

Меры безопасности при работе
При работе со сварочным оборудованием необходимо соблюдать следующие меры безопасности.
- Сварщик должен защищать все участки тела от попадания на них брызг раскаленного металла. Для этого используется спецодежда, плотно закрывающая открытые участки тела, а также защитные перчатки. Одежда должна быть из плотного материала, который может выдержать попадание раскаленных брызг. Ни в коем случае одежда не должна быть из синтетических волокон, которые при воздействии высоких температур начинают плавиться. Такой материал мгновенно прогорает, что может вызвать ожоги у сварщика.
- Поскольку при сварке образуется жесткое ультрафиолетовое излучение, то от него необходимо защищать глаза, используя маску с затемненным стеклом. Не так давно в продаже появились маски со стеклом “хамелеон”, которое затемняется при появлении яркого света. Также от ультрафиолета должны быть защищены и другие участки тела.
- Обувь должна быть закрытой, чтобы исключить попадание в нее раскаленных брызг.
- Помещение, где проводятся сварочные работы, должно иметь принудительную либо естественную вентиляцию (наличие окон, которые можно открыть). Вдыхание паров и дыма, образуемого в процессе сварки, пагубно влияет на здоровье человека.
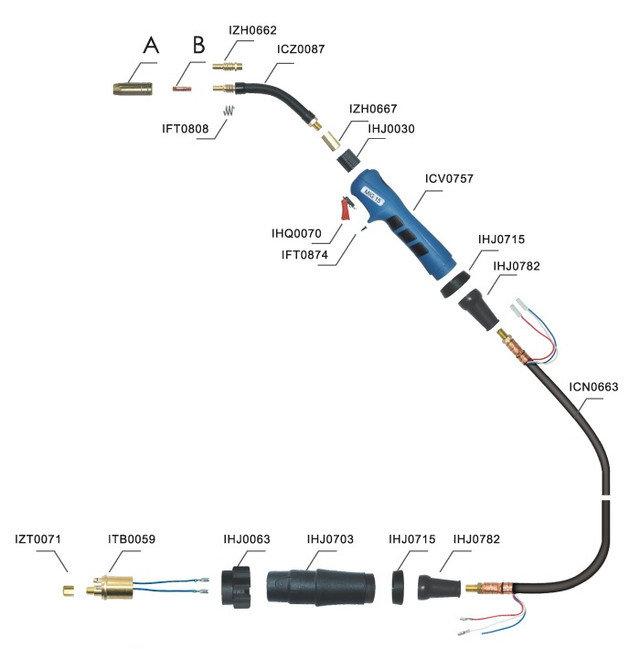
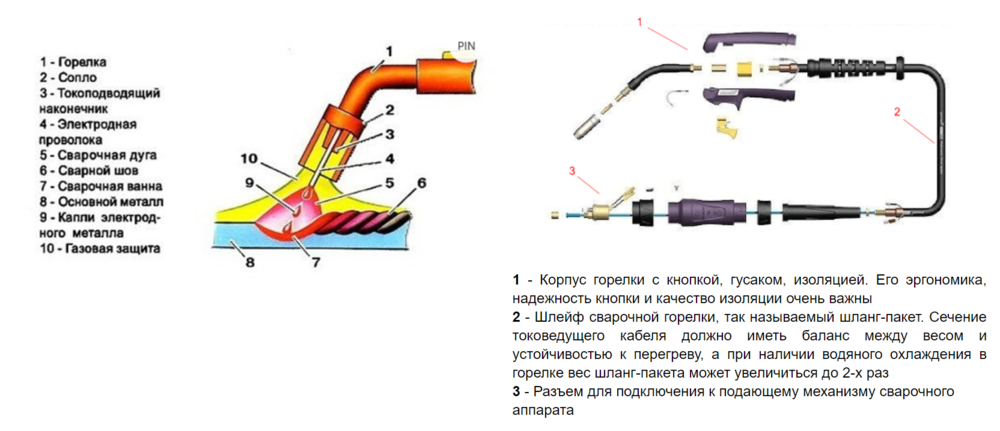
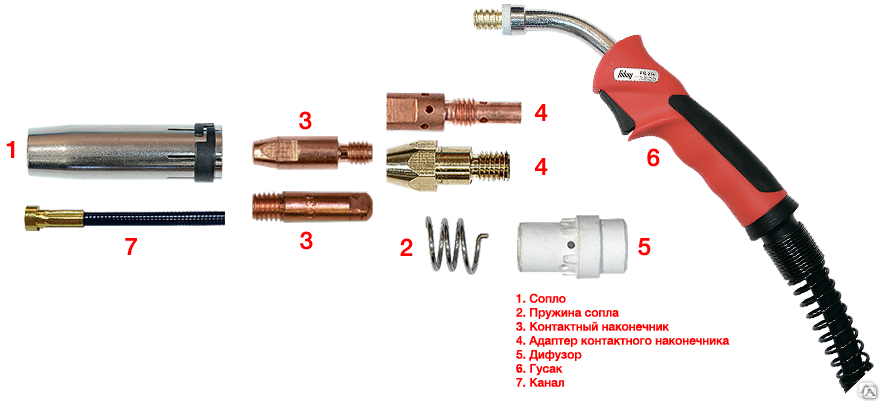
Горелка для сварочного полуавтомата
Сварщик, производя сварочные работы сварочным инвертором или полуавтоматом, делает одинаковые движения. Но в отличие от держателя для электродов, полуавтоматы имеют горелку достаточно сложную по конструкции. Горелка для сварочного полуавтомата подбирается под тип сварки MIG или MAG. И от правильного выбора зависит производительность, безопасность и утомляемость работника, который производит сварочные работы в течение половины рабочего времени.

Горелки для полуавтоматов можно отнести к расходным материалам, потому что срок их эксплуатирования не превышает полугода. Но и для такого срока необходима смена быстро выходящих из строя элементов.
Как классифицируются горелки?
Разновидностей горелок для сварки довольно-таки много. Несмотря на то что принцип их работы примерно одинаковый, они могут обладать рядом особенностей:
- Инжекторные и безынжекторные конструкции – они отличаются друг от друга по технологии подачи кислорода к участку горения;
- Газовые или жидкостные. В первых для получения пламени требуемой температуры используется специальный горючий газ, а вторые работают на парах бензина или керосина;
- Специализированные или универсальные, причем последние могут применяться для любых работ, связанных с резкой или сваркой металла;
- Однопламенные и многопламенные дифференцируются в зависимости от потоков подаваемого пламени;
- Машинные и ручные;
- Газосварочные горелки могут классифицироваться по мощности: малая, средняя, высокая.
Инверторный сварочный полуавтомат — применение
Полуавтоматическая сварка широко используется на огромных заводах, небольших производствах и автомастерских. Благодаря возможности замены материала присадочной проволоки, этот метод позволяет сваривать:
- «черные» металлы;
- алюминий;
- нержавеющую сталь.
Сварка полуавтомат способна соединять изделия под высокую коррозионную нагрузку. Это используется в химической промышленности для создания емкостей под жидкости с агрессивной средой. Сварка полуавтоматом задействована в изготовлении дверей, козырьков, беседок и гаражей. Она активно применяется для сварки труб на территории предприятий. Благодаря возможности отрегулировать напряжение на низкий уровень, сварочный аппарат задействуют в машиностроении и ремонте корпусов автомобилей.
Подготовка
Перед тем, как варить сварочным полуавтоматом, необходимо провести подготовительные работы. Они начинаются с регулировки сварочного полуавтомата. Для этого следует выбрать правильное значение силы тока, и выставить его на аппарате.
Затем регулируются скорость подачи проволоки и расход газа, который устанавливается с помощью вентиля на редукторе баллона. Оценить правильность настроек можно на небольшом куске металла. При грамотной настройке должен получиться плотный ровный шов.
После этого выставляют оптимальное значение расхода газа. Если оно будет недостаточным, в сварочном шве появятся поры. Границы верхнего значения не существует, но при неоправданно большом газ будет уходить в атмосферу бесполезно, что увеличит расходы. При недостаточно качественном шве следует произвести перенастройку.
Затем надо проверить, достаточное ли количество газа для создания рабочего давления находится в баллоне. Рабочее – давление, позволяющее осуществлять надежную защиту ванны в зоне проведения работ. Потом надо определиться с полярностью.
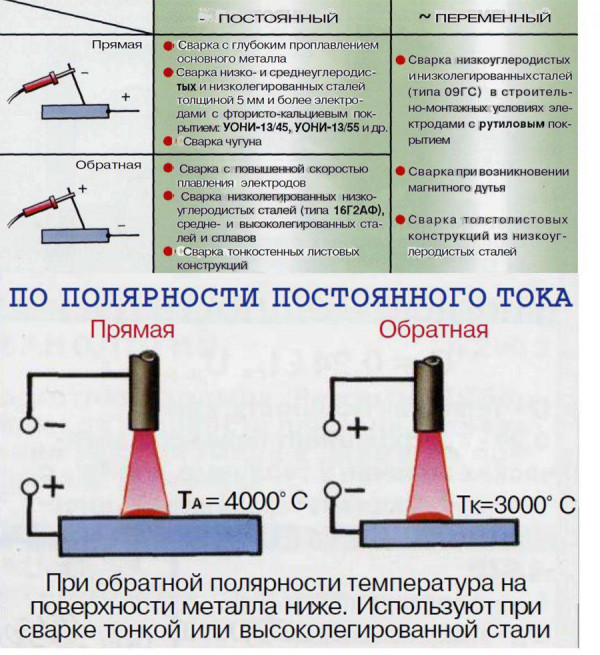
После выбора полярности необходимо подключиться к соответствующей клемме. Прямую полярность обеспечит подключение сварочного кабеля к положительной клемме. Обратную полярность используют для проведения очень точных работ.
Меры безопасности при работе
При работе со сварочным оборудованием необходимо соблюдать следующие меры безопасности.
- Сварщик должен защищать все участки тела от попадания на них брызг раскаленного металла. Для этого используется спецодежда, плотно закрывающая открытые участки тела, а также защитные перчатки. Одежда должна быть из плотного материала, который может выдержать попадание раскаленных брызг. Ни в коем случае одежда не должна быть из синтетических волокон, которые при воздействии высоких температур начинают плавиться. Такой материал мгновенно прогорает, что может вызвать ожоги у сварщика.
- Поскольку при сварке образуется жесткое ультрафиолетовое излучение, то от него необходимо защищать глаза, используя маску с затемненным стеклом. Не так давно в продаже появились маски со стеклом “хамелеон”, которое затемняется при появлении яркого света. Также от ультрафиолета должны быть защищены и другие участки тела.
- Обувь должна быть закрытой, чтобы исключить попадание в нее раскаленных брызг.
- Помещение, где проводятся сварочные работы, должно иметь принудительную либо естественную вентиляцию (наличие окон, которые можно открыть). Вдыхание паров и дыма, образуемого в процессе сварки, пагубно влияет на здоровье человека.
Значение производителя
Важным фактором при решении вопроса, какой сварочный полуавтомат выбрать, является выбор производителя. Здесь трудно давать рекомендации, ведь бывают ситуации, когда изделия никому не известных производителей безотказно работают годами, а продукция мировых брендов не отрабатывает гарантийный срок эксплуатации.
Не смотря на это, лучше все же отдавать предпочтение именитым производителям. Главным образом потому, что они при реализации продукта, обычно создают сеть сервисных центров, обеспечивающих обслуживание, и если понадобится, гарантийный ремонт аппарата.
Особенно важно обращать на это внимание, если приобретается инверторный сварочный полуавтомат, для ремонта которого требуется специально обученный, высококвалифицированный персонал
Сварка полуавтоматом: возможные регулировки в процессе
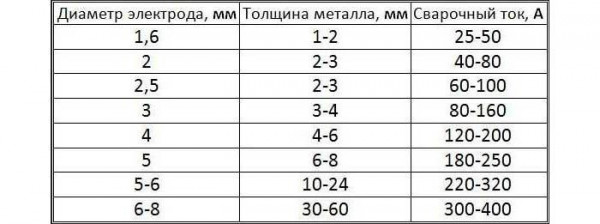
Чтобы шов получился ровным и красивым, необходимо чувствовать полуавтомат и уметь его правильно отрегулировать. Нужно выставить необходимые параметры по настроечным таблицам, которые прилагаются к технической документации на аппарат конкретного типа. Варить при низком рабочем токе нельзя: это скажется на качестве шва, а в некоторых случаях даже соединить части между собой не удастся. Соблюдается такой принцип: чем толще металл, тем выше сила рабочего тока или напряжения (зависит от принципа действия полуавтомата).
Как варить полуавтоматом видео уроки :
СВАРКА АЛЮМИНИЯ ПОЛУАВТОМАТОМ
На полуавтомате можно варить различные металлы, и алюминий не исключение. Но тут есть особые правила, так как данный металл имеет некоторые особенности. На его поверхности имеется тонкий слой амальгамы, у которого температура плавления намного выше, чем у алюминия (больше 2000 градусов в то время, как основной металл плавится при 650 градусах). В этом случае используется в качестве инертного газа аргон. Так как алюминий быстро плавится и начинает течь, для работы на сварочном полуавтомате применяется подложка.
Сам сварочный процесс происходит плавящимися электродами под действием постоянного тока обратной полярности — это, когда на деталь крепиться отрицательный заряд, а на горелку – положительный. Такие приемы сварки способствуют качественному плавлению заготовки и быстрому разрушению верхнего слоя. Хотя для такого соединения можно применять и другу хитрость – предварительно зачищать изделие, чтобы снять оксидную пленочку. Подробнее об особенностях работы с алюминием можно прочесть здесь.
Технику соединения можно выполнять в разном пространственном положении, используя разные виды швов.
Разница сварки в газовой среде и без
При отсутствии газовой аппаратуры или невозможности создания защитного облака используется порошковая проволока. Она имеет вид тонкой трубки, наполненной смесью флюсов. Такая проволока дороже простой, она нередко создает проблемы при подаче. Преимуществом является возможность сварки деталей на открытом воздухе, в том числе в ветреную погоду. Проволока с флюсом препятствует разбрызгиванию металла, ее можно применять для соединения загрязненных заготовок.

При отсутствии газовой аппаратуры используется порошковая проволока.
Как выбирать газ в зависимости от металла
Сделать правильный выбор помогает таблица.
| Материал заготовок | Тип газа |
| конструкционная сталь | углекислый |
| алюминий и сплавы | аргон |
| нержавеющая сталь | углекислый+аргон |
| легированная сталь | аргон+углекислый |
| конструкционная сталь | углекислый+аргон |
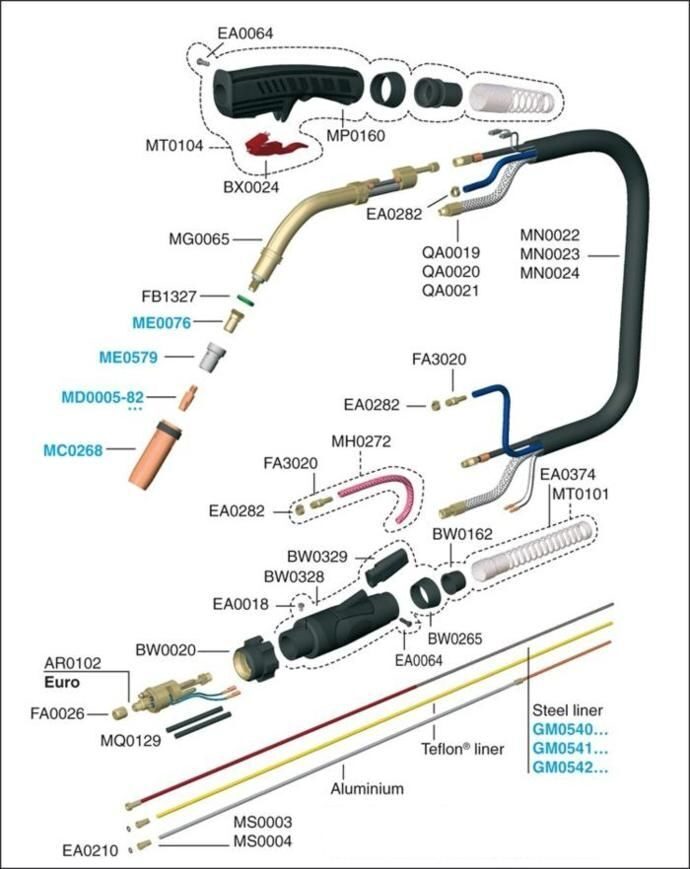
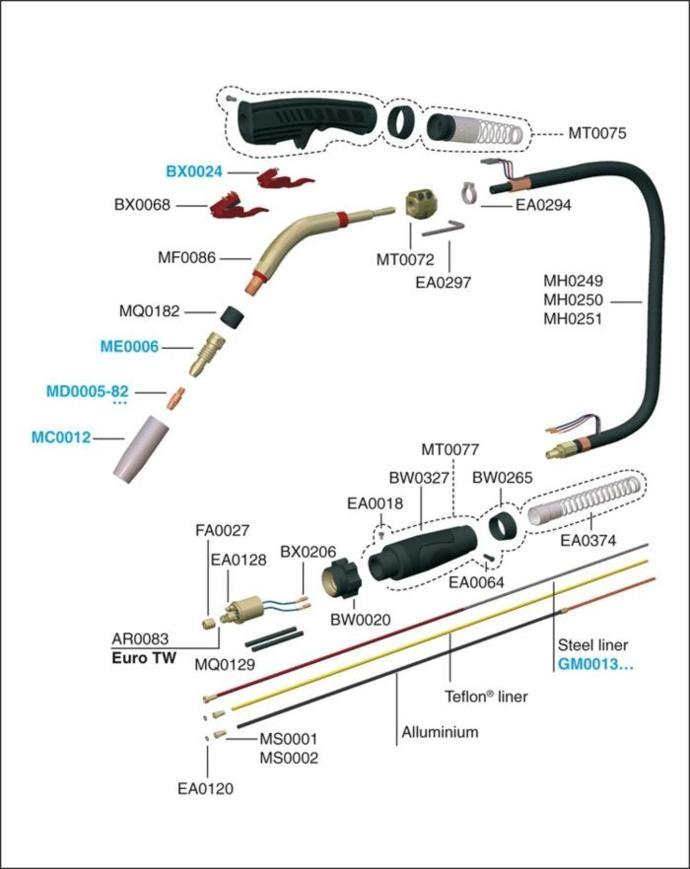
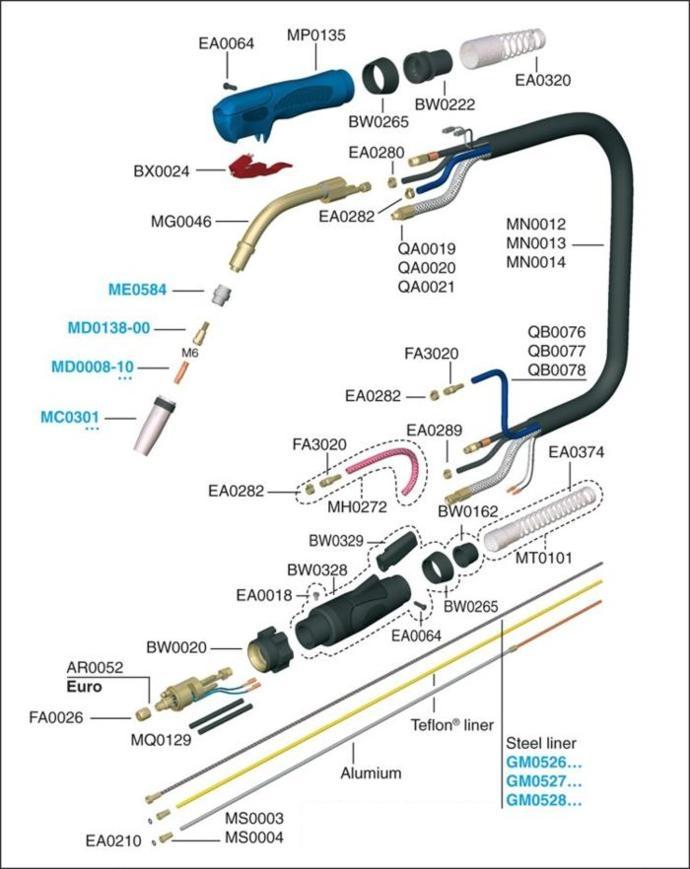
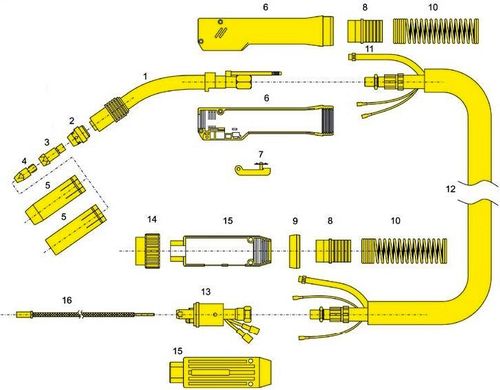
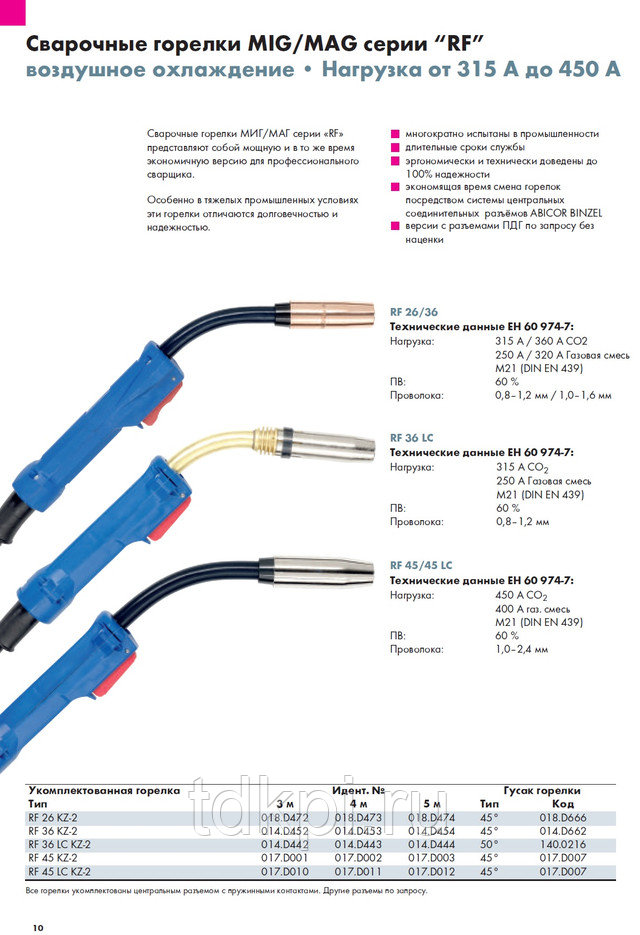
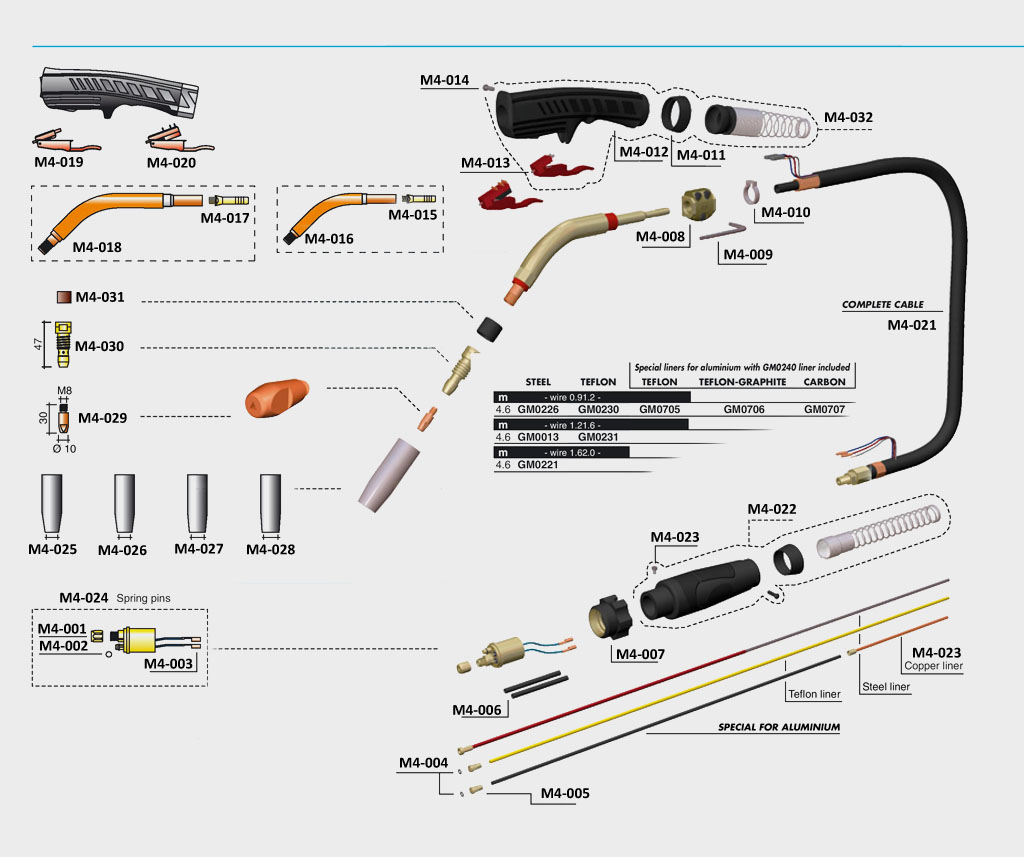
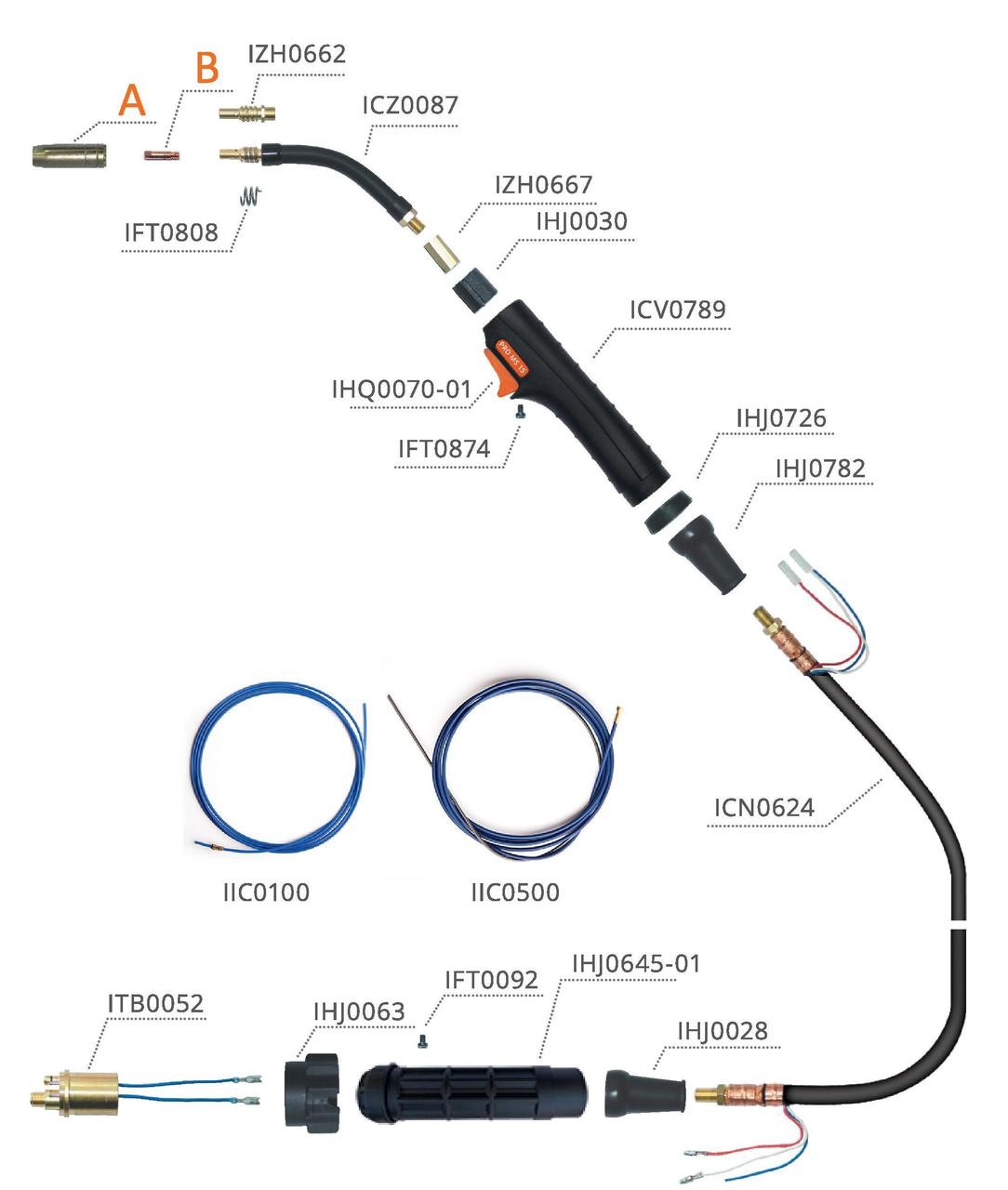
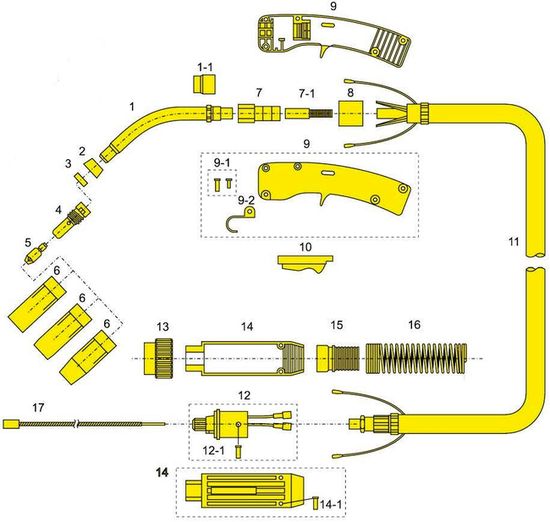
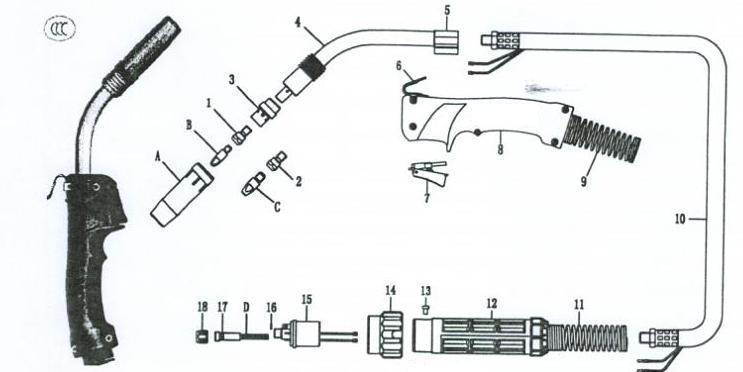
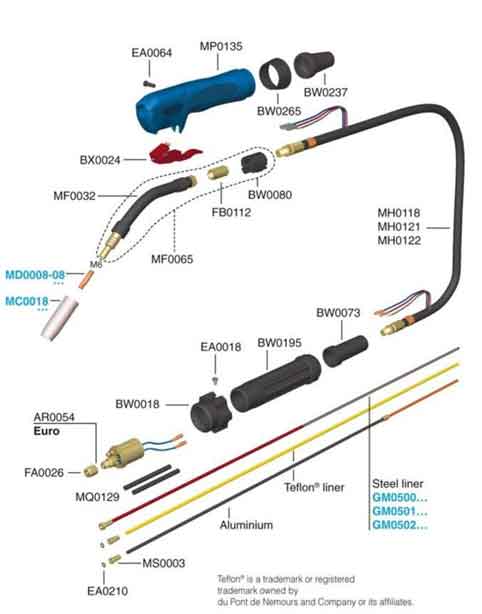
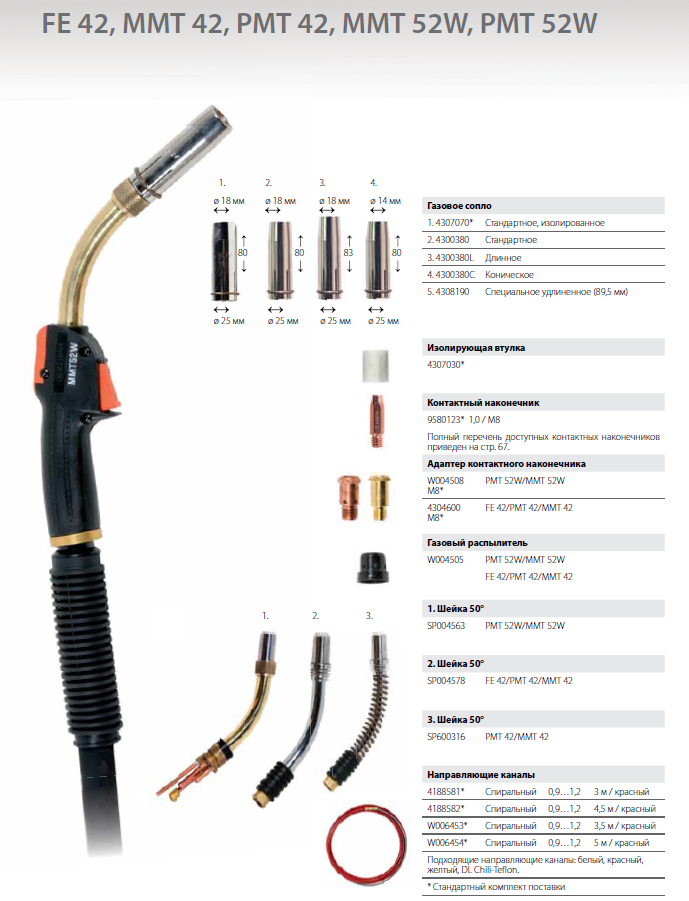
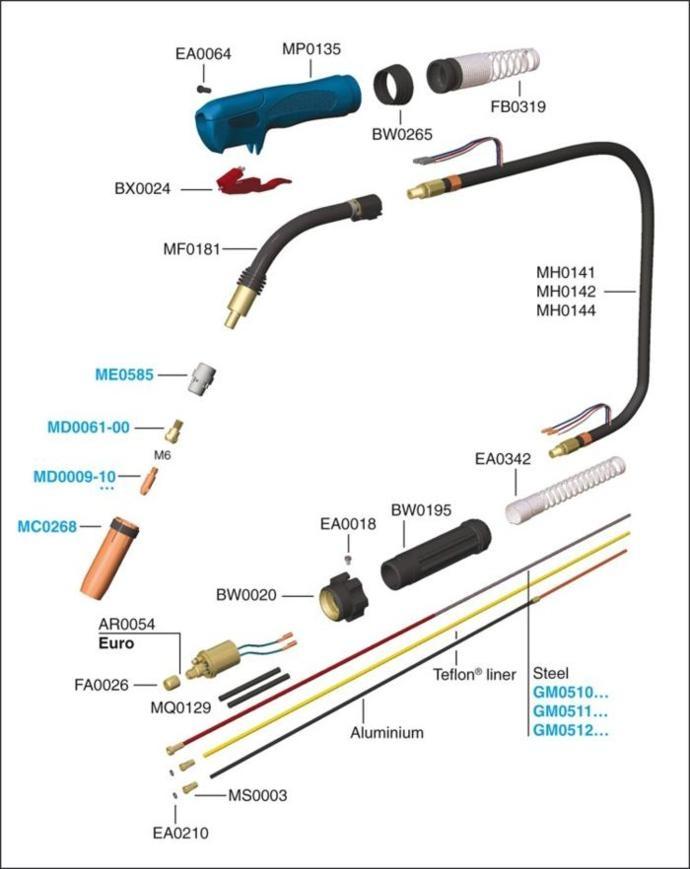
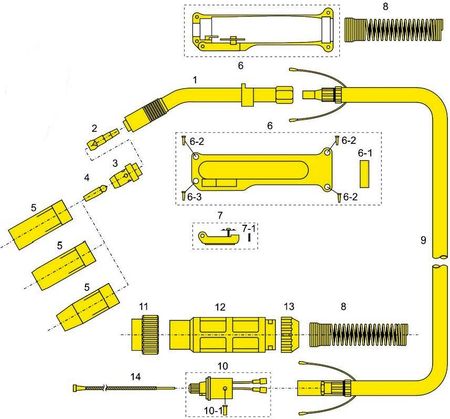
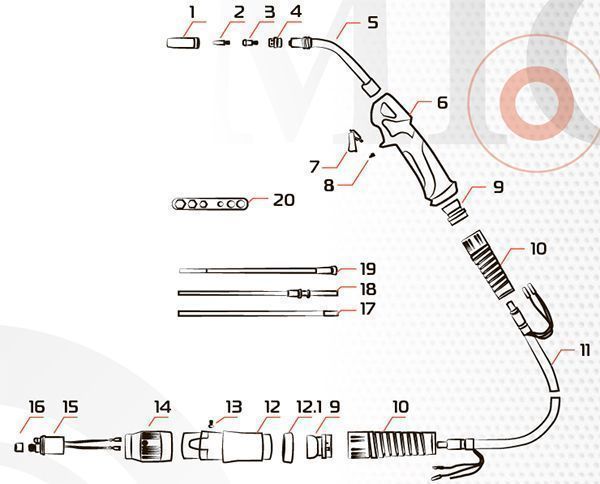
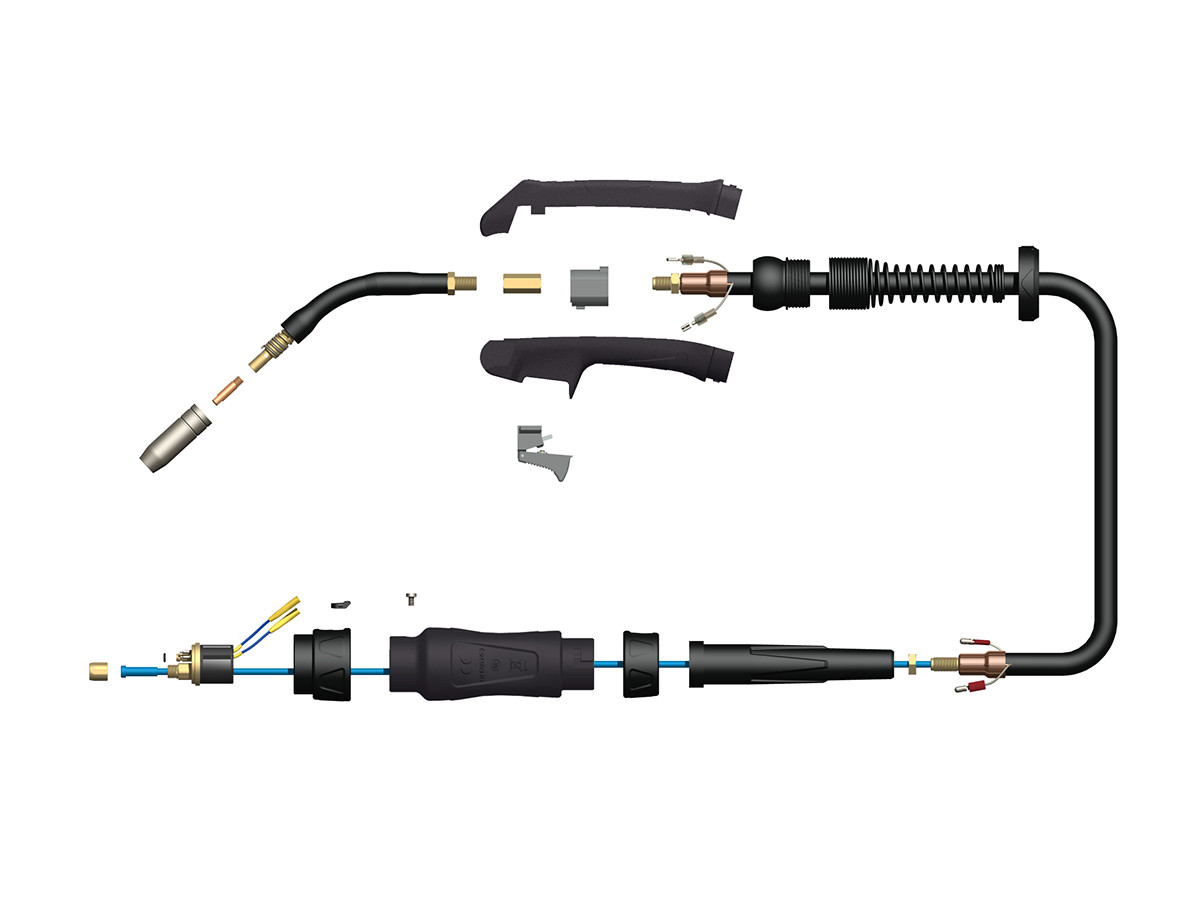
Разновидности горелок для сварочного полуавтомата
Производители предлагают множество моделей горелок для полуавтоматов. Их характеристики можно описать следующим образом:
- токовая нагрузка;
- длина рукава;
- тип охлаждения:
- воздушный;
- водяной;
- тип управления:
- кнопочный;
- вентильный;
- универсальный;
- способу подключения:
- штекером;
- евроразъемом.
Штекерное подключение к аппарату влечет за собой увеличение размера рукава, так как каждый источник подключается по отдельности. Соединение евроразъемом облегчает подключение, но оно используется на дорогом профессиональном и полупрофессиональном оборудовании, в котором все каналы собраны в один корпус.

Самодельная газовая горелка
Для сварочных полуавтоматов подбираются из следующих критериев:
- допустимая нагрузка по току;
- корпус должен быть изготовлен из пластика стойкого к механическим повреждениям;
- эргономичность корпуса;
- стойкость оболочки рукава к воздействию низкими температурами и абразивом;
- малый размер;
- минимальный вес.
Профессионалы предпочитают подбирать газовую горелку не по характеристикам сварочного полуавтомата, а по несколько сниженному значению сварочного тока. Связано это с тем, что работа производится не на постоянной основе.





Производители ведут расчет стойкости горелок по непрерывной работе в течение 10 минут, чего не делает ни один сварщик. Поэтому если на аппарате максимальным значением является 400А, то для горелки мощности в 300А будет вполне достаточно.
https://youtube.com/watch?v=5NLP2djACog
Расчет ведется по максимальной температуре, при которой возможно разрушение ручки или рукава. Поэтому в продаже можно встретить полуавтоматы, оснащенные горелками с 60% ПВ и даже ниже.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Важные критерии и характеристики при выборе сварочного полуавтомата
Для того чтобы выбрать подходящий сварочный аппарат, в первую очередь следует определиться с тем, какие виды сварочных работ предполагается выполнять и в каких условиях он будет эксплуатироваться. Пользователи этого оборудования делят его на три условные категории:
- Бытовые. Пригодны для использования в домашних условиях, а также на дачах и в гаражах.
- Для малых производств. Применяются в небольших мастерских, ремонтных предприятиях и автосервисах.
- Промышленные. Предназначены для работы на крупных производственных предприятиях.
Кроме входного напряжения, основным различителем этих групп оборудования является мощность сварочной установки, от которой напрямую зависит максимальная величина сварочного тока. В свою очередь этот параметр определяет такие технические характеристики полуавтомата, как скорость сварки, диаметр проволоки, толщину свариваемого металла, а также его массу и размеры.

Рисунок 9 — Сварочный полуавтомат
При выборе подходящей модели очень важно обратить внимание на ее технические особенности и дополнительные возможности. К примеру, возможность работы обычными электродами без газа (ММА) позволяет использовать полуавтоматический режим только в необходимых случаях, что ведет к общему снижению расхода углекислоты при сварке объемных изделий. Ниже приведена таблица основных технических и эксплуатационных показателей всех трех групп оборудования
Ниже приведена таблица основных технических и эксплуатационных показателей всех трех групп оборудования.
| № | Наименование | Бытовые | Для малых производств | Промышленные |
| 1 | Входное напряжение (В) | 220 | 220 | 380 |
| 2 | Мощность (кВт) | 3 | 4÷5 | 8-10 |
| 3 | Источник сварочного тока | инвертор | инвертор | выпрямитель |
| 4 | Диапазон сварочного тока (max/min) | 20÷120 | 10÷250 | 50÷400 |
| 5 | Напряжение холостого хода | 30÷40 | 50÷60 | 80÷90 |
| 6 | Степень защиты | IP21, IP22 | IP22 | IP22, IP23 |
| 7 | Диаметр проволоки | 0.6÷1.0 | 0.6÷1.2 | 0.8÷2 |
| 8 | Продолжительность включения (ПВ, %) | 50 | 70 | 80÷100 |
| 9 | Охлаждение горелки | воздушное | воздушное | водяное |
| 10 | Ручная сварка (ММА) | + | + | + |
| 11 | Сварка без газа | — | + | +/- |
| 12 | Работа на пониженном напряжении (В) | 140-220 | 140-220 | — |
| 13 | Длина кабель-шланга (м) | 2 | 2÷3 | 4÷5 |
| 14 | Вес (кг) | 12÷20 | 25÷40 | >70 |
Некоторые характеристики относятся к условиям эксплуатации, и их тоже важно учитывать при выборе конкретной модели. К примеру, сварочный полуавтомат для гаража эксплуатируется в сухих условиях и на горизонтальных поверхностях, поэтому для него достаточно класса защиты IP-21
Если аппарат используется в условиях небольшой влажности, брызг воды и прочего (например, под навесом на даче), то нужно выбирать модель с защитой IP-22. Чтобы выбрать необходимый рукав для полуавтомата, необходимо определиться, как и где он будет использоваться. При настольном варианте или небольшом весе установки достаточно длины 2÷2.5 м. В остальных случаях, возможно, потребуются большая длина.
Эргономика

В плане горелок удобство влияет не только на качество шва. От него зависит эффективность работы в целом и безопасность процесса для сварщика.
Выбирая горелку для полуавтомата, стоит присмотреться к стыковочным элементам. Они отвечают за комфорт поворота инструмента, уменьшая деформацию запястья. У моделей FUBAG стыковочный элемент выполнен из эластичного формованного полимера. Что обеспечивает максимальное удобство использования горелки.

Далее обратите внимание на рукоятку горелки. Рассматривайте те варианты, где используется термостойкий изоляционный материал
Именно он защищает сварщика от высоких температур и воздействия электрического тока.

Форма горелки должна быть анатомически удобной. Горелка должна «лежать» в руке. Идеально, если есть прорезиненные вставки — они дополнительно защищают от скольжения. Лучше всего если кнопка запуска будет расположена под пальцами – это влияет на скорость команды и точность операций.

Последнее на что стоит акцентировать внимание в рамках эргономики – наличие евроразъема. С ним подключение горелки будет быстрым и безопасным
Помимо этого, расширится спектр возможных аппаратов для совместного использования.

Оптимальные возможности сварочного полуавтомата
Выделяют достаточно много характеристик, на которые нужно обращать внимание при выборе сварочного аппарата для гаража. Помимо удобства пользования, это оборудование должно обеспечивать качественный и надежный шов, быстро включаться и потреблять мало электроэнергии
Причем чем чаще используются сварочные полуавтоматы, тем более существенное влияние оказывают приведенные характеристики.
Длина кабеля-канала
От этого показателя зависит удобство эксплуатации инвертора. Для сварки в гараже рекомендуют приобретать полуавтоматы с 3-3,5-метровыми шнурами. В ином случае, когда оборудование выносится на улицу, у кабеля должен быть достаточно большой запас длины.
Разъем горелки
Для работы в гараже рекомендуют приобретать сварочные аппараты с неразъемной горелкой или соединением типа EuroMig-Mag, которое обеспечивает быстрое подключение элементов. Последний вариант чаще встречается в профессиональном оборудовании.

Вес аппарата
Современное сварочное оборудование полуавтоматического типа имеет вес от 10 до 100 килограмм. Для гаража рекомендуют приобретать аппараты с небольшими размерами. Полуавтомат малой массы удобно переносить с места на место.




Минимальный и максимальный диаметр проволоки
Сварочные аппараты, приобретаемые для работы в гараже, должны комплектоваться электродами диаметром 0,6-2 миллиметра. Такая проволока намотана на бобину, которая помещается внутрь инвертора и подается автоматически через рукав (канал), по мере необходимости, на горелку.
При автоматической сварке применяют электроды из нержавейки, алюминия или стали. Для обработки металла в гараже рекомендуют приобретать проволоку с флюсом (с порошком). Этот вид электродов позволяет отказаться от дополнительных баллонов с газом, что повышает удобство эксплуатации сварочного оборудования.
Входной ток и мощность
Мощность — это основная характеристика, определяющая выбор сварочного полуавтомата для гаража. От данного показателя зависит качество и долговечность получаемого в итоге шва. Для сварки металла в домашних условиях подойдет оборудование мощностью 3-14 киловатт.
При этом, выбирая устройства для гаража, рекомендуется останавливаться на более производительных аппаратах. В частности, если требуется полуавтомат мощностью 10 киловатт, следует покупать модель на 14 киловатт. Такое решение позволит в будущем работать с более толстым металлом, используя оборудование, которое имеется в наличии.
Показатель мощности определяется с учетом сложности проводимых работ в гараже. Для сварки тонкого металла подойдут модели на 5 киловатт. В других случаях потребуются более мощные инверторы.
Показатель входного тока определяет продолжительность сварки. Чем меньше этот параметр, тем дольше можно эксплуатировать инвертор.
Максимальный и минимальный сварочный ток
От толщины свариваемого металла зависит сила подаваемого тока. Чем больше ампер указано в технических характеристиках, тем с более массивным материалом можно работать. Для гаража подойдут устройства, генерирующие до 150 Ампер. При работе с кузовными элементами автомобиля следует использовать инверторы на 200 Ампер.
Правильный выбор силы тока определяет конечный результат. Если параметр установлен ниже, чем требуется, то в итоге получится некачественный шов. В случае превышения допустимых значений на металле появляются сквозные дыры. Чтобы избежать подобных последствий, рекомендуется приобретать сварочные полуавтоматы, у которых предусмотрена регулировка силы тока, осуществляемая с помощью кругового тумблера.
Холостой ход
Под холостым ходом понимается временной отрезок, когда сварочный аппарат включен, но дуга при этом не горит. Эта функция предусмотрена во многих современных моделях. Благодаря наличию холостого хода можно на время приостановить работу, не выключая инвертор.
Для сварки в гараже подойдут устройства с параметром 30-50 Вольт. Аппараты с более высоким показателем холостого хода применяются при выполнении профессиональных работ.
Компоненты для инвертора

Горелка для инвертора мало чем отличается от других аналогичных изделий, обеспечивая подключение постоянного тока любой полярности
При выборе надо обратить внимание на продолжительность работы в непрерывном режиме при токах прямой полярности. Например, горелка марки SRT-26V предназначена для аргонодуговой сварки и подходит для соединения разных сортов стали
Ее используют для сварки трубопроводов и когда необходимо получить красивый внешний вид шовного соединения. При этом горелка подключается к минусу на инверторе, а подводящий рукав — к редуктору газового баллона. Подача защитного газа регулируется вентилем на держателе изделия.
Ю. Н. Толстых, образование: колледж, подготовки сварщиков, специальность: сварщик пятого разряда, опыт работы: с 2002 года: Операции с такими горелками при сварке черного металла надо проводить в режиме постоянного тока и с прямым включением, исключение — работа с цветными металлами, например, с алюминием или магнием».
Особенности компонентов для инверторной сварки
Горелки для аргонодуговой (инверторной) сварки лишь немногим отличаются от обычных изделий, обеспечивая подключение к ним постоянного тока обеих полярностей.
При её выборе вместе с покупкой инвертора следует обращать внимание на такой важный параметр, как продолжительность непрерывной работы при заданном токе прямой полярности. В качестве промышленного образца инверторного изделия может рассматриваться горелка марки «SRT-26V», предназначающаяся специально для аргонодуговой сварки и оптимально подходящая для обработки различных сортов сталей

В качестве промышленного образца инверторного изделия может рассматриваться горелка марки «SRT-26V», предназначающаяся специально для аргонодуговой сварки и оптимально подходящая для обработки различных сортов сталей.
Эта модель незаменима при проведении сварочных работ, связанных с соединением трубных изделий, а так же в ситуациях, когда требуется получить красивый шов.
Все операции с такой сварочной горелкой проводятся в режиме постоянного тока с прямым включением за исключением варианта обработки цветных металлов (алюминия и магния, в частности).
При подготовке к работе горелка подключается к минусовой клемме инверторного агрегата, а подводящий шланг – к выходному редуктору газового баллона. Интенсивность поступления смеси регулируется посредством вентиля, размещенного на держателе горелки.
Назначение полуавтоматической сварки
В пятидесятых годах прошлого века, когда разрабатывался данный процесс, его основной функцией было то же что и в наше время — получение высококачественных сварных швов. Особенно это актуально для тонких деталей. Если работать данным способом правильно можно получать очень высокую производительность. Что очень востребовано на крупных предприятиях при изготовлении металлоконструкций с протяженными швами или изделий большой толщины.
Основная функция — это соединение металлов с высокой производительностью, и универсальностью применения. Данным способом варят огромное количество как цветных металлов, нержавеющих сталей и сплавов так и «черных» сталей, чугуна и прочих.
Теперь немного разберемся с оборудованием. Для сварных соединений используются специальные аппараты. Они называются – полуавтоматами.
МП ведется полуавтоматически – перемещает горелку вручную. Проволока подается автоматически. Это послужило названию полуавтомат.
Газозащита
Газовый поток тоже является справочной величиной и не влияет напрямую на настройки сварочного агрегата. Контроль над расходом газа существенно упрощается при условии, что редуктор имеет две шкалы. Более точно объем потока учитывает ротаметр, который довольно часто устанавливают на промышленных сварочных линиях.
Ротаметрический показатель расхода газа дает данные о подаче инертного газа в зону сварочного процесса в постоянных величинах. Статическое давление будет снижено в том случае, когда сработает горелка и будет создано облако защитного газа. Стартовый диапазон значений для ротаметра составляет от 6 до 10 литров на минуту. В случаях, когда установлен манометр – порядка 1-2 атмосфер.
Норма расхода газа подбирается в зависимости от наличия пор в зоне сварного шва. Газовый поток увеличивается в объеме до того момента, когда поры не исчезнут. Применение газа на ветру или в помещениях со сквозняком не оправдано. Здесь лучше прибегнуть к проволоке с флюсом.
Подбор газовой смеси
На выбор газовой защитной смеси влияют два фактора – свойства свариваемых материалов и требования по качеству исполнения:
- углекислый газ идеально защищает сварочные ванны. Является идеальным вариантом для обеспечения глубокого проплава. Но не подходит для тонкой работы в силу грубого по внешнему виду шва и большой разбрызгиваемости;
- аргон в сочетании с углекислотой в пропорции 3:1 применяется для сваривания тонколистовых заготовок. Формируется тонкий шов высокого качества, генерируется минимальное количество брызг;
- для нержавейки оптимальной газовой смесью является композиция из аргона (98%) и углекислоты (2%);
- при сварке алюминия применяется чистый аргон.
Как осуществляется обмотка дросселя?
Чтобы дроссель работал надежно и при этом не перегревался при прохождении через него электрического тока, нужно воспользоваться трансформатором ОСМ-0,4, мощность которого составляет 400 Вт. Кроме того, при изготовлении качественной конструкции придется воспользоваться эмальпроводом, диаметр которого минимум должен составлять 1,5 мм, однако, лучше брать с небольшим запасом, например, 1,8 мм.


Следует намотать на дроссель два слоя провода, причем они должны быть качественно изолированы друг от друга. Провода в каждом из них укладывают как можно более плотно – это нужно для получения качественной индукционной катушки. На следующем этапе следует воспользоваться алюминиевой шиной размерами 2,8х4,65 мм.
Ее наматывают в один слой, изготавливая 24 витка, а оставшиеся концы делают длиной приблизительно по 30 см. В дальнейшем нужно будет собрать сердечник, между ним и катушкой должен быть зазор размером приблизительно 1 мм. Чтобы соединение получилось как можно более жестким, между сердечником и обмотками нужно будет проложить небольшие кусочки текстолита.
Подобный дроссель можно изготовить на базе железа из цветного или черно-белого лампового телевизора наподобие ТС-270, причем это будет значительно проще, так как установить придется только лишь одну катушку, которую делают из алюминиевой шины.
Для питания схемы управления также необходимо воспользоваться трансформатором, причем данную конструкцию собирать самостоятельно совершенно необязательно, так как можно по небольшой цене приобрести готовое изделие. Главным критерием является то, что конструкция должна выдавать 24 В при силе тока около 6 А.
Сварка автомат: что это
Процесс формирования шва автоматическим способом сводится к следующим операциям:
- постоянному обновлению плавящегося электрода;
- поддержанию необходимых для получения качественного шва условий (подаче защитного газа или флюса в сварочную ванну);
- равномерному перемещению дуги по рабочей зоне с заданной скоростью;
- формированию сварного соединения.
Отличие от полуавтоматической
Разница между технологиями минимальна. Процессы различаются степенью механизации операций. Полуавтоматические аппараты имеют более простое строение. Они снабжены устройствами подачи расходного материала на держатель. Сварщик отвечает за перемещение дуги, направляет ее в нужную сторону.
При автоматической сварке все процессы контролируются оборудованием.
Инвертор и автомат
Автомат от инвертора отличается тем, что при его использовании не нужно осуществлять операции вручную. Сварщик выполняет роль настройщика, выставляя нужный режим. Инвертор использует те же расходные материалы, однако технология сварки с его использованием отличается от автоматической. Агрегат требует ручной настройки силы тока, напряжения, скорости подачи проволоки.

При использовании автомата не нужно осуществлять операции вручную.
Принцип работы
Автоматический аппарат регулирует:
- расстояние между свариваемыми заготовками и электродом;
- силу тока;
- скорость движения стержня;
- глубину прогрева свариваемых деталей.
Главным параметром является напряжение дуги, зависящее от длины. При использовании плавящегося электрода автомат обеспечивает равномерную подачу проволоки. Это помогает поддерживать стабильную длину дуги. Нарушение равенства параметров наблюдается при скачках напряжения, неправильной обработке свариваемых деталей, влиянии магнитного поля. Сварочный автомат нивелирует эти нарушения, восстанавливая нужную длину дуги. При программировании оборудования применяют 2 принципа регулировки:
- самостоятельный, срабатывающий при постоянной скорости выведения проволоки;
- принудительный, при котором характер подачи проволоки зависит от напряжения дуги.
Принцип саморегулирования лежит в основе ряда простых сварочных аппаратов, подающих проволоку с постоянной скоростью. При использовании агрегатов с принудительной регулировкой при увеличении длины дуги возрастает ее напряжение.
Общие сведения

Сварочный полуавтомат — это прибор, предназначенный для соединения металлов методом электродуговой сварки. Отличие от классического сварочного аппарата в том, что вместо привычных вольфрамовых электродов применяется плавящаяся проволока. Она намотана на специальную бобину и по мере выполнения рабочего процесса автоматически разматывается. Так же при такой сварке используют электроды Э42.
Таким образом, происходит постоянная подача электрода в сварочную ванную. Саму сварку вручную проводит сварщик, который может регулировать скорость размотки катушки с проволокой.
Полуавтоматические устройства разделяются в зависимости от степени защиты сварочной зоны, а именно:
- Приборы, предназначенные для сварки с флюсом. В этом случае флюс входит как добавка в саму проволоку. Это достаточно дорогой способ и в самодельных устройствах используется редко.
- Аппараты, использующие газовую среду. Самый популярный и массовый способ среди сварщиков.
- Полуавтоматы, работающие со специальной порошковой проволокой. Этот вариант обычно используется совместно с газовой защитой.
Подведём итог
Если вся конструкция будет правильно собрана, то ею будет очень удобно пользоваться, а срок ее службы будет превышать даже профессиональные аппараты. Однако при неправильной сборке наиболее уязвимым элементом конструкции будет регулятор подачи проволоки, поэтому временами данные элементы будут нуждаться в проведении ремонтных или профилактических работ.
В остальном, сваривать металлические детали с помощью полуавтоматического аппарата, собранного своими руками, довольно-таки удобно и просто, так как эта технология значительно проще по сравнению с традиционной ручной электродуговой сваркой.





