

Технология порошковой окраски авто
Перед нанесением металлическая поверхность детали тщательно зачищается и обезжиривается. При прохождении каналов в распылителе для порошковой покраски, частицы краски электризуются от внешнего источника или же получают заряд при трении. Далее за счет образования электрического поля они попадают и закрепляются на металле, который имеет противоположный заряд. Те частицы порошкового материала, которые не фиксируются на поверхности, отбираются в окрасочную напылительную камеру, и могут быть повторно использованы для окрашивания деталей. Далее обработанная кузовная деталь перемещается с помощью специальных стендов в камеру для полимеризации и сушки. В результате получается надежный слой ЛКП, который по характеристикам значительно опережает простые эмали.
Сам процесс полимеризации происходит за счет помещения стенда с закрепленной деталью в специальную камеру, где происходит нагрев материала до стадии плавления. После этого в случае использования термореактивных материалов то идет процесс медленного отвердения, если же в работе термически пластичные составы, то обеспечивают процесс охлаждения детали.
В конечном итоге на обрабатываемой поверхности создается плотная пленка, которая не только внешне украшает деталь, но и хорошо защищает его от коррозии, и достаточно устойчива к механическим повреждениям.
Принцип работы инструмента
Суть работы данного оборудования можно разделить на три основных шага:
- В пульверизатор насыпают краску и подключают оборудование для электризации частиц материала. Заряд они получают при прохождении каналов распылителя.
- Обрабатываемую деталь заземляют.
- Наносят заряженные частицы краски на металлическую поверхность.
Самодельный краскопульт из продувочного пистолета
Самый удобный, но относительно затратный самодельный распылитель, работающий от сжатого воздуха, подаваемого из герметичной емкости (ресивера), в роли которой может быть бутылка, канистра или прочный металлический баллон. Технология распыления жидкости идентична первой инструкции, но в роли стержня от шариковой ручки, здесь выступает ствол продувочного пистолета. Главным преимуществом конструкции является спусковой курок, открывающий и закрывающий подачу воздуха. Разбор руководства, как сделать краскопульт своими руками для покраски площадей приличных размеров, начнем с перечисления требуемых компонентов.
- Продувочный пистолет как клапан подачи и остановки воздушного потока.
- Стержень и колпачок от гелиевой ручки.
- Банка с закручивающейся крышкой (до 0.5 литра).
- Небольшой деревянный брусок для крепления всех компонентов.
- Емкость для нагнетания воздуха (бутылка, канистра).
- Ниппель безвоздушной камеры.
- Шланг и металлический хомут.
- Насос или компрессор для закачки воздуха в емкость.
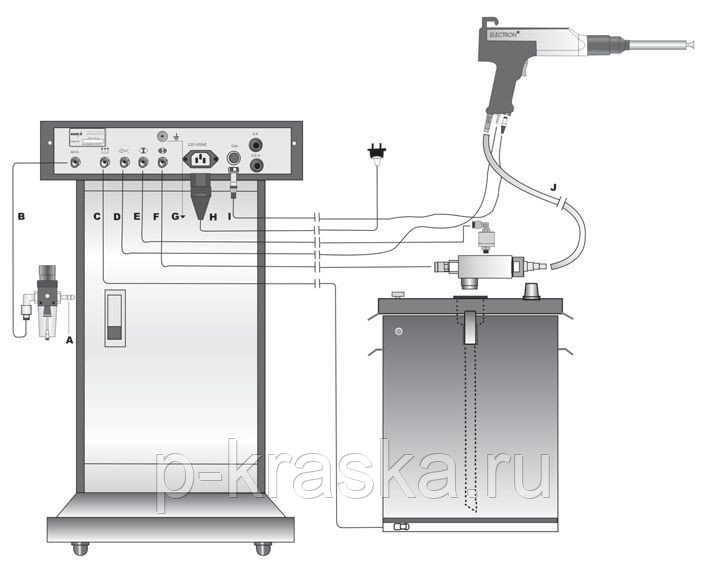
Установка порошковой окраски Larius CH 200
Представляем вашему вниманию автономную установку AD CH 200-TRIBO компании LARIUS.
Главное достоинство этой установки порошкового напыления в том, что она может использоваться как электростатический генератор порошковых пистолетов из серии CH 200, а также в качестве устройства для управления электростатическим зарядом для автоматических и ручных пистолетов LARIUS TRIBO, для смены режимов предусмотрен переключатель.
Данная установка порошкового напыления позволяет использовать:
- пистолет-распылитель для коронирования (заряжать порошок электродами высокого напряжения)
- и пистолет-распылитель трибоэлектрического типа, где порошок заряжен трением
Также установка позволяет часто менять цвет окрашивания, при этом порошок берется сразу из заводской упаковки. Для смены цвета необходимо всего лишь заменить коробку с порошком и очистить всасывающий патрубок.
Технические характеристики Руководство по техническому обслуживанию и эксплуатации
Особенности порошковой краски
Порошковое красочное покрытие имеет сложную химическую структуру. Добыть столь прочное и надежное сырье позволяет сплавление двух термоустойчивых красок разного химического состава. После на несения на поверхность покрытие образует слой защитной пленки. Пленка устойчива к внешней агрессивной среде и позволяет сохранить металл от коррозии. Именно поэтому краска получила столь широкое распространение при окрашивании автомобиля. По типу сырье можно разделить на термопластичную и термоактивную краску, которые отличаются по составу и качественным свойствам.
Краска не вступает в химическую реакцию с металлом, и застывшая пленка имеет такой же химический состав, как и сырой материал. Именно поэтому металл не поддается негативным последствиям нанесения краски. Основными действующими веществами являются полиамид и полиэтилен. Краски перед применением не требуют дополнительных обработок, добавления растворителей и загустителей. Форма выпуска – паста, готовая к применению.
Преимущества порошковой краски:
- покрытие стойкое к высоким температурам и влаге;
- устойчиво к агрессивным реагентам;
- имеет защитную антивандальную корочку, которая не допускает мелких механических повреждений, вытирания и выгорания краски.
Недостатки:
- высокая цена;
- необходимость использования специализированного оборудования.
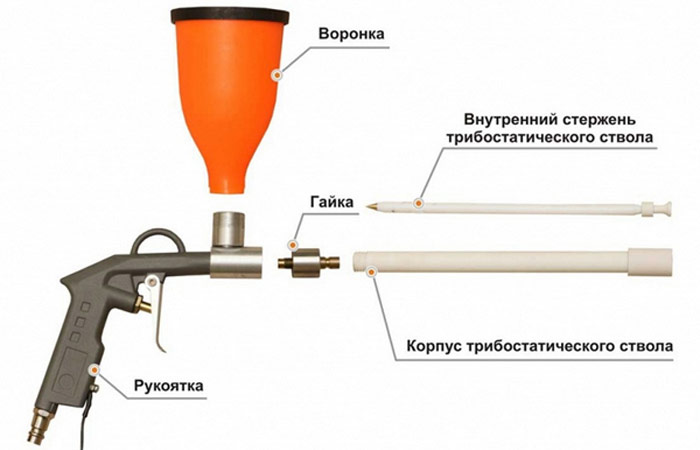
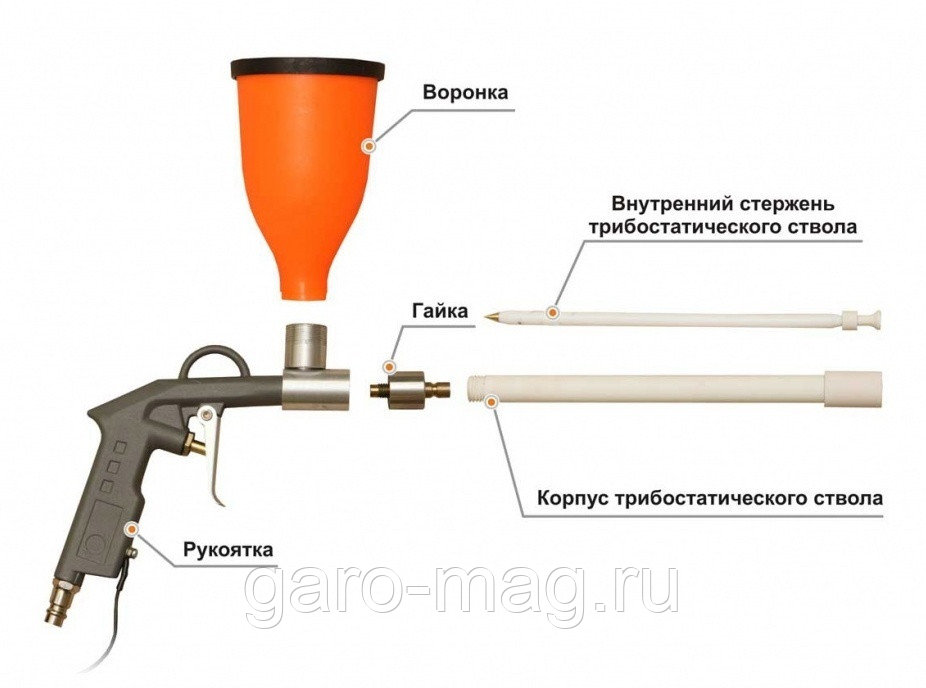
Порошковые трибостатические пистолеты
Общий принцип действия заключается в том, чтобы сообщать частицам краски электрический заряд. Наиболее просто это происходит трением.
Работа трибостатического пистолета для порошковой покраски состоит в следующем. Бачок заполняется порошковым красителем (исходный материал должен иметь определённую влажность, при которой исключается слипание смежных частиц сухой краски, что приведёт к перерасходу энергии). Бачок присоединяется к корпусу пистолета, в то время как к торцевой части прикрепляется шланг для транспортного потока воздуха от воздухозаборника.
Длина шланга определяется мощностью компрессора, и у бытовых исполнений пистолетов обычно не превышает 3 метров. Корпус пистолета предварительно заземляется. При включении происходит смешивание частиц воздуха с порошкообразным красителем. Создаётся мощный турбулентный поток смеси, в котором происходит интенсивное трение смежных частиц порошка. Этот поток канализируется через выходное отверстие насадки и выбрасывание на окрашиваемую поверхность.
Внутренняя поверхность заземлённого корпуса преднамеренно снабжена макронеровностями, поэтому полимерные частицы красителя испытывают значительное воздействие сил трения, вследствие чего их заряд дополнительно возрастает.
Трибостатические пистолеты конструктивно просты, и обладают меньшей ценой, однако их производительность связана с некоторыми внешними ограничениями:
- При функционировании в условиях низких температур эффективность трибостатического метода снижается, Причины – повышение влажности воздуха и комкование частиц порошка.
- Далеко не все порошкообразные красящие смеси могут эффективно электризоваться трением. Например, во все составы, кроме эпоксидных композиций, приходится добавлять полярные растворители, а они повышают плотность порошка, и увеличивают необходимую мощность компрессора.
- Производительность инструмента определяется размерами бачка (стандартная комплектация включает в себя бачок ёмкостью 0,5 л). Поэтому способ подходит для окраски сравнительно небольших по площади поверхностей.
- Интенсивность заряда зависит от степени заполнения бачка. При малом количестве порошка трение ослабевает, что может привести либо к уменьшению толщины слоя краски, либо к ухудшению её сцепления с окрашиваемой поверхностью.








Виды порошковых красок
Наиболее широко используются термореактивные краски. (80% от всего объёма). Готовое покрытие образуется после значительных химических преобразований, и становится неплавким и нерастворимым.
Термопластичная краска работает без химических реакций при нанесении, только под действием температуры. Частицы красящего порошка сплавляются в плёнку, затем расплав охлаждается. Так как состав затвердевшего покрытия соответствует составу исходного материала, возможно вторичное использование после повторного плавления. В качестве плёнкообразователей применяются полиэфиры и олигомеры нейлона и винила.
Правила безопасности при работе
Порошковые красящие вещества не относятся к опасным средствам. Однако есть элементы, которые требуют знания правил безопасности при использовании составов. К их числу относятся эпоксидные смолы, кадмий, аллергены и элементы, применяемые для отверждения слоя. По этой причине перед покрасочными работами стоит внимательно прочитать правила безопасности, чтобы мастер не получил проблем со здоровьем:
- До нажатия кнопки старта на краскопульте требуется проверить устройство, чтобы при наличии выявить неисправности и устранить их;
- Красить можно лишь в комнате, где есть хороший уровень вентилирования, как минимум открываются окна, чтобы был доступ к свежему воздуху;
- В комнате, где будут наносить порошковый состав, предварительно проверяется заземление;
- Высокие температуры могут привести к возгоранию окрашенного слоя, по этой причине окрашивание около открытых источников огня не допускается;
- Мастер должен работать лишь в специальной защитной одежде. Так необходимы перчатки из резины или хлопчатобумажного материала, респиратор, защитные очки. Также одевается спецодежда, предназначенная для защиты во время покраски.
 Мастер должен работать лишь в специальной защитной одежде.
Мастер должен работать лишь в специальной защитной одежде.
Электростатическое напыление
Технология порошковой окраски электростатическим напылением.
Рис. 1 — Технология зарядки коронным разрядом
Его популярность обусловлена следующими факторами: высокая эффективность зарядки почти всех порошковых красок, высокая производительность при порошковом окрашивании больших поверхностей, относительно низкая чувствительность к влажности окружающего воздуха, подходит для нанесения различных порошковых покрытий со специальными эффектами (металлики, шагрени, мауары и т.д.).
Наряду с достоинствами электростатическое напыление имеет ряд недостатков, которые обусловлены сильным электрическим полем между пистолетом распылителем и деталью, которое может затруднить нанесение порошкового покрытия в углах и в местах глубоких выемок. Кроме того, неправильный выбор электростатических параметров распылителя и расстояния от распылителя до детали может вызвать обратную ионизацию и ухудшить качество полимерного порошкового покрытия.
Оборудование для порошковой окраски — электростатический пистолет распылитель есть типовом комплексе порошковой окраски Альфа Колор.
Рис. 2 — Эффект клетки Фарадея
Эффект клетки Фарадея — результат воздействия электростатических и аэродинамических сил.
На рисунке показано, что при нанесении порошкового покрытия на участки, в которых действует эффект клетки Фарадея, электрическое поле, создаваемое распылителем, имеет максимальную напряженность по краям выемки. Силовые линии всегда идут к самой близкой заземленной точке и скорее концентрируется по краям выемки и выступающим участками, а не проникают дальше внутрь.
Эффект клетки Фарадея наблюдается в тех случаях, когда наносят порошковую краску на металлоизделия сложной конфигурации, куда внешнее электрическое поле не проникает, поэтому нанесение ровного покрытия на детали затруднено и в некоторых случаях даже невозможно.
Рис. 3 — Обратная ионизация
Обратная ионизация вызывается излишним током свободных ионов от зарядных электродов распылителя. Когда свободные ионы попадают на покрытую порошковой краской поверхность детали, они прибавляют свой заряд к заряду, накопившемуся в слое порошка. Но поверхности детали накапливается слишком большой заряд. В некоторых точках величина заряда превышается настолько, что в толще порошка проскакивают микро искры, образующие кратеры на поверхности, что приводит к ухудшению качества покрытия и нарушению его функциональных свойств. Также обратная ионизация способствует образованию апельсиновой корки, снижению эффективности работы распылителей и ограничению толщины получаемых покрытий.
Для уменьшения эффекта клетки Фарадея и обратной ионизации было разработано специальное оборудование, которое уменьшает количество ионов в ионизированном воздухе, когда заряженные частицы порошка притягиваются поверхностью. Свободные отрицательные ионы отводятся в сторону благодаря заземлению самого распылителя, что значительно снижает проявление вышеупомянутых негативных эффектов. Увеличив расстояние между распылителем и поверхностью детали, можно уменьшить ток пистолета распылителя и замедлить процесс обратной ионизации.
Преимущества и недостатки
Электростатическое напыление является оптимальным выбором при окрашивании изделий простой формы. Частицы краски, прошедшие через электростатическое поле, получают мощный заряд, поэтому данный метод отличается наилучшими показателями при покраске труб, профилей и других простых изделий, но при работе со сложными формами (пример: литые автомобильные диски), краска слишком сильно притягивается к выступающим частям объекта, из-за чего труднодоступные зоны остаются практически неокрашенными.
Трибостатический метод не позволяет так сильно заряжать частицы краски, что несколько снижает коэффициент использования краски, но, в то же время, позволяет качественно окрашивать изделия сложной формы.
Подготовительные работы
Использование пистолетов предполагает полное очищение и обезжиривание окрашиваемой поверхности. Для процесса подготовки поверхности существуют специализированные фосфатные моющие средства. После обезжиривания производиться сушка и нагрев поверхности. Учитывая, что в быту, как правило, используются трибостатические пистолеты, когда все готово можно приступать к замешиванию красящего вещества. Если краска эпоксидная, то она не требует подготовки. Порошковые краски других марок требуют смешивания согласно инструкции на упаковке. При соблюдении правил эксплуатации порошковое окрашивание выглядит идеально ровным. А также служит длительный период, не смотря на внешние негативные факторы воздействия.









Простой краскопульт из баллончика
Достаточно быстрый способ получения распылителя смесей с низкой степенью вязкости. Действует данное устройство по принципу аэрозоля, заключая в одной емкости краску и воздух под давлением. Система очень компактна и не требует подключения стороннего нагнетателя. Оптимальна для быстрой покраски небольшой площади. Заправить такое устройство краской, задача не простая, а повышение воздушного давления несет некоторую опасность (при перекачке). Из чего и как сделать пулевизатор компактных размеров, рассказываем ниже.
Процесс заправки аэрозоля своими руками, наглядно продемонстрирован в следующем видео.
Сборка более удобной версии краскораспылителя из пластиковой бутылки, баллончика и ниппеля, продемонстрирована в видеоролике, расположенном ниже.
Принцип работы
Вне зависимости от размера пистолета схема его работы выглядит следующим образом:
- пульверизатор наполняется заряженными частицами лакокрасочного материала;
- рядом с обрабатываемым предметом создается скопление заряженных цветных частиц;
- изделие заземляется и обрабатывается притягивающимися частицами.
Полная схема содержит в себе такие составляющие:
- камера для загрузки обрабатываемых деталей;
- поворотные устройства для навешивания изделий;
- напылительная камера;
- циклон для формирования и заряда лакокрасочных частиц;
- фильтрующий слой;
- разгрузочная камера;
- линии для подачи деталей, движущиеся на небольшой скорости;
- камера для полимеризации лакокрасочного покрытия;
- вентилятор;
- автоматическая система управления процессами, которая контролирует все происходящие процессы, подробно фиксируя происходящее для последующего анализа;
- светильник, который позволяет снаружи видеть происходящее внутри системы;
- отсек для подготовки сжатого воздуха, который затем спровоцирует выброс краски;
- пистолет для порошковой покраски.

Конструкция пистолета для порошковой покраски Сам пистолет основан на следующей схеме:
- воздухоканал;
- канал для подачи краски;
- линия заземления;
- заряжающие поверхности;
- порошково-воздушная смесь;
- насадка для выдачи и распыления состава наружу.
Виды пистолетов для порошковой покраски
Порошковое окрашивание может производиться двумя способами: путем погружения и распылением красителя. Первый вариант — весьма сложный технологический процесс, поэтому применяется только в производственных условиях для покраски крупногабаритных объектов (профнастил, металлические конструкции и каркасы).
Метод распыления осуществляется с помощью пистолета, такой способ доступен для выполнения покраски в домашних условиях. Принципы функционирования пистолетов позволяют разделять их на несколько разновидностей.
Электростатический
Электростатический пистолет для покраски позволяет обрабатывать поверхности вне зависимости от того, какой формой они обладают. Способствует появлению сверхтонких покрытий, обычно их толщина достигает всего 30-250 микронов. Это экономичный вариант, который не будет трудозатратным, когда занимаются обслуживанием. Потому такой пистолет — лидер на современном рынке. При необходимости не уйдёт много времени даже на то, чтобы заменить краску.
Трибостатический
Трибостатический пистолет отличается отсутствием генератора частиц в обычном понимании этого слова. Образование заряда осуществляется за счёт того, что частицы лакокрасочного материала трутся друг о друга. Сложность набора достаточной величины заряда краской – главная трудность, с которой сталкиваются владельцы трибостатического типа устройств при проведении окрашивания. Требуется проводить чёткую регулировку первичной краски.
Флюидизированный
Данная разновидность распылителей предназначена для того, чтобы наносить краску послойно. Потому легко набрать достаточную толщину. Обычно она находится на уровне 250 микронов. Благодаря применению технологии мастеру проще следить за тем, какой остаётся толщина напыления в каждый конкретный момент времени, пользуясь распылителем.
Подготовительные работы, эксплуатация покрытия и распылителя в данном случае обходятся действительно дёшево, не требуют дополнительных трат. Но у данного варианта есть и недостатки, среди которых:
- требование к наличию простой формы у обрабатываемой поверхности, на которой организуют процесс распыления порошка;
- необходимость в любом случае предварительно греть деталь своими руками, а затем высушивать её;
- повышенный расход краски при обработке поверхности;
- подобная технология также требует применения металла, который устойчив к воздействию высоких температур.
На видео: лучший распылитель для порошковой покраски на дому.
Трибостатический краскопульт
Трибостатический порошковый пистолет или краскопульт работает по принципу множественных столкновений и трения частичек порошковой краски, вследствие чего происходит их зарядка. Данный процесс происходит в специальном узле пистолета, где частицы активно взаимодействуют друг с другом.
Так как при зарядке исключается использование тока, то не возникает и электрического поля, а значит отсутствует эффект обратной ионизации.
Это дает следующее преимущество: порошковая краска свободно проникает во все труднодоступные места рельефной и пористой поверхности и равномерно распределяется, что гарантирует качество напыления. Также появляется возможность многократно окрашивать поверхность, добиваясь слоя нужной толщины.
Среди недостатков трибостатического способа окрашивания нужно отметить ограниченный выбор красок, обязательную пескоструйную обработку металлов перед окрашиванием, невысокую производительность в работе. А сами порошковый пистолет трибостатический зарекомендовали себя, как весьма капризные, в эксплуатации устройства.
Несколько примеров красок
В качестве примера можно привести две напылительные установки турецкого производства от компании Promaks — CM-10 и 2CM-10.
Установка ручного напыления PROMAKS CM10 позволяет использовать лакокрасочные составы широкого диапазона, включая металлик и антик. Также возможно окрашивание стеклянных и керамических предметов. Аппарат CM-10 обеспечивает непрерывную и стабильную подачу краски, благодаря чему покрытие получается очень равномерным. Оборудование отличается простотой эксплуатации.










Среди технических характеристик установки можно выделить:
- настройка электрических параметров оборудования в ручном режиме;
- заземление шланга для подачи порошка;
- кнопка сброса уровня давления;
- фильтр тонкой очистки;
- возможность управления расходом материала и объемом поставляемого воздуха;
- минимальный показатель выходного тока — 130 мкА;
- работа от стандартной сети возможна при 220 В/50 Гц;
- устройство обеспечивает заряд напряжения в 10 кВт, благодаря чему могут заряжаться все разновидности порошковой краски;
- за счет особой конструкции форсунок, установка способна окрашивать даже наиболее удаленные участки поверхности;
- при необходимости замена краски осуществляется в сжатые сроки;
- приблизительный расход порошковой краски составляет 150 граммов на квадратный метр;
Для больших площадей установка Promaks CM10 считается одним из лучших представителей этого класса оборудования.
Также компанией Promaks выпускается установка Promaks 2CM-10. Она почт в 2 раза дороже Promaks CM10: ее цена доходит до 160 тысяч рублей. Однако более высокая стоимость оправдывается уменьшенным расходом порошковой краски (120 граммов на квадратный метр), а также наличием дополнительного модуля управления. Кроме того, в комплект входит второй пистолет со шлангами и проводами к нему.
Если нужно своими руками покрасить небольшую поверхность для бытовых целей, то в приобретении специализированной техники, пожалуй, нет необходимости. Если же необходимо регулярное окрашивание десятков и сотен деталей, без профессиональной покрасочной установки не обойтись.
Современные лакокрасочные материалы позволяют создать качественное и долговечное покрытие на любой поверхности, независимо от формы и текстуры. Одной из популярных новинок можно назвать порошковую краску. Данное сырье представляет собой твердую, мелкодисперсную массу, которая не требует дополнительного замешивания. Данный тип краски стал настоящим прорывом в сфере финишного покрытия. Изначально порошковая краска разрабатывалась для нефтеперерабатывающей индустрии как лакокрасочное покрытие (ЛКП) с повышенным показателем защиты. На данный момент порошковая краска активно и повсеместно используется в быту и автомобилестроении.
Принцип работы
Вне зависимости от размера пистолета схема его работы выглядит следующим образом:
- пульверизатор наполняется заряженными частицами лакокрасочного материала;
- рядом с обрабатываемым предметом создается скопление заряженных цветных частиц;
- изделие заземляется и обрабатывается притягивающимися частицами.
Полная схема содержит в себе такие составляющие:
- камера для загрузки обрабатываемых деталей;
- поворотные устройства для навешивания изделий;
- напылительная камера;
- циклон для формирования и заряда лакокрасочных частиц;
- фильтрующий слой;
- разгрузочная камера;
- линии для подачи деталей, движущиеся на небольшой скорости;
- камера для полимеризации лакокрасочного покрытия;
- вентилятор;
- автоматическая система управления процессами, которая контролирует все происходящие процессы, подробно фиксируя происходящее для последующего анализа;
- светильник, который позволяет снаружи видеть происходящее внутри системы;
- отсек для подготовки сжатого воздуха, который затем спровоцирует выброс краски;
- пистолет для порошковой покраски.
Конструкция пистолета для порошковой покраски
Сам пистолет основан на следующей схеме:
- воздухоканал;
- канал для подачи краски;
- линия заземления;
- заряжающие поверхности;
- порошково-воздушная смесь;
- насадка для выдачи и распыления состава наружу.





