Размеры
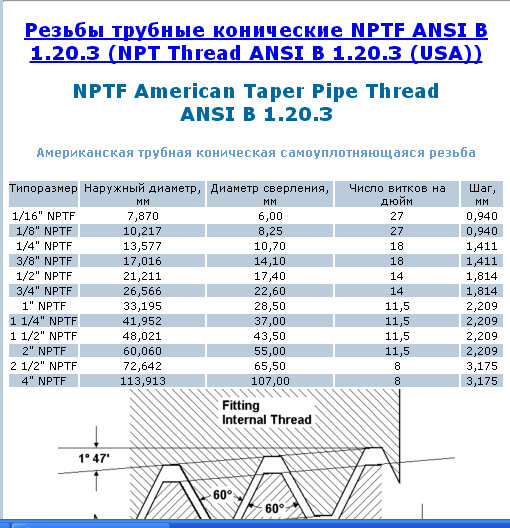
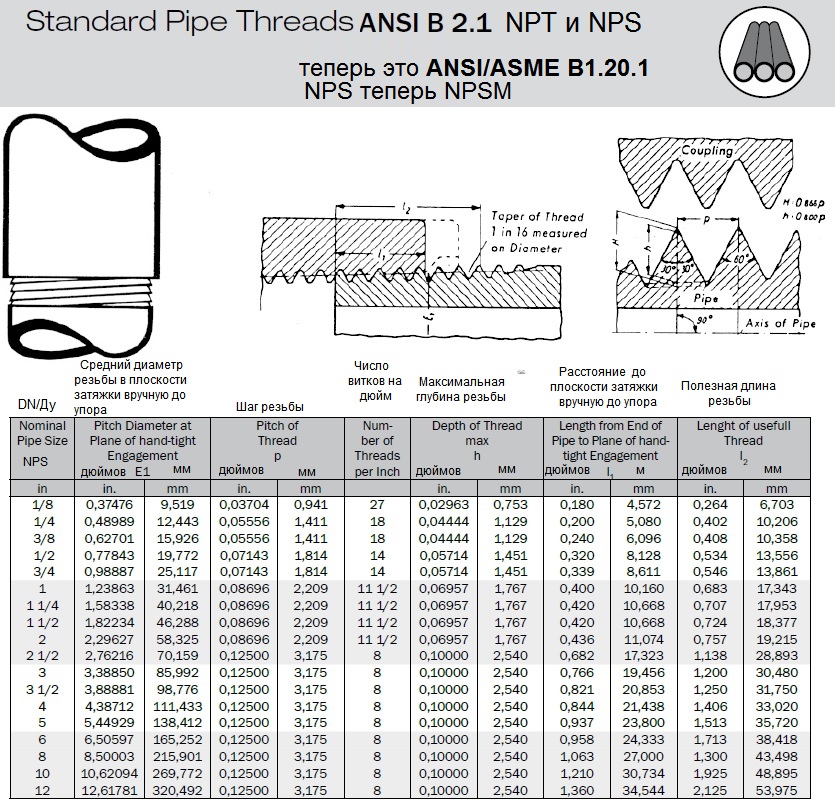
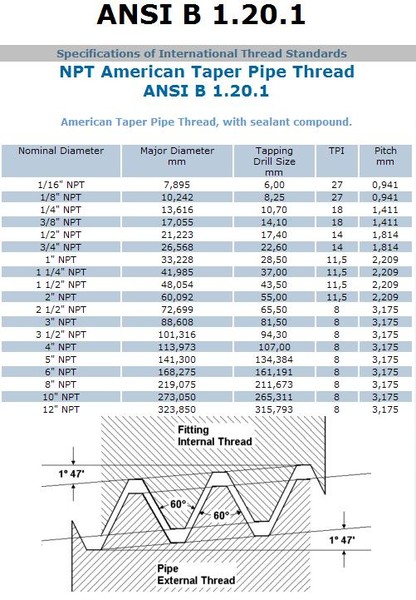
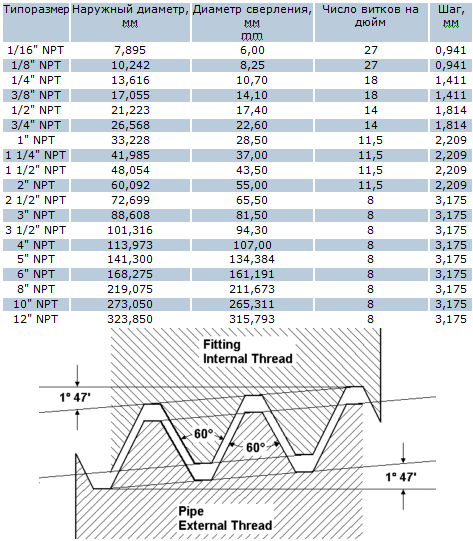
Для рассматриваемого типа соединений используют дюймовую и метрическую размерности. Причем во втором случае один из элементов все равно выполнен в дюймовой размерности, а второй – в метрической системе. В первом случае оба элемента дюймовые. На основе этого применяются различные обозначения: для дюймового варианта используется стандартная аббревиатура, а для метрического – NPT-E. Метрическую размерность используют для нарезки резьбы при производстве адаптеров и переходников цилиндрической и конической конфигураций с разных сторон. Конусность равна 1:16, величина угла составляет 3°34’48». Размеры резьбы NPT составляют 1/16 — 24 дюйма. Причем нужно учитывать, что для данных соединений отражают пропускной диаметр, а не наружный.
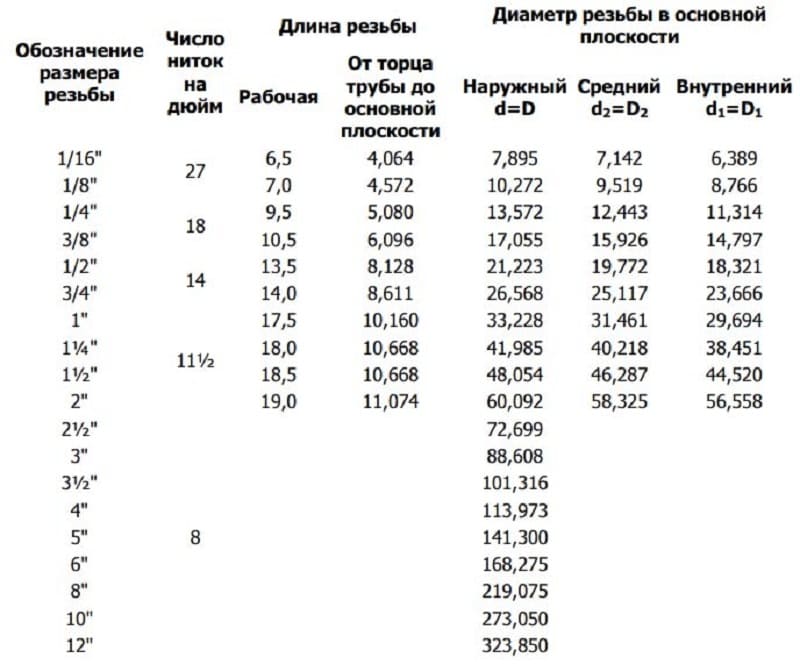
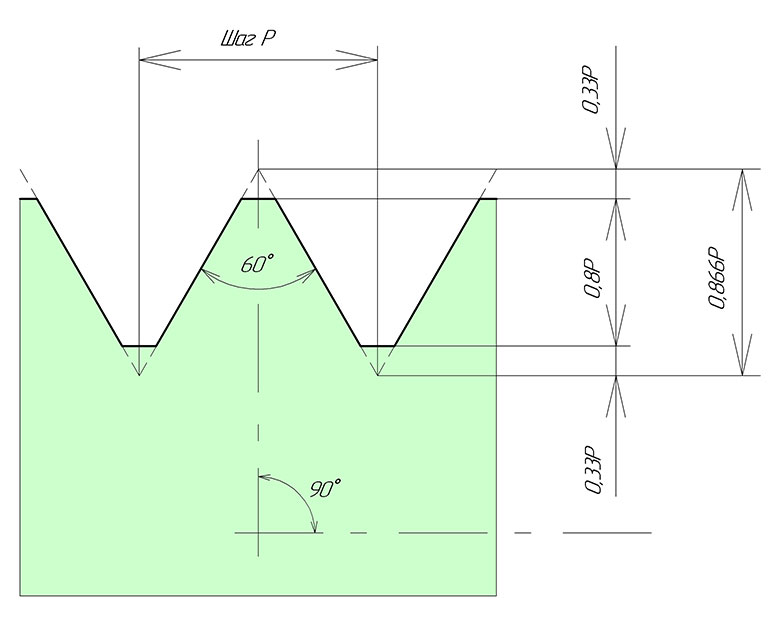
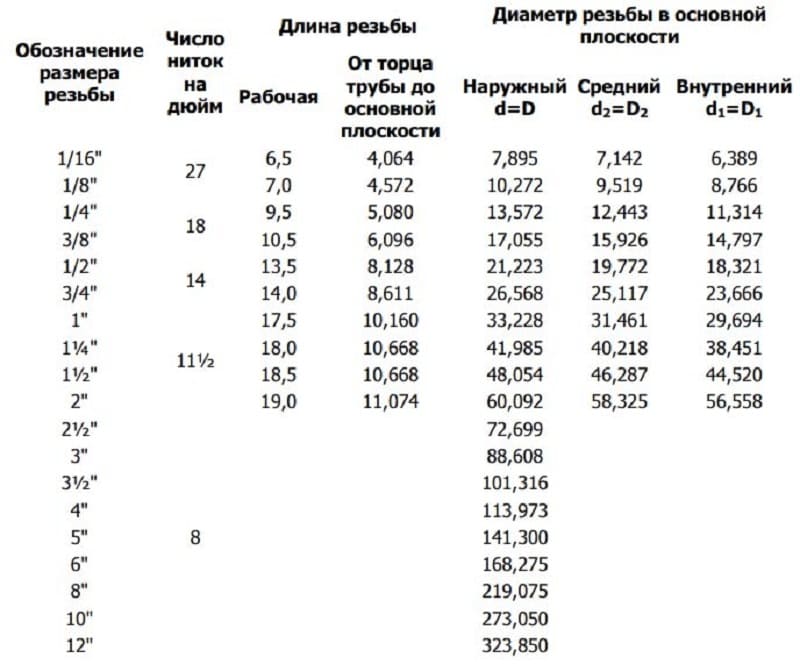
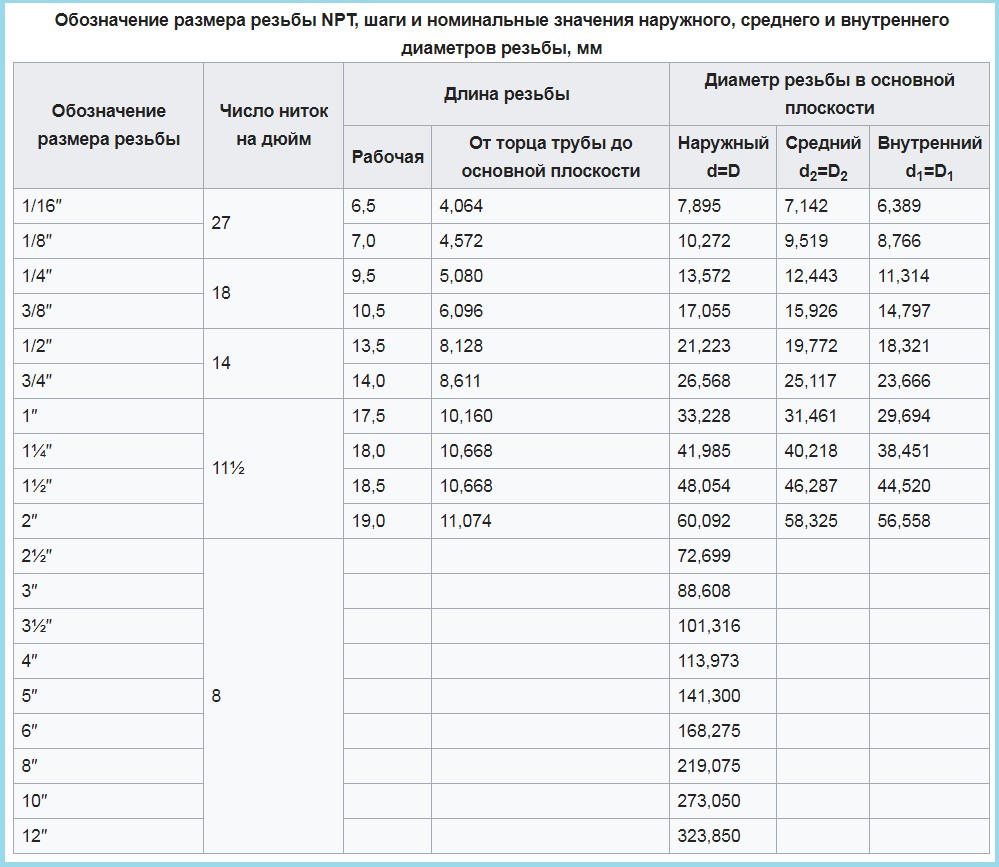
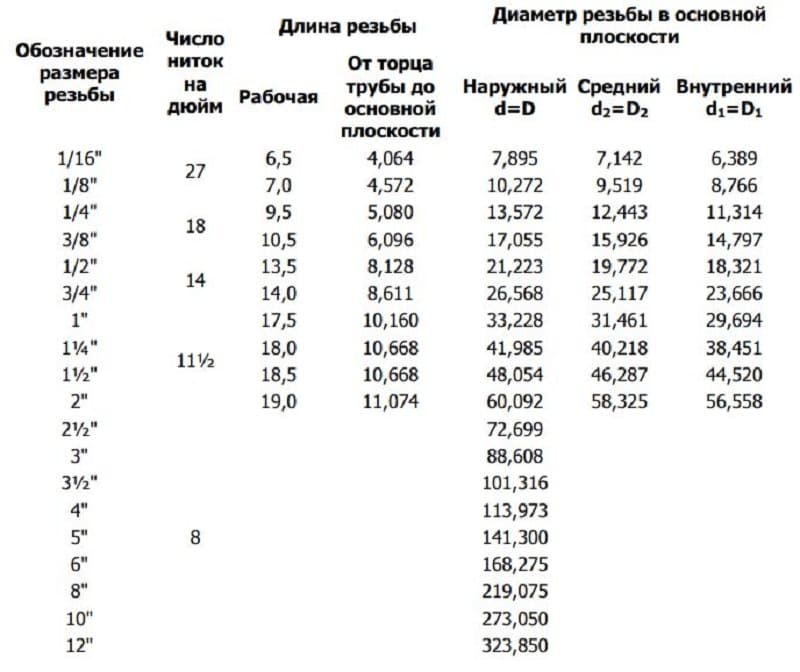
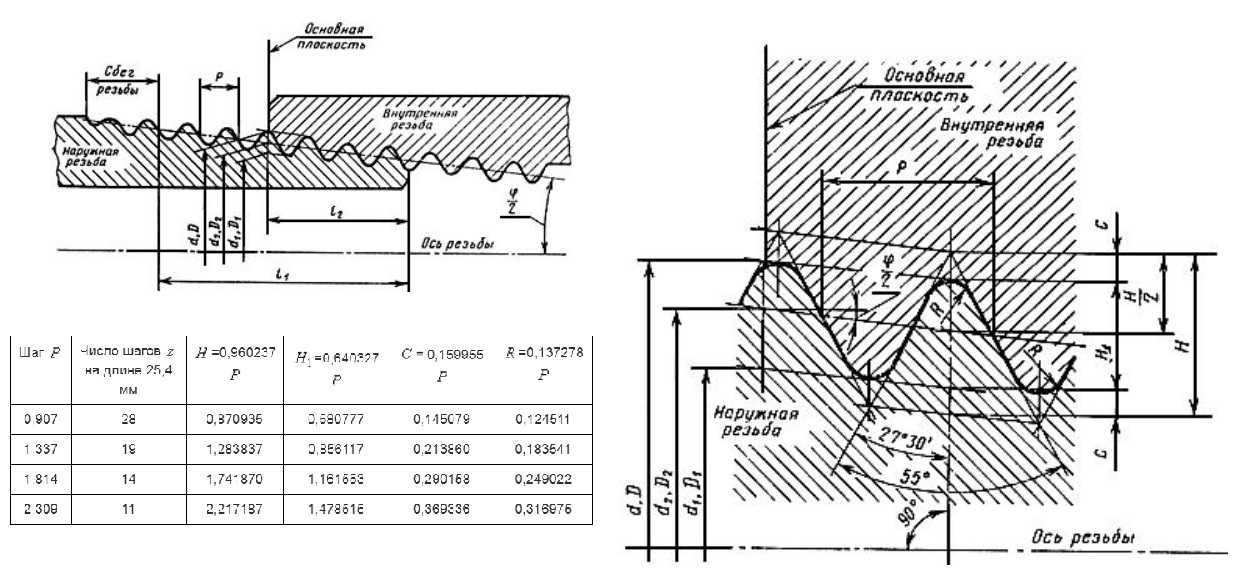
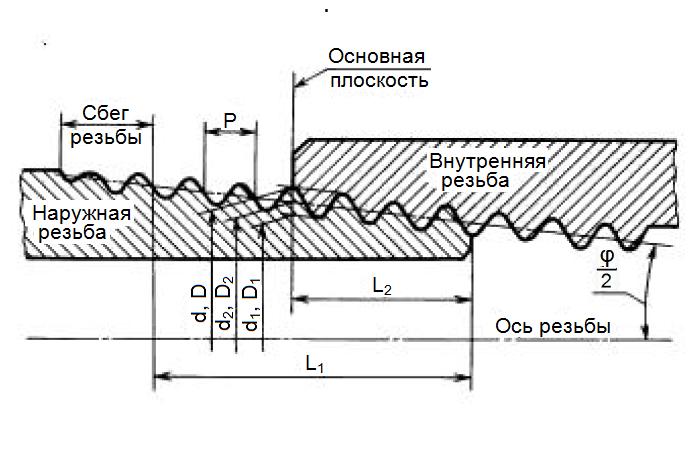
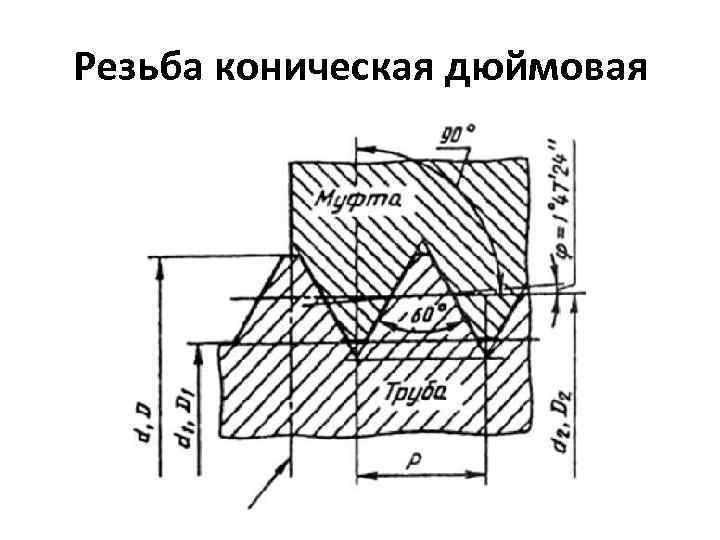
Схемы в ГОСТ отражают два значения длины: рабочей и расстояния между торцом и профилем. Также приводится три значения диаметра: наружный, внутренний и промежуточный. Их обозначают как d, d1 и d2 соответственно. Причем для наружной резьбы используются строчные буквы, для внутренней – заглавные. Шаг витков обозначают P.
Например, для NPT 1/4 рабочая длина и расстояние между торцом и плоскостью составляют 9,5 и 4,06 мм. Внешний, пропускной и промежуточный диаметры равны 1,358, 1,131 и 1,245 см соответственно. Частота витков– 18 на дюйм. Для NPT 1/2 рабочая длина и расстояние от торца до плоскости равны 13,5 и 8,13 мм. Значения наружного, пропускного и промежуточного диаметров – 2,122, 1,832 и 1,978 см соответственно. Частота витков — 14 на дюйм. Для NPT 1/8 рабочая длина и расстояние от плоскости до торца составляют 7 и 4,57 мм. Внешний, пропускной и промежуточный диаметры равны 1,027, 0,877 и 0,952 см соответственно. Данная резьба имеет 27 витков на дюйм. Для NPT 3/4 рабочая длина и расстояние от плоскости до торца составляют 14 и 8,61 мм. Наружный, пропускной и промежуточный диаметры равны 2,657, 2,367 и 2,512 см соответственно. Частота витков – 14 на дюйм.
Для всех вариантов рассматриваемых соединений угол вершины профиля равен 60°. Его высота — 0,86 мм. Шаг для варианта 1/8 равен 0,907, для 1/4 — 1,337, для 1/2 и 3/4 — 1,814 мм. Причем существует взаимосвязь между частотой витков и шагом профиля. Так, для шага 0,907 частота витков равна 28 на дюйм, для 1,337 – 19, для 1,814 – 14.
Как делают резьбу
Резьбу можно делать как вручную, так и с помощью станка. Ее наносят двумя способами.
Накатка
Этот метод заключается в механическом надавливании на заготовку специальным резьбонакатным инструментом. За счет нажима происходит пластическая деформация металла, и он упрочняется.
Такое нанесение витков, в отличие от нарезки, оказывает щадящее воздействие на заготовку, т. к. не появляются сколы и другие дефекты.
Нарезка
Качество работы при нарезании канавок влияет на надежность соединения. Для нарезки резьбы используют специальные инструменты – метчик и плашку. На заготовке напильником делают фаску и смазывают жиром. Надев приспособление, его крепко прижимают и поворачивают рычаг.
- Для нарезки резьбы используют метчик и плашку.
Размеры
Для рассматриваемого типа соединений используют дюймовую и метрическую размерности. Причем во втором случае один из элементов все равно выполнен в дюймовой размерности, а второй – в метрической системе. В первом случае оба элемента дюймовые. На основе этого применяются различные обозначения: для дюймового варианта используется стандартная аббревиатура, а для метрического – NPT-E. Метрическую размерность используют для нарезки резьбы при производстве адаптеров и переходников цилиндрической и конической конфигураций с разных сторон.
Конусность равна 1:16, величина угла составляет 3°34’48». Размеры резьбы NPT составляют 1/16 — 24 дюйма. Причем нужно учитывать, что для данных соединений отражают пропускной диаметр, а не наружный.
Схемы в ГОСТ отражают два значения длины: рабочей и расстояния между торцом и профилем. Также приводится три значения диаметра: наружный, внутренний и промежуточный. Их обозначают как d, d1 и d2 соответственно. Причем для наружной резьбы используются строчные буквы, для внутренней – заглавные. Шаг витков обозначают P.
Например, для NPT 1/4 рабочая длина и расстояние между торцом и плоскостью составляют 9,5 и 4,06 мм. Внешний, пропускной и промежуточный диаметры равны 1,358, 1,131 и 1,245 см соответственно. Частота витков– 18 на дюйм. Для NPT 1/2 рабочая длина и расстояние от торца до плоскости равны 13,5 и 8,13 мм. Значения наружного, пропускного и промежуточного диаметров – 2,122, 1,832 и 1,978 см соответственно. Частота витков — 14 на дюйм. Для NPT 1/8 рабочая длина и расстояние от плоскости до торца составляют 7 и 4,57 мм. Внешний, пропускной и промежуточный диаметры равны 1,027, 0,877 и 0,952 см соответственно. Данная резьба имеет 27 витков на дюйм. Для NPT 3/4 рабочая длина и расстояние от плоскости до торца составляют 14 и 8,61 мм. Наружный, пропускной и промежуточный диаметры равны 2,657, 2,367 и 2,512 см соответственно. Частота витков – 14 на дюйм.
Для всех вариантов рассматриваемых соединений угол вершины профиля равен 60°. Его высота — 0,86 мм. Шаг для варианта 1/8 равен 0,907, для 1/4 — 1,337, для 1/2 и 3/4 — 1,814 мм. Причем существует взаимосвязь между частотой витков и шагом профиля. Так, для шага 0,907 частота витков равна 28 на дюйм, для 1,337 – 19, для 1,814 – 14.
Размеры
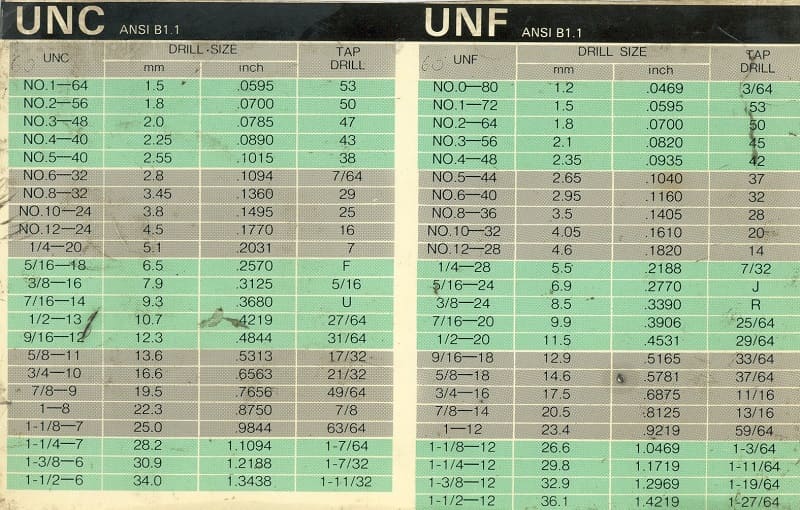
Область применения и точное назначение каждого изделия, на котором она нанесена, определяется её геометрическими параметрами. Размеры унифицированной американской резьбы UNF включают параметры, которые занесены в специальную таблицу. Такая таблица имеет строки, в которых отображены номер или размер. Например, обозначение 5/16¢¢-24 UNF свидетельствует, что это резьба дюймовая с указанными размерами. В столбцах указаны наименования и значения уточняющих характеристик: длина, диаметр и шаг, число ниток на один дюйм, необходимый диаметр сверла для сверления отверстия перед нарезанием.
Все параметры приводятся в дюймах и соответствуют трём установленным стандартам:
- международным ISO 725;
- английским BS 1580;
- американские ANSI и ACME D1.1.
В стандартах помещены таблицы, в которых расположены все размеры этого типа. В них приведены особенности этого вида:
- профиль по спецификации UN;
- высота профиля (этот показатель обозначается с помощью литеры «Н» и равен 0,866025Р);
- угол при вершине (для резьбы UNF он равен шестидесяти угловым градусам);
- максимальная величина наружного диаметра достигает 38,1 мм;
- шаг резьбы изменяется от минимального в 0,317 миллиметров до максимального 2,117 миллиметров;
- форма впадины;
- количество витков на один дюйм её длины;
- классы точности.
Форма впадины по американскому стандарту бывает двух видов: плоская, обозначаемая UN, и радиусная с обозначениями UNR. В соответствие со стандартом ANSI определено по три класса точности для наружного и внутреннего крепежа. Наружная имеет классы точности с обозначениями 1А, 2А, 3А, внутренняя соответственно 1В, 2В и 3В. Наименьшая цифра (один) свидетельствует о самом низком классе точности. Наибольшая цифра о самом высоком классе. К наивысшему классу предъявляются самые высокие требования при обработке и нарезании. Наиболее распространённым считается средний класс. Для каждого из классов определена своя область применения. Например, низкий класс (первый 1А и 1В) применяется даже для крепежа, где допустимо частичное загрязнение и небольшая деформация. Третий класс используется в агрегатах, где необходимо обеспечить наиболее прочное соединение с наименьшим зазором.

Например, обозначение наружной резьбы болта 1/4” – 28UNFх2 1/2” позволяет определить, что она относится к типу UNF. То есть это унифицированная дюймовая резьба, имеющая мелкий шаг. Дробь 1/4” свидетельствует о размере наружного диаметра равного 6,35 миллиметров. Цифрой 28 обозначен шаг. В этом случае говориться о том, что на одном дюйме (25,4 мм) расположено 28 витков. Конечная цифра указывает на общую длину болта. В этом случае, переводя дюймы в метрическую систему, получают: 2 1/2” соответствует приблизительно 63,5 миллиметра.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Дюймовая резьба – это резьба, все параметры которой выражены в дюймах, шаг резьбы в долях дюйма (дюйм = 2,54 см). Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр самой трубы немного больше.
Дюймовая резьба применяется в резьбовых соединениях и винтовых передачах. Дюймовая резьба бывает следующих видов:
- Дюймовая цилиндрическая – UTS (Unified Thread Standard). Такая резьба широко распространена в США и Канаде. Угол при вершине у такой резьбы составляет 60 градусов. В зависимости от шага подразделяется на: UNC (Unified Coarse); UNF (Unified Fine); UNEF (Unified Extra Fine); 8UN; UNS (Unified Special). Наибольшее распространение получила резьба UNC. Такая резьба соответствует стандарту ANSI 1.
- Дюймовая резьба британского стандарта – BSW . Резьба с мелким шагом называется BSF (British Standard Fine). Угол при вершине у такой резьбы 55 градусов.
- Дюймовая коническая NPT или цилиндрическая NPS. Соответствует стандарту ANSI/ASME 20.1. Такая резьба применяется для трубных соединений. Имеет угол при вершине 60 градусов. В России такой резьбе соответствует ГОСТ 6111-52.
Наиболее часто в России в последнее время можно встретить крепёж с дюймовой резьбой UNC (унифицированная крупная резьба). Такой крепёж часто встречается на ввозимой в нашу страну технике (газонокосилки, триммеры, генераторы, культиваторы, автомобили американской сборки и т.д.) из США, Китая и некоторых других стран. При работе с дюймовым крепежом необходимо помнить, что размеры ключей для дюймового крепежа отличаются от ключей для метрического крепежа.
Принципы обозначения
Для определения основных качеств следует разобраться с ее обозначением. Обозначение резьбы на чертежах несколько отличается от тех, которые применяются изготовителем при производстве изделий. Таблицы резьб позволяют только по обозначению определить основные характеристики.
К особенностям маркировки можно отнести нижеприведенные моменты:
- Условное обозначение рассматриваемой резьбы G.
- Размер диаметра указывается после буквы. Примером обозначения назовем 1 ½.
- Символ L указывает на то, что витки левосторонние.
- Следующий символ H указывает на класс точности.
- Длина свинчивания представлена цифрами в конце маркировки.
на чертеже предусматривает указание класса точности. Символ, обозначающий класс точности, может указываться в технической документации. Создание витков проводится при соблюдении одного из трех классов. Кроме этого, рядом с цифрой может указываться буква «А» и «В»: первая обозначает наружный показатель, вторая внутренний. Первому классу соответствуют самые грубые резьбы, третьему самые качественные.
Размеры дюймовой резьбы UNC
| Типоразмер | Наружный диаметр, inch | Наружный диаметр, мм | Диаметр сверления, мм | Число витков на 1 дюйм | Шаг резьбы, мм |
| # 1 — 64 UNC | 0.073 | 1.85 | 1.50 | 64 | 0.397 |
| # 2 — 56 UNC | 0.086 | 2.18 | 1.80 | 56 | 0.453 |
| # 3 — 48 UNC | 0.099 | 2.52 | 2.10 | 48 | 0.529 |
| # 4 — 40 UNC | 0.112 | 2.85 | 2.35 | 40 | 0.635 |
| # 5 — 40 UNC | 0.125 | 3.18 | 2.65 | 40 | 0.635 |
| # 6 — 32 UNC | 0.138 | 3.51 | 2.85 | 32 | 0.794 |
| # 8 — 32 UNC | 0.164 | 4.17 | 3.50 | 32 | 0.794 |
| # 10 — 24 UNC | 0.190 | 4.83 | 4.00 | 24 | 1.058 |
| # 12 — 24 UNC | 0.216 | 5.49 | 4.65 | 24 | 1.058 |
| 1/4″ — 20 UNC | 0.250 | 6.35 | 5.35 | 20 | 1.270 |
| 5/16″ — 18 UNC | 0.313 | 7.94 | 6.80 | 18 | 1.411 |
| 3/8″ — 16 UNC | 0.375 | 9.53 | 8.25 | 16 | 1.587 |
| 7/16″ — 14 UNC | 0.438 | 11.11 | 9.65 | 14 | 1.814 |
| 1/2″ — 13 UNC | 0.500 | 12.70 | 11.15 | 13 | 1.954 |
| 9/16″ — 12 UNC | 0.563 | 14.29 | 12.60 | 12 | 2.117 |
| 5/8″ — 11 UNC | 0.625 | 15.88 | 14.05 | 11 | 2.309 |
| 3/4″ — 10 UNC | 0.750 | 19.05 | 17.00 | 10 | 2.540 |
| 7/8″ — 9 UNC | 0.875 | 22.23 | 20.00 | 9 | 2.822 |
| 1″ — 8 UNC | 1.000 | 25.40 | 22.25 | 8 | 3.175 |
| 1 1/8″ — 7 UNC | 1.125 | 28.58 | 25.65 | 7 | 3.628 |
| 1 1/4″ — 7 UNC | 1.250 | 31.75 | 28.85 | 7 | 3.628 |
| 1 3/8″ — 6 UNC | 1.375 | 34.93 | 31.55 | 6 | 4.233 |
| 1 1/2″ — 6 UNC | 1.500 | 38.10 | 34.70 | 6 | 4.233 |
| 1 3/4″ — 5 UNC | 1.750 | 44.45 | 40.40 | 5 | 5.080 |
| 2″ — 4 1/2 UNC | 2.000 | 50.80 | 46.30 | 4.5 | 5.644 |
| 2 1/4″ — 4 1/2 UNC | 2.250 | 57.15 | 52.65 | 4.5 | 5.644 |
| 2 1/2″ — 4 UNC | 2.500 | 63.50 | 58.50 | 4 | 6.350 |
| 2 3/4″ — 4 UNC | 2.750 | 69.85 | 64.75 | 4 | 6.350 |
| 3″ — 4 UNC | 3.000 | 76.20 | 71.10 | 4 | 6.350 |
Для правильного определения размера резьбы UNC необходимо с помощью штангенциркуля измерить диаметр резьбы по наружным виткам. Затем посчитать количество витков резьбы на отрезке длиной 25.4 мм или 1 дюйм. Используя таблицу с размерами резьбы UNC, а также результаты измерений, можно найти подходящий размер резьбы.
Как отличить дюймовую резьбу UNC от российской метрической резьбы?
В ситуациях, когда мы точно не знаем тип резьбы на болте, который нужно заменить, можно использовать следующие критерии для определения типа резьбы:
- Наружный диаметр – линейка диаметров дюймовой резьбы не совпадает с диаметрами метрической резьбы и при проведении измерений резьбы BSW показания оказываются как бы между размерами распространенных диаметров метрической резьбы. Исключения составляют только несколько размеров: 5/16″ похож на М8, а 5/8″ – на М16.
- Шаг резьбы – шаг резьбы BSW больше, чем крупный шаг метрической резьбы М, например, у резьбы 5/16″ BSW и резьбы М8 примерно одинаковые наружные диаметры, но шаг резьбы у 5/16″ BSW – 1.411 мм, а у М8 – 1.25 мм.
- Маркировка на головке болта – маркировка класса прочности дюймовых болтов с резьбой UNC согласно стандарту ASME B18.2.1 значительно отличается от маркировки метрических болтов по ISO 898-1 и выглядит следующим образом: на головке болта нанесены специальные метки, которые соответствуют одному из классов прочности. При этом по механическим свойствам класс Grade 5 будет примерно соответствовать классу прочности 8.8 для метрического крепежа, а Grade 8 – классу прочности 10.9.
Grade 5 (~8.8) — Grade 8 (~10.9)
При маркировке класса прочности дюймовых гаек согласно стандарту ASME B18.2.2 используют следующий способ: на боковых гранях наносят один или два ряда насечек.
Таким образом мы по ряду признаков можем отличить дюймовый болт от метрического. Однако нужно быть аккуратным и учитывать, что повреждённый болт, снятый с оборудования, имеет не идеальную геометрию – он может быть вытянут и изношен, на нем может быть уже даже затерта маркировка на головке. По этой причине мы рекомендуем при измерении дюймовой резьбы использовать резьбовые шаблоны только в качестве контрольного инструмента, так как, если попытаться определить размер резьбы только по шаблону, то велика вероятность ошибиться. Сначала нужно произвести замер диаметра и посчитать количество витков резьбы, как описано выше.
Компания СВМ 24 поставляет широкий ассортимент болтов и гаек с резьбой UNC, а также шайб для этой резьбы.
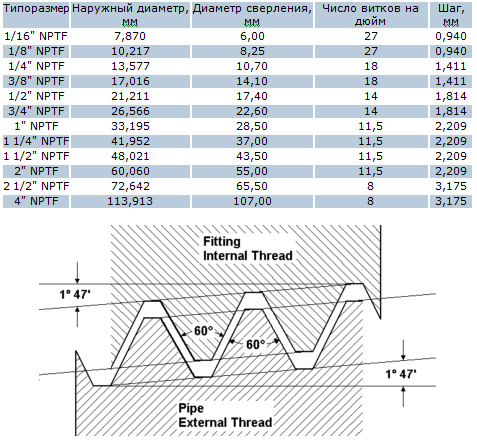
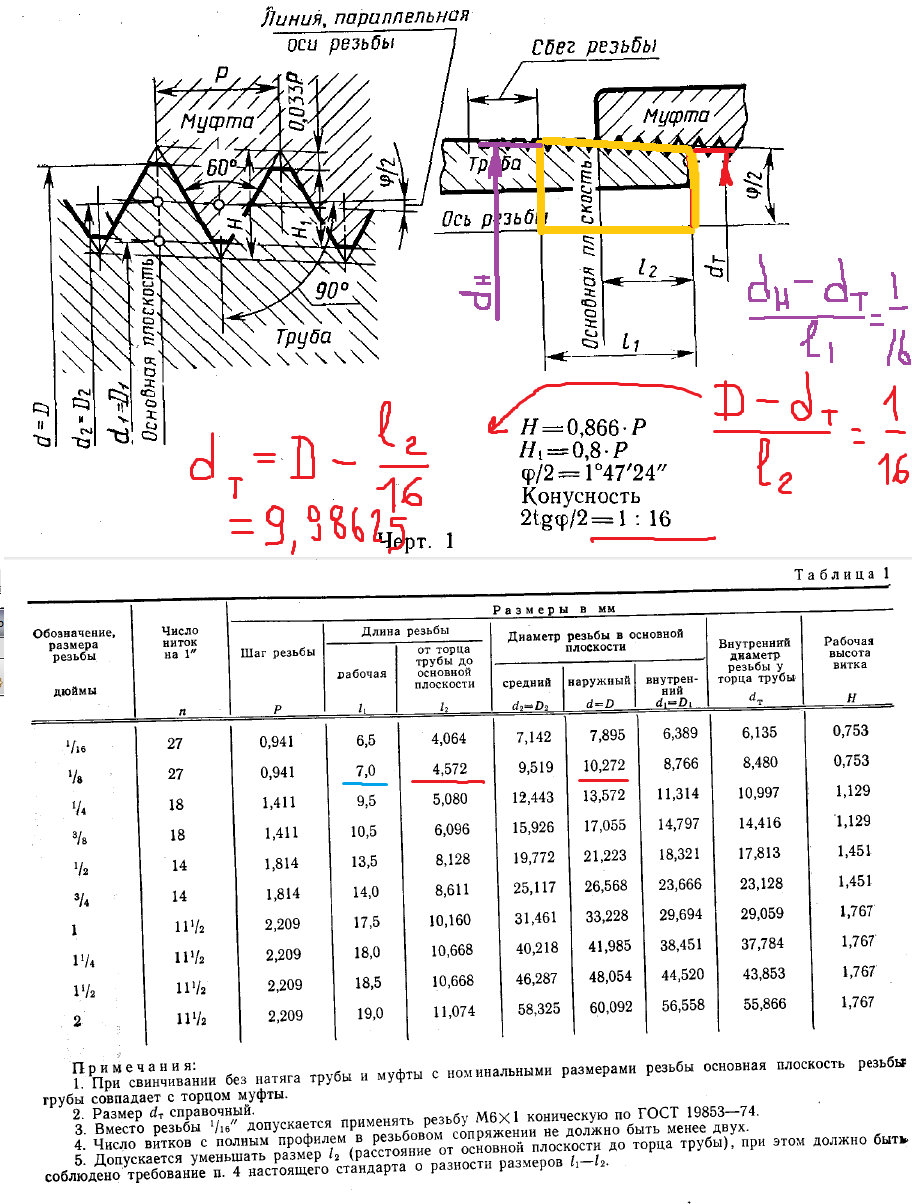
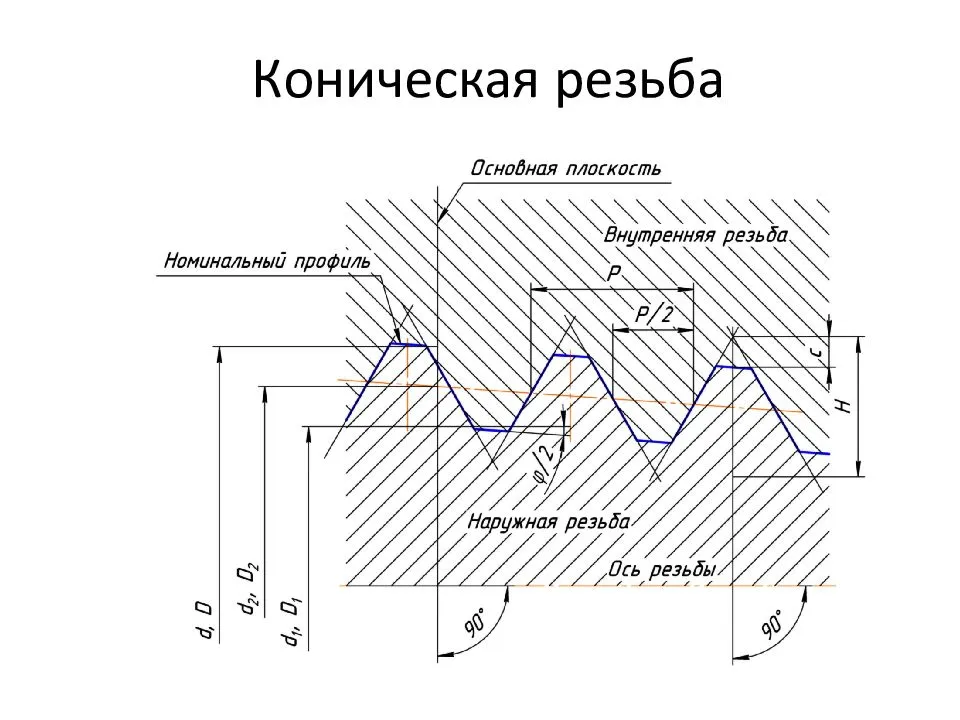
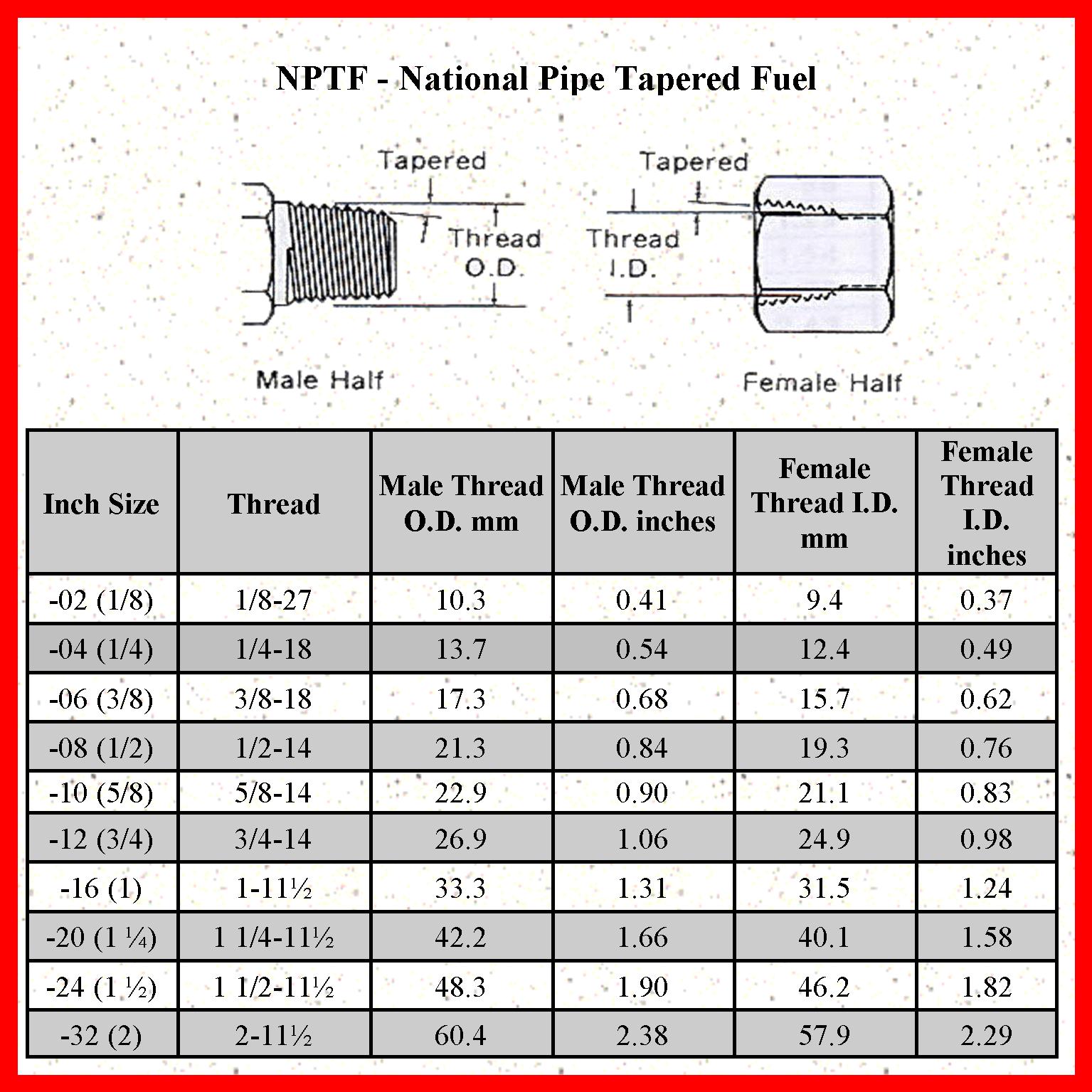
2 Профиль NPT-соединений и их ключевые размеры
Разобраться со схемой рассматриваемой резьбы вам поможет чертеж.
На этой схеме внутренний диаметр обозначается как D1 и d1 (соответственно для наружной и для внутренней ДКР), внешний – D и d, шаг профиля – р. Под обозначениями D2 и d2 зашифрованы промежуточные диаметры (в ГОСТ 6111 они называются средними)
Обратите внимание! Стандартные размеры NPT-соединений находятся в пределах 1/16–24 дюйма. Но такая маркировка указывает на пропускное сечение трубного изделия, а не на наружный диаметр используемого штуцера
Это нужно четко запомнить, чтобы не попасть впросак при покупке ДКР.
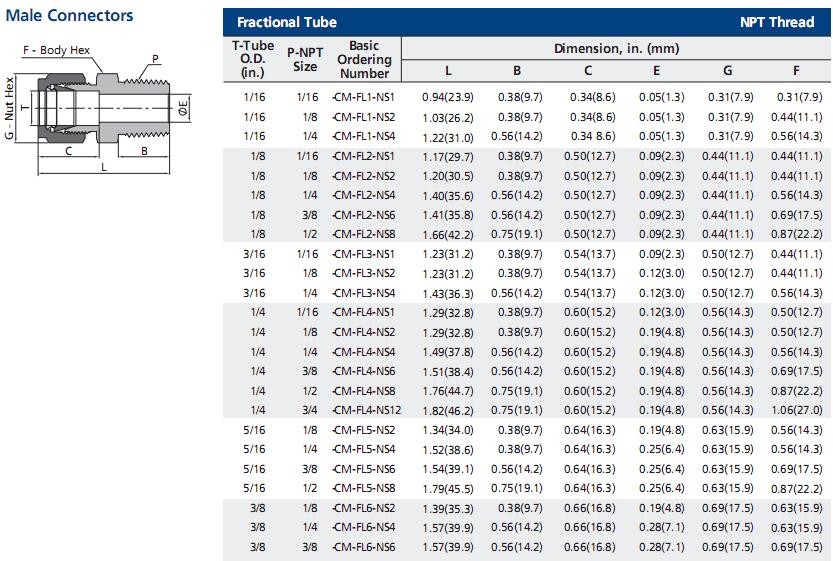
 Фитинг NPT
Фитинг NPT
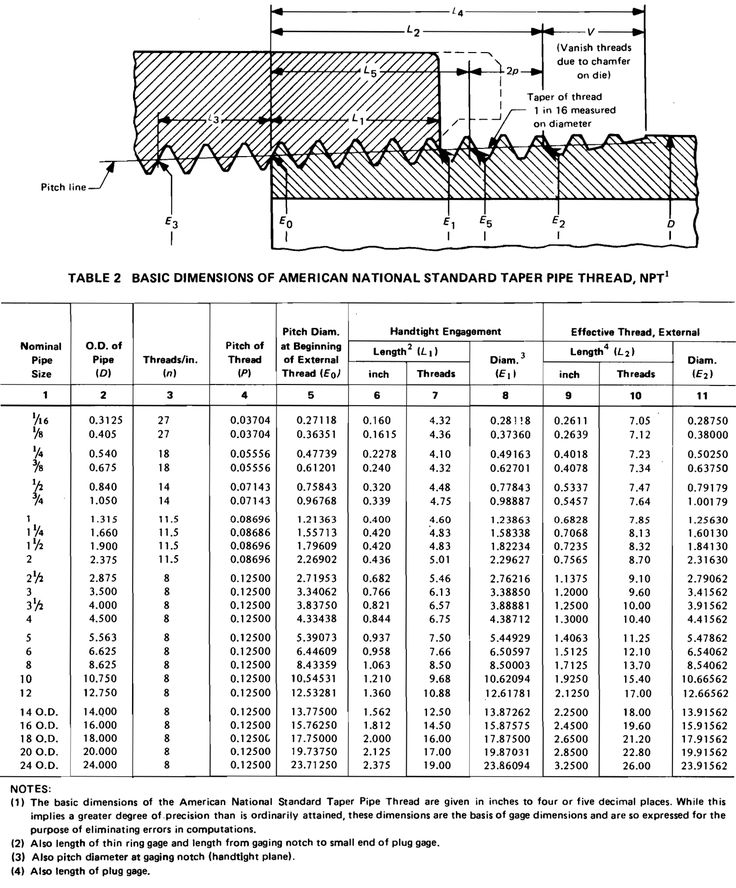
В приведенной далее таблице указаны главные параметры широко применяемых соединений по американской системе и ГОСТ 6111.
Размер резьбы (дюймы) | Промежуточный диаметр (мм) | Длина (мм) | Число витков |
1/2 | 19,78 | 13,5 | 14 |
1/16 | 7,142 | 6,5 | 27 |
2 | 58,33 | 19 | 11,5 |
1/8 | 9,52 | 7 | 27 |
3/4 | 25,12 | 14 | 14 |
1 1/2 | 46,3 | 18,5 | 11,5 |
1/4 | 12,45 | 9,5 | 18 |
Резьба unf американская дюймовая: параметры, обозначение, применение — Токарь
Несмотря на стремление к мировой интеграции и желанию унифицировать многие стандарты и требования, во многих странах существует своя система квалификации различных изделий. Характерным примером является наличие различных видов резьбы, которая применяется для широкого круга агрегатов. Одним из таких видов является резьба UNF.
Она используется в различных соединениях. Её называют американская дюймовая резьба. Своё название она получила по территориальному признаку наибольшей популярности. Наиболее широко она применяется на Североамериканском континенте – США и Канаде. Все параметры американской резьбы измеряются в системе единиц, принятой в этих странах.
Длина измеряется в дюймах отсюда и соответствующее название.
Аналогичной считается английская дюймовая резьба BSW. На сегодняшний день она признана самой популярной не только в Великобритании, но и во многих странах Европейского союза. Обе удовлетворяют требованиям принятого стандарта, который позволяет систематизировать все виды дюймовых соединений. Во всех странах принято единое обозначение, что значительно облегчает её применение.
Создание международной системы кооперации способствовало распространению дюймовой системы в других странах, применяемых свои системы единиц измерения, например метрическую систему.
Во многих странах на металлообрабатывающих, инструментальных и машиностроительных предприятиях изготавливают изделия, у которых используется дюймовая резьба. Это могут новые разработки, аналоги известных компаний или конкретные заказы зарубежных фирм.
Для решения этих задач производителям приходится оснащать свои производства соответствующими металлообрабатывающими станками с необходимой оснасткой.
Изготовление резьбы
Порядок и правила её нарезания по американскому стандарту UNF не отличается от методики нарезания с применением метрической системы.
Единственным отличием является применение специального инструмента и методов настройки станка. Как и для метрических соединений пользуются ручным или механическим способом нарезания резьбы.
Оба способа применимы для нарезания внутренней и наружной резьбы.
При ручном способе используют специальные наборы метчиков и плашек, которые предназначены для нарезания. Такие наборы включают в себя приспособления, имеющие стандартный типоразмер и соответствуют принятым международным стандартам.
Основными правилами, которые необходимо соблюдать при нарезании являются:
- выбор необходимого диаметра сверла;
- предварительный подбор диаметра (он должен быть равен диаметру с вычетом шага).
Эти данные приводятся в справочных таблицах. Если такие таблицы отсутствуют расчёт необходимо произвести самостоятельно.
На предприятиях, занимающихся массовым производством деталей в которых применяется дюймовая американская цилиндрическая резьба такого стандарта, используют механические методы нарезания. Эта операция производится с применением следующего оборудования:
- токарных станков оснащённых специальными метчиками;
- резьбонарезных станков, способных производить наружное и внутреннее нарезание;
- токарно-винторезных станках, оснащённых числовым программным управлением.
Третий вид станков снабжается специальными программами, которые позволяют нарезать весь перечень UNF.
Американская резьба
17.02.2016


реализует высококачественные метизы с американской резьбой (дюймовой) и другие виды крепежа от мировых и отечественных производителей, которые соответствуют высочайшим стандартам качества. Большая часть метизов имеет резьбу снаружи или внутри.
В каком месте нанесена резьба на метизе? Исходя из расположения есть два вида резьбы — наружная и внутренняя. Каково направление винтовой поверхности? Выделяют правостороннюю и левостороннюю резьбы. Количество заходов. Бывает однозаходная, двузаходная, трёхзаходная и т. д.
Какую форму имеет резьбовой профиль? Выделяют треугольный, трапецеидальный, прямоугольный, круглый и др. На какой образующей поверхности она нанесена? Бывает цилиндрическая резьба и коническая резьба.
Стандартные (основные) шаги метрической резьбы − Таблица
Ниже представлена таблица с основными шагами и диаметрами метрической резьбы:
Шаг P, мм | Диаметры резьбы | Высота h, мм | ||
Наружный, d, мм | Средний, d2, мм | Внутренний, d1, мм | ||
0,25 | 1 | 0,838 | 0,730 | 0,135 |
0,25 | 1,1 | 0,938 | 0,830 | 0,135 |
0,25 | 1,2 | 1,038 | 0,930 | 0,135 |
0,30 | 1,4 | 1,205 | 1,075 | 0,162 |
0,35 | 1,6 | 1,373 | 1,221 | 0,189 |
0,35 | 1,8 | 1,573 | 1,421 | 0,189 |
0,40 | 2 | 1,740 | 1,567 | 0,216 |
0,45 | 2,2 | 1,908 | 1,713 | 0,243 |
0,45 | 2,5 | 2,208 | 2,013 | 0,243 |
0,50 | 3 | 2,675 | 2,459 | 0,270 |
0,60 | 3,5 | 3,110 | 2,850 | 0,325 |
0,70 | 4 | 3,546 | 3,242 | 0,379 |
0,75 | 4,5 | 4,013 | 3,688 | 0,406 |
0,80 | 5 | 4,480 | 4,134 | 0,433 |
1 | 6 | 5,350 | 4,918 | 0,541 |
1 | 7 | 6,350 | 5,918 | 0,541 |
1,25 | 8 | 7,188 | 6,647 | 0,676 |
1,25 | 9 | 8,188 | 7,647 | 0,676 |
1,5 | 10 | 9,026 | 8,376 | 0,812 |
1,5 | 11 | 10,026 | 9,376 | 0,812 |
1,75 | 12 | 10,863 | 10,106 | 0,947 |
2 | 14 | 12,701 | 11,835 | 1,082 |
2 | 16 | 14,701 | 13,835 | 1,082 |
2,5 | 18 | 16,376 | 15,294 | 1,353 |
2,5 | 20 | 18,376 | 17,294 | 1,353 |
2,5 | 22 | 20,376 | 19,294 | 1,353 |
3 | 24 | 22,051 | 20,752 | 1,624 |
3 | 27 | 25,051 | 23,752 | 1,624 |
3,5 | 30 | 27,727 | 26,211 | 1,894 |
3,5 | 33 | 30,727 | 29,211 | 1,894 |
4 | 36 | 33,402 | 31,670 | 2,165 |
4 | 39 | 36,402 | 34,670 | 2,165 |
4,5 | 42 | 39,077 | 37,129 | 2,435 |
4,5 | 45 | 42,077 | 40,129 | 2,435 |
5 | 48 | 44,752 | 42,587 | 2,706 |
5 | 52 | 48,752 | 46,587 | 2,706 |
5,5 | 56 | 52,428 | 50,046 | 2,977 |
5,5 | 60 | 56,428 | 54,046 | 2,977 |
6 | 64 | 60,103 | 57,505 | 3,247 |
6 | 68 | 64,103 | 61,505 | 3,247 |
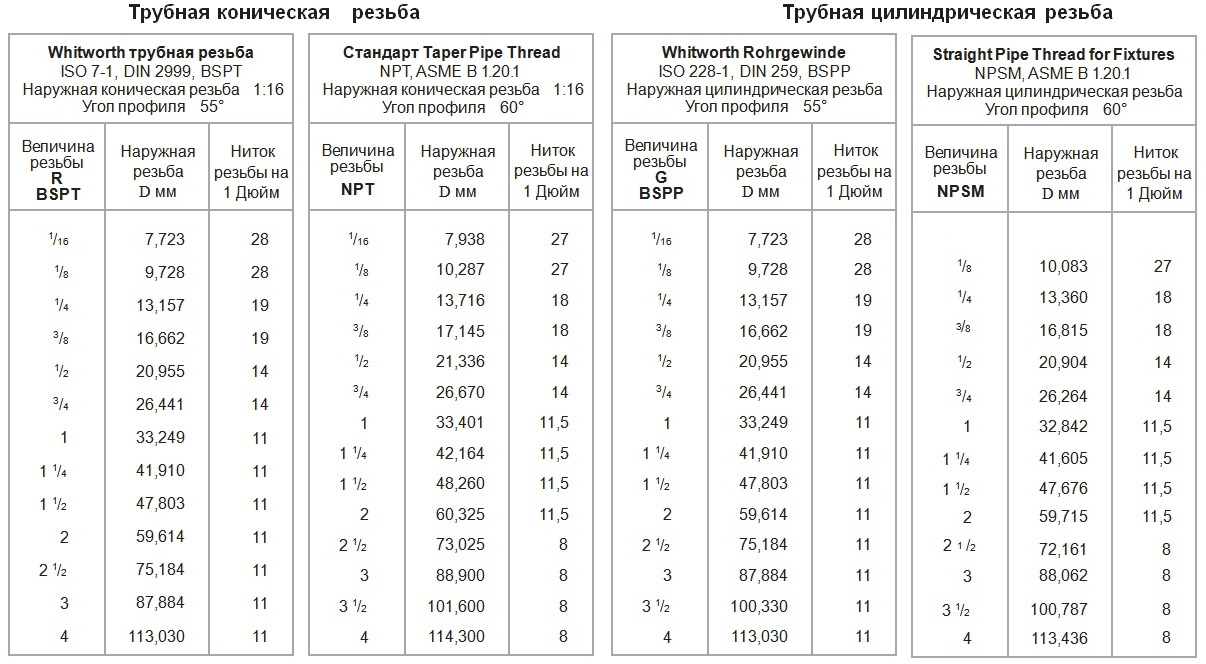
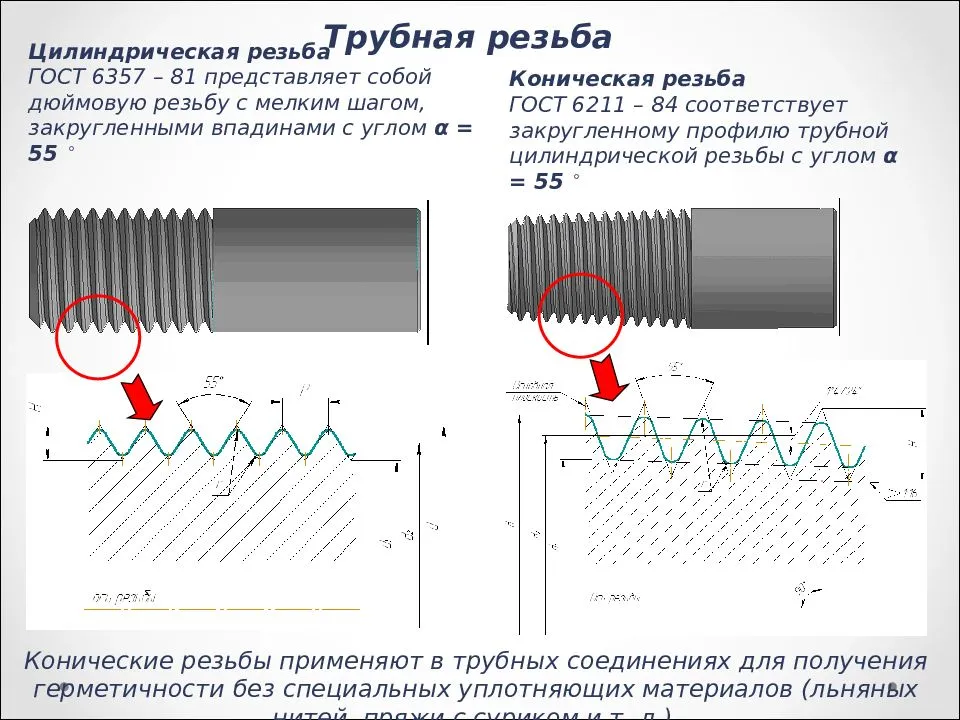
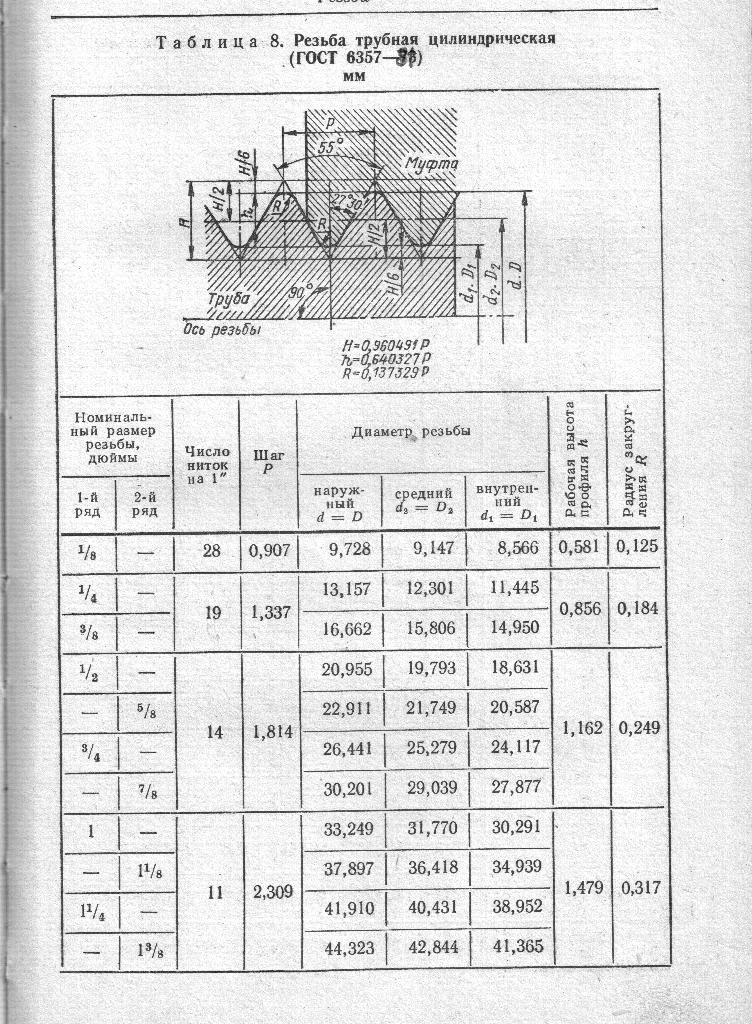
Трубная цилиндрическая резьба
- Единица измерений параметров — дюйм.
- Направление будет левым.
- Класс точности: Класс А в этом случае повышен, а класс В средний.
Почему измерение происходит в дюймах
Дюймовые размеры пришли к нам от западных производителей, так как требования действующего на постсоветском пространстве ГОСТа сформулированы на базе особой резьбы BSW (British Standart Whitworth либо резьба Витворта). Инженер-конструктор Джозеф Фитворт (1803−1887 год) изобрёл в далёком 1841 году и продемонстрировал такой же винтовой профиль для соединений разъёмного типа, и демонстрировал его как совершенно универсальный, надёжный, а также комфортный для использования.

Такой тип осуществления резьбы применяется как в простых трубах, так и в их элементах и соединениях: контргайках, муфтах, угольниках, тройниках.
В сечении профиля можно увидеть равнобедренный треугольник с общим углом в 55 градусов и закруглениями на вершинах и в самих впадинах контура, которые используются для более высокого герметичного соединения.
Нарезка резьбовых соединений должна осуществляться на размере до 6. Все трубы создаются крупными, для особой надёжности и предотвращения процесса разрыва трубы в соединениях стоит фиксировать дополнительной сваркой.
Условные обозначения в стандарте.
- Международная: G.
- Япония: PF.
- Англия: BSPP.
Указания буквы G, а также диаметр отверстия в проходе будут указываться в виде дюймов. Наружный диаметр непосредственно резьбы в обозначении найти нельзя.
Размеры резьбы трубной дюймовой
G ½ — трубы в виде цилиндра наружного типа, внутренний диаметр отверстия равен ½. Наружный диаметр у такой трубы будет равняться 20,995 мм, число шагов по длине — 25,4 мм, что значит около 14 шагов.
Например:
- G ½ -В— резьба трубная цилиндрическая, внутренний диаметр отверстия ½ дюйма, класс точности трубы совпадает с отметкой В.
- G1 ½ LH-B— труба цилиндрического типа, внутренний диаметр отверстия доходит до ½, класс точности В, левая.
Для внутренней цилиндрической трубы стоит использовать отверстие, которое будет полностью соответствовать параметрам.
Как быстро найти шаг в трубе
Можно рассмотреть дополнительные фотографии с англоязычных сайтов, которые смогут наглядно продемонстрировать методику использования и построения конструкции. Трубочная резьба характеризуется в большинстве случаев не общим размером между вершинами профиля, а числом общих витков на 1 дюйм вдоль всей оси поверхности. При помощи простой рулетки, а также линейки прикладываем, отмеряем один дюйм (25,4 мм) и визуально высчитываем количество шагов.
Будет намного проще, если в вашем ящике с инструментами будет находиться резьбомер для дюймового отмера. Таким прибором довольно просто проводить все измерения, но стоит помнить о том, что резьба может различаться углами вершин — 55 и 60 градусов.
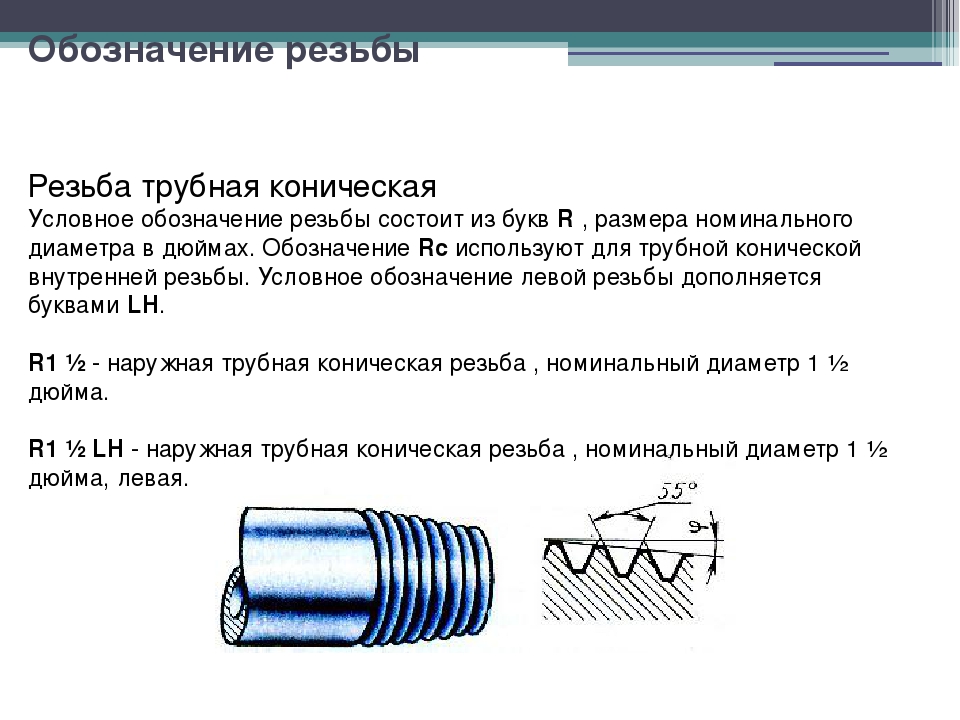
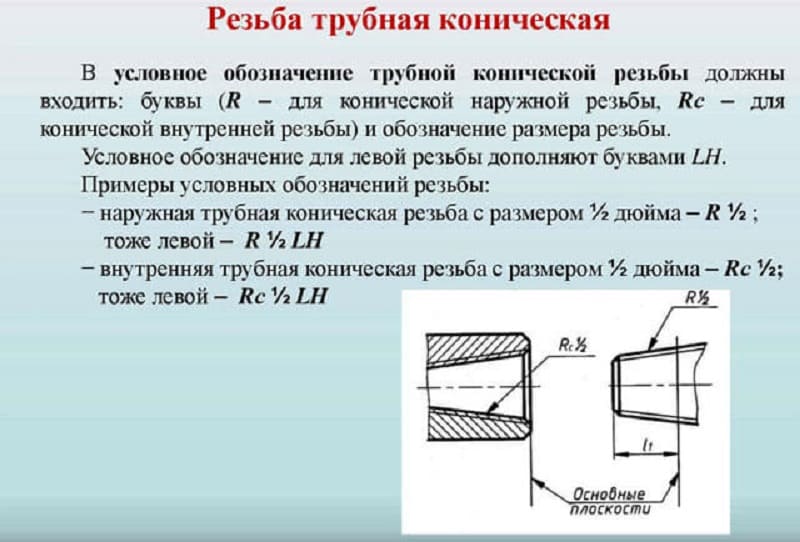
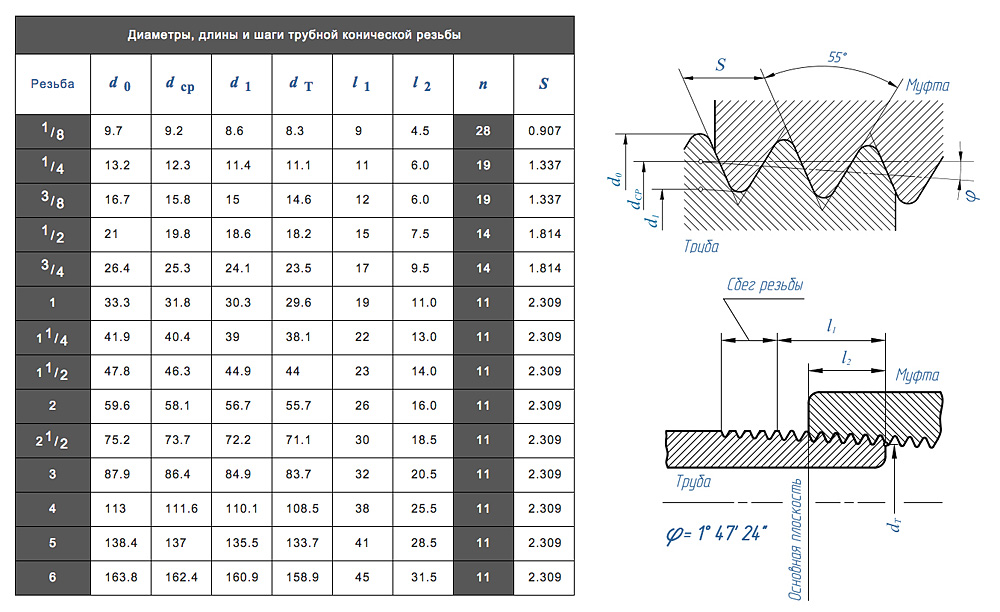
Коническая трубная резьба ГОСТ 6211081
Единица измерения всех параметров в этом случае — дюйм.
Форма такой трубы будет соответствовать профилю трубной цилиндрической вырезки с общим углом в 55 градусов Цельсия.
Главные обозначения:
- Международная — R
- Япония — PT.
- Великобритания BSPT.
Для этого стоит указывать букву R и общий номинальный диаметр Dy. Обозначение в виде буквы характеризует наружный тип резьбы, Rc внутренний, а Rp – внутренний цилиндрический. По такому же аналогу с цилиндрической трубой для левой резьбы стоит применять LH.
Примеры:
R1 ½ -это наружная труба конической вырезки, номинальный диаметр которой равен Dy ½ дюйма.
R1 ½ LH — это наружная коническая труба, номинальный диаметр которой Dy будет равняться ½ дюйма.
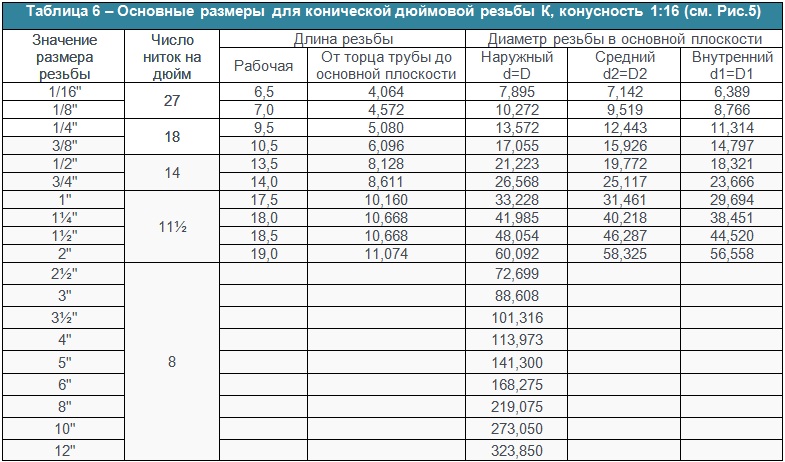
- Дюймовая вырезка конической формы по ГОСТу 6111−52.
- Единица измерения в этом случае — также дюйм.
- Происходит его изготовление на поверхности с конусностью 1:16.
Обладает общим углом профиля около 60 градусов. Используется в изготовлении трубопроводов (водяных, воздушных, а также топливных) машин и станков с невысоким давлением при работе. Применение такого вида соединений включает в себя особую герметичность и стопорение резьбы без воздействия дополнительных подручных средств (льняных нитей, а также пряжи с суриком).
Главные обозначения
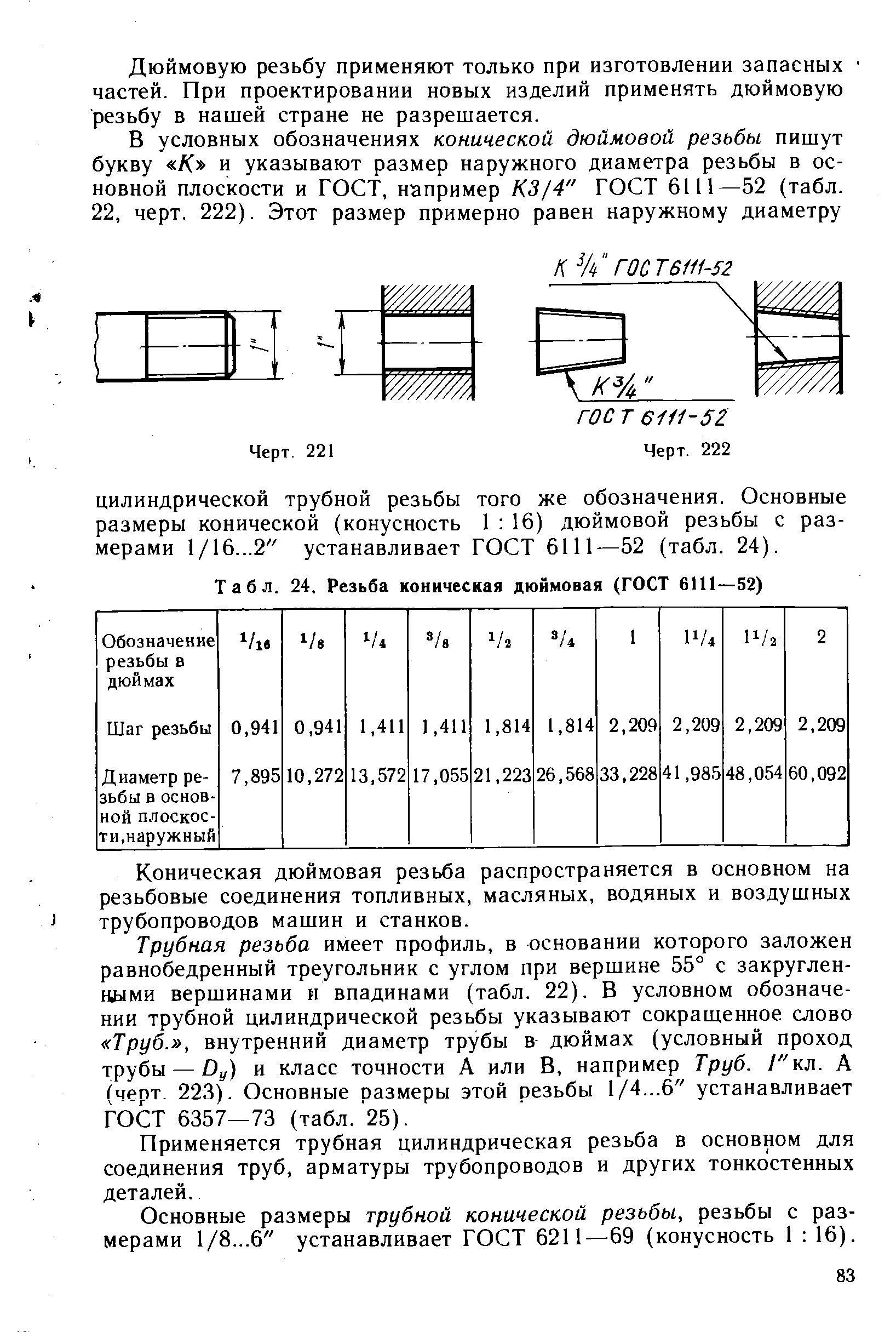
Первой в названии имеется буква К, а после идёт слово ГОСТ.
Пример: К: ½ ГОСТ 6111–52 .
Расшифровывается такая надпись так: резьба коническая дюймовая с наружным, а также внутренним диаметром в основной плоскости, примерно равной наружному либо внутреннему разъёму трубы цилиндрического типа G ½.
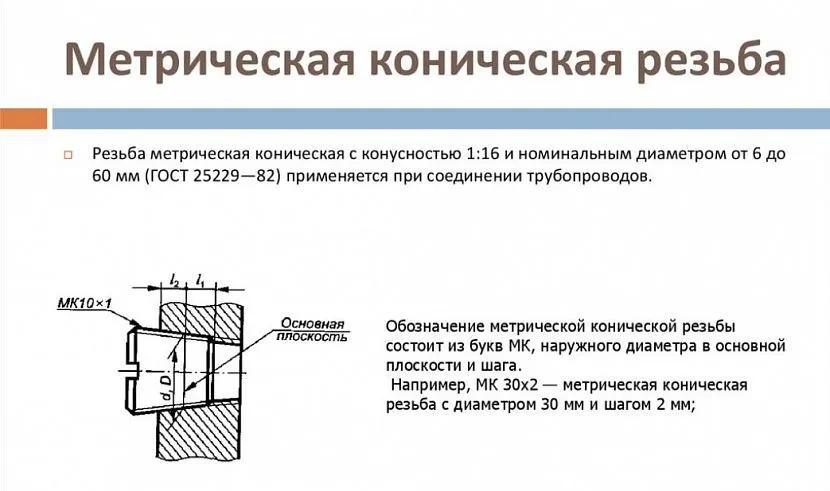
Метрически конический тип вырезки. По ГОСт у 25229 -82.
Единицей измерения в этот раз выступает мм.
Процесс создания трубы происходит на поверхностях с общей конусностью в 1:16.
Применяется во время соединения трубопроводов. Угол в самой вершине витка будет доходить до 60. Главная плоскость смещена, если смотреть на торец.