

Стоимость ремонта шлифовальные станки
| Вид работ | Стоимость |
| Профилактика Шпинделя | 9,000 руб. |
| Устранение сбоев в работе зажимного устройства | 19,000 руб. |
| Перегорание (повреждение) обмотки статора | 30,000 руб. |
| Замена подшипников с балансировкой ротора | 50,000 руб. |
| Замена датчиков шпинделя | 10,000 руб. |
| Техническое обслуживание | 10,000 руб. |
| Нестандартные работы | 10,000 руб. |
| Капитальный ремонт | 50,000 руб. |
| Модернизация станочного оборудования | 30,000 руб. |
Основная наша специализация – ремонт станков
Если ваш станок не работает, наш специалист приедет в кратчайшие сроки и починит его. Позвоните и проконсультируйтесь по тел: 8 (499) 380-77-48
- За счет использования современных приборов мы более точно определяем неисправности. И экономим ваши деньги на ремонте
- Если с вашим станок сломался не стантартно. Мы отправим его нашим техническим специалистам и они решат любую проблему

Прочитайте полезную информацию:
В современном мире использование сложного оборудования сопряжено с его износом и поломкой. В частности, валы различных станков подвергаются колоссальным нагрузкам из-за большого объема работы, а иногда и из-за условий в которых они эксплуатируются. В статье рассмотрены основные причины поломки, а так же способы профилактики и и ухода за оборудованием. Так же освещены вопросы, о починки при различных повреждениях валов станков.
Далее
В современном производстве используется множество станков с ЧПУ (с числовым-программным управлением). Станки беспрерывно работают круглыми сутками и как любая техника иногда имеет неисправности. Одним из основных элементов станков является шпиндель, рассмотрим какие поломки могут возникнуть при эксплуатации и можно ли их устранять самостоятельно.
Далее
Для эффективной работы со станочным оборудованием, необходимо разбираться в типах и предназначении станков, уметь проводить наладку и самостоятельное обслуживание. В данной статье разберем основные виды станков и общие правила наладки.
Далее
Бабка – важный элемент станка. Если данная деталь выходит из строя, справиться самостоятельно с ремонтом очень сложно и приходится обращаться в специализированные мастерские
Как предотвратить поломки, что важно знать при самостоятельном ремонте и сколько стоят услуги квалифицированных мастеров – все это можно узнать из статьи
Далее

При заключение договора на долгосрочное обслуживание вы получаете скидку до 20%. Не забываете на все виды работ у нас действует гарантия.
- инженер — механик
- Программист ЧПУ
- Инженер наладчик
- Электрик
- Электронщик
- Слесарь — ремонтник
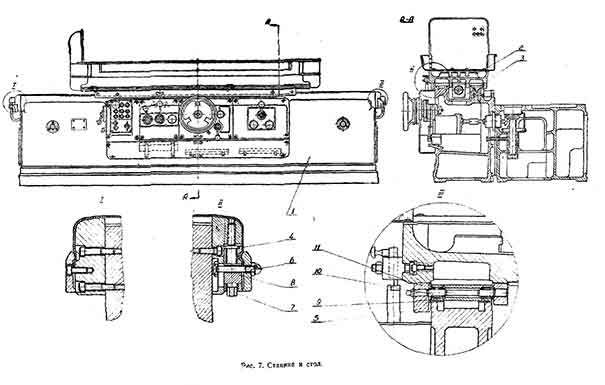
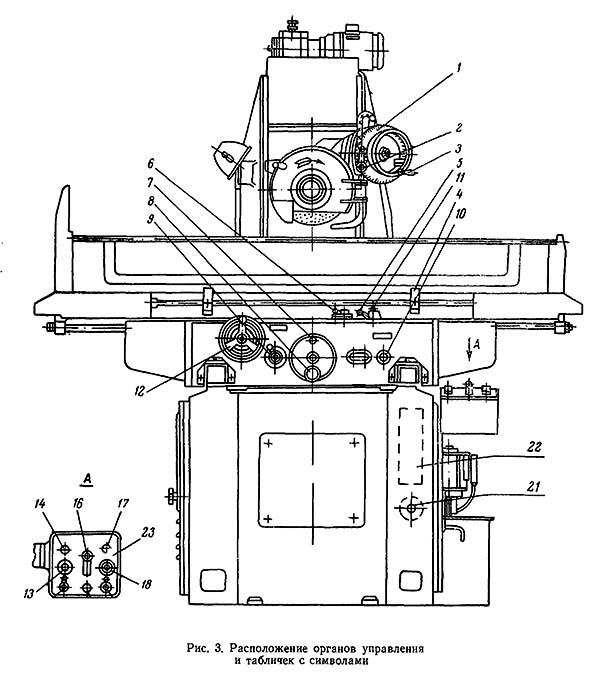
Особенности устройства
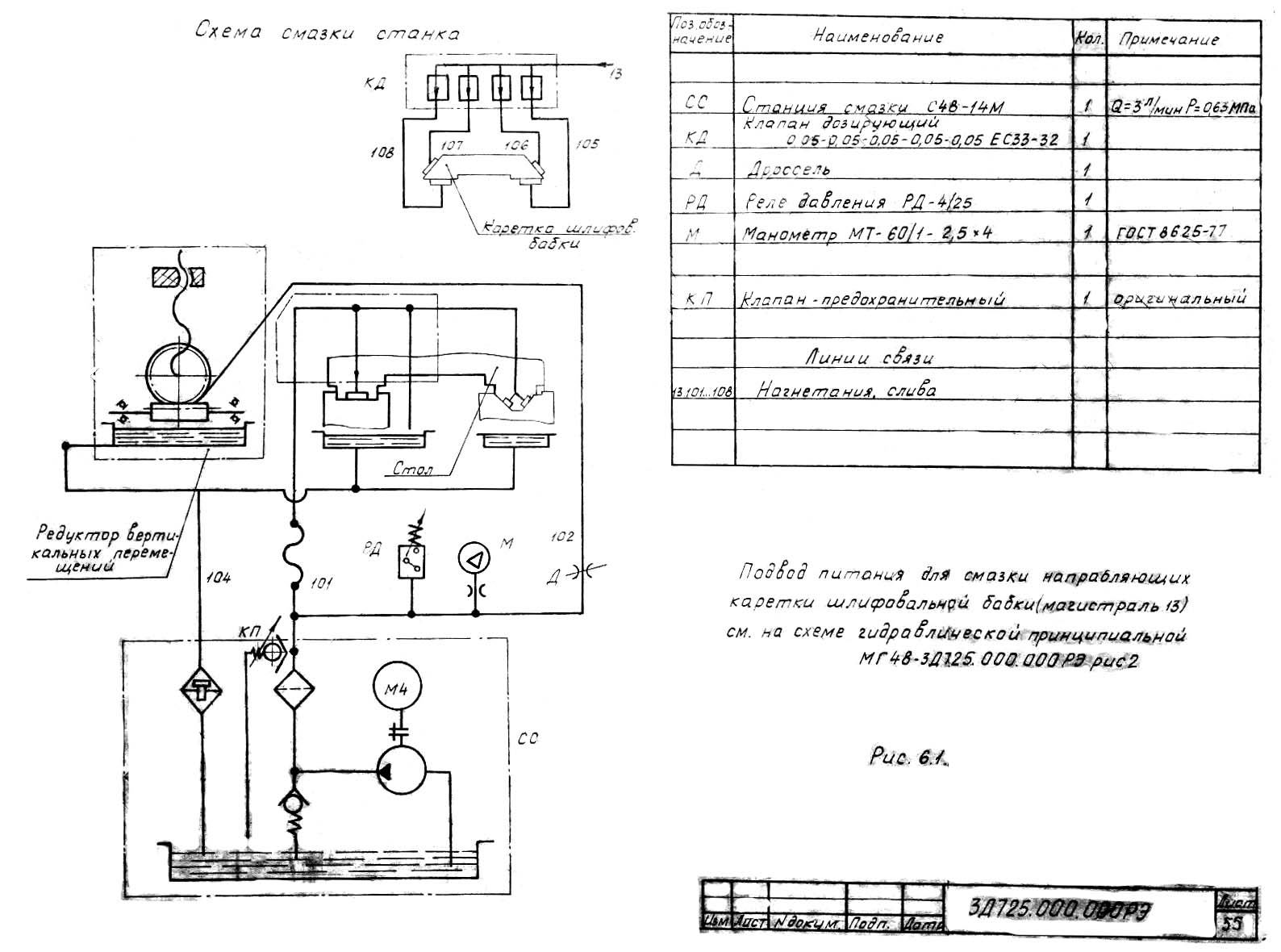
Шпиндель 3Г71 имеет горизонтальное расположение. Подобная схема расположения обуславливает то, что на станине происходит перемещение суппорта стола крестового типа. Перемещение проводится по направляющим качения. При эксплуатации есть возможность перемещать заготовку в двух взаимно перпендикулярных направлениях.
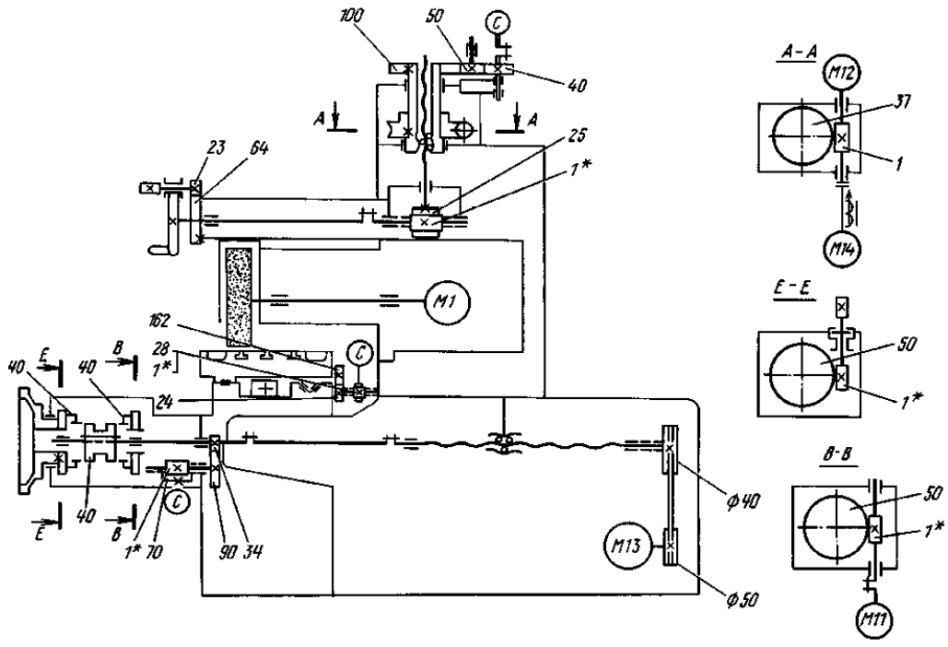
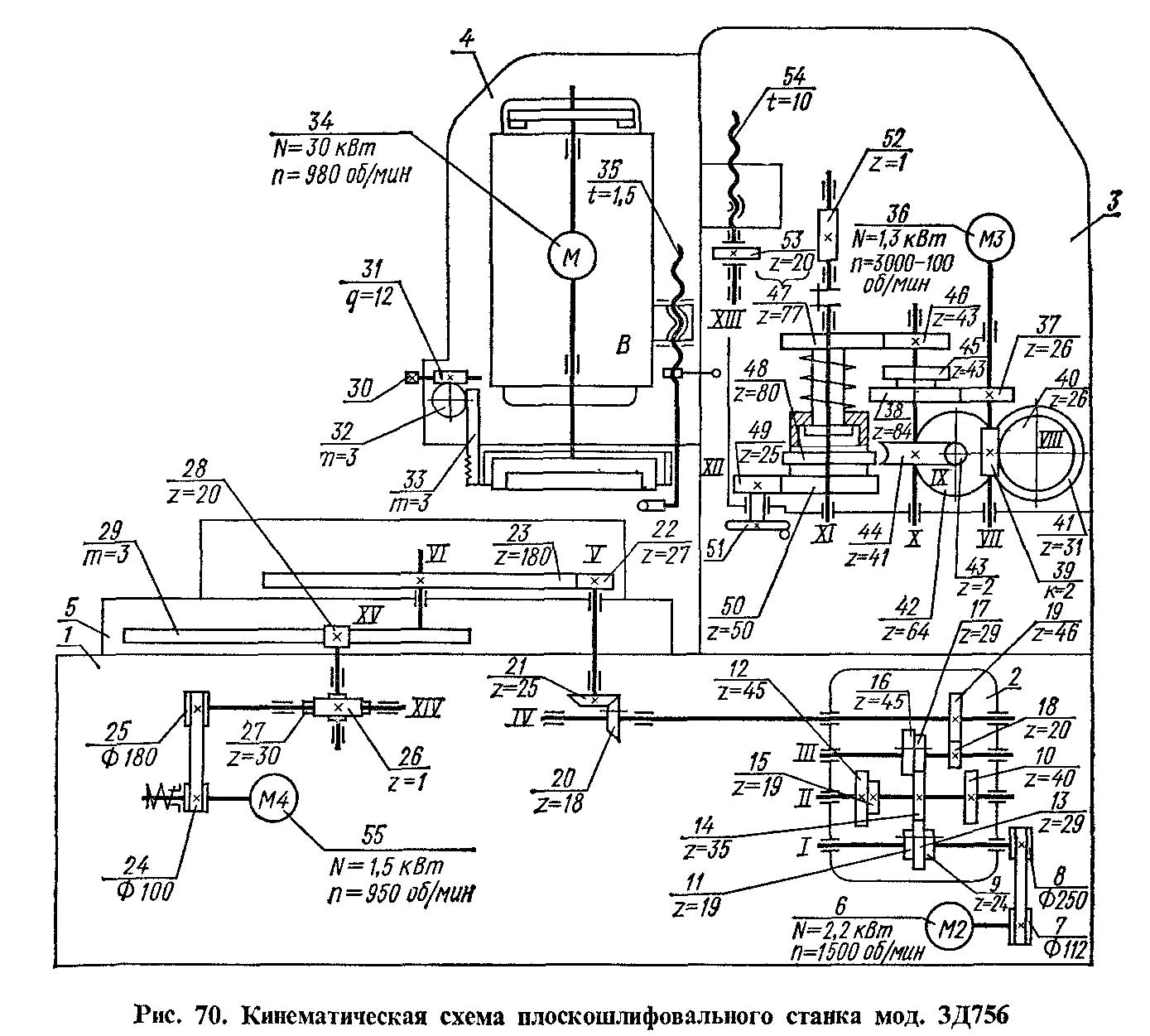
Принципильная электросхема 3Г71
В любом паспорте можно встретить особенности работы крестового стола:
- В инструкции указан тот момент, что работает механизированная подача от гидроцилиндра.
- При эксплуатации можно использовать механизм ручной и механической подачи.
- Продольное перемещение заготовки также позволяет ускорить процесс работы.
- Продольный реверс стола и механизм поперечного реверс также значительно повышают функциональность модели.
Есть распорядительная панель. Задняя сторона станины имеет колону, по вертикальным направляющим, которые относятся к категории качения, перемещается шпиндель 3Г71.
К другим особенностям конструкции можно отнести то, что внутри станины есть агрегат гидравлического типа. Ремонт 3Г71, а именно гидравлический системы, можно провести через левую дверь, расположенную в станине. Система также имеет специальный бак охлаждения, который расположен на правой стороне.
Видео ремонта 3Г71
Как размагничиваются электромагнитные плиты
Завершив операцию шлифования, деталь снимается со стола. Ее остаточная намагниченность ликвидируется. Этому способствует операция размагничивания. Точность шлифования на станках и их производительность исходят от эффективности и качества способов размагничивания. Главный приоритет размагничивания – легкое снятие обработанной детали со стола.
Уменьшение продолжительности размагничивания значительно повышает производительность труда на станке. Для совокупного времени вспомогательно-подготовительных и заключительных операций, часть времени размагничивания стола составляет 8…20%. Поэтому необходимо добиваться снижения данного срока.
В отличие от электромагнитных, магнитные столы не нуждаются в источнике энергии для питания. Постоянные магниты из никель-алюминиевого сплава служат для них полюсами. Они намагничены на особых приборах. Притяжение деталей магнитными плитами слабее электромагнитных.
Рис. 4 демонстрирует общий вид магнитного стола. Сверху он оснащен пластинами из железа 1 и 2. Между ними установлены немагнитные прокладки 3. Постоянные магниты большой силы передвигаются и попеременно замыкаются на железные пластины и на закрепленную деталь. Рукояткой 4 производится переключение магнитов. Болтами и прихватами низ плиты крепится к столу.
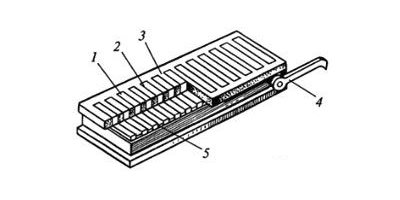
Рис. 4. Магнитная плита с постоянными магнитами: 1, 2 – железные пластины; 3 – немагнитные прослойки; 4 – рукоятка; 5 – постоянные магниты
В автоматические станки для шлифования помещается специальный демагнитизатор. Его функция – размагничивание обрабатываемых стальных деталей. Помимо электромагнитных и магнитных плит, обрабатываемые детали на станках крепятся:
- установочными планками;
- универсальными прижимами;
- лекальными тисками;
- специальными плитами.
На рис. 5 показаны лекальные тиски. Они более точнее, чем простые тиски, а также их можно кантовать.
Боковины в лекальных тисках параллельны между собой и перпендикулярны основанию. Крепеж тисков производится через резьбовые отверстия. Часто их крепят к магнитной плите. Устройство изготовлено из стали, закалено и отшлифовано со всех сторон. Устанавливая детали на магнитную плиту, используют установочные плитки с планками. Они намного увеличивают надежность крепления деталей на плите.
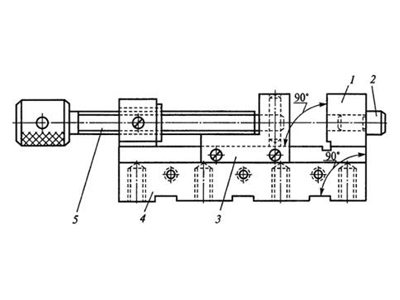
Рис. 5. Лекальные тиски для закрепления шлифуемых заготовок: 1 – неподвижная губка; 2 – мерный штифт; 3 – подвижная губка; 4 –корпус; 5 – винт
3Б722 станок плоскошлифовальный с горизонтальным шпинделем универсальный. Назначение и область применения
Станок плоскошлифовальный 3Б722 заменил в производстве устаревшую модель 3А722 и был заменен на более совершенную модель .
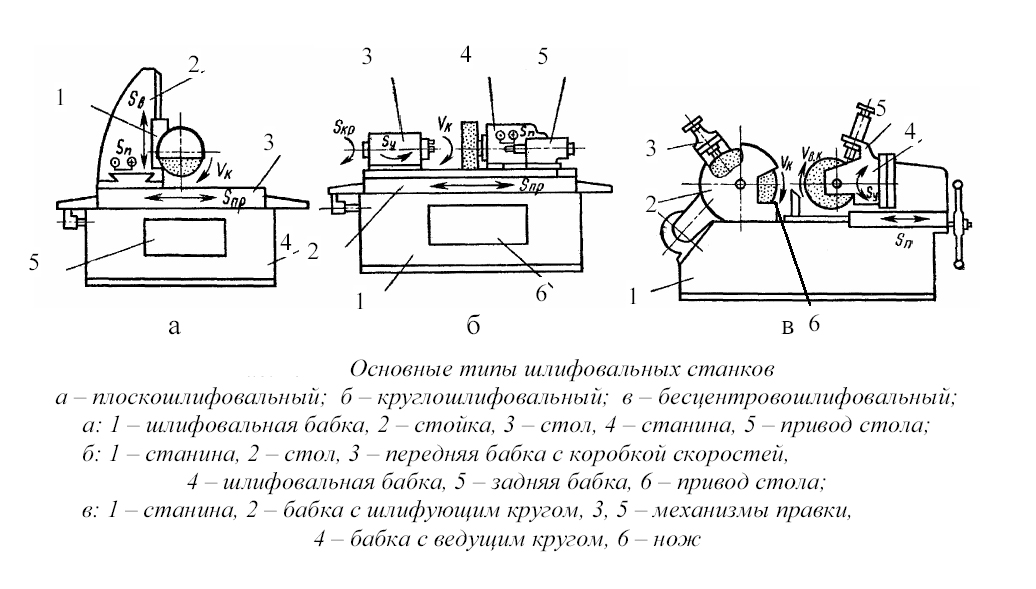
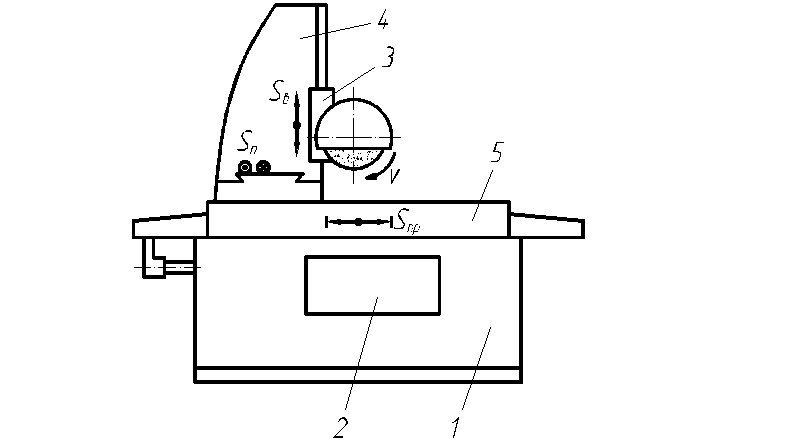
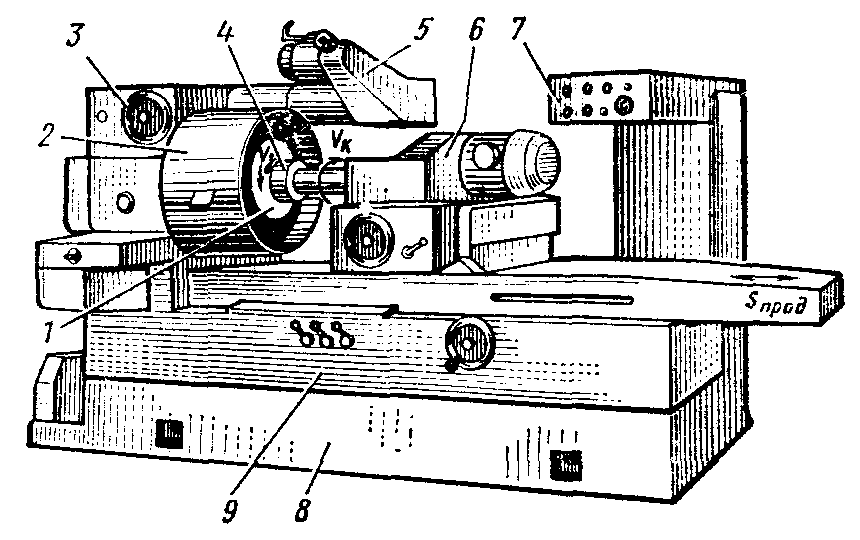
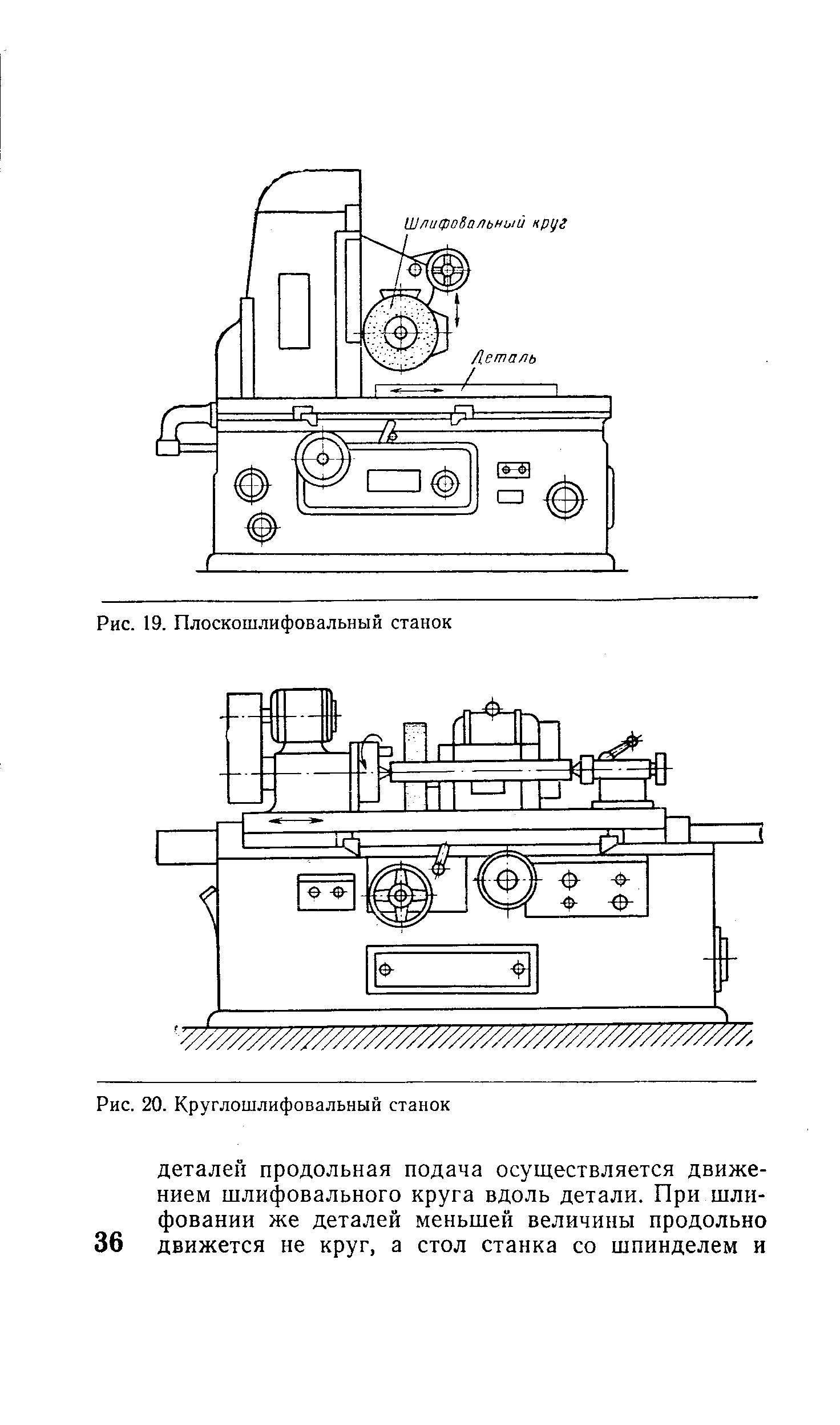
Плоскошлифовальный станок модели 3Б722 – станок общего назначения с прямоугольным столом и горизонтальным шпинделем, предназначен для шлифования плоскостей различных деталей периферией круга. Станина имеет продольные направляющие, по которым возвратно поступательно движется рабочий стол. По вертикальным направляющим стойки перемещается шлифовальная бабка со шлифовальным кругом.
Принцип работы и особенности конструкции станка
Главное движение в станке — вращение шлифовального круга; продольная подача — прямолинейное возвратно-поступательное движение стола с заготовкой. Поперечная и вертикальная подачи сообщаются шлифовальной бабке с шлифовальным кругом.
Шлифовальный круг крепится на конце шпинделя шлифовальной бабки. Обрабатываемую деталь устанавливают на столе станка. В процессе работы стол получает прямолинейное возвратно-поступательное движение, а шлифовальный круг — вращательное. Если ширина обрабатываемой детали больше ширины круга, то шлифовальной бабке сообщается периодическая поперечная подача после каждого одинарного или двойного хода стола. Шпиндельной бабке с кругом сообщается также вертикальная подача для снятия необходимого припуска.
Станок 3Б722, продольношлифовальный с прямоугольным столом и горизонтальным шпинделем, предназначен для шлифования плоскостей различных деталей периферией круга как в индивидуальном, так и в крупносерийном производстве.
Шлифуемые детали, в зависимости от материала, формы и размеров, могут закрепляться или на электромагнитной плите, или непосредственно на рабочей поверхности стола, или в специальных приспособлениях.
Конструктивная особенность станка – поперечная подача шлифовального круга обеспечивается перемещением стойки со шлифовальной бабкой по горизонтальным направляющим станины стойки. Шлифовальная бабка перемещается только в вертикальном направлении и имеет постоянный вылет относительно стойки.

Применение в станке винтовых пар качения, системы цифровой индикации вертикальных перемещений шлифовальной бабки, высокоточных подшипников в шпиндельном узле и ряда других конструктивных решений позволило повысить точность, долговечность и производительность станка по сравнению с аналогичными серийно выпускаемыми станками.
Корректированный уровень звуковой мощности LpA не должен превышать 99 дБА.
Кинематика станка 3Б722 обеспечивает:
- перемещение стола (стол – крестовой суппорт-станина)
- возвратно-поступательное продольное перемещение: стол – крестовой суппорт
- поперечное перемещение: крестовой суппорт-станина
- автоматическую вертикальную и поперечную подачи
- автоматический реверс суппорта
Жесткая конструкция станины гарантирует высокоточное шлифование.
Конструкция сборочных единиц станка, в т.ч шпиндельного узла, позволяет выбирать различные режимы шлифования с сочетанием различных подач и скоростей стола, обеспечивает шлифование деталей с заданной точностью и шероховатостью.
Современные аналоги плоскошлифовального станка 3Б722
3711Б – 1000 х 200, производитель Оршанский станкостроительный завод Красный борец
3Б721 – 1000 х 320, производитель Оршанский станкостроительный завод Красный борец
ОШ-400 – 1100 х 400, производитель Оршанский станкостроительный завод Красный борец
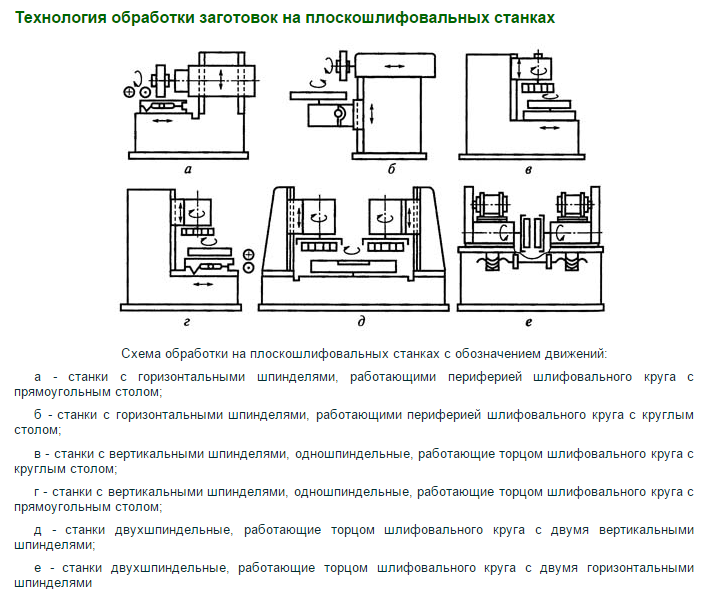
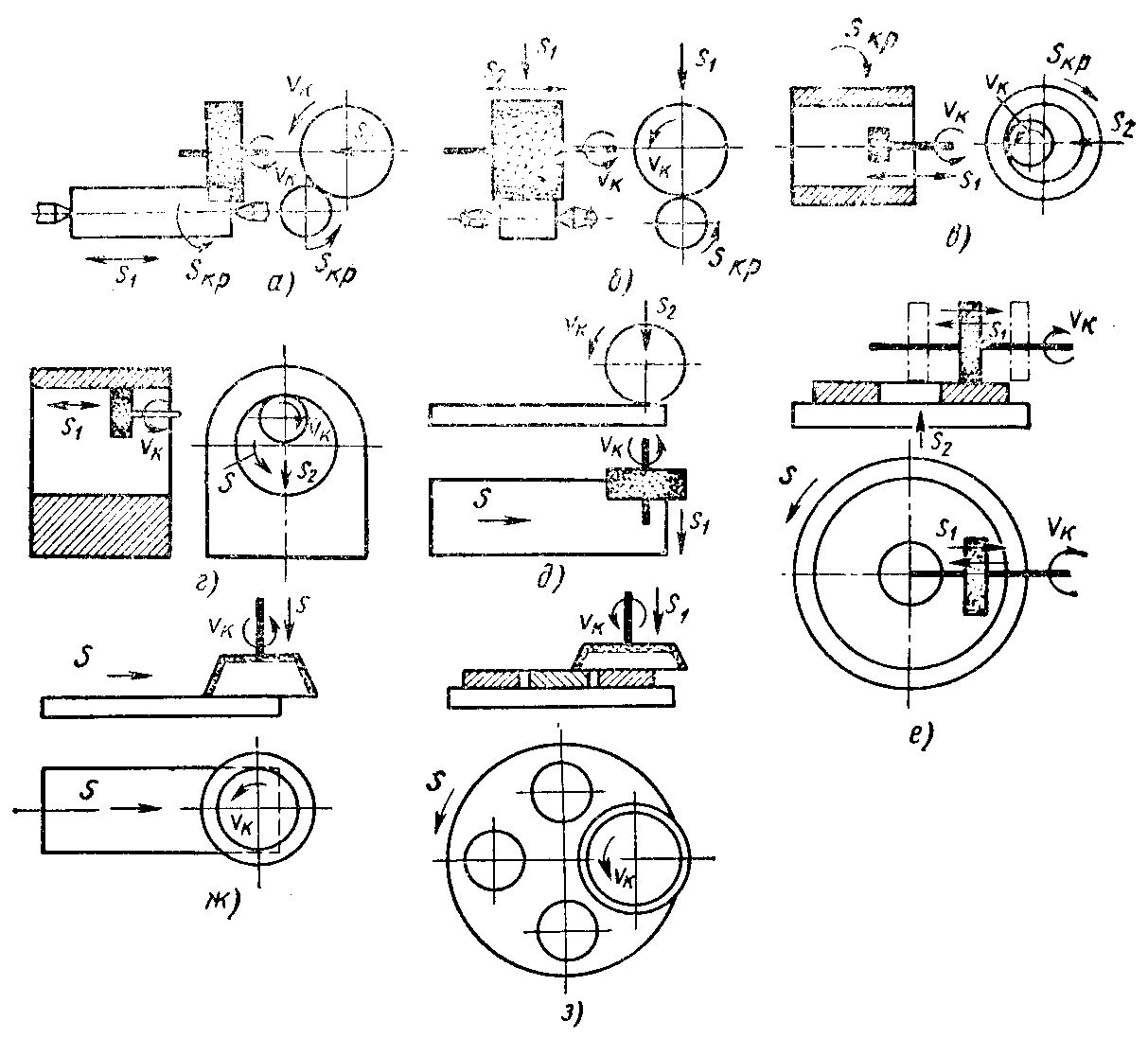
Способы шлифовки
Обработка металла на плоскошлифовальных станках проводится двумя путями:
- торцом круга;
- периферией.
В первом случае отмечается высокая производительность работы плоскошлифовального станка. При таком типе шлифовки дуга контакта детали и аппарата описывается незначительной величиной. В результате этого в зоне шлифования создается достаточно высокая температура, которая так или иначе снижает точность проведения операции (круговая подача способствует значительному уменьшению точности). Помимо этого возникают некоторые сложности с отводом стружки от плоскошлифовального станка.

Обработка заготовки торцом круга
Существуют следующие техники шлифовки с помощью плоскошлифовального станка.
Многопроходная обработка
Элемент фиксируется на поверхности и перемещается со скоростью около 45 метров в минуту. Изделие неоднократно передвигается под кругом, который постепенно поступает вглубь, пока полностью не снимется припуск. Последние ходы протекают без подачи или с небольшой вертикальной подачей.
Однопроходная схема
Такой способ применим для устройств с круглыми столами, когда плоскошлифовальный станок идет вертикально во всю глубину за один проход. За счет этого одним оборотом поверхности снимается весь припуск. Если нужно удалить больший припуск с максимальной точностью шлифовки, лучше брать устройства с тремя головками. Они подходят для работы на больших объектах, где осуществляется массовое производство.
Двусторонний способ
Техника предполагает синхронную шлифовку двух торцов детали. Чтобы полностью снять припуск, требуется не один проход. При таком методе основная подача идет благодаря круговой или прямолинейной подаче детали, а резка осуществляется за счет вращения инструмента.
Вне зависимости от того, какой тип обработки металла периферией выбран, он будет отличаться от описанных ранее техник незначительным образованием тепла и низким усилием резки. По этой причине периферией круга обрабатывают не слишком жесткие изделия. Следует отметить то, что производительность шлифовки торцом всегда больше, чем периферией.
Различают следующие методы шлифовки периферией круга.
Глубинный
С каждым ходом снимается значительный припуск, причем скорость продольной подачи в таком случае минимальна. Из-за того, что на располагающиеся у торца абразивы приходится вся тяжесть удаления, круг довольно быстро стирается.
С врезной непрерывной подачей
Шлифовка проводится в случае, если обрабатываемая поверхность ограничена буртами, а также используется для обработки элементов, у которых высота превосходит ширину. Поперечная подача при таком способе отсутствует, точность работы невысокая. Изнашивание происходит неравномерно, поэтому требуется постоянная правка.
С поперечной прерывистой подачей
При такой методике даже большие поверхности обрабатываются качественно. Высота шлифовального инструмента всегда должна быть выше показателя поперечной подачи. Поперечный реверс и подача круга вглубь происходят, как правило, одномоментно. Такой технике присуща высокая точность, она применяется на плоскошлифовальных станках с круглым столом и горизонтальным шпинделем.
Настольный плоскошлифовальный станок
Ремонт станка, модернизация
Текущий ремонт станков по металлу, как с ЧПУ, так и без оного, необходим регулярный, но схема оборудования такова, что блокираторы, устройства аварийного отскока бабки изнашиваются. После истечения срока службы каждого элемента (в соответствии с рекомендациями, которые дают производители) детали необходимо менять. Это и точность оборудования повысит и безопасность работника. Капитальный ремонт плоскошлифовального станка (без ЧПУ) производится по плану не ранее, чем через 20 лет после ввода его в эксплуатацию.
На каждый отдельный узел станка по металлу даётся срок службы, после которого требуется ремонт, замена или переборка этого механизма. Общие схемы износа оборудования не всегда соответствуют реальному положению вещей, что может основываться на загруженности оборудования, когда работа проводится в несколько смен и на предельно допустимых показателях по весу заготовок. Ремонт таких станков может заключаться в укреплении станины, замене электрооборудования. Чаще всего современный ремонт не ограничивается заменой старого, морально устаревшего оборудования на новое, в дополнение к основным узлам добавляется управление ЧПУ. Небольшое дополнение, а принцип работы кардинально меняется. Механизм с ручной закладкой программы превращается в новейшее оборудование с повышенным КПД при изготовлении деталей на поток.
Ремонт электроцепи станка старому плоскошлифовальному станку даёт равномерные обороты, в отличие от старых, выработавших свой срок, двигателей.
Как размагничиваются электромагнитные плиты
Завершив операцию шлифования, деталь снимается со стола. Ее остаточная намагниченность ликвидируется. Этому способствует операция размагничивания. Точность шлифования на станках и их производительность исходят от эффективности и качества способов размагничивания. Главный приоритет размагничивания – легкое снятие обработанной детали со стола.
Уменьшение продолжительности размагничивания значительно повышает производительность труда на станке. Для совокупного времени вспомогательно-подготовительных и заключительных операций, часть времени размагничивания стола составляет 8…20%. Поэтому необходимо добиваться снижения данного срока.
В отличие от электромагнитных, магнитные столы не нуждаются в источнике энергии для питания. Постоянные магниты из никель-алюминиевого сплава служат для них полюсами. Они намагничены на особых приборах. Притяжение деталей магнитными плитами слабее электромагнитных.
Рис. 4 демонстрирует общий вид магнитного стола. Сверху он оснащен пластинами из железа 1 и 2. Между ними установлены немагнитные прокладки 3. Постоянные магниты большой силы передвигаются и попеременно замыкаются на железные пластины и на закрепленную деталь. Рукояткой 4 производится переключение магнитов. Болтами и прихватами низ плиты крепится к столу.
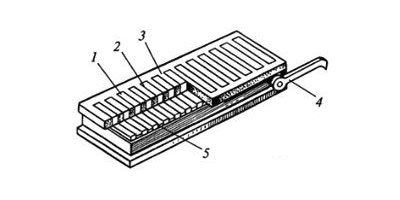 Рис. 4. Магнитная плита с постоянными магнитами: 1, 2 – железные пластины; 3 – немагнитные прослойки; 4 – рукоятка; 5 – постоянные магниты
Рис. 4. Магнитная плита с постоянными магнитами: 1, 2 – железные пластины; 3 – немагнитные прослойки; 4 – рукоятка; 5 – постоянные магниты



В автоматические станки для шлифования помещается специальный демагнитизатор. Его функция – размагничивание обрабатываемых стальных деталей. Помимо электромагнитных и магнитных плит, обрабатываемые детали на станках крепятся:
- установочными планками;
- универсальными прижимами;
- лекальными тисками;
- специальными плитами.
На рис. 5 показаны лекальные тиски. Они более точнее, чем простые тиски, а также их можно кантовать.
Боковины в лекальных тисках параллельны между собой и перпендикулярны основанию. Крепеж тисков производится через резьбовые отверстия. Часто их крепят к магнитной плите. Устройство изготовлено из стали, закалено и отшлифовано со всех сторон. Устанавливая детали на магнитную плиту, используют установочные плитки с планками. Они намного увеличивают надежность крепления деталей на плите.
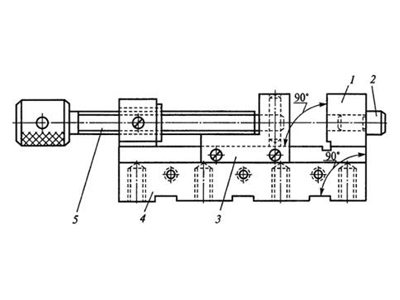 Рис. 5. Лекальные тиски для закрепления шлифуемых заготовок: 1 – неподвижная губка; 2 – мерный штифт; 3 – подвижная губка; 4 –корпус; 5 – винт
Рис. 5. Лекальные тиски для закрепления шлифуемых заготовок: 1 – неподвижная губка; 2 – мерный штифт; 3 – подвижная губка; 4 –корпус; 5 – винт
Самостоятельное изготовление шлифовального станка
Самый распространённый самодельный шлифовальный станок – гриндер. Схема его сборки проста:
- двигатель;
- станина из толстых металлических уголков;
- 4 ролика;
- наждачная лента;
- 2 пружины.
Схема гриндера проста, но для постоянного использования он не очень удобен. Часто требуется ремонт ленты, которая может растягиваться. Именно для регулировки натяжения ленты на станине вертикально устанавливаются пружины, длина которых регулируется ручкой. Сама ручка служит планкой для подъёма одного ролика. Благодаря такому устройству и ригелям замена ленты производится реже. Ремонт роликам, сделанныем из прочной стали или титана, не требуется. Втулки роликов крепятся к станине прочными болтами до состояния полной неподвижности. Вращающаяся часть ролика выполняется по принципу подшипника.
Небольшой ленточный гриндер подходит для обработки металла и деревянных изделий
При необходимости использования станка для материалов разной плотности, особое внимание необходимо уделить подбору двигателя по мощности. Для работ по дереву мотор стиральной машинки вполне подходит
Обработка металла при выборе этого типа агрегата может привести к недостаточности оборотов. Шлифовка и заточка домашнего инструмента на таком станке возможна. Если работа требует тщательной подгонки, то нужен профессиональный, собранный в заводских условиях, агрегат. Большую точность дают плоскошлифовальные станки не ручной сборки, а заводского производства.
Кроме массивных станков ручного управления и с ЧПУ выпускаются производителями заводского и мини версии для установки в ремонтных мастерских, гаражах. Их схемы не так сложны, да и работы по изготовлению бытовых металлических элементов не требуют сложного оснащения. Хотя, для изготовления металлических украшений интерьеров и в домашней мастерской может потребоваться станок с ЧПУ. Устройство плоскошлифовального станка, имеющего определённую точность, в обязательном порядке должно иметь жёсткое крепление обрабатываемого металла. Для более тяжёлых деталей необходима выносливая ровная поверхность стола.
Плоскошлифовальные станки для производства и использования в домашней мастерской
Плоскошлифовальные станки предназначаются для придания металлу, деревянным заготовкам, срезам пластиковых труб необходимой гладкости, снятия заусенцев, окалин и прочих дефектов, которые неизбежно появляются при резке, пайке, сварке и других видах механической и термической обработке. Точность профессиональных (с ручной отладкой и ЧПУ) составляет 0,16 микрон. Плоскошлифовальный станок своими руками собранный из подручных материалов имеет большую погрешность, больше требуется и времени, чем на аналогичную обработку на станке с ЧПУ.
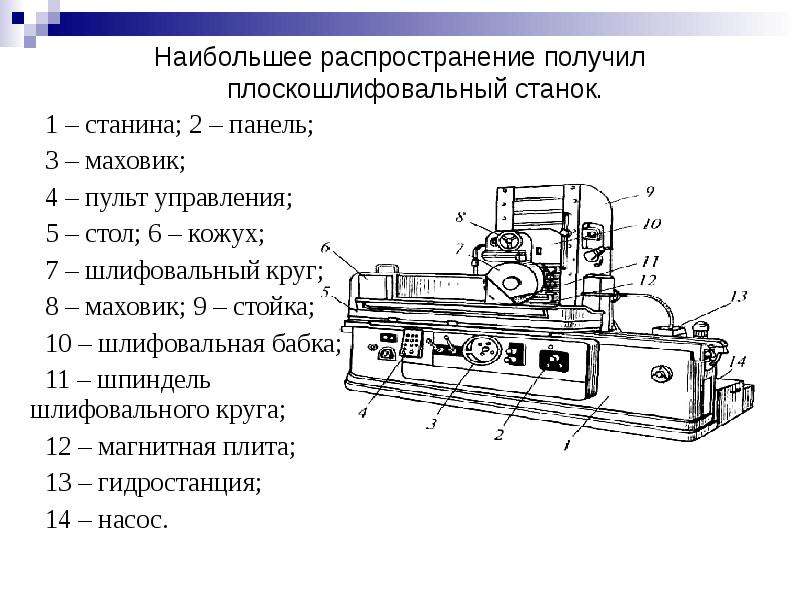
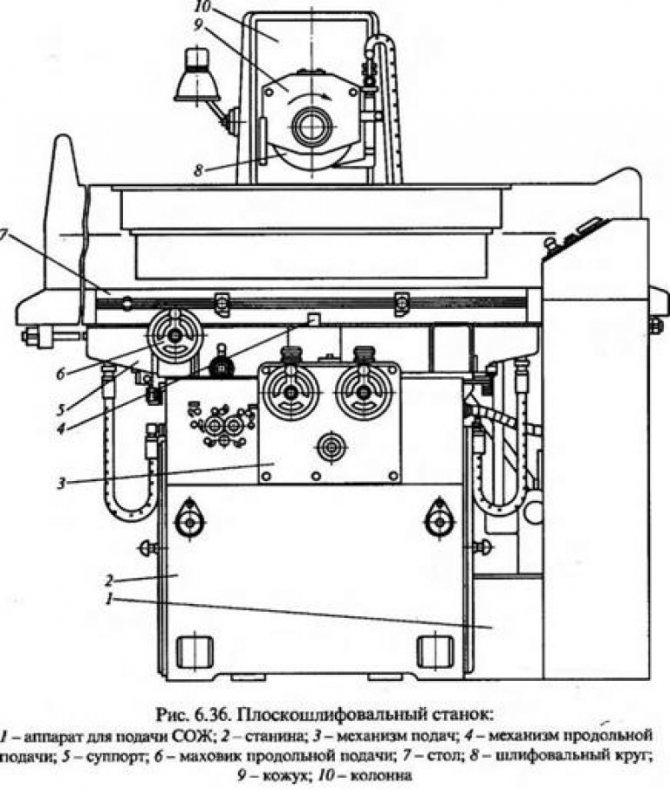
 Плоскошлифовальный станок
Плоскошлифовальный станок
Беря в расчёт, что в домашних условиях обработка металлических деталей весом в полтонны врятли понадобится, то и вес самого станка будет значительно ниже. Чаще в домашних и автомобильных мастерских обработка проводится вручную, а не с установкой детали на столе, что объясняется малым весом деталей. Точность плоскошлифовальных станков, где требующая обработки деталь удерживается навесу, напрямую зависит от верности руки мастера. Качество шлифовки далеко от уровня, что даёт плоскошлифовальный станок с ЧПУ, но это и не требуется при обработке деталей бытового назначения.
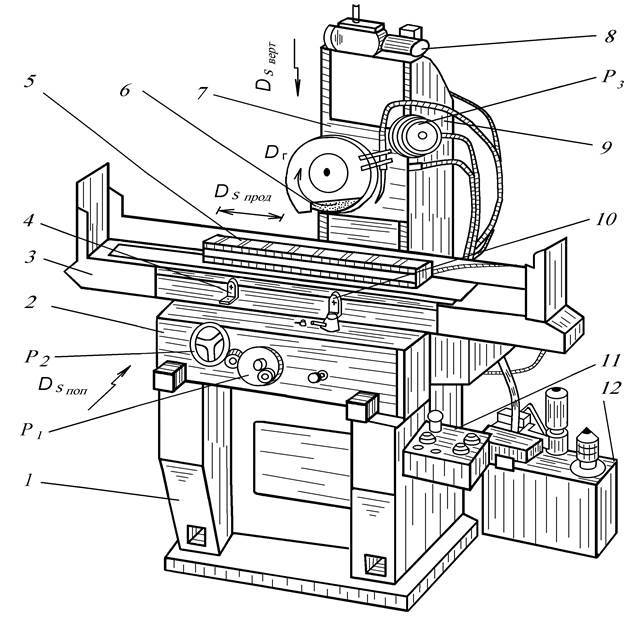
Принцип действия
Работа оборудования этого типа построена на очень простом принципе. Обточка заготовки производится посредство вращающегося с большой скоростью абразивного круга. В движение последний приводится при помощи электродвигателя. При этом обработка может производиться как поверхностью круга, так и его торцом. Сегодня в продаже существуют в том числе и станки этого типа с двумя кругами, отличающиеся очень большой производительностью.
Функционирует в большинстве случаев плоскошлифовальный станок следующим образом:
- Электродвигатель вращает шестеренчатый насос, нагнетающий масло в каналы гидравлической системы.
- Последнее, попав в коробку переключения, подходит к пусковому крану.
- При включении крана масло перетекает в цилиндр подачи детали и сдвигает поршень, а заодно и скрепленный с ним стол.
- В конце своего хода стол поворачивает кран переключателя, отвечающий за направление масла в то или иную сторону золотника цилиндра подачи.
- Направление тока масла при этом меняется на обратное и стол начинает передвигаться вслед за ним.
Плоскошлифовальные станки для производства и использования в домашней мастерской
Плоскошлифовальные станки предназначаются для придания металлу, деревянным заготовкам, срезам пластиковых труб необходимой гладкости, снятия заусенцев, окалин и прочих дефектов, которые неизбежно появляются при резке, пайке, сварке и других видах механической и термической обработке. Точность профессиональных (с ручной отладкой и ЧПУ) составляет 0,16 микрон. Плоскошлифовальный станок своими руками собранный из подручных материалов имеет большую погрешность, больше требуется и времени, чем на аналогичную обработку на станке с ЧПУ.

Беря в расчёт, что в домашних условиях обработка металлических деталей весом в полтонны врятли понадобится, то и вес самого станка будет значительно ниже. Чаще в домашних и автомобильных мастерских обработка проводится вручную, а не с установкой детали на столе, что объясняется малым весом деталей. Точность плоскошлифовальных станков, где требующая обработки деталь удерживается навесу, напрямую зависит от верности руки мастера. Качество шлифовки далеко от уровня, что даёт плоскошлифовальный станок с ЧПУ, но это и не требуется при обработке деталей бытового назначения.
Приспособления для крепежа и установки шлифовальных кругов на станке
На рис. 2 показано, как круги для шлифования 3 сечением 30…100 мм свободно надеваются на шпиндель 1 станка. Крепят их фланцами 2, затягивая гайками 5. В фланцах имеются обязательные выточки, а также прокладки 4 из упругих резины либо кожи. Они способствуют равномерному зажатию круга по периметру.
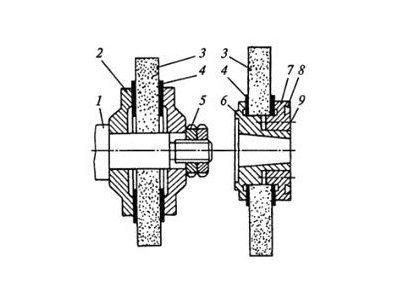
Рис. 2. Устройства для установки и крепления шлифовальных кругов: 1 – шпиндель; 2 – фланцы; 3 – шлифовальные круги; 4 – прокладки; 5 – гайки; 6, 7 – переходные фланцы; 8 – кольцевой паз; 9 — винты
Рис. 2 наглядно демонстрирует, что круги для шлифования 3 сечением более 100 мм крепят на переходных фланцах 6 и 7 свободной посадкой на шейки фланцев. Прокладки из картона 4 помещают между торцами фланцев. Болтами 9 соединяют оба фланца. Грузики для балансировки устанавливают в кольцевой паз 8 фланца 7.
Инструменты
Если Вам приходится регулярно работать с металлом, то рано или поздно возникнет необходимость в приобретении такого станка. Варианта здесь два: купить или попробовать собрать самому. Первый вариант обойдется в ощутимую копеечку и целесообразен в тех случаях, когда работа на таком станке будет приносить деньги, т.е. фактически бизнес. Второй вариант более дешев. И хотя возможности и параметры такого оборудования будут более низкими, тем не менее, для домашних нужд его возможностей вполне достаточно. Поскольку тема станкостроения достаточно сложная, то данная статья не претендует на исчерпывающую информацию. Скорее это попытка разобраться с устройством плоскошлифовального станка и рекомендации для тех, кто решит смастерить такой станок своими руками.
Назначение и устройство плоскошлифовального станка

Любая металлическая деталь проходит стадию шлифования. В промышленности для этих целей применяются специализированные станки. Они могут быть полностью автоматизированные, т.е. с ЧПУ, либо полуавтоматические. В быту иметь такой станок практически роскошь. Это справедливо как по стоимости такого оборудования, так и по его возможностям. Но поскольку в данной статье идет речь о самодельных плоскошлифовальных станках, то знать устройство оных просто необходимо. В противном случае нам бы пришлось «изобретать велосипед». Поэтому более целесообразно рассмотреть заводской станок и скопировать его устройство, приспособив под свои нужды.
Итак, плоскошлифовальный станок предназначен для обработки профильных и плоских поверхностей деталей. Профессиональный станок способен дать точность обработки поверхности до 0,16 микрон. В быту цифра хоть и желанная, но не критическая, а в самодельных станках практически недостижимая. Разве что Вы фрезеровщик или токарь на оружейном заводе с 20 летним стажем работы.
Основным узлом любого станка, и плоскошлифовальный станок не исключение, является станина. Ее размеры и прочность будут зависеть от требуемых характеристик (размеров) предполагаемых для обработки деталей. Заводские станки имеют литую станину преимущественно из чугуна. За счет массивности она превосходно гасит вибрацию, а в шлифовке и чистовой обработке детали – это практически главное условие.
Следующая деталь такого станка – рабочий стол. Как правило, это магнитная плита заданного размера, но встречаются станки и со специальными креплениями для деталей. Основной особенностью плоскошлифовальных станков является подвижность стола. Он совершает круговые или возвратно-поступательные движения. По форме может быть круглым или прямоугольным.
В заводских станках стол приводится в движение за счет гидравлической системы. В бытовых условиях такая система обойдется владельцу довольно дорого, поэтому достаточно будет надежной механической системы.
Рабочая поверхность плоскошлифовального станка передвигается по направляющим. В профессиональном оборудовании они обладают высокой точностью и прочностью. Для домашнего станка данные характеристики тоже обязательны. От этого будет зависеть максимальная точность обработки поверхности детали. Также критически важным условием является плавное скольжение стола, без рывков. Для этого трение необходимо свести к минимуму. Если это требование игнорировать, то при рывке стола с закрепленной деталью о точности шлифования можно забыть.
Для направляющих станка необходимо применять каленную высокопрочную сталь, она прочна и износостойкая.
На шпинделе бабки установлен шлифовальный круг или лента, в зависимости от варианта станка. В некоторых моделях есть и то и другое. Шлифовальный круг приводится в движение при помощи электродвигателя. Движение коего передается либо через редуктор, либо через ременную передачу. В самодельном варианте можно подобрать такой диаметр шлифовального круга, что позволит обойтись без передачи. При этом барабан будет закреплен прямо на валу электродвигателя. Вот собственно основные узлы плоскошлифовального станка, без них соорудить такое оборудование невозможно. Теперь давайте взглянем на модели, которые предлагают производители сегодня.
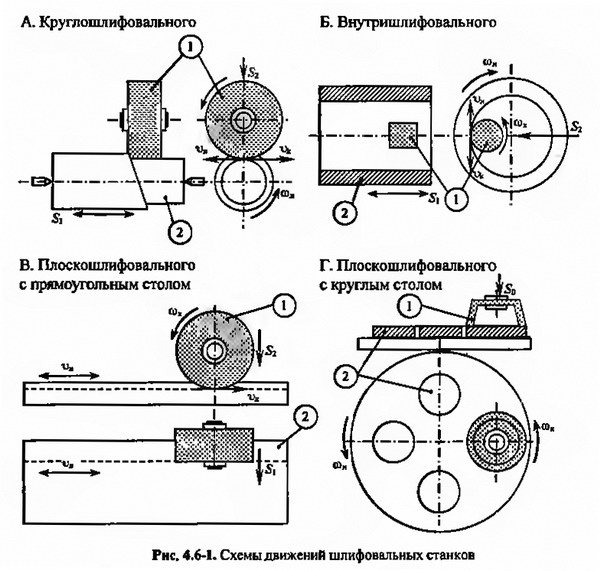
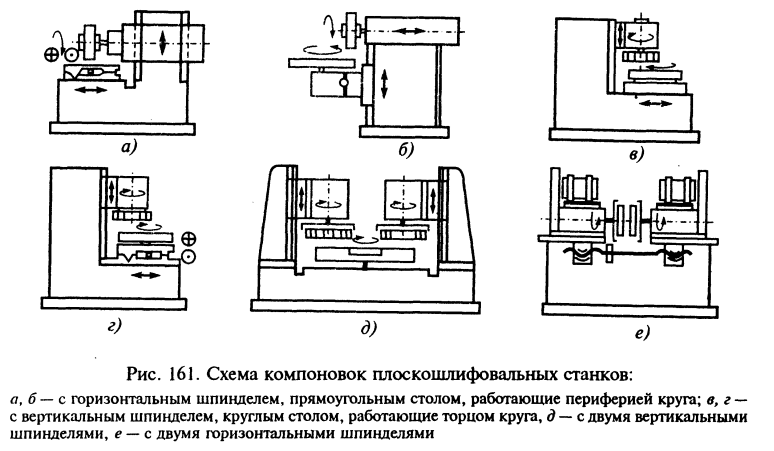
Плоскошлифовальные виды станков
Эти станки применяются для шлифования заготовок из металла по плоской поверхности. В отличие от круглошлифовального станка заготовка крепится не в центрах, а на столе в рабочей зоне станка с помощью электромагнита. Точность этого оборудования достигает 0,15 мкм и позволяет убрать малейшие неровности на обрабатываемой детали.

Все плоскошлифовальное оборудование по способу работы подразделяется
Станки обрабатывающие торцевой поверхностью шлифовального круга;
Станки обрабатывающие периферией шлифовального круга.
Станки обрабатывающие торцевой поверхностью шлифовального круга имеют высокую производительность, при сравнении с другой группой. Управление также может быть как с ЧПУ так и без.
Плоскошлифовальные станки имеют очень высокую жесткость и большие диаметры круга. Вместе это и позволяет достигать таких впечатляющих результатов по точности обработки
В процессе работы нужно очень внимательно следить за состоянием станины и роликов, при малейшем появлении люфта нужно срочно приступать к ремонту этого важного узла. Также раз в 40 000 часов работы нужно проверять электродвигатель на отсутствие плавности вращения. При появлении рывков лучше его снять и перебрать
При появлении рывков лучше его снять и перебрать.

Интересной разновидностью этого типа станков выступает ленточно шлифовальный станок. В виде инструмента у него выступает ленточный абразив. Лента выполняется в форме кольца, размещаемого между валами. Его конструкция предполагает изменение скорости шлифовального круга в процессе работы, что позволяет менять режим резания.
Есть конструкции этих станков с широкой лентой. У них как правило стол имеет гусеничную форму.
Очень большую роль играет играет выбор ленточно абразива. Ведь он влияет на основные параметры процесса резания и, соответственно, на качество получаемой продукции. Также очень внимательно нужно следить за качеством и состоянием стыков ленты. Они могут быть причиной рисок на поверхности детали.
Виды оборудования
Плоскошлифовальные станки различают по размерам:
- Настольные. Малогабаритные установки применяют для обработки маленьких деталей с относительно низкой точностью. Отличаются экономным энергопотреблением.
- Напольные. В станочных парках крупных предприятий еще можно встретить станки советского производства. Их производили на Липецком станкостроительном заводе в соответствии с требованиями ГОСТ 2789-73. Эксплуатация подобного оборудования затруднена ввиду отсутствия на рынке запасных частей, выпуск которых был прекращен в начале 90-х. Современные прецизионные плоскошлифовальные станки отличаются высокой производительностью при меньших габаритах.
Важным фактором, оказывающим влияние на метод воздействия, является расположение шпинделя, который может быть размещен как в вертикальном, так и в горизонтальном положении.
Передовые производители предлагают пользователям следующие модификации станков:
- С крестовыми столами. Широко используется в инструментальном производстве. Отдельные модели с неподвижной колонной оснащают направляющими с целью перемещения стола в продольной и поперечной плоскостях.
- С круглыми столами. Предназначены для обработки изделий круглой формы. Приводом вращения плоскости служит электрический двигатель.
- Портальные. Эффективная конструкция, в которой реализована возможность продольного перемещения стола для обработки деталей с высокой точностью. Станки обладают внушительными размерами и высокой мощностью привода, что позволяет выполнять тяжелое шлифование изделий. Рабочий инструмент способен перемещаться в поперечной и вертикальной плоскостях.
- Консольные. Высокотехнологичное оборудование, отличающееся методами перемещения отдельных узлов. Стол перемещается с помощью гидравлического привода, а за поперечное направление отвечает траверса, приводимая в движение сервоприводами.
Это интересно: Оборудование и станки для производства саморезов — освещаем вопрос
Методы шлифовки периферией круга
Существующие методы шлифовки:
- Глубинный метод. Этот метод позволяет снимать значительный припуск с деталей с каждым ходом. В этом случае отмечается минимальная скорость продольной подачи. При этом методе наблюдается быстрое стирание круга вследствие приходящейся тяжести удаления на абразивы, расположенные у торца.
- Метод с врезной непрерывной подачей. Применяется этот метод для обработки изделий, у которых высота больше ширины, а обрабатываемая поверхность имеет борты. Этот метод характеризуется невысокой точностью работы и отсутствием поперечной подачи. Мастеру приходится постоянно поправлять станок в силу неравномерного изнашивания инструмента.
- Метод с поперечной прерывистой подачей. Данный метод позволяет производить качественную обработку деталей. Применяется этот метод для плоскошлифовальных станков с горизонтальным шпинделем и круглым столом. Такая техника характеризуется высокой точностью. Шлифовальный инструмент по высоте должен быть выше по сравнению с показателем поперечной подачи.





