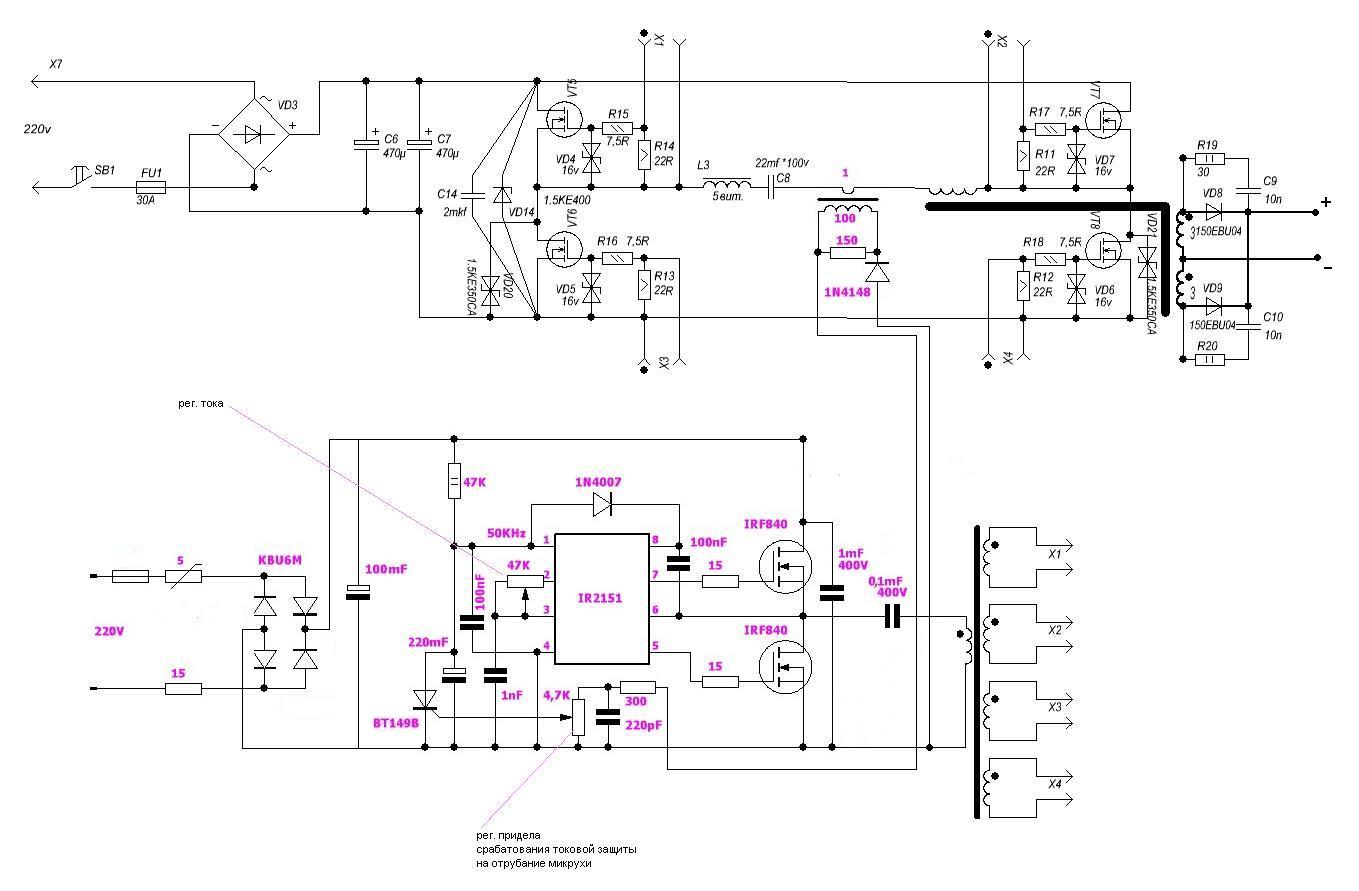
Полуавтомат Саныча
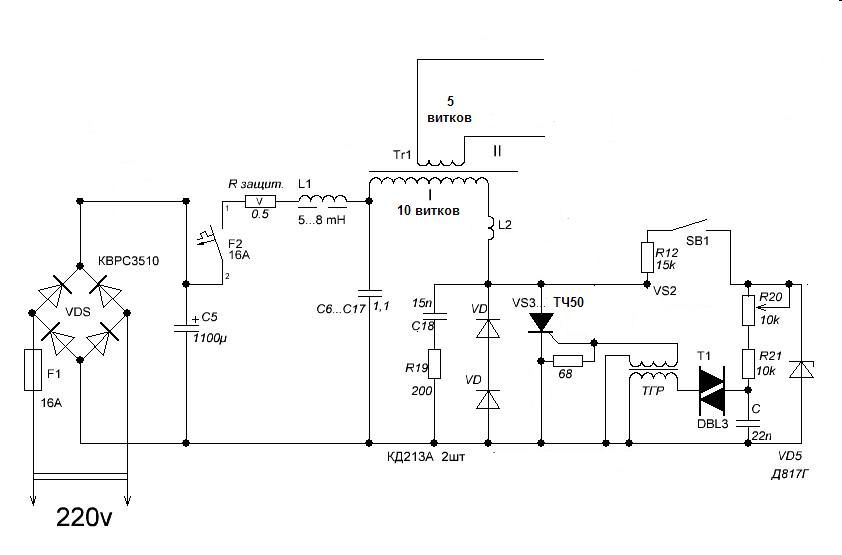
Народный умелец Саныч предлагает схему сварочного полуавтомата, простую и доступную даже для новичков.
Предложенная конструкция отличается мягким шипением дуги, тогда как в магазинных устройствах наблюдаются треск и щелчки. Жесткий режим там получается из-за выходных характеристик трансформатора 18–25 В.
Трансформатор состоит из четырех соединенных вместе сердечников от ТС-270. В итоге получается почти 2 тыс. Вт. Этой мощности хватает с запасом. Первичная обмотка (180+25+25+25+25) выполнена проводом сечением 1,2 мм. Для вторичной (35+35 витков) используется шина 8 мм². Количество витков вторичной обмотки выясняется в последнюю очередь, поэтому лучше сделать с запасом по паре витков в каждом плече. Лишнее можно будет отмотать.
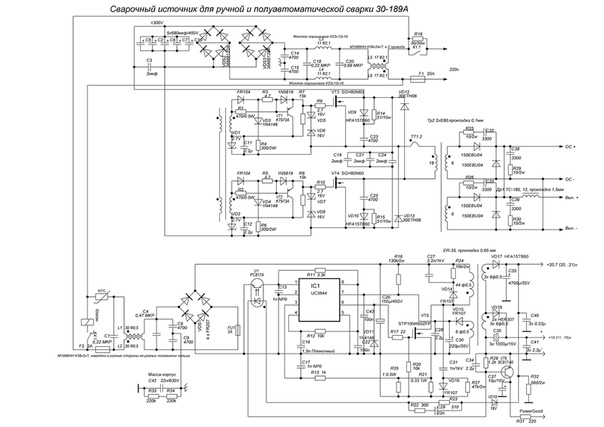
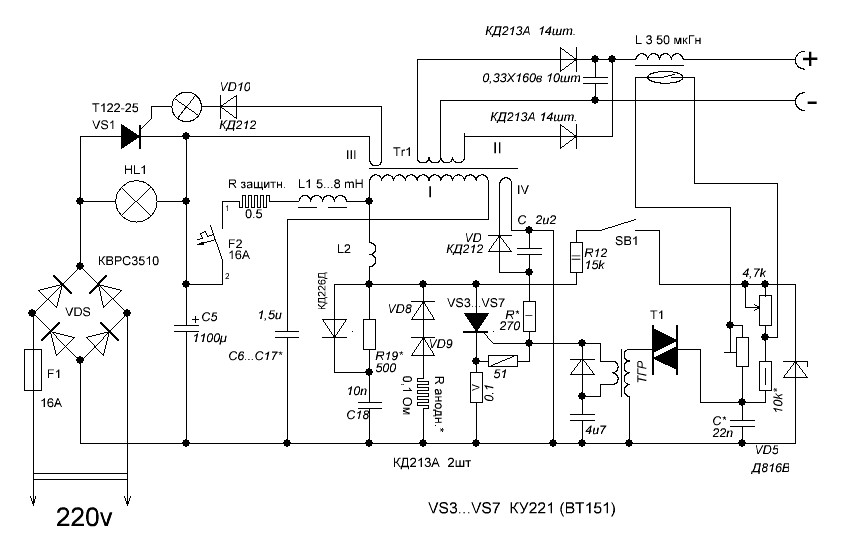
Схема сварочного устройства:
Схема выпрямителя двухполупериодная. Для переключения тока стоит спаренный галетник. Два диода в маленьком радиаторе. Конденсаторы рекомендуется брать не меньше чем на 30 тыс. мкФ.
Силовая часть включается любым из мощных контакторов, например модели КМ-50Д-В или КП-50Д-В. При паспортных данных 27 В и при 15 В стабильно срабатывают. Контактор позволяет получить большую коммутируемую мощность при наименьшем токе 300–400 мА.
Питающий трансформатор ТС-40 перемотан, чтобы давал напряжение на выходе 15 В.
Для протяжного механизма используется ролик диаметром 25–28 мм. На направляющей нужно сделать канавку шириной 0,5 мм на глубину 1 мм. На вал двигателя он крепится гайкой. На выходе регулятора получается 6 В, и этого достаточно для оптимальной подачи. При превышении нижней границы подбирается стабилизатор с меньшим рабочим напряжением.
Ручка-держатель вытачивается из текстолитовых листов толщиной по 10 мм. Посадочные места сделаны дрелью с применением сверл и торцевой фрезы.
Защитный шланг с обеих сторон удерживается распорными втулками. Для надежности на ответных частях есть проточки.
Для корпуса потребуется лист железа толщиной 1 м с двойным буртиком по краю. Вентилятор для охлаждения устанавливается на задней стенке, как раз напротив силового трансформатора. Перемещается сварочный полуавтомат на колесиках.
Собранный полуавтомат включается в сеть для тестирования. Он должен не перегреваться и четко реагировать на регулировку тока. Также проверяется изоляция трансформатора. В случае неполадок наносится дополнительная. Проконтролировать нужно и подающий механизм: насколько равномерно и быстро он подает проволоку. Устройство отработало верой и правдой уже более 10 лет.
Сварочное устройство-полуавтомат для бытовых нужд может быть приобретено в уже готовом к применению виде либо полностью собрано своими руками. Самодельный полуавтомат обойдётся исполнителю намного дешевле, но для его сборки потребуются определенные навыки работы с электротехническим оборудованием. Внешний вид такого сварного устройства представлен на размещённом ниже рисунке.
Всем желающим сделать полуавтомат из инвертора своими руками рекомендуем сначала ознакомиться с устройством этого агрегата и особенностями функционирования входящих в его состав модулей.
Сварочный выпрямитель — особенности работы и сборки
Для выполнения отдельных видов сварочных работ, например, с нержавейкой, применение переменного тока, выдаваемого трансформатором, не применяется. Для работы с такими металлами необходима подача постоянного напряжения. Кроме того, резка постоянным током уменьшает расход электродов, а при сварке предотвращается разбрызгивание металла.
Для выполнения работ в таких условиях применяют сварочные выпрямители, которые позволяют варить током прямой и обратной полярности. Если есть опыт по монтажу электронных схем, то такое устройство также можно собрать самостоятельно.
Основой сварочного выпрямителя станет тот же понижающий трансформатор. Отличие заключается в наличии выпрямляющей электронной схемы. При желании можно переделать уже описанный сварочный трансформатор или собрать универсальное устройство, которое позволит варить и переменным, и постоянным током.
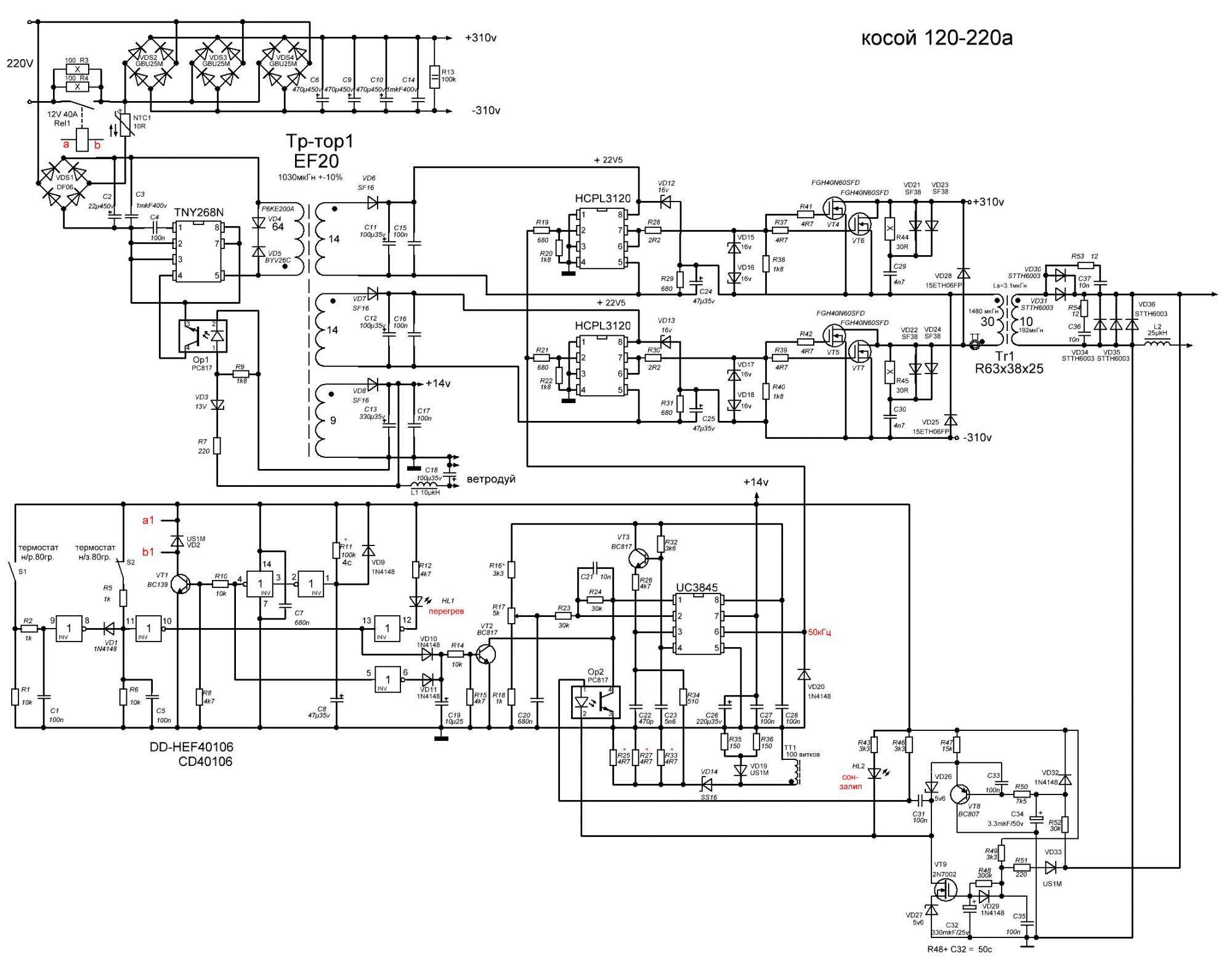
Простейшая схема электронной части сварочного выпрямителя выглядит так:
Принципиальная схема сварочного выпрямителя
При сборке таких устройств следует учитывать такие особенности конструкции:
Основная часть устройства — выпрямительный мост из силовых мощных диодов. Они подключаются согласно схеме с обязательным учётом полярности.
Сглаживание пульсации тока выполняется за счёт фильтра, выполненного на конденсаторе и дроссельной катушке
Обращаем внимание — компоненты должны иметь 2,5 – 3 запас по допустимому напряжению.
При работе с высокими токами происходит нагревание элементов. Чувствительны к перегреву полупроводниковые диоды. Поэтому их устанавливают на радиаторы, которые позволят увеличить интенсивность отвода тепла.
При заключении аппарата в корпус становится обязательным применение вентилятора, позволяющего повысить эффективность охлаждения.
Поэтому их устанавливают на радиаторы, которые позволят увеличить интенсивность отвода тепла.
При заключении аппарата в корпус становится обязательным применение вентилятора, позволяющего повысить эффективность охлаждения.
Дроссель в подобных конструкциях выполняют в виде отдельной выносной катушки индуктивности, которая подключается по мере необходимости. Отметим, что установка выпрямителя не препятствует изменению силы сварочного тока при помощи регулятора положения катушек вторичной обмотки.
Как видите, сложностей в самостоятельной сборке сварочного аппарата нет. Но заниматься такими устройствами стоит только в том случае, если есть опыт в конструировании простых аппаратов, работающих с меньшими токами. В противном случае доверьте сборку специалисту или купите заводской сварочный аппарат.
Сварочный аппарат из микроволновки:
https://youtube.com/watch?v=videoseries
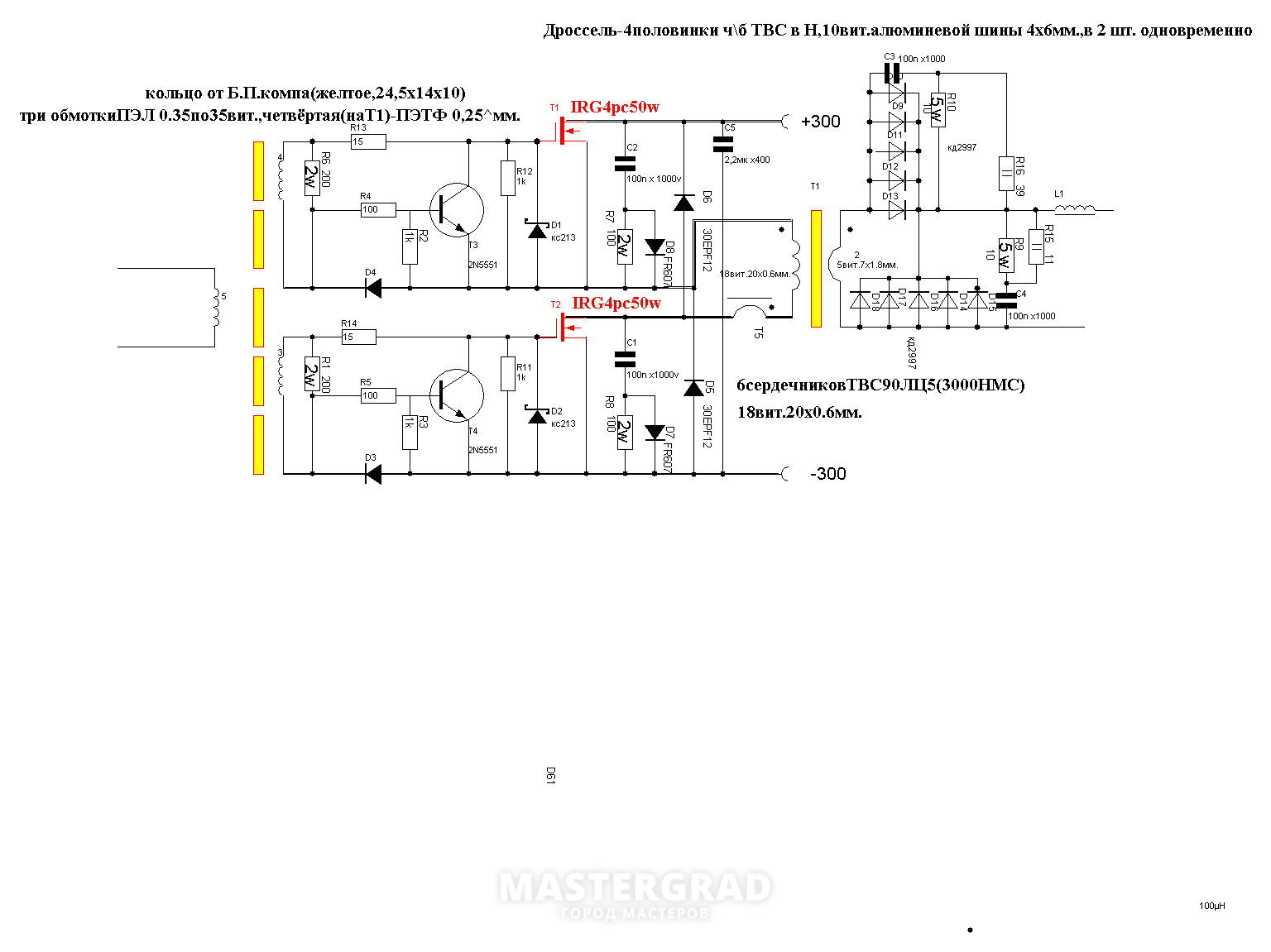
Сборка силового блока
Силовой блок снижает напряжение тока, но увеличивает его силу. Его основой тоже является трансформатор. Для него нужны 2 сердечника шириной 20х208 2000 нм. Обматывать такой трансформатор нужно медной полосой шириной в 40 мм и толщиной в четверть миллиметра. Для обеспечения термоизоляции каждый слой обматывайте износоустойчивой термобумагой. Вторичную обмотку формируйте из трёх медный полос, изолируемых с помощью фторопластовой ленты.
Распространённой ошибкой является создание обмотки понижающего трансформатора из толстой проволки. Этот трансформатор работает с высокочастотным током, поэтому оптимально будет использовать широкие проводники.
Сборка
Чтобы самодельный сварочный инвертор, своими руками сделанный, был удобен в эксплуатации и его можно было транспортировать, ему потребуется корпус. Туда и будут монтировать все детали.
Трансформаторы крепятся один за другим, при этом происходит уменьшение тока до пятидесяти ампер. Обмотки первичные монтируются параллельно, а вторичные – последовательно. Таким образом, получится устройство с нагрузкой в шестьдесят ампер и тридцать восемь вольт на выходе.
Детали устанавливаются на заводскую плату. При этом фиксация блока питания, драйверов и платы производится отдельно. Силовая часть отделяется металлическим листом, присоединенным к корпусу, от платы. Соединяются управляющие проводники.
Все силовые дорожки должны быть армированы при помощи медной проволоки.
Для отвода тепла крепится специальный радиатор. От его качества зависит долговечность всего устройства.
Сопротивление для блока питания выбирается такое, чтобы было питание в двадцать вольт. Входные выпрямители должны иметь достаточно мощные радиаторы.
В корпус вставляется термический датчик для фиксации максимальной температуры.
Блоком управления служит ШИМ-контроллер с одним каналом настройки. Его назначением является обеспечение горения дуги и стабильность работы. Вмонтированный конденсатор будет влиять на силу сварочного тока.
Заключение
Все «навесные» дополнения, такие как дроссель или амперметр, лучше монтировать отдельной приставкой, которая включается в разрыв любой из сварочных жил посредством штекера типа байонет. Таким образом внутри корпуса инвертора сохранится достаточно пространства для вентиляции, а дополнительные устройства можно будет легко отключить за ненадобностью.
Нужно помнить, что кардинальной, глубокой модернизации провести не получится, иными словами, «РЕСАНТУ» в KEMPPI разумными силами и средствами не превратить. Однако изготовление приспособлений и мелкая доработка оборудования — отличный способ лучше изучить технологию дуговой сварки и проникнуться профессиональными тонкостями.
рмнт.ру
Итог
Ошибочно считать, что созданный самостоятельно аппарат не позволит вам эффективно выполнять необходимую работу. Самодельным устройством с легкой схемой сборки можно сваривать элементы при помощи электрода в диаметре до 5 миллиметров и длиной дуги до 10 миллиметров.
После того, как самодельное оборудование будет включено в цепь, необходимо выставить автоматический режим с конкретным значением силы тока. Напряжение в проводе может быть около 100 вольт, что свидетельствует о каких-либо неполадках.
Чтобы устранить проблему надо найти схему сварочного инвертора, разобрать его и проверить насколько правильно он был собран.
Благодаря такому самодельному аппарату сварщик не только может сваривать однородный, темный металл, но также цветной и различные сплавы. Собирая такое устройство, необходимо помимо основ электроники, также иметь свободный период времени, чтобы осуществить задуманное.
Сварочный процесс при помощи инвертора – это нужная вещь в доме каждого мужчины для любых бытовых и промышленных целей.
Итог
Ошибочно считать, что созданный самостоятельно аппарат не позволит вам эффективно выполнять необходимую работу. Самодельным устройством с легкой схемой сборки можно сваривать элементы при помощи электрода в диаметре до 5 миллиметров и длиной дуги до 10 миллиметров.
После того, как самодельное оборудование будет включено в цепь, необходимо выставить автоматический режим с конкретным значением силы тока. Напряжение в проводе может быть около 100 вольт, что свидетельствует о каких-либо неполадках.
Чтобы устранить проблему надо найти схему сварочного инвертора, разобрать его и проверить насколько правильно он был собран.
Благодаря такому самодельному аппарату сварщик не только может сваривать однородный, темный металл, но также цветной и различные сплавы. Собирая такое устройство, необходимо помимо основ электроники, также иметь свободный период времени, чтобы осуществить задуманное.
Сварочный процесс при помощи инвертора – это нужная вещь в доме каждого мужчины для любых бытовых и промышленных целей.





