

Чем можно резать панели ПВХ
Пластиковый отделочный материал можно кроить как вдоль, так и поперек. Конечно же, основные заготовки подвергаются поперечному разрезу. Когда нужно, чтобы зашитая поверхность была полностью закрыта, то приходится использовать продольный рез. Перед выполнением работ определяются, чем резать пластиковые панели в домашних условиях или на объекте промышленного назначения
Количество заготовок, необходимое для обшивки поверхности стен имеет немаловажное значение
Используя многолетний опыт применения ПВХ материалов в отделке помещений, выделим то, чем можно резать пластиковые панели:
- строительный нож;
- ножовка по металлу;
- болгарка;
- электролобзик;
- резак;
- ножовка по дереву.
Применение любого из этих инструментов, поможет решить вопрос, чем разрезать панели ПВХ, но каждый из них имеет особенности, которые нужно учитывать при выполнении работ.
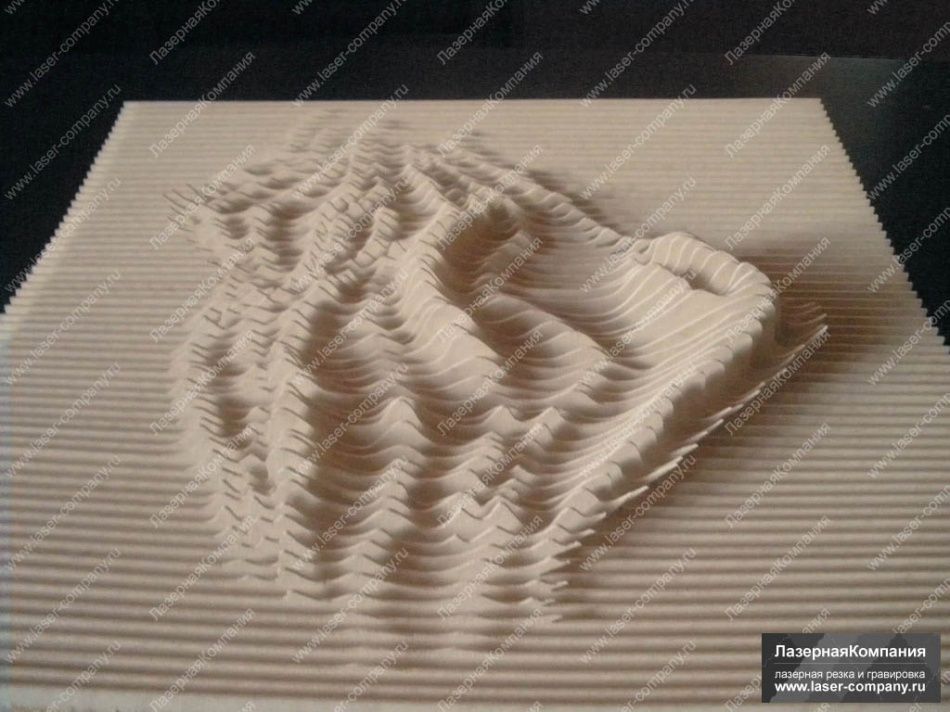
Лазерная резка пенокартона: преимущества
Лазерная резка пенокартона – одна из наиболее популярных и перспективных методик получения готовых изделий из этого материала или заготовок для дальнейших работ. Объясняется это бесконтактным способом обработки, так как высокая неоднородность композита представляется проблемой для механической резки. Все дело в том, что при контакте с картоном (верхним слоем композита) фреза далеко не всегда способна сделать это без «лохмотьев». Особенно они заметны на нижнем картонном слое. А понижать скорость не представляется возможным, чтобы она не увязла в среднем полимерном слое листа. Таким образом, механическая резка вызывает дефекты неоднородного конечного изделия и приводит к увеличению толщины реза.
Лазерная резка пенокартона как бесконтактная технология раскроя (гравировка этого композита не применяется) эффективно устраняет недостатки, характерные механическим способам обработки.
8 Вт ультрамощный лазер для резки
8 Вт диодный лазер с короткофокусной линзой G-2 подходит для резки 4–5 мм фанеры и режет до 8 мм акрила с обычной длиннофокусной линзой.
В действительности мощность 8 Вт уже достаточна для того, чтобы прорезать с одного прохода 4 мм фанеры.
А также с 3-х проходов прорезать 8 мм чёрный акрил:
Таким образом, диодными лазерами можно спокойно резать фанеру, акрил, дерево до 5 мм.
Конечно, можно резать и большую толщину материалов. Например, 8 Вт мы максимум прорезали 10 мм фанеры, но в этом случае уже довольно сильно падает скорость и качество. Края получаются не вполне чистыми и местами могут наблюдаться следы горения.
Фактически управлять можно 3 параметрами:
- мощность лазера;
- скорость;
- количество проходов.
Чем больше скорость, тем более качественные края и более аккуратная резка. Может быть много проходов на большой скорости, однако иногда бывает, что из-за этого резка не происходит. Тогда приходится выбирать между качеством или скоростью. В большинстве случаев необходимо опытным путём подбирать оптимальные параметры.
Можно ли резать гофрокартон с помощью шлифмашинки?
Наибольший ущерб защитному покрытию гофрокартона вызывает нагрев до высоких температур, возникающий при резке. Поэтому использование газорезательного оборудования для этих целей полностью исключается. По этой же причине нельзя обрезать профнастил с помощью шлифовального станка.
Дело в том, что при резке с помощью высокоскоростного инструмента с абразивными кругами металл на срезе просто горит. Вместе с тем защитное покрытие горит не только вдоль косильной лески разреза надреза, но и с обеих сторон. Ширина поврежденного участка обычно составляет 3-5 мм, что приводит к так называемой краевой коррозии.
READ Как Резать Плинтуса На Потолок Стуслом
Кроме того, искры, летящие из-под абразивного круга, также опасны. Из-за высокой температуры они могут повредить полимерное покрытие на расстоянии нескольких десятков сантиметров от среза.
Резка гофрокартона с помощью шлифовального станка возможна только в одном случае. если перед нарезкой гофрокартона заменить абразивный круг на резьбовой диск для гофрокартона с мелкими зубьями. Однако даже в этом случае использование этого инструмента не рекомендуется, поскольку такая мера просто уменьшит количество повреждений, а не устранит их полностью.
Способ 10. Режем электрическими ножницами по металлу
Электрические ножницы — отличный инструмент для резки листов металла, который используют как профессионалы, так и любители. Относительно недорогие модели, например, марки Интерскол помогут разрезать листы толщиной до 2 миллиметров. Более мощные профессиональные версии справятся с металлом толщиной до 3 и более миллиметров.
Ножницы по металлу будут чрезвычайно полезны тем, кто отрезает металлическую черепицу, профнастил и т.п. Ведь альтернативная резка болгаркой, даже с использованием специального круга по металлу, портит защитный слой металлочерепицы. А ножницы позволяют делать аккуратный срез, не влияя на защиту металла.
Лазерная резка текстолита на СО2 станке ЧПУ
Что такое текстолит? Это композитный материал, получаемый путем горячего прессования тканевых волокон, пропитанных специальными смолами, эпоксидными, формальдегидными и другими. Текстолиты имеют достаточно широкий диапазон применения так как обладают хорошим спектром свойств:
- Прочность
- Износостойкость
- Легкость
- Хорошие диэлектрические свойства
- Термостойкость
- Влагостойкость
Текстолит поставляется в виде листов различной толщины. Очень часто на производствах стоит задача распила листового текстолита. Обычно это делают механическими способами, но это достаточно затратно.
Если перед вами стоит задача резки текстолитовых листов небольшой толщины, то с этим может справиться лазерный СО2 станок. В этой статье рассмотрим режимы резки текстолита лазером. Материал нашей статьи основывается на экспериментальной резке текстолита силами нашей организации с помощью лазерного станка Rabbit HX 6090 SC (ссылка). Эксперимент производился на нашем складе.
Итак, для резки выбрали текстолит толщиной 0,5 мм. и 2 мм.
Хочу сразу сказать, что уже ранее имели опыт резки текстолита и поэтому решили усилить мощность лазерного излучения станка. В стандартной комплектации станка Rabbit HX 6090 SC идет лазерная трубка Lasea F2 мощностью 80-90 Вт. Мы её заменил на более мощную Yongli R7 мощностью 130-140 Вт. И приступили к резке.
Начали с легкого варианта. Попробовали разрезать лазером текстолит толщиной 0,5 мм. Сделали мощность излучения 80% от максимальной (104 Вт.), скорость установили 5 мм/сек. Подачу воздуха установили на уровне 50 л/мин.
Затем увеличили скорость резки до 10 мм/сек и снова резка удалась. Края реза в обои случаях получились ровными, не имели шероховатости, на лицевой стороне текстолита не было нагара. Дальше с толщиной 0,5 мм. решили не экспериментировать, так как стало ясно что лазерный станок без проблем справляется со своей задачей.
Затем перешли к более сложной задаче. Началась резка текстолита на лазерном ЧПУ станке СО2 толщиной 2,0 мм. Установили мощность лазера 90% от мощности 130 Вт, сто составило 117 Вт, скорость установили 5 мм/сек, подачу воздуха 70 л/мин. Прорезать за 1 проход не получилось. Лазер углубился в толщину материала примерно на 1,5 мм.
Решили снизить скорость до 3 мм/сек., в итоге за один проход тоже не получилось порезать и сильно увеличился нагар вдоль кромки реза.
Тогда решили резать за 2 прохода. На первичных настройках.
За 2 прохода удалось прорезать текстолит толщиной 2,0 мм. насквозь. Единственно, что кромки реза получились шероховатыми и вдоль косильной лески реза присутствовал излишний нагар.
Попробовали на первичных настройках увеличить подачу воздуха до 120 л/мин. В итоге прорезать даже за 2 прохода не удалось.
Сделали вывод, что излишняя подача воздуха на малых скоростях реза текстолита только мешает.
Далее решили попробовать резать большим количеством проходов, а именно в 4 прохода.
Увеличили скорость до 10 мм/сек, мощность оставили 90%, подачу воздуха вернули до 70 л/мин.
Итог успешен! Текстолит прорезался насквозь по всей длине. Нагар получился небольшой, кромка реза не шероховатая. При чем времени было затрачено столько же сколько и при резке в 2 прохода на небольшой скорости!
Сделали вывод, что резку текстолита толщиной 2,0 мм. лучше выполнять за несколько проходов и не на минимальной скорости. Тогда будет хорошее качество реза с минимальным нагаром.





Так же можно сделать вывод, что на лазерной трубке мощностью до 140 Вт, как например, на Yongli R7 за один проход можно резать текстолит в пределах толщины 1,5 мм. Если же требуется порезать текстолит толщиной 2 мм. за один проход, то нужно увеличить мощность лазерного излучения, использовать к примеру лазерную трубку Reci W6 мощностью до 160 Вт., а чтобы повысить скорость реза можно использовать и более мощные лазерные трубки, такие как Reci W8 или Yongli A8.
Как можно резать лазером прозрачные материалы?
Распространен миф, что лазером нельзя резать стекло и оргстекло. Якобы из‑за того, что луч проходит сквозь материал и начинает резать то, что находится за ним — а стекло остается неразрезанным и как бы насмехающимся над жалкими людишками, которые решили испытать его прозрачность таким образом.
Это было бы верно, если бы на свете существовало абсолютно прозрачное стекло. Но абсолютно прозрачного стекла не существует. Даже воздух не абсолютно прозрачен, что уж говорить о твердом теле. И лазерный луч, проходящий сквозь материал, всё‑таки нагревает его.
Вопрос только в том, чтобы выбрать подходящую мощность. Учесть коэффициент прозрачности конкретного материала и выбрать лазерную установку, мощность луча которой будет достаточной для того, чтобы расплавить стекло в зоне резки. И оно будет разрезано.
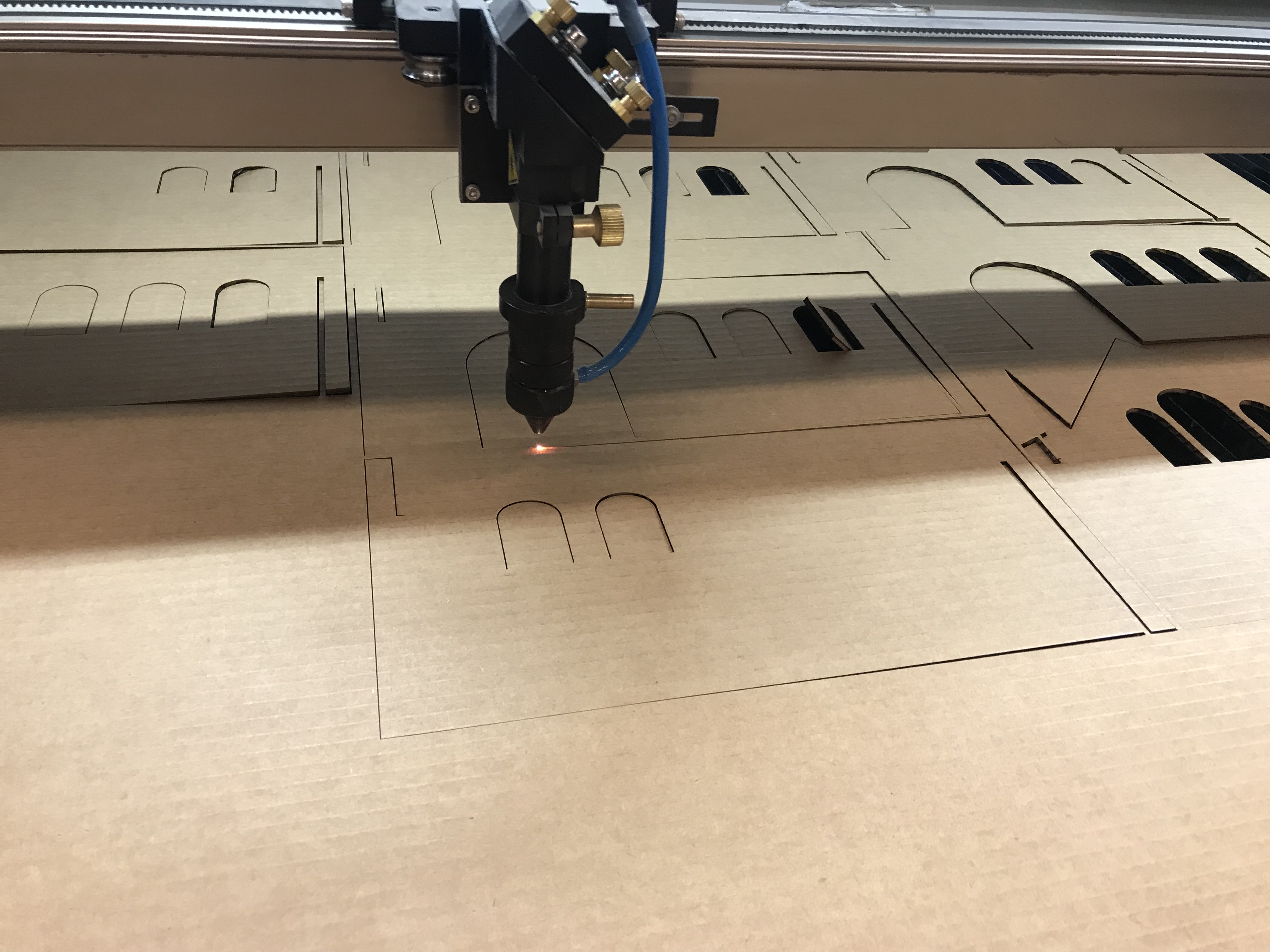
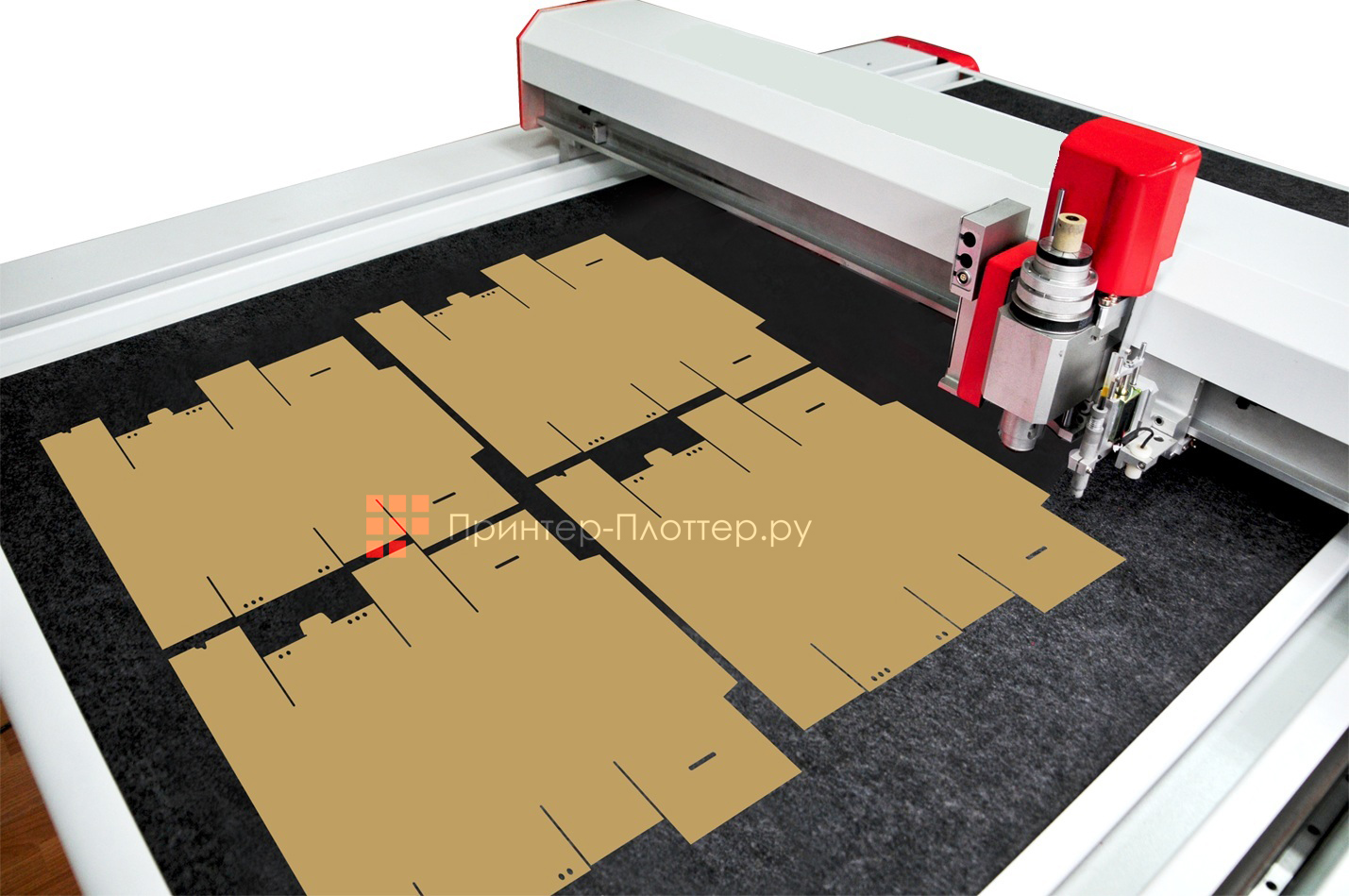
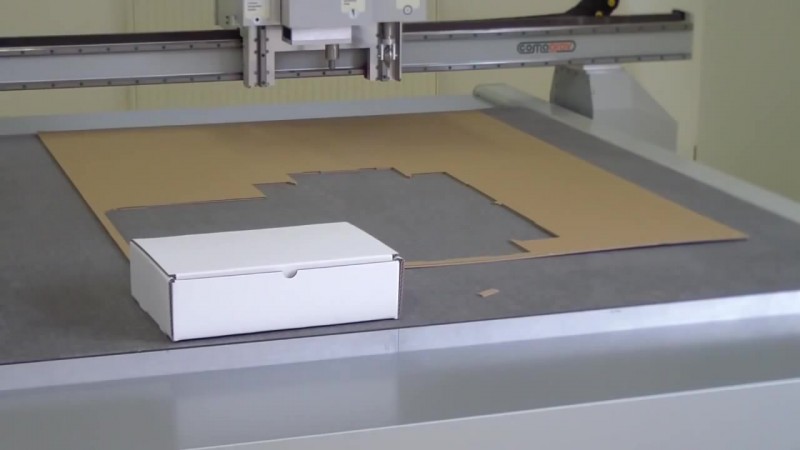
Особенности и этапы работы
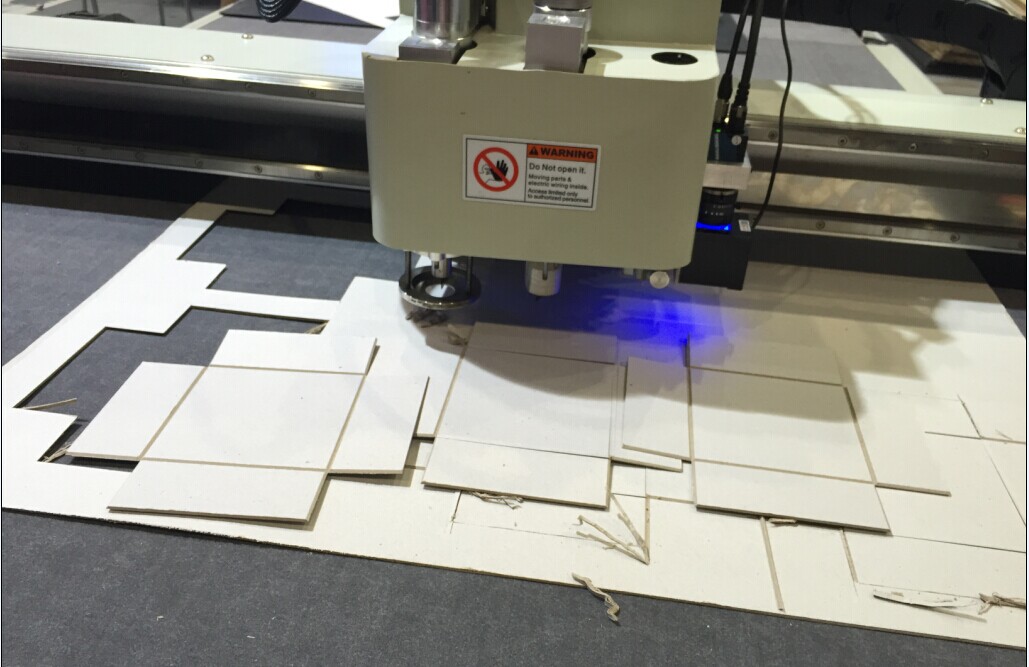
Нарезка картона происходит острыми ножами, которыми оснащен плоттерный станок с ЧПУ. Оборудование, в отличие от механического способа обработки, выполняет рез по контурам, опираясь на заданные параметры. Контролирует качество и глубину шва специализированное программное обеспечение, которое установлено в каждом агрегате. Благодаря этому листовой гофрокартон получает аккуратный рез без нагара и рваных частей. Точности раскроя панелей удается добиться вакуумной фиксацией трафарета.
Плоттерный станок подходит для обработки небольших и крупных партий. Острые ножи и полная автоматизация процесса гарантируют качественный раскрой обычного и белого гофрокартона. Во время резки на полотно не садиться сажевый налет, поэтому после изготовления изделия не потребуется его чистка, ламинирование или защита самоклеящейся пленкой.
Процесс раскроя с помощью плоттерных машин с ЧПУ обеспечивает высокое качество обработки. Программное обеспечение, а также возможность установки точных размеров раскроя, позволяют получать формы любой сложности. Такая технология резки подходит для производства упаковки, стоек, крупных и мелких фигур, 3D-конструкций, паллет.
Плоттерная резка имеет следующий технологический процесс:
- подготовка графического изображения, параметры которого учитываются во время раскроя;
- установка меток в программном обеспечении, печать рисунка;
- заправка гофрокартона в станок;
- считывание внесенных параметров оборудованием;
- раскрой полотна по меткам режущей головкой.
Мы готовы выполнить резку гофрированного картона любой сложности поштучно или партией. Профессиональное оборудование позволяет изготавливать сборные коробки разных размеров, раскраивать системы хранения с замковыми отверстиями и без них. Соблюдение технологии обработки материала такого типа дает возможность браться за производство трафаретов, рекламных стендов, аппликаций и трехмерных конструкций.
ДРУГИЕ СТАТЬИ
Несколько слов о строении гипсокартона
Для начала пару минут внимания необходимо уделить строению гипсокартона, так как этот момент сразу внесет ясность в процесс его резки. А «устройство» ГКЛ – весьма незамысловатое.
Структурное строение листа этого материала представляет собой трехслойный «сэндвич». Внешние слои изготавливаются из плотного картона, а сердцевина из прессованной гипсовой смеси. Боковые длинные стороны гипсокартона обычно имеют кромку со скругленными или сходящимися на трапецию углами и также защищены картоном. С торцевых сторон кромка не предусматривается.
Производится картон в нескольких видах — это обычный (ГКЛ) материал серого цвета, влагостойкий (ГКЛВ) имеет зеленые оттенки лицевой стороны, огнестойкий (ГКЛО) — розового или светло-фиолетового цвета, и влагоогнестойкий (ГКЛВО) — темно-зеленого оттенка. Кроме того, сегодня в продаже появился инновационный гипсокартон, предназначенный для звукоизоляции стен. Он изготавливается в синем цвете.
Чаще всего встречаются стандартные размеры листов 2500×1200 мм, то есть имеющие площадь 3 м². Выпускаются и иные варианты, но они встречаются реже: 2000×1200 мм (2,4 м²) и 3000×1200 мм (3,6 м²). Толщина листов может составлять 12,5 мм (для стен), а также 9,5 мм и 6 мм, которые обычно используют для создания потолочных конструкций.
В таблице ниже представлены основные стандартные размеры гипсокартона с указанием примерной массы листов. Это для того, чтобы можно было оценить — листы весьма громоздкие и довольно тяжеловесные
То есть работать с ними следует аккуратно: нагрузку на излом при неосторожном обращении они могут не выдержать – переломиться
| ГКЛ | 2000 × 1200 × 6 | 2,4 | 12 |
| 2000 × 1200 × 9,5 | 2,4 | 18 | |
| 2000 × 1200 × 12,5 | 2,4 | 23 | |
| 2500 × 1200 × 6 | 3,0 | 15 | |
| 2500 × 1200 × 9,5 | 3,0 | 23 | |
| 2500 × 1200 × 12,5 | 3,0 | 29 | |
| 3000 × 1200 × 6 | 3,6 | 18 | |
| 3000 × 1200 × 9,5 | 3,6 | 27 | |
| 3000 × 1200 × 12,5 | 3,6 | 35 | |
| ГКЛВ | 2000 × 1200 × 12,5 | 2,4 | 24 |
| 2500 × 1200 × 12,5 | 3,0 | 30 | |
| 3000 × 1200 × 12,5 | 3,6 | 35 | |
| ГКЛО | 2000 × 1200 × 12,5 | 2,4 | 26 |
| 2500 × 1200 × 12,5 | 3,0 | 31 | |
| 3000 × 1200 × 12,5 | 3,6 | 37 | |
| ГКЛВО | 2000 × 1200 × 12,5 | 2,4 | 27 |
| 2500 × 1200 × 12,5 | 3,0 | 32 | |
| 3000 × 1200 × 12,5 | 3,6 | 38 |
Однако, какой бы гипсокартон ни использовался для строительных или отделочных работ, режется он одинаково.
Резка окружностей и квадратов в ГКЛ
Вырезать круглые отверстия удобнее всего с использованием дрели и коронок соответствующего диаметра. Сперва нужно наметить центр отверстия, куда будет установлено сверло коронки.
Набор коронок разных диаметров для дрели
Поскольку гипсокартон является хрупким материалом, для его сверления желательно установить средние обороты. При работе на дрель нужно нажимать плавно, чтобы не выломать кусок листа.
Вырезание окружности в гипсокартонном листе коронкой
При отсутствии коронок это можно выполнить ручной пилой или электролобзиком (если нужна большая окружность). Только в этом случае в листе нужно предварительно просверлить дрелью отверстие большого диаметра, в которое войдет полотно пилы или лобзика.
Вырезание окружности в ГКЛ ножовкой
Таким же образом (с предварительным сверлением дрелью) с помощью пилы или лобзика вырезаются и квадратные отверстия в листах.
Подготовка квадратного отверстия в ГКЛ электролобзиком
Вырезание квадрата в гипсокартонном листе ручной пилой
Детальнее этот процесс рассмотрен в следующем
Стандартный раскрой
Изначально нужно отмерить и наметить размер вырезаемой заготовки на листе. Затем к косильной лески реза прикладывается линейка или правило, вплотную к которому приставляется нож и с незначительным нажимом лезвие ведется по всей длине направляющей.
Разметка гипсокартонного листа
Если раскрой выполнялся на столе или другом основании, лист нужно сдвинуть на край, взяться рукой за вырезаемую заготовку и резким движением согнуть ее вниз – гипсовый сердечник отломается точно по косильной лески реза.
Выбор мощности для лазерного раскроя различных материалов
Это один из ключевых моментов при составлении программы лазерной резки. Лазерный луч должен двигаться не слишком быстро — чтобы материал успевал качественно разрезаться — но и не слишком медленно — чтобы установка не работала впустую и не тратила лишней энергии.
Требуемая мощность сильно разнится в зависимости от выбранного материала.
Для обработки металлов требуется относительно мощный лазер. Например, черная сталь толщиной 15 миллиметров. Лазерная установка мощностью 2,5 киловатта будет резать ее со скоростью от 16 до 20 миллиметров в секунду.
А вот дерево, его производные, пластик и оргстекло — менее плотные материалы, поэтому их раскрой лазером проходит легче и быстрее. Например, оргстекло с той же самой толщиной 15 миллиметров. Для его раскроя потребуется станок с мощностью в 5 раз меньше — всего лишь 0,5 киловатта. И при этом раскрой еще и будет идти быстрее, чем раскрой металла на более мощном станке.
Процесс лазерной резки бумаги и картона в «Laser365»
Обработка бумажных материалов в нашей мастерской состоит из трех производственных этапов: 1. Разработка прототипа. Вы самостоятельно или с нашей помощью создаете шаблон будущего изделия в одной из компьютерных программ – CorelDraw, AutoCAD, FreeHand, Adobe Illustrator, Compas. 2. Выбор материала для заготовки. В зависимости от поставленной задачи Вы подбираете вид материала (бумагу, картон, гофрокартон) для раскроя на лазерном станке. 3. Резка исходного материала. Тонкий луч лазера, сфокусировавшись в одной точке, быстро и филигранно делает контурную резку бумаги с минимальным количеством отходов согласно заданному макету.
Нюансы лазерной резки бумаги и картона
При обработке бумаги и картона есть одна особенность, которую нужно учитывать при заказе раскроя. В зависимости от исходного материала (толщины, типа и фактуры), лазерный луч, раскраивая заготовку, может оставлять после себя желтоватую линию реза. Поэтому для того, чтобы избежать непредвиденных ситуаций мы рекомендуем для начала сделать пробный рез материала. Данная услуга предоставляется в нашей мастерской «Laser365» бесплатно.
Воспользоваться услугой профессиональной лазерной резки бумаги и картона в Москве (в пределах МКАД) Вы можете в нашей компании «Laser365». Мы осуществляем художественную обработку всех категорий бумажных материалов без выходных, 7 дней в неделю. Для получения более подробной информации о специфике фигурной резки бумаги (картона, гофрокартона), а также о других интересующих Вас деталях свяжитесь с нами по телефону (посмотреть) или закажите «бесплатный звонок».






Лазерная резка картона применяется в легкой промышленности, рекламной и дизайнерской деятельности. Резку картона посредством лазерного луча осуществляют бесконтактно и по заданной заранее программе.
Гарантия • Цена до оказания услуги • Организация доставки • Крупный станковый парк • Специальные условия для крупного опта
Вт ультрамощный лазер для резки
8 Вт диодный лазер с короткофокусной линзой G-2 подходит для резки 4–5 мм фанеры и режет до 8 мм акрила с обычной длиннофокусной линзой.
В действительности мощность 8 Вт уже достаточна для того, чтобы прорезать с одного прохода 4 мм фанеры.
А также с 3-х проходов прорезать 8 мм чёрный акрил:
Таким образом, диодными лазерами можно спокойно резать фанеру, акрил, дерево до 5 мм.
Конечно, можно резать и большую толщину материалов. Например, 8 Вт мы максимум прорезали 10 мм фанеры, но в этом случае уже довольно сильно падает скорость и качество. Края получаются не вполне чистыми и местами могут наблюдаться следы горения.
Фактически управлять можно 3 параметрами:
- мощность лазера;
- скорость;
- количество проходов.
Чем больше скорость, тем более качественные края и более аккуратная резка. Может быть много проходов на большой скорости, однако иногда бывает, что из-за этого резка не происходит. Тогда приходится выбирать между качеством или скоростью. В большинстве случаев необходимо опытным путём подбирать оптимальные параметры.
Выбор мощности для лазерного раскроя различных материалов
Это один из ключевых моментов при составлении программы лазерной резки. Лазерный луч должен двигаться не слишком быстро — чтобы материал успевал качественно разрезаться — но и не слишком медленно — чтобы установка не работала впустую и не тратила лишней энергии.
Требуемая мощность сильно разнится в зависимости от выбранного материала.
Для обработки металлов требуется относительно мощный лазер. Например, черная сталь толщиной 15 миллиметров. Лазерная установка мощностью 2,5 киловатта будет резать ее со скоростью от 16 до 20 миллиметров в секунду.
А вот дерево, его производные, пластик и оргстекло — менее плотные материалы, поэтому их раскрой лазером проходит легче и быстрее. Например, оргстекло с той же самой толщиной 15 миллиметров. Для его раскроя потребуется станок с мощностью в 5 раз меньше — всего лишь 0,5 киловатта. И при этом раскрой еще и будет идти быстрее, чем раскрой металла на более мощном станке.
6 видов материалов, которые можно резать лазером
Лазерной резке поддаются:
- Металлы — черная сталь, легированные сплавы и цветные металлы вроде алюминия и меди.
- Пластик.
- Стекло.
- Оргстекло.
- Сухое дерево и его производные — фанера, ДСП и ДВП.
- Бумага и картон.
Как видите, ограничений нет — разве что нельзя резать лазером зеркальные материалы. Откуда такая свобода?
При лазерной резке нет механического воздействия
А это значит, что лазером можно спокойно резать хрупкие или мягкие материалы, не боясь их разбить или смять, испортив линию реза. Лазерный луч не может быть «недостаточно остро наточенным», чтобы разрезать их ровно.
А вот пример корпуса производства «Металл‑Кейс»:
На небольшом расстоянии, используемом при резке, луч остается идеально прямым. Вне зависимости от того, скрыты ли в материале изъяны, которые могли бы сбить с курса жесткий резец. Те же сучки в древесине, например.
Основные нюансы лазерной резки
Сделать это можно, когда вы выставляете слабое свечение в программе и глядя через очки на точку меняете фокусное расстояние с помощью линзы. Мы рекомендуем фокусировать на чёрную металлическую поверхность. В этом случае заметить, когда точка оказалась самой маленькой, довольно легко
Но обращаем внимание, что делать это нужно строго в защитных очках
В целом, можно уверенно констатировать, что:
- лазеры мощностью 3.5 Вт подходят для резки 1–2 мм фанеры, акрила.
- лазеры мощностью 5.6 Вт подходят для резки 2–3 мм фанеры, акрила.
- лазеры мощностью 8 Вт подходят для резки 3–5 мм фанеры, акрила.
Если есть вопросы, задавайте:
4 Лазерные установки для резки металла – принцип действия
Твердотельные лазерные установки для резки металла конструктивно более просты и, в тоже время, менее мощные, чем газовые. Величина этой характеристики для них составляет в среднем 1–6 кВт. Сердце излучателя твердотельного лазера – стержень (активный элемент) из алюмоиттриевого граната, рубина или неодимового стекла. Стержень непрерывно подвергается накачке (возбуждению) световым потоком от специальных мощных ламп. Система отражателей фокусирует лазерное излучение, резонатор его усиливает, луч передается через систему призм к головке, где происходит его окончательное формирование и подача на заготовку. Управление всеми узлами оборудования происходит автоматически по заложенным в память станка программам.
Лазерная головка для резки металла, куда передается луч, обеспечивает его оптимальную стабильность при раскрое и резке, а также неизменность необходимого фокусного расстояния (даже при неровной поверхности металла). Заменой линзы головки можно менять толщину обрабатываемого материала (не на всех установках). Головка оснащена концентрическим соплом, через которое под давлением подается газ, выдувающий расплавленный материал из разреза и одновременно защищающий от продуктов обработки линзу. В области резки может быть предусмотрено дымоулавливание.
В случае обдува азотом луч расплавляет, а струя газа удаляет расплавленный металл из разреза. Азот используют, когда нежелательно окисление разрезаемого материала. Например, если подавать кислород при обработке нержавеющей стали, то ее сопротивляемость коррозии существенно понизится (для обработки нержавейки пригоден только чистейший азот). Резка алюминиевых деталей в кислороде сопровождается образованием неровных, с заусенцами срезов. При обработке в азоте материал только плавится, но не испаряется и не горит. Температура резки ниже, чем с кислородом, но и меньше скорость работы. Focus луча обычно должен находиться у противоположной от источника излучения стороны листа.
При использовании кислорода температура резки выше, чем с другими газами. Как следствие, увеличивается скорость обработки и возможная толщина листа металла, который при некоторых условиях частично испаряется. Все это является следствием того, что кислород, попадая на поверхность раскаленного лазерным лучом металла, вступает с последним в реакцию окисления, которая сопровождается выделением тепла. Скорость резки тем выше, чем чище кислород. Для лазерной резки могут использоваться и другие газы – выбор зависит от вида и толщины металла, предполагаемой последующей обработки.
4 Лазерные установки для резки металла – принцип действия
Твердотельные лазерные установки для резки металла конструктивно более просты и, в тоже время, менее мощные, чем газовые. Величина этой характеристики для них составляет в среднем 1–6 кВт. Сердце излучателя твердотельного лазера – стержень (активный элемент) из алюмоиттриевого граната, рубина или неодимового стекла. Стержень непрерывно подвергается накачке (возбуждению) световым потоком от специальных мощных ламп. Система отражателей фокусирует лазерное излучение, резонатор его усиливает, луч передается через систему призм к головке, где происходит его окончательное формирование и подача на заготовку. Управление всеми узлами оборудования происходит автоматически по заложенным в память станка программам.
Лазерная головка для резки металла, куда передается луч, обеспечивает его оптимальную стабильность при раскрое и резке, а также неизменность необходимого фокусного расстояния (даже при неровной поверхности металла). Заменой линзы головки можно менять толщину обрабатываемого материала (не на всех установках). Головка оснащена концентрическим соплом, через которое под давлением подается газ, выдувающий расплавленный материал из разреза и одновременно защищающий от продуктов обработки линзу. В области резки может быть предусмотрено дымоулавливание.
В случае обдува азотом луч расплавляет, а струя газа удаляет расплавленный металл из разреза. Азот используют, когда нежелательно окисление разрезаемого материала. Например, если подавать кислород при обработке нержавеющей стали, то ее сопротивляемость коррозии существенно понизится (для обработки нержавейки пригоден только чистейший азот). Резка алюминиевых деталей в кислороде сопровождается образованием неровных, с заусенцами срезов. При обработке в азоте материал только плавится, но не испаряется и не горит. Температура резки ниже, чем с кислородом, но и меньше скорость работы. Focus луча обычно должен находиться у противоположной от источника излучения стороны листа.
При использовании кислорода температура резки выше, чем с другими газами. Как следствие, увеличивается скорость обработки и возможная толщина листа металла, который при некоторых условиях частично испаряется. Все это является следствием того, что кислород, попадая на поверхность раскаленного лазерным лучом металла, вступает с последним в реакцию окисления, которая сопровождается выделением тепла. Скорость резки тем выше, чем чище кислород. Для лазерной резки могут использоваться и другие газы – выбор зависит от вида и толщины металла, предполагаемой последующей обработки.
Основные нюансы лазерной резки
Сделать это можно, когда вы выставляете слабое свечение в программе и глядя через очки на точку меняете фокусное расстояние с помощью линзы. Мы рекомендуем фокусировать на чёрную металлическую поверхность. В этом случае заметить, когда точка оказалась самой маленькой, довольно легко
Но обращаем внимание, что делать это нужно строго в защитных очках
В целом, можно уверенно констатировать, что:
- лазеры мощностью 3.5 Вт подходят для резки 1–2 мм фанеры, акрила.
- лазеры мощностью 5.6 Вт подходят для резки 2–3 мм фанеры, акрила.
- лазеры мощностью 8 Вт подходят для резки 3–5 мм фанеры, акрила.
Если есть вопросы, задавайте:
Строительный нож
В любом хозяйстве можно найти кухонный нож, заточить его и использовать для решения проблемы, чем отрезать пластиковую панель. Но, для получения качественного среза, лучше использовать строительный или канцелярский нож. Сменные лезвия, которыми комплектуется инструмент, позволят получить ровную, гладкую поверхность. Раскрой, с помощью ножа, выполняется быстрее, чем при использовании пилящих приспособлений. Но, когда приходится сталкиваться с ячеистой структурой пластиковых панелей, то использование такого инструмента становится неудобным.
При использовании строительного или канцелярского ножа, панель размечают, затем укладывают на картон или оставляют отрезанную часть на весу. После этого, продавливая насквозь лицевую и изнаночную стороны отделочного материала, отделяют ненужные части. Если остается большой участок невостребованной пластиковой детали, то под нее лучше подложить или подставить опору, во избежание излома или перекоса заготовки.
3 Как устроено оборудование для лазерной резки металла?
Оборудование для лазерной резки металла, как правило, состоит из ниже перечисленных основных узлов:
- излучателя;
- системы транспортировки и формирования излучения;
- системы формирования газа и его транспортировки;
- координатного устройства;
- системы автоматизированного управления (САУ).
Излучатель генерирует лазерный пучок с требуемыми для резки, оптическими, мощностными и пространственно-временными характеристиками. Он состоит из:
- системы накачки;
- активного элемента;
- резонатора;
- устройства модуляции лазерного излучения (при необходимости).
- юстировочный лазер;
- оптические объективы (трансформаторы);
- оптический затвор;
- устройство изменения плоскости поляризации;
- поворотные зеркала;
- система фокусировки;
- система стабилизации фокальной плоскости и величины зазора до детали.
Система формирования газа и его транспортировки подготавливает состав требуемых параметров и подает его через сопло в зону реза. Координатное устройство обеспечивает относительное перемещение детали и лазерного луча в пространстве. Включает в себя привод, двигатели, исполнительные механизмы. САУ предназначена для управления и контроля параметрами лазера, формирования и передачи команд на предусмотренные исполнительные модули систем формирования и транспортировки излучения и газа, а также координатного устройства. САУ состоит из:






- датчиков параметров функционирования лазера (давления, состава рабочей смеси, температуры и других);
- датчиков рабочих параметров излучения (стабильности оси направленности, расходимости, мощности и других);
- систем управления затвором и адаптивной оптикой;
- системы управления работой координатного устройства.
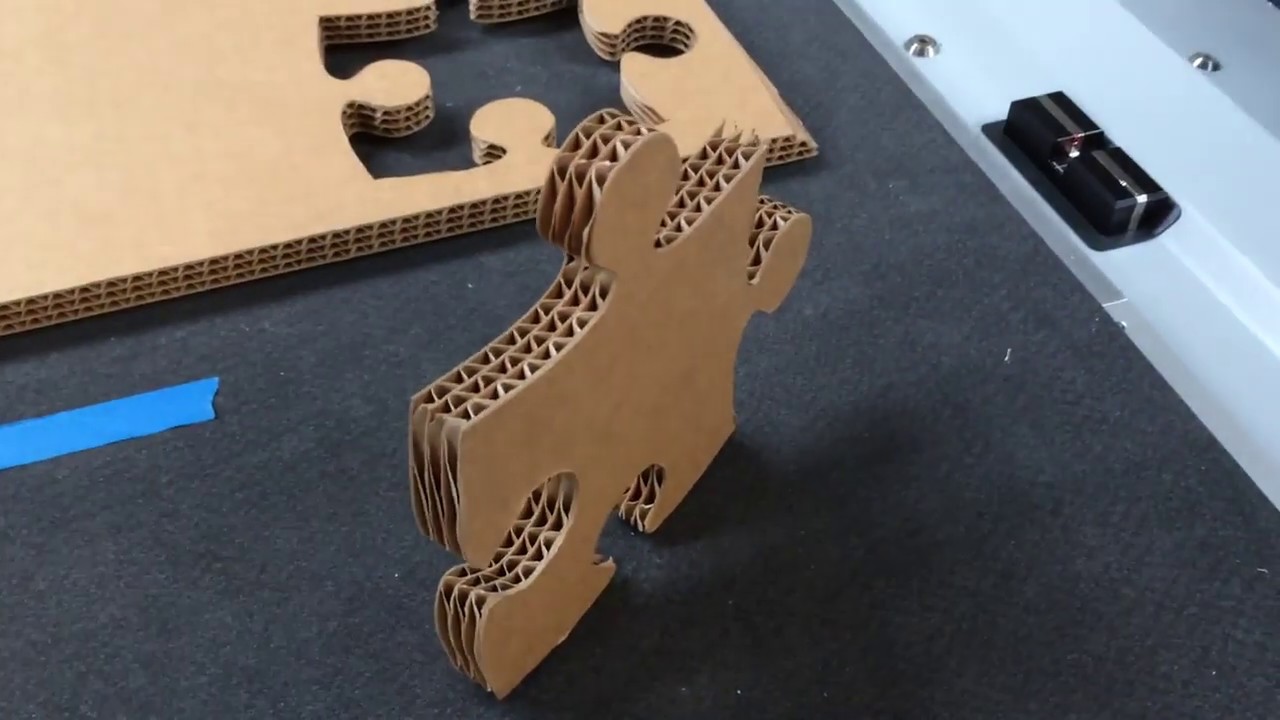
Свойства гофрокартона
Одной из особенностей материала является универсальность. Он применяется при формировании потребительской или транспортной упаковки товаров. На степень плотности и износостойкости гофрокартона напрямую влияет технология обработки. В зависимости от того, какое направление было выбрано при резке полотна плоттерным станком, достигается нужная прочность. Такая особенность формируется с помощью комбинации флютинга и лайнеров.
Чтобы получить прочный гофрированный картон, на материал воздействуют следующими способами:
- Резка с помощью плоттерного станка с ЧПУ проходит перпендикулярно волнам. Обработка демонстрирует амортизационные свойства изделия. Низкая жесткость гофры дает возможность производить элементы для декора.
- Резка плоттерной машиной вдоль гофры. Такое воздействие положительно влияет на прочность, поскольку во время обработки не повреждаются ребра жесткости. В зависимости от количества слоев, гофрокартон применяется для изготовления подложек или коробок для транспортировки грузов.
Как разрезать профессиональный лист, чтобы сохранить защитные свойства его покрытия?
Многие строители предпочитают использовать электрическую пилу с диском для резки профилированного листа. Этот инструмент имеет ряд преимуществ:
- Скорость вращения дисковой пилы почти в 2 раза ниже, чем у угловой машины, поэтому металл из профилированного листа не плавится под действием зубьев диска для резки гофрокартона, а удаляется в виде прекрасных опилок.
- Возможность быстро разрезать большое количество листов
- Вы можете купить диск для резки гофрокартона в любом строительном супермаркете, в тех же отделах, где продаются абразивные отрезные круги.
Однако используйте электроинструмент с вращающимся колесом очень осторожно, так как кусочки металла, образовавшиеся во время резки, могут привести к травмам. Поэтому этот инструмент требует определенных навыков для работы с ним и не подходит для начинающих
Если вам нужно разрезать небольшое количество листов, тогда для вас идеально подойдет классический инструмент для резки профилированных листов. ручная пила по металлу. Он чрезвычайно прост в использовании, позволяет сделать разрез любой формы и безопасен даже для человека с нулевым опытом строительства. Конечно, вы можете также получить травму от использования ножовки. но такой результат крайне маловероятен по сравнению с другими инструментами.
Но у этого метода есть свои недостатки. Главное. много времени проводить на работе. Кроме того, вам понадобится специальный стол для резки гофрокартона.
Другой вариант. использовать ручную или электрическую пилу. Используя их, работа будет завершена быстрее, но с их помощью вы можете резать профнастил только прямой косой.
В отличие от предыдущего метода, разрезание профилированного листа с помощью лобзика позволяет делать изогнутые разрезы любой формы. Такая регулировка часто необходима при монтаже кровли в местах, где вентиляция и дымоходы проходят через крышу. Однако, прежде чем разрезать профилированный лист ручным или электрическим лобзиком, необходимо тщательно пометить лист, чтобы не ошибиться с размером вырезов.
Недостатком этого способа является то, что резка гофрокартона с помощью лобзика возможна только при высоте профиля не более 20 мм. При резке более высоких профилей лезвие ломает металл и часто ломается.
Наконец, если вам нужно разместить профилированные листы небольшой толщины, вы можете использовать ножницы для резки гофрокартона. Это могут быть как обычные ручные ножницы для резки листового металла, так и специальные электрические ножницы для резки профилированных листов.
Ножницы для гофрокартона могут быть трех видов. режущие, ножевые и щелевые. Наиболее точный разрез получается, если для профилированного листа используются ножницы с прорезями. Они оснащены специальной головкой, которая позволяет производить точный разрез без каких-либо деформаций и искажений.
Электрические ножницы очень популярны среди профессиональных строителей. Они считаются одним из самых удобных инструментов для резки профилированных листов.
В дополнение к обычным ручным и электрическим ножницам также используются плоскогубцы. Они режут гофрированный лист двумя параллельными прямыми, что помогает избежать изгиба листа. Перед разрезанием гофрокартона с помощью специальной рукоятки рукоятку матрицы можно повернуть под углом 90 ° к косильной лески разреза реза. Это позволяет вырезать изогнутый под прямым углом профиль без заусенцев.
READ Как Правильно Точить Цепь Stihl
Единственным недостатком этих инструментов является высокая стоимость и, что самое важное, чрезвычайно узкая область применения. Если резка гофрокартона не является вашей повседневной рутиной, то нет смысла покупать булавки или электрические ножницы
Многие кровельщики используют в своей работе инструмент для гофрированного картона, например, сверла. Благодаря определенным навыкам и использованию беспроводной дрели, такая насадка очень удобна для резки и установки профилированного листа в труднодоступных местах.
Как видите, выбор возможных инструментов довольно велик, и каждый из вариантов оптимален для конкретной ситуации и уступает аналогам в другой. Поэтому сложно однозначно сказать, что лучше резать гофрокартон без привязки к конкретной задаче. Как разрезать профессиональный лист в каждом конкретном случае, специалист решает, учитывая сложность формы разреза, возможность доступа к нему и ваши личные навыки и предпочтения.





