

4 Силовая часть – трансформатор
Предлагаемая контактная сварка может быть собрана, как показано по видео, на основе сварочного трансформатора, изготовленного с использованием магнитопровода от трансформатора на 2,5 А. Такие встречаются в ЛАТРах, лабораторных приборах и ряде других устройств. Старую обмотку необходимо удалить. На торцах магнитопровода надо установить кольца, изготовленные из тонкого электрокартона.
Их подгибают по внутренней и внешней кромке. Затем магнитопровод надо обмотать поверх колец 3-мя или большим количеством слоев лакоткани. Для выполнения обмоток используют провода:
- Для первичной 1,5 мм в диаметре, лучше в тканевой изоляции – это будет способствовать хорошему пропитыванию обмотки лаком;
- Для вторичной диаметром 20 мм многожильный в кремнийорганической изоляции с площадью сечения не меньше 300 мм2.
Количество витков указано на Рис.2. От первичной обмотки делаются промежуточные выводы. После намотки ее пропитывают лаком ЭП370, КС521 либо подобным. Поверх первичной катушки наматывают хлопчатобумажную ленту (1 слой), которую тоже пропитывают лаком. Затем укладывают вторичную обмотку и снова делают пропитку лаком.
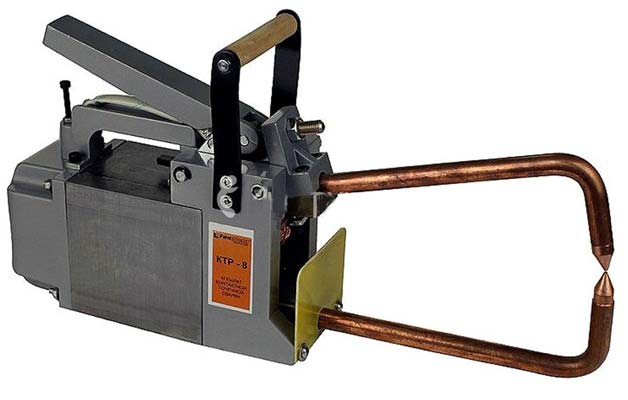
Самодельные клещи
Ручные клещи для точечной сварки, сделанные своими руками — это отличный способ сэкономить, и при этом получить рабочий инструмент. Самодельные клещи для контактной и точечной сварки просты в изготовлении и применении. Они справятся со всеми типами металлов и пригодятся любому дачному умельцу или частному мастеру. Себестоимость самодельных клещей крайне мала, так что вы сможете неплохо сэкономить. Посмотрите ниже видео, где подробно рассказывается, как собрать самодельные клещи. Если вам нужна краткая инструкция, то прочтите далее. Начните с изготовления основной конструкции клещей. Для этого можно использовать подручные материалы. Мы рекомендуем взять металл толщиной не более 5 мм и нарезать из него полоски шириной 20 мм. Длину полосок выбирайте исходя из ваших предпочтений. Также можете использовать толстые металлические стержни. На обеих полосках или стержнях выгните концы, чтобы они приобрели форму щипцов.

Состыкуйте заготовки крест-накрест и просверлите отверстие. Оно необходимо для соединения двух металлических заготовок и их дальнейшего раскрывания/закрывания. Не забудьте про прокладку из диэлектрика. Ее нужно установить между двух заготовок. Затем на торце одной заготовки нужно сделать отверстие для крепления медных проводов с помощью болта. На другой заготовке сверлится отверстие для крепления сварочного кабеля и фиксации клеммы.
Обмотайте ручки клещей изолентой или наденьте резиновый шланг, если использовали металлический стержень при изготовлении приспособления. Так клещи будут более безопасными и удобными в применении. Этого достаточно для ручного применения на весу. Но если хотите использовать клещи стационарно, то между двумя рукоятками приварите толстую пружину.
Что касается подвода тока к клещам, то для этих целей сгодится любой трансформатор с вторичной перемотанной обмоткой. Вы можете уложить в три витка сварочный кабель на сердечник. Если вы хотите получить контактную сварку повышенной мощности, то соедините два трансформатора и используйте их для генерации тока.
В интернете есть чертежи только подвесных клещей, так что вам придется самостоятельно продумать конструкцию своего самодельного приспособления. Но это не вызовет затруднений, поскольку в многочисленных видеороликах подробно рассказывается, как сделать ручные клещи.
Самодельные
Начинают изготовление контактных клещей своими руками с основы конструкции. Для этого берут полосовую сталь толщиной 3-5 мм и шириной 20мм или круглый пруток в 12-16 мм. Из нее выгибают две половинки клещей. В середине следует предусмотреть отверстие для оси. Ось должна проходить через непроводящую втулку из гетинакса или фторопласта. Это позволит избежать электрического контакта между держателями электродов.
На концах сверлят отверстия для установки медных электродов. Концы пластин подгибаются таким образом, чтобы электроды сходились, двигаясь по одной линии. С других концов разделываются, обжимаются и пропаиваются кабели.

Если клещи для выполнения контактной сварки планируется установить неподвижно и подносить к ним заготовки, одна ручка фиксируется к рабочему столу, а на другую надевают трубу — удлинитель для усиления прижима.
С трансформатора достаточной мощности снимают вторичную обмотку и заменяют ее двумя-тремя витками сварочного провода или медной жилы подходящего сечения. Управлять сварочным импульсом можно через ножной выключатель, подключенный через силовое реле.
Клещи для сварки, сделанные самостоятельно, позволят расширить возможности домашней мастерской в изготовлении конструкций из тонколистового металла. Необходимо только будет проверить мощность сети электроснабжения. Если мощность окажется недостаточной, работу устройства придется отложить до усиления электропроводки.
Также читайте на нашем сайте статью об устройстве для контактной сварки из трансформатора микроволновки
Устройство клещей для точечной сварки
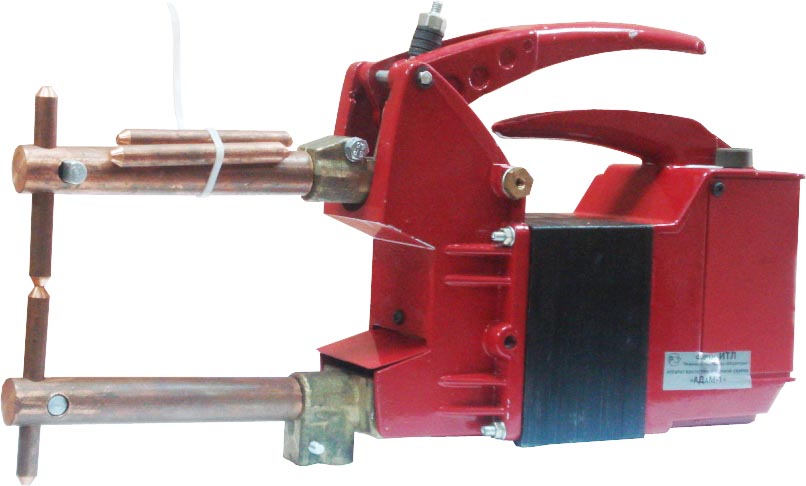
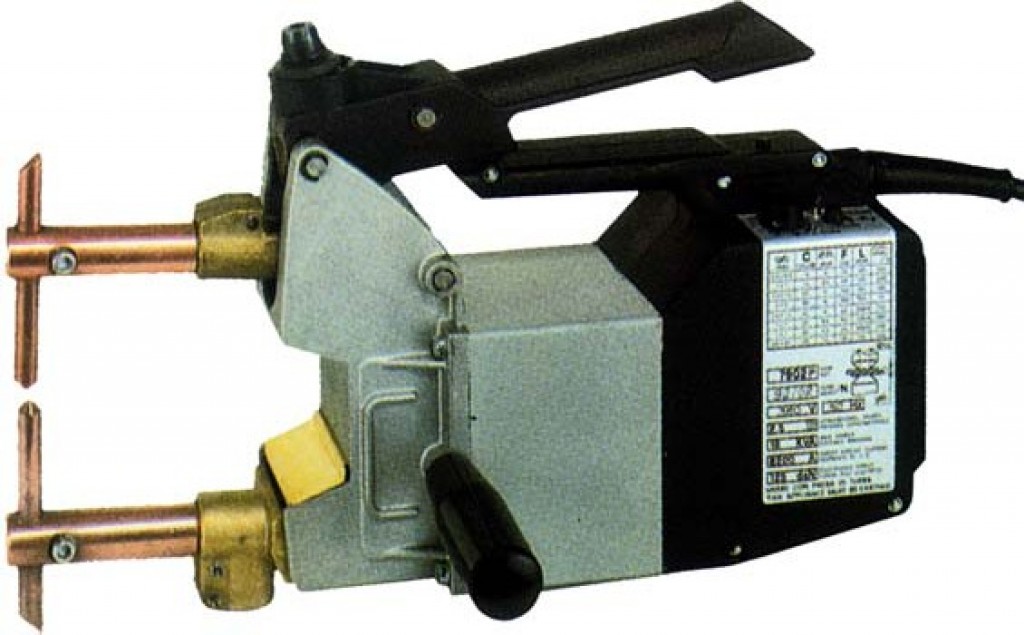
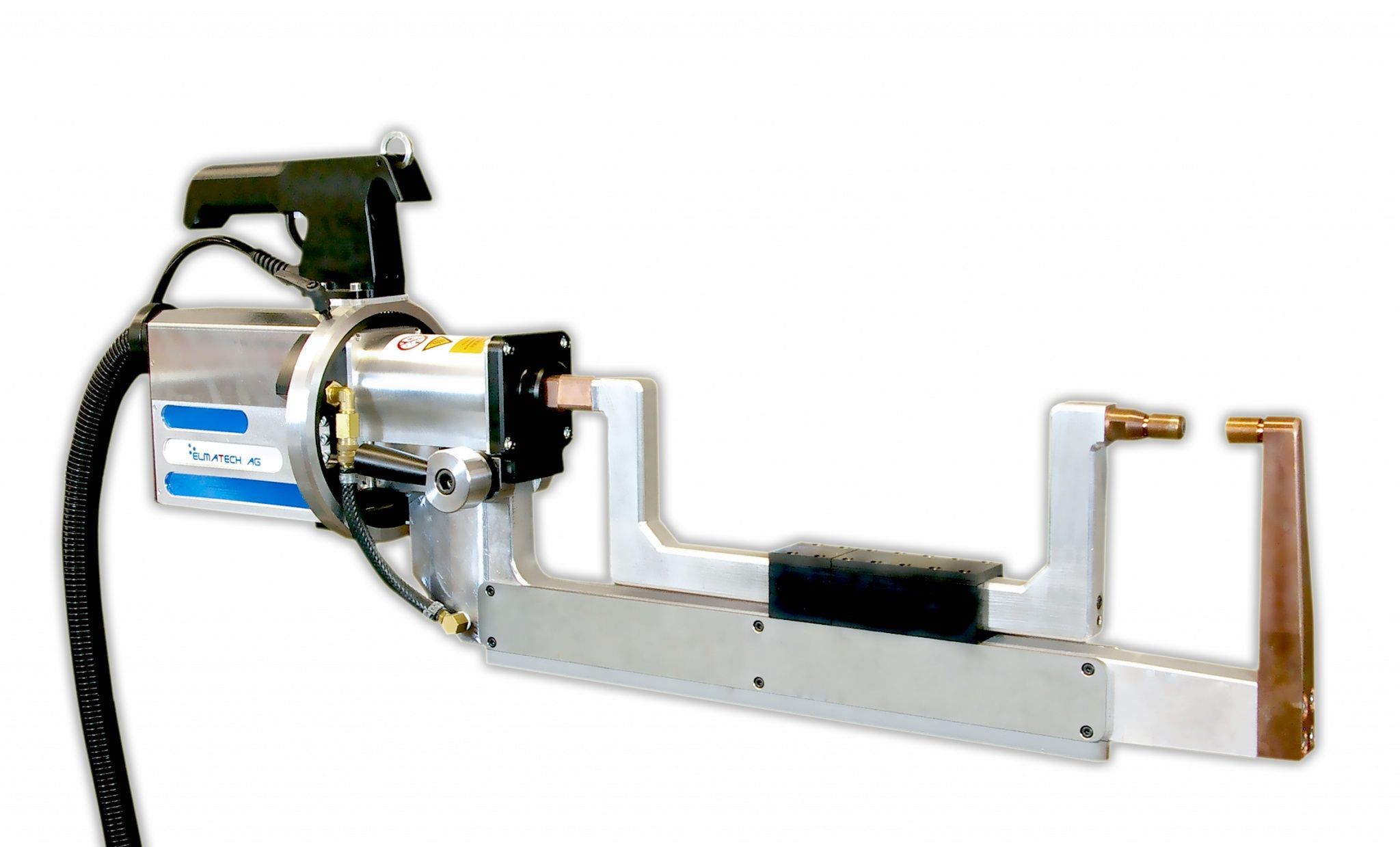
Сварочные клещи для точечной сварки обеспечивают и активное прохождение тока, и необходимую степень сжатия. Они представляют собой мини сварочный аппарат.
Точечная сварка металла базируется на двух явлениях — плавлении металла в месте контакта при прохождении тока высокой плотности и механическом сжатии зоны размягчения. При достаточно сильном сжатии между двумя деталями, разогретыми до состояния пластической деформации, происходит взаимодействие на молекулярном уровне — их частицы образуют монолит.
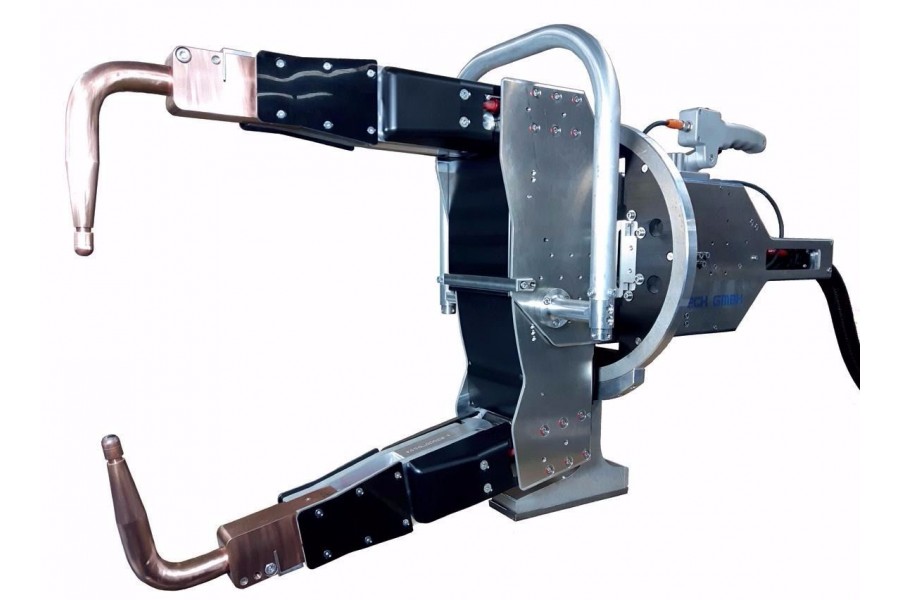
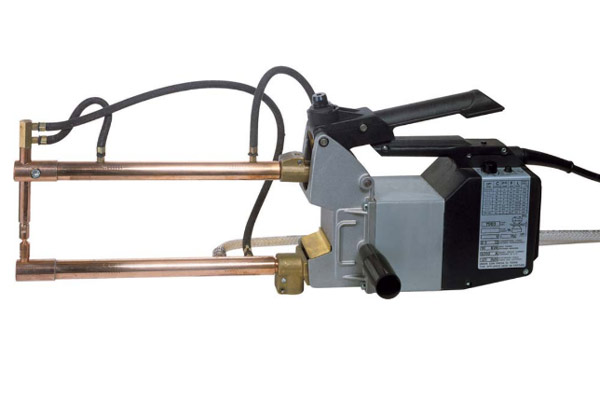
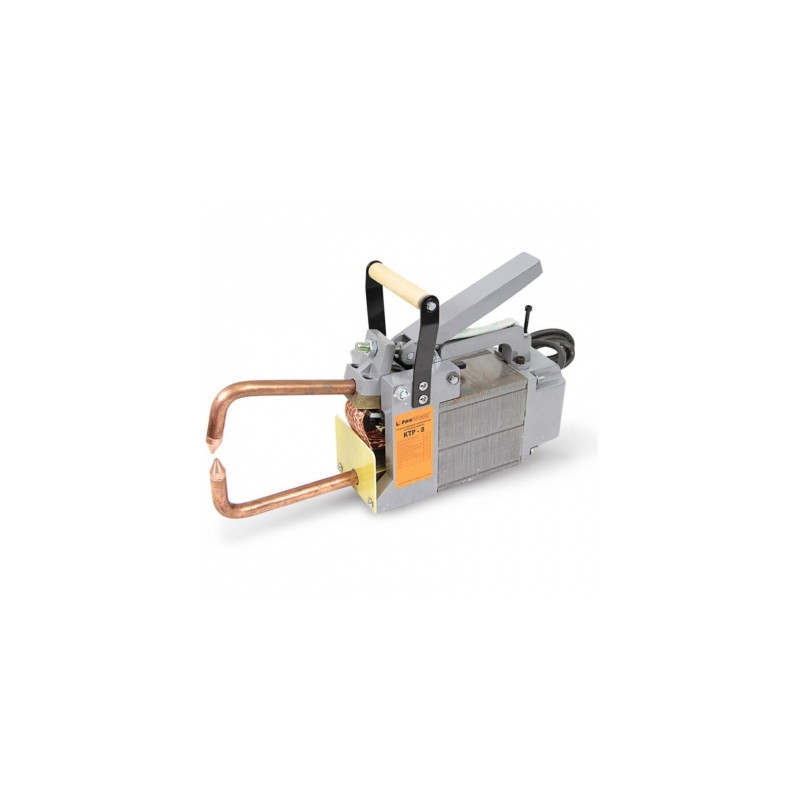
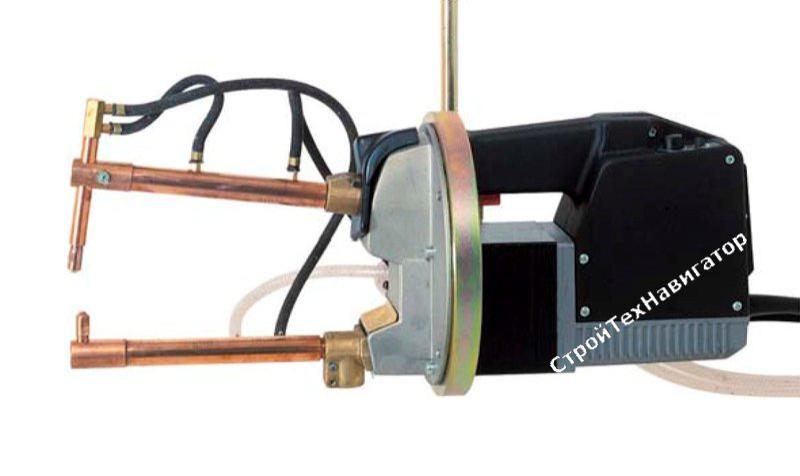
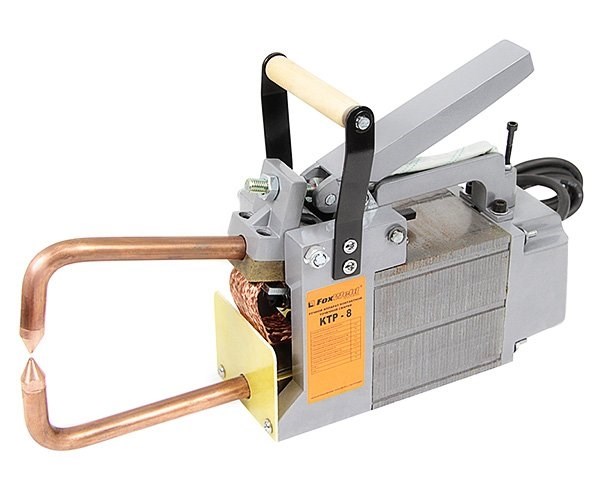
Промышленные сварочные клещи для точечной сварки обеспечивают и активное прохождение тока, и необходимую степень сжатия. По сути, они представляют собой мини сварочный аппарат, соединяющий в себе трансформатор и механическое рычажное устройство для сжатия электродов. Промышленные клещи подразделяются на два вида — ручные и подвесные.
Ручные клещи предназначены для сваривания деталей толщиной (диаметром) до 1 мм. Ими можно сваривать листовой металл, пруток, проволоку, сетку. Подвесные — массивнее и мощнее, они применяются для сваривания деталей диаметром до 2 мм и более, в зависимости от мощности трансформатора и длины держателей электродов.
Серийные сварочные промышленные клещи для точечной сварки производятся практически всеми компаниями, занимающимися выпуском сварочного оборудования и рассчитаны на ток 220 или 380 В. Особенностью таких клещей является тип трансформатора. Он должен преобразовать обычный переменный ток частотой 50 Гц в импульс короткого времени действия, обладающий небольшим напряжением и высокой силой тока, которая достигает 3800 А. Некоторые модели могут вырабатывать ток до 6000А.
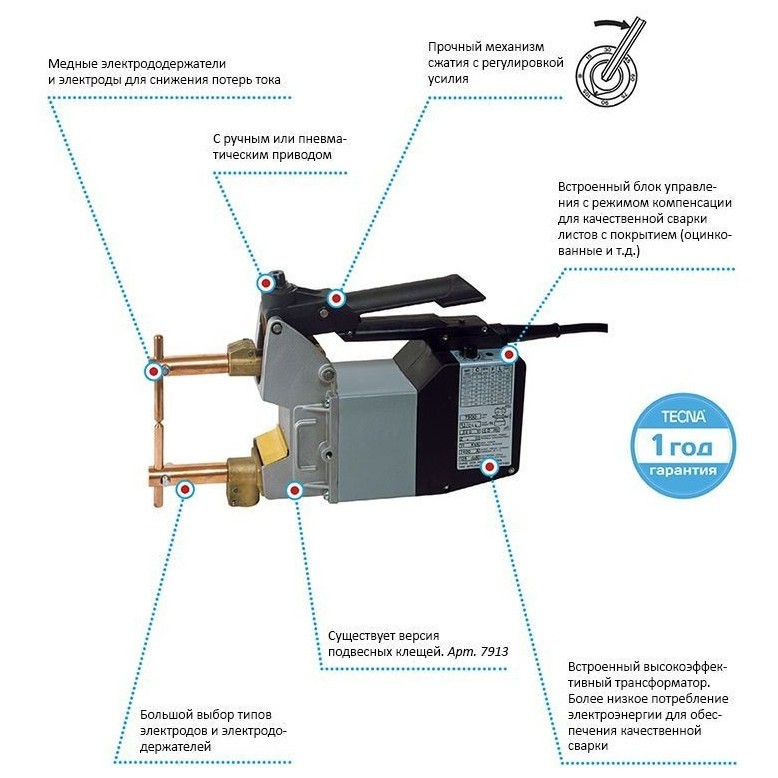
Длительность импульса регулируется тиристорным или семисторным микроконтроллером, установленным как штатная деталь клещей. Ток включается кнопкой или педалью. Высокие силы тока, проходящие по проводам и электродам, требуют, чтобы токопроводящие части были как можно короче, чтобы сократить потери энергии на их нагревание. Именно этот факт и вызвал необходимость установки трансформатора непосредственно на механической части.
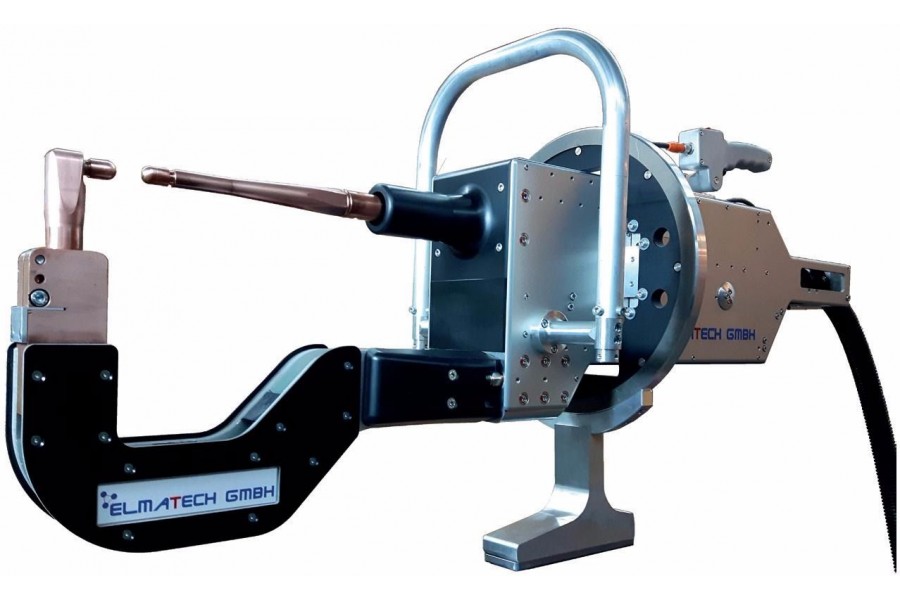
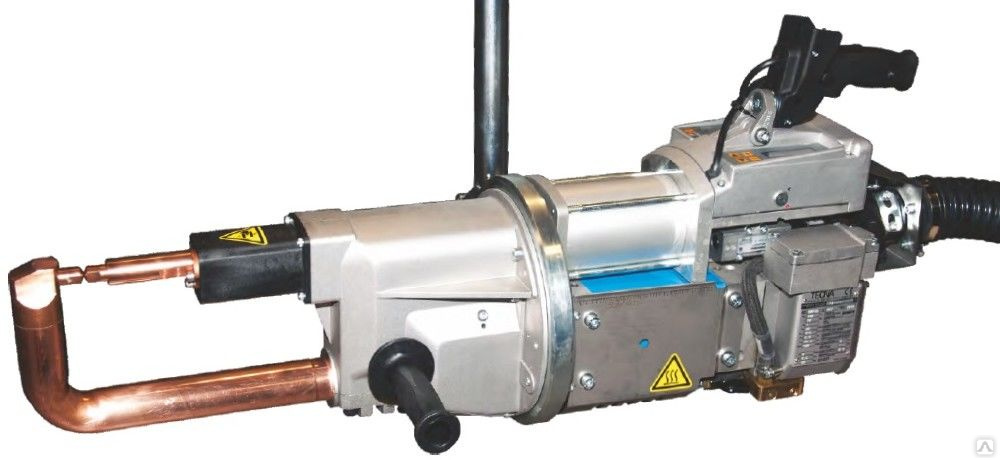
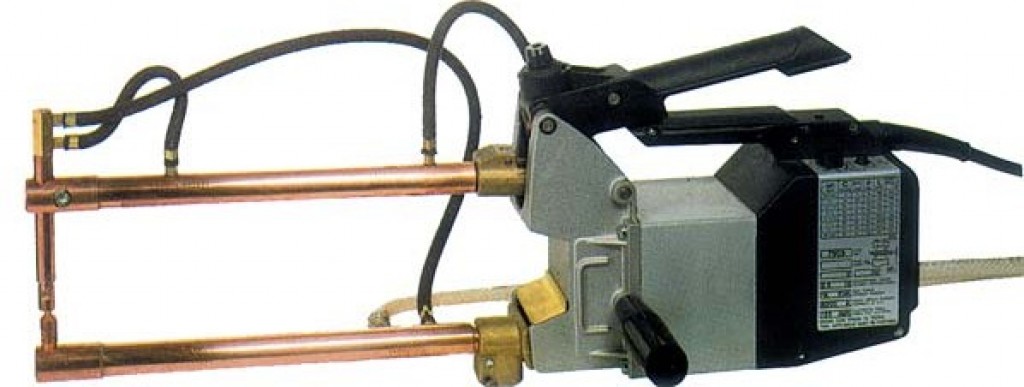
Для усиления механического давления ручные и подвесные клещи для точечной сварки могут оснащаться пневматическим приводом. Он увеличивает механическое давление без роста усилия со стороны оператора, но несколько увеличивает вес самой установки. Тем не менее, вес пневматических клещей для точечной сварки небольших деталей, например, от компании Dalex, достигает всего несколько килограммов. Ими можно оперировать одной рукой.
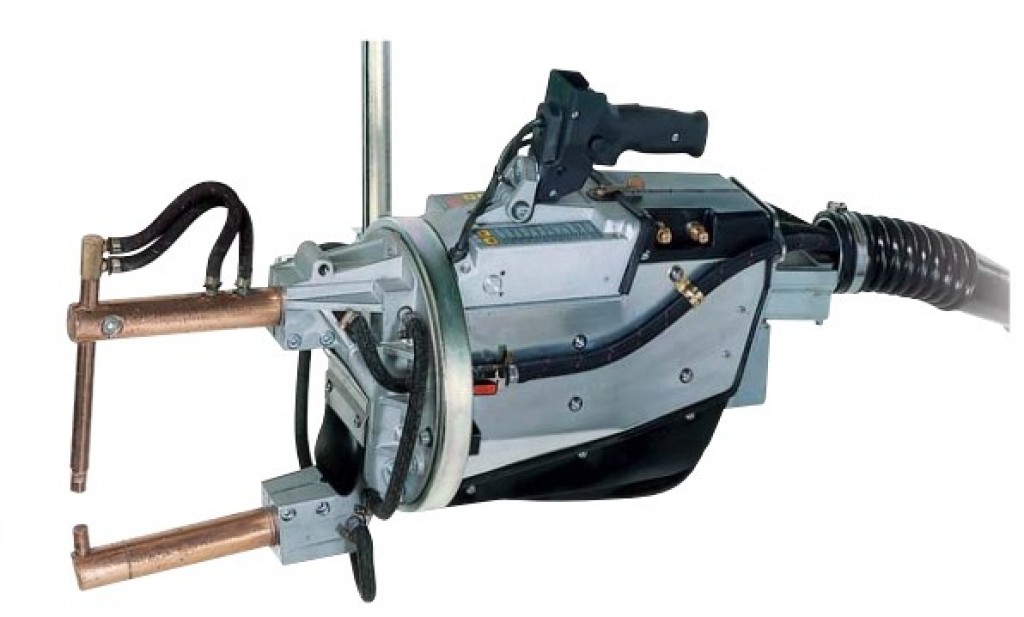
Более массивные устройства подвешиваются на гидравлических или механических приспособлениях и подаются в зону сварки вручную или при помощи пульта управления.
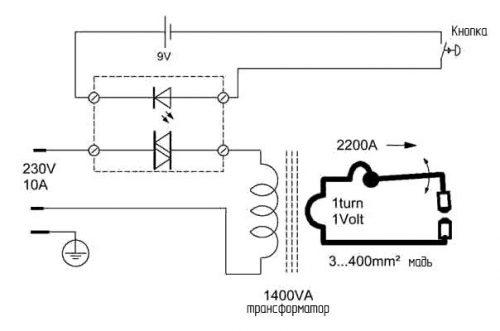
Принципиальная схема сварочных клещей выглядит так:
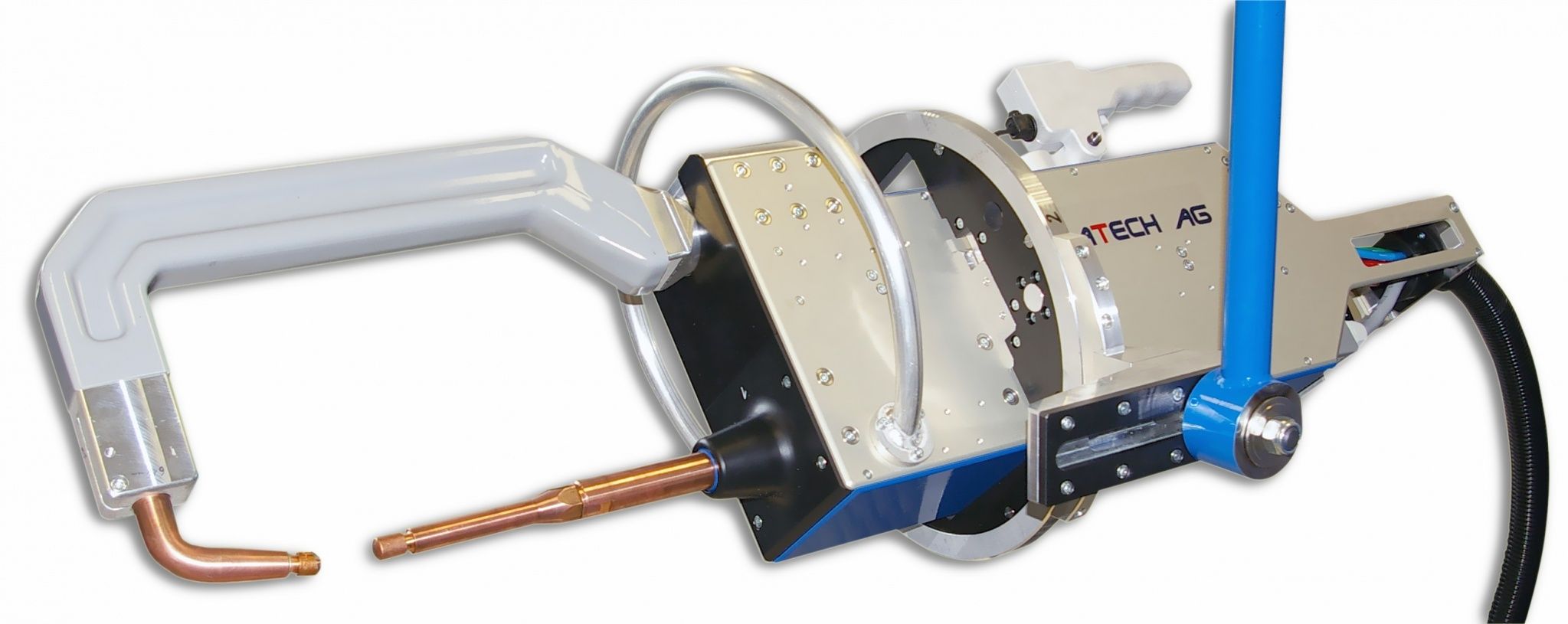
Раздвигаться могут как два держателя, так и только верхний, это зависит от особенностей сферы применения и класса свариваемых деталей.
Многие модели сварочных клещей оборудованы держателями электродов изменяемой длины в пределах 10-60 см. Это позволяет вести сварку в труднодоступных местах и на габаритных конструкциях. Отдельное место занимают клещи для установки на роботизированных станках, они могут быть более габаритными — точность сваривания обеспечивается электронным программируемым оборудованием.
Схемы
Агрегат имеет не очень сложную схему, главный узел которого сварочное оборудование с запитанной от сети первичной обмоткой. При изготовлении споттера, можно использовать следующие схемы распределения энергии.
Принципиальная электрическая
Состоит из питающего оборудования, где сила напряжения на вторичной обмотке бывает 12В. Для контролирования тока, оснащается дополнительной обмоткой.
Простая
Простейшая схема исключает применение тиристорного коммутатора. Подача тока происходит в результате замыкания, которое происходит в цепи первичной обмотки. Среди минусов — подача высокого напряжения на рукоятку пистолета, что является небезопасным.
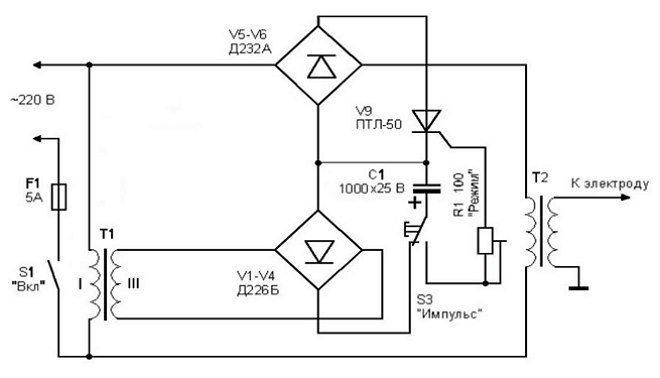
Тиристорная
Для настройки силы тока используется фазовый сдвиг. Подходят для настройки напряжения в электрических цепях, имеющих переменный характер. Чтобы осуществлялась работа однофазной сети, требуется 2 тиристора, которые включены друг другу навстречу. Настройка должна отличаться симметричностью и синхронностью. Агрегаты, созданные с использованием данного типа тиристоров (полупроводников) имеют жесткую статическую характеристику.
Контактная точечная сварка своими руками, видео

Нас часто спрашивают, возможна ли точечная контактная сварка своими руками, или лучше обратиться к специалистам? Что-ж, давайте рассмотрим этот вопрос подробнее.Существует множество разновидностей обычных сварочных процессов, которые отличаются типом используемого энергоносителя и другими параметрами. Сегодня практически невозможно обойтись без всем известной точечной сварки, которая считается самой популярной среди домашних умельцев. Качество выполнения работ будет напрямую зависеть от квалификации мастера.
точечная сварка
Точечная сварка своими руками, видео:
Точечная сварка – это получение неразрывного соединения деталей за счет того, что между ними образовались связи в месте сварного шва. Получить межатомные связи можно, если нагревать деталь либо применить пластическую деформацию.






Иногда используют оба способа, комбинируя их. Сварочные работы применяются в основном для восстановления целостности металла и проводятся они не только в определенных условиях, но и под водой и даже есть опыт сваривания деталей в космосе.
Сварочные работы обязательно должны выполняться в соответствии с правилами техники безопасности, при этом работать необходимо в специальном защитном костюме и маске, закрывающей глаза. Виды энергии, которые использует мастер в процессе выполнения работ:
- Электрическая дуга.
- Пламя обычной газовой горелки.
- Ультразвук (иногда используется для сваривания деталей).
- Лазерное излучение либо ультразвук.
- Иногда мастера пользуются трением для сваривания подготовленных поверхностей.
Самодельная точечная сварка связана с повышенной опасностью возникновения пожара, опасностью поражения человека электрическим током, в процессе работы выделяется ультрафиолет и вредные газы. Поэтому проводить работы нужно внимательно следуя правилам техники безопасности.
Некоторые виды контактной сварки и ее особенности
Контактной сваркой называется процедура, во время выполнения которой по всей поверхности торцов происходит сваривание двух деталей. Такой метод сварки может быть получен сопротивлением либо оплавлением.
Сварка сопротивлением. Подготовленные к работе детали плотно соединяются друг с другом и тогда подается ток для сварки. Выключают его только тогда, когда поверхность деталей стала пластичной и была выполнена осадка. Обычно этот способ используется для ремонта предметов, которые состоят из низкоуглеродистой стали и имеют небольшую площадь.
сварочный аппарат
Сварка оплавлением. Перед началом работ очищенные детали закрепляются в зажимах, затем их плавно соединяют при помощи подвижного зажима, а в момент их контакта и включается сварочный ток. Затем проводится осадка на необходимую величину и после выполнения работы ток выключают.
Сварка при помощи прерывистого оплавления. В процессе работы мастер чередует плотный контакт деталей с неполным, все это время подается ток. Такие возвратно-поступательные движения машины циклично замыкают сварочную цепь в том месте, где детали между собой контактируют.
Это происходит до того момента, когда их торцы разогреваются до температуры 900С. Как сделать аппарат для точечной сварки своими руками? На специализированных сайтах сегодня можно найти целые схемы, но специалисты рекомендуют не использовать самодельные приборы, поскольку это может быть небезопасно.
Какие инструменты нужны для выполнения работ?
Трансформатор — должен обладать высоким коэффициентом трансформации, чтобы обеспечить в процессе работы подачу большого тока для сварки. Можно сделать трансформатор для точечной сварки своими руками.
В большинстве случаев в качестве электродов мастер использует медный стрежень, при этом желательно, чтобы он был достаточно толстым (его диаметр должен быть примерно равен диаметру провода).
Чтобы в процессе работы электроды не потеряли свою форму, их необходимо периодически подтачивать. Если же они пришли в негодность и полностью сточились – лучше провести замену.
Выполнять сварочные работы рекомендуется только в специально оборудованном помещении, в котором отсутствует риск возникновения пожара. Работы по сварке опасны, поэтому выполнять их нужно только при наличии практических навыков.
Принцип работы аппарата
Способов точечной сварки существует несколько, но принцип их всех заключается в одном. Сварка происходит в результате воздействия электродов на материал. Между электродами проходит ток, и детали под горячим воздействием плавятся.
Сварочная точка получается там, где металлы соприкасаются, зависит она от силы тока. Чем сильней сила тока, тем прочнее будет сварка и тем толще элементы можно соединить.
Материал для сварки можно использовать с толщиной от 0,05 до 0,8 см.
Перед началом работы со сваркой, детали нужно обязательно очистить от всех загрязнений и выбрать подходящий режим, от этого зависит качество в конечном результате работы.
Для проверки качества шва на производстве, разрушают несколько экземпляров. При качественной работе, на одном элементе останется кратер, а на другом ядро сварки. Чтобы легче это понять, посмотрите фото точечной сварки для наглядности.
Если этого не произошло, сварка выполнена не правильно, нужно увеличить время или силу сжатия. Ядро при хорошей работе должно быть в три раза толще более тонкой детали.
Если размер меньше, то элементы проварены не до конца.
Способы сваривания
Существует несколько способов точечного сваривания:

Точечный – сваривание элементов происходит в одном или многих местах. Применяется в приборостроении, автомобилестроении постройке морских, речных и авиационных судов.
Обеспечивает сварку стальных листов до двадцати миллиметров толщиной.

Шовный способ – свариваемые элементы скрепляются рядом сварочных швов. Шов может состоять из отдельных пикселей сварки или перекрывающих друг друга. Используется для изготовления различных резервуаров нуждающихся в обеспечении высокой степени герметичности.

Стыковочный – элементы свариваются по прилегающей площади соприкосновения под воздействием высокой температуры. Применяются при прокладке трубопроводов, изготовлении якорные цепи кораблей.
Процесс эксплуатации точечной микросварки, сделанной своими руками
Во время эксплуатации сварочного аппарата не забывайте простое вправило: «Семь раз отмерь – один включи!» Еще несколько правил, которые пригодятся для правильной работы и долгой эксплуатации прибора:
Во время включения и выключения прибора электроды должны быть сжаты
Иначе вы рискуете сжечь их.
Очень важно заранее продумать систему охлаждения прибора. Особенно это касается аппаратов высокой мощности.
Перед работой важно проверить качество соединения всех элементов сети
А также изоляцию проводов.
Исключите работу с несколькими деталями подряд. Иначе вы рискуете перегреть прибор.
Перед работой проведите тестовый запуск на малой мощности.
Самодельный аппарат для сварки
Схема является основой создания сварочного аппарата, а его «сердцем» можно считать трансформатор, который будет создавать необходимое напряжение.
Сразу стоить отметить, что данный элемент должен быть мощным с минимальным значением 700-800 ватт.
Видео:

![Точечная сварка [аппараты, методы, советы]](https://domdetaley.ru/wp-content/uploads/2/6/f/26fd24f2c553ba29c9c11b5bb03e534c.jpeg)

Можно сделать самодельный сварочный аппарат с помощью инвертора, но для этого необходимы определенные знания и навыки. Использование трансформатора, а не инвертора, является более простым способом создания самодельного аппарата.
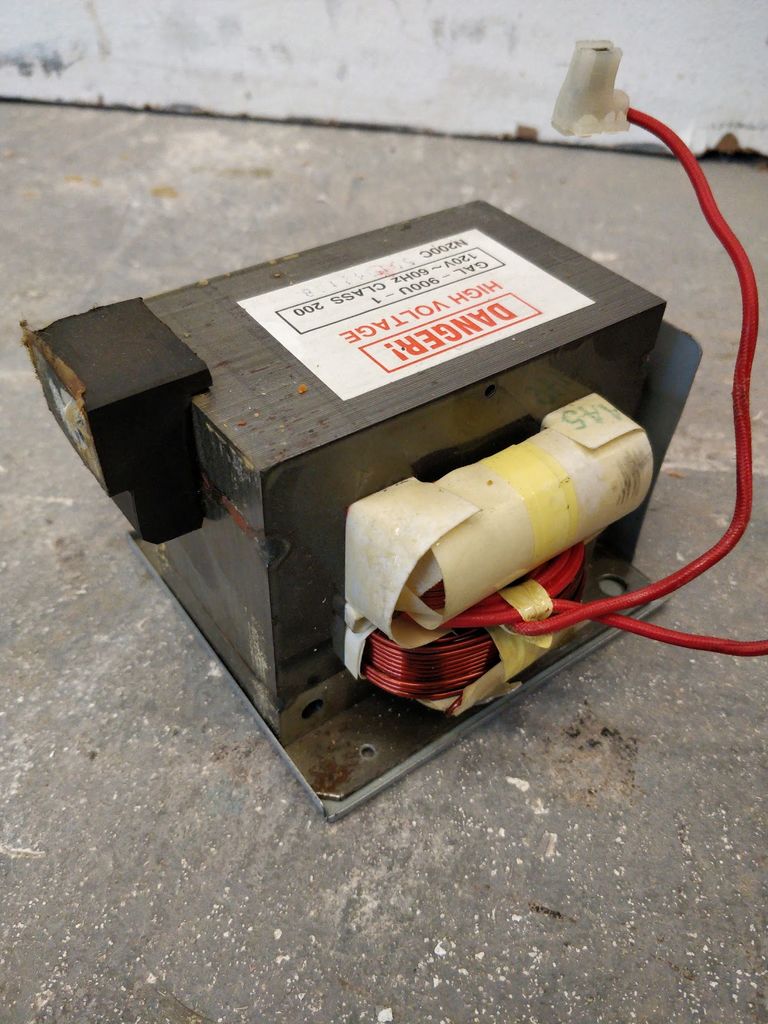
Трансформатор можно взять из микроволновки. Причем для этого подойдет старое устройство или микроволновку можно приобрести специально с рук.
Схема дальнейших действий следующая:
- Доставать трансформатор из микроволновки нужно аккуратно, убирая все крепления, разбирая основу;
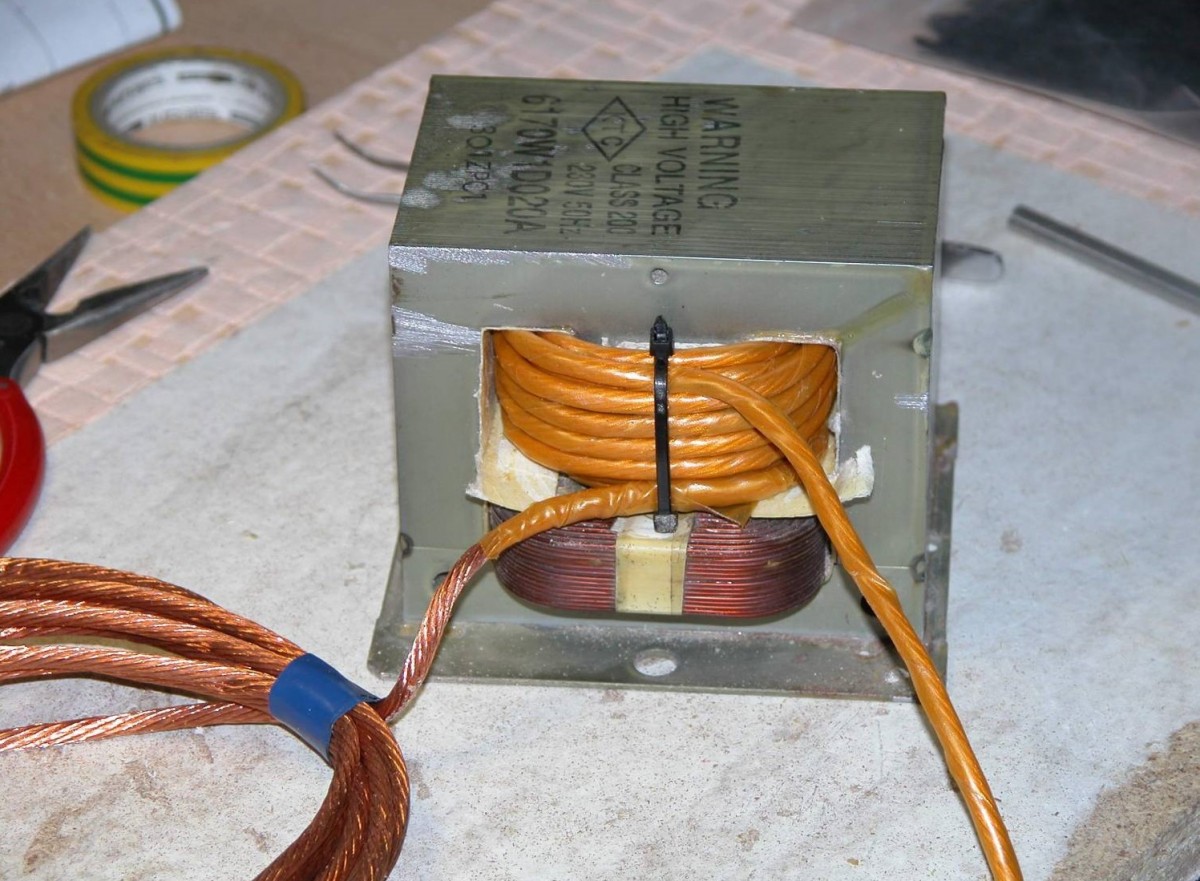
- Вторичная намотка с трансформатора из микроволновки должна быть сбита. Использовать можно любой подручный инструмент: молоток, зубило, клещи, сверло и пр. Кстати сверло должно быть всегда под рукой при использовании точечной сварки. Вторичная обмотка отличается от первичной более толстым проводом. Действовать здесь нужно также аккуратно, чтобы не повредить провод, используемый для первичной обмотки;
- Необходимо сделать два-три витка новой вторичной обмотки. Для получения тока в 1000А желательно брать провод, толщина которого будет не меньше 1 см. Физически сделать больше трех витков не получится, поэтому при необходимости добавляется еще один трансформатор из микроволновки, как было сказано выше;
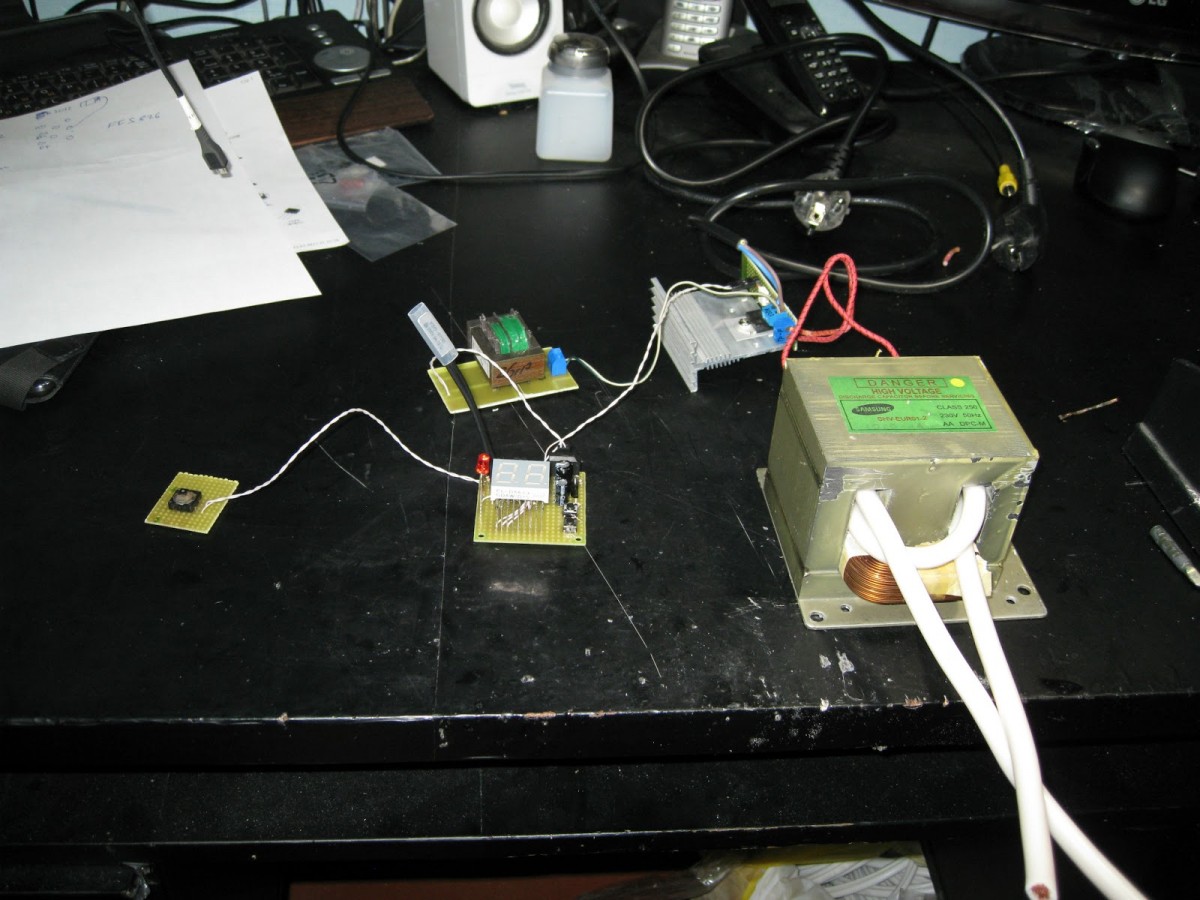
- Следующим шагом выполняется проверка обмотки на короткие замыкания. Используется для этого вольтметр. Если таковых не обнаруживается, следовательно, можно продолжать работу;
- Далее трансформатор из микроволновки проверяется амперметром. Если сила тока превышает значение 2000А, то необходимо ее уменьшить, чтобы избежать в дальнейшем перепадов напряжения.
Для электродов хорошо подойдет медная проволока. Толщина проволоки подбирается таким образом, чтобы диаметр провода не превышал ее диаметра.
Можно воспользоваться двумя паяльниками, точнее их жалами, которые можно установить в качестве электродов.
Потери тока можно снизить, укоротив длину провода, идущего от электрода.
Соединение провода с электродом происходит при помощи медного наконечника, можно сделать отверстие при помощи высверливания, сверло при этом используется на 8.
Далее для обеспечения безопасной работы самодельного сварочного аппарата необходимо сделать корпус. Лучшим материалом для этого послужит дерево.
При создании рычагов нужно учитывать следующий момент: необходимо создать свободное движение верхнего рычага по горизонтали и вертикали, сделать это можно с помощью специальных проемов в корпусе.
Видео:
При желании можно и нижний рычаг сделать аналогичным образом.
Необходимо предусмотреть место под включатель-выключатель на задней крышке прибора. После установки тумблера вставляется кабель питания.
Чтобы исключить возможность выпадения кабеля, его необходимо сделать более толстым, утолщить.
Трансформатор из микроволновки крепится к основанию с помощью саморезов. На крепление надевается клемма и делается заземление. Все соединения должны быть тщательно изолированы.
Чтобы верхний рычаг оставался в поднятом состоянии, можно воспользоваться обычной резинкой, надетой на два самореза.
Смотрите видео о точечной сварке своими руками в нашей статье.
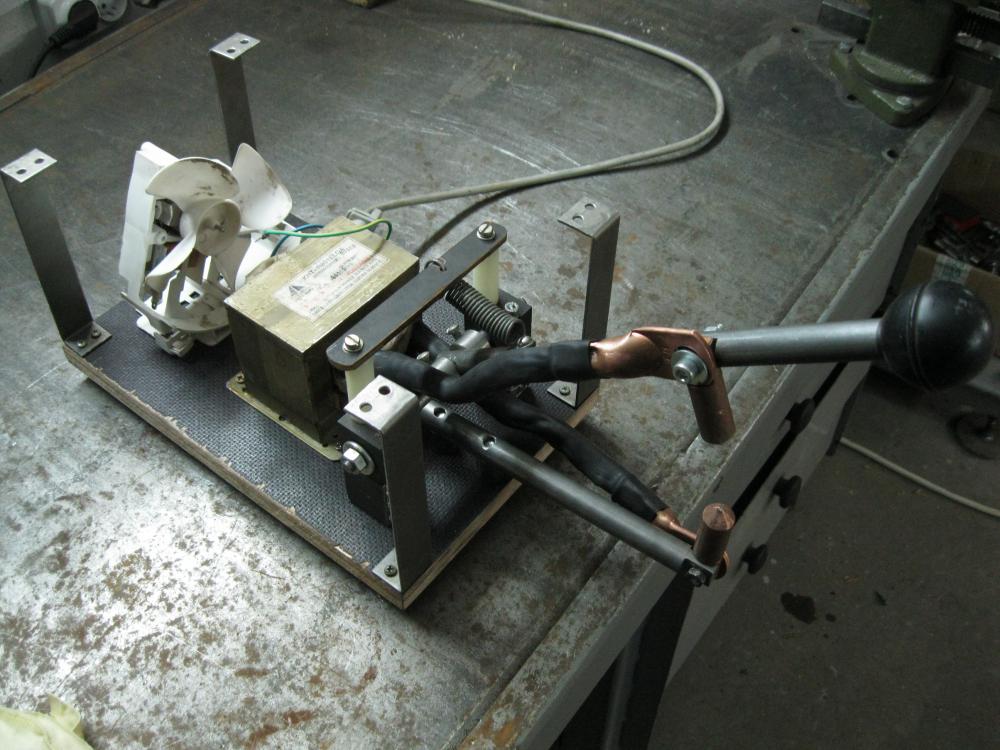
Вторичная обмотка
Что касается вторичной обмотки, то если бы клещи были стационарные, то достаточно было 4 витка провода сечением 100 кв.мм. Но в данном случае, поскольку клещи выносные, длина провода от трансформатора до электродов составляла 1,7м. А чем длиннее провода, тем больше падает мощность аппарата.
К сожалению, мне неизвестно, падает ли мощность из-за уменьшения тока во вторичной цепи вследствие тонких проводов (по отношению к длине) или из-за просадки напряжения во время сварки. Поэтому решил намотать 6 витков проводом 50 кв.мм, чтобы компенсировать просадку напряжения во время сварки.
Клещи изготавливались из 1/2″ водопроводной трубы длиной 50см, сквозь которые протягивались провода и зажимались болтами непосредственно в электродах. В электродах были просверлены отверстия на глубину 50мм, чтобы была максимально большая площадь соприкосновения провода с электродом. Место соединения клещей, тщательно изолируется друг от друга текстолитовыми шайбами.
С трансформатором работы окончены. Теперь можно приступать к изготовлению корпуса. В наличии был лист толщиной 2мм. На листогибе согнуть короб из такого толстого металла довольно тяжело, поэтому в местах изгибы были пропилены пазы при помощи болгарки. Пока края не согнуты, желательно сразу же просверлить и вырезать все необходимые отверстия (вентиляторы, гермовводы и т.д.).
При наличии пропилов, ровно согнуть короб из толстого металла, не предоставляет труда.
В крышке, необходимо предусмотреть вентиляционные отверстия. Можно просто насверлить много отверстий, но это долго и некрасиво. Поэтому были куплены металлические вентиляционные решетки, а в крышке вырезаны отверстия под эти решетки.
Сварочный аппарат своими руками
Основой сварочного аппарата является трехфазный понижающий трансформатор. Не разбирая сердечника, необходимо перекусить медную шину и снять вторичные обмотки со всех катушек. Первичные проводки остаются нетронутыми, а среднюю нужно перемотать тем же проводом, образуя отводы через каждые 30 витков. Их всего должно быть 8 – 10.
Используя трехфазный силовой многожильный кабель, намотайте на две крайние катушки вторичную обмотку, до их полного заполнения. Кабель должен состоять из проводов D – 6-8 мм., а один из них должен быть потоньше. Он надежно изолирован и способен выдержать большой ток. Благодаря гибкости провода, намотку можно осуществить без предварительной разборки оборудования. Вам понадобиться ориентировочно 25 метров кабеля. При необходимости, его можно заменить проводом меньшего сечения, в данном случае при намотке, жилы нужно сложить вдвое.
В одиночку с такой задачей будет сложно справиться. Рекомендуется выполнять работу вдвоем: один протягивает провод, второй укладывает витки. Для изготовления клем, понадобится медная трубка D – 10 — 12 мм и длиной в 30 — 40 мм. Одну сторону трубки нужно расклепать, в получившейся пластине просверлить отверстие D – 10 мм. В другую сторону вставляются провода, которые следует тщательно зачистить. При помощи молотка, необходимо обжать зачищенные провода. Для улучшения контакта на поверхности трубки нужно сделать насечки.
Штатные винты с гайками, находящиеся на верху трансформатора, необходимо удалить и заменить их двумя новыми с резьбой М10, к ним присоедините клемы вторичной обмотки. К трансформатору нужно прикрепить отдельную текстолитовую плату. Это необходимо для выводов первичной обмотки. Перед тем как прикрепить плату, в ней нужно просверлить 11 отверстий D – 6 мм. и вставить в них винты с двумя шайбами и гайками.
Вот такой эстетический вид, может иметь, точечная сварка собранная своими руками
В качестве электродержателя выступает труба 3/4 длиной 250 мм, с обеих сторон которой выпиливаются выемки. Для обеспечения свободного прижатия электрода, к держателю приваривается отрезок стальной проволоки. На противоположной стороне просверливается отверстие и присоединяется отрезок такого же кабеля, который использовался при вторичной обмотке. Труба должна быть скрыта резиновым шлангом подходящего диаметра.
Учтите: сварочная машина используется для небольшого объема сварочных работ, поэтому после работы с 10-14 электродами, ей нужно дать остыть.
Электроды для точечной сварки
Никакая контактная сварка не сможет осуществиться без специфического сварочного атрибута, который называется — электроды для контактной сварки. Для точечной контактной сварки используются специальные электроды, которые изготавливают из сплавов с высокой теплопроводностью. Электроды выполняют функцию сжатия металла и подводки тока к изделию. Тепловая концентрация при точечной сварке зависит от наконечника, поэтому очень тонкий наконечник подвержен быстрому износу и требует постоянного подточки. Самая распространенная форма наконечника – конус. Для того чтобы электроды прослужили долго необходимо соблюдать следующие условия:
- Не использовать тонкие наконечники для тяжелой сварки;
- Использовать для определенного материала специально предназначенные электроды;
- Использовать водяную рубашку;
- Хранить электроды в местах, где они не получат повреждения;
Электроды для точечной сварки не рекомендуется подпиливать, так как это способствует появлению неровностей и приведет к некачественной сварке.
Самодельный аппарат точечной сварки
Готовый аппарат для точечной сварки имеет достаточно высокую цену, которая не оправдывает его внутреннюю “начинку”. Устроен он очень просто, и сделать его самому не составит большого труда.
Чтобы самостоятельно изготовить точечный сварочный аппарат, потребуется один трансформатор от микроволновки мощностью 700-800 Вт. С него нужно убрать вторичную обмотку способом, описанным выше, в разделе, где рассматривалось изготовление сварочного аппарата из микроволновки.
Аппарат для точечной сварки делается следующим способом.
- Сделайте 2-3 витка внутри манитопровода кабелем с диаметром проводника не менее 1 см. Это будет вторичная обмотка, позволяющая получить ток в 1000 А.
- На концах кабеля рекомендуется установить медные наконечники.
Если подключить к первичной обмотке 220 В, то на вторичной обмотке мы получим напряжение 2 В с силой тока около 800 А. Этого будет достаточно, чтобы за несколько секунд расплавить обычный гвоздь.
Далее, следует сделать корпус для аппарата. Для основания хорошо подойдет деревянная доска, из которой следует изготовить несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора.
Чтобы придать корпусу более эстетичный вид, острые углы можно убрать с помощью ручного фрезера с установленной на него кромочной калевочной фрезой.
На одной части сварочных клещей необходимо вырезать небольшой клин. Благодаря ему клещи смогут подниматься выше.
- Вырежьте на задней стенке корпуса отверстия под выключатель и сетевой провод.
- Когда все детали будут готовы и отшлифованы, их можно покрасить черной краской или покрыть лаком.
От ненужной микроволновки потребуется отсоединить сетевой кабель и концевой выключатель. Также потребуется металлическая дверная ручка.
- Если у вас дома не завалялся выключатель и медный прут, а также медные зажимы, то данные детали необходимо приобрести.
От медной проволоки отрежьте 2 небольших прутка, которые будут выполнять роль электродов, и закрепите их в зажимах.
- Прикрутите выключатель к задней стенке корпуса аппарата.
Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующих фото.
- Закрепите на основании трансформатор.
- Далее, один сетевой провод подсоединяется к первичной обмотке трансформатора. Второй сетевой провод подсоединяется к первой клемме выключателя. Затем нужно прикрепить провод ко второй клемме выключателя и подсоединить его к другому выводу первички. Но на этом проводе следует сделать разрыв и установить в него прерыватель, снятый из микроволновки. Он будет выполнять роль кнопки включения сварки. Данные провода должны быть достаточной длины, чтобы ее хватило для размещения прерывателя на конце клещей.
- Закрепите на стойках и задней стенке крышку аппарата с установленной ручкой.
- Закрепите боковые стенки корпуса.
- Теперь можно устанавливать сварочные клещи. Сначала просверлите на их концах по отверстию, в которые будут вкручиваться шурупы.
- Далее, закрепите на конце выключатель.
Вставьте клещи в корпус, предварительно положив между ними для выравнивания квадратный брусок. Просверлите в клещах сквозь боковые стенки отверстия и вставьте в них длинные гвозди, которые будут служить в качестве осей.
На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней были друг напротив друга.
Чтобы верхний электрод поднимался автоматически, вкрутите 2 шурупа и закрепите на них резинку, как показано на следующих фото.
- Включите агрегат, соедините электроды и нажмите кнопку пуска. Вы должны увидеть электрический разряд между медными стержнями.
Для проверки работы агрегата можно взять металлические шайбы и сварить их.
В данном случае результат оказался положительным. Поэтому создание точечного сварочного аппарата можно считать оконченным.
Производители
Выбирая изготовителя клещей для точечной сварки, нужно учитывать время его присутствия на рынке и общую репутацию. Фирмы с долгой историей дорожат своим добрым именем, используют для производства своей продукции самые передовые научные разработки и технические решения, применяют только качественные материалы.

Такой аппарат будет стоить существенно дороже, если сравнить его с продукцией малоизвестных фирм. Последние для удешевления продукции стремятся максимально упрощать конструкцию в ущерб долговечности и даже безопасности.






Процедурами контроля качества материалов, комплектующих и готовой продукции на этих предприятиях также часто пренебрегают. В результате недорогое изделие служит недолго и требует ремонта или замены. В этот момент выясняется, что сервисная сеть этого поставщика в стране не развита. Если планируется большой объем работ, лучше заплатить дороже и отдать предпочтение продукции проверенных временем поставщиков.
Среди российских производителей выделяется компанию Калибр, среди зарубежных- ESAB, Huter, Tecna.
Элементы самодельного устройства
Перед изготовлением аппарата контактной сварки в первую очередь следует побеспокоиться о преобразователе, мощности которого должно быть достаточно для того чтобы электрический импульс варил металл.
Всем этим требованиям вполне удовлетворяют трансформаторные устройства, имеющиеся в составе большинства моделей микроволновых печей. Для их использования достаточно удалить встроенную вторичную обмотку и заменить её новой.
При разборке старого устройства следует действовать крайне осторожно, стараясь не повредить сердечник преобразователя. Все имеющиеся на нём дополнительные элементы (шунты, в частности) также необходимо будет снять
Для того чтобы изготовить трансформатор для контактной сварки (точнее – его новую вторичную катушку) потребуется толстая медная шина в надёжной изоляции.
Её толщина должна составлять не менее одного сантиметра, так что для получения требуемого низковольтного напряжения (2 Вольта) достаточно будет намотать не более трёх витков.
Для самостоятельной сборки аппарата, рассчитанного на большую мощность, необходимо будет задействовать два таких трансформатора, включённых в цепь питания последовательно.
При их использовании следует исходить из возможностей действующей бытовой электросети и не допускать того, чтобы она работала со значительной перегрузкой.
На рисунке приводится схема включения такого комплексного трансформатора, состоящего из двух последовательно включённых катушек.
Для изготовления контактного блока можно будет воспользоваться самой простой конструкцией, предполагающей использование электродов для сварки стандартной формы.
В качестве электродов рекомендуется использовать подходящие по сечению и форме медные прутья. Их толщина выбирается из расчёта, чтобы она соответствовала мощности подводящих шин.
В отдельных случаях для этих целей могут применяться отслужившие свой срок жала старых паяльников мощностью более 100 ватт. С общим видом полученного из этих запчастей контактного блока можно ознакомиться на фото.
Подготовка деталей и сборка точечной сварки
Стандартная конструкция контактного сварочного аппарата состоит из силовой части, автоматического выключателя и защитного устройства. В свою очередь силовая часть включает в себя сварочный трансформатор и тиристорный пускатель, с помощью которых подключается первичная обмотка. Весь инвертор целиком не понадобится для самодельного сварочного аппарата, из него необходимо лишь взять основные детали. Это трансформатор с блоком питания, система управления и выключатель.
При изготовлении точечной сварки в первую очередь с трансформатора нужно снять вторичную обмотку, поскольку она совсем не используется во время работы. Главное при снятие обмотки – сохранить в целость первичной обмотки. Вместо удаленной вторичной обмотки накладывается другая, сделанная из толстого медного провода, сечением примерно 2-3 см. Затем она обматывается изоляционной бумагой и покрывается лаком с целью дополнительной изоляции и фиксации.
Затем проверяется направление каждой обмотки с помощью обычного вольтметра. Во вновь созданной цепи не должно быть коротких замыканий. После этого определяется сила тока. Данная процедура является обязательной для всех подобных устройств с двумя и более обмотками. Значение силы тока не должно быть более 2-х килоампер. В случае превышения установленного уровня, ее необходимо уменьшить.
Во время подготовки трансформаторной катушки и наматывания вторичной обмотки рекомендуется соблюдать обязательные правила. Для расчета количества витков можно воспользоваться формулой N = 50/S, в которой N является количеством витков, а S – площадью сердечника (см2). Ускорить вычисления поможет онлайн калькулятор расчета катушки индуктивности. Поскольку в конструкции применяются детали от инвертора, то вначале определяются параметры первичной катушки, производятся необходимые расчеты и только потом можно изготавливать вторичную обмотку.
Следует обратить внимание на заземление обеих обмоток. Это связано с высокой мощностью получаемого тока, который может оказаться смертельно опасным при контакте с деталями, находящимися под напряжением
Наряду с тщательной изоляцией, большое значение имеет плотная укладка витков. Иначе могут возникнуть межвитковые замыкания и провода перегорят в результате перегрева. Необходимо позаботиться и об охлаждении трансформатора. Вполне возможно потребуется устанавливать дополнительную систему охлаждения, в состав которой входят радиаторы, обдуваемые вентиляторами.
Читать также: Генератор для зарядки аккумулятора 12 вольт





