Как производится операция и в чем ее суть
Основная задача слесаря – создать отверстие в металлической толще с последующим образованием ложбинок изнутри. Их требуется сделать так, чтобы витки подходили к болту, шпильке или иному крепежу.
Резьбовой элемент может понадобиться в быту для максимально прочного соединения двух частей. Здесь необходимо добиться максимальной чистоты – чтобы не оставалось стружек, деформаций, сбитых нитей
Также очень важно следовать стандартам ГОСТ по размеру приспособления. Диаметр должен совпадать с винтом, который будет входить внутрь. Важность имеют многие параметры – тип материала, его плотность, а также состояние, например, температура, наличие коррозии
Сперва следует подготовить заготовку – убрать лишние загрязнения
Важность имеют многие параметры – тип материала, его плотность, а также состояние, например, температура, наличие коррозии. Сперва следует подготовить заготовку – убрать лишние загрязнения. Затем необходимо верно подобрать инструмент, только после этого приступать к металлообработке в два или три этапа – от черновой до финишной
Затем необходимо верно подобрать инструмент, только после этого приступать к металлообработке в два или три этапа – от черновой до финишной.
Имеют значение несколько параметров:
- диаметр отверстия;
- глубина нарезки;
- количество ниток (это заходы, самое распространенное – наличие трех полостей);
- шаг, то есть расстояние между двумя бороздами.
Правила использования
Для изготовления винта на трубах потребуется набор плашек (гост 9740-71), вороток, то есть плашкодержатель, и зажим для труб.
Из набора инструментов выбирается та лерка, которая подходит по диаметру и шагу.
Если визуально определить необходимую не удается, на корпусе, как правило, сбоку, имеется соответствующая маркировка.
Необходимо не забыть и про то, что винт может быть как правым, так и левым.
Сам процесс начинается с подготовки трубы. Для этого с трубы снимают фаску, что легче всего сделать напильником. После этого на обрабатываемое место наносится любой смазывающий компонент. Это может быть и растительное масло, и моторное, и даже обычное сало.
Дальше плашка для нарезки резьбы, которая предварительно должна быть закреплена в плашкодержателе, подносится к трубе. Ею делается не меньше, чем полных два витка, направление которых совпадает с направлением резьбы.
В процессе этой работы, второй рукой необходимо сверху надавливать на лерку, чтобы та могла врезаться в металл. Как только это происходит, то дальше можно продолжать навинчивать до необходимой глубины.
Однако навинчивание не должно быть однонаправленным. Лучше всего делать пару оборотов вперед и хотя бы пол оборота обратно.
Проверка работы осуществляется простым навинчиванием гайки нужного размера и с нужным шагом.

Плашки для метрической резьбы
Надо сказать, что наиболее качественная и точная нарезка получается у разрезной плашки. Она имеет стопорное кольцо, с помощью которого есть возможность регулировки диаметра резьбы.
Есть и еще один нюанс с трубами. Например, они могут иметь несколько видов винтовых соединений:
- Упорное, то есть когда на соединяемые элементы оказывается постоянное большое одностороннее давление;
- Прямоугольное, то есть когда на соединяемые элементы находятся в движении;
- Трапециевидное;
- Треугольное.
Любой из этих видов изготавливается в последовательности, описанной выше.
Вывод: Как видно, винт используется повсеместно, так как это довольно надежный многоразовый способ крепежа. По этой причине и инструментов, которые способны нарезать резьбу, как внешнюю, так и внутреннюю, довольно много. Каждый из них имеет свои отличия и свои спецификации применения. Кроме того, каждый из них имеет свой ГОСТ, который регламентирует их изготовление.
Нарезка внешней резьбы
Неотъемлемой частью любого резьбового соединения является компонент со внешней резьбой. Именно он вкручивается в отверстие со внутренней резьбой. Наружной резьбовой поверхностью оснащаются тела вращения, то есть валы. Такой тип резьбы характерен для болтов, шпилек, ходовых винтов, всевозможных муфт и переходников.
Для нарезки наружной резьбы используется специальный инструмент:
- Плашка
- Плашкодержатель
Как понятно, плашка вставляется в плашкодержатель. Зафиксированная в держателе плашка насаживается на кончик вала со снятой фаской. Далее плашка придавливается и накручивается на вал.
Высота плашек зависит от диаметра нарезаемой резьбы. В среднем плашка имеет 8 винтовых канавок. Если рассматривать плашки для нарезки метрической резьбы, то промышленность предлагает плашки от М3-М6 до М52. Помимо плашек для нарезки традиционной метрической резьбы существуют плашки для трубной (дюймовой) резьбы, которая может быть как цилиндрической, так и конической.
Разновидностью плашек является лерка. Ключевым отличием лерок от плашек является конструкция. Лерка представлена цельнолитым изделием. Плашка же может иметь разрезную или раздвижную конструкцию.

Разрезные плашки имеют разрез с одной стороны, что делает резьбонарезное изделие пружинящим. Плашки разрезного типа обычно используются для обновления забитых или слизанных резьбовых поверхностей.
Конечно, разрезную плашку можно использовать и для непосредственной нарезки резьбы. Но из-за пружинящей конструкции точность резьбовой поверхности будет далекой от идеала. Как правило, разрезной плашкой делают первый, так называемый «черновой», проход.

Раздвижные плашки имеют разборную конструкцию. Если в разрезных плашках разрез делается лишь с одной стороны изделия, то в раздвижных аналогах плашка разрезается на 2 равные части.
Плашки раздвижного типа обычно имеют призматическую форму. Для работы с такими плашками следует использовать клупп с прижимным механизмом.
Раздвижные плашки характеризуются повышенной долговечностью. Благодаря разборной конструкции режущие кромки могут «играть» при критических нагрузках. Это позволяет избежать появление сколов и трещин на нарезных канавках.
Разумеется, разборная конструкция плашек сказывается на точности нарезки резьбы. Обычно при помощи разборной призматической плашки удается добиться 6-7 квалитета точности, в то время как неразборные аналоги обеспечивают возможность получения резьбы 8-9 квалитета.

Цельные лерки – литые неразъемные плашки. Главным преимуществом леры является возможность нарезки резьбы с повышенной степенью точности. Хорошее качество получаемой резьбы обусловлено неразборной жесткой конструкцией.
Касательно слабых мест, в лерах они есть. Высокая жесткость конструкции делает такие плашки подверженными возникновению сколов и трещин. В лерах часто выкрашиваются нарезные кромки. Леры значительно уступают по долговечности разрезным и раздвижным аналогам. При использовании лер рекомендуется использовать обильную смазку. Не помешает и охлаждение.

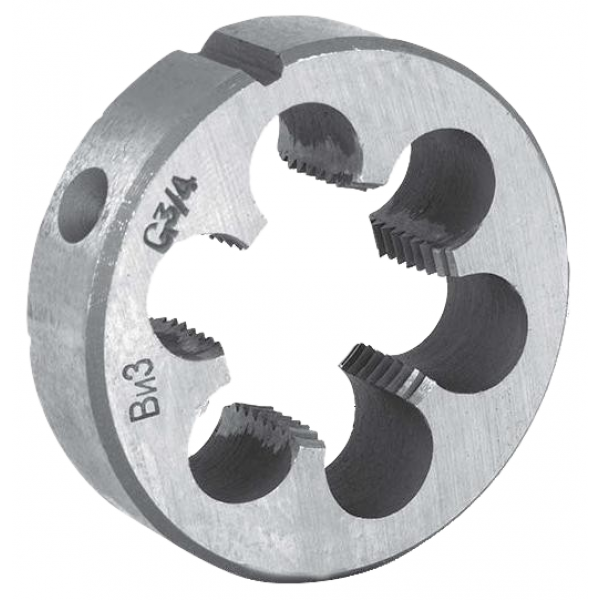
Что такое плашка и для чего она применяется
Плашка — это распространенный инструмент, предназначенный для нарезания внешних резьб и их калибровки. При помощи этих приспособлений изготавливают трубы, стержни, болты, шпильки, а также иные детали и изделия.

Фотография №1: Плашка
Конструкция плашки
По конструкции плашка напоминает большую гайку круглой формы. По центру расположено отверстие с режущими кромками. На ней имеются витки (8–10 шт.). Они различаются по остроте заточки.
2–3 витка — заборная часть. Эти витки заточены максимально остро. Остальные (6–7 шт.) — калибрующая часть. Эти витки нужны для удаления стружки при нарезании резьб.
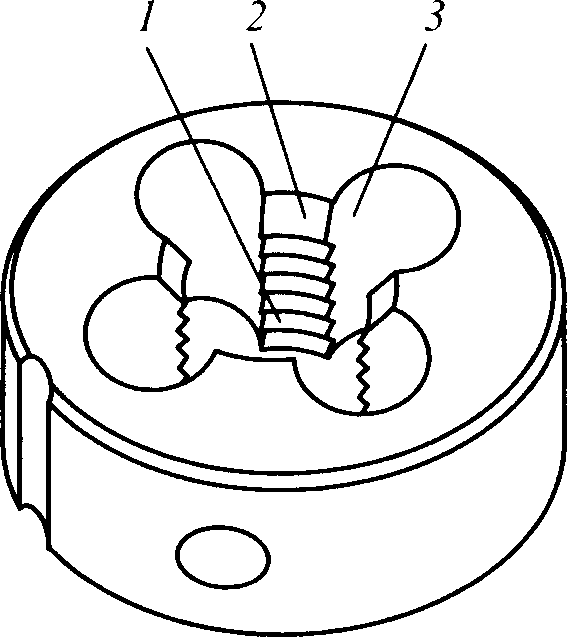
Изображение №1: 1 — заборная часть; 2 — калибрующая часть; 3 — стружечная канавка
Чем плашка отличается от лерки
Новички в слесарном деле часто спрашивают, что такое лерка и чем она отличается от плашки. Сейчас — ничем! Ранее существовало следующее условное деление.
Плашками называли регулируемые инструменты больших диаметров, а лерками — неразборные аналоги, предназначенные для нарезания высокоточных резьб. Сейчас этого деления не существует. Все приспособления называют плашками.

Фотография №2: Плашка и лерка — это один и тот же инструмент
Виды плашек для нарезания резьбы – технические характеристики и свойства плашек
Болтовое соединение можно по праву назвать самым распространенным видом крепежа. Но даже самая качественная резьба со временем приходит в негодность. Выходом из такой ситуации может быть обращение к слесарю или самостоятельное нарезание резьбы.
В обоих случаях для этого потребуется набор плашек или лерок – ручных инструментов для нарезания наружной резьбы. С их помощью можно быстро восстановить износившийся метиз или получить ответную деталь для уже имеющейся шпильки или болта.
Классификация плашек
В магазинах и мастерских можно найти достаточно много разновидностей плашек. Рассмотрим общую классификацию инструментов по конструктивному исполнению, типу формируемой резьбы и направлению витков.
Конструкция
Первым признаком, отличающим одну лерку от другой, является конструкция корпуса. В соответствии с этим выделяют:
- Круглые плашки. Корпус представляет собой цельное кольцо, через которое проходит обрабатываемая заготовка. Благодаря высокой жесткости получается качественная резьба с хорошим профилем витков.
- Раздвижные плашки, состоящие из двух частей, предназначены для получения резьбовых поверхностей различного диаметра.
- Разрезные – разбег диаметров резьбы составляет 0,1-0,3 мм. Поэтому их целесообразно использовать для неточных резьб.
Направление резьбы
Резьба может быть правой (нитки нарезаны по часовой стрелке) или левой (против часовой). Так же различают и плашки:
- Правые. Используют для резьбонарезания на болтах, осях, винтах.
- Левые. Используются сравнительно реже в специфичных автомобильных элементах, вращательных механизмах и там, где правосторонняя нарезка раскрутится. На фото плашек можно увидеть маркировку латинские буквы «LH».
Профиль
По профилю различают метрические, трубные дюйм-плашки, трапецеидальные резьбонарезные инструменты. Каждая разновидность имеет свои особенности:
Метрические. Как следует из названия, нарезают метрическую резьбу. Обозначаются буквой «М», после которой идет цифра, указывающая на диаметр резьбы в миллиметрах. Стандартами предусмотрены размеры до 68 мм, каждому соответствует мелкий или крупный шаг. Размеры, примеры обозначения, правила приемки таких плашек по ГОСТ 9740.
Трубные цилиндрические. Визуально легко определить по букве «G» на корпусе. Резьба такого типа измеряется с помощью английской единицы – дюйм, составляющей 25,4 мм.
Так, обозначение G 1/2” значит, что перед нами лерка для трубной резьбы на полдюйма. Нашли широкое применения для патрубков отопительного оборудования и систем водоснабжения. Диапазон размеров от G 1/8” до G 2”.
Трапецеидальные. Сечение ниток представляет собой равностороннюю трапецию. Распространены в силовых парах, преобразующих вращение в поступательное перемещение. Самый простой пример – ходовой винт и гайка станочных и слесарных тисков.
Плашкодержатели
Чтобы нарезать резьбу, одной лерки недостаточно. Понадобится еще вспомогательное устройство для зажима и удержания корпуса плашки – плашкодержатель.
Одно приспособление рассчитано сразу на несколько типоразмеров – для мелких, средних и больших резьб. Плашка устанавливается внутрь держателя и фиксируется винтом.
Материал
Для изготовления применяют быстрорежущие стали Р6М5 и Р18. Они оптимальны по соотношению «цена-качество», имеют длительный период стойкости и хорошо справляются с бытовыми задачами и мелким ремонтом.
Для производственных условий больше подойдут инструменты с твердосплавными режущими кромками. С их помощью можно получить резьбу на высоколегированной стали.








Как нарезать резьбу плашками
Нарезание резьбы метчиками и плашками – дело не хитрое, если знать несколько нюансов.
Подберите из набора плашек тот типоразмер, который будет соответствовать диаметру, шагу, направлению и виду резьбы. Подготовьте деталь к нарезке. Сточите небольшую фаску (притупление) на торце напильником. Это необходимо для лучшего врезания инструмента. Для этой же цели можно смазать заходной участок маслом.
Вставьте плашку в держатель, закрепите винтом от проворачивания. Установите инструмент на деталь и выполните 2 оборота, второй рукой слегка нажимая на плашку.
После того, как кромки врезались в металл, выполняйте вращательно-поступательное движение (2-3 оборота вперед и пол-оборота назад) до конца резьбового участка.
Постоянно контролируйте положения плашкодержателя по отношению к детали. Он должен находиться перпендикулярно, без наклона. Проверить правильность нарезанной резьбы можно путем свинчивания с ответной деталью или с помощью резьбового калибра.
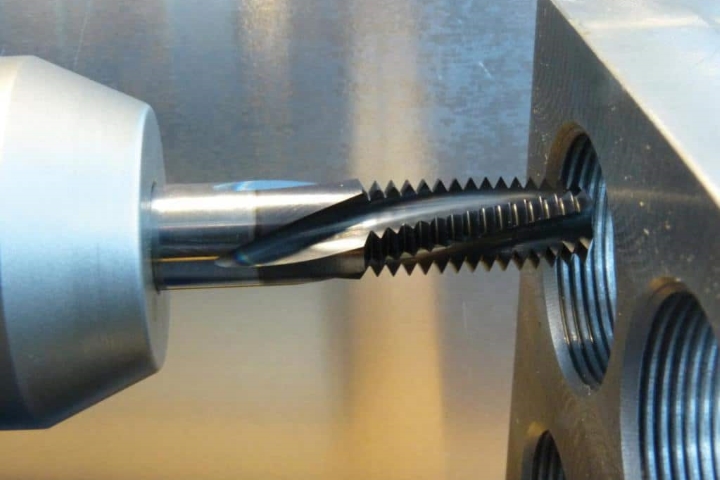
Метчик для нарезки
Метчиком называют слесарно-токарное режущее устройство, сделанное в форме стержня с установленным на нем режущим элементом.
Резчик используют для создания внутренней резьбы в разных металлических деталях, трубе, а также его можно использовать для того, чтобы восстановить поврежденную ранее резьбу.
Резчик имеет рабочую и хвостовую часть. Рабочая часть включает два участка: для резки и для калибровки.
На этом участке установлены также резцовые зубья, которые охватывают участок по всей окружности. Участок калибровки отвечает за окончательное формирование детали.
Он выглядит как цилиндр, оснащенный зубьями, и продолжает собой участок для резки.
Он более длинный, а его рабочий элемент разделен канавками, нужными для того, чтобы создавать резцы и выводить стружку.
Количество канавок зависит от размера метчика с клуппом – в устройствах, не превышающих 22 мм, их обычно три. Бывают и специальные метчики, в которых канавки отсутствуют.
В тех устройствах, где они есть, канавки могут иметь прямую, либо винтообразную форму.
Задняя часть метчика имеет цилиндрическую форму, на конце ее находится квадрат, который необходим для возможности фиксации к крепежному инструменту.
Метчики с клуппом бывают двух типов: ручной или машинный. Ручные устройства прикрепляются к ручным держателям и предназначены для создания внутренней резьбы.
Машинные аппараты устанавливают на патронные держатели токарных станков.
Перед тем как узнать, как нарезать резьбу метчиком, нужно определиться с ее типом. Резьба, которую можно сделать, может быть разной в зависимости от типа устройства.
Наиболее распространенной формой резьбы является метрическая – ее делают с помощью метрического инструмента.
Для создания резьбы с внутренней стороны водопроводной трубы, а также в трубе отопления, используют специализированные трубные метчики, ими же можно сделать усиленную резьбу в металлических деталях, а не только в элементах отопления.
Для создания конусообразной или дюймовой резьбы, нужно использовать специальный дюймовый метчик, который позволяет делать резьбу наименьшего размера.
Чаще всего можно встретить прочные стальные устройства с клуппом – они наиболее эффективные, прочные и долговечные.
Последние применяют для создания резьбы в несколько заходов. Обычно в комплект входит два метчика, один из которых называют чистовым, а второй – черновым.
В некоторых случаях сюда добавляется еще метчик для средней обработки. Количество деталей в комплекте всегда указано сзади, на части хвоста.
Комплектные метчики не одинаковы, они имеют разные формы зубьев: черновой имеет форму зуба трапеции, средний – треугольную, вершина у которой закруглена, а у чистового – это стандартный треугольник, имеющий острую вершину.
Нарезка резьбы заключается в создании выступа в отверстии, при этом линия выступа должна иметь винтовую форму.
Выступ возле стены в отверстии должен соответствовать заданным параметрам, чтобы резьбу можно было использовать: он должен иметь правильные шаг, подъемный угол, внешний и внутренний диаметр и т.д.
Также важным параметром является глубина, которую определяют, исходя из диаметра резьбы внутри и снаружи на трубе.
Вариантов, как правильно нарезать резьбу, может быть несколько.
Видео:
Направление резьбы в трубе может быть разным, в зависимости от необходимости: она может быть направлена вправо, при этом выступ развивается по часовой стрелке, либо иметь левую направленность, тогда выступ будет следовать против часовой стрелки.
Существует две возможных формы профиля: прямоугольная или треугольная, а также специальные дополнительные формы, но их используют в основном на производстве, и почти никогда в домашних условиях.
Правила использования
Для создания винта на трубе потребуется набор соответствующих плашек, вороток и специальный зажим. Для нарезания резьбы подбирается наиболее подходящий набор плашек в зависимости от диаметра трубы и требуемого шага расположения витков. Определить некоторые параметры можно при визуальном осмотре поверхности, но на поверхности корпуса также должна быть соответствующая маркировка. Не стоит забывать о том, что создаваемый винт может быть левым или правым.
 Весь процесс создания винта на трубе можно разделить на несколько основных этапов:
Весь процесс создания винта на трубе можно разделить на несколько основных этапов:
Работу следует начать с подготовки трубы. Поверхность металла не должна иметь ржавчины или серьезных дефектов. Очистку можно провести достаточно быстро при применении специальных устройств. С торцевой поверхности снимается фаска. Эту работу можно сделать при применении напильника. Как и при использовании метчика, в этом случае поверхность следует смазать маслом или другим подобным веществом. Без смазывающегося вещества при работе может возникнуть высокая нагрузка, которая приведет к деформации режущей кромки. Плашка закрепляется в специальном плашкодержателе
Уделяется внимание тому, насколько прочно крепление, так как на основную часть инструмента может передаваться высокая нагрузка. Во время работы одной рукой выполняется вращение инструмента, второй — его вдавливание
Для врезания инструмента в металл на него должно оказываться существенное воздействие. Рекомендуется делать два оборота в направлении резьбы и один оборот в обратном направлении
За счет этого обеспечивается удаление образующейся стружки с зоны резания, что облегчает ход инструмента.
Резьбу более высокого качества можно получить только при применении разрезной плашки. Это связано с тем, что конструкция имеет стопорное кольцо, с помощью которого проводится регулировка диаметра.
При проведении работы следует учитывать то, что существует несколько видов винтовых соединений:
- Треугольное.
- Трапециевидное.
- Прямоугольное.
- Упорные.
Упорный тип соединения характеризуется тем, что на соединяемые элементы оказывается постоянное одностороннее давление. Именно поэтому витки должны обладать высокой прочностью. Прямоугольный тип соединения характеризуется тем, что применяется для объединения подвижных элементов конструкции.
В заключение отметим, что в продаже встречается довольно большое количество наборов плашек. Если работа по нарезанию резьбы проводится часто, то следует приобрести наборы от известных производителей, которые при создании инструмента применяют качественную сталь.
Типы круглых плашек
Тип плашек | ГОСТ | Назначение |
Круглые | 17587–72 | Для нарезания метрической резьбы по ГОСТ 24705–2004 и трубной цилиндрической резьбы по ГОСТ 63Э7-7Б |
Круглые для конической резьбы | 6228–80 | Для нарезания конической дюймовой резьбы по ГОСТ 6111–52 и трубной конической резьбы по ГОСТ 6211–81 |
Круглые для круглой резьбы | Для нарезания круглой резьбы на трубах санитарно- технической арматуры по ГОСТ 13536–68 |
Типы и основные размеры круглых плашек для нарезания резьб диаметром: а – от 1 до 3 мм; б – свыше 3 до 5 мм; в – свыше 5 мм; г – плашка с выточкой
Нарезание резьбы плашками из-за невысокого их периода стойкости производится при скорости от 2 до 4 м/мин, поэтому данный процесс является малопроизводительным. Плашки не шлифуют по профилю резьбы, и погреш- ности элементов резьбового профиля, возникшие при термообработке, сохраняются. Следовательно, плашками можно нарезать резьбу не выше степени точности 6h, 8h, т. е. резьбы с переходными посадками и 6e, 6d – резьбы с посадками с зазором.
Конструктивные и геометрическиепараметры
Круглая плашка состоит из следующих частей:
- Режущая часть, которая формирует профиль нарезаемой резьбы; на круглых плашках выполняются две режущие части (два заборных конуса – l1, l3), что позволяет использовать инструмент с любой стороны;
- Калибрующая часть – l2 служит для центрирования, направления и самоподачи плашки;
- Элементы базирования, крепления и регулирования плашки на размер.
Конструктивные элементы круглой плашки: 1 – перо; 2 – стружечное отверстие (5 отв.); 3 – режущая часть (заборный конус) (l1,l3); φ – угол заборного конуса; 4 – калибрующая часть (l2); 5 – передняя поверхность; 6 – задняя поверхность; 7 – режущие зубья
Конструктивно-геометрические параметры круглой плашки
Базирование плашки осуществляется по одной из торцовых поверхностей. Для закрепления инструмента в плашкодержателе на наружной цилиндрической поверхности изготавливаются конические отверстия (углубления). Некоторые отверстия используются только для закрепления, остальные выполняют дополнительную функцию – регулирования плашки на размер после разрезания перемычки толщиной q .
Основные конструктивно-геометрические элементы круглых плашек показаны на рисунках выше.
Параметры плашек, подлежащие выбору или расчету, представлены в таблице:
Конструктивные и геометрические параметры плашек
Наименование параметра | Обозначение |
Наружный диаметр плашки, мм | DП |
Наружный диаметр резьбы, мм | D |
Средний диаметр резьбы, мм | D2 |
Внутренний диаметр резьбы, мм | D1 |
Угол заборного конуса, градус | φ |
Режущая часть, мм | l1 |
Калибрующая часть, мм | l1 |
Толщина плашки, мм | H |
Число перьев, шт | Z |
Диаметр стружечных отверстий, мм | dC |
Диаметр окружности, определяющей положение осей стружечных отверстий, мм | dЦ |
Ширина пера, мм | m |
Ширина просвета, мм | С |
Передний угол при вершине зуба, градус | γв |
Задний угол при вершине зуба, градус | αв |
Падение затылка, мм | К |
Толщина стенки, мм | е |
Ширина паза, мм | b |
Толщина перемычки по дну паза, мм | q |
Диаметр конусных крепежно-регулирующих отверстий, мм | d |
Смещение оси конусных (крепежных) отверстий, мм | C1 |
Диаметр выточки, мм | Dв |
Конструктивно-геометрические параметры плашки
Расчет и выбор конструктивных и геометрических параметров
Наружный диаметр плашек
Наружный диаметр плашек Dп зависит от размера нарезаемой резьбы, диаметра стружечных отверстий dc и других конструктивных элементов плашек. С увеличением диаметра стружечных отверстий улучшаются условия отвода и размещения стружки, уменьшается опасность поломки зубьев.










Одновременно увеличивается наружный диаметр плашки Dп и уменьшается ширина перьев – m. Это влечет за собой увеличение коробления резьбовых поверхностей плашки при термообработке, повышенный расход материалов как на изготовление плашек, так и плашкодержателей, патронов и т. д.
При назначении наружного диаметра Dn необходимо стремиться к тому, чтобы плашками с одинаковым Dn можно было нарезать резьбы нескольких диаметров. Это способствует сокращению типоразмеров плашкодержателей и технологической оснастки для изготовления плашек.
Рекомендуемые значения наружных диаметров и других параметров круглых плашек для различных диаметров резьб согласно ГОСТ 9740–71
Значения наружных диаметров плашек
Диаметр нарезаемой резьбы d, мм | 1…2,5 | 5…6 | 7…9 | 10…11 | 12…14 | 16…20 | 22…26 | 27…36 | 39…42 | 45…55 | 55…60 | > 60 |
Наружный диаметр плашки DП, мм | 16 | 20 | 25 | 30 | 38 | 45 | 55 | 65 | 75 | 80 | 105 | 120 |
Возникли вопросы при выборе плашки? Смело обращайтесь к нам! Специалисты Toolsua подберут Вам высококачественню плашку по прияной цене.
Профиль и размеры конической дюймовой резьбы с углом профиля 60 градусов
Данная таблица показывает какие могут быть отклонения по уклону и по шагу профиля.
Видео: нарезание трубной конической резьбы.
Что касается дополнительных креплений, то зачастую используют шплинты в качестве соединительных деталей, поскольку трубопроводы могут подвергаться вибрации как постоянной, так и периодической.
Все дело в том, что данный тип соединения имеет свойство раскручиваться, то во избежание этого используются шплинты для таких соединений. Особенно это касается мест прокладывания трубопроводов под магистралями, где имеется постоянное движение автотранспорта, что создает вибрации.
Резьба представляет собой винтовую канавку определенного профиля, прорезанную на цилиндрической или конической поверхностях. На токарных станках ее выполняют посредством двух равномерных движений — вращения заготовки и поступательного перемещения режущего инструмента вдоль ее оси. Применяемые резьбы можно разделить на ряд групп: 1) по расположению — на наружные и внутренние; 2) по назначению — на крепежные и ходовые; 3) по форме исходной поверхности — на цилиндрические и конические; 4) по направлению — на правые и левые; 5) по форме профиля — на треугольные, прямоугольные, трапецеидальные, круглые; 6) по числу заходов — на одно и многозаходные. Крепежные резьбы чаще всего имеют треугольный профиль. Они используются для соединения различных деталей.- Ходовые резьбы служат для преобразования вращательного движения в поступательное. К ним относятся резьбы с трапецеидальным и реже прямоугольным профилем. Конические резьбы обеспечивают высокую герметичность соединения и поэтому применяются в местах, находящихся под повышенным давлением жидкостей и газов. У правых резьб винтовая канавка имеет направление по ходу часовой стрелки (если смотреть с торца детали), у левых — наоборот. Однозаходными называются резьбы, имеющие одну винтовую канавку. В многозаходных резьбах выполнено несколько параллельных винтовых канавок, равномерно расположенных по окружности. Число заходов резьбы можно определить по количеству начал винтовых канавок на торце детали.
Область применения и инструменты.
Круглые плашки применяются для нарезания наружных резьб треугольного профиля на деталях, к которым не предъявляют высоких требований соосности резьбы с другими поверхностями. Пределы выполняемых резьб ограничиваются механическими свойствами обрабатываемого металла. Так, например, на токарных станках» круглыми плашками нарезают резьбы на стальных деталях с шагом примерно до 2 мм. Для более мягких цветных металлов этот предел может быть увеличен. Резьбы с крупным шагом предварительно прорезают резцом, а затем калибруют плашками. Круглые плашки (рис. 118, а) по внешнему виду напоминают гайку, в которой для создания режущих кромок просверлены стружечные отверстия (от 3 до 8 в зависимости от размера). Рабочая часть плашки для цилиндрических резьб состоит из трех участков: двух крайних — режущих и среднего — калибрующего. Режущие части плашки конические с углом конуса 2ф = 50-60°. Калибрующая часть цилиндрическая, Она придает резьбе окончательные размеры и обеспечивает направление плашке в процессе резания. Геометрическая форма зуба плашки создается передним углом у который выполняют заточкой в пределах 15-20° (для плашек централизованного изготовления). При резании твердых металлов его рекомендуется уменьшать до 10-12°, а для мягких — увеличивать4 до 20-25°. Задний угол а выполняют затылованием только на режущих частях в пределах 6-8°. Для крепления в плашкодержателе или резьбонарезном патроне на наружной поверхности плашки предусмотрены конические углубления и угловой паз. Угловой паз плашки позволяет при необходимости Разрезать плашку шлифовальным кругом по перемычке (рис. 118, б) и регулировать ее диаметр в пределах 0,1- 0,3 мм. Круглые плашки общего назначения изготавливаются для следующих резьб: метрических с крупным шагом Ml — М68; метрических с мелкими шагами М1Х0,2 — М135Х6; дюймовых 1/4-2″; трубных 1/8-1l/2″. Плашки должны обеспечить нарезание резьб 2-го класса точности. Плашки для конических резьб более широкие и имеют только одну режущую часть со стороны большего диаметра. Особенность работы плашек состоит в том, что в процессе прорезания винтовой канавки участвует не только режущая, но и калибрующая часть.
Такие плашки изготавливаются для резьб от 1/16″ до 2″. Плашки выполняются из легированной стали 9ХС или быстрорежущих сталей Р9 и Р18. На плашках маркируются обозначение резьбы, класс точности (только 3-й), марка стали (9ХС не указывается), буква Л для левых резьб.
Технология и приемы нарезания резьбы вручную
При нарезании резьбы метчиками и плашками часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы на детали. С учетом этого диаметры отверстий и стержней под резьбу должны изготовляться не по номинальному размеру резьбы, а несколько ниже его. Для метрической резьбы диаметром 6–10 мм эта разница составляет 0,1–0,2 мм; диаметром 11–18 мм – 0,12–0,24 мм; диаметром 20–30 мм – 0,14–0,28 мм.
Диаметры отверстий под наиболее распространенные размеры метрической резьбы приведены в табл. 1.
Для образования захода резьбы на торце детали необходимо снять фаску, соответственно высоте профиля резьбы.
Таблица 1. Диаметры отверстий под нарезание метрической резьбы
| Материал | Диаметр метрической резьбы, мм | |||||||
| 5 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | |
| Сталь и латунь | 4,2 | 5,0 | 6,7 | 8,4 | 10,1 | 13,8 | 17,3 | 20,7 |
| Чугун и бронза | 4,1 | 4,9 | 6,6 | 8,3 | 10,0 | 13,7 | 17,1 | 20,5 |
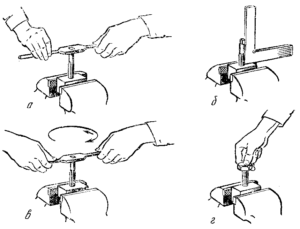
Смазанный смазкой метчик вставляют в просверленное отверстие и, слегка прижимая его к детали левой рукой, осторожно поворачивают вороток правой рукой до тех пор, пока метчик не захватит металл и его положение в отверстии не станет устойчивым. После этого вороток берут двумя руками и вращают с перехватом рук через каждые полоборота (рис. 10, а)
10, а).

Рис. 10. Движения при нарезании резьбы: а — метчиком, б — плашкой, в — клуппом
После одного-полутора оборотов метчик, покачивая в горизонтальной плоскости, вращают в обратную сторону примерно на четверть или пол-оборота. Это необходимо для того, чтобы стружка сломалась и по канавкам метчика удалилась из отверстия, не заклинив метчик. Закончив нарезание, пропускают его насквозь или вращением воротка в обратную сторону вывертывают метчик из отверстия.
Второй и третий метчики смазывают маслом и вводят в отверстие без воротка; только после того, как метчик правильно установится по резьбе, накладывают вороток и продолжают нарезание резьбы.
Таким же образом следует вести нарезание резьбы плашками. Здесь, однако, кроме круговых движений по стрелке а (рис. 10, б), воротку следует сообщать также некоторый нажим вниз по стрелке в. В процессе нарезания необходимо следить, чтобы давление на обе ручки было одинаковым.
На первом этапе нарезания резьбы следует следить за правильным положением метчика и плашки по отношению к осям отверстия и стержня. Непараллельность осей и неперпендикулярность их к торцу детали контролируются угольником и устраняются изменением положения инструмента.
Нарезать резьбу в мелких и глухих отверстиях небольшого диаметра нужно особенно осторожно, не перегружая метчик и часто очищая его от стружки. При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза). При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза)
При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза).
Если необходимости получить точные и чистые резьбы на стержнях, то их нарезание следует выполнять черновой и чистовой плашками.
Если нарезание резьбы выполняется клуппами с раздвижными плашками, то их сжатие (подачу) следует производить только в начале прохода. После каждого прохода по всей длине нарезаемого стержня клупп сгоняют в обратную сторону и затем вновь поджимают плашки винтом и вновь прорезают резьбу по всей длине нарезаемого стержня до получения нужного диаметра резьбы. Поджимать плашки на середине стержня не следует. Раздвижными плашками резьбу нарезают за несколько проходов.
Для нарезания трубной резьбы клуппом трубу необходимо надежно закрепить в специальном зажиме для труб (рис. 10, в).
Нарезаемый конец трубы смазывают маслом (олифой), а затем на длине не более 2–3 ниток устанавливают клупп, сближая плашки с таким расчетом, чтобы резьба была нарезана на полную глубину в 2–3 прохода. Для диаметров до 1» ограничиваются двумя проходами; при диаметре свыше 1 » хорошую резьбу можно получить только за 3–4 прохода. Перед каждым повторным проходом поверхность нарезаемой резьбы и резьбу плашек необходимо тщательно очищать кистью от стружки и вновь смазывать маслом.
Вращение клуппа вокруг трубы обычно производят качательным движением в четыре приема; за каждый прием нужно повернуть клупп на 1/4 оборота.
Резьбу диаметром до 1½» нарезает один слесарь; при больших диаметрах резьбы работают вдвоем. При спаренной работе полный оборот клуппа также нужно делать в четыре приема.
Просмотров: 11 676
Дюймовая и метрическая нарезка
Характерным отличием считается несколько параметров:
- Измерение детали выражается в дюймах.
- Профиль резьбы напоминает равнобедренный треугольник, вершина которого составляет 55 градусов.
- Отличается большим шагом.
- Крупный профиль.
- Высокая прочность.
В России все измерения выполняются в метрической системе. Не стало исключением и нарезание резьбового соединения. Характерными отличиями являются:
- Размеры указываются в миллиметрах.
- Профиль напоминает равносторонний треугольник.
- Небольшой шаг.
Для соединения водопроводных труб применяется дюймовая система, изготовление крепёжных деталей делается в метрической системе. Если арматура накручивается согласно движению часовой стрелки, соединение называется правым. Если наоборот, резьба считается левой.