

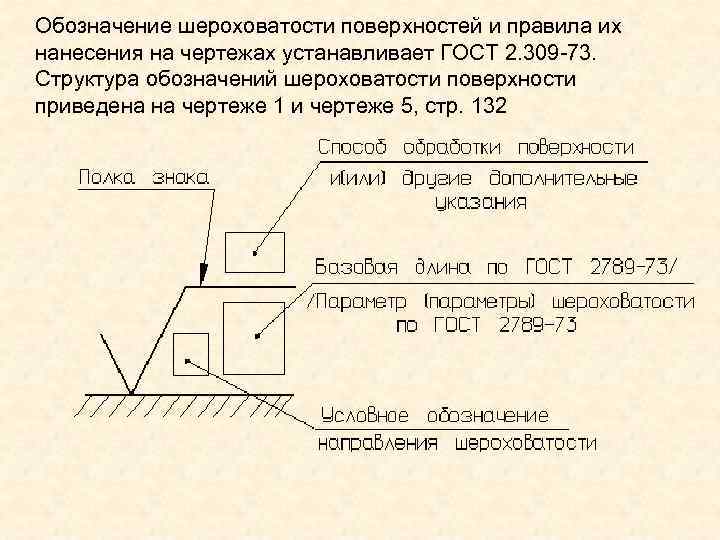
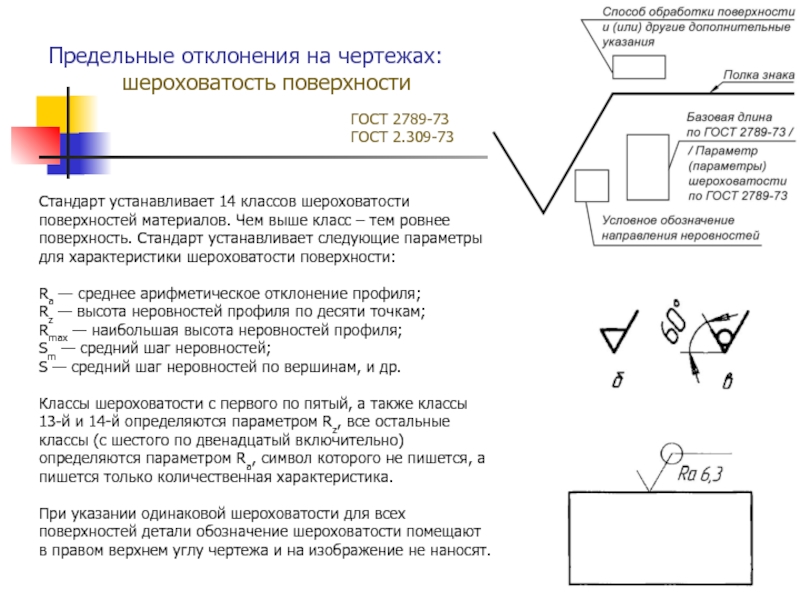
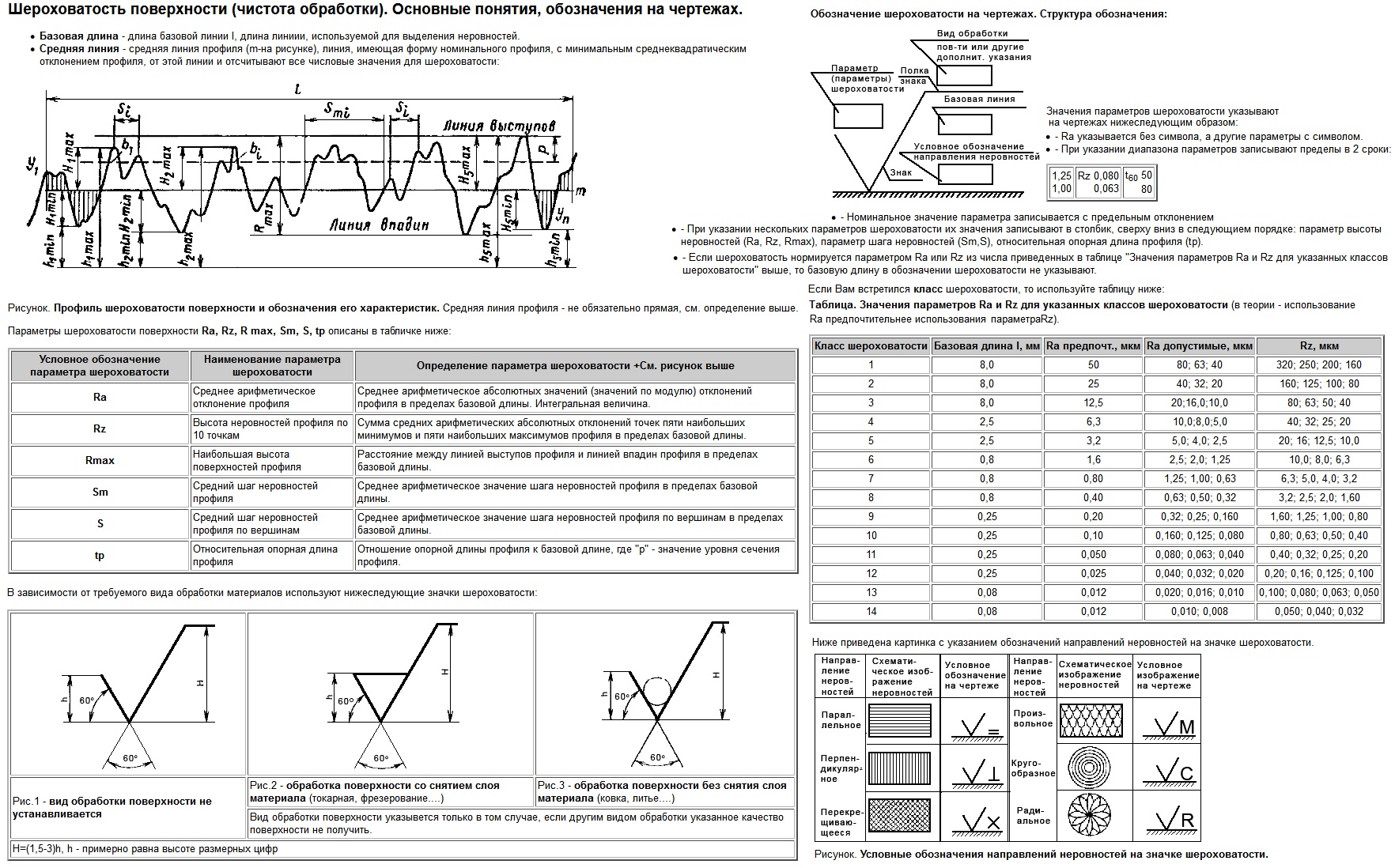
Параметры шероховатости поверхности
В большинстве стран мира в качестве критериев для оценки шероховатости приняты шесть параметров, из которых три характеризуют высоту неровностей (высотные параметры), а три — шаговые размеры неровностей (шаговые параметры).
К высотным параметрам относят среднее арифметическое отклонение профиля Ra, наибольшую высоту профиля Rz и полную высоту профиля Rmax.
Среднее арифметическое отклонение профиля Ra – это среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины:
При дискретном способе обработки профилограммы Ra рассчитывается по формуле
где y – измеренное отклонение профиля в дискретных точках; – число дискретных отклонений, измеренных на базовой длине.
Наибольшая высота профиля Rz – сумма высоты наибольшего выступа профиля Rp и глубины наибольшей впадины профиля Rv в пределах базовой длины l.
Полная высота профиля Rmax – сумма высоты наибольшего выступа профиля Rp и глубины наибольшей впадины профиля Rv в пределах длины оценки (рис. 2).
К шаговым параметрам шероховатости относят средний шаг неровностей профиля Sm, средний шаг местных выступов S и относительную опорную длину профиля tp.
Средний шаг неровностей профиля Sm – среднее значение шага неровностей профиля в пределах базовой длины (рис. 2):
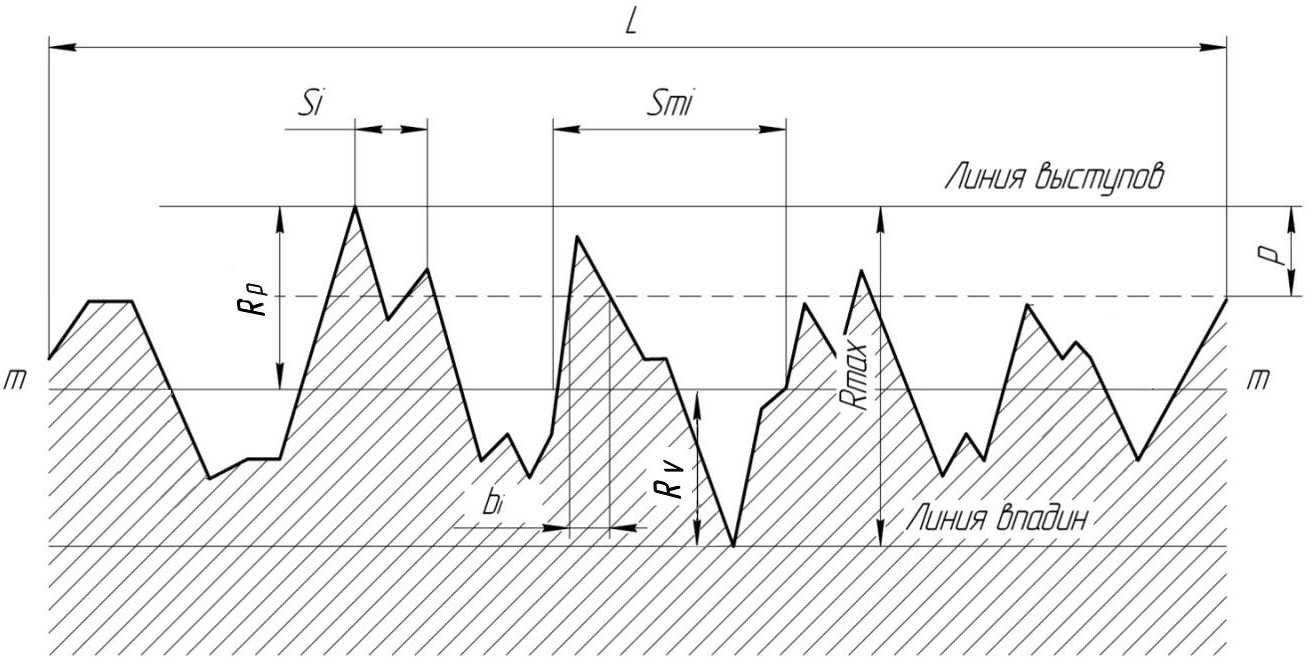
Рисунок 2 – Схема для определения параметров шероховатости
Средний шаг местных выступов профиля S – среднее значение шага местных выступов профиля в пределах базовой длины:
Опорная длина профиля ηp – сумма длин отрезков в пределах базовой длины, отсекаемых на заданном уровне в материале линией, эквидистантной средней линии (рис. 2):
Опорную длину профиля p определяют на уровне сечения профиля p, т.е. на заданном расстоянии между линией выступов профиля и линией, пересекающей профиль, эквидистантной линии выступов.
Относительная опорная длина профиля tp – это отношение опорной длины к базовой длине, выраженное в процентах:
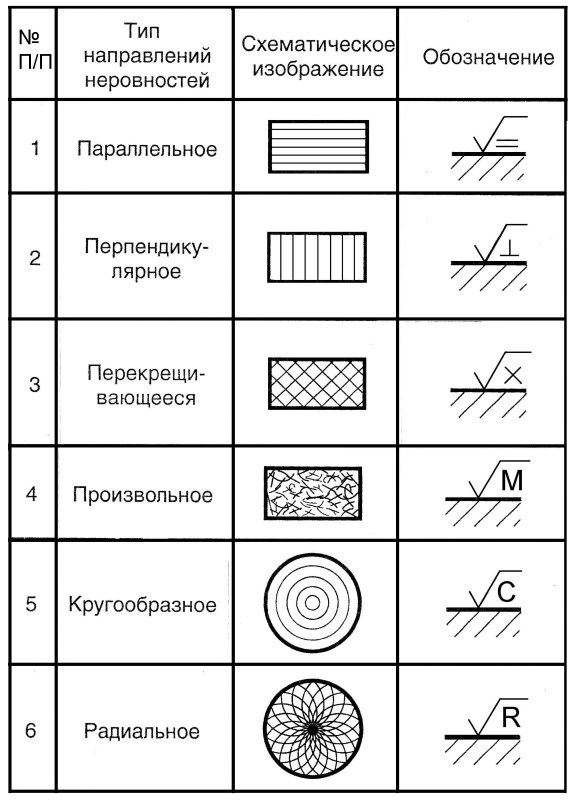
В ответственных случаях, когда по условиям работы необходимо устанавливать дополнительные требования к направлению неровностей поверхности, стандартом предусмотрены типы направления неровностей, представленные в табл. 1.
Таблица 1 – Типы и обозначение неровностей поверхности (ГОСТ 2.309-73)
| Тип направления неровностей | Обозначение | Схематичное изображение | Пояснение |
| Параллельное | Параллельно линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования | ||
| Перпендикулярное | Перпендикулярно к линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования | ||
| Перекрещивающееся | Перекрещивание в двух направлениях наклонно к линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования | ||
| Произвольное | Различные направления по отношению к линии, изображающей на чертеже поверхность к шероховатости которой устанавливаются требования | ||
| Кругообразное | Приблизительно кругообразно по отношению к центру поверхности, к шероховатости которой устанавливаются требования | ||
| Радиальное | Приблизительно радиально по отношению к центру поверхности, к шероховатости которой устанавливаются требования | ||
| Точечное | На поверхности допускаются точечные углубления, возникающие например, при электроэрозионной обработке |
Основные обозначения
Шероховатость исследуемой поверхности измеряются на допустимо небольших площадях, в связи с чем базовые линии выбирают, учитывая параметр снижения влияния волнообразного состояния поверхности на изменение высотных параметров.
Неровности на большинстве поверхностей возникают по причине образующихся деформаций верхнего слоя материала при осуществляемой обработке с использованием различных технологий. Очертания профиля получают при проведении обследования с помощью алмазной иглы, а отпечаток фиксируется на профилограмме. Основные параметры, характеризующие шероховатость поверхности имеют определенное буквенное обозначение, используемое в документации, чертежах и получаемые при проведении измерений деталей(Rz, Ra, Rmax, Sm, Si, Tp).
Для измерения неровности поверхности используют несколько определяющих параметров:
- Ra- обозначает значение исследуемого профиля с возможным отклонением (среднеарифметическим) и измеряется в мкм;
- Rz – обозначает высоту измеряемых неровностей определяемую по 10 основным точкам в мкм;
Rmax –максимальное допустимое значение параметра по высоте.
Также используются шаговые параметры Sm и Si и опорная длина исследуемого профиля tp. Данные параметры указываются при необходимости учитывать условия эксплуатации деталей. В большинстве случаев для измерений используется универсальный показатель Ra, который дает наиболее полную характеристику с учетом всех точек профиля. Значение средней высоты Rz применяется при возникновении затруднений связанных с определением Ra с использованием приборов. Подобные характеристики оказывают влияние на сопротивление и виброустойчивость, а также электропроводимость материалов.
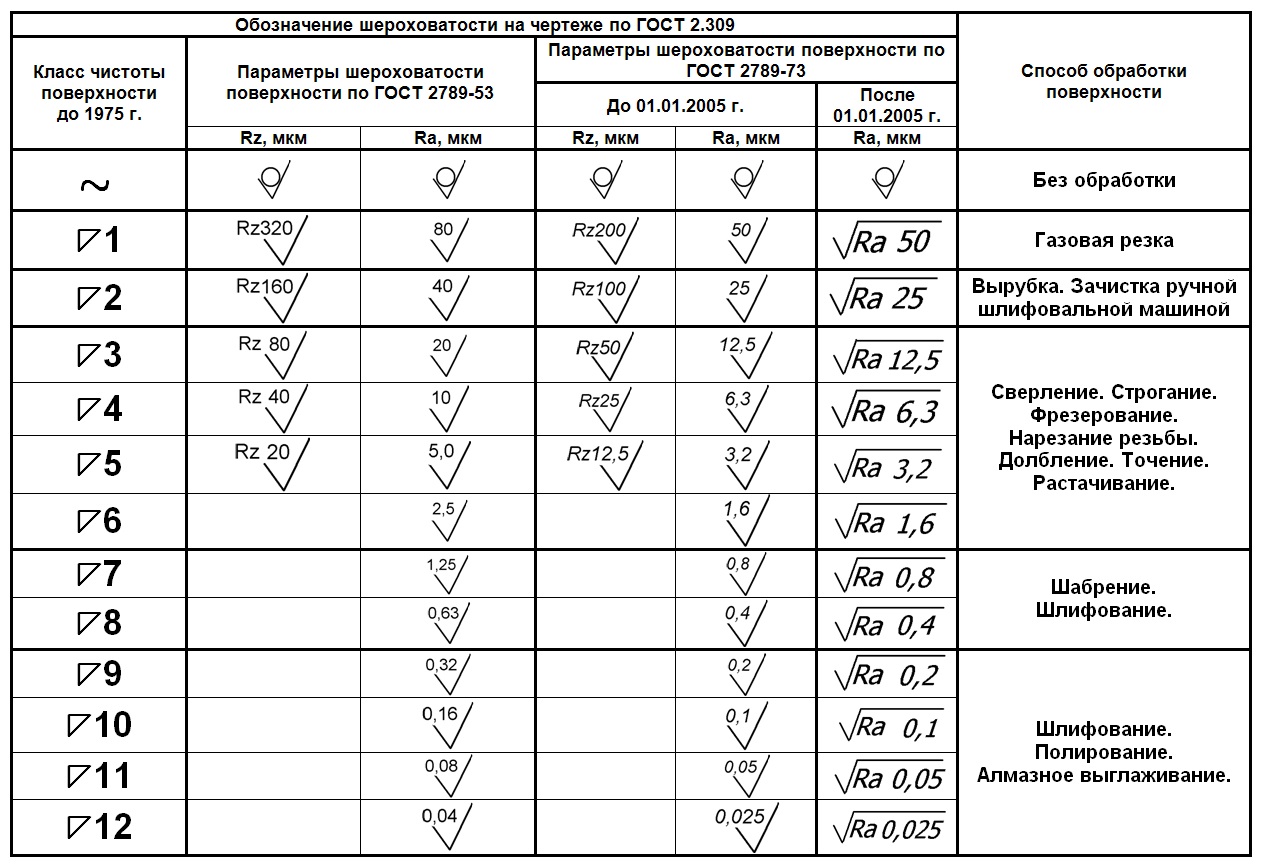
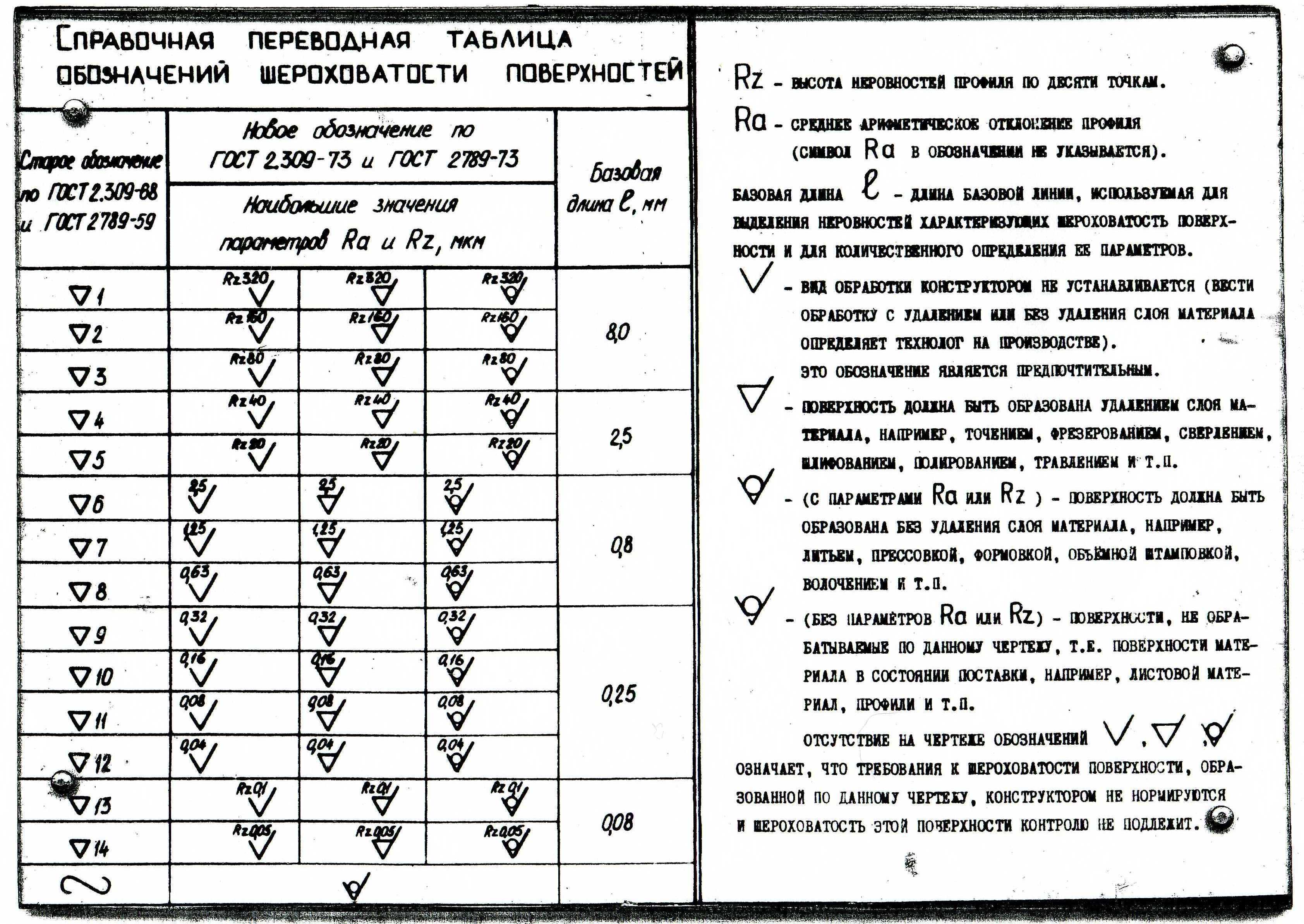
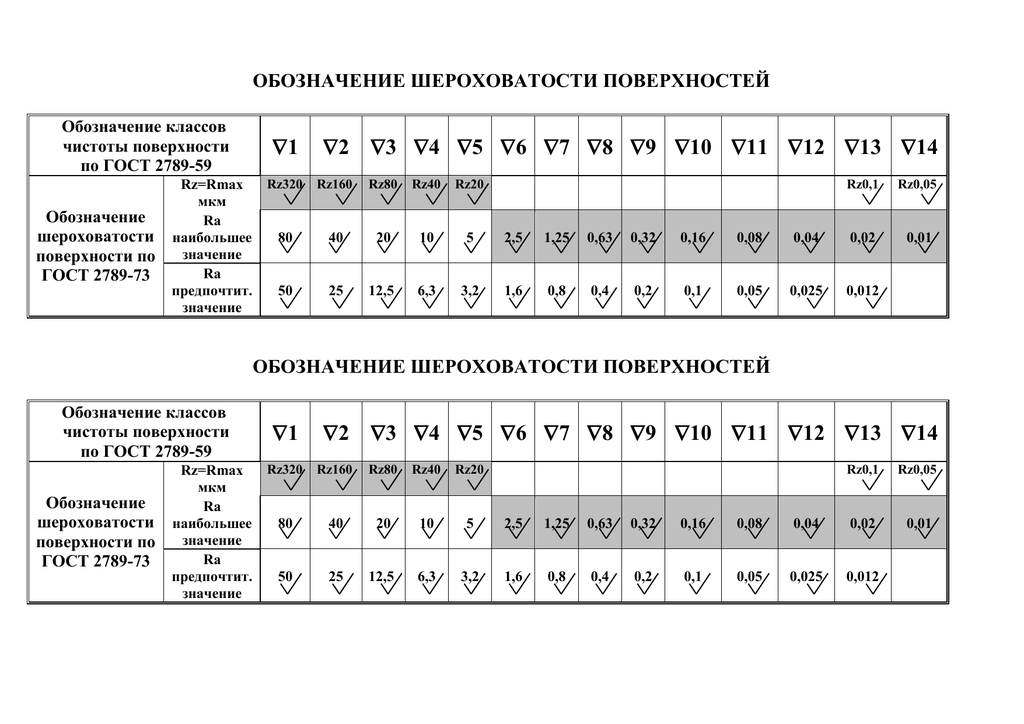
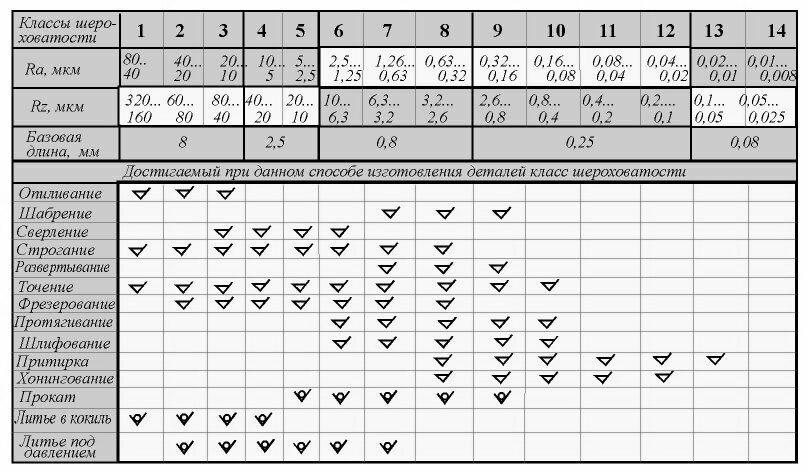
Значения определений Ra и Rz указаны в специальных таблицах и при необходимости могут использоваться при проведении необходимых расчетов. Обычно определитель Ra обозначается без числового символа, другие показатели имеют необходимый символ. Согласно действующим нормативным актам (ГОСТ) существует шкала, в которой даны значения шероховатостей поверхности различных деталей, имеющих подробную разбивку на 14 специальных классов.
Существует прямая зависимость, определяющая характеристики обрабатываемой поверхности, чем выше показатель класса, тем меньшее значение имеет высота измеряемой поверхности и лучше качество обработки.
Варианты обозначения шероховатости поверхности
Как
и многие вопросы в конструировании, обозначение шероховатостей поверхности
строго регламентируется соответствующим ГОСТом в единой системе конструкторской
документации (ЕСКД). В данном конкретном случае это ГОСТ 2.309-73 –
«Обозначение шероховатостей поверхностей».
При
механической обработке изделия, будь то деталь, целиком изготавливаемая из
материала, или дообработка сборочной единицы в сборке, на обрабатываемые
поверхности наносится в обязательном порядке обозначение шероховатости. Это
сделано для того, чтобы рабочие, изготавливающие вашу деталь, знали, какой
чистоты должна быть поверхность детали, а не оставили вам криво и косо
отрубленный кусок железа в нужных габаритных размерах.



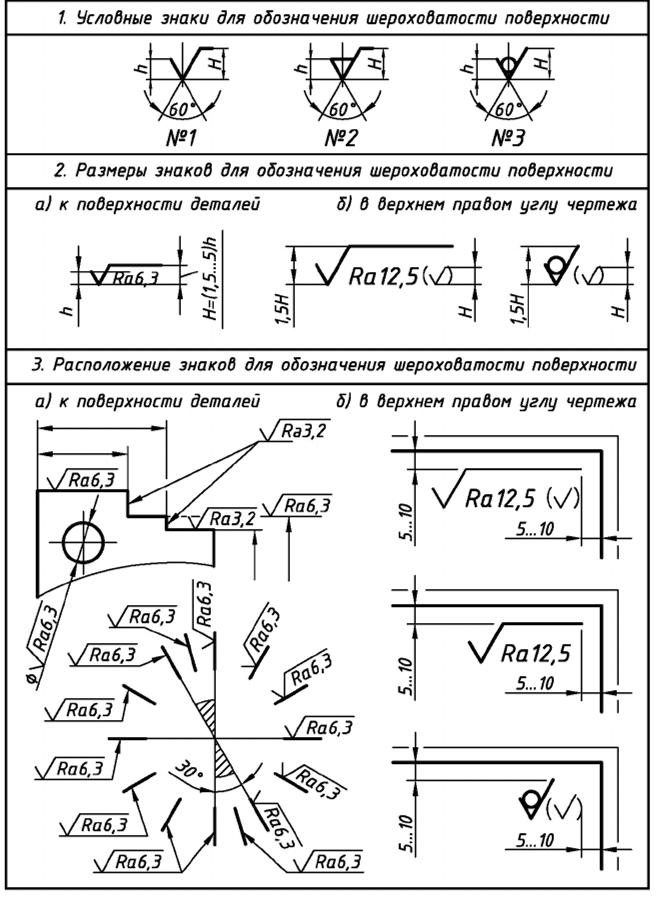
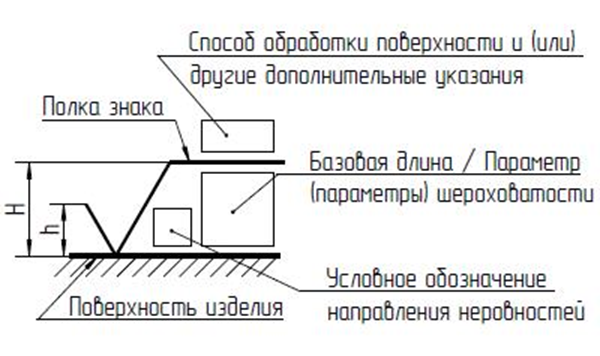
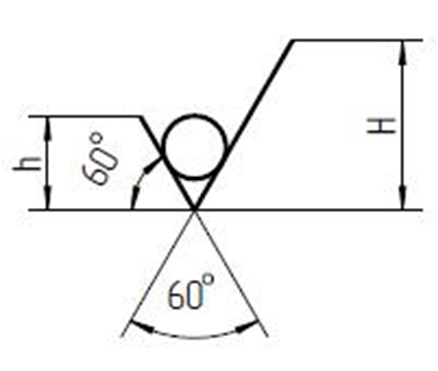
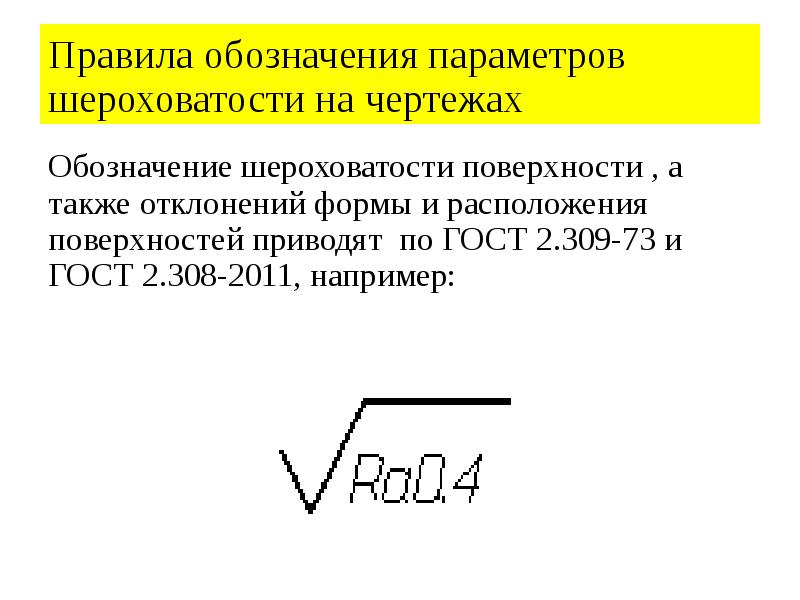
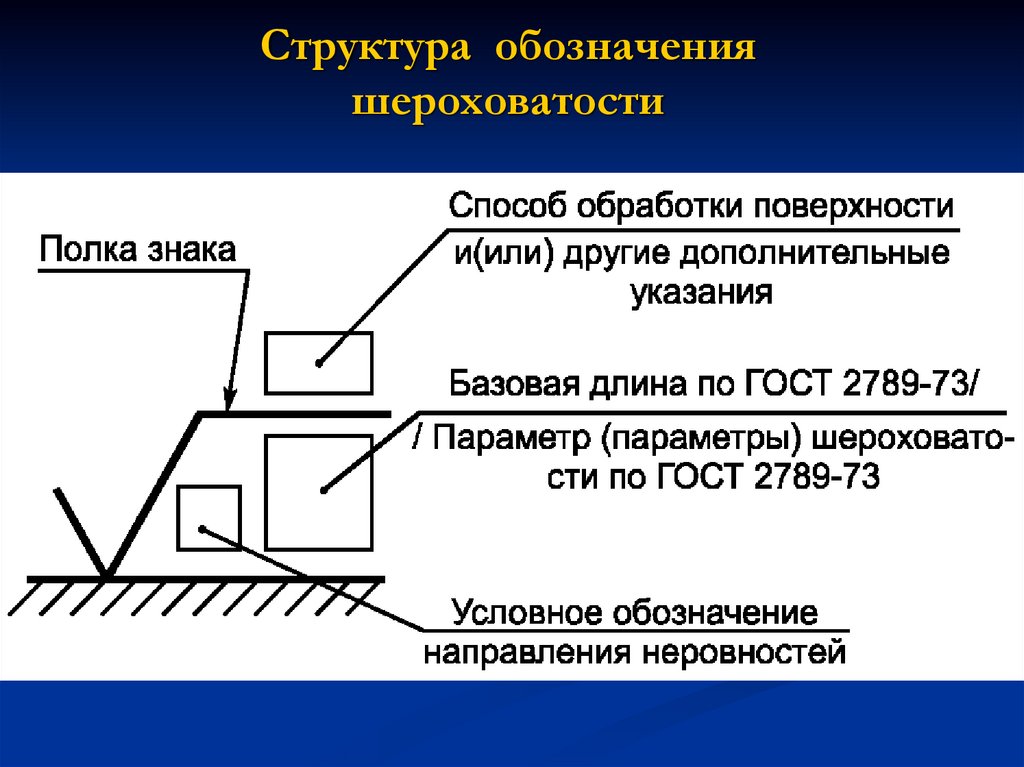
Обозначение шероховатости производится строго регламентированным значком, его можно видеть на рисунке ниже.
Отличительной особенностью знака является тот факт, что в случае применения оного без определенной характеристики, как, например, в случае не обработки поверхности (будет рассказано чуть далее), допускается изображать его без полки, просто в виде галочки.
Виды значка делятся на три типа:
— устанавливается в случае, когда конструктор
не указывает конкретный способ обработки поверхности, требуя только конечный
результат в виде определенной шероховатости поверхности.
—
устанавливается в том случае, когда указанная шероховатость должна быть
обязательно достигнута с удалением слоя материала с поверхности. Например,
когда деталь явно берется с запасом по габаритам, оставляя допуск на обработку.
—
устанавливается в тех случаях, когда поверхность не должна быть обработана с
удалением слоя материала. Он же в простонародье именуется «не обработка».
Обычно устанавливают на поверхности, которые не обрабатываются – внутренние и
внешние диаметры труб, поверхности листов гнутых деталей, или определенные
стороны листов металла, чистота поверхности которых не играет роли в
изготовлении изделия. Подразумевается, что чистота этой поверхности указана в
ГОСТе или ТУ на материал, указанные в поле «Материал» основной надписи, и
должна ей соответствовать.
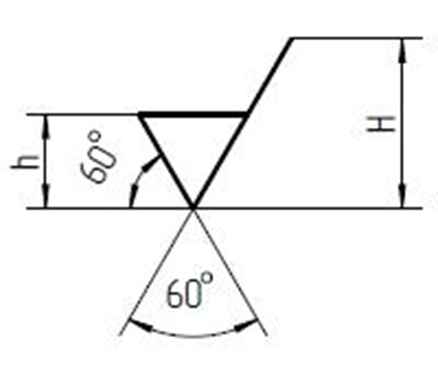
Габариты значка шероховатости имеют определенные заданные ГОСТом размеры, они показаны на рисунке ниже.
Высота
маленькой полки h
должна быть приблизительно равна высоте букв шрифта на поле чертежа, H больше h в от 1,5 до 5 раз, и зависит от того,
что записано под полкой знака. Толщина линий примерно половина толщины от
основной линии на чертеже.
Основные
правила обозначение шероховатостей поверхностей:
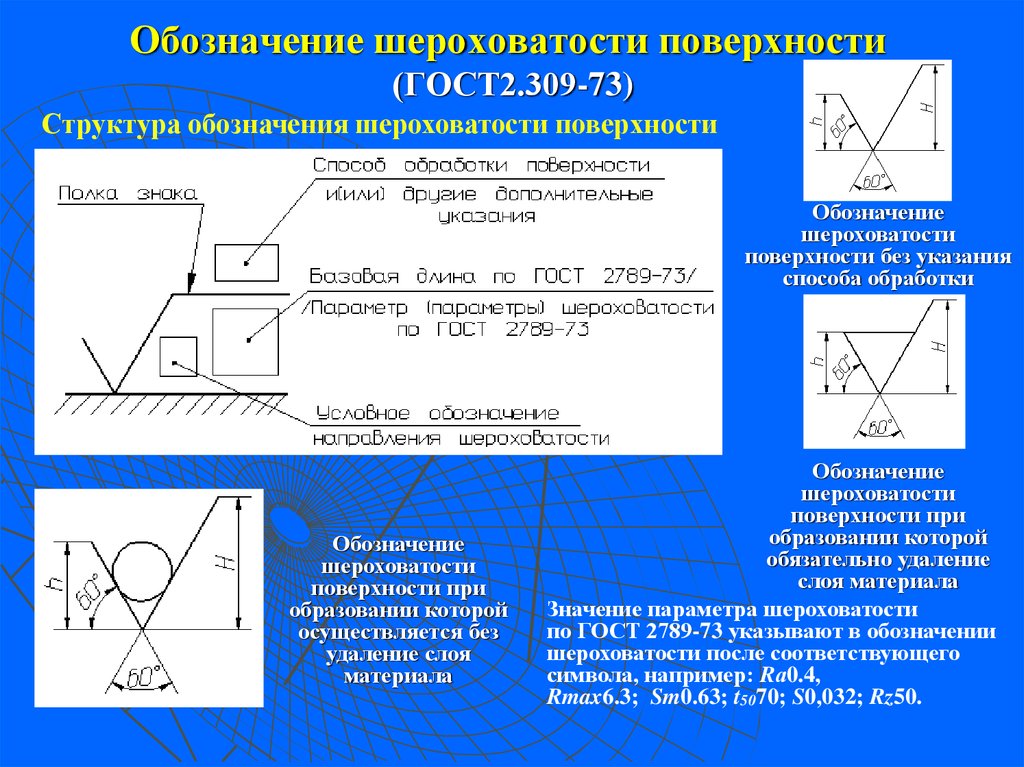
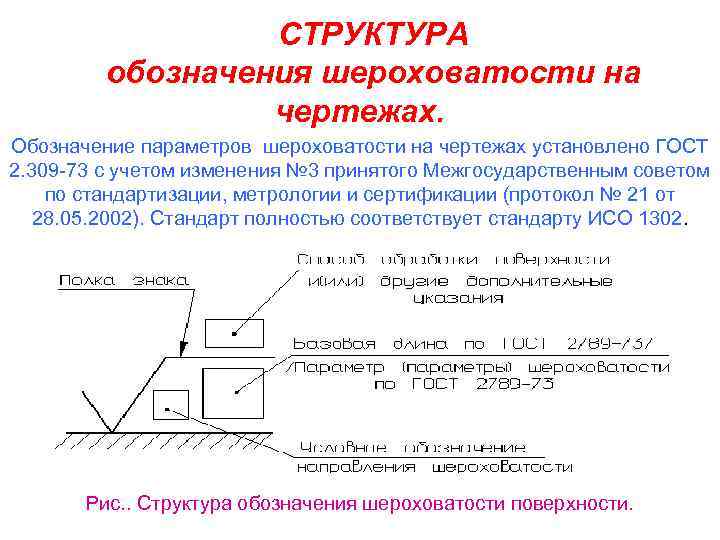
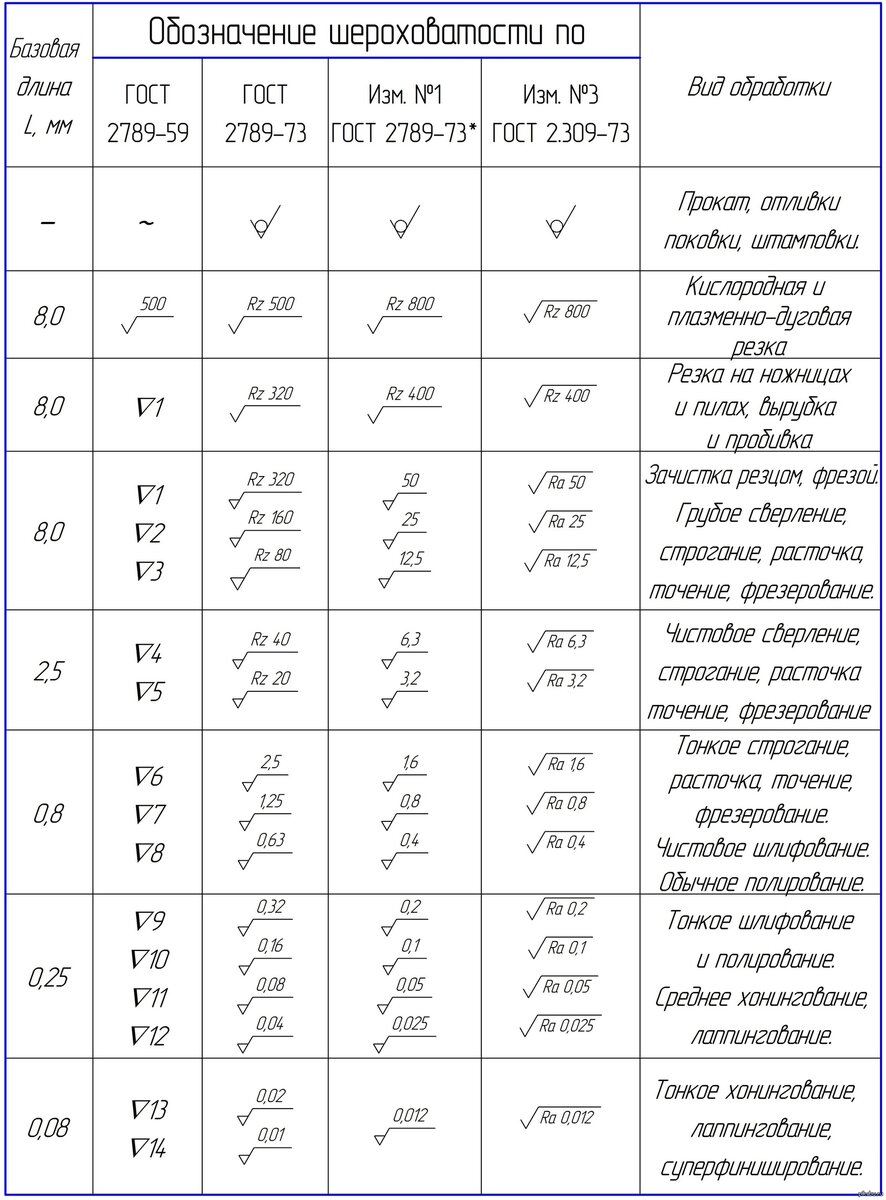
Значение параметра шероховатости берется из ГОСТ 2789-73
Это значение записывается под полкой значка после соответствующего обозначения, описанного так же в ГОСТ 2789-73. Пример – Ra1,6; Rz50.
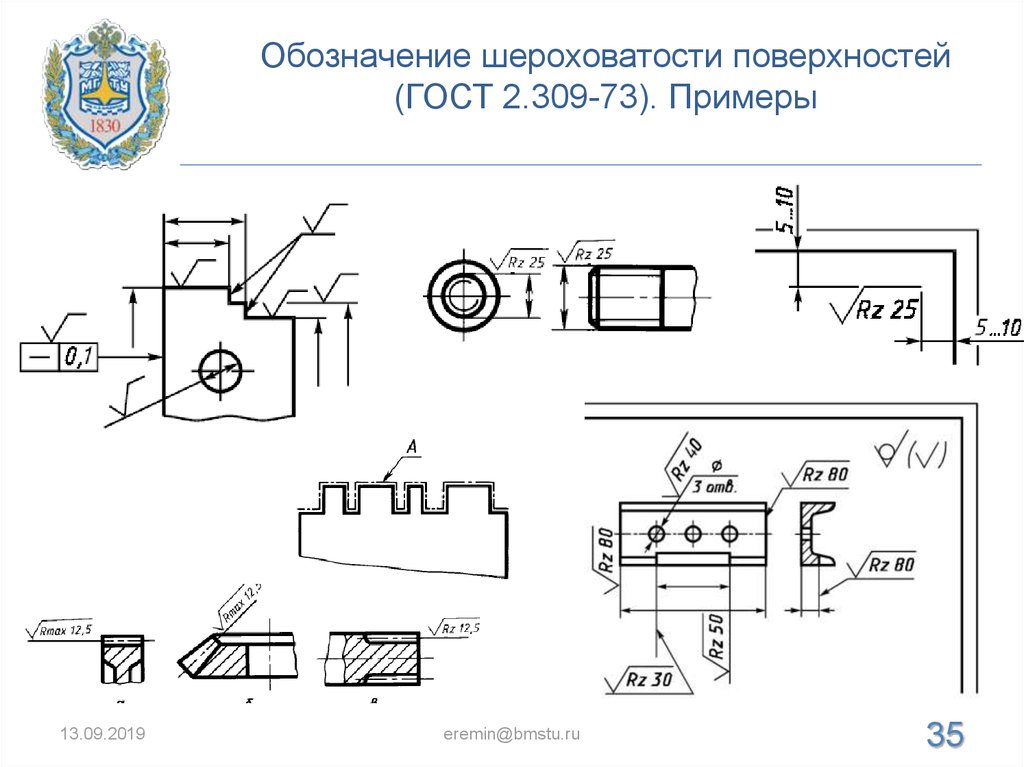
При указании наибольшего значения шероховатости указывается только это значение — Ra1,6
Допускается указывать наименьшее значение шероховатости — Ra6,3min
Допускается указывать диапазон шероховатостей от минимального до максимального значения, в таком случае пределы указывается в две строки после обозначения типа шероховатости
Допускается указывать несколько диапазонов разных типов шероховатостей под одним знаком. Показано на рисунке далее.
Условные обозначение направления неровностей должны соответствовать обозначениями их ГОСТ 2789-73, но приводятся они только при необходимости. Ниже приведена таблица соответствия условных обозначений направлениям неровностей.
В случае, когда достигнуть необходимой чистоты поверхности можно только конкретным способом, либо конструкция изделия подразумевает использование только одного способа обработки поверхности, этот способ указывается над полкой значка.
На чертежах допускается упрощенное изображение шероховатостей поверхностей. В таком случае нужная шероховатость обзывается одной из свободных букв, не использованных на чертеже, а полное ее обозначение расшифровывается в технических требованиях.
В случае, если направление для измерения шероховатости определенной поверхности отличается от предусмотренного ГОСТ, это отображается на чертеже при помощи специальной двунаправленной стрелки.
Роль и значение
Шероховатость играет важную роль в определении того, как реальный объект будет взаимодействовать с окружающей средой. В трибологии шероховатые поверхности обычно изнашиваются быстрее и имеют более высокие коэффициенты трения, чем гладкие. Шероховатость часто является хорошим предиктором характеристик механического компонента, поскольку неровности на поверхности могут образовывать места зарождения для трещин или коррозии. С другой стороны, шероховатость может способствовать адгезии. Вообще говоря, вместо масштабных дескрипторов, кросс-масштабные дескрипторы, такие как поверхностная фрактальность, обеспечивают более значимые предсказания механических взаимодействий на поверхностях, включая жесткость контакта и статическое трение. Шероховатость поверхности — это довольно сложный параметр, подробности о котором можно узнать ниже.
Классификация поверхностей
При определении характеристики поверхностного слоя материала необходимо провести классификацию:
- Рабочие поверхности, имеющие сопряжение с изменением местоположения в ходе осуществляемого процесса, по отношению друг к другу (механизмы двигателей, насосов и т.д.). Детали, используемые в механизмах обязательно должны обрабатываться с высокой точностью, а показатели соответствовать величинам Ra=2.5-0.16 мкм, Rz=10-0.8 мкм.
- Установочные поверхности – детали находятся в соприкосновении, но по отношению друг к другу неподвижны. Подлежат обработке и должны соответствовать показателям Ra=20-2.5 мкм, Rz=80-10 мкм.
- Ограничительные и соединительные поверхности – элементы служащие ограничением для работающих механизмов (корпуса приборов, станков и т.д.). Данные поверхности в зависимости от требований могут подвергаться обработке, параметры соответствуют Ra=20-2.5 мкм, Rz=80-10 мкм.
- Поверхности, требующие специальной обработки (детали внешних корпусов механизмов, агрегатов). Параметры шероховатости должны соответствовать Ra=5.0-1.25 мкм, Rz=20-6.3 мкм. Особо стоит отметить требования, предъявляемые к органам управления механизмов, приборов у которых показатели должны, находится на уровне Ra=0.63-0.08 мкм, Rz=3.2-0.4 мкм.
- Используя данные качества поверхности, получаемые при различных методах обработки можно выстраивать технологическую цепочку, обеспечивающую наибольшую эффективность и сокращение времени обработки деталей.
Читать также: Ремонт заточных станков для цепей

Классы шероховатости поверхности
Нормативные данные также содержатся в ГОСТ 2.309-73 согласно, которому наносятся обозначения на чертежи и содержат характеристики поверхностей по установленным правилам и обязательны для всех промышленных предприятий. Необходимо также учитывать, что знаки и их форма, наносимые на чертежи должны иметь установленный размер с указанием числового значения неровности поверхности. Регламентируется высота знаков, указывается вид обработки.
Знак имеет специальный код, который расшифровывается следующим образом:
- первый знак – характеризует тип обработки исследуемого материала (точение, сверление, фрезерование и т.д.);
- второй знак — обозначает, что поверхностный слой материала не подвергался обработке, а образован путем ковки, литья, прокатки;
- третий знак – показывает, что вид возможной обработки не регламентируется, но должен соответствовать Ra или Rz.
В случае отсутствия знака на чертеже, поверхностный слой не подвергается специальной обработке.
На производстве используют два вида воздействия на верхний слой:
- с помощью частичного удаления верхнего слоя обрабатываемой детали;
- без удаления верхнего слоя детали.
При удалении верхнего слоя материала в основном используется специальный инструмент, предназначенный для выполнения определенных действий – сверления, фрезерования, шлифования, точения, и т.д. В ходе обработки происходит нарушение верхнего слоя материала с образованием остаточных следов от используемого инструмента.
Когда применяется обработка без удаления верхнего слоя материала – штамповка, прокат, литье, происходит смещение структурных слоев их деформация с принудительным созданием «гладко-волокнистой» структуры.
При конструировании и изготовлении деталей параметры неровностей задает конструктор, основываясь на техническом задании определяющим характеристики изделия в зависимости от требований, предъявляемых к изготовляемому механизму, технологии используемой при производстве и степени обработки.
Классификация поверхностей
При определении характеристики поверхностного слоя материала необходимо провести классификацию:
- Рабочие поверхности, имеющие сопряжение с изменением местоположения в ходе осуществляемого процесса, по отношению друг к другу (механизмы двигателей, насосов и т. д.). Детали, используемые в механизмах обязательно должны обрабатываться с высокой точностью, а показатели соответствовать величинам Ra=2,5-0,16 мкм, Rz=10-0,8 мкм.
- Установочные поверхности – детали находятся в соприкосновении, но по отношению друг к другу неподвижны. Подлежат обработке и должны соответствовать показателям Ra=20-2,5 мкм, Rz=80-10 мкм.
- Ограничительные и соединительные поверхности – элементы служащие ограничением для работающих механизмов (корпуса приборов, станков и т. д.). Данные поверхности в зависимости от требований могут подвергаться обработке, параметры соответствуют Ra=20-2,5 мкм, Rz=80-10 мкм.
- Поверхности, требующие специальной обработки (детали внешних корпусов механизмов, агрегатов). Параметры шероховатости должны соответствовать Ra=5,0-1,25 мкм, Rz=20-6,3 мкм. Особо стоит отметить требования, предъявляемые к органам управления механизмов, приборов у которых показатели должны, находится на уровне Ra=0,63-0,08 мкм, Rz=3,2-0,4 мкм.
- Используя данные качества поверхности, получаемые при различных методах обработки можно выстраивать технологическую цепочку, обеспечивающую наибольшую эффективность и сокращение времени обработки деталей.
Классы шероховатости поверхности
Нормативные данные также содержатся в ГОСТ 2.309-73 согласно, которому наносятся обозначения на чертежи и содержат характеристики поверхностей по установленным правилам и обязательны для всех промышленных предприятий. Необходимо также учитывать, что знаки и их форма, наносимые на чертежи должны иметь установленный размер с указанием числового значения неровности поверхности. Регламентируется высота знаков, указывается вид обработки.




ГОСТ 2.309-73 Обозначение шероховатости поверхностей
1 файл 973.51 KB Знак имеет специальный код, который расшифровывается следующим образом:
- первый знак – характеризует тип обработки исследуемого материала (точение, сверление, фрезерование и т.д.);
- второй знак — обозначает, что поверхностный слой материала не подвергался обработке, а образован путем ковки, литья, прокатки;
- третий знак – показывает, что вид возможной обработки не регламентируется, но должен соответствовать Ra или Rz.
В случае отсутствия знака на чертеже, поверхностный слой не подвергается специальной обработке.
На производстве используют два вида воздействия на верхний слой:
- с помощью частичного удаления верхнего слоя обрабатываемой детали;
- без удаления верхнего слоя детали.
При удалении верхнего слоя материала в основном используется специальный инструмент, предназначенный для выполнения определенных действий – сверления, фрезерования, шлифования, точения, и т. д. В ходе обработки происходит нарушение верхнего слоя материала с образованием остаточных следов от используемого инструмента.
Когда применяется обработка без удаления верхнего слоя материала – штамповка, прокат, литье, происходит смещение структурных слоев их деформация с принудительным созданием «гладко-волокнистой» структуры.
При конструировании и изготовлении деталей параметры неровностей задает конструктор, основываясь на техническом задании определяющим характеристики изделия в зависимости от требований, предъявляемых к изготовляемому механизму, технологии используемой при производстве и степени обработки.
Маркировка структуры поверхности
На чертежах обозначение шероховатости делается для всех поверхностей изделия, за исключение тех, шероховатость которых не обозначена требованиями. В конструкторской документации маркировка обозначается специальным значком, который имеет дополнительную полку и прочие уточнения. Если способ обработки не указывается, то на чертеже значок изображается без полки.
 Правила нанесения знаков шероховатости на чертежах
Правила нанесения знаков шероховатости на чертежах
Знаки для обозначения шероховатости поверхности в зависимости от вида её обработки
 Основной знак
Основной знак
Основной значок, который соответствует стандартном условию нормирования шероховатости. Используется, когда метод образования шероховатости не регламентирован.
 Обработка механическим способом
Обработка механическим способом
Данный знак применяется, когда поверхность получена в результате обработки механическим способом. Например, при шлифовке, обточке, полировке и т.д. В данном обозначении конкретный вид механического воздействия может не указываться.
 Обозначение обработки литья или штамповки
Обозначение обработки литья или штамповки
Данное обозначение используют, когда поверхность получена без удаления слоя механической обработкой. Например, литьём или штамповкой. То, какие работы проводились с деталью также не указывается.
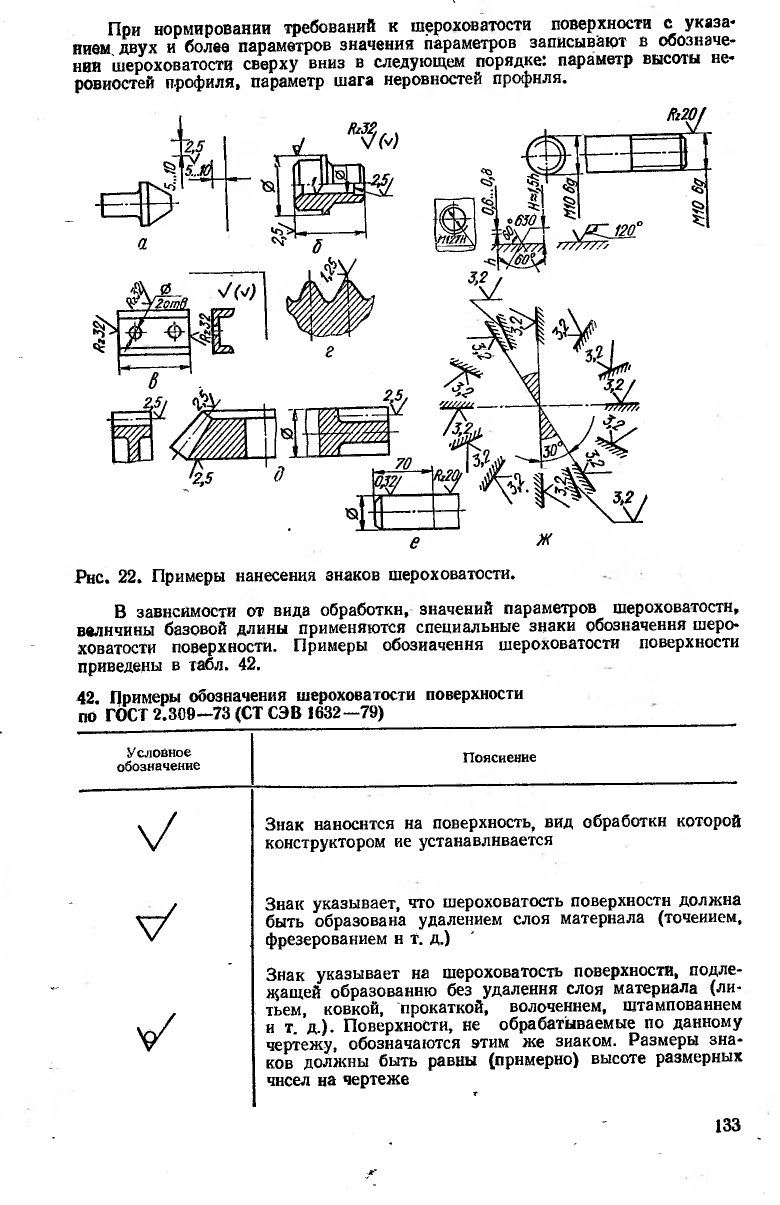
Примеры обозначения шероховатости поверхности
Для того чтобы понимать обозначение шероховатости поверхности на чертежах нужно рассмотреть несколько простых примеров:
- √(Ra 3 ) — цифра «3» указывает на наибольшее допустимое значение параметра. В зависимости от цифры будут меняться и характеристики, логично, что если «3» заменить на «80» или «10», то при изготовлении детали будут добиваться нужного значения.
- √(Rz 40 min);√(Rz 20min) – Rz 40min и Rz 20min указывают на наименьшее значение параметра. Такое обозначение используют, когда для правильного выполнения своих функций на детали не должна быть слишком ровная поверхность.
Условные обозначения направлений неровностей поверхности
- √(=Ra1) — неровности направлены параллельно друг другу.
- √(⊥Ra1) — перпендикулярное направление.
- √(Х Ra1) – направления перекрещиваются.
- √(М Ra1) — произвольное направление.
- √(С Ra1) — кругообразное направление.
- √RRa1 — радиальное направление относительно центра поверхности.
- √PRa1— неровности направлены хаотично.
 Обозначения направления шероховатости поверхности на чертежах
Обозначения направления шероховатости поверхности на чертежах
Понятие качества поверхности металла после обработки
После обработки на фрезерном станке, как и после других работ с заготовкой, на ее поверхности образуются неровности – гребешки и впадины (иначе говоря, шероховатости и волнистости). В верхних слоях материала также появляется остаточное напряжение, на некоторых глубинах проката возникает разность твердости, которая проявляется как упрочнение или наклеп. Такие изменения влияют на свойства готовых изделий и, следовательно, на качество их поверхностей. Все эти характеристики и определяют класс обработки металла.

Качество готовых деталей определяется как их физическими, так и геометрическими показателями.
Физические критерии качества.
Качество поверхности изделия определяется соотношением физических и механических свойств его центральной части с наружной.
Во время обработки металлических заготовок их поверхность подвержена пластическим изменениям, поэтому и прочие характеристики материала в готовом изделии отличаются от первоначальных. Внешняя часть пластины при этом упрочняется, в ней появляются внутренние напряжения.
После финального этапа обработки металла на фрезерной установке упрочненный слой распространяется всего на несколько сотых миллиметра, тогда как после первичного воздействия цилиндрической фрезой его толщина в среднем составляет 0,04–0,08 мм, достигая при этом и 0,12 мм. При воздействии торцевой фрезой параметр равняется 0,06–0,1 мм, хотя может быть и 0,2 мм. Возникающие внутренние напряжения и упрочнения поверхности понижают класс обработки металла за счет уменьшения усталостной прочности изделия. Такие деформации сокращают эксплуатационный срок детали, что приводит к необходимости ее скорой замены.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Микрогеометрические критерии качества.
При грубой черновой обработке зубчатой фрезой на больших оборотах и при повышенной глубине сечения на кромке изделия остаются неровности, которые заметны невооруженным глазом и легко определяются на ощупь. Шероховатости и волнистости, образующиеся при промежуточной и чистовой обработке на малых оборотах и при неглубокой резке, визуально незаметны и едва прощупываются.
Класс геометрической точности обработки металла зависит от наличия на поверхности изделия неровностей: впадин, гребешков, шероховатостей и пр. Подобные дефекты на малой площади поверхности называются ее микрогеометрией.
Микрогеометрия поверхности при обработке проката зависит от:
- геометрии фрезы, ее качества и степени износа;
- вибраций, возникающих из-за недостаточной жесткости станка или его рабочих элементов;
- установленных настроек работы фрезерной машины (скорости и глубины раскроя, подачи на зуб, охлаждения);
- механических свойств обрабатываемого листа и самой фрезы.

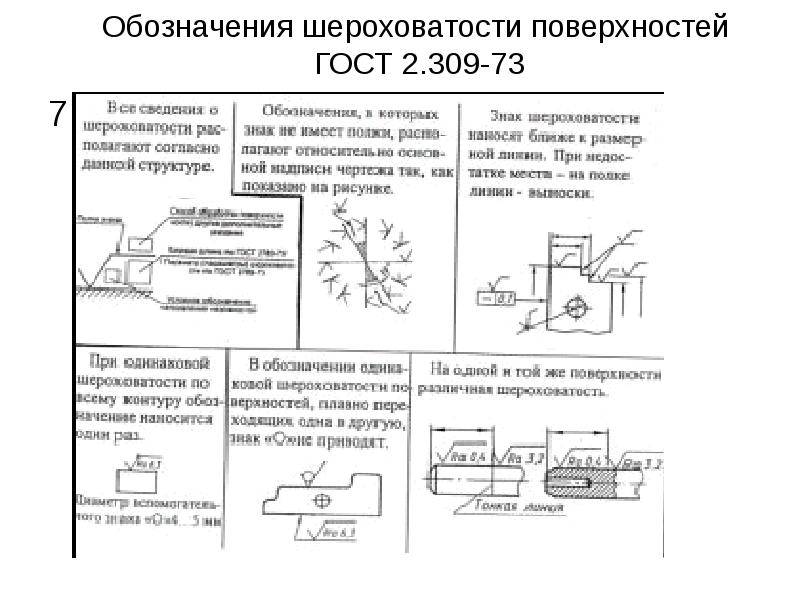
ПРАВИЛА НАНЕСЕНИЯ ОБОЗНАЧЕНИЙ ШЕРОХОВАТОСТИ ПОВЕРХНОСТЕЙ НА ЧЕРТЕЖАХ
2.1. Обозначения шероховатости
поверхностей на изображении изделия располагают на линиях контура, выносных
линиях (по возможности ближе к размерной линии) или на полках линий-выносок.
Допускается при недостатке места располагать
обозначения шероховатости на размерных линиях или на их продолжениях, на рамке
допуска формы, а также разрывать выносную линию (черт.
7).
Черт. 7
(Измененная редакция, Изм. № 3).
2.2. На линии невидимого контура допускается наносить
обозначение шероховатости только в случаях, когда от этой линии нанесен размер.
2.3. Обозначения шероховатости
поверхности, в которых знак имеет полку, располагают относительно основной
надписи чертежа так, как показано на черт. 8 и 9.
2.4. Обозначения шероховатости
поверхности, в которых знак не имеет полки, располагают относительно основной
надписи чертежа так, как показано на черт. 10.
2.5. При изображении изделия с
разрывом обозначение шероховатости наносят только на одной части изображения,
по возможности ближе к месту указания размеров (черт. 11).
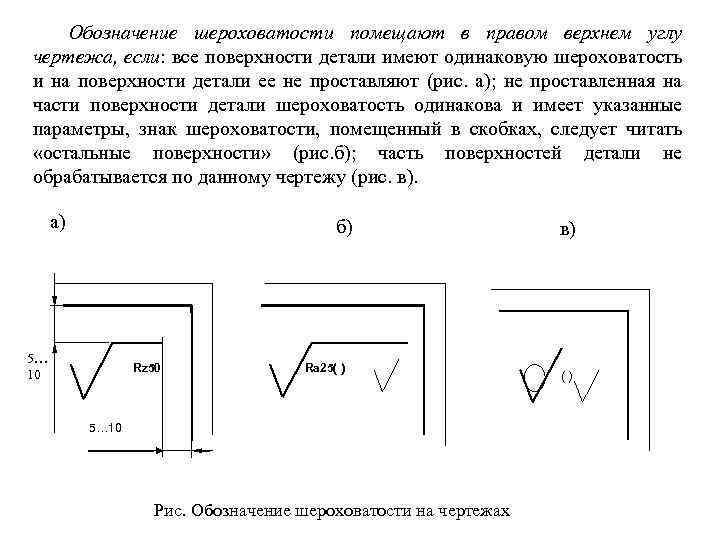
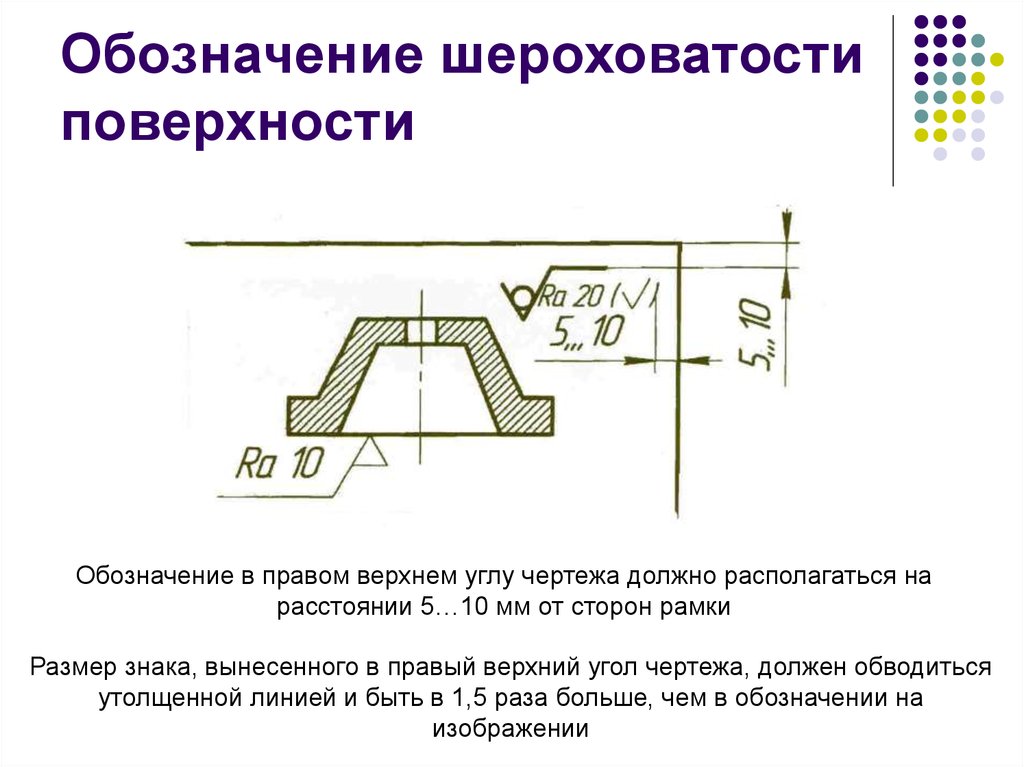
2.6. При указании одинаковой шероховатости для всех
поверхностей изделия обозначение шероховатости помещают в правом верхнем углу
чертежа и на изображении не наносят (черт. 12).
Черт. 8
Черт. 9
Черт. 10
Черт. 11
Черт. 12
Размеры и толщина линий знака в обозначении
шероховатости, вынесенном в правый верхний угол чертежа, должны быть
приблизительно в 1,5 раза больше, чем в обозначениях, нанесенных на
изображении.
Примечание. При расположении поверхности в заштрихованной зоне
обозначение наносят только на полке линии-выноски.
![§ 6. обозначение шероховатости поверхностей [1988 вышнепольский и.с. - техническое черчение с элементами программированного обучения (учебник для средних и проффессионально-технических училищ.)]](https://domdetaley.ru/wp-content/uploads/4/c/4/4c475252a89ceeddaca0c48e0c07d529.jpeg)
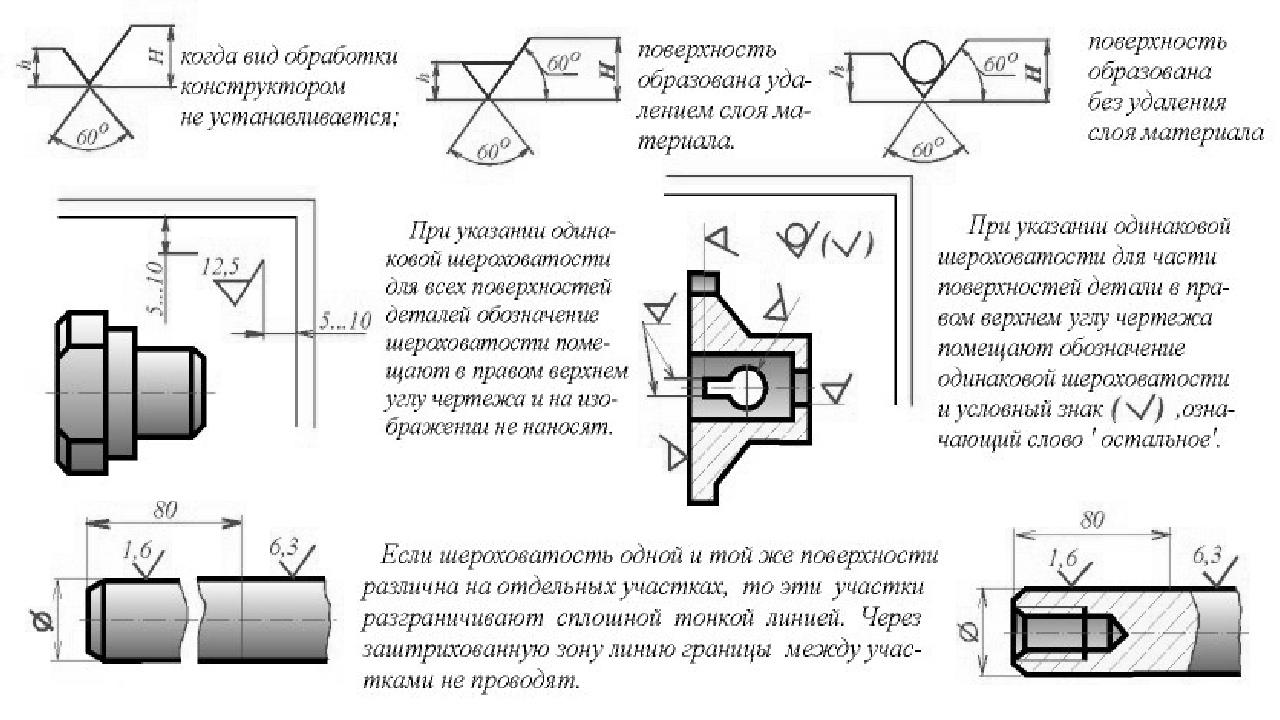

2.7. Обозначение шероховатости.
одинаковой для части поверхностей изделия, может быть помещено в правом верхнем
углу чертежа (черт. 13, 14) вместе с условным обозначением . Это
означает, что все поверхности, на которых на изображении не нанесены
обозначения шероховатости или знак , должны иметь шероховатость, указанную перед условным
обозначением .
Размеры знака, взятого в скобки, должны быть
одинаковыми с размерами знаков, нанесенных на изображении.
Примечание. Не допускается обозначение шероховатости или знак выносить в
правый верхний угол чертежа при наличии в изделии поверхностей, шероховатость
которых не нормируется.
Черт. 13
Черт. 14
2.4 – 2.7. (Измененная
редакция. Изм. № 2, ).
2.8. Обозначение шероховатости поверхностей
повторяющихся элементов изделия (отверстий, пазов, зубьев и т. п.), количество
которых указано на чертеже, а также обозначение шероховатости одной и той же
поверхности наносят один раз, независимо от числа изображений.
Обозначения шероховатости симметрично расположенных
элементов симметричных изделий наносят один раз.
2.9. Если шероховатость одной и
той же поверхности различна на отдельных участках, то эти участки
разграничивают сплошной тонкой линией с нанесением соответствующих размеров и
обозначений шероховатости (черт. 15а). Через заштрихованную зону линию границы между
участками не проводят (черт. 15б).
Черт. 15
2.10. Обозначение шероховатости
рабочих поверхностей зубьев зубчатых колес, эвольвентных шлицев и т. п., если
на чертеже не приведен их профиль, условно наносят на линии делительной
поверхности (черт. 16а, б, в), а для глобоидных червяков и
сопряженных с ними колес – на линии расчетной окружности (черт. 16г).
Черт. 16
2.11. Обозначение шероховатости
поверхности профиля резьбы наносят по общим правилам при изображении профиля
(черт. 17а) или условно на выносной линии для указания размера
резьбы (черт. 17б, в,
г, д), на размерной линии или на ее продолжении (черт. 17е).
Черт. 17
2.9 – 2.11. (Измененная
редакция, Изм. № 2, ).
2.12. Если шероховатость
поверхностей, образующих контур, должна быть одинаковой, обозначение
шероховатости наносят один раз в соответствии с черт. 18. Диаметр
вспомогательного знака – 4 … 5 мм.
Черт. 18
В обозначении одинаковой шероховатости поверхностей,
плавно переходящих одна в другую, знак не приводят (черт. 19).
Черт. 19
(Измененная редакция, Изм. № 1, 2, ).
2.13. Обозначение одинаковой
шероховатости поверхности сложной конфигурации допускается приводить в
технических требованиях чертежа со ссылкой на буквенное обозначение
поверхности, например: «шероховатость поверхности А – ». При
этом буквенное обозначение поверхности наносят на полке линии-выноски,
проведенной от утолщенной штрихпунктирной линии, которой обводят поверхность на
расстоянии 0,8 … 1 мм от линии контура (черт. 20).
Черт. 20
(Измененная редакция, Изм. № 2, ).
1. 2. |





