

Станки и оснастка для холодной ковки
Основное оборудование для художественной ковки своими руками представляет собой станки и приспособления нескольких типов с ручными приводом. Электропривод применяется нечасто, т.к. обусловленный им прирост производительности не всегда равноценен сложности изготовления и затратам на электричество. Впрочем, об электроприводе для домашних ковочных станков мы еще вспомним, пока займемся «ручниками». Практически все элементы изделий на рис. в начале можно сделать на станках следующих типов:

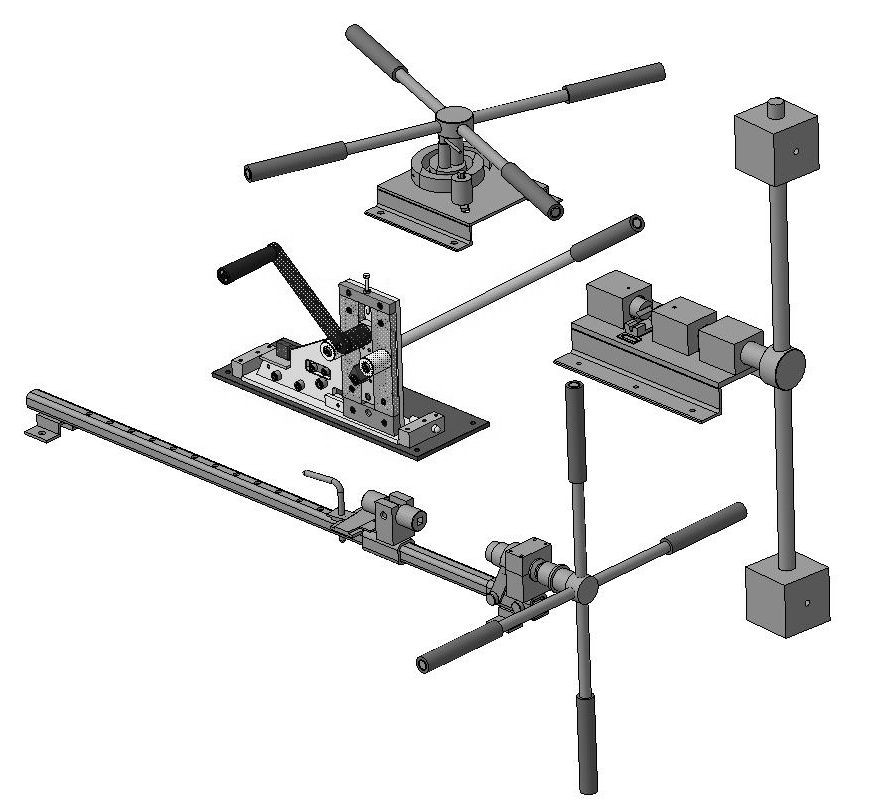
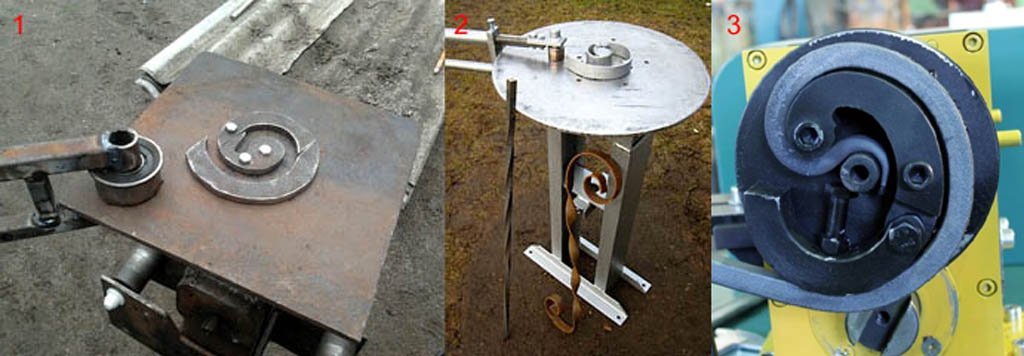
Виды станков для холодной ковки с ручным приводом
- Твистеры (закручиватели), поз. 1 на рис. – формируют плоские спирали и др. завитки с узкой сердцевиной (ядром).
- Торсионные станки, поз. 2 – позволяют получать винтовую крутку прутка и элементы из объемных спиралей, т. наз. филаменты: корзинки, фонари, луковицы.
- Инерционно-штамповочные станки, поз. 3 – на них концы прутьев расплескивают в фасонные наконечники (поз. 1 на рис. ниже), штампуют декоративные хомуты для соединения деталей узора (поз. 2 на том же рис.), выдавливают мелкую волну и рельеф на длинномерных деталях.

Концы прутьев и хомуты художественной ковки
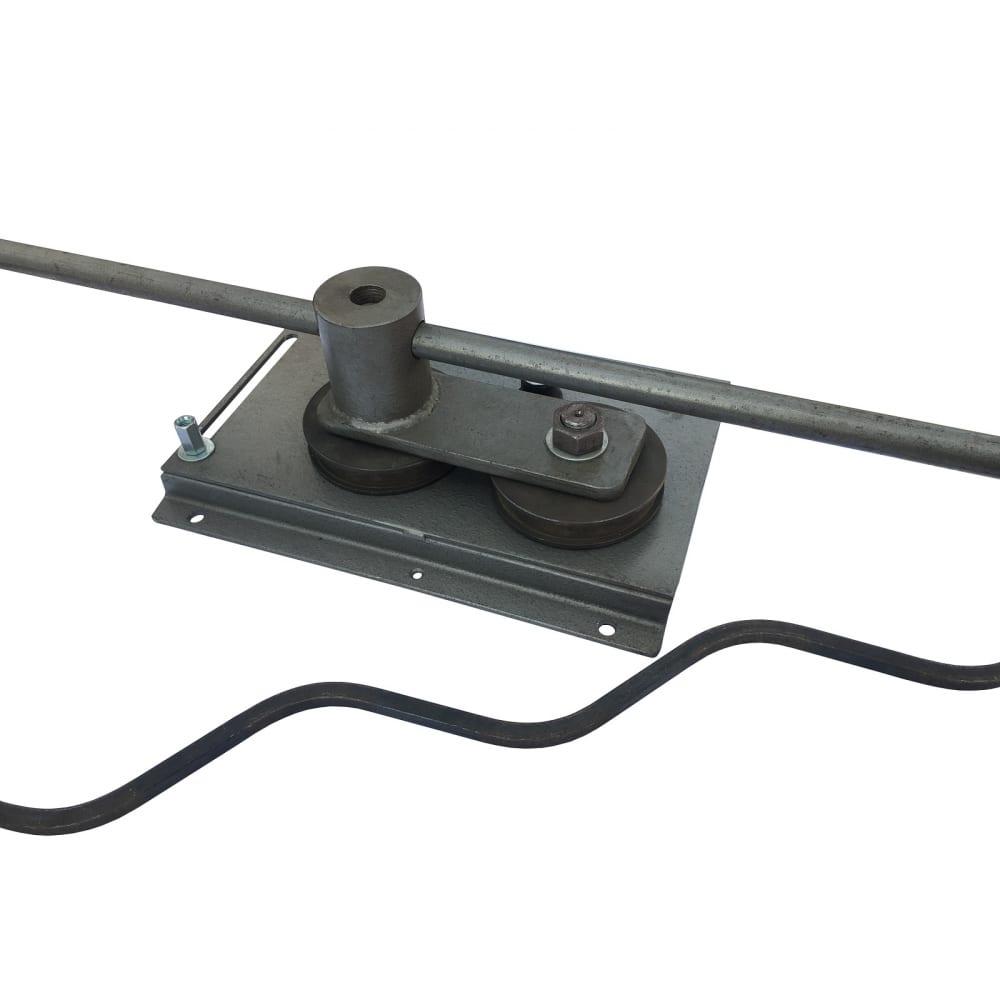
Гибочные станки бывают нажимными, протяжными и комбинированными, поз. 4. Первые позволяют получать только волны и зигзаги; протяжные – кольца, завитки и спирали с широкими ядрами, а последние все эти виды изделий.
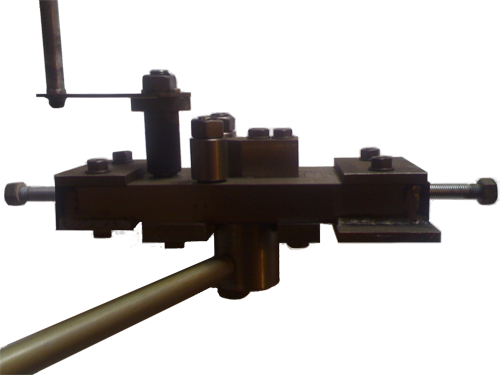
Что такое гнутики?
Приспособление гнутик для холодной ковки
В техническом просторечии гибочные станки называют гнутиками. Однако в любительской и частной металлообработке наименование «гнутик» утвердилось за настольным приспособлением для получения волн и зигзагов, см. рис. справа. Меняя в гнутике ролик или клин, можно в некоторых пределах варьировать шаг и высоту волны или угол зигзага.
Гнутик для прутьев/труб до 12-16 мм стоит сравнительно недорого, но сделать его самому дома сложно: нужна точная обработка спецсталей. Попробуйте-ка обычной электродрелью обычным сверлом по металлу просверлить обычный рожковый гаечный ключ. А в гнутике рабочие нагрузки много выше, чем на его губках. Поэтому гнутик лучше купить, он и помимо ковки на хозяйстве пригодится для изготовления элементов сварных металлоконструкций, как трубогиб для мелких толстостенных прочных труб и в др. случаях.
Изготовление элементов, как делать
Начинать изготовление нужно с эскиза элемента. Если это возможно, то выполнить его в натуральную величину.
Холодная ковка и сварка, решетка из завитков с хомутами
В зависимости от имеющегося оборудования подбирается материал. Ручная оснастка не может согнуть пруток толще 14 мм.
На специальной оснастке изготавливаются:
- лапки, пики (завершающие элементы концов деталей);
- спирали, завитки;
- кольца;
- корзинки (два прутка закрученные вокруг продольной оси по винтовой поверхности);
- прутки или полосы закрученные вокруг своей оси.
Технология изготовления основана на трех основных операциях: вытяжка, гибка, кручение.
Сборку элементов в единую композицию собирают при помощи заклепок, хомутов или сварки. Сварка самый простой и эффективный способ.
При окончательной отделке изделие зачищают и наносят декоративное покрытие.
Длина, размеры заготовок
Важно! Для изготовления элементов холодной ковкой необходимо правильно рассчитать размеры заготовки. Ошибку при выполнении работы исправить будет зачастую невозможно
С помощью эскиза, выполненного в натуральную величину, легко рассчитать длину заготовки. На линию, образующую контур элемента, наложить мягкую проволоку. Размер длины вытянутой проволоки будет соответствовать размеру развертки элемента. Если добавить небольшой припуск, то получим размер заготовки.
Справка. Разнообразие декоративных деталей из металла представляется производителями и поставщиками подобной продукции, которые собраны в разделе «Где купить или заказать кованые элементы».
Для измерения длины кривых линий применяется прибор под названием курвиметр. Зубчатым колесиком повторяют путь кривой, а на шкале выносится искомый показатель.
В проектировании деталей все больше применяются компьютерные программы. В них закладываются данные, которые оказывают влияние на геометрию детали при обработке холодной ковкой. Такая программа выдает готовые размеры заготовки.
Завитки
В видеообзоре представлен процесс гибки круглых прутков диаметром 10 мм. Мастером используется станок типа улитка со съемными кондукторами разных форм и размеров.
Цветы
В обзоре представлен полная и подробная инструкция изготовления цветка: от прорисовки элемента на металле до крепления детали в общую композицию.
Сборка устройства
Такой вариант станка используется для примера по причине его простоты. Зная основные принципы и последовательность конструирования оборудования, его можно модернизировать по своему желанию. Чтобы собрать все части оборудования в единое целое, необходимо будет воспользоваться:
- дрелью с твердосплавным типом сверл;
- аппаратом для сварки;
- пилой, разрезающей металл, либо ножовкой;
- металлическим полотном выбранного размера;
- круглой трубой из металла;
- прутом металлическим;
- разной величины подшипниками;
- болтами размером м8.
Чтобы собрать станок для холодной ковки своими руками необходимо воспользоваться проверенной последовательностью действий:
- Изначально необходимо собрать стойку, которая будет служить опорой. Для этого все ее составляющие (отрезы трубы одинакового размера и сочленения между ними с верхнего и нижнего краев) необходимо соединить в единое целое. Конструкция по внешнему виду может напомнить табуретку. Соединение проводить при помощи аппарата для сварки, а нарезаются отрезки пилой.
- Следующим шагом является нарезка листов из металла. Должны получиться круги равных диаметров и четыре треугольника, имеющих равные стороны. Элементы треугольной формы необходимо приварить на низ соединенной конструкции труб таким образом, чтобы подучилось нечто подобное пирамиде. Основание, которое имеет более широкую площадь необходимо приварить в центральной точке вырезанной окружности.
- Четыре планки, которые расположены горизонтально необходимо присоединить к кругу с уже приваренным элементом. Произвести это следует, используя болты, для этого понадобится дрель, чтобы проделать отверстия.
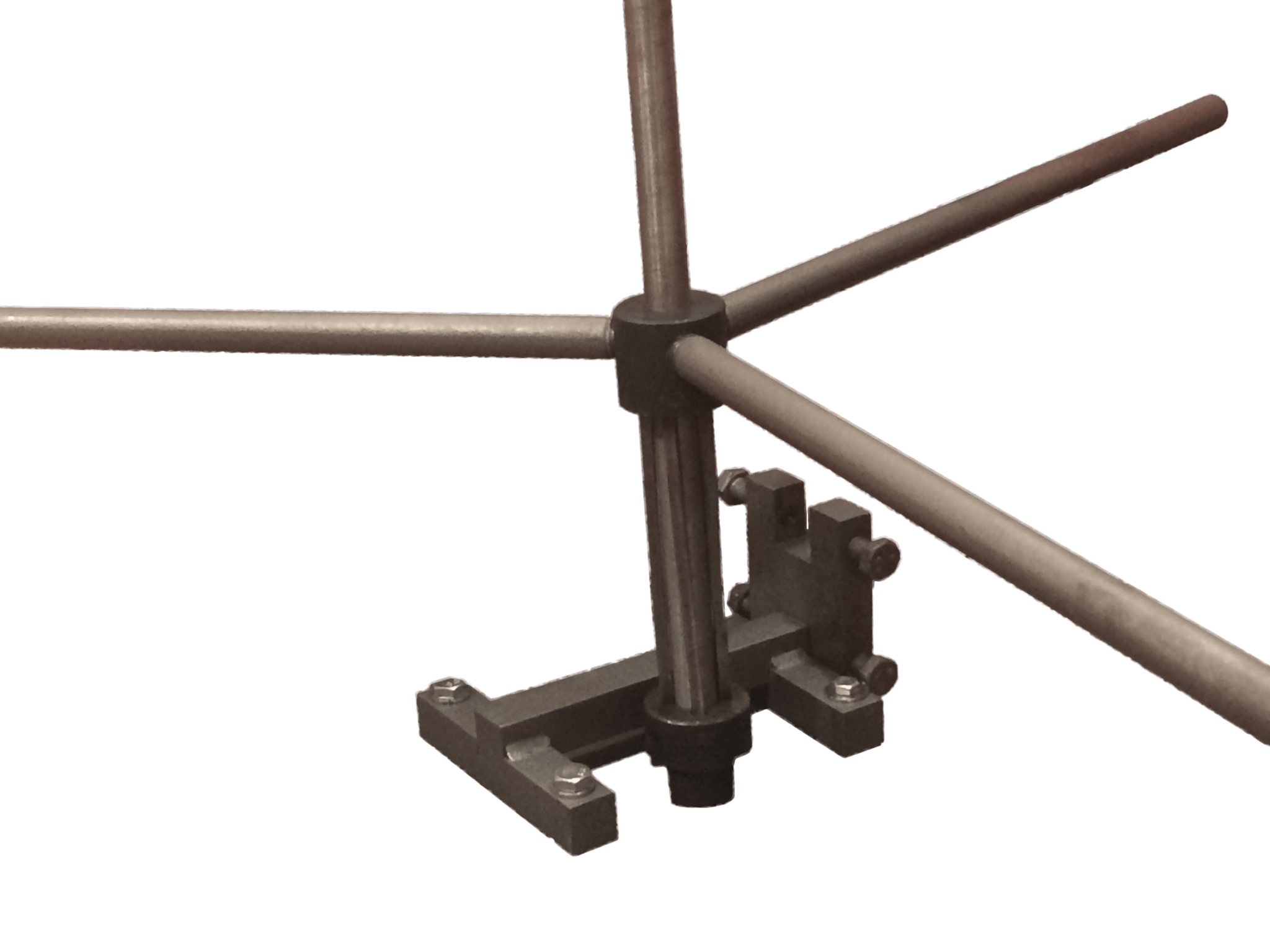
- Следующий шаг – сооружение рукояти. Чтобы это сделать нужно воспользоваться двумя прутьями различной длины. Определить их размеры можно, соотнеся их с диаметром круга. Один прут должен быть соизмерим с диаметром, другой немного превышать его размер. Сгибая первый прут, следует соблюдать угол в 30 градусов при этом. Оба прута после этого приварить друг к другу, после чего в нижнюю часть вварить еще один прут. Также должна быть перемычка между первыми двумя отрезками, к которой присоединяется сваркой рычаг, который должен сохранять направление в сторону сооружения из прутьев.
Подшипник для будущей вариабельности направлений в устройстве необходимо прикрепить к концу присоединенного рычага, а также к отрезку, находящемуся внизу конструкции. Верхний отрез служит креплением для катушки из металла, устанавливать которую необходимо горизонтально – она дает возможность загибать металл. С нижней стороны отрезка, где имеется свободный конец, следует проделать отверстие, равное по диаметру размеру сечения трубы.
Последнее действие в алгоритме действий при сооружении станка для холодной ковки своими руками будет соединение сконструированной рукояти с частью устройства похожей на «пирамиду». Фиксация этих элементов после одевания рукояти производится гайкой широкого диаметра, к которой предварительно необходимо приварить металлический круг, который позволит крепить сам шаблон для станка. Далее «улитка»-шаблон присоединяется сваркой.
Заключение
Кто решил всерьез заняться ковкой и сделать станок для холодной ковки своими руками, следует быть очень скрупулезными на этапе создания чертежей и расчетов. В остальном процесс создания достаточно прост, а разобравшись в принципе конструкции оборудования, можно придумывать ему различного рода вариации, которые помогут совершенствовать изделия.





Изделия и элементы
Каждый отдельно взятый элемент холодной ковки изготавливается на индивидуальном, специально приспособленном для этого станке или оснастке. Спирали и завитки – на станках «Улитка», разнообразные дуги – на станках «Гнутик», «Объемник», трубогибах и т.п. Лишь собранные дизайнером в один единый комплекс в готовом изделии, они представляют художественное произведение.
Прозрачный забор, холодная ковка. Фото Интеграл
Так получаются оригинальные заборы, оконные решетки, беседки, предметы домашнего интерьера и много других предметов, украшенные элементами из арсенала холодной ковки. Фото различных предметов собраны в отдельной статье, иллюстрации демонстрируют разнообразие производимых по методу холодной ковки изделий.
Готовые изделия и элементы можно подобрать на свой выбор и приобрести на сайтах производителей и продавцов, которые собраны в соответствующих разделах.
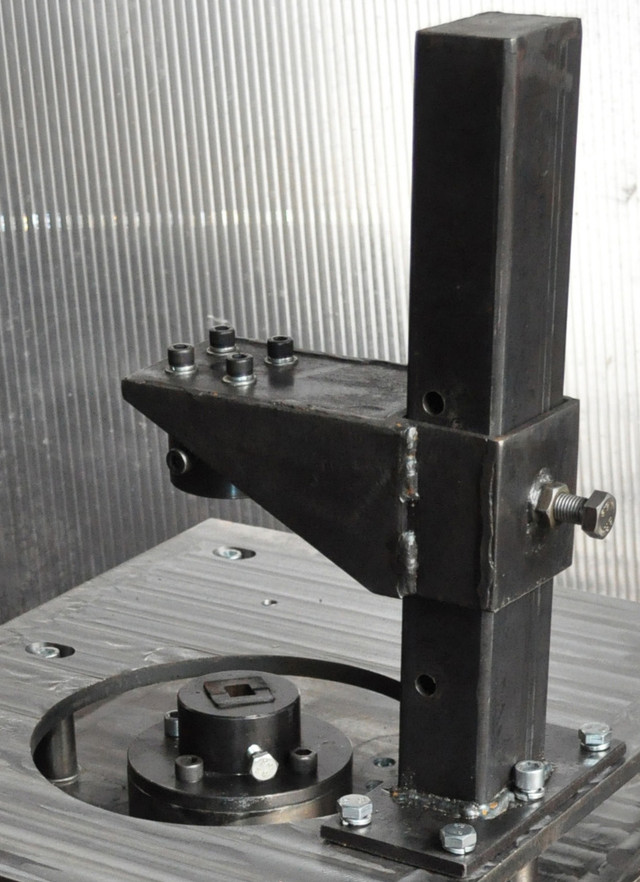
Торсионный станок
Предназначен для перекручивания разлисных деталей. Имеет следующие узлы сборки:
- Каркас (основание, опорная рама);
- Подвижный и статистический зажимы (тиски);
- Рукоять для проворачивания (скручивания). Чем она длинее, тем меньше нужно прилагать усилий. С другой стороны, ничто не мешает подключить к подвижному зажиму электродвигатель, чтобы не скручивать металл вручную!
Принцип работы торсионного станка
Стальная балка станет основой будущего станка. К одной стороне следует приварить лист стали, на который при помощи болтов и гаек крепятся тиски. Чтобы в будущем металл не выскакивал во время работы станка к нижней и верхней части тисков крепятся пластины.
На другую сторону балки крепятся ролики, на которые будет смонтирована рабочая поверхность станка. В дальнейшем, на противоположный конец следует закрепить еще одни тиски с подвижными элементами и проследить, чтобы конструкции на двух сторонах располагались на одном уровне.
Далее следует закрепить стальную ручку, прикрепить редуктор, двигатель и штурвалы, после чего выполнить стальной защитный кожух для готовой конструкции, оборудованной подвижным и неподвижным блоками.
О соединении элементов и покраске
Зачастую мастер делает не цельное изделие, а сборные элементы. Методов соединения готовых сборных элементов довольно много. Самым распространённым и надёжным считается сварка. Таким образом, к примеру, можно собрать ворота из металла: ковка отдельных деталей сначала, затем сварка всех элементов.
Другой вариант — хомуты. Здесь детали конструкции соединяют (связывают) между собой металлическими хомутами (скобами). Довольно надёжно, но чаще применяется при горячей ковке.
Чтобы сделать готовое изделие более красивым, презентабельным, уберечь от коррозии, его красят. Для этого подойдут молотковые, кузнечные или МЛ краски. Кисти будет недостаточно, так как у кованых изделий много изогнутых, труднодоступных и невидимых деталей. Стоит приобрести краскопульт, пульверизатор, а также ватные тампоны.
Популярный вид декорирования — патинирование, проще говоря, искусственное состаривание. Придаёт изделию особенную эстетику в стиле ретро. Для этой цели на поверхность наносят специальные окислители, которые придают металлу зеленоватый налёт.
Изготовление улитки
Несколько устройств представлено на рисунке. Примерно так (в основе) и должно получиться.
Сборка улитки своими руками – это один из вариантов самостоятельного конструирования, когда давать рекомендации с указанием точных параметров всех составных частей не имеет смысла. Здесь необходимо ориентироваться на собственное представление о том, что и как будет гнуться (радиусы, количество витков спирали и так далее). Но если станет понятна суть процесса изготовления, то сама сборка сложностей не вызовет.
Устройство рабочего стола
Процесс холодной ковки требует приложения больших усилий. Если уже есть готовый верстак, то, возможно, придется его укрепить. При изготовлении улитки с нуля каркас стола делается только металлическим – швеллер, уголок, труба толстостенная.
Понятно, что столешница также должна быть металлической. В процессе работы улитки она будет подвергаться как статическим, так и динамическим нагрузкам. Следовательно, обычный лист железа не подходит. Только плита, и не менее 4 мм.
Разметка и монтаж «навесного» оборудования
Пожалуй, самый творческий этап работы. Своими руками можно сделать все. Но как, с учетом перспективы или ограничившись производством однотипных образцов?
Вариант 1. Самый простой. Смысл операции в том, что на столешнице прорисовывается контур спирали.
По сути, это эскиз будущих фигурных деталей, к примеру, из прутка. После этого достаточно из толстого полосового железа, согнутого по радиусу, вырезать несколько сегментов. Они привариваются к столешнице, и механизм для изгиба в основе своей готов.
Кому-то более привлекательным покажется такое исполнение – с цельной полосой.
Но практика показывает, что с такой улиткой работать сложнее. Например, при выемке из нее готового изделия возникнут определенные трудности.
Вариант 2. То же, но прорисовывается несколько контуров. Вдоль каждого высверливаются отверстия, в которых нарезается резьба. Остается лишь заготовить шаблоны для сегментов-упоров. Своими руками их делают, как правило, из плотного картона или фанеры.
По ним из металла изготовляются накладки, в которых после очередной разметки также высверливаются отверстия, совпадающие с посадочными «гнездами» в плите. Такая конструкция позволит на одном столе организовать производство спиралевидных заготовок с различными радиусами. Придется лишь, в зависимости от формы изгиба, устанавливать соответствующие сегменты в определенных местах. Их крепление к основе – болтовое. Можно поступить и по-другому. Вместо таких упоров ставить цилиндрические.
Для фиксации они притягиваются болтами (снизу плиты) или изготавливаются сразу с ножками (+ резьба) и вкручиваются в столешницу. С ними гораздо удобнее. А если есть собственный , то выточить своими руками – дело на пару часов.
Вариант 3. Приготовить несколько съемных модулей, которые менять по мере необходимости.
Сборка улитки
Устанавливается лемех, крепятся рычаги, боковой упор. Все это хорошо видно на рисунках.
В дело пойдет все, что есть в сарае (гараже, на чердаке) – обрезки труб, прутка, уголка и тому подобное. Если понятен принцип работы улитки, то никакие подсказки более и не требуются.
Проверка работоспособности
Это всегда подразумевается, поэтому без комментариев.
В принципе, сделать улитку для холодной ковки – это не так уж и сложно. Тем более что какого-то единого стандарта на подобные устройства не существует. Кто-то скажет – а не проще ли купить заводскую модель? Во-первых, как уже сказано, придется долго искать. Во-вторых, не факт, что ее возможности совпадут с фантазиями мастера. В-третьих, придется облегчить кошелек примерно на 19 000 (ручная) и на 62 000 (электрическая модель) рублей, как минимум.
Успехов в изготовлении улитки своими руками!являются универсальными декоративными элементами , применяющимися для дополнения дизайна разнообразных по форме изделий. Для изготовления деталей подобного типаиспользуется механизированное оборудование, а также ручные инструменты и приспособления . Некоторое оснащение продается по достаточно высоким ценам. Но существует также возможность изготовления (сборки) оборудования своими руками.


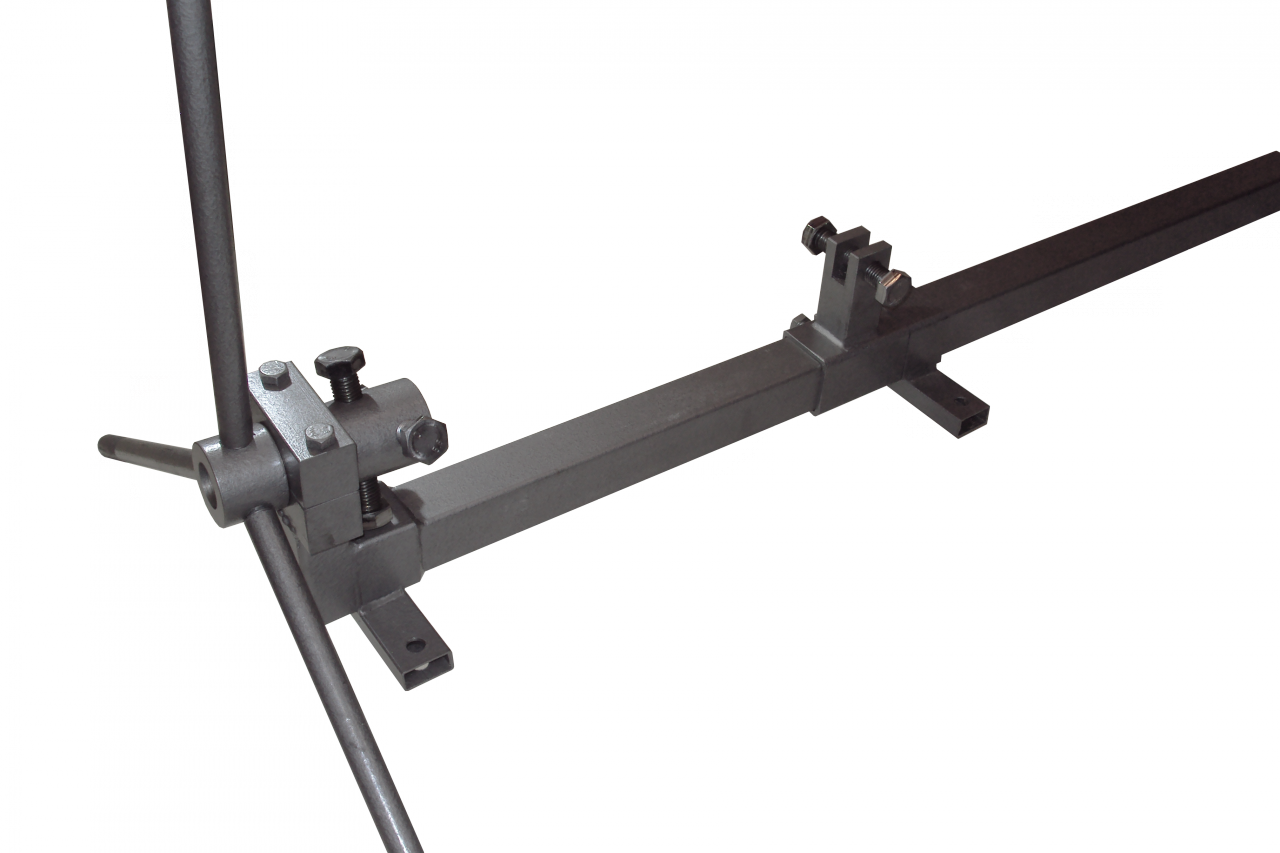

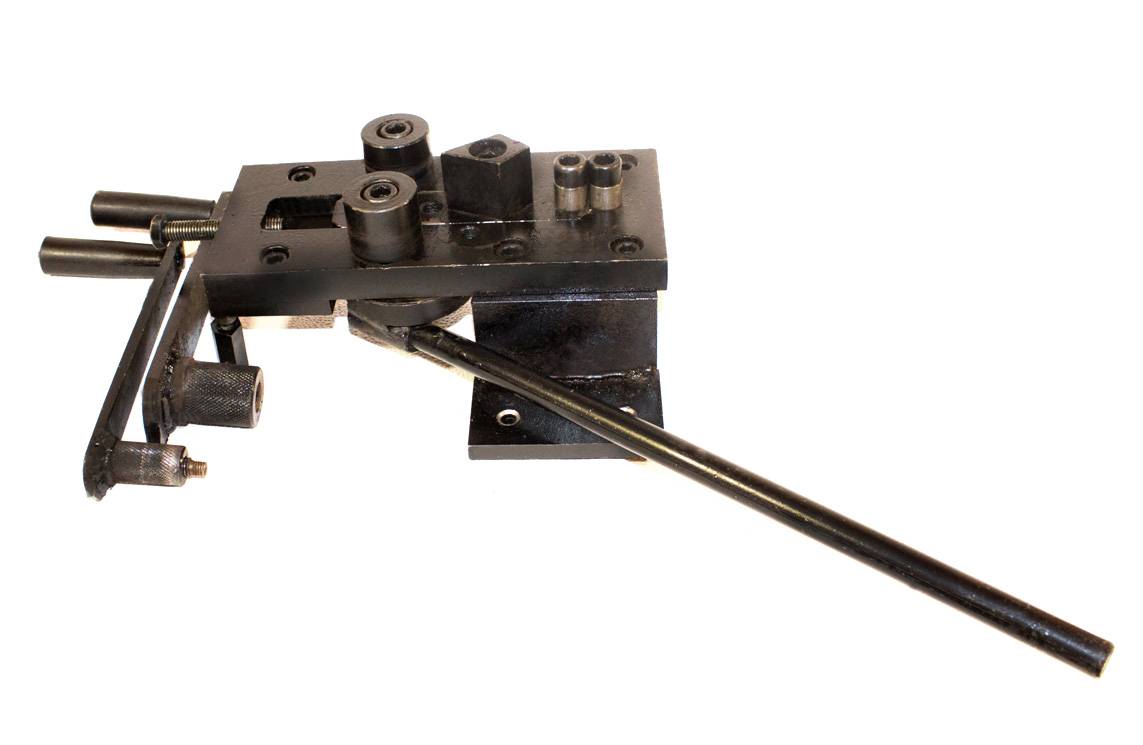
Торсионы от слова торс, торсионные станки
Технология создания завитков.
Скручивание вдоль торса, и этом сказано многое. Торсионный станок для холодной ковки предназначен для винтового продольного скручивания прутьев. Если разобраться, то скручивать их можно без станка: достаточно зажать в тисках один конец, подставить чурбак под другой конец, скручивать прут в направляющей трубе. Все просто, но мы говорим сегодня о художественной ковке, поэтому качество скручивания с учетом мельчайших нюансов – требование номер один. Поэтому скручивать прутья, хоть вдоль, хоть поперек, лучше с помощью станков.
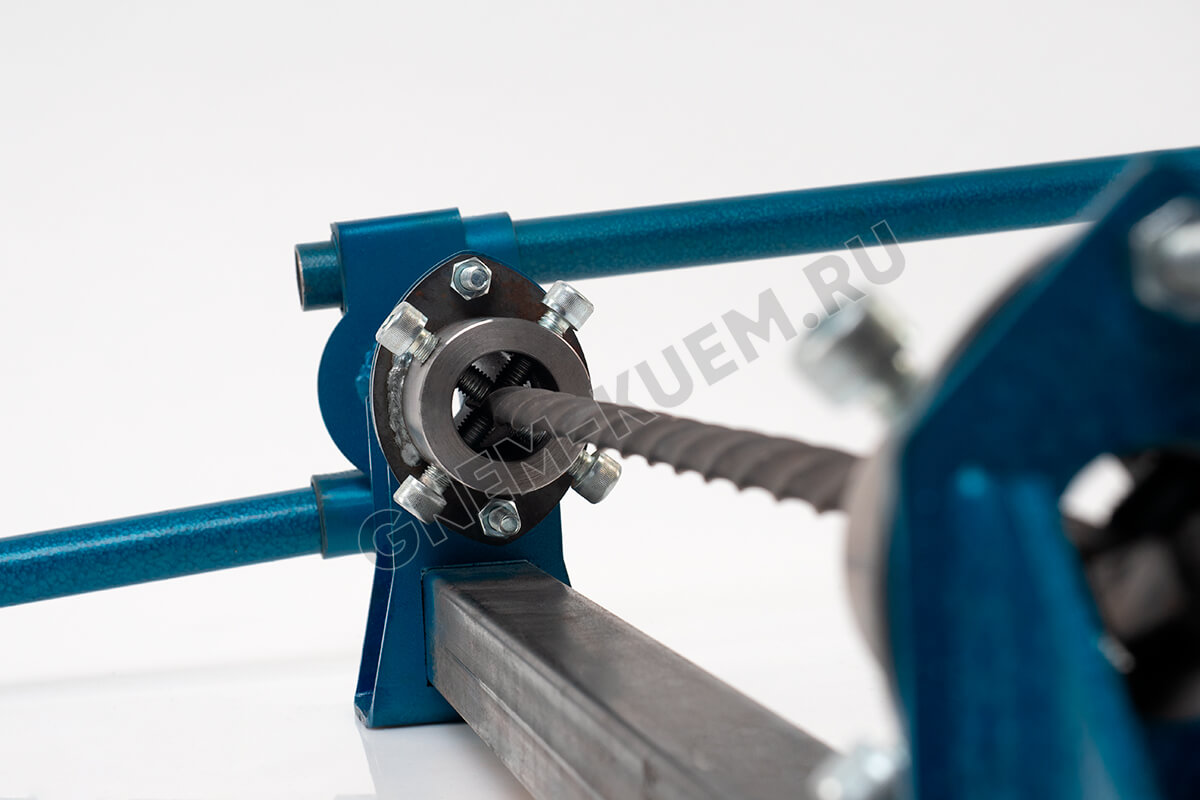
В отличие от твистеров, торсионное оборудование вполне можно сделать самостоятельно, подавляющее большинство торсионов в народе – самодельные. Для этих станков тоже нужна прочная станина с такими же прочными креплениями на опорной поверхности. Прутья в правильных торсионах удерживаются в патронах с квадратным сечением, которые фиксируются зажимами.
С шишками и фонариками придется повозиться – ветви из прутьев нужно разводить вширь вручную, что очень непросто и требует приличного навыка. Для качественных филаментов, предмета гордости кузнецов, на торсионах крепятся специальные бабки с шпинделями с винтовой подачей. Хлопотные элементы, но для воплощения художественных замыслов и эстетики металлов – без филаментов никуда.
Штампы для гибки.
Внимание! Торсионные станки – единственное кузнечное оборудование для холодной ковки, в котором электрический привод оправдан и целесообразен при любом объеме работ. Это действительно так, уж больно утомительная и нудная работа с ручным приводом шпинделя
Но это не главная причина. Ручным способом невозможно добиться равномерной скрутки, для этого нужно очень равномерное вращение.
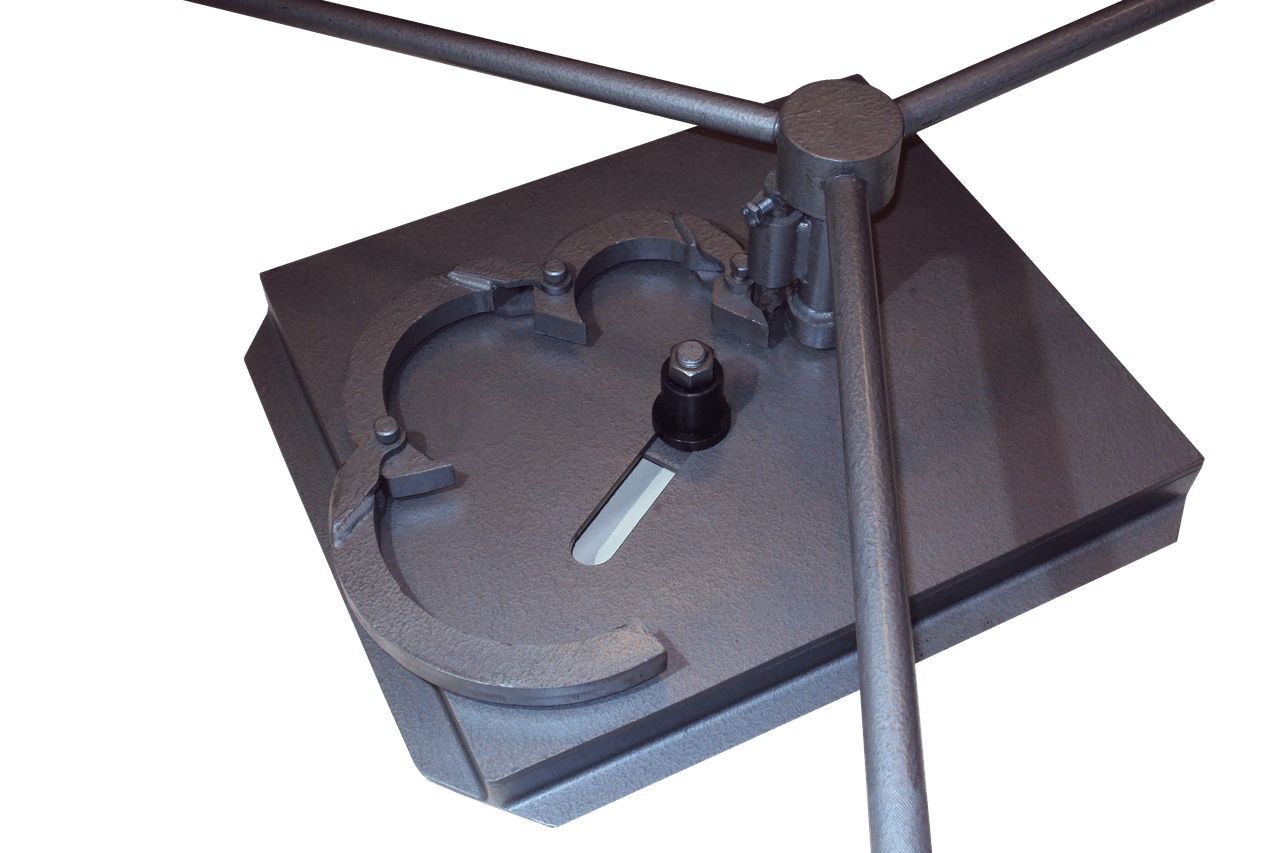
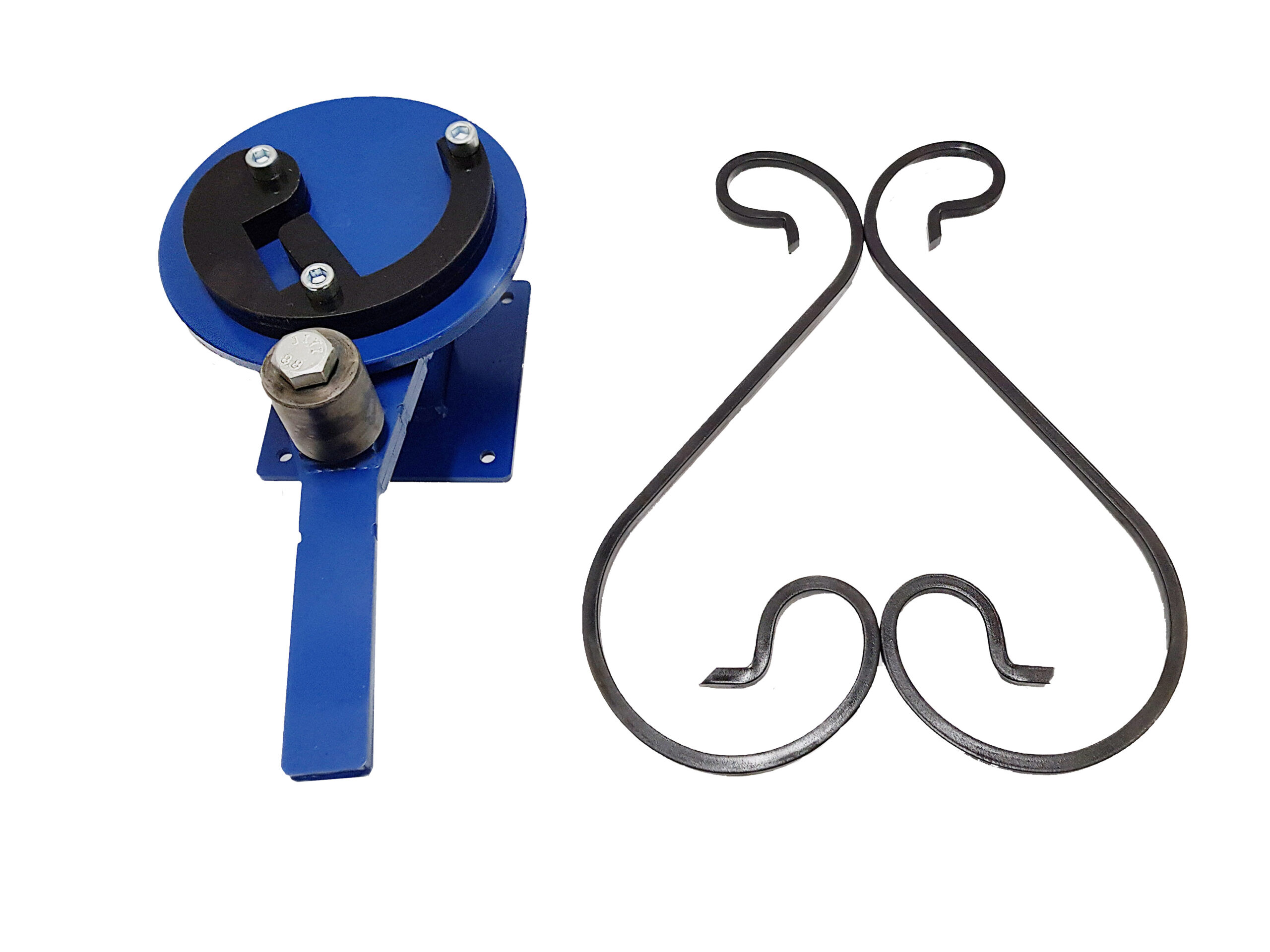
Как она работает, и какой она бывает
По своей сути – это деформация металлических прутков в виде их загиба. Чтобы пруток деформировался без нагрева, его нужно жестко фиксировать к шаблону станка. Такой станок не для слабых рук: прокрутка и деформация производятся с помощью ручного усилия.
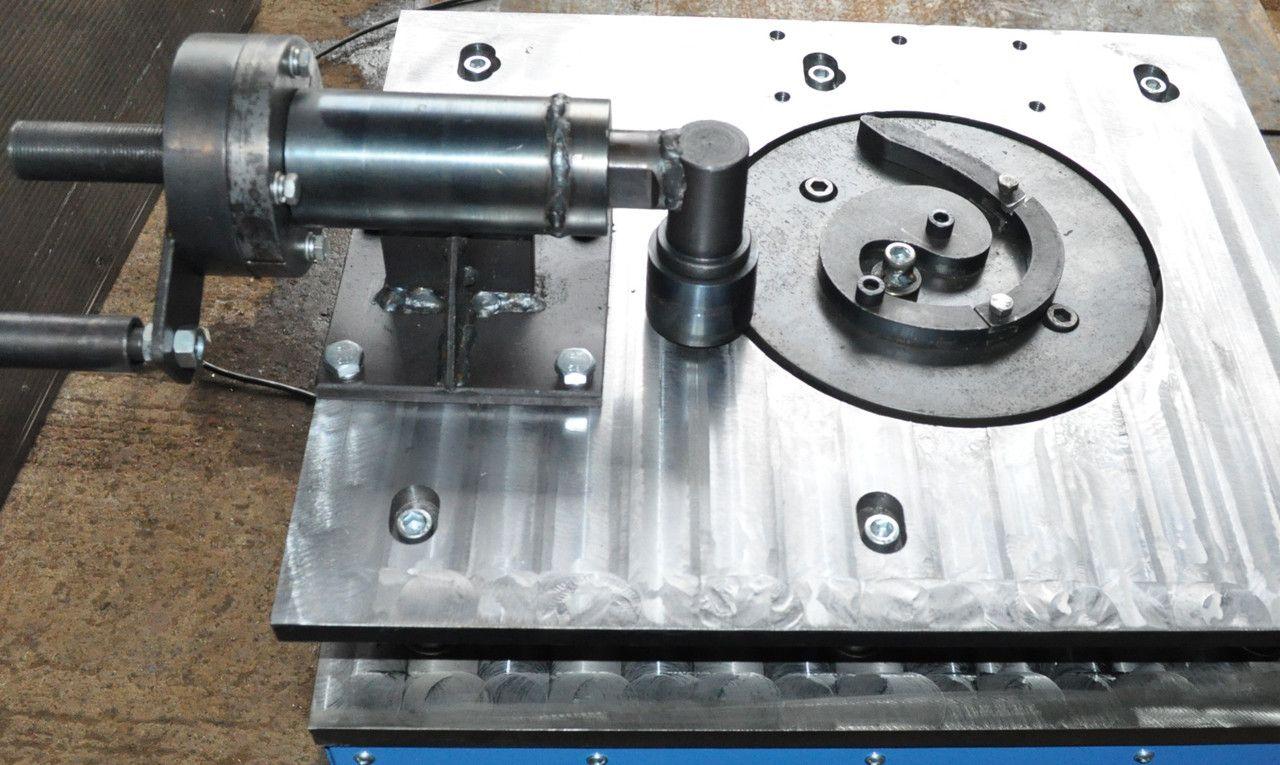
Улитка для ковки – чертеж. Станок может работать в виде двух разных конструкций:
- Самая простая опция – приваренный шаблон к основанию. Это монолитный кондуктор с единственным вариантом завитка в форме шаблона.
- Вариант, дающий больше разнообразия в завитках – несколько модулей с завитками разного диаметра, которые крепятся на одно основание.
Ручной привод также может быть представлен в разных опциях:
- Рычагом может быть любое подходящее приспособление.
- Рычаг, который прикреплен к станине и приводится в движение подвижным подшипником.
- В конструкциях посложнее применяются целых три рычага, которые вращают ось и прикрепленный к ней кондуктор.
Как сделать улитку для холодной ковки, какую опцию выбрать – проще или сложнее? Выбор зависит опять-таки от целесообразности, иными словами – от ваших производственных планов: что вы собираетесь делать, с какой производительностью и в каком количестве?
Компоненты станка и необходимые инструменты.
Станок для ковки своими руками состоит из определенных устройств. Среди которых обязательно должны быть:
- гнутик;
- улитка;
- волна;
- глобус;
- твистер;
- фонарик;
Этими приспособлениями пользоваться лучше всего. Улитка для холодной ковки своими руками понадобиться для сплетения стальных прутьев. Можно ознакомиться с фото, чтобы лучше разглядеть конструкцию и пример деталей. Кузнечное оборудование для холодной ковки металла отыгрывает важную роль в работе. Основным инструментом во время работу будет гнутик. Это весьма простой элемент.

Чтобы обработать трубы с шестигранным и круглым сечением используют «волну». «Фонариком» сгибают металлические прутья, а твистер чем-то на него похож, весьма удобное преспособление. Глобусом делается большая дуга из профильных прутьев.
Станки холодной ковки в большей мере выгоднее всего сделать самому, ведь далеко не все можно обработать ручными инструментами, а цена за станок для художественной ковки очень высока. Когда мастер за счет своих навыков с помощью своего оборудование создаст конструкцию, она будет неповторимой и особенной, пускай в чем-то и будет не такой качественной, как заводская. При изготовлении большого количества деталей, правильно будет создать кодуктор на электромоторе. Это облегчает процесс работы.
Станок холодной ковки своими руками должен быть приспособлен для таких видов работ, как гибка, закручивание и вытяжка.
В процессе вытяжки конструкция приобретает определённую форму. Поэтому она должна пройти через пресс, после чего сечения первостепенного материала станет меньше. Под гибкой подразумевается создание гнута в нужном угле. Для этого понадобятся шаблоны. Фото чертежей кованных изделий своими руками приготавливается заранее из которого и будет сделан шаблон. К стальной пластине прикрепляется завитушка, а сам лист закрепляется в держателе станка. В конце заготовке размещается прорезь, другой же конец закрепляется на месте. Используя рычаг, происходит влияние на окончание конструкции, которое необходимо провести по каждому изгибу пластины, которая используется как шаблон.
Ковка, гибка и штамповка
Чем отличается холодная ковка металла от, например, штампования? В штамповке материал не растекается совсем или делает это крайне слабо. Для примера следует осмотреть банку для пива – она выбита единственным ударом оголовья пресса для штампа.
Если это сложное изделие типа чайника, то пуансон будет раздвижной формы.
Пуансон для пресса
Естественно, что в домашних условиях очень тяжело орудовать этими прессами и ими тяжело делать кованные детали.
Если сравнивать холодную ковку с горячей – отличия видны сразу. При холодном варианте исходный материал не требуется нагревать. По сути, ковка такого вида – это наклепывание заготовки множеством ударов с применением необходимой силы. При этом изменяется структура материала: наружная часть становится более твердой, а внутренняя – способствует повышенной стойкости и вязкость детали.
Наклепывание производится с помощью механического молота. Его можно смастерить и самому, в чем-то это даже проще, чем изготовление некоторых станков для художественной ковки.
Холодная художественная техника – это гнутье или гибка металлической заготовки. Сама структура детали серьезно не изменяется, а переработанные физические и механические параметры не оказывают серьезного влияния.
Профессиональное прессовое оборудование
Легче обрабатывается металл в кузнице с применением специальных станков, они легко выполняют разные операции. Профессиональное оборудование включает в набор:
- ножницы — гильотину;
- кривошипные прессы;
- пресс-ножницы;
- листогибочные машины, прессы;
- гидравлические прессы;
- зигмашины;
- молоты;
- прессы для пакетирования металлических и других отходов и бумаги.
Популярными в использовании остаются гильотинные ножницы и листогибы, прессы с гидравликой и молоты. Ножницы для резки листов металла бывают с механическим, пневматическим, гидравлическим приводом с ЧПУ управлением или автоматикой.
Листогиб — это станок для прокатывания листа между вальцами, чтобы придать ему требуемую форму. В зависимости от ее формы используют однопроходный или многопроходный способ. На листогибах штампуется, рихтуется и загибается материал.
Использование пресса с гидравликой оправданно для холодной штамповки и обработки прессованием. Станок дает большое давление при малом усилии, поэтому его популярность в кузнечном деле всегда оправдана. Молот используется для ударов и пластической деформации формы, относится к основному оборудованию кузнечно-штамповочного цеха, отлично штампует листовые и объемные заготовки. Молоты в зависимости от привода различают пневматические, паровоздушные, высокоскоростные газовые, гидравлические, взрывные, электромагнитные и механические.
Классификация
Станки классифицируются в зависимости от степени действия на деталь и вида привода. Их делят на:
- машины горизонтально-ковочного действия;
- прессы;
- молоты;
- специальные машины.
К молотам причисляют кузнечные станки, обрабатывающие металл ударами падающих частей. Металл деформируется от динамической нагрузки от падающего молота, скорость которого при соприкосновении с поверхностью обрабатываемого элемента равна 9 м за секунду. Молоты бывают простого действия и двойного. Первый тип действует на заготовку ударом от падения, а у второго типа при падении сила разгона увеличивается паром, сжатым воздухом.
Прессы делят на механические, гидравлические, паровые и воздушно-гидравлические. Последние станки предназначены для медленной деформации по сравнению с обработкой молотами. В них деформация достигается за счет давящей массы. Механические прессы обрабатывают металл с помощью движения инструмента, который приводится в действие сложной системой механизмов, преобразующих вращение электродвигателя в поступательное и возвратное движение.



![Улитка для холодной ковки своими руками: [чертеж, видео]](https://domdetaley.ru/wp-content/uploads/e/d/0/ed00d4ceaec4f063d9b38396d5fa5a56.jpeg)


Пневматические молоты производят заготовки небольшой массы из серии сортового проката и для протяжки заготовок большой длины, ковки запчастей и производства инструмента.
Кузнечно-прессовые станки предназначены для металлической обработки давлением — технологически трудоемкого процесса, выполняемого только с помощью специального оборудования. При этом достигается высокая производительность, снижается энергоемкость, экономится материал за счет давления, снижается стоимость изделия. Повышение плотности материала в работе ведет к повышению механических свойств.
Прессование металла дает возможность получить любое сечение, а элементы после прессования имеют высокое качество. Благодаря холодной штамповке получают точные изделия, жесткие и одновременно легкие.
https://youtube.com/watch?v=5QlhuZyxKj0
Твистеры
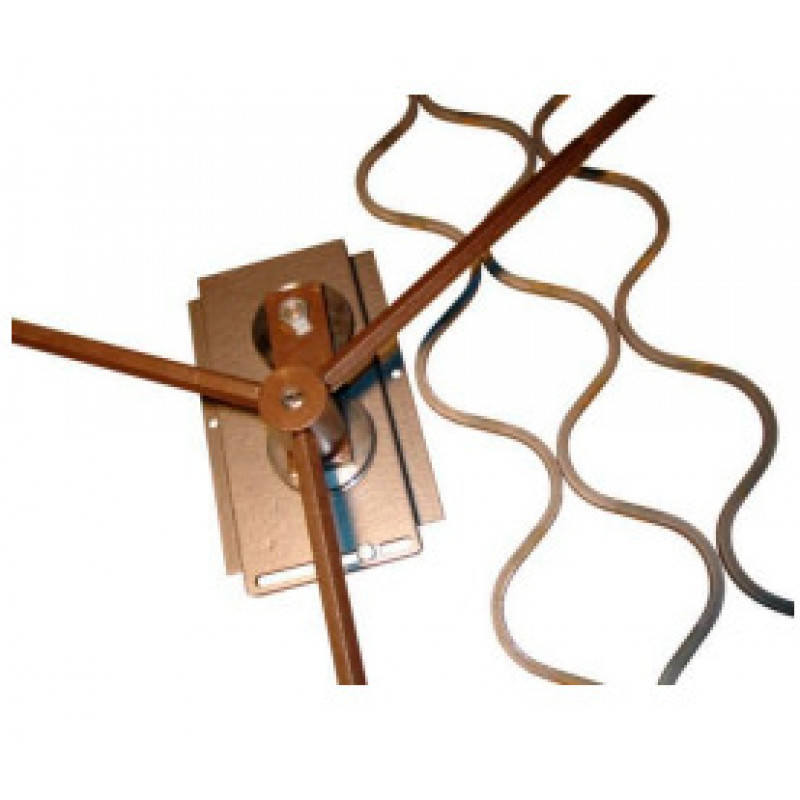
Издавна кузнецы вили завитки вхолодную по шаблону-оправке рожковым рычажным захватом, поз. 1 на рис. Способ это малопроизводительный и не для хлюпиков, но позволяет достаточно быстро и просто делать разнообразные гибочные оправки из обычной стальной полосы: концевой (упорный) рог рычага не дает шаблону податься под давлением заготовки. Серединный (обводной) рог желательно делать скользящим с фиксацией: работа пойдет медленнее, но, особенно в неопытных руках, точнее.
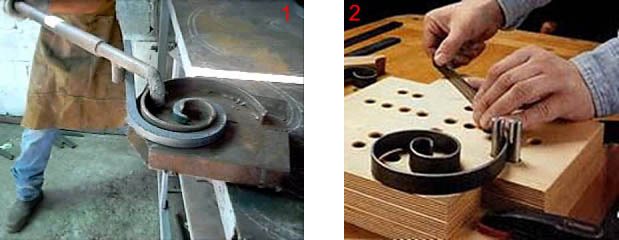
Простейшие приспособления для холодной художественной ковки
Другое простое приспособление для ручной фасонной гибки – прочная доска с опорным штырями – проставками, поз. 2; в качестве них подойдут обычные болты М8-М24. В зависимости от того, насколько вы дружны с домашним тренажером, работать можно с полосой до 4-6 мм. Выгибают полосу на-глаз, работа идет медленно, зато можно выводить узоры вплоть до Ильи Муромца на коне в полном вооружении или Будды в цветке лотоса. Последний, возможно, и совершенно ручной работы: люди, вполне освоившие хатха- и раджа-йогу, способны руками завивать в узор стальные арматурины.
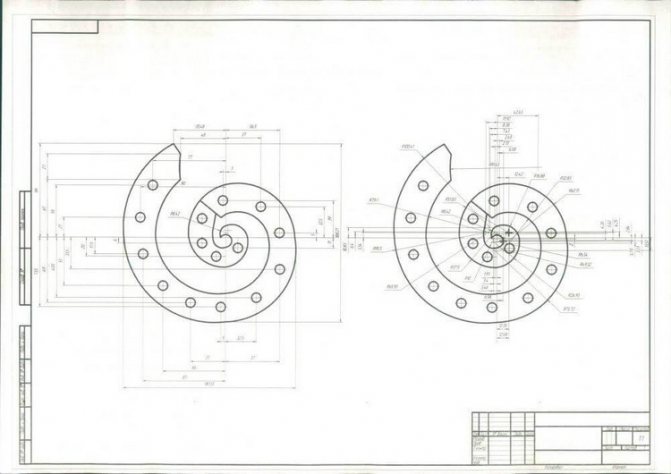
Построение завитка для станка своими руками
Раздел актуален для тех, кто делает «улитку». Удобнее всего нарисовать на столешнице логарифмическую спираль, сделать в поворотных точках крепления, чтобы разделить всю кривую линию на съемные части. Затем мы рекомендуем из бумаги/картона сделать шаблоны и после перенести их на сталь.
Основная сложность заключается в расчетах. Радиус от центра к крайней точке постоянно увеличивается и растет в зависимости от количества витков и желаемого изгиба. Мы привели пример чертежа уже с нанесенными размерами, но их можно рассчитать для себя:
Сооружение станка для холодной ковки
Мы рекомендуем уже на этапе проектирования предусмотреть необходимость менять диаметр изгибов, поэтому нужно:
- сделать несколько отверстий для креплений – так можно будет при необходимости передвинуть один из элементов (вал, часть улитки и пр.);
- подготовить съемные детали других размеров, например, круги большего и меньшего радиуса.
Крепление насадок удобнее всего осуществлять посредством болтов.
Как построить завиток
Когда вы уже приступите к изготовлению, вы поймете, что для каждого отдельного изделия нужен свой шаблон с уникальными параметрами. Поэтому мы рекомендуем сделать несколько заготовок со стандартными габаритами, а затем устанавливать их на станину в зависимости от потребностей.
Основной аппарат, который используется, – это «улитка», здесь все построено на логарифмической спирали. Радиус каждого витка при повороте больше, чем в предыдущей точке.
Улитка с рычагом
Мы много рассказывали об этом приспособлении, посмотрим, как им пользоваться:
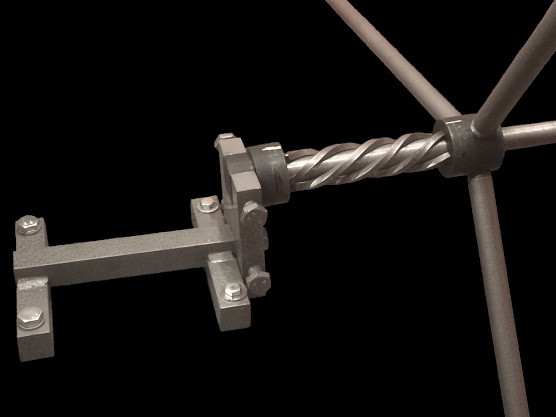
Торсионы
Винтовое скручивание прутьев возможно и вовсе без станочного оборудования. Как это сделать: если прут поместить внутрь трубы, а один конец зажать в тисках, то можно просто у основания второго зафиксированного края начать вращение с помощью рукояти. Скованное пространство не позволит заготовке делать непроизвольные изгибы, так как все витки будут одинаковыми. Но, на весу проводить процедуру не удобно, намного лучше, если все конструктивные элементы будут иметь свое статичное положение на крепкой столешнице. А еще лучше – если придется не руками крутить вертушку, а только нажимать на кнопку.





