Процентное содержание серебра
Содержание серебра в серебряном припое влияет также на другие физические характеристики, такие, как теплопроводность и электропроводность.
Низкое содержание
Составы с низким содержанием серебра широко используются в промышленности для пайки металлических заготовок.
Он отличается высокой проводимостью и повышенной жидкотекучестью, что облегчает процесс пайки.
Средний процент серебра
Составы с содержанием от 40 до 60% рекомендованы для швов, работающих при невысоких температурах.
Швы, паяные с применением ПСр40, отличаются не только высокой прочностью, и пластичностью, но и способностью выдерживать высокие динамические и периодические нагрузки.
Припой ПСр40

Припой ПСр45
ПСр45 применяется при работе со стыками толщиной до 3 мм. Также стоек к вибрации и агрессивным средам.
Высокий процент серебра
Припой ПСр65, в который добавлено 2% меди и 14% Zn, специально разработан для пайки лезвий ленточных пил. Он имеет повышенную прочность на разрыв и на изгиб.
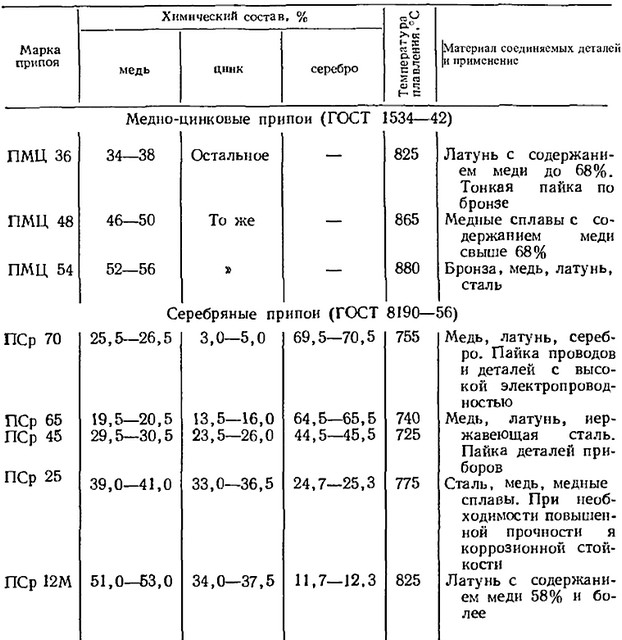
Состав ПСр70 обеспечивает отличную проводимость, используется для пайки ответственных соединений электрокомпонентов и проводов
Минимальное сопротивление соединения важно как в микроэлектронике, так и в мощных электроустановках промышленного назначения и на генерирующих станциях. Высокая цена сдерживает его широкое применение

Припой ПСр60

Припой ПСр70
Экономические соображения препятствуют также более широкому использованию составов с высоким содержанием серебра за пределами научных исследований, военного и ювелирного дела.
Недостатки
- Сложен в применении, так как требует от мастера большого опыта работы;
- Для работы необходимы специальные инструменты, которые не всегда имеются в хозяйстве;
- Применяется исключительно для твердоплавких металлов.
Разновидности
Припой для латуни из самой латуни. Зачастую это металл с небольшими добавками, которые помогают сделать температуру плавления немного ниже, но не менять существенно свойства. Он наиболее сложен в использовании, так как возникает риск перепалить основной металл. Тем не менее, это самый крепкий сплав, который дает соединение высочайшего качества.
Медно-фосфорные сплавы также используются как твердые припои для пайки латуни. Они обладают более низкой температурой плавления и удобством использования. Это один из наиболее популярных вариантов, так как сочетает в себе простоту и высокое качество, а также обладает антикоррозионными свойствами.
Припой с медно-фосфорными сплавами
Серебряные припои. Марки с низким содержанием серебра, около 40-60%, которые относятся к твердому типу. Они уступают по возможности выдерживать высокую температуру, но могут легко использоваться даже новичками. Стоимость их выше, чем у других марок используемых для данной цели.

Серебряные припои
Химический состав
Состав медно-фосфорных отличается от серебряных и выглядит следующим образом:
Марка | Содержание элементов, % | ||
Серебро | Медь | Фосфор | |
ПМФ 102 | 2 | 91,3 | 6,7 |
ПМФ 105 | 5 | 88,5 | 6,5 |
ПМФ 115 | 15 | 80,2 | 4,8 |
Более мягкие марки, такие как ПОС 40, имеют в своем составе больше серебра, но при этом содержат массу других элементов, которые позволяют сохранить высокую крепость соединения.
Элемент | Процентное содержание |
Серебро | 40 |
Кадмий | 28,5 |
Цинк | 17 |
Медь | 17 |
Никель | 0,5 |
Железо | 0,1 |
Свинец | 0,05 |
Висмут | 0,005 |
Технические характеристики популярных марок
Медно-фосфорные марки имеют следующие характеристики:
Марка припоя | Температура плавления, Градусы Цельсия | Температура растекания,Градусы Цельсия |
ПМФ 102 | 645 | 820 |
ПМФ 105 | 630 | 780 |
ПМФ 115 | 650 | 800 |
Параметры серебросодержащих имеют следующий вид:
Наименование свойства | Значение |
Температура плавления, градусов Цельсия | 590-610 |
Сопротивление удельное, Ом | 70 |
Удельная теплоемкость, Дж/кг градусы | 20 |
Плотность, кг/см3 | 9250 |
Особенности выбора
Подбор материала зависит от цели спаивания. К примеру, проволока латунная для пайки используется в тех случаях, когда нужно соединять части металлоконструкций и ремонтировать появившиеся трещины. За счет своей формы и относительно небольшого диаметра она позволяет заполнить места глубокой поломки, а также не подвергать риску пропала металла. Данный материал подходит только для ответственных сооружений, а также рекомендуется применять только опытным мастерам.
Припой латунный с флюсом оказывается более удобным в применении, так что для больше комфорта стоит остановить свой выбор на нем. Здесь можно не использовать буру и прочие флюсы, так как они содержатся уже внутри. Такие варианты имеют более высокую стоимость, но это окупается во время использования, так как возникает меньшее количество брака.
Выбирая, каким припоем паять латунь, следует обратить на самый распространенный вариант – медно-фосфорные сплавы. Они сочетают в себе экономическое преимущество и высокую стойкость к воздействию высоких температур и физических нагрузок. Если нет необходимости в сверхвысокой прочности, то именно такие варианты, как припои серии ПМФ становятся наиболее оптимальным выбором.
Марки с высоким содержанием серебра используются для тех случаев, когда ответственность к соединению минимальная, или же нет инструментов, чтобы расплавить твердые марки при высокой температуре. Сам процесс соединения происходит намного быстрее, чем пайка твердым припоем другого типа.
Особенности пайки
Одной из главных особенностей является использование буры в качестве флюса. Без нее ничего может не схватиться и соединение будет на крайне низком уровне. Благодаря буре снимаются все пленки и налеты, а также улучшается проникновение присадочного металла в поры. Также стоит учитывать особенность высокой температуры расплавления. Здесь применяется только лишь газовая горелка, так как другими способами не удастся достичь нудного результата.
Производители
Данные изделия производятся как отечественными, так и зарубежными компаниями:
- BrazeTec;
- Castoline;
- Юнитор;
- УкриИнтерсСталь.
Возможности паяного соединения
В системах поставки газа, воды, теплоносителей часто устанавливают трубы с тонкими стенками. Такие трубопроводы легче паять, чем сваривать.
Правда, процесс идет относительно легко при работе с чистой медью или ее сплавами, содержащими цинк, олово, свинец, другие химические элементы стойкие к окислению. Даже в случае образования оксидов, они легко удаляются.
Если в составе сплавов есть титан, алюминий, кремний, хром, то образующийся в результате окисления продукты удалить сложно. В большинстве случаев для производства труб применяются сплавы первого типа.
Читать также: Миксер для шпаклевки своими руками
Медные трубы можно соединять и ремонтировать пайкой посредством твердых или мягких припоев. Каждый способ имеет свои особенности. Пайка меди твердым припоем проводятся при большой температуре. В этом случае применяют горелку.
Флюс
В продаже распространён припой с канифолью в виде полой проволоки, свитой кольцами. Аналогичного состава флюс производится из хвойных деревьев, такая субстанция приходит в мягкое состояние при нагревании до 50 °С, а при 250 °C — начинает кипеть с частичным испарением. Канифоль нужно обязательно удалять после окончания работ, иначе произойдёт окисление, а субстанция, впитывая влагу из воздуха, начнёт препятствовать исправной работе приборов.
Популярные составы
Существуют три основных категории:
- Светлого цвета канифоль применяют при соединении меди и других мягких цветных металлов; спиртовой раствор с концентрацией один к пяти применяют в труднодоступном месте спайки; а смесь глицерина и канифоли применяют для герметичной пайки.
- Флюсы, включающие спирт, вазелин или хлористый цинк, используются для прочного соединения цветных и драгоценных металлов. Применение пасты оправдано тем, что её удобнее наносить в требуемом количестве на изделие.
- Кислотно активные вещества производятся в жидком виде, например, ортофосфорная кислота, имеющая плотность 1,7.
Хранить жидкие флюсы надо в герметически закрывающихся ёмкостях, для исключения испарения.
Пастообразные
 Большое распространение получила паста Тиноль, которая применяется для пайки разных изделий в труднодоступных местах. Наносится лопаткой, с последующим активным нагреванием паяльником или другим, более мощным электрическим инструментом. Часто используется неопытными исполнителями, у которых нет навыков в работе с оловом и канифолью.
Большое распространение получила паста Тиноль, которая применяется для пайки разных изделий в труднодоступных местах. Наносится лопаткой, с последующим активным нагреванием паяльником или другим, более мощным электрическим инструментом. Часто используется неопытными исполнителями, у которых нет навыков в работе с оловом и канифолью.
Технические работы
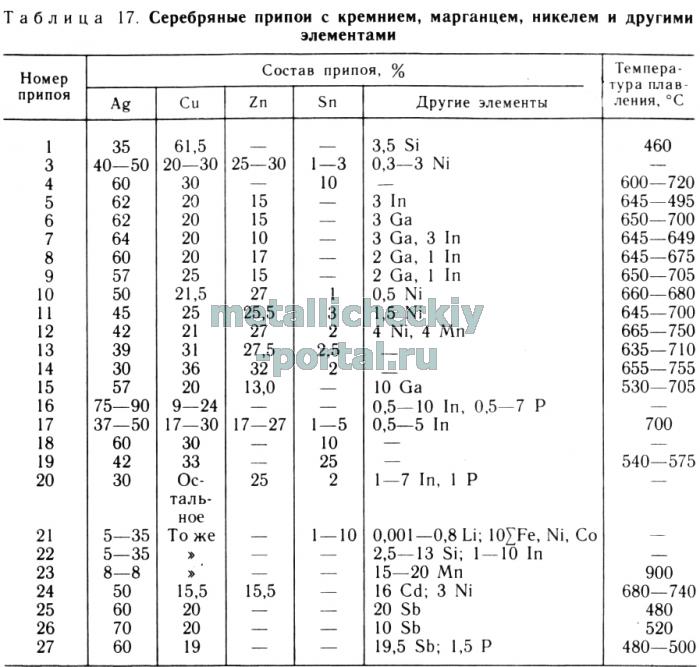
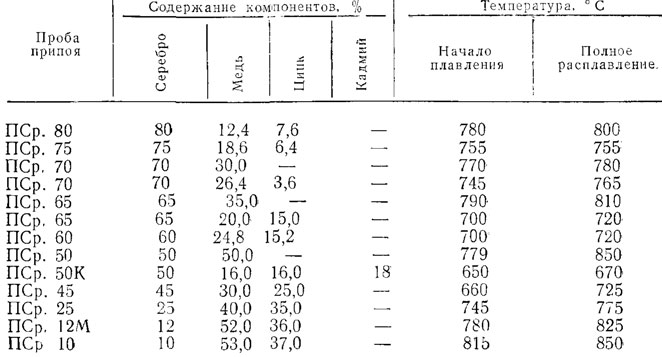
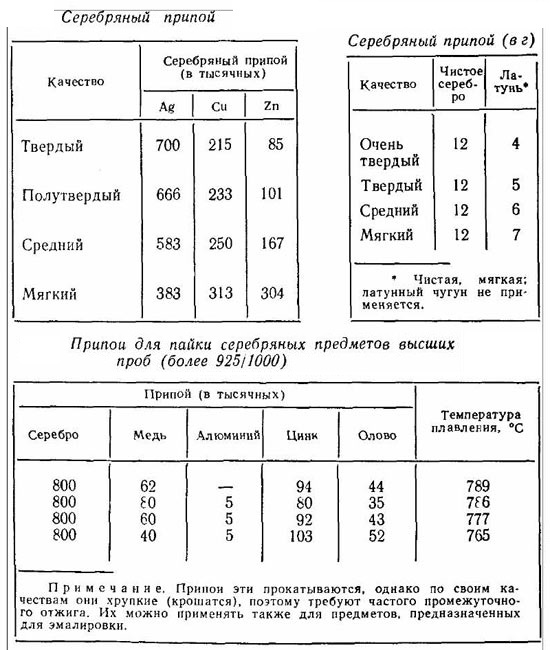
Для технических работ применяют серебряные припои, содержащие до 80 частей серебра, 16 меди, 4 цинка. Представляют интерес ювелирные серебряные припои, состав которых: 2,8 части латуни, 7 – серебра, 0,2 – цинка. До начала работы проводится зачистка латуни от оксидной пленки. Чтобы получить 10 граммов такого припоя, расплавляют серебро 999 пробы.
Латунь добавляют к жидкому металлу, перемешивают в ложке. После полного расплавления смесь соединяют с цинком, полученный состав прокатывают. Далее ножницами разрезают лист проката, взвешивают его на весах. Для результативной работы нужны: ложка, наждачная бумага, газовая горелка, весы, фальцы, ложка для перемешивания.
- Перед тем как приступить к пайке серебра, следует подготовить изделие из него к работе, а именно очистить его от загрязнений (для этой цели подойдет обезжириватель). На обработанную поверхность изделия кисточкой наносится тонкий слой флюса.
- Затем детали, которые нуждаются в пайке, помещаются на кирпич. Для надежной фиксации элементов нужно использовать зажимы и нихромовую проволоку.
- На деталь, нуждающуюся в спаивании, помещают фрагмент припоя. Как взять фрагмент: нужно взять полоску и с помощью кусачек отрезать кусочек размером 2 на 2 миллиметра.
- Берут газовую горелку и подводят ее сбоку украшения. Обрабатываемое место равномерно прогревается, но как только флюс расплавится, пламя следует усилить и продолжать работать до тех пор, пока не образуется шов.
- После паек изделие следует очистить от флюса и излишков припоя. Для этой цели подойдет наждачная бумага.
- Затем украшение следует опустить в емкость с водой, а после — в травильный раствор. Если раствор попал на кожу, следует немедленно смыть его водой.
Во время работы следует позаботиться о соблюдении правил техники личной безопасности. Прежде всего необходимо обеспечить доступ воздуха к рабочему помещению — достаточно открыть окно. Работать следует в джинсовом фартуке (джинсовая ткань плохо воспламеняется) и в защитных очках.
Технология создания серебряного припоя в домашних условиях
При создании припоя своими руками потребуется сначала расплавить серебро и другие компоненты, а потом отлить получившийся расплав в специальную емкость — ингус.
Процесс начинают с подготовительной фазы. На дно плавильной ложки кладут картонный квадратик, на нем размещают лист таким образом, чтобы его края обернулись вокруг краев ложки. Это делается для ускорения процесса расплавления.

Нарезание серебряного припоя
С применением ювелирных или лабораторных весов навешивается шихта, ее делят на порции по 18-20 г. На одну порцию берут 6 г серебра 875 пробы и 40% чистого металла. Из смеси посредством сильного магнита удаляют железную пыль.
Далее следует добавить мелко нарезанную медь. Ее берут из расчета 1 часть меди на 3 части серебряной смеси. Флюсом будет служить порошок буры, его добавляют 10% от общего объема.
Следующий этап — плавление. Следует зажечь горелку и отрегулировать режим горения. Плавильную ложку помещают в верхнюю, самую горячую часть пламени горелки. Шихта начинает плавиться и скапливаться на дне плавильной ложки.
Как только вся шихта расплавилась, можно приступать к завершающему этапу — отливке.
Ложку снимают с огня и без малейшего промедления, не давая расплавленному металлу остыть, единым плавным движением выливают ложку в ингус. Ингус охлаждают струей воды. После того, как отливка окончательно остыла, и процессы кристаллизации завершились, ее извлекают из ингуса, перевернув его и постучав при необходимости.
При самостоятельном изготовлении припоя следует соблюдать следующие меры предосторожности:
- Проводить работы в хорошо проветриваемом помещении.
- Использовать средства индивидуальной защиты: очки или прозрачный щиток, защитные перчатки из спилковой кожи или брезента.
- Проводить работы на огнеупорном основании.
- Сразу по окончании нагрева и отливки выключить горелку.
- Не оставлять оборудование без присмотра.
Приготовление серебряного припоя своими руками работа не слишком сложная, но требующая сосредоточенности и определенного навыка.
Выбор припоя
Выбор соответствующего вида смеси при спаивании сталей проводится в соответствие со структурой сырья. Припои с содержанием серебра позволяют производить прочные швы, с равномерным, плотным покроем. Данные виды обладают повышенными антикоррозийными свойствами, что дает возможность применять их с веществами, подвергаемыми агрессивному воздействию окружающей среды.
Для ремонта штуцеров, различных патрубков и других субстанций с содержанием меди более 57% употребляется структура с маркировкой ПСР-12
Для конструкций с возвышенными требованиями к надежности и прочности, важно использовать более насыщенные материалы. Необходимо знать, что существуют продукты с содержанием серебра до 70%. В качестве альтернативы оловянному составу пайки, используется серебрено — цинковый
Цена такого продукта высока, однако окупается при использовании со сталями повышенной хрупкости. Распространенным в радиотехнике является припой марки ПОС-40, который содержит 2,5% серебра
В качестве альтернативы оловянному составу пайки, используется серебрено — цинковый. Цена такого продукта высока, однако окупается при использовании со сталями повышенной хрупкости. Распространенным в радиотехнике является припой марки ПОС-40, который содержит 2,5% серебра.
Подготовка флюса своими руками
Существует несколько способов приготовления флюса в домашних условиях. Основные инструменты и материалы, которые могут понадобиться при изготовлении:
- Газовая плита, ей производится разогрев вещества до жидкого состояния.
- Ложка, служит для дозировки порошка.
- Стальная емкость или ступа, используется для измельчения твердой канифоли до мелких частиц.
- Герметичная емкость для хранения.
После приготовления порошка, необходимо подготовить растворитель. Подогревается элемент до требуемой температуры, обычно применяется раствор с пропорциями 1 к 1. Перемешивание раствора, приготовленного в домашних условиях, происходит ложкой до перехода всех частиц в жидкое состояние. В процессе смесь приобретает желтоватый оттенок.
Технические характеристики припоя ПОС-10
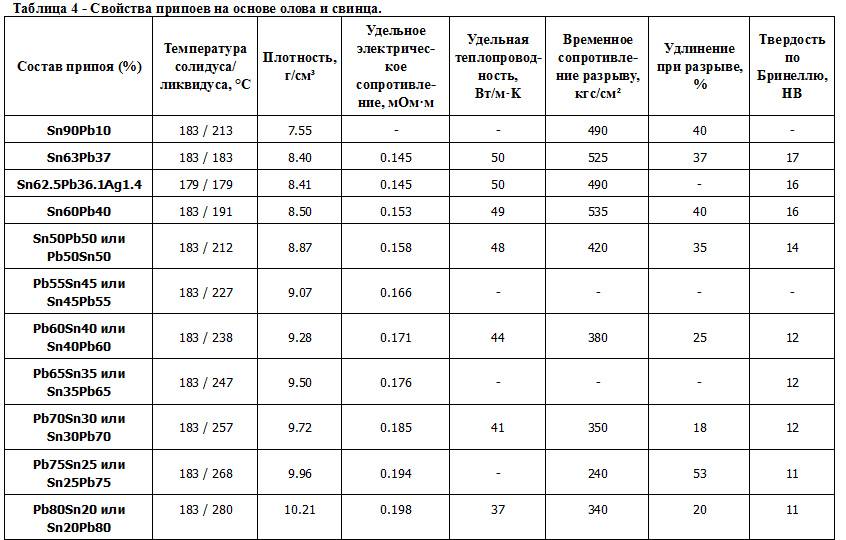
Припой ПОС 10 имеет отличительный химический состав. Он содержит 9-10 % олова, около 89 % свинца, 0,2 % висмута, 0,1 % сурьмы и остальные примеси в незначительных количествах. Припой ПОС-10 применяется для пайки и лужения контактных поверхностей электроники. Например им паяют реле и заливают контрольные пробки в корпусах радиоэлектроники.

Температура пайки ПОС-10 составляет 299 градусов Цельсия. Точка солидуса равна 268 градусов.
Достоинства припоя ПОС-10:
высокая температура плавления полезна при пайке корпусов аппаратуры.
Недостатки припоя ПОС-10:
- низкая прочность и сопротивление разрыву около 3,2 кгс/кв.мм.;
- высокое удельное сопротивление — 0,2 Ом х кв.мм./м;
- высокое содержание свинца, опасного для здоровья.
Паяльная паста
В конце и без того длинного повествования хотелось бы немного рассказать о паяльной пасте. Используется она в основном для пайки поверхностно монтируемых компонентов (SMD’шек) и безвыводных микросхем в корпусах BGA.

На вид представляет собой серого цвета кашицу и состоит из о-о-очень мелких шариков сплава Sn62Pb36Ag2 (состав: 62% олова, 36% свинца и 2% серебра), а также безотмывочного флюса. На упаковке указывается, что флюс безотмывочный двумя буквами в названии – NC (No Clean – без очистки). Флюс, в котором содержаться шарики припоя на воздухе высыхает, поэтому пасту хранят в закрытой упаковке.
 Паяльная паста Solder Plus
Паяльная паста Solder Plus
Применяется паяльная паста при сложном ремонте мобильных телефонов для пайки микросхем в корпусе BGA. Для её использования требуется дополнительное оборудование для ремонта сотовых телефонов, например, специальные трафареты. Стоимость такой пасты довольно высока. Да и не удивительно, ведь в её составе есть серебро.
В настоящее время в производстве электроники стали массово применяться бессвинцовые припои.
Главная » Радиоэлектроника для начинающих » Текущая страница
Также Вам будет интересно узнать:
Чем паять серебро в домашних условиях?
Пайка любых металлов требует знаний о физико-химических свойствах материала. Серебро плавится при температуре 960ºС, это среднее значение для металлов, применяемых при изготовлении ювелирных изделий. Для примера, температура, необходимая для достижения точки плавления меди — 1083ºС, а для золота — 1063ºС.
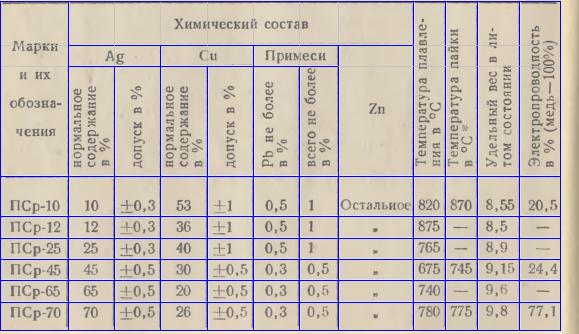
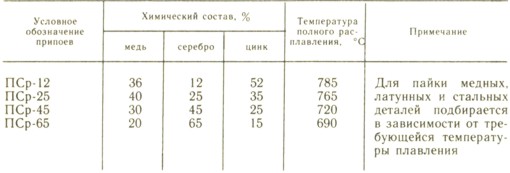
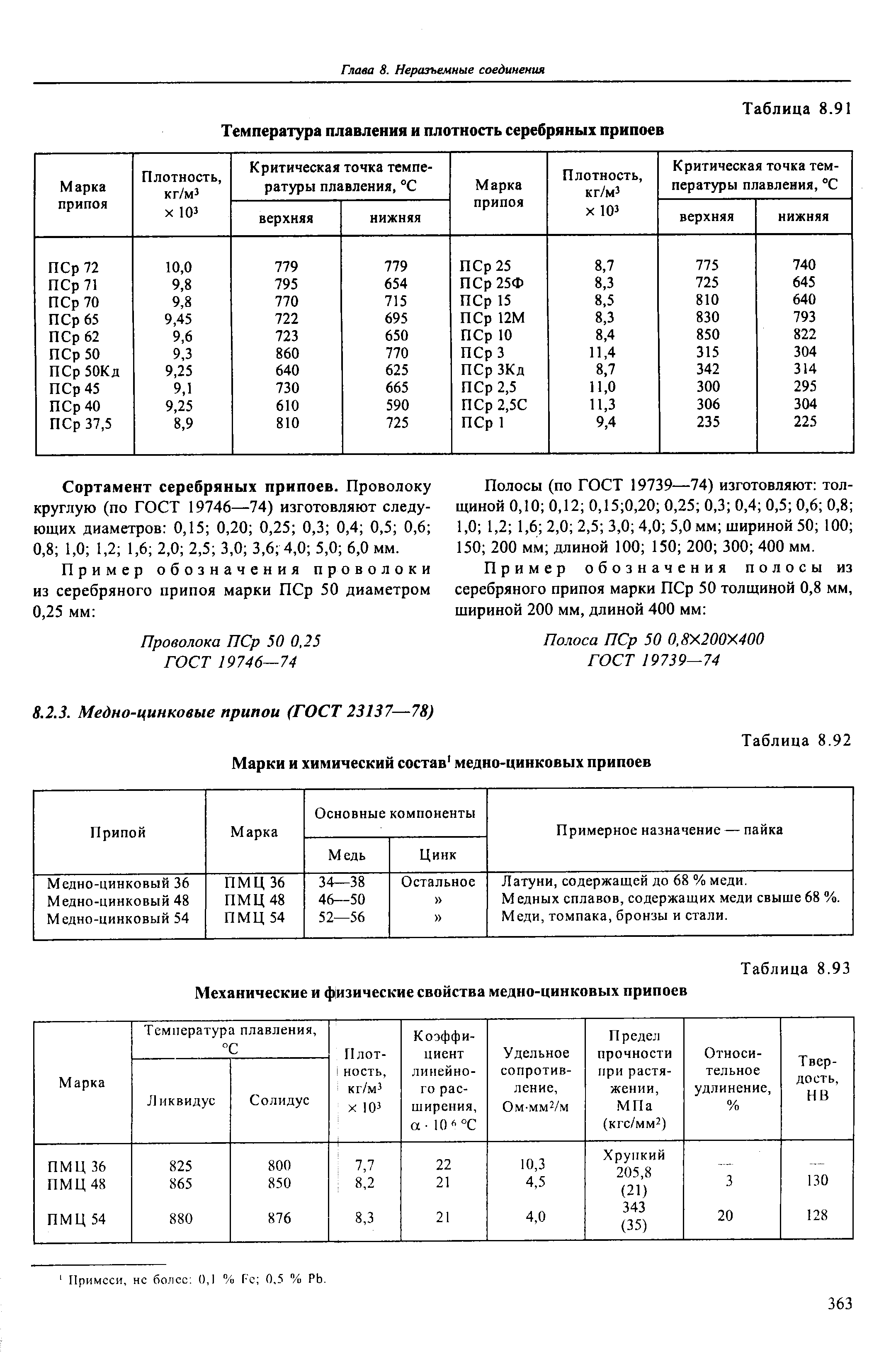
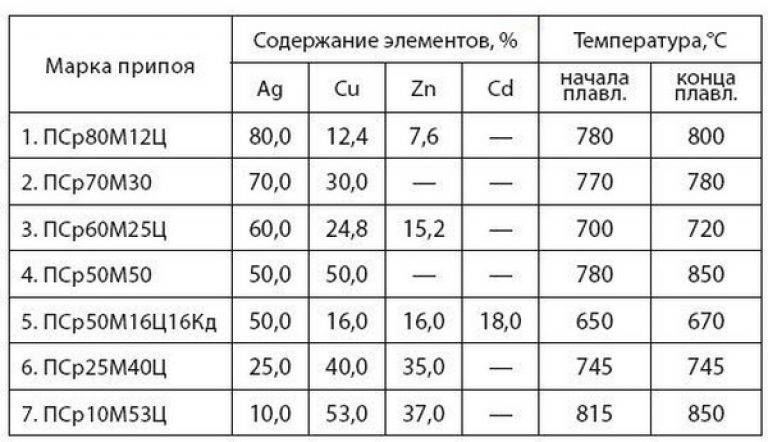
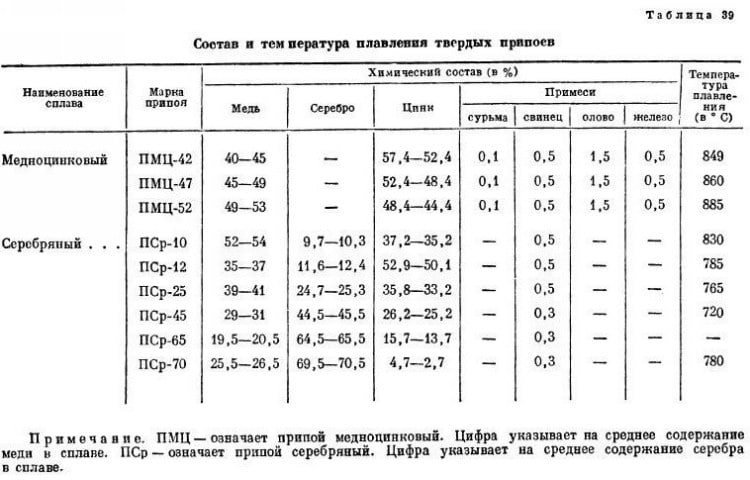
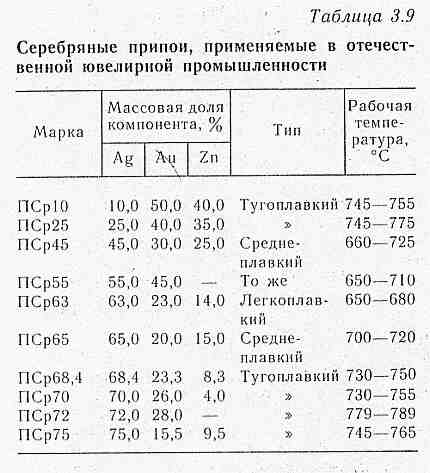
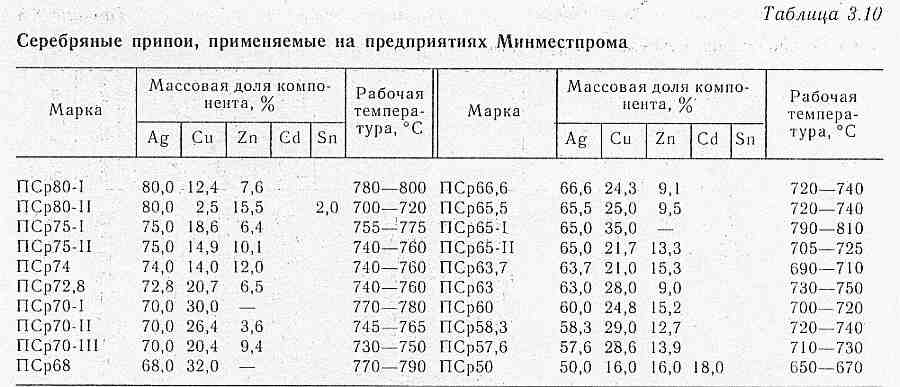
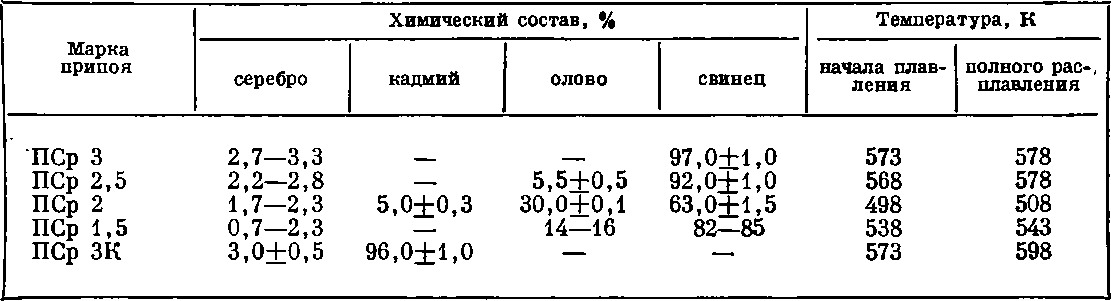
Сплавы, содержащие серебро, имеют разную температуру плавления. Точные значения указаны в специализированных справочниках. В частности, ПСр-25, ПСр-10, ПСр-12. Серебряные припои маркируются последовательностью букв и цифр. Цифровые значения соответствуют процентному содержанию серебра в припое.
Подготовка паяльника к работе и зачистка поверхности: а — нагревание паяльника паяльной лампой, б — способы крепления паяльника на паяльной лампе, в — подставка для паяльника, г — облуживание паяльника на кирпиче.
В современном производстве припои, содержащие серебро, являются важным, неотъемлемым компонентом технологического процесса, так как сварные швы, спаянные серебряным припоем, гарантируют прочность, высокую плотность и устойчивость к коррозии. Антикоррозийность следует признать самым значимым качеством. При повышении требований к прочности и устойчивости к коррозии необходимо использовать припои с повышенным содержанием серебра. В некоторых случаях применяется пайка припоем с 70%-м содержанием серебра.
Припой для серебра приобретается в специализированных магазинах. Предпочтительно пользоваться припоем тугоплавким (температура плавления выше 240ºС), использовать сплав с маркировкой ПСР2 и ПСР-2,5 или применить специализированную пасту для пайки.
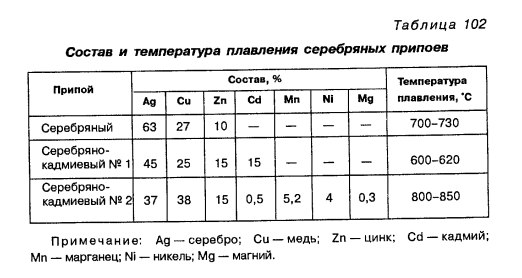
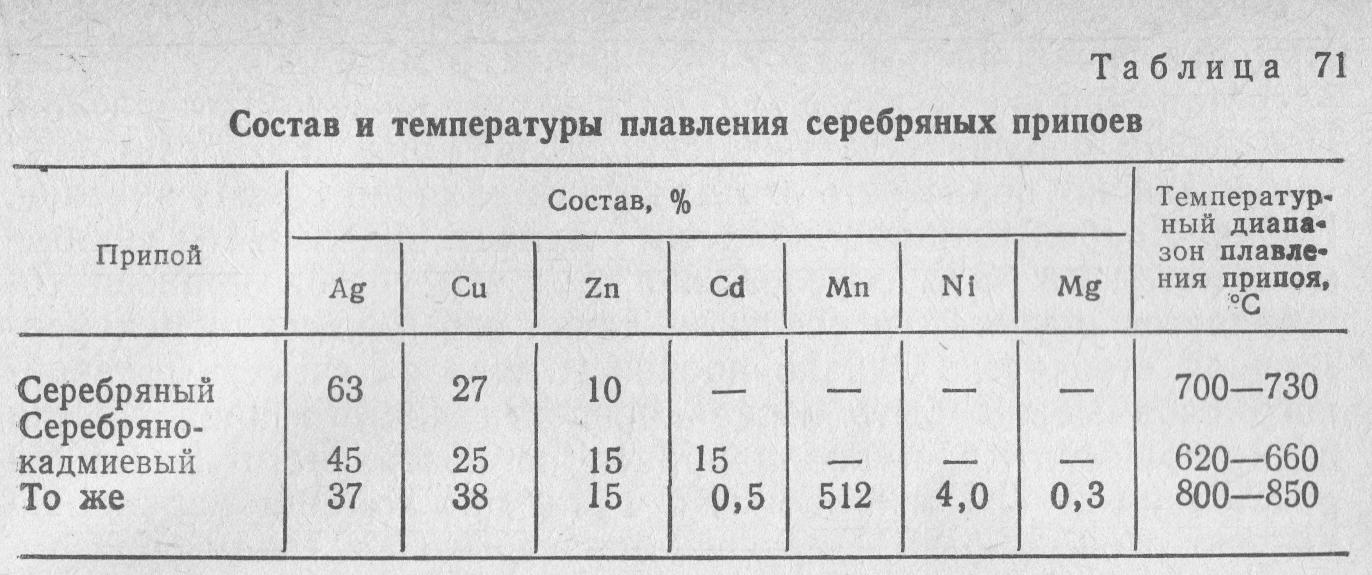
Также можно изготовить припой своими руками. Применяются серебряно-медно-цинковые и серебряно-медно-кадмиево-цинковые припои. Наиболее оптимальный состав — 45% серебро, 25% медь, 30% цинк. Компоненты плавятся в муфельной печи под флюсом. Готовая смесь выливается на подложку, после остывания сплав пропускается через вальцовочный станок, до получения листочков толщиной примерно 0,5 мм. При пайке используют полоски шириной 1-3 мм, от которых отрезаются кусочки требуемой длины.
Не рекомендуется использовать дома составы, содержащие кадмий, так как пары кадмия вызовут проблемы со здоровьем. В процессе пайки место соединения подвергается воздействию атмосферного воздуха. Для предотвращения окисления и других негативных реакций применяют флюс (колофоний). Во время расплавления припоя флюс равномерно распределяется по поверхности металла и изолирует область сварки.
Приемы пайки: а — пайка открытого шва молотковым паяльником, б — подогревание спаиваемых поверхностен электрическим утюгом, в — пайка листового металла, г — пайка проводов, д — спаивание труб торцовым паяльником, е — способ запайки отверстий в трубах, ж — облуживание концов провода.
Дома можно использовать простой флюс для пайки серебряных сплавов — смесь равных долей буры (тетрабората натрия) и поташа. Поташ можно заменить пищевой или технической содой. Иногда добавляют 1/10 поваренной соли. Бура представлена водным раствором, и ее требуется просушить. Сушится она на конфорке кухонной плиты в сосуде типа фарфоровой химической емкости или чашки для выпаривания. Сушится на несильном огне.
Горячая бура образует пузыри, которые протыкаются металлическим стержнем для разрушения, масса должна оставаться в таре. После окончания процесса выпаривания буру немедленно снимают с огня, чтобы не допустить плавления. После остывания полученные кристаллы растирают в ступке и смешивают с поташем.
После окончания пайки с поверхности отремонтированного изделия флюс удаляют с помощью нагретого слабого раствора кислоты. Для чернения применяют горячий раствор серной печени. Серная печень — смесь полисульфидов натрия или калия, изготавливается сплавлением поташа или соды (две меры) с серой (одна мера). Готовую серную печень нужно хранить в герметичной сухой таре, непосредственно перед употреблением готовят раствор, так как он сохраняет свои свойства в течение 24 часов. Насыщенность раствора зависит от необходимого результата и подбирается индивидуально.
Для соединения мелких ювелирных деталей используют газовую горелку. Подобная определенность при выборе главного инструмента связана, прежде всего, с удобством: для работы газовой горелкой потребуется лишь обычный газовый баллончик, да и качество выполненной работы порадует.
Несеребреные припои
Применять свинцовый припой при пайке серебряных ювелирных изделий, специалисты категорически не советуют. Такой метод не принесёт желанного результата. К тому же следы свинцового припоя будет трудно удалить.
Есть здесь и ещё один важный момент — многие украшения из серебра имеют постоянный контакт с телом, так как их надевают весьма часто. А свинец очень токсичен и способен впитываться через кожу, что несёт весьма негативные последствия для организма.
Что касается припоев с оловом, то здесь не всё так однозначно. Теоретически спаять серебро таким припоем можно, но шов, скорее всего, получится не очень аккуратным, вещь может утратить свою былую эстетичность.
Со временем олово потемнеет, и зона пайки будет очень заметна. Если понадобится новая пайка, и она будет сделана, допустим, в ювелирной мастерской серебряным высокотемпературным припоем, олово попросту сгорит.
Безусловно, пайка может понадобиться не только ювелирным изделиям, но и, например, серебряным элементам электронных печатных плат. В этом случае технология пайки требует обязательного применения припоя ПОС-60, в котором содержится 60% олова и 40% свинца.
Данный припой выпускается в виде тонких трубочек со смолой, которая выполняет функцию флюса (то есть дополнительно покупать или приготавливать флюс нет необходимости).
Разновидности
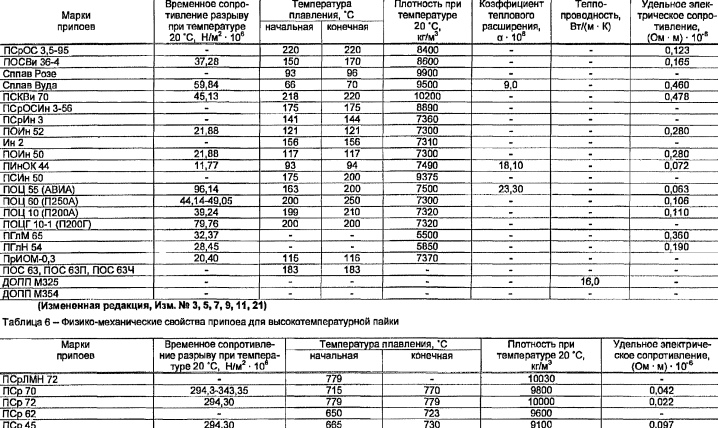
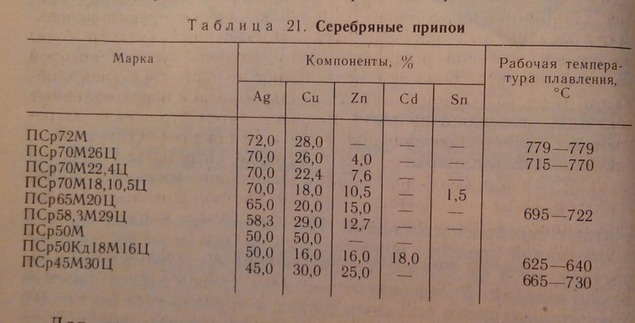
ПСр72 выпускается в виде проволоки диаметром в 1 мм. В своем составе он имеет, примерно, 72% серебра и 28% меди. Температура плавления серебряного припоя составляет 779 градусов Цельсия. Он используется для пайки меди и ее различных сплавов, латуни, никеля, бронзы и нейзильбера. Также им может осуществляться спаивание никеля и его сплавов с серебряными деталями. Он может работать с вольфрамом и проводить лужение и ремонт ювелирных изделий.

Серебряный припой ПСр72
ПСР70 выпускается в виде проволоки, диаметр которой составляет 3 мм. Химический состав включает в себя три элемента. 70% отведено для серебра, 26,6 для меди, остальное место занимает цинк. Температура плавления составляет 735 градусов Цельсия. Он чаще всего используется для пайки титановых изделий и его сплавов.
Серебряный припой ПСР70
Припой ПСР 2 выпускается в виде проволоки толщиною 2 мм. В составе имеется только 2% серебра, тогда как олова – 30%, кадмия – 5%, а все остальное занимает свинец. Температура плавления является достаточно низкой и составляет 236 градусов Цельсия. Используется для спаивания таких металлов как никель и медь с керамикой и стеклоэмалью, а также для спаивания и лужения ювелирных изделий.

Серебряный припой ПСР 2
Припой ПСр 2,5 является очередной низкотемпературной разновидностью. Содержание серебра тут всего 2,5%, меди 5,5%, а основным металлом является свинец. Температура плавления достигает 297 градусов Цельсия. Применяется для пайки и лужения меди, а также сплавов меди и никеля. Работает с широким спектром цветных металлов.

Серебряный припой ПСр 2,5
Припой ПСр 3 выпускается в виде проволоки диаметром 3 мм. В составе имеется только серебро, соотношение которого составляет 3%, и свинец. Температура плавления составляет 315 градусов Цельсия. Используется для спаивания таких металлов как никель и медь с керамикой и стеклоэмалью, а также для спаивания сталей и цветных металлов.

Серебряный припой ПСр 3
Припой ПСр 15 выпускается в виде 2 мм проволоки. В составе представлено три элемента, серебро – 15%, медь – 4,8%, фосфор – 80,2%. Температура плавления здесь составляет 720 градусов Цельсия. Применяется для пайки никеля и меди, их сплавов, бронзы, латуни, нейзильбера и прочих металлов.
Серебряный припой ПСр 15