

Размеры ламелей
На своем станке имеется возможность производить вагонку индивидуальных размеров, уменьшая количество обрезков при установке. Типовые значения по длине находятся в пределах 6 м (минимально 0,3 м, шаг увеличения значения — 0,1 м).
Ширина шага по вертикальному стыку полотна – 0,15 м. Широкое полотно из дерева более склонно к деформации, короблению. Узкие элементы ведут себя стабильнее.
Толщина бывает разной: внутренняя отделка ограничивается 1,2 см, наружная установка увеличивается до 2,5 см.
Возможность выполнения индивидуальных заказов на вагонку нужного размера, профиля, материала (например, палисандр) быстро окупают станок для производства в домашних условиях.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Выбираем вагонку для обшивки
Вагонка
Вагонка из дерева может быть обычной или евро. Первая на своей поверхности имеет шероховатость и ворс, вторая идеально гладкая. На тыльной стороне евровагонки есть вентиляционные каналы, которые предупреждают скопление влаги (конденсата) и снимают напряжения в материале. Согласно ГОСТ 8242-88, влажность деревянных изделий допускается в пределах 12±3%, однако обычная вагонка может изготавливаться из древесины влажностью до 25%, что может привести к деформации в процессе эксплуатации бани. Исходя из этого, будем выбирать для обшивки бани подходящую деревянную евровагонку.
Маркировка и технические требования
Вагонку производят из древесины хвойных пород и лиственных. Лучшие варианты для парной – осина, липа, кедр, ель, ольха, дуб, сосна.
| Древесина | Цвет | Свойства | Фото |
|---|---|---|---|
| Осина | Белый, приобретает серебристый отлив. Едва заметны желтые годичные кольца. | Легкая, хорошо выдерживает высокую влажность и температуру. Со временем твердеет настолько, что в осиновую панель трудно забить даже гвоздь. Не выделяет смолы, не раскаляется. | Вагонка из осины, Экстра |
| Липа | Светлая, коричневого, реже красноватого оттенков. Присутствует матовый блеск. | Волокна однородные, поверхность мало нагревается, в парной выделяет полезные для здоровья аромакомпоненты. При контакте с липовой древесиной во влажной среде железо окисляется и ржавеет, появляются потеки. | Евровагонка из липы |
| Липа Кедр канадский или сибирский | Коричневая с розовым оттенком. | Одна из самых дорогих и полезных для здоровья пород дерева. Не гниет, хорошо выдерживает механические нагрузки, не трескается. | Вагонка из канадского красного кедра |
| Сосна | Бежевый, коричневый с красными оттенками. Темнеет со временем. Выраженный рисунок годичных колец и смоляных каналов. | Хорошие механические свойства, вязкость, коробление умеренное. Не вызывает трудности при обработке. Выделяет смолу при нагреве, поэтому не обходит для обшивки тех поверхностей в парной, с которыми возможен тактильный контакт. Не подходит для обшивки потолка парной либо требуется неоднократная протопка парилки с последующим удалением выступившей смолы (процедуру повторять, пока из вагонки не выйдет вся смола). Для бани сосновую вагонку лучше выбирать Экстра-класса. | Сосна |
В следующей таблице представлены классы и их описание. Стоит знать, что древесина с большим количеством сучков быстрее нагревается, может обжечь. Маркировка одинакова для всех типов деревянной вагонки.
| Класс или сорт | Описание |
|---|---|
| Экстра | Без трещин, сучков и других дефектов. Поверхность идеально гладкая, ровная. |
| А или 1 | Поверхность гладкая или чуть шероховатая. Есть по 1 здоровому сучку на 1 погонный метр (диаметр сучка не более 1,5 см).Могут быть трещины : волосяные – длиной не более ½ панели, несквозные – длиной менее 9,5 см (выход трещин направлен в торец панели), появившиеся при сушке – величиной не более ширины панели. Могут быть засмолки и смоляные карманы по 2 шт. на 1 м.п. |
| В или 2 | Много сучков, из них выпадающих не может быть больше 2 шт. на 1 м.п. Могут быть сквозные трещины шириной до 1 мм и длиной до 15-30 см, допускаются волосяные трещины по всей длине доски. Допускается присутствие червоточин (3 шт. на 1 м.п.) и гнили (не более 1/10 часть панели). Вагонка сорта В подходит для окрашивания. |
| С или 3 | Качество низкое. Много различных дефектов. Такая вагонка подходит для обивки технических помещений или черновых работ. |
Маркировка
Маркировка вагонки
Нормы пороков по ГОСТ указаны в таблице ниже.
Нормы пороков по ГОСТ
Дефекты вагонки
Остается только выбрать профиль вагонки, т.к. каждый имеет свои нюансы монтажа.
| Профиль | Описание | Схема |
|---|---|---|
| Стандарт | Похожа на классическую вагонку «в четверть доски». Имеет соединение шип-паз, причем шип короче паза для предотвращения деформации. | Вагонка Стандарт |
| Штиль или Колхозница | От предыдущей отличается скругленным краями и наличием на обратной стороне каналов для предотвращения скопления конденсата. | Штиль |
| Евро | Производится по стандарту DIN 68126. Имеет удлиненный шип. После монтажа вагонки поверхность стены ребристая. | Евро |
| Софт-лайн | Софт-лайн или мягкая линия – это симбиоз вагонки Евро и Штиль. Мягкие скругленные углы, удлиненный шип, рельефная фактура стены после сборки панелей. | Софт-лайн |
| Блок-хаус | Применяется для отделки внешних стен и помещений. Стилизована под оцилиндрованное бревно. Есть соединение шип-паз, лицевая сторона обычно скругленная, а изнаночная ровная или с каналами для вентиляции. | Блок-хаус |
Профили вагонки
Это интересно: Вагонка «Штиль» (35 фото) — что это за профиль, размеры доски из липы и кедра, сорт «Экстра», примеры отделки потолка и стен в интерьере крашеной вагонкой
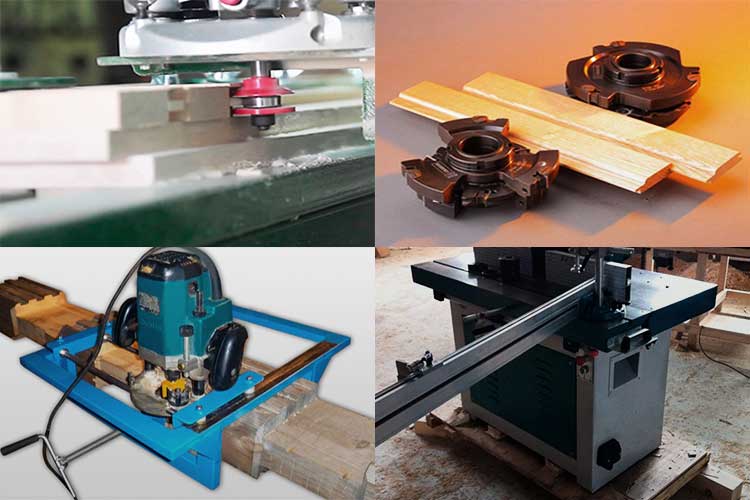
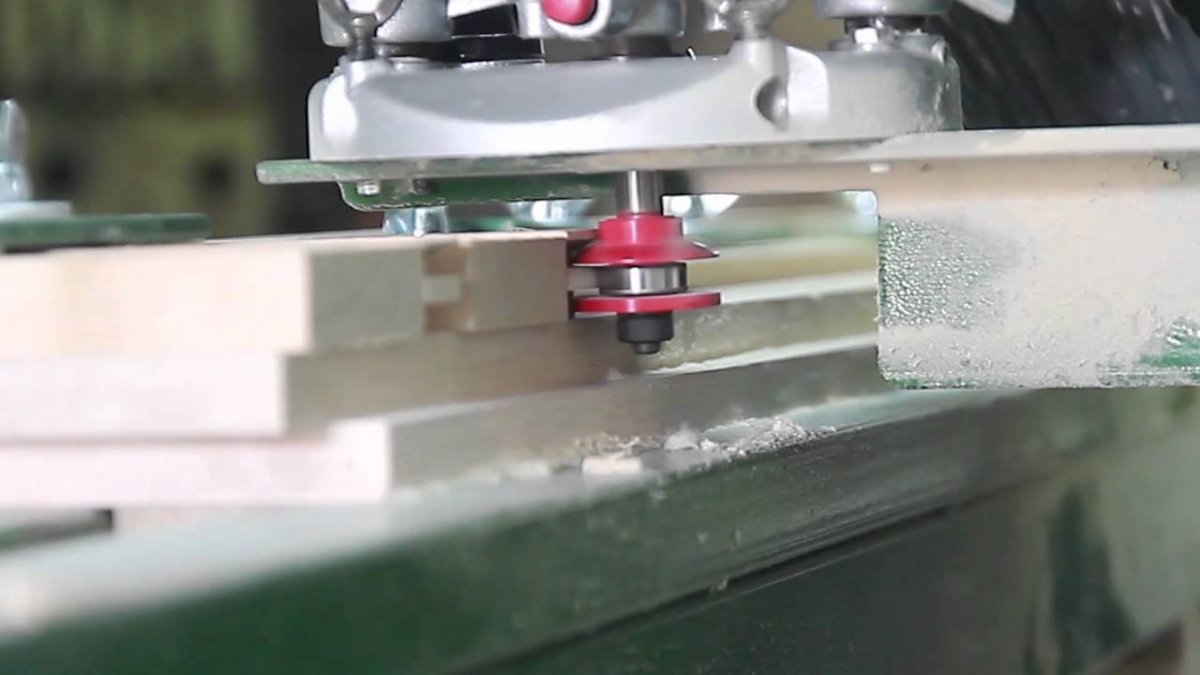
Производство евровагонки ручным фрезером своими руками

Перед началом работ вам необходимо запастись необходимым количеством заготовок. В зависимости от выбранной толщины заготовки подбирается пазовая и фальцевая фреза либо устанавливается нужный размер между резцами в комбинированной фрезе. Все обрабатываемые кромки заготовок должны быть ровными по плоскости, чтобы паз и гребень четко стыковались между собой.
Во всех ручных фрезерах предусмотрена поверхностная обработка материала режущим инструментом вниз. В отличие от станка, заготовка остается недвижимой, а фреза подается на обработку, вручную учитывая характер профиля фрезеровочных работ.
Изготовление вагонки лучше всего производить с помощью направляющей линейки фрезера, устраняющей возможные отклонения по плоскостям обрабатываемой кромки (торца доски). Обычно сначала делают паз, а затем выбирают шип. Последовательность операций при фрезеровании заготовок вагонки должна быть следующей:
- Закрепляем заготовку на верстаке при помощи струбцин либо саморезами по краям.
- Устанавливаем во фрезер нужную фрезу и регулируем высоту ее проходки.
- Включаем фрезер и делаем пробную проходку.
Указанные операции одинаковы для обоих видов операций. Если у вас имеется универсальная фреза, вам не понадобится перенастраивать фрезу ручного фрезера. Другое дело, если ширину планируемого паза невозможно сделать за один проход фрезы. Комбинированные фрезы для изготовления вагонки обычно продаются парно, для пазов и шипов соответственно.
Шиповую (выступающую часть) с другой стороны заготовки выполняют за один проход комбинированной фрезой. Однако для придания вашей вагонке стилизованного вида, например, с имитацией бруса или какого-либо специального профиля, лучше применять отдельные фальцевые фрезы с фигурным профилем. Часто края шипов и пазов вагонки имеют закругленную форму либо фигурный вырез.
Необходимое оборудование
Для начала требуется выбрать и подготовить для работы большой и мощный станок. Практичным приобретением будет второй станок. Вследствие того, что даже самый мощный станок через какой-то промежуток времени начнет перегреваться, дать возможность ему передохнуть и остыть будет обязательным рабочим моментом. Необходимой характеристикой станка является мощность не ниже, чем один киловатт. От него требуется выполнение двух основных функций – это распил и фугование, то есть выравнивание деревянной поверхности.
Отдавая предпочтение какой-либо модели, заострите внимание на наличие люфта – зазора, в местах, где регулируются детали. Качественный деревообрабатывающий станок, например, американка, не превышает ширины в пятнадцать – двадцать сантиметров. Но также качественными должны быть линейки и система охлаждения
Но также качественными должны быть линейки и система охлаждения.
Алюминий имеет склонность оставлять на древесине черные отметки. Есть вероятность нанести полосы на готовое изделие лобзиковой пилой. В итоге дефекты неблагоприятно влияют на внешний вид материала после обработки, и готовую вагонку необходимо покрасить, когда можно было обойтись бесцветным лаком. Для работы пилы предназначен специализированный кожух, надевающийся на основание пилы для того, чтобы не запачкать древесину, когда как стол и линейка не имеет защитных приспособлений.
Изготовить вагонку из ольхи ручным способом можно, например, фрезером или на циркулярке. Фрезерный способ более качественный.
Подготовка материала
 Правильное складирование досок
Правильное складирование досок
Порядок изготовления вагонки следующий:
- подготовка и распиливание досок;
- фугование поверхности;
- формирование элементов профиля.
Предварительные мероприятия просты:
- выбирают расходный материал, следя за тем, чтобы толщина обрезной доски не превышала 2 см, а ширина – 10 см;
- сортируют доски и сразу же избавляются от материала с пятнами гнили или выпавшими сучками;
- готовят место для складирования – обычно это навес, где доски перекладывают деревянными прокладками.
Заготовки тоже желательно укладывать в одно место, чтобы проще было передавать их на станок.
Распиливание доски
 Для распиловки используют циркулярную пилу с большими зубьями. Перед работой обязательно проверяют, насколько хорошо закреплена пила и запорные устройства. Технология следующая.
Для распиловки используют циркулярную пилу с большими зубьями. Перед работой обязательно проверяют, насколько хорошо закреплена пила и запорные устройства. Технология следующая.









- Включают прибор. Заводят разрезаемую доску торцом вперед между направляющими роликами.
- Чтобы предупредить случайные движения, используют упоры.
- Распиливают доски на нужное количество ламелей.
- Складывают подготовленный материал в штабеля.
Фугование доски
 Прежде чем сформировать профиль вагонки, нужно добиться точной прямолинейной поверхности доски. Процесс этот называется фугование.
Прежде чем сформировать профиль вагонки, нужно добиться точной прямолинейной поверхности доски. Процесс этот называется фугование.
- Для работы заменяют циркулярную пилу цилиндрическими валами.
- Доску прогоняют в одном направлении с каждой стороны.
- Величину нажима регулируют с помощью прижимных устройств.
- Количество проходов с каждой стороны должно быть одинаковым для всех заготовок.
Требования к пиломатериалам
Изготовить качественную вагонку можно только из соответствующего пиломатериала. Есть несколько правил по этому поводу:
- лучше брать древесину нижней части дерева. Она отличается хорошей фактурой, в ней меньше сучков;
- заготовка должна быть ровной и гладкой. Не допускается наличие трещин, гнили, следов деятельности короеда;
- доски, из которых будет изготовлена вагонка, должны быть высушены, допускается влажность не более 12-16%. В противном случае вагонку может повести, а одна некачественная доска легко испортит всю стену.

Порода дерева выбирается в зависимости от предназначения вагонки. Для работы используют самую разную древесину, чаще всего это сосна, кедр, лиственница, дуб, ясень.
Самой популярной по праву считается древесина хвойных пород. Она отлично подходит как для внутренней отделки, так и для наружных стен. В помещении она создает особый уют, наполняя воздух еле уловимым смолистым ароматом.

Липа, ввиду своей мягкости и податливости, позволяет изготавливать вагонку самого сложного профиля. Превосходные потребительские характеристики и высокую долговечность имеет дуб и лиственница. Единственный их недостаток – сложность обработки, необходимо использовать фрезы из твердых сплавов.

Оформление помещений деревянной вагонкой – это осовремененная классика. Изысканные и безопасные для человека интерьеры, красивый и функциональный экстерьер – все это можно сделать самому. Мини-станок для производства вагонки позволит сэкономить на строительном материале, а полноценный стационарный – поможет неплохо заработать.
Общие требования
Фигурный профиль вагонки образуется при продольной обработке заготовки из пиломатериала с помощью специальных фрез.
Проще говоря, операция образования профиля вагонки называется фрезерованием и в простейшем случае может быть выполнена на обычном фрезерном.
Поэтому для массового изготовления разнообразных погонажных изделий из древесины используются четырехсторонние многошпиндельные.
Их работа основана на одновременной четырехсторонней обработке деревянной заготовки с помощью рабочих инструментов — фрез, установленных в нескольких шпинделях.
Получение на выходе готового изделия происходит за один проход обработки. Чистота и качество его зависят от мощности привода и скорости подачи, а также от количества шпинделей.
Многих домашних мастеров интересует вопрос, можно ли самостоятельно изготовить деревообрабатывающие механизмы, и, в частности, станок для производства вагонки, для своей домашней мастерской? Конечно, можно!

Все дело только в целесообразности, желании, а еще — в наличии достаточных средств и времени для этого. Вероятно, на самодельном механизме трудно будет наладить массовое производство пиломатериалов, но для своего домашнего хозяйства это оборудование вполне может найти применение.
Выбор станка
Для мелкосерийного производства вагонки, половой доски, блок-хауса и других пиломатериалов небольшого сечения можно привести в пример четырехсторонний, четырехшпиндельный станок с ручной подачей заготовки «СТАРТ–160», который в базовой комплектации стоит 390 000 р.
Как вариант, для домашней мастерской можно рассмотреть применение универсального деревообрабатывающего станка, например, «Мастер-Практик 2000», стоимостью 13 500 р.
Он позволяет выполнять операции:
- продольного и поперечного пиления, в том числе, под углом;
- строгания и фугования, в том числе, под углом;
- фрезерования;
- сверления.
Здесь выбор может ограничиваться только фантазией мастера — от традиционных материалов, издавна использующихся в производстве:
ель, сосна, осина, ольха, липа, лиственница,
до самых экзотических:
абаш, хемлок, кедр канадский и африканский.
Какой итог можно подвести? Даже при небольших потребностях в профилированных пиломатериалах для домашнего строительства можно подобрать оптимальный образец.

На каких станках и какой бы сложности вы ни пробовали делать вагонку, нужно соблюдать следующие требования.
- Качество пиломатериалов. Доски должны быть только обрезными, с одинаковой толщиной и шириной. Широкие плоскости нужно пропускать через рейсмус минимум с одной, а желательно с двух сторон. Для этих целей лучше иметь дома двухсторонний рейсмус, а если его нет, то хотя бы элементарный фуговальный станок.

Фуговальный станок

Двухсторонний рейсмус
Если таких станков нет, то можно работать ручным электрическим рубанком. Работы эти довольно трудные и долгие, а качество всегда будет намного ниже, чем во время обработки пиломатериалов на станках.
Сушка. Работать можно только с пиломатериалами, имеющими не более 24% относительной влажности. Если показатели выше, то доски просушите под навесом или в проветриваемом помещении. Чем больше зазор будет между штабелями, тем быстрее пиломатериалы избавятся от излишков влаги. Складывайте их аккуратно, не допускайте появления искривлений, правильно укладывайте прокладки, верхний ярус обязательно прижимайте грузом.
Сушка вагонки
- Работа. Беспрекословно соблюдайте правила техники безопасности. Как свидетельствует статистика, деревообрабатывающие станки считаются наиболее травмоопасным оборудованием. Причем травмы очень тяжелые и нередко становятся причиной инвалидности. Это не значит, что станков нужно бояться, но относиться к ним следует с уважением. Что касается использования рукавиц, то к этому вопросу нужно подходить с умом. Рукавицы предохраняют руки от заноз, это верно. Но верно и то, что во время попадания рукавицы под режущий элемент затягивается кисть или рука, травмы намного опаснее.

Станок для изготовления вагонки
Какие нужно станки и оборудование для изготовления вагонки своими руками, мы будем рассказывать по ходу статьи. Дело в том, что есть большое количество технологий с учетом существующих станков, описать все в одной статье невозможно. Начнем с изготовления самой простой вагонки — такие работы доступны большинству неопытных мастеров.
Самодельный станок для производства вагонки
Почему многих домашних мастеров интересует, как сделать вагонку самому? Всё дело в экономической стороне дела. Приобретать готовые изделия в строительном магазине будет очень дорого по сравнению с изготовлением облицовки своими руками.
Прежде чем читать статью далее, обязательно нужно посмотреть видео о том, как устроен станок для производства деревянной облицовки стен:
Стоит ли покупать
Купить вагонку нетрудно. В продажу поступают различные ее виды, они отличаются используемой древесиной, цветом, фактурой, формой наружной поверхности, поэтому можно выбрать материал, идеально подходящий для любого проекта. При всем при этом у вагонки есть существенный недостаток – высокая цена.
Затевая крупный ремонт, нелишним будет рассмотреть вариант самостоятельного изготовления вагонки. Стоит отметить, что даже самый простой станок такого типа будет иметь высокую цену, и, прежде чем решаться на покупку, надо оценить ее рентабельность.
Нужен в домашней мастерской подобный станок или нет – решать самому мастеру, можно лишь привести несколько аргументов в пользу покупки:
- производство вагонки в домашней мастерской позволит заметно сэкономить на строительном материале;
- изготовленная своими руками продукция будет заведомо более высокого качества, чем аналогичная, поступающая в продажу;
- станок может стать источником дополнительного заработка ввиду ощутимой разницы в цене между обрезной доской и готовой вагонкой.
Также нельзя забывать и о том, что данный станок многофункционален. Сфера его применения не ограничена производством вагонки. С его помощью можно изготовить ряд других профилированных изделий из дерева, среди прочего: наличники, плинтусы, фигурные рейки для всевозможных рамок.





Требования к конструкции станка для производства вагонки
- Стандартная высота рабочей поверхности стола – 800 мм. Хозяин мастерской может изменить этот размер в соответствии со своим ростом.
- Поверхность стола делают из полированного материала. Это обеспечит лёгкое и беспрепятственное перемещение деревянной заготовки. Обычно столешницу делают из стального или алюминиевого шлифованного листа. Иногда, для покрытия стола берутся использовать листы МДФ, но в этом случае столешница при интенсивной эксплуатации быстро изнашивается. Станок можно покрывать текстолитом.
- Силовое устройство состоит из электродвигателя, оснащённого лифтовым подъёмником. Часто устанавливают ручной фрезер, который уже снабжён лифтом. Головка оси фрезера должна быть приспособлена под смену фрез разного размера.
- В рабочей зоне нужно обязательно установить сопло для отсоса древесной пыли. Соответственно сопло присоединяют шлангом к пылесосу.
- Снизу стола фрезер крепят к монтажной пластине, установленной с нижней стороны столешницы. От толщины пластины во много зависит максимальный вынос фрезы над поверхностью рабочего стола.
- Прижимные устройства (параллельный, поперечный упор и толкатель) должны обезопасить руки оператора во время работы от случайного соприкосновения с режущей поверхностью фрезы.
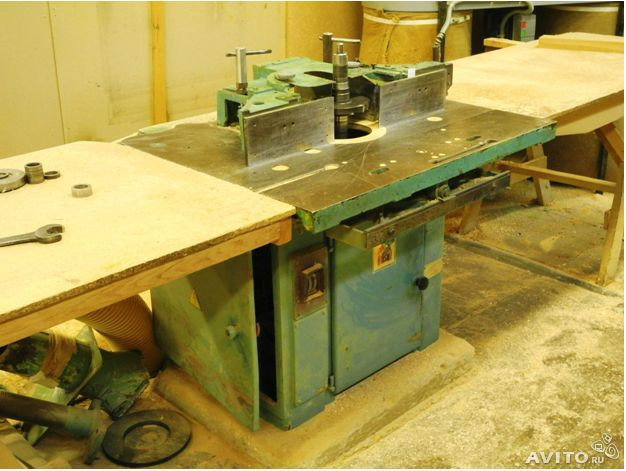
Конструкция станка
Самодельные станки для изготовления вагонки – это фрезерное оборудование. Промышленный станок такого назначения представляет собой достаточно сложное и дорогостоящее оборудование, рассчитанное на массовое производство облицовочного материала.
Существует много вариантов изготовления своими руками станков для производства вагонки. Оборудование состоит из 3 основных частей:
- 1. Станина.
- 2. Рабочий стол.
- 3. Фрезер.
Станина
Опорную часть рабочего стола лучше всего делать из сваренных металлических деталей. Опоры делают из уголков 50 х 50 мм. Боковые стороны верстака обшивают стальным листом толщиной 2 мм. Станину собирают также из строительной фанеры. Если станок не будут интенсивно использовать, то для изготовления станины подойдёт любой прочный материал.
Стол должен иметь проём для размещения в нём силового агрегата и свободного расположения ступней ног оператора во время работы станка.
В некоторых случаях, в качестве станины стараются использовать старый деревянный стол. Но лучше этого не делать. Старые деревянные конструкции крайне ненадёжны. Во время работы станок подвергается динамическим нагрузкам. Поэтому все расшатанные узлы стола нужно обязательно укрепить.
Надо предусматривать ситуации, когда станок нужно переместить в другое место. Поэтому станина не должна быть чрезвычайно тяжёлой.
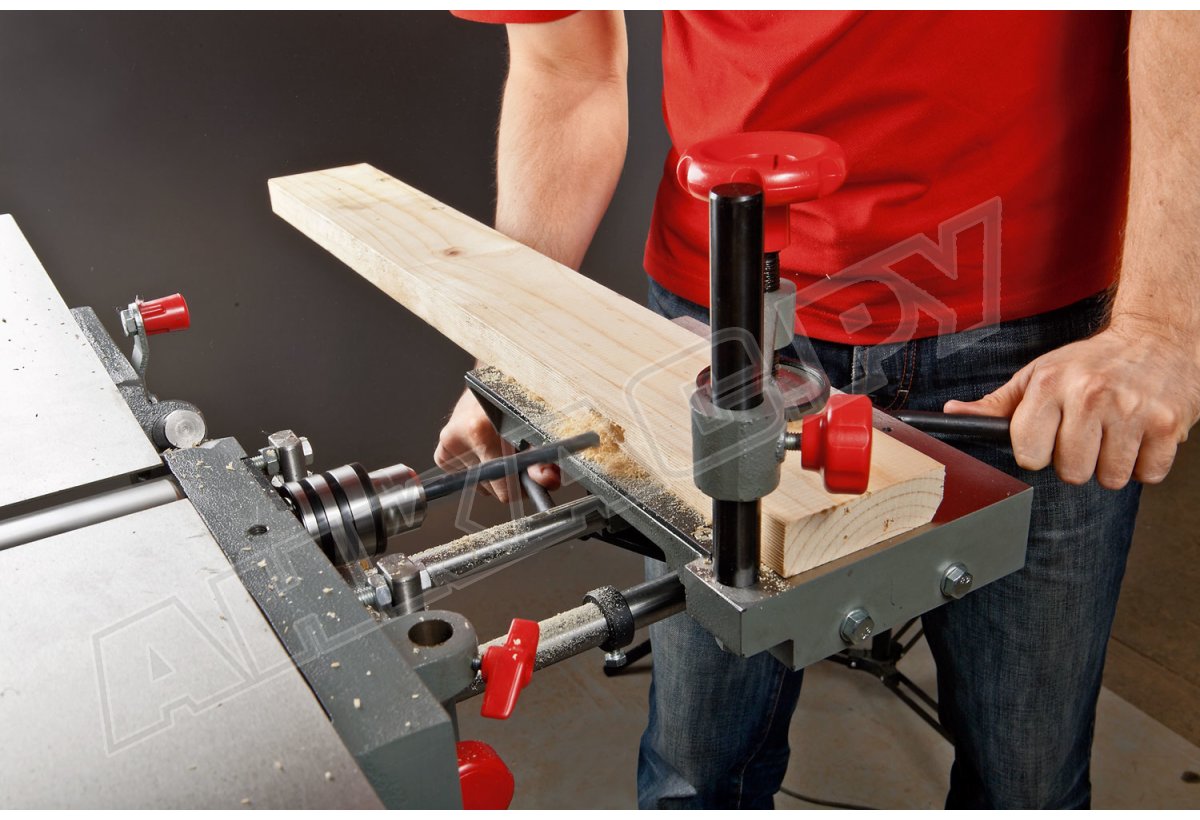
Рабочий стол
Процесс производства вагонки своими руками заключается во фрезеровании доски с двух сторон. Рабочий стол должен обеспечивать скольжение сырья по своей поверхности. Кроме того, изготавливаемая вагонка своими руками должна точно направляться упорами.
Использование ручного фрезера для резьбы
Существенно можно облегчить процесс резьбы по дереву ручным фрезером. Этот специальный электрический станок позволяет намного быстрее выполнять практически все виды художественной резьбы. Исключение составляет только скульптурная и выемчатая резьба. Ручной фрезер для резьбы по дереву – специализированный инструмент для обработки древесины. Главные детали инструмента – это фрезы, головки с режущими деталями разных форм, каждая из которых имеет свое назначение:
- профилирование кромок деревянных деталей;
- фрезеровка декоративных и технологических пазов различной конфигурации;
- изготовление необычных деталей;
- создание ручным фрезером художественных резных изделий.
С помощью фрезера легко изготовить разные элементы резьбы по дереву:деревянные наличники, резной плинтус, резные карнизы и самый разнообразный погонаж.
Ручным фрезером с большой эффективностью можно изготавливать эксклюзивную резную мебель на заказ. Художественная резьба ручным фрезером чаще всего производится галтельными и V-образными фрезами, которые позволяют делать гравировку нужной длины. Дисковые типы фрез предназначены для пропиливания прямоугольных пазов.
Как проводить монтаж
Весь процесс мы разобьем на 3 части:
- Подготовительные работы.
- Сооружение каркаса.
- Крепление вагонки к стене или потолку.
Помните, что важно не только соблюдение технологии, но и использование качественных материалов и инструмента. Гвозди также имеют отличия. Гвозди также имеют отличия

Гвозди также имеют отличия
Этап 1 – подготовка
Для начала вам стоит запастись всем необходимым, перечень указан в таблице.
| Материал | Рекомендации по выбору |
| Вагонка | Используйте материал с влажностью не более 14%, иначе после крепления вы рискуете обнаружить деформированные элементы |
| Брусок | Из него будет создаваться каркас, чаще всего используется вариант сечением 30х30 или 40х20 мм. Материал также должен быть сухим |
| Гвозди | Разберемся, какими гвоздями прибивать вагонку. Для работы будет использоваться финишный вариант с уменьшенной шляпкой, длина должна быть не менее 30 мм, если отделочный материал толстый, то и все 40 мм. Отлично подходят оцинкованные гвозди, они и коррозии противостоят хорошо, а цена ниже, чем у других вариантов |

Финишные гвозди – лучшее решение при креплении вагонки
Технология прибивания вагонки своими руками предполагает наличие определенного набора инструмента:
Для крепления будет использоваться обычный молоток. Использовать нужно небольшие варианты весом от 300 до 500 граммов;

Молоток есть почти в каждом доме
Чтобы не повреждать вагонку молотком, необходимо использовать специальное приспособление – добойник. С его помощью можно забивать гвозди, не ударяя по дереву;

Самодельный добойник делается за несколько минут
- Резка материала производится с помощью ножовки с мелким размером зуба;
- Крепление каркаса может производиться двумя способами. Для бетонных и кирпичных стен необходим перфоратор и дюбеля. Для деревянных поверхностей – саморезы и шуруповерт.
Этап 2 – сооружение каркаса
Прежде чем прибивать вагонку, необходимо соорудить прочное основание:
Для начала вам нужно проверить основание уровнем, чтобы выяснить, насколько кривые у вас стены. Далее производится разметка линий расположения брусков. Помните простое правило – если вагонка будет крепиться вертикально, то каркас располагается горизонтально и наоборот;
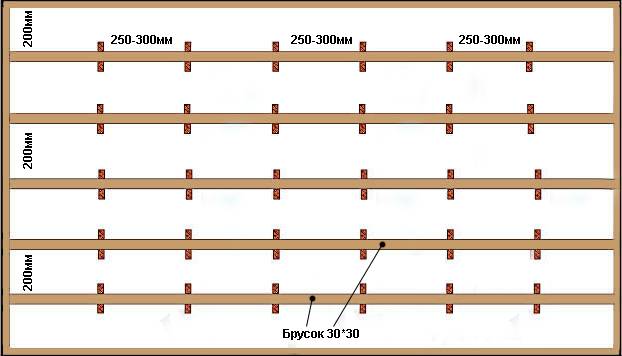
Проще всего заранее набросать схему конструкции, чтобы четко представлять, как она должна выглядеть
По линиям крепится брусок, если стены ровные, то можно фиксировать его прямо к стене, а если есть неровности, то лучше закрепить подвесы через каждые 50 см. Затем подвесы загибаются, ставится брусок, выравнивается по уровню и фиксируется в нужном положении. См. также статью отделка кухни вагонкой.

С помощью подвесов выставить каркас ровно не составит труда
Этап 3 – крепление отделки
Мы пришли к главному этапу и рассмотрим, как правильно прибить вагонку. Инструкция состоит из следующих действий:
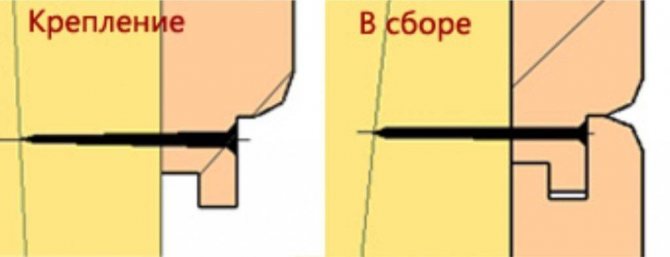
Для начала разберемся, как прибивать вагонку гвоздями вертикально. Первый элемент ставится шипом в угол и закрепляется гвоздями через паз, они располагаются под углом 45 градусов, чтобы не мешать стыковке следующего элемента.

Загоняем гвоздь несильными ударами молотка
Работа продолжается просто: шип следующего элемента вставляется в паз предыдущего, после чего через деревянный брусок элемент можно подбить поплотнее и закрепить.

Следующая планка прибивается аналогично
Теперь рассмотрим, как прибивать гвоздями вагонку при горизонтальном расположении. Тут самое главное – правильное расположение, паз всегда должен смотреть вниз, а шип вверх, тогда в выемках не будет скапливаться влага. Работа ведется сверху-вниз, так как нужно забивать гвозди в паз.

Горизонтальная отделка смотрится отлично
Если мы прибиваем вагонку через верх, то работа будет немного отличаться. В панели заранее забиваются гвозди так, чтобы они не выглядывали с обратной стороны. После этого элемент ставится на место, подбивается через кусок вагонки, и только после этого гвоздики через добойник забиваются вровень с поверхностью отделки.

Гвозди добиваются после уплотнения стыков
Этот вариант тоже можно использовать
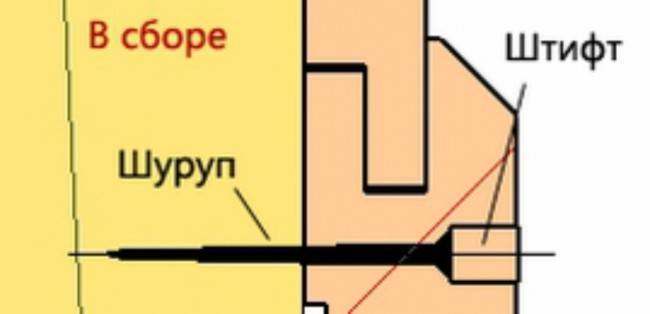
Надеюсь, вы разобрались, чем прибить вагонку и как это сделать правильно. Чтобы было еще понятнее, ниже показана схема, на которой показано правильное положение гвоздя, когда он и держит надежно, и стыковке следующего элемента не мешает.

Вот так выглядит технология крепления
И еще один вариант, как прибивать евровагонку. В ней, как известно, очень широкий шип, поэтому можно фиксировать элементы прямо через него. Место крепления закрывается следующей панелью, и все выглядит отлично.
Евровагонку можно крепить и так
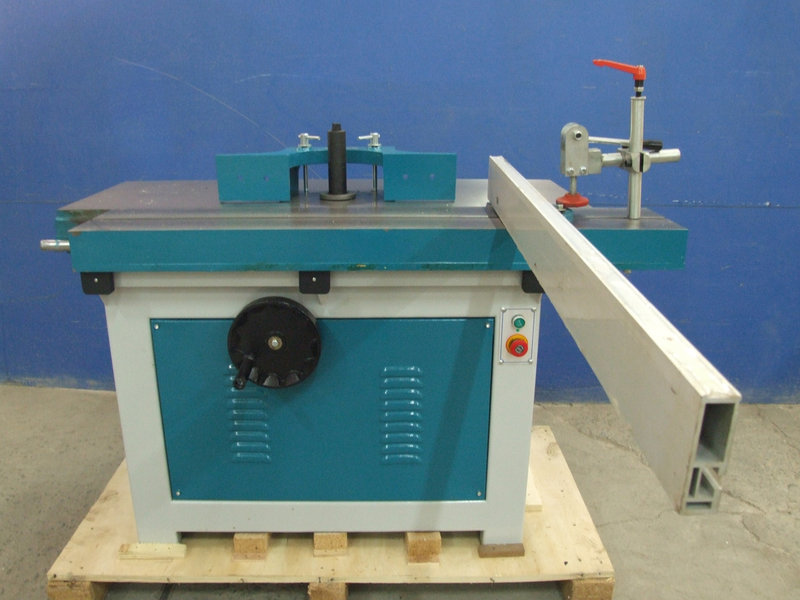
2 Станок для создания вагонки
Если для небольшого производства (с малыми объемами) необходимо оборудование, идеально подойдет четырехсторонний станок модели «Старт 160». Его основная функция – плоскостная и фасонная обработка пиломатериалов. Скорость подачи – 20 м/мин, ширина – 160 см.









2.1 Конструкция станка
Достичь фигурного профиля вагонки можно лишь с помощью специальных фрез. Для образования профиля вагонки можно использовать обычное фрезерное оборудование, но такой станок может обрабатывать лишь по одной грани за один проход. Поэтому шлифовку и обработку нужно будет проводить другими инструментами.

Трехсторонний фрезерный станок для производства вагонки
Этот вариант не подходит для большого производства, так как производительность будет небольшая.
Более удобно применять четырехсторонний станок для изготовления евровагонки. Он позволяет обрабатывать сырье одновременно с четырех сторон.
Технические особенности:
- Сложная конфигурация. Станки выполняют большое количество операций. Станину оснащают шпинделями (до восьми штук). Это нужно для изготовления стандартных размеров евровагонки и по индивидуальным заказам.
- Высокая скорость производства изделий. Это возможно благодаря мощным механизмам захвата и подачи заготовок из дерева.
- Основание под станок – стол высокой прочности. На столе располагается рабочий механизм станка, который имеет внушительный вес.
- Машина оснащена кожухами. Они защищают внутреннюю часть устройства от мусора и пыли.
- Минимальная погрешность в производстве. Точная подача деревянных брусьев.
2.2 Выбор станка для изготовления евровагонки
Для начала необходимо определиться с моделью машины и проверить качество оборудования.

Четырехсторонний станок по производству вагонки с малой степенью автоматизации
При покупке нужно учесть следующее:
- Производительность станка. Оптимальным вариантом для производства изделий является четырехсторонний станок со средней скоростью подачи заготовок.
- Масштабное производство предполагает использование оборудования с высокой скоростью подачи материала.
- Стоимость станка прямо пропорциональна стоимости фрез.
- Машина с высокой мощностью будет обеспечивать процесс изготовления с минимальной погрешностью.
- Основание станка должно быть прочным. Не допустимы вибрационные помехи во время производства.
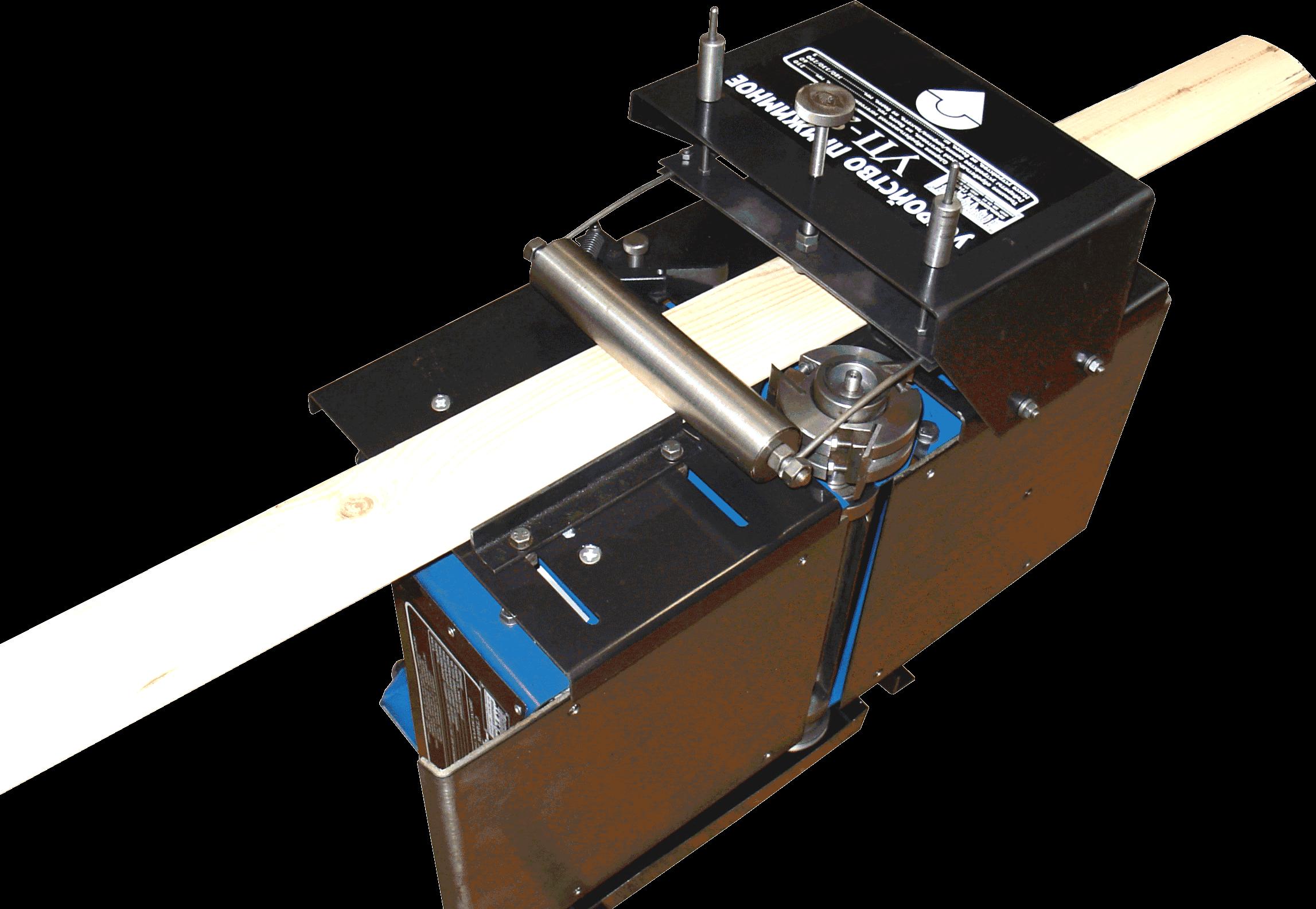
2.3 Станок в домашних условиях своими руками
Для изготовления евровагонки необходимо устройство, которое будет обрабатывать заготовку с четырех сторон. Поэтому создание конструкции своими руками будет отличаться сложностью.
Основным параметром в характеристики станка является сечение готового материала.
Для начала нужно собрать каркас своими руками (стол и рама)
В домашних условиях важно качественно сварить все детали. Для изготовления станка используют листовое прочное железо, так как рабочая поверхность должна быть узкой, длинной и устойчивой
В центре листа нужно сделать отверстие. В процессе сборки туда устанавливаются валики. Электромотор контролирует их движения. Размер листа позволяет создавать вагонку с большим сечением и лучшими эксплуатационными свойствами.
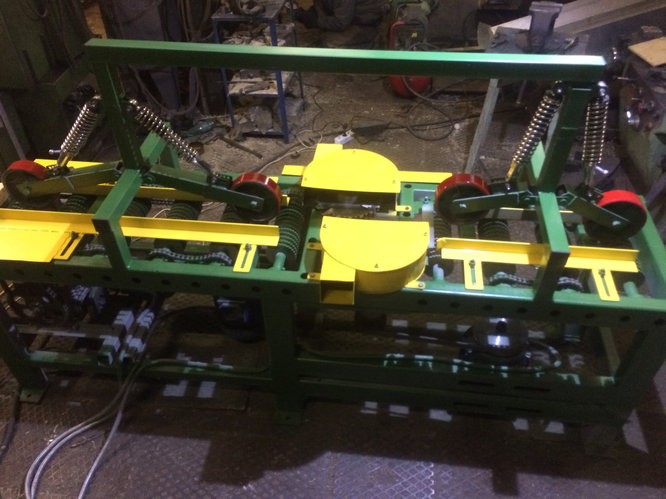
Самодельный станок для изготовления вагонки
Самодельный аппарат должен быть как можно тяжелее. Чем больше вес, тем меньше вибрация. Вибрация устройства может сильно повлиять на качество вагонки.
Далее, необходимо сделать ножевой вал своими руками. Основную режущую деталь лучше приобрести фабричного выпуска. Сделать ее самостоятельно практически невозможно. Для крепления ножей и валов лучше применять прочные болтовые крепления и туго их затягивать.
Большая мощность не позволит добиться аккуратной обработки, меньшая – не разрежет древесину. В качестве бюджетного варианта можно взять старый двигатель из другого устройства. В последнюю очередь занимаются установкой прижимных роликов. С их помощью материал фиксируется на рабочем столе. Ролики можно приобрести в специализированном магазине или использовать старые.
Самостоятельно собрать станок возможно при наличии опыта работы с фабричным оборудованием. Новичку заниматься сборкой небезопасно. Во время эксплуатации режущего оборудования важен правильный уход и исправность инструментов. Нужно вовремя производить заточку и проверять наличие сколов.





