

Виды резьбомеров и их особенности
В силу того, что существует два основных вида резьбы — дюймовая и метрическая, то не сложно догадаться, что инструменты для ее определения бывают двух типов:
Метрический — предназначен исключительно для работы с заготовками, имеющие метрическую резьбу. Прибором выполняется измерение шага и профиля нарезки, диаметр которой составляет от 1 до 600 миллиметров. В конструкции инструмента присутствует до 20 гребенок, которые представляют собой стальные пластины с зубьями. При помощи этих пластин можно определить шаг нарезки от 0,4 до 7 мм. Называется такой прибор метрическим резьбомером, так как с его помощью осуществляется определение шага и профиля уже имеющейся на заготовках метрической резьбы. Приборы позволяют оценить правильность изготовления таких креплений, как гайки, болты, шпильки и т.п. Отличаются метрические приборы простой конструкцией изготовления, высокой прочностью, а также соответствующей маркировкой на корпусе в виде «М60». Сфера применения инструмента — машиностроение, приборостроение и т.п.
Дюймовый — предназначен только для работы с дюймовыми типами нарезок. Применяется прибор в сфере радиоэлектроники, авиастроении, сантехнике, а также при производстве различных станков. В наборе дюймового резьбомера присутствует 17 пластин с соответствующими зубьями, которые отличаются от метрического прибора углом расположения. Самая маленькая гребенка оснащена 28 витками, а самая большая имеет 4 грани. Определение шага осуществляется по количеству нитей на 1 дюйм. Отличительная особенность дюймового инструмента в том, что на корпусе присутствует маркировка в виде «Д55». В домашнем хозяйстве дюймовые резьбомеры применяются при работе с сантехническими приборами
Трапецеидальный — специальный прибор, предназначенный для работы с трапецеидальными типами нарезок. Другое название этого прибора Т-резьбомер
Универсальные — приборы, на которых присутствуют пластины для калибровки дюймовой и метрической резьбы. Такие приборы позволяют одновременно работать с разными типами нарезок, что особенно актуально в слесарном деле
Когда известно, какие виды резьбомеров бывают, остается разобраться в вопросе их правильного применения. Если не знаете, как пользоваться резьбомером, тогда разберемся в порядке определения шага резьбы детально.
Как самостоятельно измерить шаг резьбы?
Иногда возникает необходимость измерения шага резьбы у имеющихся резьбовых соединений. Приходится использовать самые разные приспособления для выполнения подобной операции со специальным приспособлением и без резьбомера. Способов узнать значение шага несколько, освоить их несложно. Здесь показаны способы измерений шага резьбы:
Использование линейки
- Нужно взять линейку.
- Положить болт (винт).
- Померить расстояние между пятью (десятью) витками.
- Разделить на количество канавок.
- Полученный результат нужно округлить до ближайшего стандартного.
Если для наружных резьб подобный способ подходит, то для внутренних может оказаться сложным вставить линейку внутрь отверстия. Поэтому приходится предпринять дополнительные действия.
Пластилиновый слепок
- Из пластилина (воска, парафина, стеарина) нужно скатать колбаску, которая будет соответствовать отверстию.
- Охладить заготовку. При наличии холодильника задача упрощается. Если нет, то на некоторое время оставить в тени, чтобы заготовка приобрела твердость.
- Ввернуть колбаску в резьбу. Стараться сильно не согревать дыханием и пальцами.
- Вывернуть наружу. Теперь на руках появилось «зеркальное» отражение резьбы. Остается измерить стержень так, как описано выше.
Использование бумаги
Бывает так, что сама резьба довольно загрязнена. Поэтому разглядеть, сколько витков, сложно. Поэтому используют метод «бумаги».
- Небольшой фрагмент бумажки берется в руки.
- По резьбе проводится так, словно заворачивается или отворачивается предмет.
- На листе остаётся оттиск.
- Нужно посчитать количество витков и замерить расстояние штангенциркулем или линейкой.
Использование резьбомера
В специализированных магазинах можно приобрести резьбомер. Количество измерительных пластин у этого устройства может быть различным. Чем больше, тем удобнее использовать резьбомер.
Остается только прислонять разные пластинки, подбирая наиболее подходящий образец.
Пример определения размера шага резьбы резьбомером
Когда возникает вопрос о том, какая нужна или имеется резьба, начинать желательно с производителя. Если США и Великобритания, то можно предполагать наличие дюймовых резьб. Для отечественных европейских и китайских изделий используют метрические резьбы.
Фитинги Kobelco и Komatsu
Фитинги Kobelco по существу такие же, как фитинги для метрических труб 24° DIN, однако все размеры резьбы Kobelco имеют шаг 1,5 мм. Все трубные аксессуары для фитингов Kobelco относятся к серии L и полностью взаимозаменяемы. Однако встречаются некоторые размеры, которые действительно уникальны для Kobelco.
Фитинги Komatsu имеют шаг резьбы 1,5 мм во всех размерах и уплотнения через конусное седло 30°/60°. Если они идентифицированы как метрическая резьба с носовым конусом, нужно быть максимально осторожным, чтобы различить, действительно ли это конусное седло 30°/60° (Komatsu) вместо 37°/74° (GB Chinese).
Рекомендации по работе с резьбомерами
При эксплуатации резьбомеров нужно учитывать некоторые особенности. Эти особенности выглядят следующим образом:
Хранить прибор рекомендуется в герметичных ящиках или контейнерах, чтобы предотвратить механическое воздействие и деформацию инструмента
Получить высокоточные результаты измерений можно при использовании только специального инструмента, и прибегать к помощи линейки, штангенциркуля и микрометра следует в исключительных случаях, когда под рукой нет специализированного прибора
При проведении идентификации резьбы необходимо обеспечить неподвижность заготовки
В противном случае, это негативно отразится на качестве проводимых измерений
Резьбомеры имеют острые грани, поэтому при эксплуатации важно соблюдать технику безопасности
Если на щупах прибора имеются внешние дефекты, то такой инструмент не может использоваться для проведения точных измерений. Дефекты в виде царапин, сколов, вмятин и т.п., негативно повлияют на точность проводимых расчетов
В продаже можно встретить резьбомеры не только металлические, но и пластиковые. Как правило, из пластика изготовлен корпус, а щупы делают исключительно из специальных марок стали. Приборы с пластиковым корпусом имеют значительный недостаток — низкая прочность, но при этом стоят они не более 100 рублей.
В завершении следует подвести итог, и отметить, что определить шаг резьбы болтов, гаек и прочих крепежных изделий не представляет особых трудностей, если знать алгоритм, и владеть специальным инструментом. Полученные значения после применения резьбомера позволяют изготовить вторую крепежную деталь для обеспечения прочного и разъемного соединения.
Измерение заклепок
Заклепки — это своеобразные крепежные детали, состоящие из двух частей: шляпки и оправки. Шляпка — это короткая сторона, которую нужно измерить для ее длины и диаметра. Оправка — это длинный тонкий конец, который отрывается от заклепки во время процесса установки.
Прежде всего, нужно поместить шляпку в круглые отверстия на специальном калибре заклепки. Отверстия имеют различные диаметры, в которые входят заклепки. Когда они вставлены в отверстие, шляпка должна плотно прилегать.
Если остается зазор, то размер слишком большой для данной заклепки. В обратной ситуации оно слишком мало. Методом подбора нужно определить, какой размер наиболее точно отображает параметры крепежного элемента.
Далее требуется измерить длину заклепки. Для этого нужно приложить шляпку в открытые верхние области. Следует убедиться, что шайба или фланец заклепки хорошо прижаты.

Виды метрических резьб
Под метрическими резьбами также понимают все виды с различными профилями, измеряемые миллиметрами. К ним относятся:
- резьба треугольная;
- трапециевидная;
- прямоугольная;
- круглая.
Кроме метрической системы измерения параметров используются:
- дюймовая;
- модульная, где модуль представляет собой отношение длины, выраженной в миллиметрах к числу π;
- питчевая, основная единица – питч – отношение числа π к длине, выраженной в дюймах.
Модульная резьба применятся для червячной передачи в машиностроении, как и питчевая. Дюймовая и метрическая – это крепежные типы резьб, но могут использоваться для передачи.
По месту нахождения различают:
- внутреннюю;
- наружную.
Внутренняя резьба находится в отверстии, ее получают метчиком, специализированным инструментом, представляющим собой стержень с режущими кромками.
Внутренняя метрическая резьба
Наружная резьба выполняется резцом или плашкой на стержне. А также получают накатом на соответствующем оборудовании.
Наружная метрическая резьба
По форме поверхности может быть цилиндрической и конической.
Резьба метрическая коническая используется для монтажа трубопроводов. Ее выполняют на поверхностях, где больший диаметр превышает малый в 16 раз. Диаметры варьируются от 6 до 60 мм.
Также подразделяют по направлению витков на правую и левую. Для определения направление резьбы необходимо деталь расположить так, чтобы ее ось располагалась от наблюдателя. Тогда, правая резьба образуется окружностью, вращающейся слева направо с поступательным движением вдоль оси, а левая резьба, соответственно, против часовой стрелки.
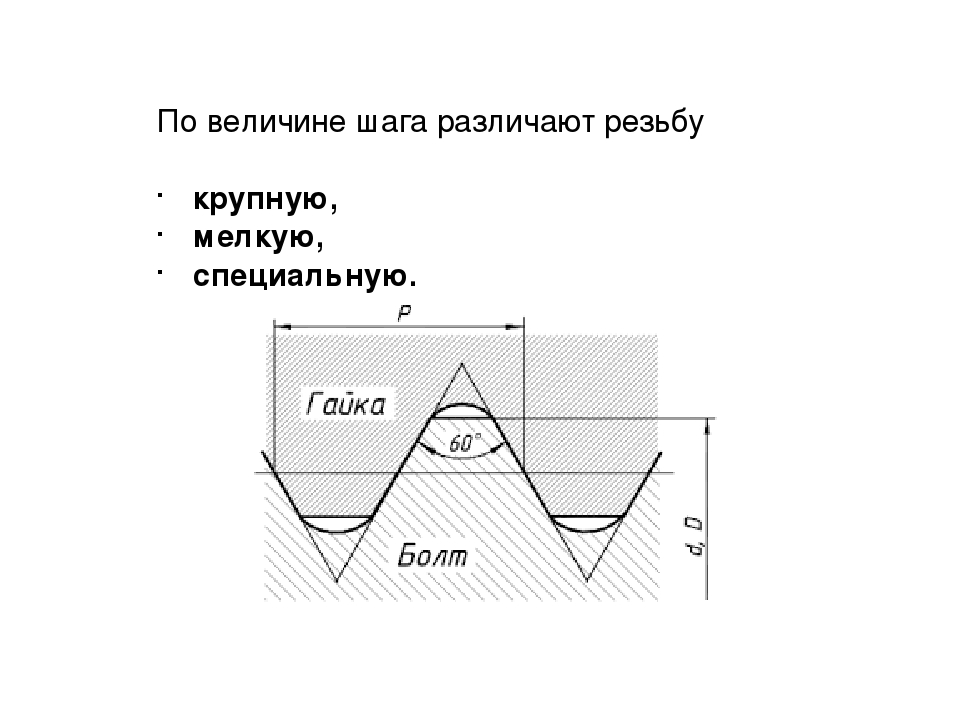
Виды по размеру шага бывают:
- крупная (с основным, крупным шагом);
- мелкая (с малым);
- специальная.
Крупный шаг считается нормальным, подойдет для любых материалов, в том числе и непрочных. Мелкий позволяет выдерживать большие нагрузки, но материалы должны быть определенных прочностных характеристик. Мелкий и специальный используют редко.
Крупный и мелкий шаг резьбы
Место перехода от гладкой поверхности к винтовой называют заходом. По их количеству делят на: одно- и многозаходные. Последние подразделяют также по количеству заходов: двух-, трех- и многозаходные.


Еще одна классификация – по применению. Они бывают:
- крепежные и упорно-крепежные;
- кинематические или ходовые;
- специального назначения.
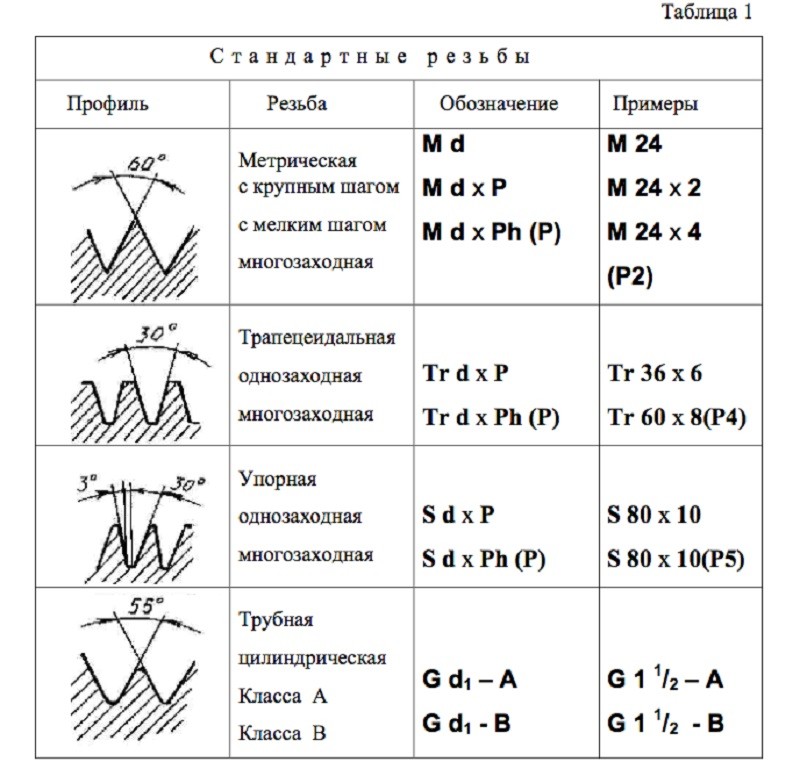
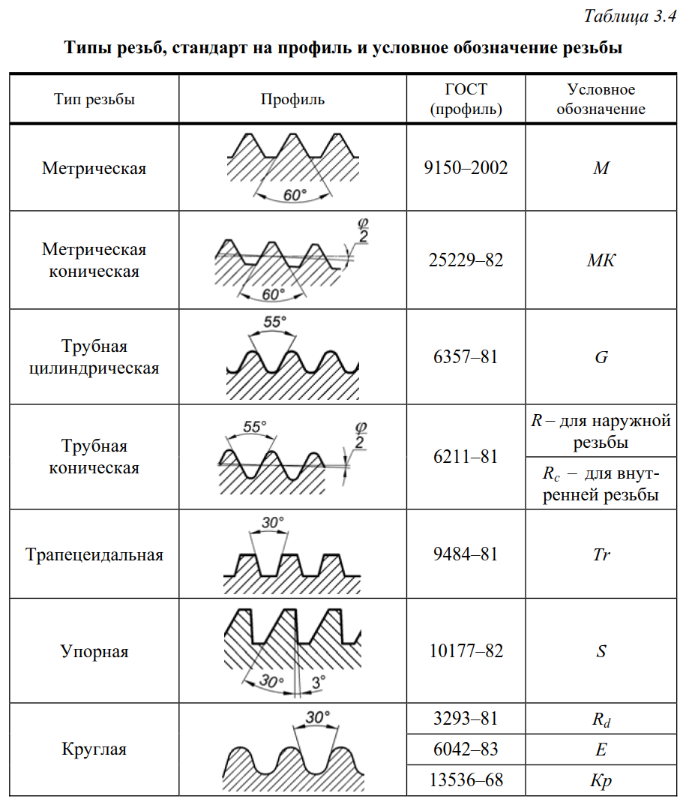
Ниже представлены основные виды резьб метрических и их буквенные обозначения:
- заглавная буква «М» символизирует метрический вид,
- если она выполнена на поверхности в виде конуса, то «МК»;
- для условий, где необходимы термостойкостью и прочность используют метрическую цилиндрическую «МJ»;
- по ISO – «EG-M»;
- трапецеидальная – «Tr»;
- упорная с углом наклона одной стороны 30º– «S»;
- упорная усиленная — «S45», где число – угол наклона одной из сторон.
Виды по назначению
Современная промышленность выпускает различные виды метчиков, которые отличаются друг от друга конструктивным исполнением и функциональными возможностями. Так, по своему назначению метчики могут относиться к одному из следующих типов.
Слесарные
Данные инструменты чаще всего являются ручными и используются в комплекте со специальным воротком, при помощи которого метчику сообщается вращение. Как правило, они выпускаются и используются комплектами, состоящими из двух-трех инструментов, каждый из которых снимает с обрабатываемой поверхности лишь часть припуска. Размеры метчиков, входящих в такой комплект (в частности, их рабочие диаметры), различаются. Первый из инструментов, на хвостовик которого нанесено обозначение в виде одной черточки, используется для выполнения черновой обработки, второй (с двумя черточками на хвостовике) – для промежуточной, а третий (соответственно, с тремя черточками) – для финишной обработки нарезаемой резьбы.
 Метчики ручные комплектные
Метчики ручные комплектные
Машинные или машинно-ручные
Это инструменты, при помощи которых резьба может нарезаться как вручную, так и на станках различного типа (токарных, сверлильных, агрегатных и др.). От слесарных такие метчики отличаются лишь несколько укороченной заборной частью и более высокой устойчивостью к механическим нагрузкам.
 Метчики машинно-ручные тройные
Метчики машинно-ручные тройные
Гаечные
При помощи таких инструментов, как следует из их названия, выполняют нарезание резьбы в гайках. Гайки, в которых таким метчиком уже нарезана резьба, не скручиваются с инструмента, а перемещаются на его удлиненную хвостовую часть. Хвостовики гаечных метчиков, при помощи которых резьба нарезается на сверлильных станках, имеют прямолинейную форму. Гайки с уже нарезанной резьбой, перемещенные на такой хвостовик, просто стряхиваются с него после извлечения инструмента из патрона станка. Для нарезания гаек на резьбонарезных автоматах используются метчики, хвостовки которых имеют изогнутую форму. При выполнении резьбы таким способом гайки под напором друг друга проталкиваются по изогнутому хвостовику инструмента, достигают его конечной части и падают в подготовленную тару.
 Нарезание резьбы с помощью гаечного метчика
Нарезание резьбы с помощью гаечного метчика
Требования к конструкции и размерам как ручных, так и машинных метчиков для нарезания метрической резьбы оговаривает ГОСТ 3266-81, который так и называется: «Метчики машинные и ручные. Конструкция и размеры».
ГОСТ 3266-81 Метчики машинные и ручные. Конструкция и размеры
Особенности конусной резьбы
Трубы, имеющие коническую резьбу, могут обеспечить эффективное уплотнение трубопроводов, прокачивающих различные жидкости. В отличие от обычной метрической резьбы коническая обеспечивает лучшее уплотнение стыков, поскольку по мере навёртывания конических участков друг на друга, момент затяжки постоянно увеличивается.
Резьба NPT подразделяется на внешнюю и внутреннюю . Первую в зарубежных источниках нередко называют «мужской», а вторую – «женской».

Стандарт NPT была первоначально разработан для водопроводов, которые работают под давлением не более 400 кПа. Со временем опыт показал целесообразность применения NPT и в трубопроводных системах, транспортирующих различные гидравлические жидкости. Для этого пришлось решать проблему уплотнений, поскольку, как известно, трубная резьба не рекомендуется для применения под высоким давлением, из-за повышенных утечек. В настоящее время для обеспечения необходимой степени уплотнения перед сборкой резьбовые торцы труб обматываются герметизирующей лентой из политетрафторэтилена (или фторопласта марки Ф-4).
Общий стандарт затяжки не установлен, но технические требования к уплотнению заметно отличаются в зависимости от условий использования труб. Особенно чувствительны к соблюдению усилий и моментов затяжки внутренние соединения NPT.
Что такое метрическая и дюймовая резьба
Перед тем, как разобраться с определением шага резьбы при помощи резьбомера, нужно выяснить, чем отличается метрическая резьба от дюймовой и наоборот? Резьбы по системе мер подразделяются на два основных вида:
- Метрические — используется на следующих видах крепежных деталей: болтах, винтах, гайках, шпильках и прочих. Метрический тип нарезки возник еще в Советском Союзе, и активно используется сегодня
- Дюймовые — это американский стандарт нарезки, с которым домашние мастера сталкиваются при работе с сантехническими изделиями. Однако дюймовая нарезка встречается не только на сантехнических приборах, но и крепежных элементах
Разберемся более детально в вопросе о том, чем отличается метрическая резьба от дюймовой, и где они применяются чаще всего.
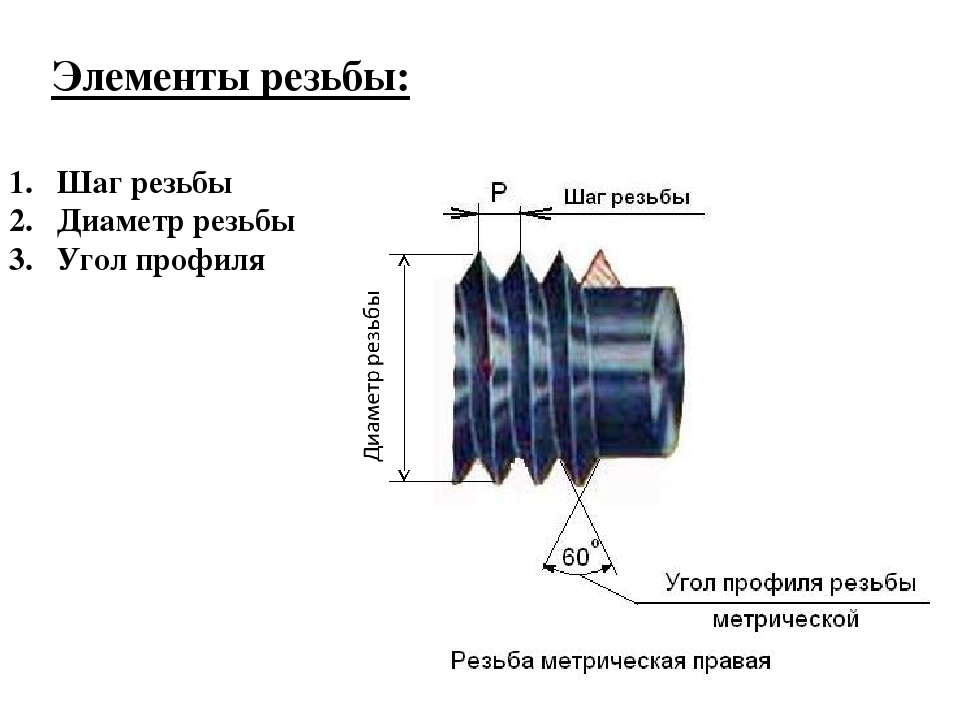
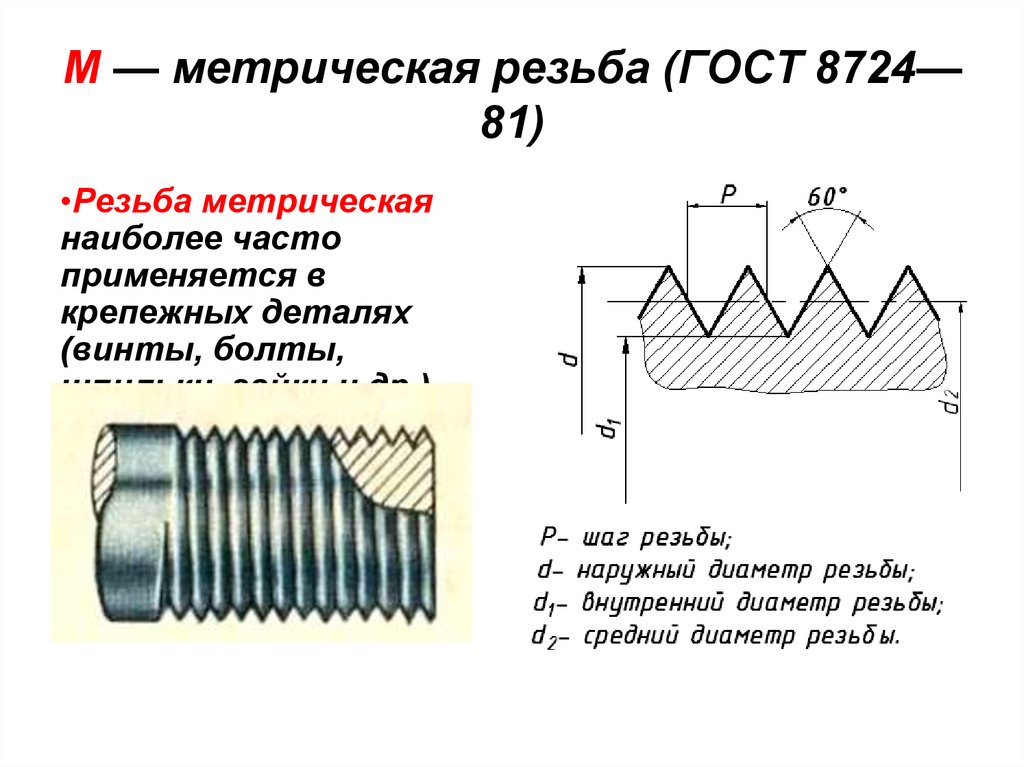
Отличительная особенность метрической резьбы (ГОСТ 24705-91) в соответствующей форме профиля, имеющего вид равностороннего треугольника.
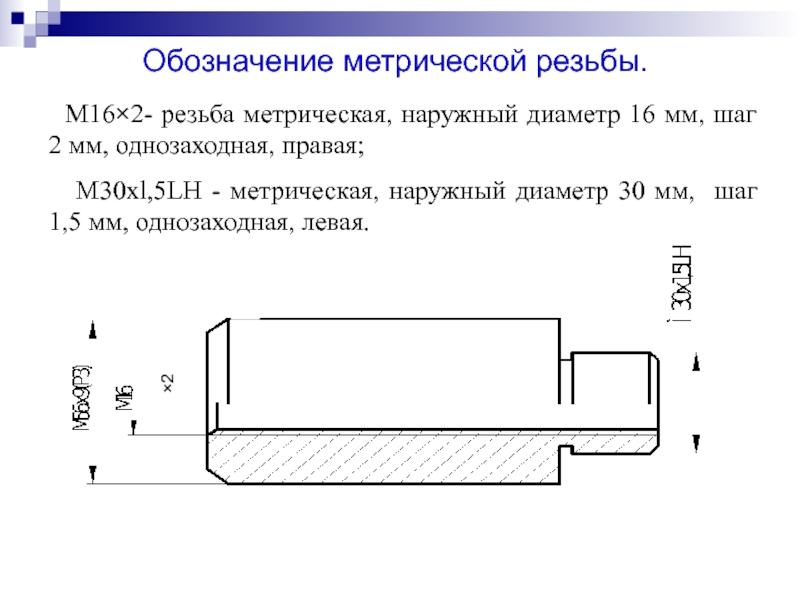
Угол между вершинами этого треугольника равен 60 градусов, о чем уже упоминалось выше. Вершины или пики имеют тупую форму, то есть, выступы для сопряжения с винтом или гайкой срезаны. Для обозначения диаметра винта и шага резьбы используется единица измерения — миллиметры. Резьба такого типа может иметь крупный и мелкий шаг, что зависит от сферы применения соответствующих деталей. Детали с маленьким шагом используются преимущественно для регулировки, а также в устройствах, на которые воздействуют динамические нагрузки. Для обозначений крупной резьбы используется маркировка в виде буквы М и соответствующая цифра, например, 20. Это означает, что на заготовке нарезана метрическая резьба с диаметром 20 мм. Мелкая резьба на заготовке имеет аналогичное обозначение, только добавляется цифровое значение. Это значение указывает шаг резьбы, например, 1,5 мм. Ниже на фото представлена схема устройства метрической резьбы.

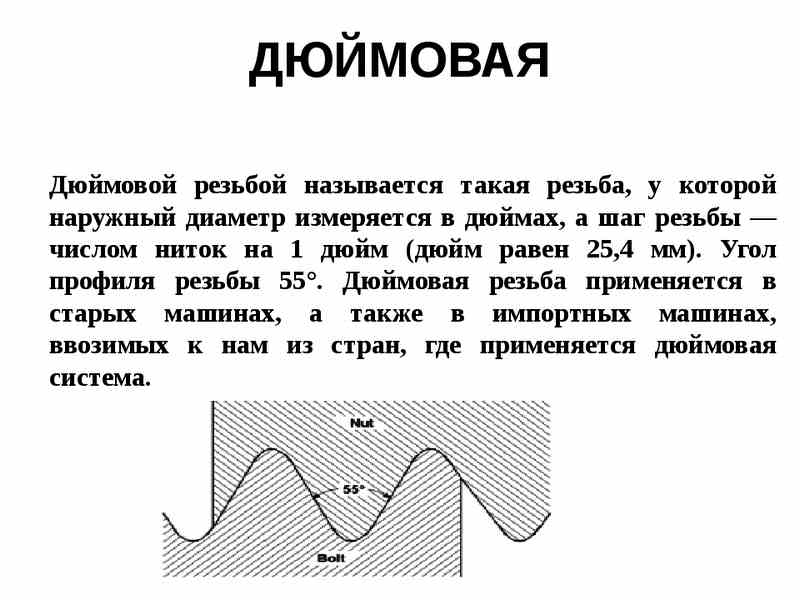
Кроме метрической, часто используется дюймовая резьба (ГОСТ 6111-52).
Новички, которые не знают о существовании этих двух видов нарезки, сталкиваются с некоторыми трудностями. Чтобы понять, что это за трудности, рассмотрим конструктивные особенности дюймовой резьбы. В профиле она имеет аналогичную форму, как и метрическая, но ее основное отличие в измененном углу между вершинами. Этот угол равен 55 градусам, что и отличает ее по конструкции от метрической нарезки. Для обозначения размеров дюймовой резьбы используется единица измерения — дюймы. В 1 дюйме 25,4 мм, а для обозначения дюймов используется два штриха. Дюймовая резьба может также быть крупной и мелкой, и характеризуется количеством ниток на один дюйм. Закрутить гайку с метрической резьбой на деталь с дюймовой нарезкой не получится, как и наоборот.
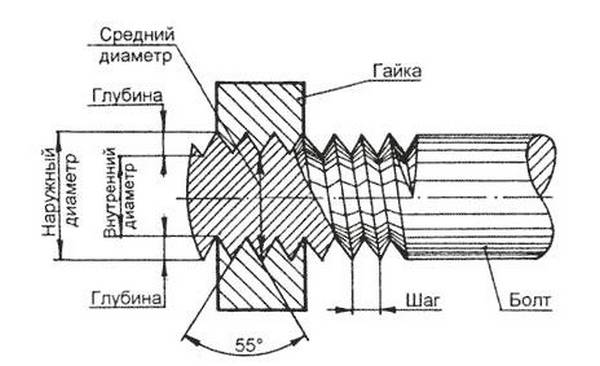
Резьба дюймовая и метрическая бывают наружными и внутренними, а основными их техническими параметрами являются:
- Шаг — это расстояние между двумя вершинами витков
- Глубина — расстояние от вершины до основания
- Угол профиля — это расстояние в градусах между боковыми частями профиля в плоскости оси
- Наружный диаметр — размер заготовки в области наличия нарезки, измеряемый по вершинам витков
- Внутренний диаметр — это расстояние, которое соответствует размеру цилиндра с присутствующими витками
 Параметры резьбы Когда известно отличие метрической резьбы от дюймовой нарезки, можно приступать к рассмотрению вопроса о том, как научиться пользоваться резьбомером. Хотя этот прибор имеет простую конструкцию, но далеко не каждый способен правильно произвести соответствующие измерения (к тому же многие не знают о том, что существует специальный инструмент). От правильности выполненных действий зависит эффективность соединения.
Параметры резьбы Когда известно отличие метрической резьбы от дюймовой нарезки, можно приступать к рассмотрению вопроса о том, как научиться пользоваться резьбомером. Хотя этот прибор имеет простую конструкцию, но далеко не каждый способен правильно произвести соответствующие измерения (к тому же многие не знают о том, что существует специальный инструмент). От правильности выполненных действий зависит эффективность соединения.
Мелкий шаг резьбы – описание и различия
Болты, винты, гайки, шпильки, саморезы, шурупы, пробки и другой крепеж имеют основной и мелкий шаг резьбы. К основным видам резьб относятся:
- Метрическая
- Дюймовая
- Трубная
- Шурупная
- Трапецеидальная
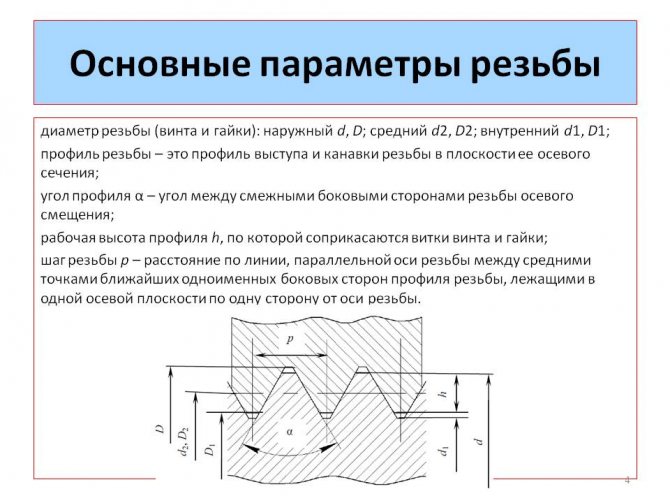
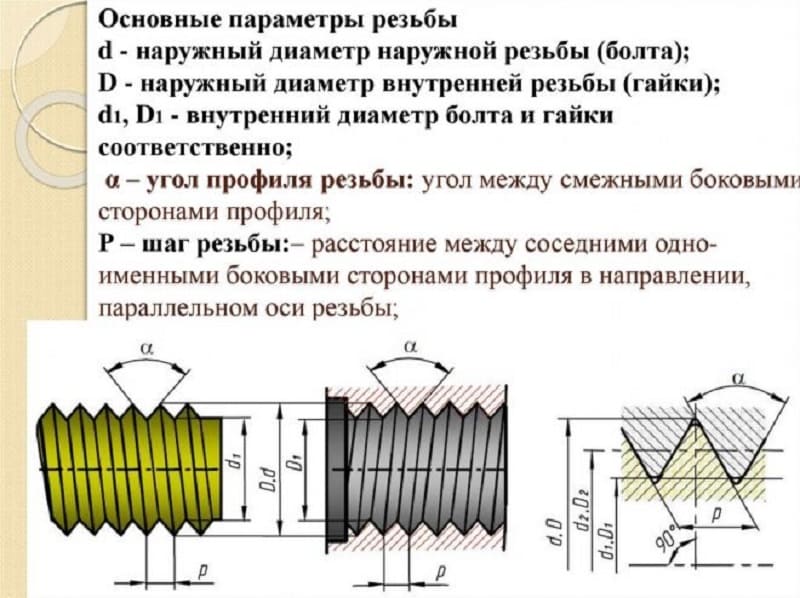
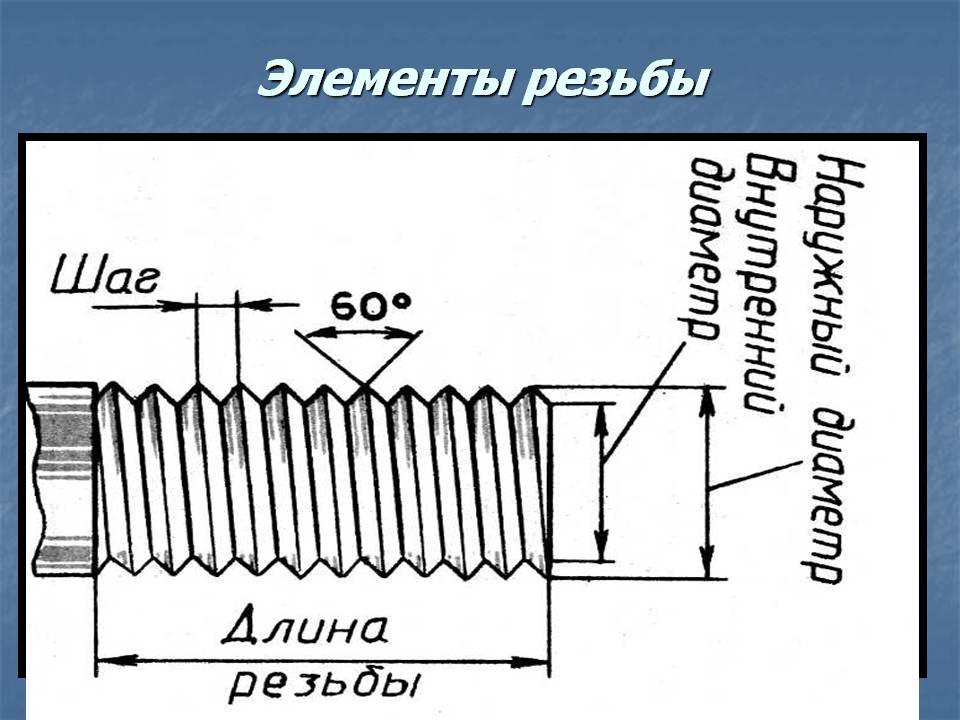
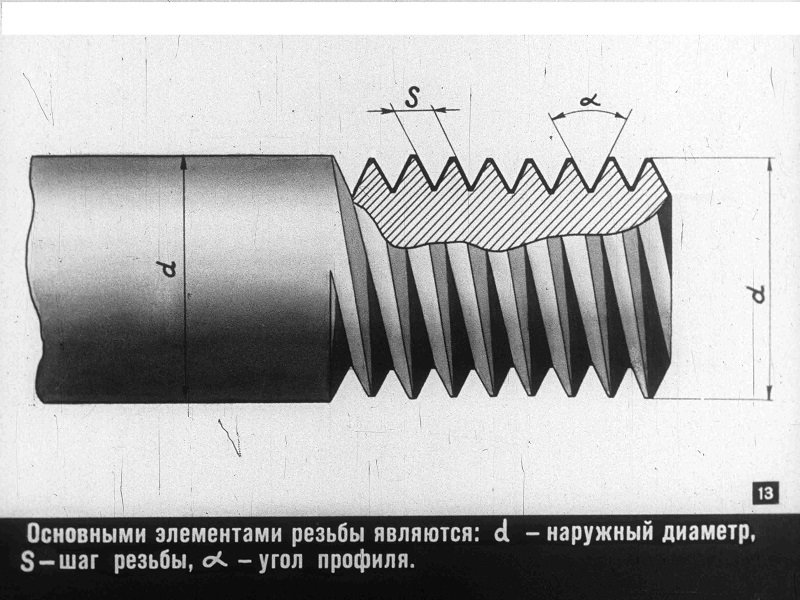
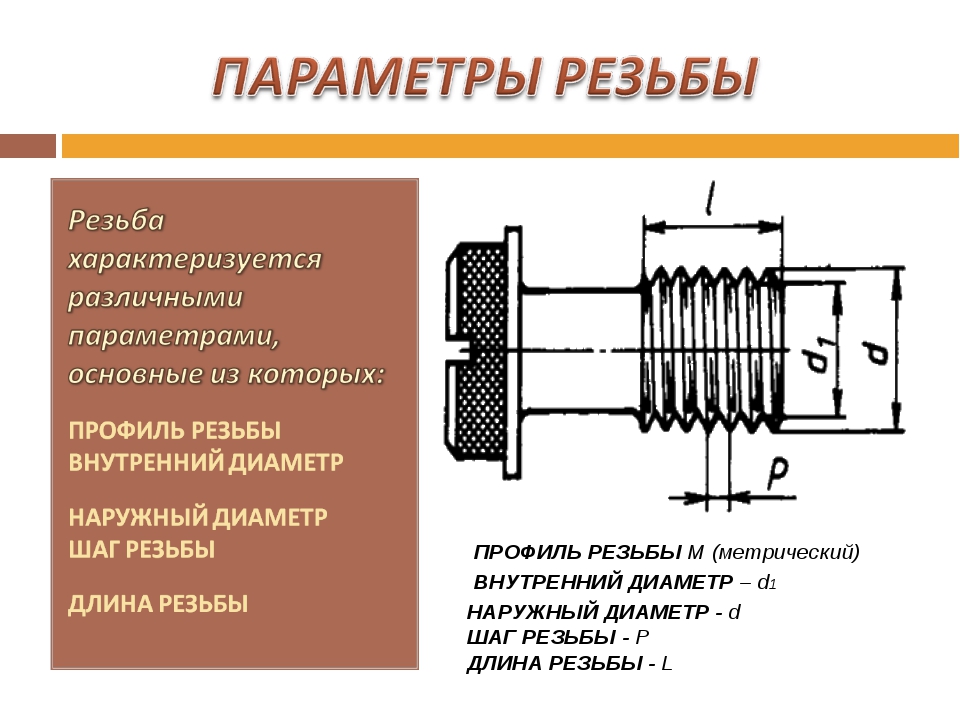
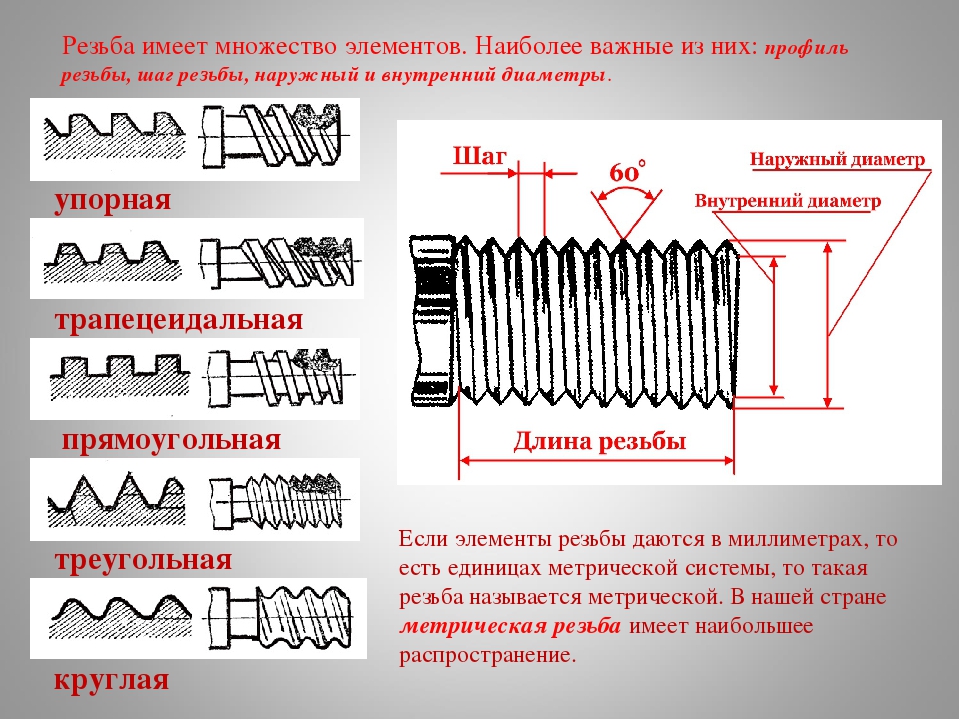
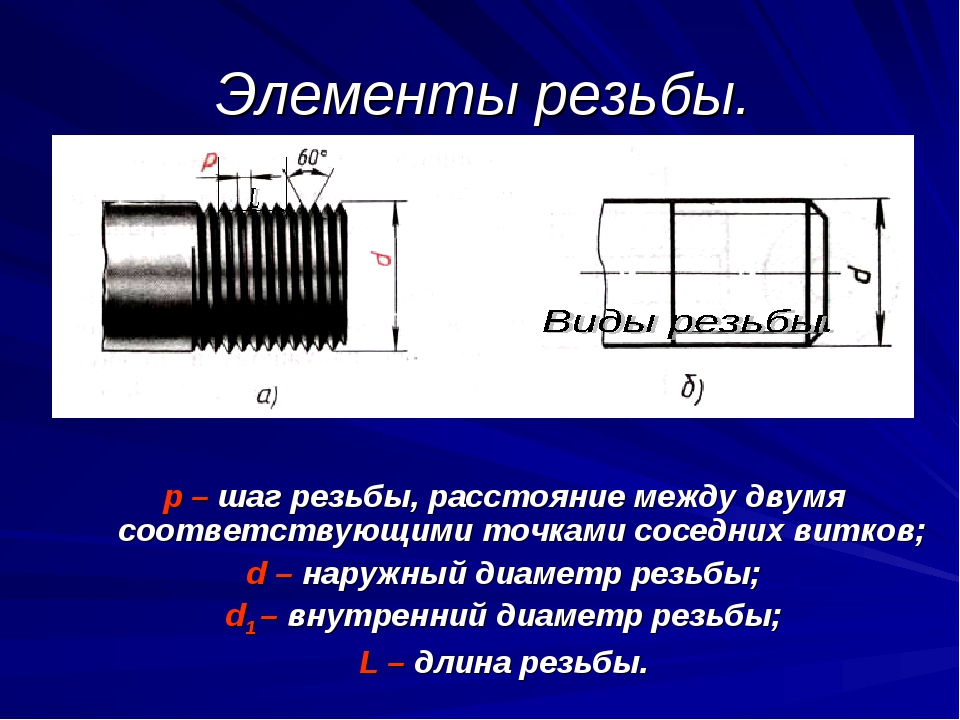
Резьба имеет ряд элементов:
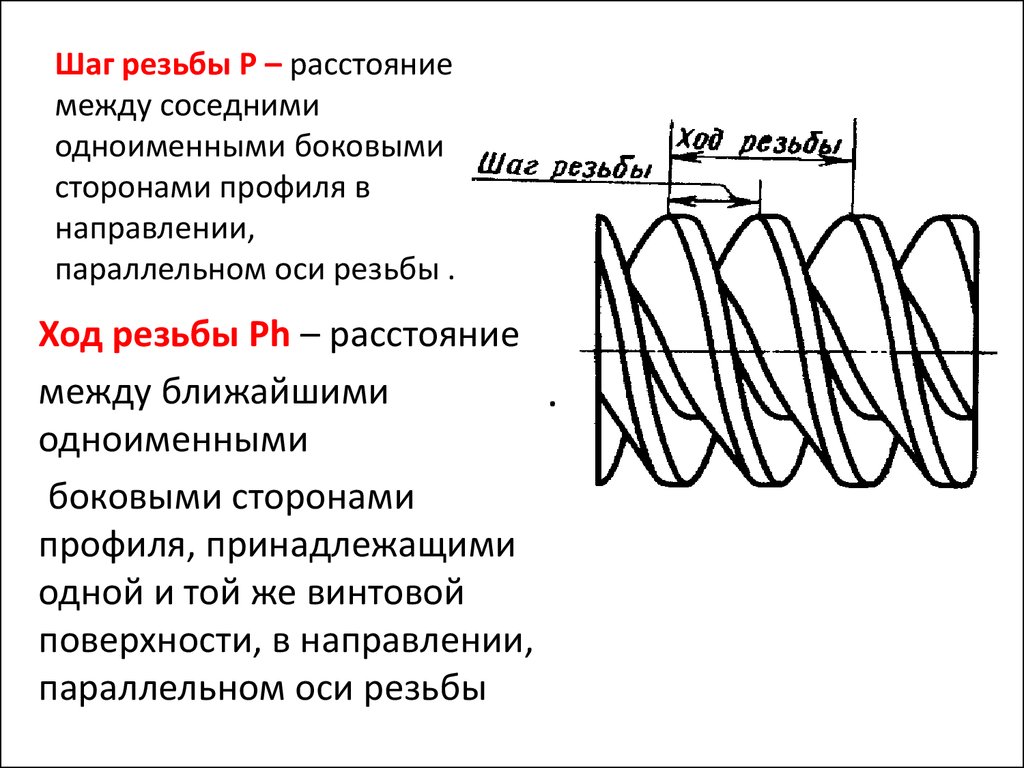
- профиль резьбы — это очертания впадин и выступов в сечении плоскостью, проходящей вдоль оси крепежного элемента;
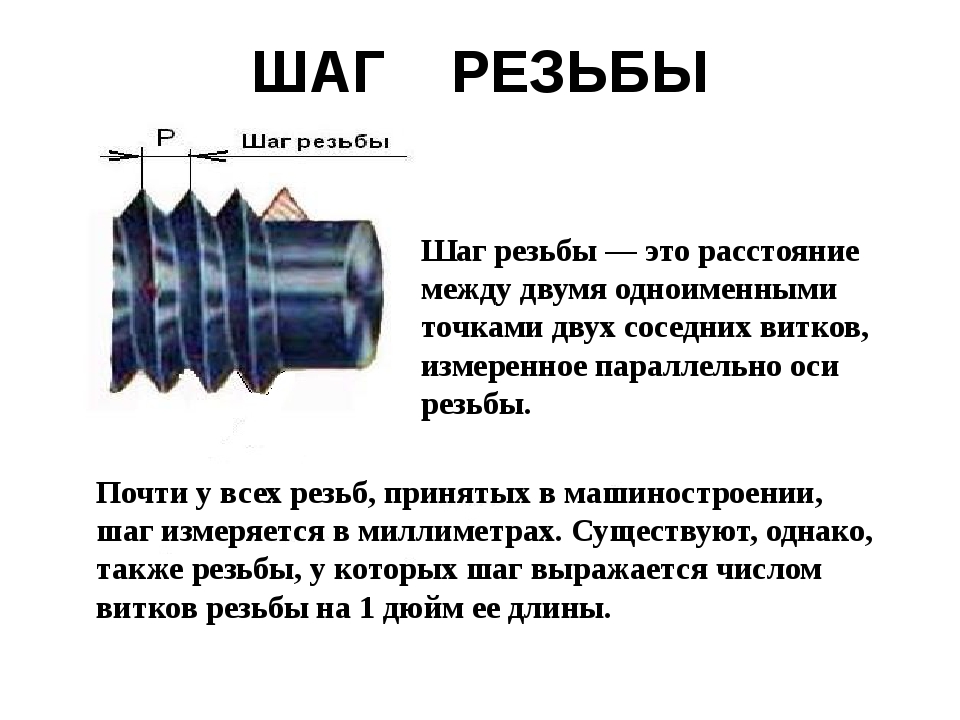
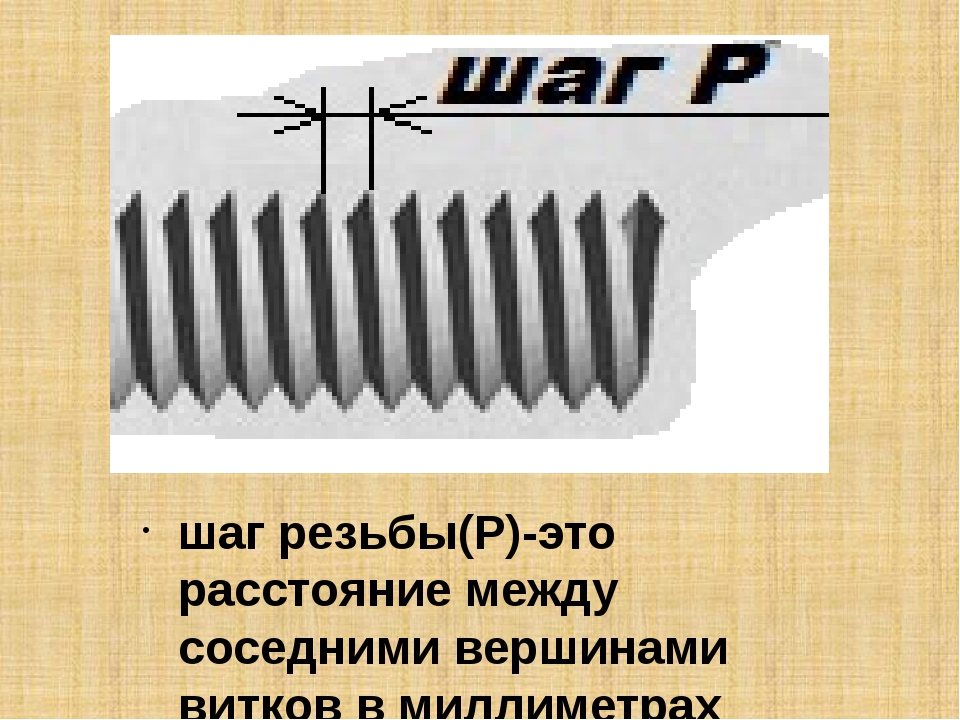
- шаг резьбы — расстояние между двумя вершинами, измеренными вдоль оси крепежного элемента;
- угол профиля резьбы — угол между боковыми сторонами профиля резьбы, измеряемой в плоскости, проходящей через ось крепежного элемента;
- наружный диаметр резьбы — наибольший диаметр, измеряют по вершинам профиля, перпендикулярно оси крепежного элемента;
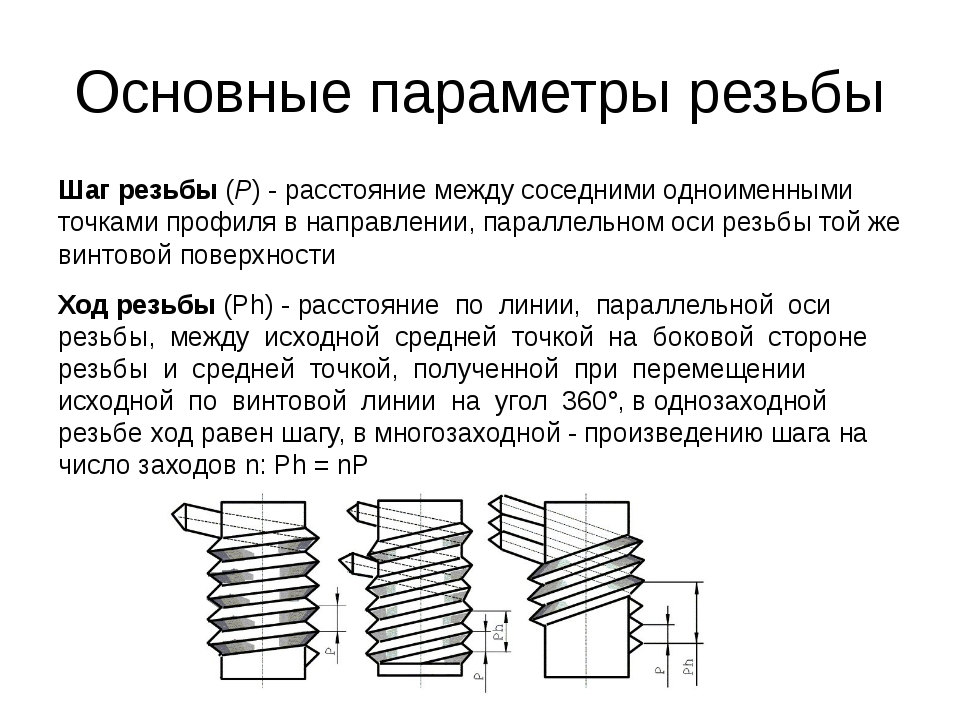
- ход резьбы — величина относительного осевого перемещения крепежного изделия с резьбой за один оборот.
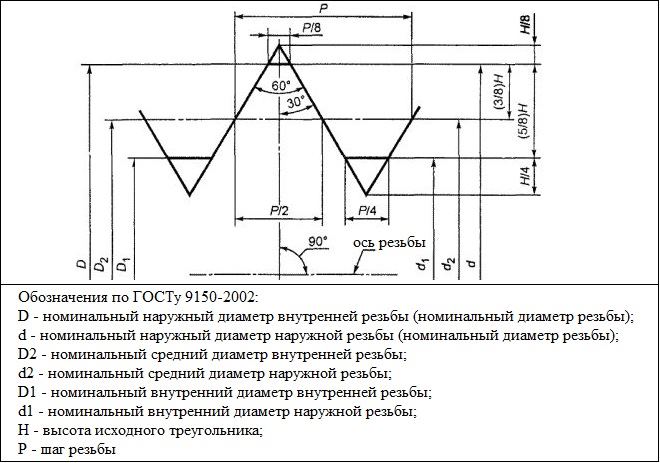
Профиль метрической резьбы.
Р шаг резьбы, Н — высота витка резьбы, D — диаметр резьбы болта, D1 — внутренний диаметр резьбы гайки.
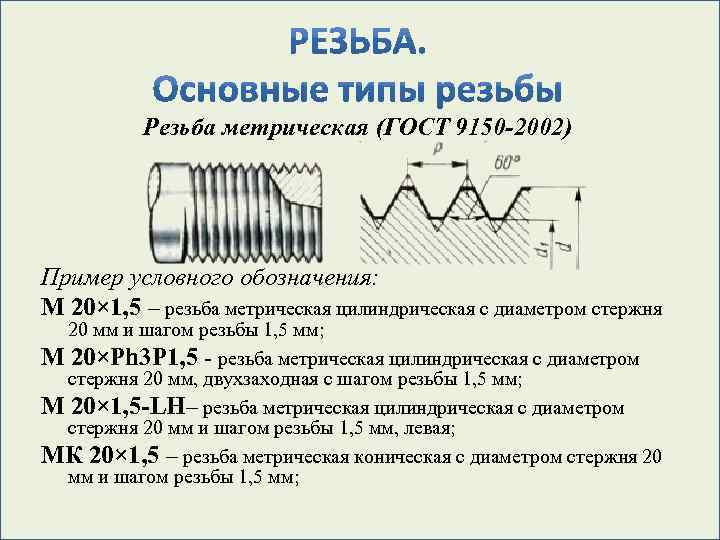
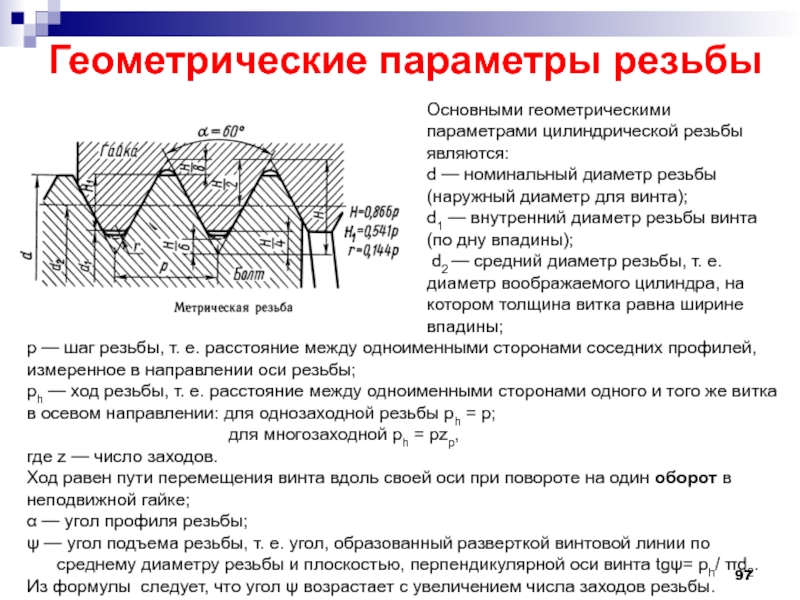
В машиностроении стран бывшего СССР наиболее употребляема метрическая резьба. Все крепежные метрические резьбы имеют треугольный профиль с углом при вершине 60 градусов.
Различают метрическую основную резьбу для крепежных изделий (ГОСТ 9150-81) и метрическую мелкую резьбу.
Метрическая мелкая резьба подразделяется:
- Мелкая резьба;
- Мелкая резьба 2:
- Супермелкая.
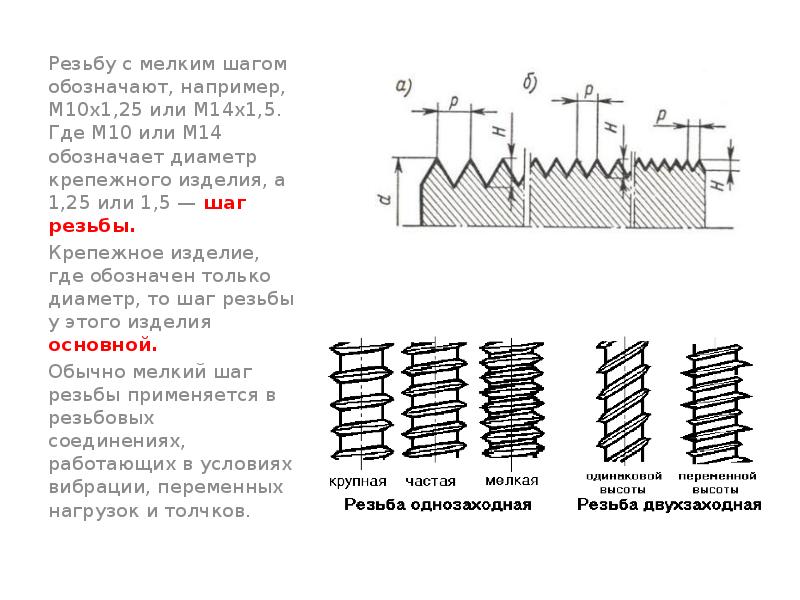
У резьбы с мелким шагом одному и тому же наружному диаметру могут соответствовать разные шаги. Резьбу с мелким шагом обозначают, например, М10х1,25 или М14х1,5. Где М10 или М14 обозначает диаметр крепежного изделия, а 1,25 или 1,5 — шаг резьбы. Если вы покупаете крепежное изделие, где обозначен только диаметр, то шаг резьбы у этого изделия основной. Обычно мелкий шаг резьбы применяется в резьбовых соединениях, работающих в условиях вибрации, переменных нагрузок и толчков.
Мелкий шаг резьбы обычно применяется в резьбовых соединениях, работающих в условиях вибрации, переменных нагрузок и толчков.
Гайки
Гайки низкие шестигранные DIN 439, 936 аналог ГОСТов 5916, 5929;
Гайки шестигранные DIN 934 аналог ГОСТ 5915, 5927;
Гайки корончатые и прорезные DIN 935 аналог ГОСТов 5918, 5932;
Гайки корончатые и прорезные низкие DIN 937 аналог ГОСТов 5919, 5933;
Гайки круглые шлицевые ГОСТ 11871.
Болты с шестигранной головкой с неполной и полной резьбой класса прочности 8.8, 10.9 DIN 960, 961 аналог наших ГОСТов 7798, 7805


Штанги резьбовые DIN 976 (бывший DIN 975)
При заказе крепежа с мелким шагом резьбы используйте таблицу
| Шаг резьбы для основной и мелкой однозаходной резьбы | ||||
| Шаг резьбы P, мм | ||||
| Резьба | Основная резьба | Мелкая | Мелкая 2 | Супермелкая |
| 1 | 0,25 | 0,2 | – | – |
| 1,2 | 0,25 | 0,2 | – | – |
| 1,4 | 0,3 | 0,2 | – | – |
| 1,6 | 0,35 | 0,2 | – | – |
| 1,8 | 0,35 | 0,2 | – | – |
| 2 | 0,4 | 0,25 | – | – |
| 2,2 | 0,45 | 0,25 | – | – |
| 2,5 | 0,45 | 0,35 | – | – |
| 3 | 0,5 | 0,35 | – | – |
| 3,5 | 0,6 | 0,35 | – | – |
| 4 | 0,7 | 0,5 | – | – |
| 5 | 0,8 | 0,5 | – | – |
| 6 | 1 | 0,75 | 0,5 | – |
| 8 | 1,25 | 1 | 0,75 | 0,5 |
| 10 | 1,5 | 1,25 | 1 | 0,75 |
| 12 | 1,75 | 1,5 | 1,25 | 1 |
| 14 | 2 | 1,5 | 1,25 | 1 |
| 16 | 2 | 1,5 | 1,25 | 1 |
| 18 | 2,5 | 2 | 1,5 | 1 |
| 20 | 2,5 | 2 | 1,5 | 1 |
| 22 | 2,5 | 2 | 1,5 | 1 |
| 24 | 3 | 2 | 1,5 | 1 |
| 27 | 3 | 2 | 1,5 | 1 |
| 30 | 3,5 | 2 | 1,5 | 1 |
| 33 | 3,5 | 2 | 1,5 | 1 |
| 36 | 4 | 3 | 2 | 1,5 |
| 39 | 4 | 3 | 2 | 1,5 |
| 42 | 4,5 | 3 | 2 | 1,5 |
| 45 | 4,5 | 3 | 2 | 1,5 |
| 48 | 5 | 3 | 2 | 1,5 |
| 52 | 5 | 3 | 2 | 1,5 |
| 56 | 5,5 | 4 | 3 | 1,5 |
| 60 | 5,5 | 4 | 3 | 1,5 |
| 64 | 6 | 4 | 3 | 2 |
| 68 | 6 | 4 | 3 | 2 |
Государственные стандарты
ГОСТ 8724-2002
Государственный стандарт, содержащий нормы, определяющие требуемые параметры метрической резьбы, в том числе шаг и диаметр. Принят в 2002 году, с последующими редакциями, как аналог международного стандарта ISO 261-98. Текст ГОСТа практически повторяет текст международного, с одним отличием, диапазон ISO колеблется от 1 до 300 мм, данный стандарт расширен к диапазону от 0,25 до 600 мм. Последняя редакция текста была произведена в 2004 году и является действительной на сегодняшний день.
Норматив содержит отдельные параметры, которые можно также найти в других стандартах. Структура документа схожа с другими нормативами подобного типа. Вся информация структурирована в виде таблиц, содержащих требования к шагу резьбы и диаметру. Такая структура теста максимально удобна для понимания и использования.
Следует отметить, что нормативна информация распростятся на резьбу всех типов, будь она левая или правая. Стандарт устанавливает нормативное значение шагов метрической резь в диапазоне от 0,075 до 8 мм.
Документ состоит из:
- Предисловия. В котором указана общая информация о ГОСТе, кем и когда был принят, когда были внесены правки.
- Сфера применения. Указана информация о диапазоне нормативных требований к размеру и шагу.
- Ссылки на нормативы.
- Определения.
- Таблица диаметров и шага. Раздел сдержит таблицу нормативных показателей.
- Обозначение резьбы. Указаны нормы маркировки.
ГОСТ 24705-2004
Стандарт принят в 2004 году. Его нормы распространяются на все типы резьбы в соответствии ГОСТу 8724. Информация текста также структурирована в виде таблицы. Соответствует международному нормативу ISO 724:1993 с дополнениями в соответствии с эксклюзивными требованиями каждой страны участника Межгосударственного совета по стандартизации.
ГОСТ 9150-2002
Норматив, регулирующий требования к профилю, а именно к геометрическим параметрам. Принят в 2002 году и распространяются все типы резьбы. Текст ГОСТа тесно связан вышеуказанными нормативами.
ГОСТ 16093-2004
Принят в 2004 году. Регулирует нормативный допуск резьбы и маркировки, распространяется на разные типы. Последняя версия содержит положения международного стандарта.
Вышеуказанные нормативы применяются в комплексе, так как дополняют и ссылаются друг на друга.
Рейтинг качественных резьбомеров до 1500 рублей
Metric SCHUT 24 шт. 856.456

Набор состоит из 24 элементов. Сборка осуществляется на территории Поднебесной. Модель позволяет выявить не только полноту профиля, но и его шаг. В основе лежит использование цветной разметки метрического типа. Имеется ряд зубчатых пластинок, которые прочно крепятся внутри обоймы. Для дальнейшей работы человеку необходимо будет подобрать нужную пластинку, и приложить ее поверх разметки таким образом, чтобы образовался минимальный зазор. Общий вес – 0,05 кг. Диаметр инструмента: 98х37х14 мм. Этот качественный и практичный комплект станет отличным решением не только для домашнего пользования, но и производства.
Средняя цена – 980 руб.
Metric SCHUT 24 шт. 856.456
Достоинства:
- высокое качество сборки и вспомогательных элементов;
- отсутствие неровностей и люфта на корпусе;
- отличное соотношение цены и качества;
- многочисленные положительные отзывы;
- эргономичная форма;
- компактные габариты.
Недостатки:
АЛЬФА-НДТ №1 М60

Этот комплект состоит из 20 высококачественных элементов. Общий вес конструкции – 0,022 кг. Размеры приспособления: 10х13х35 мм. Заявленный производителем шаг составит 0,4-6 мм. Коэффициент погрешности составляет 20 мкм. Так же покупатель получает паспорт изделия и фирменный чехол, который после может использоваться для хранения инструментов. Сборка осуществляется на территории нашей страны. Практичное приспособление может использоваться на производстве, а не только в домашних условиях.
Цена – 880 руб.
АЛЬФА-НДТ №1 М60
Достоинства:
- практичность;
- эргономичная форма;
- компактные габариты;
- высокое качество сборки и расходных материалов;
- функциональность;
- высокий эксплуатационный срок.
Недостатки:
ЧИЗ N1 М60 54563

Этот продукт от проверенного временем отечественного производителя пользуется спросом далеко за пределами нашей страны. В основе лежит использование общепризнанной метрической системы. Для изготовления корпуса применяется высокопрочный стальной сплав. Пластинки, которые используются для измерения, имеют толщину в 1 мм. За счет качества применяемого сырья исключается риск сгибания или поломки элементов. Коэффициент погрешности составляет 15 микрометров. В комплекте имеется 20 элементов. Производится на территории нашей страны.
ЧИЗ N1 М60 54563
Достоинства:
- доступная цена;
- качество сборки и комплектующих;
- эксплуатационный срок;
- низкий коэффициент погрешности;
- ударопрочный корпус;
- удобство в использовании.
Недостатки:
КАЛИБРОН-463-691

Набор относится к категории базовых и состоит только из самых необходимых элементов. В этом случае человек не будет переплачивать за то, чем пользоваться не планирует. Применяется метрическая система измерения. Диапазон разметки – 0,4-6 мм. Для изготовления корпуса и ключевых элементов используется качественный металлический сплав. Коэффициент погрешности, заявленный производителем, составляет 15 мкм. В наборе имеется 20 элементов-шаблонов. Эта практичная и, одновременно, качественная модель пользуется повышенным спросом у отечественных потребителей. Общий вес прибора – 100 г. Сборка осуществляется на территории России.
Средняя цена – 640 руб.
КАЛИБРОН-463-691
Достоинства:
- корпус утяжеленного типа;
- компактные габариты;
- эргономичная форма;
- отличная комплектация;
- низкий коэффициент погрешности.
Недостатки:
WIEDERKRAFT WDK-MG60

Это прочное и простое в использовании приспособление выпускается проверенной временем европейской компанией. Набор состоит из 20 вспомогательных элементов, которые позволят осуществить замеры в диапазоне 0,4-6 мм. В основе лежит использование стандартной метрической системы. Общий вес – 30 г. Производится на территории Германии.
Стоимость – 450 руб.
WIEDERKRAFT WDK-MG60
Достоинства:
- ударопрочный корпус;
- эргономичность;
- компактные габариты;
- качество сборки и применяемых комплектующих;
- положительные отзывы в сети.
Недостатки:
Как определить шаг резьбы. Метрическая и дюймовая резьба. Статьи компании «Крепсила»
Существуют различные типы резьбы: от художественной до машиностроительной. Последняя представляет собой винтовую нарезку, нанесенную по спирали на стержень с круглым сечением или на поверхность отверстия. В современном строительстве, машиностроении и даже быту наиболее распространенными считаются две резьбовые системы — метрическую и дюймовую.
На самом деле в международной системе существует огромное количество различных стандартов. Но в русскоязычных странах принято использовать стандарт метрической резьбы ISO DIN 13:1988 с углом наклона вершины профиля. Отечественные стандарты, определяющие данный тип резьбы, — ГОСТ 24705-2004 и ДСТУ ГОСТ 16093:2019.

Метрическая резьба
Главное отличие резьбы данного типа от подобных ей в том, что только в метрической резьбе угол профиля равняется 60° (существует еще резьба с углом 55° и 47°).
Метрическая резьба используется повсеместно, в том числе в метрическом крепеже. Из-за ее широчайшего применения потребовалось создать внушительное количество разновидностей, чтобы приспособить данную универсальную резьбу под различные ситуации.
Виды метрической резьбы
- Левая, правая.
- Однозаходная, двухзаходная, трехзаходная.
- Трапециодальная (классическая и упорная), прямоугольная, треугольная, круглая, цилиндрическая (трубная, коническая).
- Ленточная, модульная, питчевая и пр.
Левая и правая метрическая резьба
Виды метрической резьбы
Дюймовая резьба
Дюймовая резьба имеет угол профиля 55°. Главной единицей измерения дюймовой (имперской) системы, как не трудно догадаться, является дюйм. На письме он обозначается верхней кавычкой, стоящей без пробела сразу после числа: 2″.
Самыми известными стандартами дюймовой резьбы называют UNC и UNF.
Как определить шаг резьбы
Определить шаг резьбы нужно при выборе резьбонадрезного инструмента или сверла для пробуривания отверстия под элемент в какой-либо поверхности. Также необходимо тщательно подбирать друг к другу сопрягаемые элементы при организации болтового, винтового, шпилечного или иного разборного резьбового узла. Определить шаг резьбы можно различными способами.
Определение шага резьбы с помощью резьбомера (шаблона)
Такое название носит специальный инструмент, состоящий из специальных пластин (гребенок), на одной из сторон которой располагаются выступы, помогающие определить шаг резьбы. Пластины закреплены на одной или двух осях, объединенных в общем корпусе. Существуют отдельные шаблоны для метрической и дюймовой резьбы. Легко отличить их друг от друга помогает маркировка: на первых стоит знак 60°, на вторых — 55°.
Достоинство такого метода в том, что он является самым точным (при умелом обращении с инструментом). При производстве шаблонов используются специальные стали, не поддающиеся сжатию и расширению под влиянием различных температур. Это позволяет использовать резьбомеры практически в любых погодных условиях.
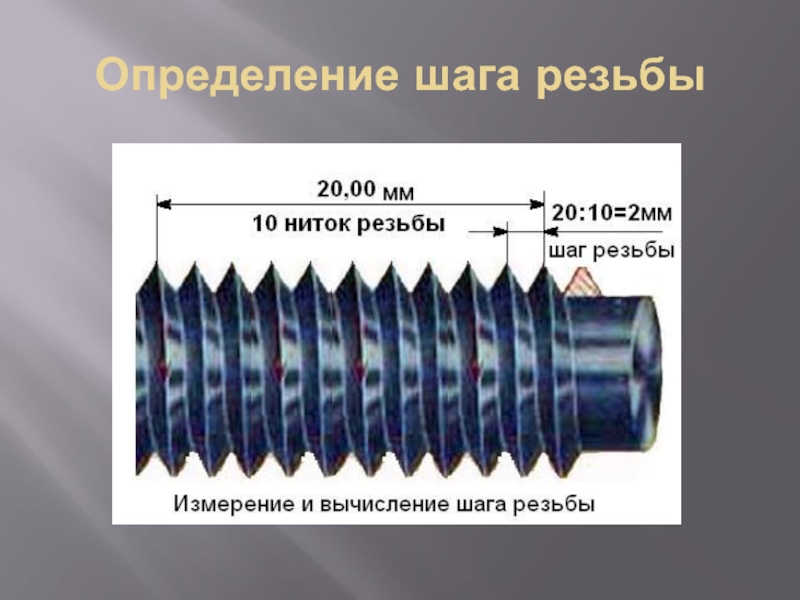
Определение шага резьбы с помощью линейки
Этот способ не может дать стопроцентного результата, но он прекрасно подходит для тех случаев, когда нет иного варианта решения поставленной задачи. Чтобы узнать число витков с помощью линейки, следует определить общую длину резьбового участка и посчитать количество витков на этом расстоянии. Далее требуется просто разделить длину на число подсчитанных нитей — ответ и будет полученным значением шага резьбы.
Этот способ может иметь иную модификацию. Если у вас есть кусок бумаги, то следует приложить его к резьбовому участку и сильно прижать. На получившемся отпечатке делают замер (с помощью линейки или иного измерительного инструмента) сразу нескольких участков: двух, трех или больше, — а после разделить длину выбранного участка на количество витков в ней. Процесс аналогичен описанному в предыдущем абзаце.
Определение шага резьбы с помощью штангенциркуля
Для этого следует произвести измерения так, как показано на рисунке. Полученное значение соотнести с тем, которое приводится в таблице, и узнать правильное значение шага для метрической или дюймовой системы соответственно.
Таблица соответствия диаметром и шагов метрической резьбы
| Наружный диаметр, мм | Внутренний диаметр, мм | Шаг резьбы, витков на дюйм | Шаг резьбы | BSP | Метрика | Дюйм UNF | Дюйм NPT |
| 9,3-9,7 | 8,5-8,9 | 28 | — | 1/8″ | — | — | — |
| 9,3-9,7 | 8,5-8,9 | 27 | — | — | — | — | 1/8″ |
| 9,7-9,9 | 8,2-8,6 | — | 1,5 | — | M10x1,5 | — | — |
| 10,9-11,1 | 9,7-10,0 | 20 | — | — | — | 7/16″-20 | — |
| 11,6-11,9 | 10,2-10,6 | — | 1,5 | — | M12x1,5 | — | — |
| 12,4-12,7 | 11,3-11,6 | — | — | — | — |
Другие параметры
Резьба, кроме рассмотренных выше, определяется параметрами:
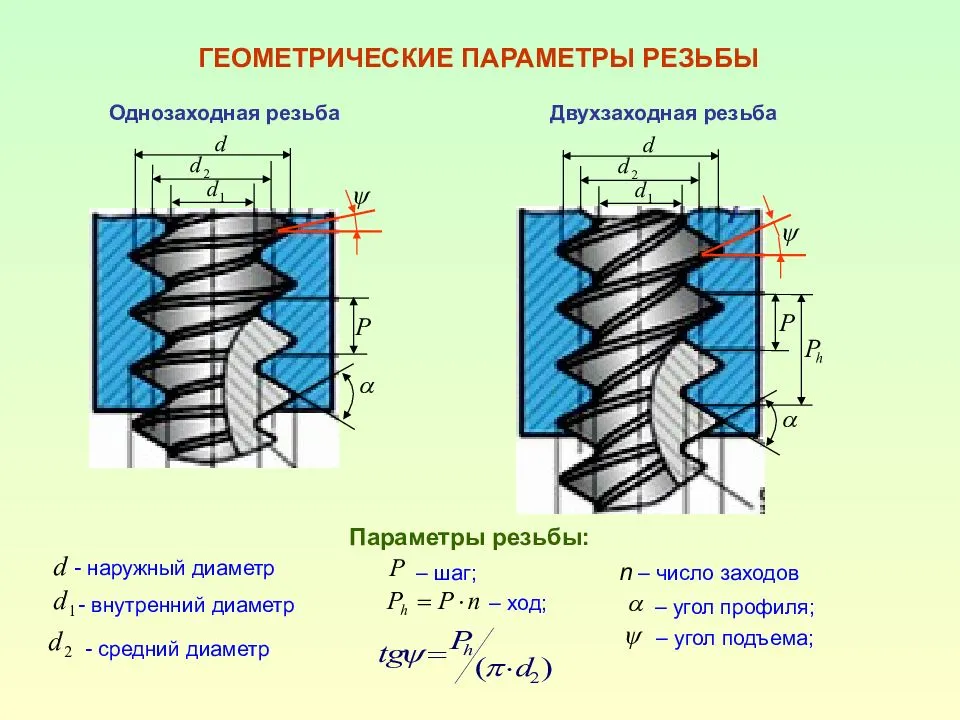
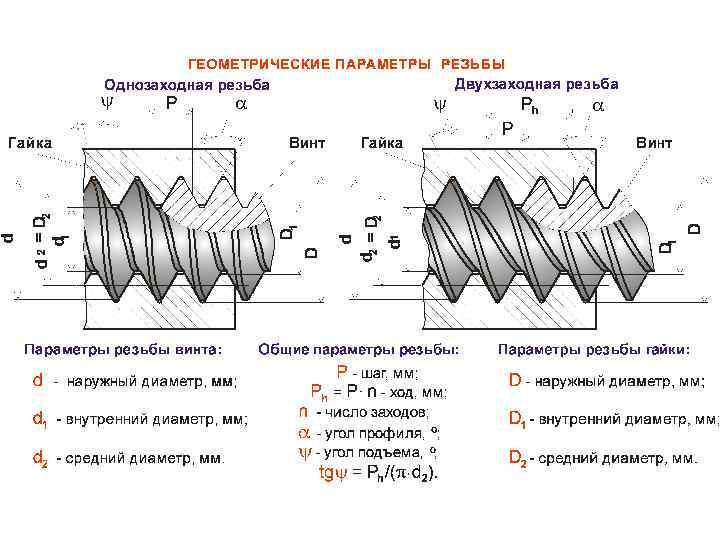
- Угол подъема резьбы.Это угол (ψ), который образуется между касательной к винтовой линии и плоскостью, проходящей перпендикулярно осевой линии резьбы. Его определение осуществляется по формуле:
- для однозаходных
- для многозаходных
- Длина свинчивания.Эта характеристика равна длине участка, на котором наружная и внутренняя резьбы перекрывают друг друга в осевом направлении.
- Сбег.Это место, где резьба переходит к гладкой, ненарезанной, поверхности детали. На этом участке она имеет неполный профиль.
- Длина.Размеры определяются по длине, равной сумме длины резьбы с полным профилем и участков сбега и фаски.
Знание сведений, характеризующих основные элементы резьбы, позволяет точно выполнить операции по ее нарезанию, как на металлорежущих станках, так и вручную с помощью плашек и винторезов.
- Угол подъема резьбы.Это угол (ψ), который образуется между касательной к винтовой линии и плоскостью, проходящей перпендикулярно осевой линии резьбы. Его определение осуществляется по формуле:
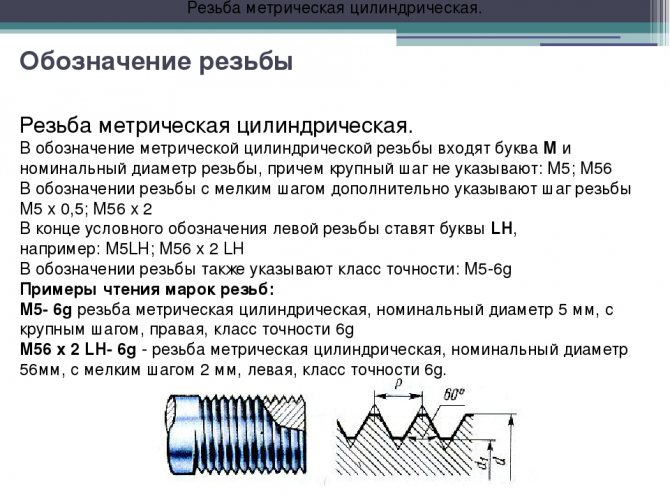
Маркировка
Маркировка резьбового соединения состоит из комбинации букв и цифр.
Пример расшифровки маркировки резьбы
- Цифра для обозначения уменьшенного по сравнению со стандартным шага. В случае использования стандартного шага не ставится.
- Буква для :
- М для метрической.
- BSW для дюймовой.
- MK для метрической конической.
- MJ Цилиндрическая для аэрокосмической промышленности: надежных соединений, работающих при высоких температурах.
- G- трубная цилиндрическая.
- R трубная коническая.
- Кр круглая для сантехнических изделий.
- Tr Трапециевидная – для передачи вращающего момента и поступательного движения в червячных передачах.
- S Упорная, с разными углами наклона боковых сторон, для высоконагруженных соединений.
- E Эдисона круглая- для цоколей электролампочек.
- Номинальный диаметр в мм или в дюймах с долями, выраженными простыми дробями.
- Шаг в миллиметрах или долях дюйма.
- Ход для многозаходных соединений.
- LH в случае левой резьбы.
- Обозначение поля допуска, состоит из букв и цифр





