

Конструктивные особенности
На производительность, долговечность, а также на стоимость цепей для мотопил влияют и их индивидуальные особенности:
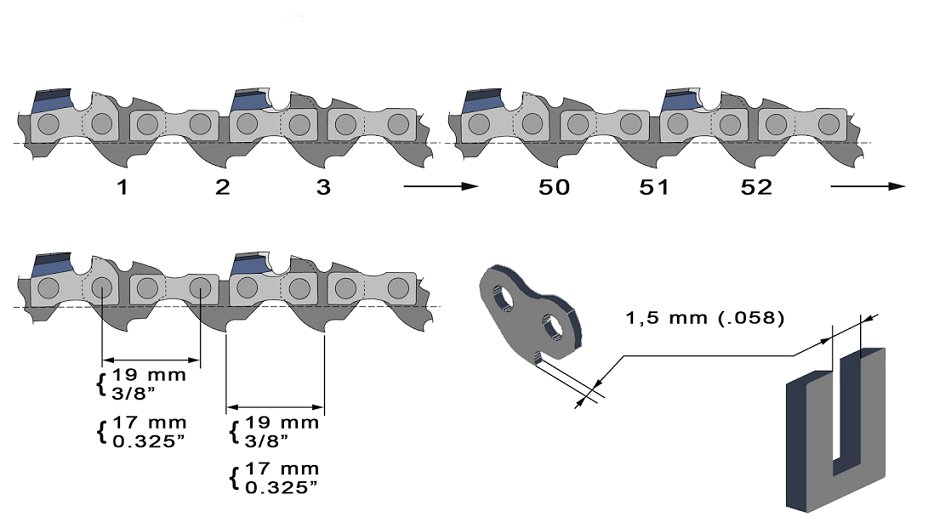
- Модели среднего и особенно высшего сегментов могут оснащаться ведущими звеньями не с 1, а с 2 хвостовиками. Такая конструкция обеспечивает более надёжное сцепление, не допускает проскальзываний цепи, а также увеличивает срок её службы.
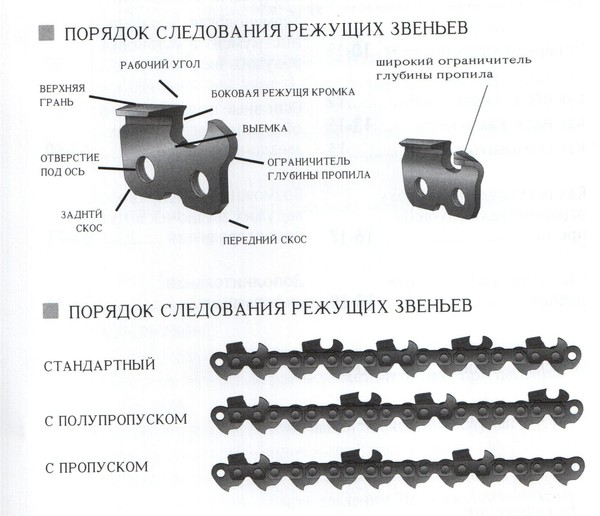
- Для домашнего использования с низкой и средней интенсивностью можно выбрать цепь пропускного типа (с дополнительной секцией-соединителем после каждого режущего звена) или полупропускного (двойное соединение идёт через один резец).
Чем меньше режущих элементов, тем дешевле цепь. Однако одновременно возрастает нагрузка на неё. Поэтому выбирать тип – стандартный, пропускной или полупропускной – нужно в соответствии со сложностью и объёмом предстоящих задач.
Модели цепей для поперечной и продольной распиловки
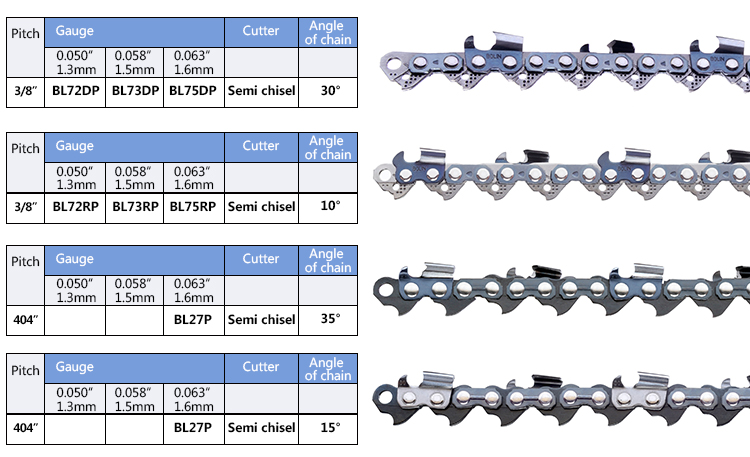
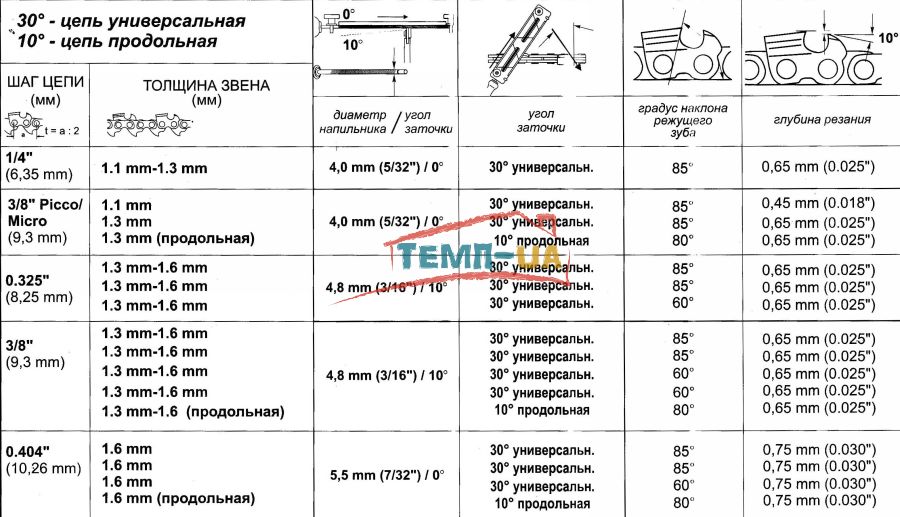
Большинство моделей выпускаются для обычного поперечного распила дерева. Направление распила определяется углом заточки режущей поверхности зуба. С завода поперечные цепи выходят с углом 25-25°. Такие зубья лучше всего будут пилить поперек волокон, но вполне могут выполнить и несколько продольных распилов, например, при формировании углового крепления венцов или выпиливании пазов под стропила.
Если же требуется постоянно пилить вдоль волокон, то лучше приобрести продольную цепь. Поскольку они являются редкостью на отечественном рынке и их трудно подобрать в магазинах, то можно переточить поперечную с углами от 5 до 15°. Никаких изменений в конструкции гарнитуры при этом не требуется.
Сфера применения
Твердосплавная цепь хорошо подходит, а иногда и просто незаменима для распиловки твердой и сверхтвёрдой древесины. Например:
- мореного дуба;
- запаренной древесины, по плотности схожей с костью;
- древесины твердых пород первого реза (от пня), комля, особенно сухого и свилеватого (с перекрученными волокнами);
- сухой древесины с мощными суками;
- древесины со льдом на поверхности или с загрязнениями песком или почвой.
Бензопилы с твердосплавными цепями используют при резки льда для любых нужд, в том числе и для создания ледяных скульптур.
Бригады спасателей МЧС штатно используют только такую режущую гарнитуру, даже когда приходится разбирать завалы из обычной древесины. В экстремальных ситуациях некогда следить за сохранностью цепи. Часто случаются касания режущей кромкой камня, земли, попадание в дереве металла. Обычная цепь мгновенно выйдет из строя и потребуется замена, а при ЧП на это нет времени.
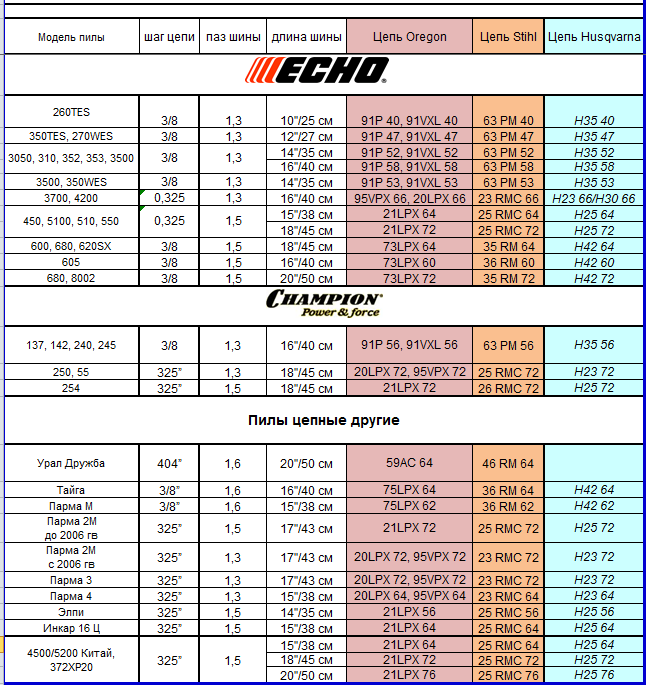
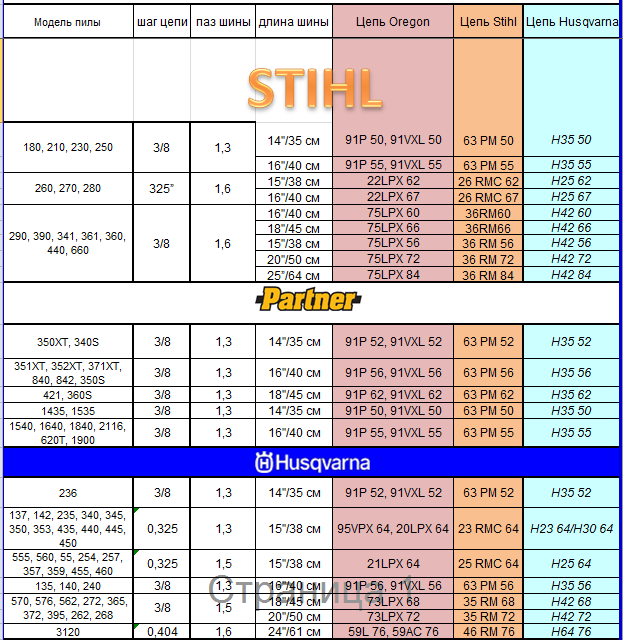
Таблицы размеров пильных цепей и шин для бензопил по моделям
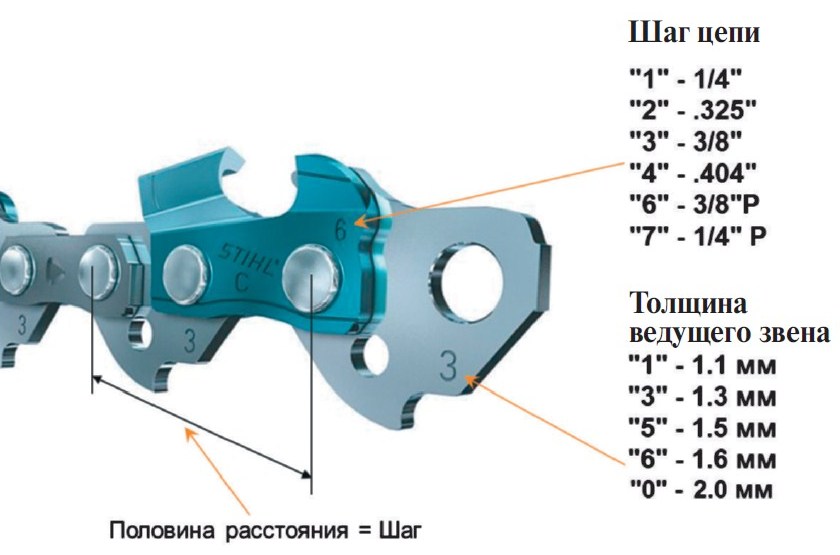
Это определяющий параметр, и в зависимости от его значения все существующие цепи подразделяются на пять групп с шагом 1/4’’, 0,325’’, 3/8’’, 0,404’’ и 3/4’’.Шаг 1/4’’ (6,35 мм) свойственен небольшим цепям, устанавливаемым на маломощные одноручные пилы.
Цепи с шагами 0,325’’ (8,25 мм) и 3/8’’ (9,3 мм) — наиболее распространенные варианты. Более 80% производимых по всему миру пил комплектуются именно ими.
Шаги 0,404’’ (10,26 мм) и 3/4’’ (19,05 мм) отличают цепи с более крупными звеньями и повышенной производительностью. В течение нескольких десятилетий ими комплектовали пилы российского производства, но сейчас устанавливают лишь на мощные валочные пилы и харвестерное оборудование.
Чем больше шаг цепи, тем крупнее составляющие ее звенья и тем выше ее производительность, но шире пропил. Для преодоления возрастающего сопротивления резанию требуется более мощная пила. У цепей с маленьким шагом другие преимущества — большее число зубьев на единицу длины, плавное движение в пропиле и, соответственно, сниженная вибрация, более чистый рез.
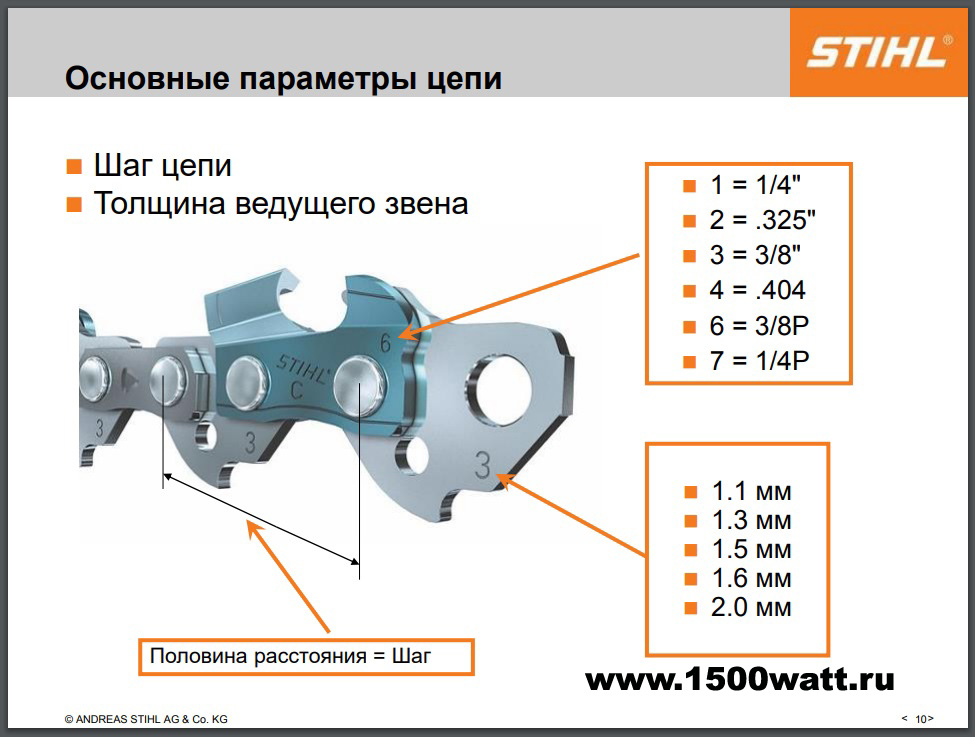
Толщина ведущего звена. Во время работы цепь скользит в пазу шины, и это скольжение должно быть плавным, без зацепов и в то же время без лишней «болтанки». Толщина хвостовика и толщина паза должны строго соответствовать друг другу, что повышает надежность посадки цепи и исключает вероятность ее «соскока». Все предусмотрено пять стандартных размеров:
- 1,1 мм (0,043’’) для маломощных пил
- 1,3 мм (0,050’’) бытовые и полупрофессиональные цепи,
- 1,5 мм (0,058’’) мощные и производительные пилы,
- 1,6 мм (0,063’’) и 2,0 мм (0,080’’) высокопрофессиональные пилы.
Назначение использования накладывает свои требования к используемым цепям. Например, при необходимости распиловки твердой и загрязненной древесины или при сносе и строительстве сооружений — лучше использовать специальные твердосплавные цепи Picco Duro или Rapid Duro, имеющие твердосплавные зубья или накладки, дающие им непревзойденную прочность и долговечность использования. Некоторые работы просто невозможно выполнить без их помощи.
Так же известно, что для продольной распиловки древесины (вдоль волокон) желательно использовать специальные цепи. Основное различие между цепями продольного и поперечного типа — это углы атаки режущих звеньев. Для цепей поперечного пиления они составляют 25–35 градусов. У цепей для продольного пиления (например цепи Stihl Picco Micro X) углы более острые — от 5 до 15 градусов.
Использование цепей несообразно их назначения приводит либо к пониженной производительности, либо к повышенной «агрессивности», сильной вибрации и дополнительной нагрузке на двигатель бензопилы.
Дополнительными характеристиками цепи являются высота профиля и глубина резанья.
Высота профиля.
Цепи бывают высоко- и низкопрофильными в зависимости от высоты режущей кромки над плоскостью направляющей шины. Высокопрофильные цепи, обычно, используют в профессиональных целях для получения максимальной производительности пиления. Низкопрофильные цепи устанавливают на бензопилы бытового и любительского класса, т.к. благодаря увеличенной площади опоры режущих звеньев и сниженной толщине срезаемой стружки они более безопасны.
Глубина резания — это величина зазора между верхней гранью зуба и ограничителем пропила, регулирующая толщину стружки. Чаще всего встречаются образцы с зазорами в 0,025 дюйма (или 0,635 мм) и 0,030 дюйма (или 0,762 мм), реже — с зазорами до 0,07 дюйма (или 1,778 мм), последние предназначены для агрегатов машинной валки леса.
Как выбрать тип звена
Для профессионалов важно, какой тип зуба – чизельный (похож на цифру 7) или чиппельный. Первый обеспечивает значительную производительность, но в лесу его трудно заточить
На практике лучше взять цепь с чизельным типом звена, покрасоваться до первой заточки, после которой постепенно будешь приближаться с каждой заточкой к чиппельной.
Имеет значение угол заточки режущего звена. Обычно они идут от 25 до 35 град. Нужно сориентироваться, каких работ у тебя будет больше – поперечной пилки или продольной, для которой нужен меньший угол.
На практике этот угол точат самостоятельно. И, если для “лесников” зачастую ручная заточка – единственный способ правки цепи, то в домашних условиях он легко решается приобретением заточного станка.
И ещё – китайская или европейская. Надо понимать, что китайская представляет собой любую европейскую. Но только улучшения то конструкции у них не наблюдается. А вот качество исполнения самое разное.
Основные параметры
Пильные цепи принято различать по:
- направлению распила (продольные и поперечные);
- габаритам (длине и размеру элементов цепной гарнитуры);
- конструктивным особенностям;
- порядку следования режущих звеньев.
Распил древесины вдоль волокон вызывает большее сопротивление, нежели поперек. В виду востребованности обоих видов распиловки производится два вида пильных цепей – продольные и поперечные. Они отличаются углом атаки резцов. В результате при продольном распиле повышается производительность пилы, а при поперечном сглаживается «агрессивность» инструмента. Ну а вместе с последней снижает уровень вибраций и уменьшается нагрузка на двигатель.


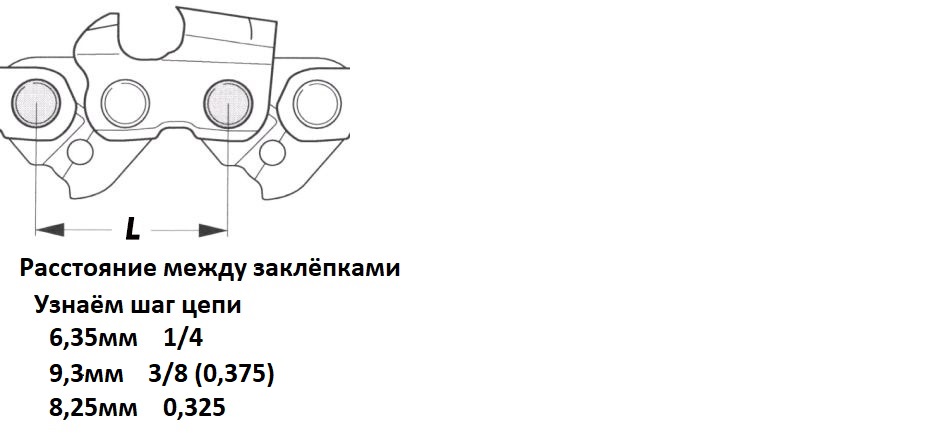


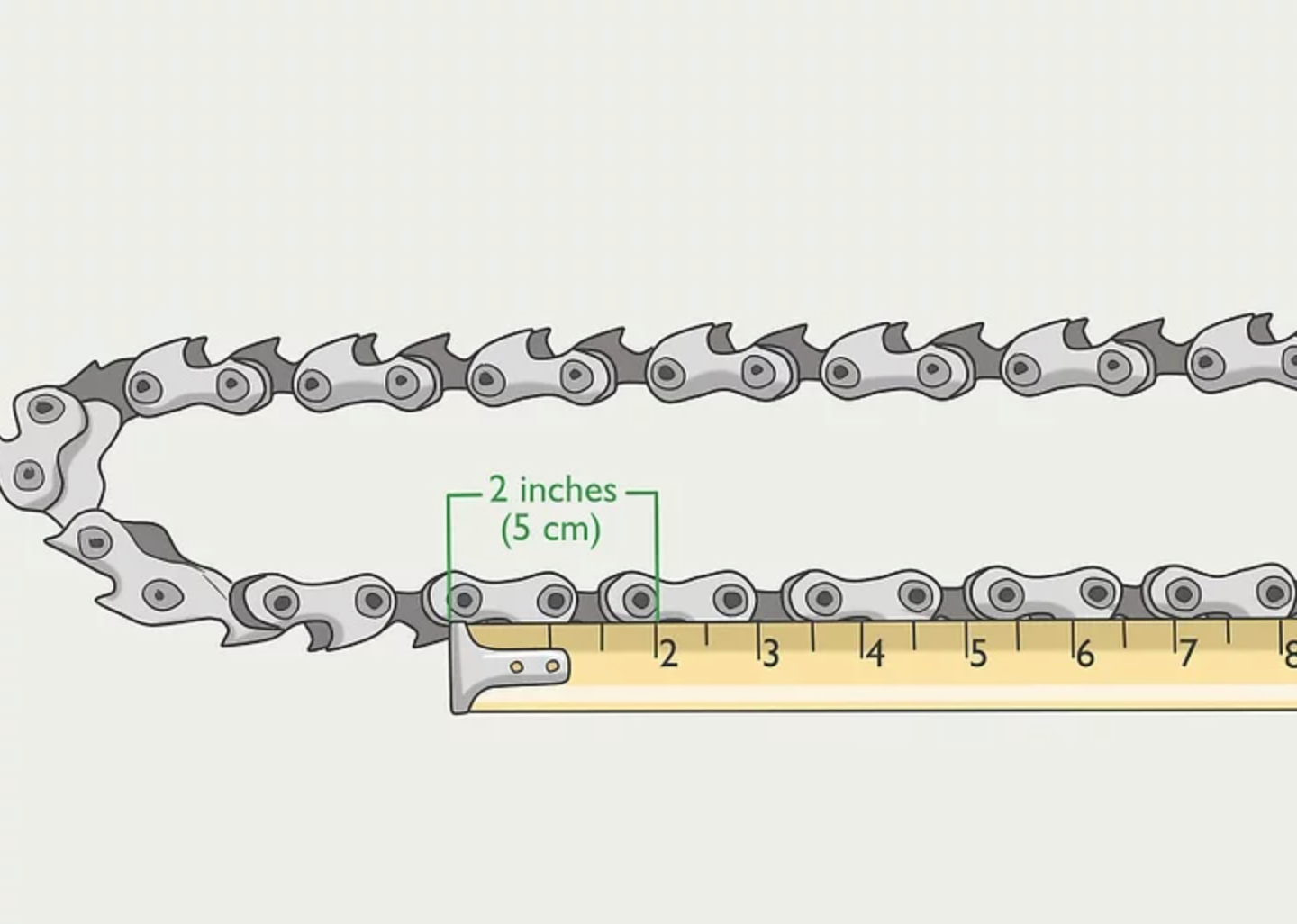
Шины бензопил, представленных сегодня на рынке, имеют различные габариты. Одним из главных параметров пильной цепи является количество звеньев, т.е. длина цепи. Кроме того, цепные системы имеют определенный шаг. Он измеряется расстоянием между тремя последовательно соединенными звеньями, деленным на два.
Существует 3 основных параметра цепи для бензопилы:
- Шаг цепи
- Количество звеньев
- Толщина ведущего звена
Шаг цепи
равен половине расстояния между тремя соседними заклепками. Следовательно, от шага напрямую зависит расстояние между режущими коньками. Оно может быть больше или меньше, в зависимости от 5 стандартных групп, измеряемых в дюймах: «1/4», «0,325», «3/8», «0,404» и «3/4» (хронология в порядке увеличения длинны).
«1/4»— данный мелкий шаг встречается у коротких цепочек, устанавливаемых на пилах малой мощности и одноручных вариантах. В России таких пил практически не встретить, и данный размер не особенно популярен и востребован на рынке.
«0,325» и«3/8»— основная доля пил комплектуется данными размерами шага цепи. Все известные производители бензопил и электропил устанавливают эти популярные группы. С огромной долей вероятности при подборе цепочки вам понадобиться выбрать один из этих вариантов.
«0,404» и «3/4»— это цепи с крупными и длинными звеньями и сейчас практически не применяются. Исключением являются мощные валочные модели пил.. Также, данный шаг является стандартным на старых, давно снятых с производства, отечественных пилах Урал и Дружба.
Шаг цепи обязательно должен совпадать с шагом ведущей звездочки. Нельзя однозначно сказать какой шаг лучше, все зависит от конкретного процесса. При увеличении шага, звенья составляющие цепь будут крупнее, а это повышает производительность. При этом вырастет сопротивление материала и вибрация, так как «грызть» цепь будет агрессивнее. Учитывайте, что для этого потребуется более мощная пила. Мелкий шаг дает чистый рез, частое расположение зубьев при этом обеспечивает плавное движение гарнитуры в древесине. Вибрации меньше.
Количество звеньев
включает в себя общее число соединительных звеньев и режущие, чередующиеся между собой, правосторонние и левосторонние зубья. Вся конструкция скрепляется ведущими звеньями (о них подробнее дальше по статье) и заклепками. По сути это и есть вся составляющая пильной цепи.
Количество звеньев пестрит многообразием и сложно выделить, что-то более популярное. Мало того, одна и та же модель пилы может поставляться с завода разными комплектами цепей и шин. Если по какой-то причине все надписи, по которым можно определить требуемое количество звеньев, на пиле и шине стерлись, инструкция потерялась и т.д., то самый простой способ определить — это посчитать вручную.
Ведущие звенья
это своего рода конструктивные передаточные зацепы на цепи. Они должны свободно, но при этом устойчиво, передвигаться от ведущей звездочки (вращение ей придает двигатель пилы) по пазу шины. Толщина паза шины и ведущего звена должны идеально совпадать. За счет этого достигается стабильное состояние конструкции и при должной натяжке исключен соскок даже на больших оборотах.
Стоит отметить, что ведущее звено играет роль распределителя масла по всей кромке цепи и шины. Маслонасос подведен к ведущей звездочке и далее звенья в процессе оборота гоняют необходимую смазку. В основе международной классификации выделяют 5 стандартных размеров толщины ведущего звена:
1,1 мм (0,043 дюйма)- встречается не так часто на маломощных, а также одноручных пилах.
1,3 мм (0,050 дюйма) и 1,5 мм (0,0578 дюйма)- наиболее распространенные размеры, устанавливаются на бытовые и полупрофессиональные модели пил.
1,6 мм (0,063) и 2,0 мм (0,080 дюйма)- гарнитура с толстым ведущим звеном встречаются на профессиональных пилах высокой мощности.
Шаг цепи, толщина ведущего звена и количество звеньев в совокупности с ведущей звездочкой и шиной пилы должны быть взаимоприменимы и образуют единую «композицию». Зная все три этих типоразмера можно легко подобрать нужную цепочку.
Обзор самых хороших и бюджетных моделей
Основными критериями при выборе пильной цепи для бензопилы являются надежность, простота обслуживания, хорошая производительность и, конечно же, цена. Исходя из этого, мы составил рейтинг из наиболее популярных и хорошо зарекомендовавших себя пильных цепей.
Oregon 21 LPX072E
Пильная цепь фирмы Орегон для бензопилы бытового класса. Разработана для применения на бензопилах с рабочим объемом двигателя от 35 до 60 см³. Использование чизельного режущего звена позволило увеличить производительность, надежность, а также облегчить заточку. Особенности сплава делают цепь намного прочнее аналогов. В совокупности с амортизационной системой этот фактор увеличивает период безотказной эксплуатации.
Технические характеристики:
- шаг звена, дюймы – 0,325;
- количество звеньев, шт. – 72;
- ширина паза, мм – 1,5.
| Достоинства | Недостатки |
| низкий уровень вибрации | потребность в регулярном уходе |
| устойчивость к растяжению | |
| хорошая заводская заточка |
Elitech 0809.012300
Высокопроизводительная пильная цепь для бензиновой пилы. Предназначена для бытового применения. Чизельное режущее звено отличается хорошей степенью закалки, благодаря чему оно дольше остается острым. Особенности конструкции обеспечивают устойчивость к растяжению и снижают вибрацию и шум во время работы. Цепь подходит для интенсивного использования, в том числе и при распиле твердых сортов древесины.
Технические характеристики:
- шаг звена, дюймы – 0,325;
- количество звеньев, шт. – 72;
- ширина паза, мм – 1,5.
| Достоинства | Недостатки |
| низкая стоимость | чувствительность к интенсивности смазки |
| повышенная износостойкость | |
| хорошая сопротивляемость растяжению |
Huter C3
Недорогая пильная цепь Хутер для пил бытового класса. Применение быстрорежущей стали и плоского режущего звена позволили увеличить скорость реза. Кроме того, такой материал долго держит заводскую заточку и его легко можно поправить.
Технические характеристики:
- шаг звена, дюймы – 0,325;
- количество звеньев, шт. – 45;
- ширина паза, мм – 1,3.
| Достоинства | Недостатки |
| высокая производительность | низкая прочность |
| простота обслуживания | |
| низкий уровень шума и вибраций |
Способы заточки цепи бензопилы
Как говорилось выше, существует несколько различных способов это сделать. Самыми популярными являются:
- заточка напильником,
- болгаркой,
- электрическим станком
- и так называемым «ручным» станком.
Напильником
Напильник хорошо справится с заточкой цепи
Такой вид заточки является самым простым. В этот набор входит круглый и плоский напильник, особые державки, шаблон-калибр, крючок для удаления стружки и другие. И если инструменты заточки напильником могут несколько различаться, то тем не менее они имеют примерно одинаковую логику и тот же функционал.
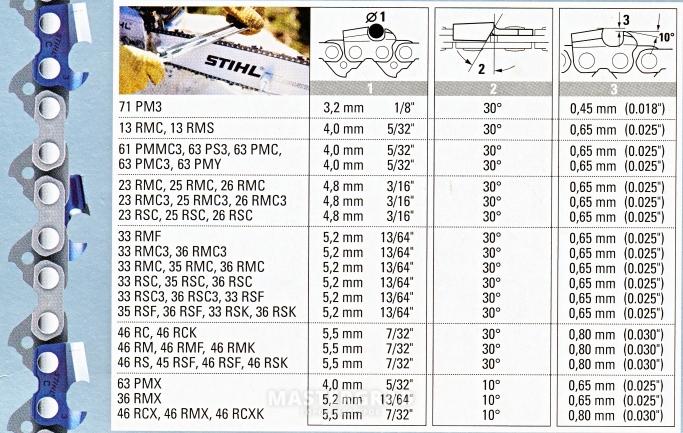
Диаметр круглого напильника напрямую зависит от размера цепи:
Как затачивать?
Процесс заточки делится на несколько этапов:
Нужно убедиться, что у пилы включен цепной тормоз
После следует крепко зажать инструмент в тисках. Зуб, с которого была начата заточка, следует чем-либо пометить, чтобы нечаянно не начать затачивать зубья ещё раз
Перед заточкой обратить внимание на специальную пометку, которой производитель указал максимальный угол возможной заточки. Выполнять саму заточку следует в сторону указательных стрелок
Помимо зубьев затачивается также ограничитель
Это может понадобиться со временем, поскольку ввиду заточек снижается высота зубьев. Как правило, ограничитель затачивается через две-три заточки зубьев. Если этого не сделать, то во время работы с инструментом могут возникнуть проблемы.




А вы пробовали самостоятельно точить цепь бензопилы?
Было дело!Не довелось
Советы от специалистов
- При отсутствии опыта лучше не начинать с дорогих цепей.
- Движения должны производиться только в одном направлении «от себя». Причём для каждого из зубьев должно производиться одинаковое количество движений с примерно равным прикладыванием усилий.
- Для заточки вертикальной плоскости напильник должен быть расположен строго под прямым углом, а для заточки горизонтальной – под углом 20-30 градусов.
- Если перед заточкой было обнаружено, что не все зубья имеют одинаковую высоту, то ориентиром становится самый низкий из них.
Плюсы:
Минусы:
Болгаркой
Один из способов заточить цепь пилы — это болгарка
Такой способ не очень одобряется профессионалами, поскольку высок риск повреждения как инструмента, так и того, кто непосредственно и будет натачивать пилу. При этом на первый взгляд этот метод нравится многим, но на практике всё гораздо сложнее, чем кажется.
Тем не менее, способ всё ещё актуален.
- Цепь должна оставаться на шине.
- На болгарку крепится диск (желательно не новый) толщиной в полтора-два миллиметра.
- Перед цепью и шиной должна стоять небольшая преграда.
- Угол при заточке такой же, как описано в первом способе.
- После процесса обязательно подтянуть цепь.
Профессионалы особенно не рекомендуют этот способ новичкам, поскольку высок риск нанести тяжёлые увечья и травмы.
Плюсы:
Минусы:
Электрическим станком
Электрические станки для заточки
Такие станки оснащены специальными функциями для заточки под под определённым углом. Благодаря станку появляется гарантия, что диск к цепи будет подведён с максимальной точностью и аккуратностью. Также существуют станки со специальными тисками для зажатия цепи. Этот способ максимально подходит для новичков, поскольку удобство и безопасность гарантированы. Стоимость такого станка напрямую зависит от его функциональности.
Станком с ручным приводом
На вид станок с ручным приводом напоминает лучковую пилу. Разве что на месте, где бы располагалось полотно такой пилы, находится напильник. Такой станок даёт возможность наточить и подогнать зубья бензопилы под нужный размер. В станок встроен механизм, благодаря которому можно выстроить нужный размер.
Во время процесса понадобиться всего два-три движения, после чего можно переходить к следующему зубу. Этим же станком можно наточить и ограничитель. Разница лишь в самом напильнике, а точнее – в его форме. Так как при наточке зубьев необходим круглый напильник, а при заточке ограничителя – плоский.
Плюсы:
Минусы:
Станки с ручным приводом
Советы от профессионалов
- Перед тем, как начать заточку каким-либо способом, нужно включить пилу примерно на минуту. Делается это для того, чтобы смазочное масло попало на каждую деталь.
- Обязательно время от времени затачивать цепь и никогда не откладывать это дело на потом.
- Наблюдать за натяжением цепи при работе. При обнаружении неполадок стоит тут же исправить их. Плохо натянутая цепь является травмоопасным предметом.
Выше описаны самые распространённые способы заточки бензопилы. Свой способ стоит выбирать исходя из умений, знаний правил безопасности и опыта работы с инструментом.
Размер цепи
Этот параметр всегда зависит от размера шины, установленной на агрегате. Если вы случайно приобрели цепь меньшего размера, чем ваша шина, одеть ее не получится. Если данный элемент будет иметь размер превышающий размер шины, вы его не сможете натянуть. Оба варианта не позволяют использовать неподходящие размеры цепей. Они обычно указываются в дюймах и имеют следующие значения: 10″, 12″, 13″, 14″, 15″, 16″, 18″ и выше.
Длина цепи определяется по количеству звеньев. Под звеньями подразумеваются соединительные звенья, которые заходят в паз шины, а не режущие зубья. При покупке можно указать продавцу либо длину детали в дюймах, либо количество звеньев, входящих в ее состав. Некоторые производители вместо длины указывают именно количество звеньев в пильном элементе. Как правило, это число никак не зависит от толщины хвостика, шага и высоты профиля. Например, низкопрофильная цепь, имеющая толщину ведущего звена 1,3 мм, может состоять как из 72 звеньев, так и 56 звеньев или другого их количества.
Как узнать
Есть несколько способов узнать шаг цепи:
- Посмотреть значение шага на пильной шине. Производители пильной гарнитуры, обязательно указывают длину шины, ширину паза и шаг ведомой звездочки на хвостовике пильного полотна.
- Измерить расстояние между хвостовиками соседних зубьев или центрами трех соседних заклепок.
- Способ, который подходит для цепей в фирменной упаковке, это посмотреть характеристики цепи на коробке.

На фирменной упаковке цепей Штиль указана исчерпывающая информация о продукции, ознакомившись с которой можно узнать не только расстояние между соседними звеньями, но и тип зубьев, ширину звена, рекомендованный размер напильника для заточки.
Шаблон для заточки цепи бензопилы
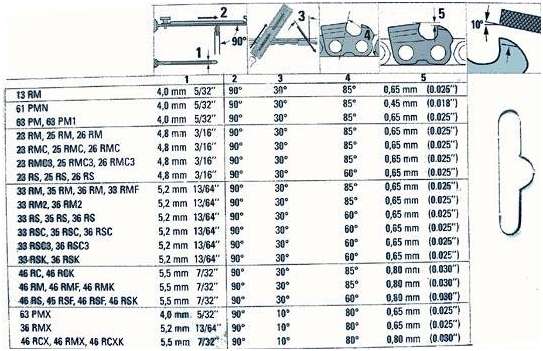
Приобретая бензопилу, целесообразно обзавестись и специальным шаблоном (см. рис. 3), при помощи которого можно легко установить оптимальные значения углов зуба. С его помощью контролируются значения задних углов верхнего и торцевого лезвий, а также передний угол кромки (он указывается в инструкции производителя, и может изменяться в пределах 65…80°).
Особенно важно применение шаблона для оценки значения заднего угла верхнего лезвия. Этот угол заточки цепи бензопилы определить иначе очень сложно, а между тем его необходимо выдерживать в довольно ограниченных пределах — от 50 до 60°
Измерение угла заточки выполняют определением угла между верхней режущей кромкой и линией, перпендикулярной к направляющей цепи.
Угол заточки цепи бензопилы можно менять, в зависимости от того, какие работы будут производиться. С увеличением твёрдости древесины, его значение должно быть меньше. В целом считается оптимальным значением угла 10…12° – при продольном распиле, и 25…30° – при поперечном распиле.
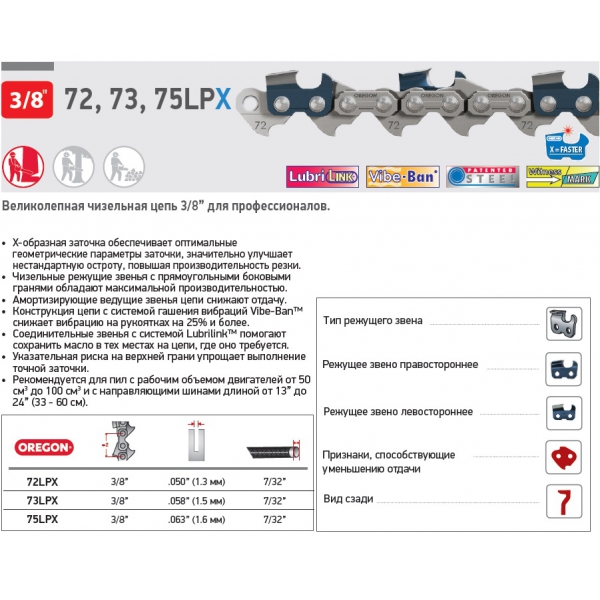


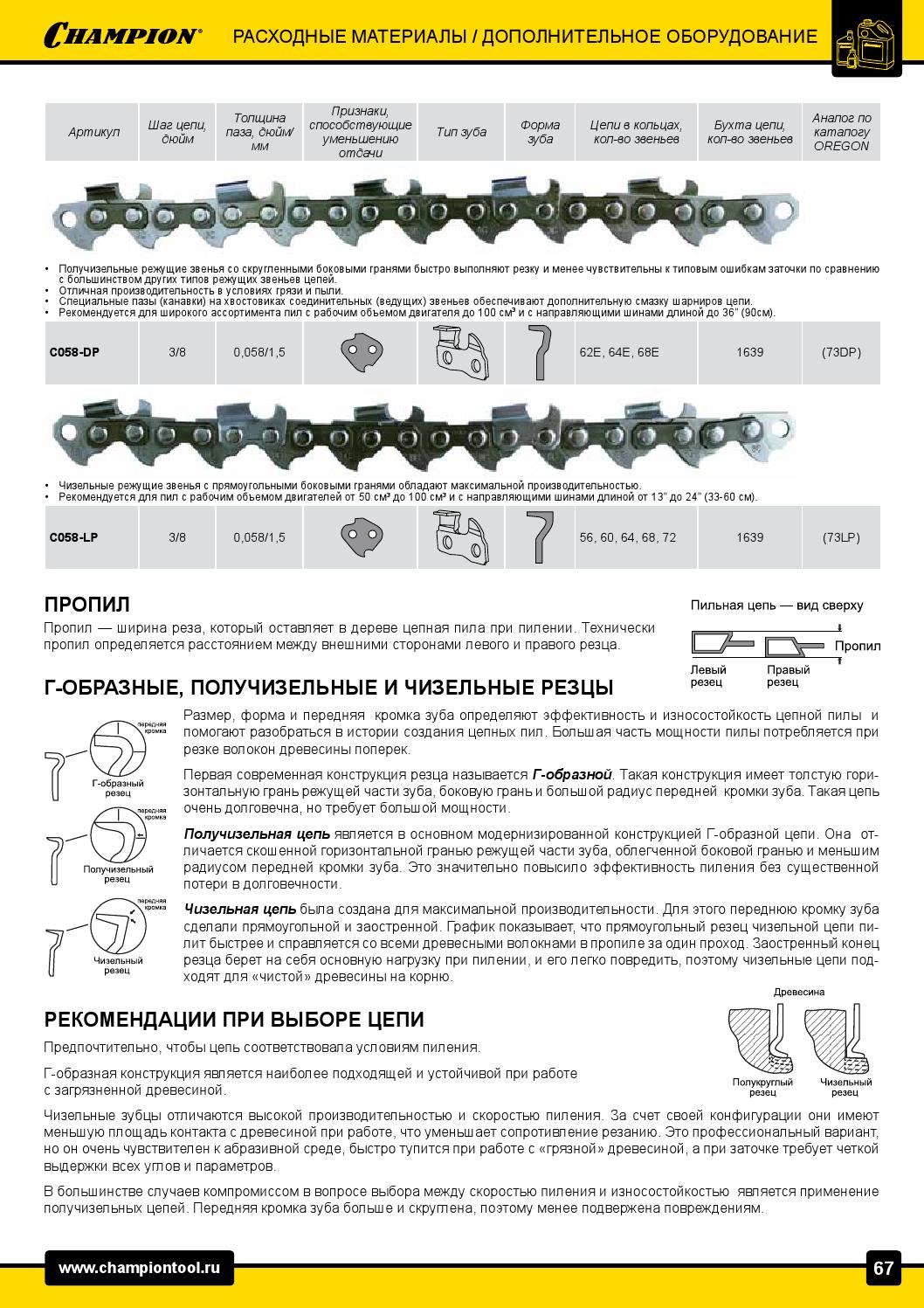

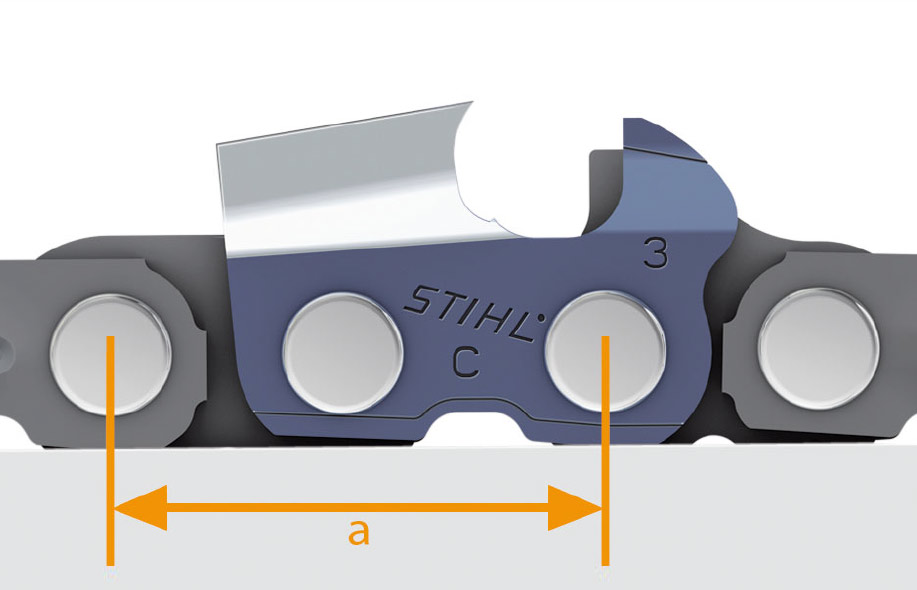


Рисунок 3 – Внешний вид шаблона для затачивания зубьев бензопилы
Заточку можно выполнять вручную, используя круглый напильник рабочим диаметром 4…5.5 мм, либо на станке
В первом случае крайне важно правильно располагать инструмент относительно затачиваемого зуба. Верхняя кромка рабочей части напильника располагается примерно на пятую часть выше верхней кромки зуба
Инструмент располагают перпендикулярно оси цепи, и под углом в 25…30° к верхней кромке зуба
Одного круглого напильника недостаточно. Для заточки ограничителя потребуется плоский напильник, а для очистки места проведения работ – крючок, снимающий образующиеся опилки. В продаже имеются также специальные державки, на которых проградуированы линии направления движения напильника относительно оси цепи. Как видно из рис. 4, державка может быть установлена на зуб сверху, и опираться на его верхнюю кромку. Поскольку высота державки адаптирована под определённый шаг цепи, то её следует выбирать применительно к бензопилам конкретных моделей и торговых марок.
Минимально необходимый комплект для того, чтобы получить верный угол заточки цепи ручным способом, представлен на рис. 5.
Рисунок 5 – Комплект заточного инструмента и приспособлений
Сначала затачиваются зубья одного направления, а затем – другого. Начинают с лёгких нажатий инструмента в направлении от себя, постепенно увеличивая нагрузку. В ходе заточки круглый напильник периодически проворачивают вдоль своей оси.
Как работает цифровой штангенциркуль?
Существует три модификации штангенциркуля, их разделили по способу снятия размеров.
- Простейшими нониусными моделями можно пользоваться для домашних нужд. Целые значения снимаются со штанги, доли определяют по нониусу — это основные правила, как пользоваться штангенциркулем.
- Механический принцип замера используется в циферблатных моделях. Через зубчатую передачу со шкалы штанги доли миллиметра переносятся на циферблат, целые значения берутся со штанги.
- Самым удобным и точным считается цифровой вариант, где все результаты получают с экрана дисплея. Сама электронная часть может настраиваться, пользоваться еще удобнее.
Чтобы понять, как пользоваться, следует разобраться с тем, как устроен цифровой штангенциркуль. В основе работы используется цифровой емкостный нониус: внутри устройства емкостная матрица, несколько пластин, основными из них являются статор и ползунок. При снятии расчетов они выводятся на дисплей, статор располагается на механической линейке, а ротор — под самим дисплеем.





