

Влияние температуры на структуру сплава
Вмешательство температуры в процесс формирования структуры стали начинается с момента превращения ферритно-цементитной массы в аустенит. Иными словами, перлит переходит в состояние функциональной смеси, которая отчасти и становится базой для образования высокопрочной стали. На следующем этапе термического воздействия закаленная сталь избавляется от избыточного феррита. Как уже отмечалось, не всегда от него избавляются полностью, как в случае неполного отжига. Но классический доэвтектоидный сплав все же предполагает устранение данного компонента аустенита. На следующей стадии происходит уже оптимизация имеющегося состава с расчетом на формирование оптимизированной структуры. То есть происходит уменьшение частиц сплава с обретением повышенных прочностных свойств.
Изотермическое превращение с переохлажденной смесью аустенитов может выполняться в разных режимах и уровень температуры – лишь один из параметров, которым управляет технолог. Также варьируются пиковые интервалы термического воздействия, скорость охлаждения и т. д. В зависимости от выбранного режима нормализации получается закаленная сталь с теми или иными технико-физическими характеристиками. Именно на данном этапе также есть возможность задать и особые эксплуатационные свойства. Ярким примером является сплав с мягкой структурой, получаемый с целью эффективной дальнейшей обработки. Но чаще всего производители все же ориентируются на нужды конечного потребителя и его требования к основным технико-эксплуатационным качествам металла.
Исправление нарушенной структуры металлов и сплавов
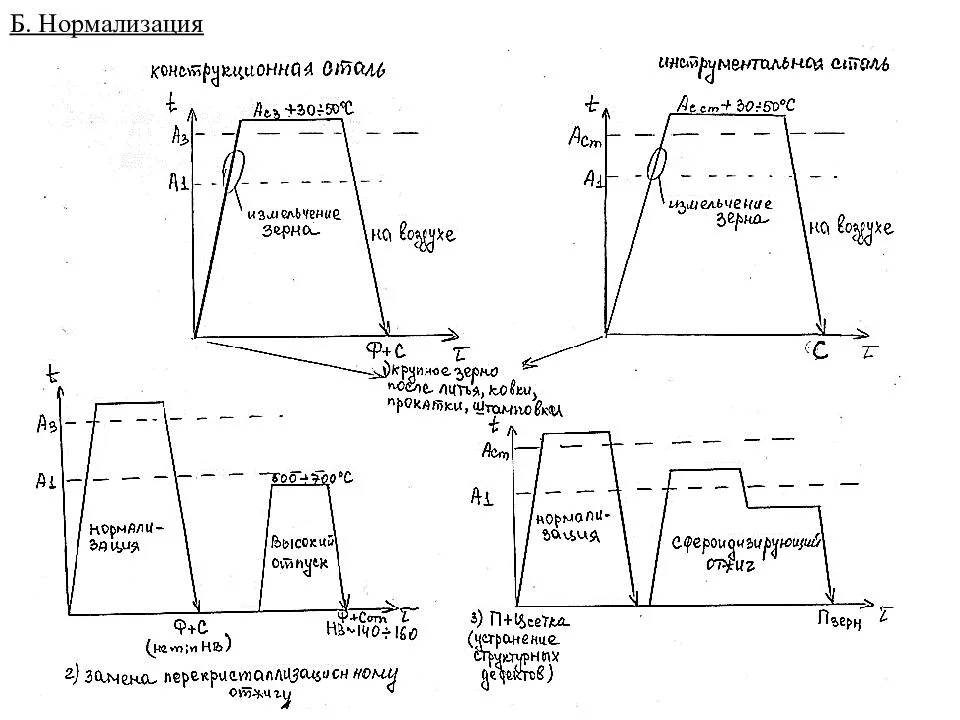
Двухступенчатое охлаждение сталей позволяет преобразовать пластинки перлита в зерна. Нагрев происходит до температуры выше точки Ас1. Затем она снижается до 700 и выдерживается до 500 градусов. Далее на воздухе длительно остывает металл. Эта нормализация носит название сфероидизирующая. В результате изделие без труда поддается резанию. Так обрабатывают металлы, содержащие 0,65 % углерода.
По теме: Признаки прогоревших клапанов. Низкая компрессия в цилиндре. Замена клапанов
Наклеп — это образование более прочных областей металла после холодной штамповки или волочения. Убирает этот дефект рекристаллизационный отжиг — хрупкость сталей устраняется за счёт нагрева до 700 градусов (ниже Ас1). В этот момент восстанавливается кристаллизационная решетка металлов. Структура становится мелкозернистой и однородной. Также может проводиться светлый отжиг, восстанавливающий свойства сталей после проката листового, чтобы сохранить блестящую поверхность.
Преимущества термообработки
Термообработка стали – это технологический процесс, который стал обязательным этапом получения комплектов деталей из стали и сплавов с заданными качествами. Этого позволяет добиться большое разнообразие режимов и способов термического воздействия. Термообработку используют не только применительно к сталям, но и к цветным металлам и сплавам на их основе.
Стали без термообработки используются лишь для возведения металлоконструкций и изготовления неответственных деталей, срок службы которых невелик. К ним не предъявляются дополнительные требования. Повседневная же эксплуатация наоборот диктует ужесточение требований, именно поэтому применение термообработки предпочтительно.
В термически необработанных сталях абразивный износ высок и пропорционален собственной твердости, которая зависит от состава химических элементов. Так, незакаленные матрицы штампов хорошо сочетаются при работе с калеными пуансонами.
Источник
Описание стали 65Г. Материал для производства ножей
Сталь 65Г, которая активно используется для изготовления ножей — это материал, который создан на основе сплава таких элементов, как углерод и железо
Здесь важно отметить, что пропорции этих двух веществ могут значительно отличаться, в зависимости от того, какие качества требуются от стали, а также зачем в дальнейшем она будет использоваться
Общая информация о продукте
Значимый пункт, включенный в характеристику стали 65Г — это низкая стоимость. Именно благодаря этому все изделия из данного сплава пользуются огромным спросом.
Сам по себе материал принадлежит к группе пружинно-рессорных сталей. Лучше всего вещество поддается таким операциям, как воронение и чернение. Благодаря особым качествам стали материал чаще всего используется для производства разных метательных ножей, редко, но, все же, используется для основы при сборке ножей разделочного типа. Редкое использование сплава связано с тем, что он достаточно быстро покрывается ржавчиной и окисляется.
Стоит отметить, что закалка стали 65Г — это одна из основных процедур, так как сплав практически не боится высоких температур. Единственный минус, который может возникнуть при слишком сильном перегрева, это снижение ударной вязкости.

Основные преимущества продукции
Среди основных плюсов стали 65Г можно выделить следующие:
- Огромный запас прочности. Это говорит о том, что даже при высоких механических нагрузках ножи не будут ломаться, деформироваться.
- Высокая устойчивость к ударным и деформирующим нагрузкам. Именно из-за этого качества материал чаще используется для создания метательных ножей или мечей, несколько реже для скальпелей медицинского типа.
- Заточка материала достаточно простая.
- Сопротивляемость разрыву также находится на высоком уровне.
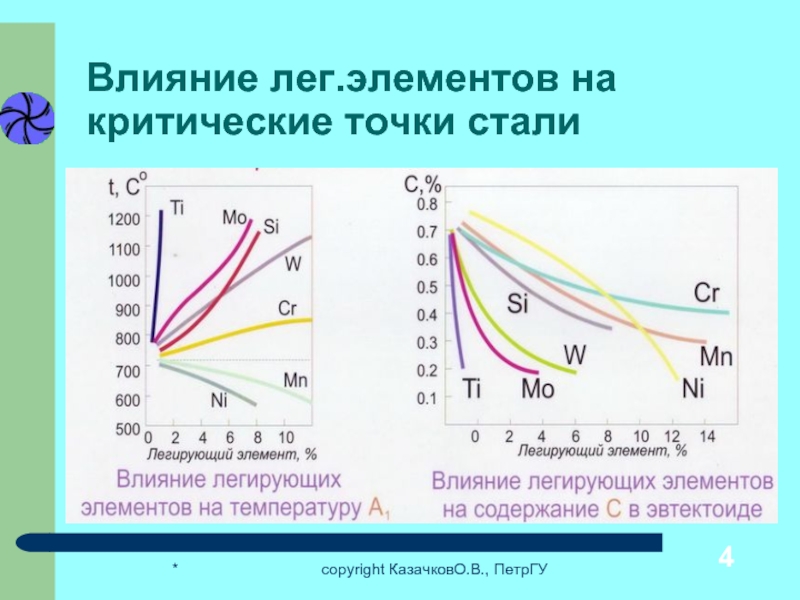
Что касается маркировки стали, то цифра 65 указывает процентное содержание такого вещества, как углерод, в сотых долях процента, то есть 0,65 %. Буква «Г» указывает на то, что основным легирующим веществом стал марганец.
Отрицательные качества сплава
Известно, что сталь 65Г обладает и рядом отрицательных качеств, которые создают определенные ограничения в использовании сплава.
- Один из наиболее заметных минусов — это сильная подверженность коррозии из-за того, что сталь принадлежит к группе углеродосодержащих.
- Несмотря на то что сталь данной марки затачивается достаточно просто, она также легко и теряет данную заточку. По этой причине приходится постоянно следить за остротой режущей кромки и затачивать по необходимости.
- Достаточно много ограничений имеется в сфере применения.
Здесь стоит отметить, что как и преимущества, так и недостатки — это относительные свойства. Причислять их абсолютно к любому изделию из данного сплава нецелесообразно. Это легко объясняется тем, что каждый производитель стали использует технологию производства с некоторыми изменениями. Иногда состав не сильно отличается, а иногда разница практически во всем. Естественно, что и продукция в таком случае будет отличаться.

Особенности состава
Определенные свойства стали 65Г привели к тому, что она полностью непригодна для такой процедуры, как сварка. Однако даже несмотря на это сфера применения остается достаточно широкой, если не брать в расчет применение в качестве холодного оружия. Из такого сплава можно успешно изготавливать такие детали, как пружины, рессоры, металлические конструкции, разнообразные узлы и т. д. Используется сталь при сборке грузовых машин в качестве рессоры для заднего моста. Для того чтобы максимально долго избегать такого дефекта, как ржавчина, необходимо хранить изделия только в сухом месте, а также периодически покрывать их масляным составом.

Стоит выделить, что отсутствие большого количества элементов для легирования состава делает его достаточно дешевым. Кроме того, закалка стали 65Г улучшает такие параметры, как стойкость к износу, высокая ударная вязкость и некоторые другие. Закалка происходит при температуре 800-830 градусов по Цельсию, с последующим отпуском при температуре 160-200 градусов по Цельсию.
Исправление нарушенной структуры металлов и сплавов
Двухступенчатое охлаждение сталей позволяет преобразовать пластинки перлита в зерна. Нагрев происходит до температуры выше точки Ас1. Затем она снижается до 700 и выдерживается до 500 градусов. Далее на воздухе длительно остывает металл. Эта нормализация носит название сфероидизирующая. В результате изделие без труда поддается резанию. Так обрабатывают металлы, содержащие 0,65 % углерода.
По теме: Роза из холодного фарфора: мастер-класс для начинающих
Наклеп — это образование более прочных областей металла после холодной штамповки или волочения. Убирает этот дефект рекристаллизационный отжиг — хрупкость сталей устраняется за счёт нагрева до 700 градусов (ниже Ас1). В этот момент восстанавливается кристаллизационная решетка металлов. Структура становится мелкозернистой и однородной. Также может проводиться светлый отжиг, восстанавливающий свойства сталей после проката листового, чтобы сохранить блестящую поверхность.
Что такое отжиг металла
Отжиг металла применяется для получения равновесной и однородной структуры при подготовке изделия к последующей термической или механической обработке, а также для улучшения его физических характеристик после операций резания, сварки, штамповки, прокатки или закалки. Цель отжига — устранить внутренние неоднородности стали, улучшить ее зернистость и равномерность кристаллической решетки, а также снять остаточное напряжение, вызываемое деформацией изделия при различных видах обработки. Особенности этой технологии позволяют:
- привести свойства стали к требованиям последующей термообработки;
- улучшить характеристики материала заготовки перед обработкой резанием или давлением;
- предотвратить деформацию и устранить внутренние напряжения сварных и литых изделий;
- восстановить исходное качество стали после неудачной закалки.
Одной из характерных особенностей такой термообработки является то, что остывание нагретого металла происходит естественным образом, без применения охлаждающих сред. А температура нагрева при отжиге зависит от состава стали и требуемого результата.
Нормализация и отжиг стали – популярные типы обработки
Отжиг представляет собой первый этап термического преобразования сплава. Процесс заключается в нагреве изделия до конкретных температурных показателей, выдерживании такого состояния и постепенном охлаждении. Благодаря этому меняется структура и характеристики сплава.
К видам термической обработки относится нормализация, во время которой сплав подвергается нагреванию до температуры, превышающей критические значения на 30-50 градусов. Далее изделие выдерживается и медленно охлаждается.
Выбор конкретной методики осуществляется в зависимости от вида материала, а также поставленных задач. Время для выдержки выбирают такое, чтобы заготовка успела полностью прогреться, а в материале произошли перемены в структуре. Отличается и время на охлаждение. У углеродистой стали процесс происходит быстрее, а у низколегированной – медленнее. Дольше всего охлаждаются высоколегированные стали.
Бывают ситуации, при которых не требуются серьезные структурные изменения. Актуальным становится процесс неполного отжига. Во время изотермического отжига нагрев может превышать критические показатели не больше, чем на 50 градусов. Химическая однородность получается посредством гомогенизации, когда термическая обработка происходит при повышенных температурных значениях, многочасовой выдержке и крайне медленном охлаждении. Рекристаллизационный отжиг выполняется при нагреве до 680 градусов.
Термообработка: закалка, отпуск, нормализация, отжиг
Металлоизделия, используемые в любых отраслях хозяйства должны отвечать требованиям устойчивости к износу. Для этого используется воздействие высокими температурами, в результате чего усиливаются нужные эксплуатационные свойства. Этот процесс называется термической обработкой.
Термообработка представляет собой комплекс операций нагрева, охлаждения и выдержки металлических твердых сплавов для получения необходимых свойств благодаря изменению структуры и внутреннего строения. Термическая обработка применяется в качестве промежуточной операции для того, чтобы улучшить обрабатываемость резанием, давлением, либо в качестве окончательной операции технологического процесса, которая обеспечивает требуемый уровень свойств детали.
Различные методы закаливания применялись с давних пор: мастера погружали нагретую металлическую полоску в вино, в масло, в воду. Для охлаждения кузнецы порой применяли и достаточно интересные способы, например садились на коня и мчались, охлаждая изделие в воздухе.
По способу совершения термическая обработка бывает следующих видов:
-Термическая (нормализация, закалка, отпуск, отжиг, старение, криогенная обработка).
-Термо-механическая. Включает обработку высокими температурами в сочетании с механическим воздействием на сплав.
-Химико-термическая. Подразумевает термическую обработку металла с последующим обогащением поверхности изделия химическими элементами (углеродом, азотом, хромом и др.).
Основные виды термической обработки:
1. Закалка. Представляет собой вид термической обработки разных материалов (металлы, стекло), состоящий в нагреве их выше критической температуры с быстрым последующим охлаждением. Выполняется для получения неравновесных структур с повышенной скоростью охлаждения. Закалка может быть как с полиморфным превращением, так и без полиморфного превращения.
2. Отпуск – это технологический процесс, суть которого заключается в термической обработке закалённого на мартенсит металла либо сплава, основными процессами при котором являются распад мартенсита, рекристаллизация и полигонизация. Проводится с целью снятия внутренних напряжений, для придания материалу необходимых эксплуатационных и механических свойств.
3. Нормализация. В данном случае изделие нагревается до аустенитного состояния и потом охлаждается на спокойном воздухе. В результате нормализации снижаются внутренние напряжения, выполняется перекристаллизация стали. В сравнении с отжигом, нормализация – процесс более короткий и более производительный.
4. Отжиг. Представляет собой операцию термической обработки, заключающуюся в нагреве стали, выдержке при данной температуре и последующем медленном охлаждении вместе с печью. В результате отжига образуется устойчивая структура, свободная от остаточных напряжений. Отжиг является одной из важнейших массовых операций термической обработки стали.
Цель отжига:
1) Снижение твердости и повышение пластичности для облегчения обработки металлов резанием;
2) Уменьшение внутреннего напряжения, возникающего после обработки давлением (ковка, штамповка), механической обработки и т. д.;
3) Снятие хрупкости и повышение сопротивляемости ударной вязкости;
4) Устранение структурной неоднородности состава материала, возникающей при затвердевании отливки в результате ликвации.
Для цветных сплавов (алюминиевые, медные, титановые) также широко применяется термическая обработка. Цветные сплавы подвергают как разупрочняющей, так и упрочняющей термической обработке, в зависимости от необходимых свойств и области применения.
Термическая обработка металлов и сплавов является основным технологическим процессом в чёрной и цветной металлургии. На данный момент в распоряжении технических специалистов множество методов термообработки, позволяющих добиться нужных свойств каждого вида обрабатываемых сплавов. Для каждого металла свойственна своя критическая температура, а это значит, что термообработка должна производиться с учётом структурных и физико-химических особенностей вещества. В конечном итоге это позволит не только достичь нужных результатов, но и в значительной степени рационализировать производственные процессы.
Отжиг стали
Практикуется использование нескольких методов отжига. Принципиально различаются техники полного и неполного отжига. В первом случае происходит интенсивный нагрев аустенита до критической температуры, после чего осуществляется нормализация посредством охлаждения. Тут же происходит распад аустенита. Как правило, полный отжиг сталей производится в режиме 700-800 °С. Термическая обработка на таком уровне как раз активизирует процессы распада элементов феррита. Скорость охлаждения тоже поддается регулировке, например, обслуживающий печь персонал может управлять дверцей камеры, закрывая или открывая ее. Новейшие модели изотермических печей в автоматическом режиме могут осуществлять замедленное охлаждение в соответствии с заданной программой.

Что касается неполного отжига, то он производится при нагреве с температурой выше 800 °С. Однако имеют место серьезные ограничения по времени удержания критического температурного воздействия. По этой причине происходит неполный отжиг, в результате которого феррит не исчезает. Следовательно, не устраняется и множество недостатков структуры будущего материала. Зачем же нужен такой отжиг сталей, если он не улучшает физические качества? На самом деле именно неполная термическая обработка позволяет сохранить мягкую структуру. Конечный материал, возможно, потребуется не в каждой сфере применения, характерной для углеродистых сталей как таковых, но зато позволит с легкостью произвести механическую обработку. Мягкий доэвтектоидный сплав без особых затруднений поддается резке и дешевле обходится в процессе изготовления.




Характеристика стали 45
Вообще, сталь – это сплав углерода и железа. Сегодня этот материал, за счет своей твердости, пользуется постоянным высоким спросом в различных сферах промышленности. Доля железа в таком сплаве составляет около 45%. Все свойства стадии напрямую зависят от легирующих элементов и содержания углерода, что влияет на будущие изделия для металлопроката. Сталь 45 является самой востребованной маркой. Определенные режимы температурной обработки дают возможность получить прочные изделия. Твердость стали 45 после нормализации напрямую связана с диапазоном температур во время работы.

Сталь марки 45
Окончательный режим обработки – это отпуск стали 45. Главной целью этого процесса является снижение закалочных напряжений, чтобы будущая сталь 45, получила твердость, пластичность и прочность. Ее нагревают до предела ниже Ac1, выдерживают, а потом охлаждают на воздухе при заданной скорости. В зависимости от уровня температуры нагрева, данный вид термообработки бывает трех видов:
- Низкий – нагрев 200-250 градусов для получения мартенсита и снятия внутреннего напряжения с сохранением твердости. Сталь используется для режущих и измерительных инструментов.
- Средний – нагрев 350-500 градусов для получения троостита, повышения вязкости и высокой упругости. Его используют для изготовления рессор, пружин и кузнечных штампов.
- Высокий – нагрев 500-600 градусов для получения сорбита, чтобы было лучшее соотношение пластических и прочностных свойств. Она применятся при изготовлении большинства автомобильных деталей, например, шатуны двигателей и оси автомобилей.
https://youtube.com/watch?v=I-br0B8ocpI
Нормализация стали 45 – это основная часть обработки стали. В зависимости от диапазона температуры нагрева используются различные режимы нормализации стали. Здесь производится закалка металла, т.е. улучшение ее свойств и характеристик для дальнейшего их закрепления.
Принципы
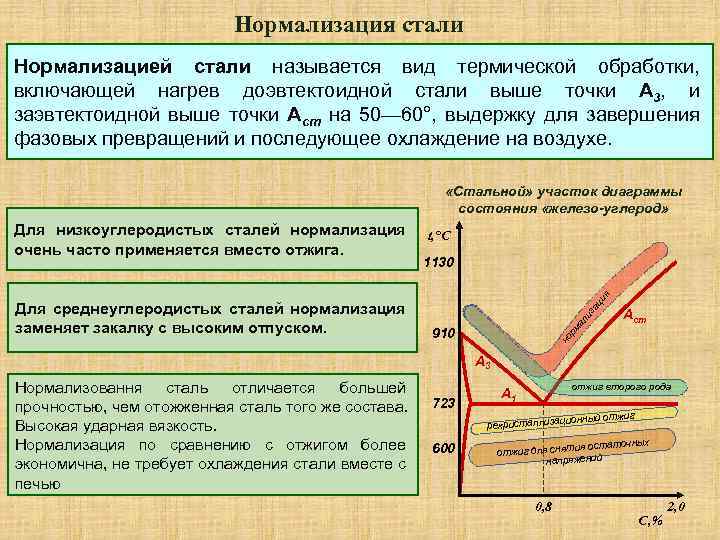
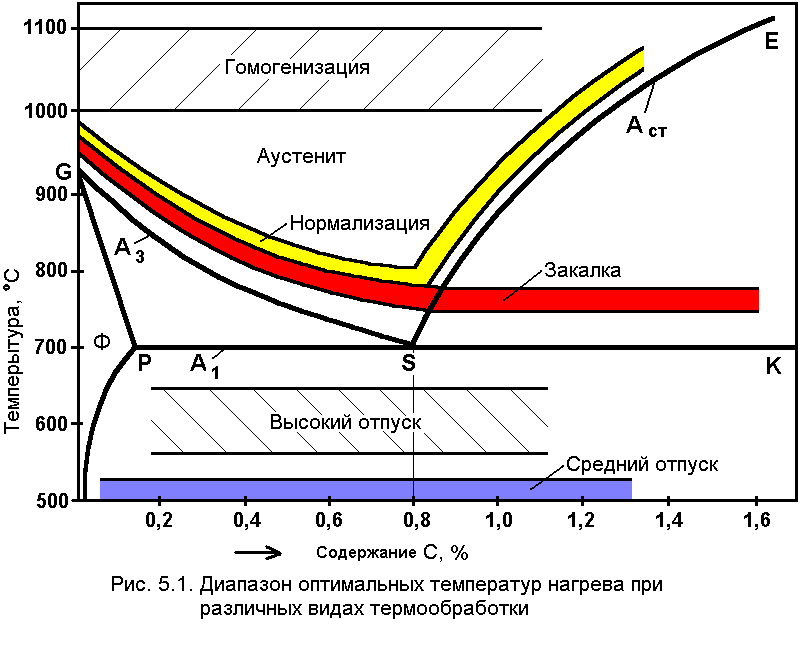
Суть нормализации состоит в нагреве стали до температуры, превышающей верхние критические значения температуры на 30 — 50°С , выдержке и охлаждении.
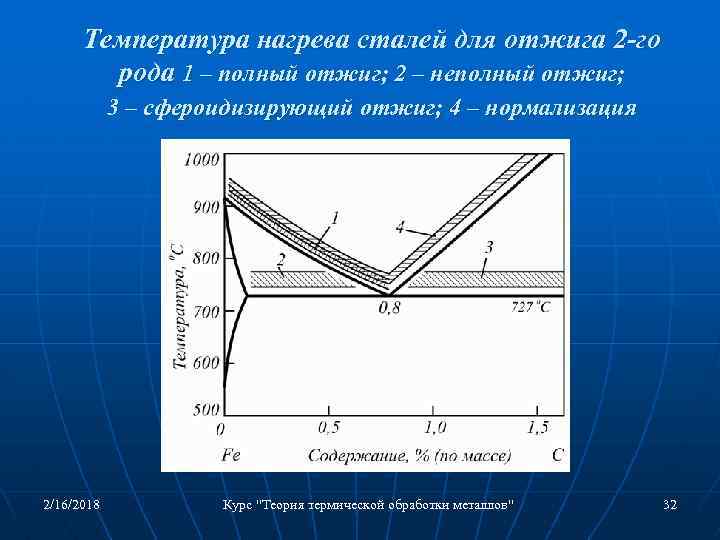
Температуру подбирают на основе типа материала. Так, заэвтектоидные варианты следует нормализовать в температурном интервале между точками Ас1 и Ас3, в то время как для доэвтектоидной стали используют температуры более Ас3. В результате все материалы первого типа приобретают одинаковую твердость ввиду того, что в раствор переходит одинаковое количество углерода, и фиксируется одинаковое количество аустенита. Получается состоящая из мартенсита и цемента структура.
Второй компонент способствует повышению износостойкости и твердости материала. Нагрев высокоуглеродистой стали более Ас3 ведет к увеличению внутренних напряжений вследствие роста зерен аустенита и повышению его количества за счет возрастания концентрации углерода в нем, приводящей к снижению температуры мартенситного превращения. Из-за этого сокращаются твердость и прочность.
Что касается доэвтектоидной стали, при нагреве более Ас3 она получает повышенную вязкость. Это обусловлено тем, что в низкоуглеродистой стали при этом образуется мелкозернистый аустенит, который после охлаждения переходит в мелкокристаллический мартенсит. Температуры между Ас1 и Ас3 не используют для обработки таких материалов, так как структура доэвтектоидной стали в данном случае получает феррит, снижающий ее твердость после нормализации и механические свойства после отпуска.

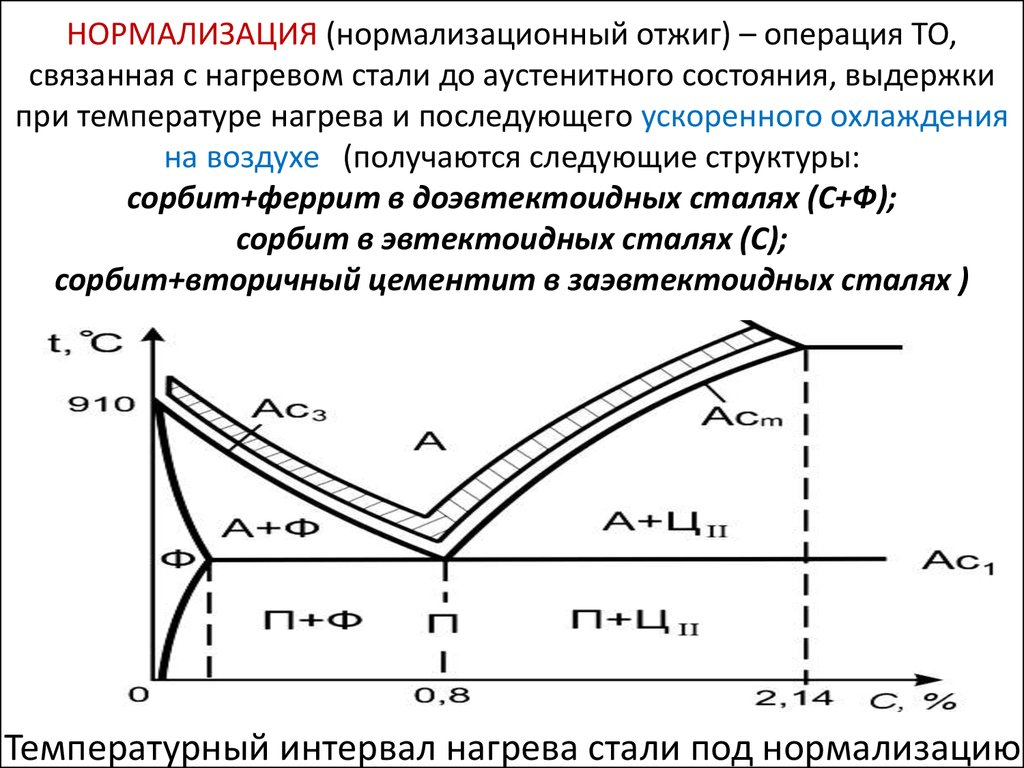
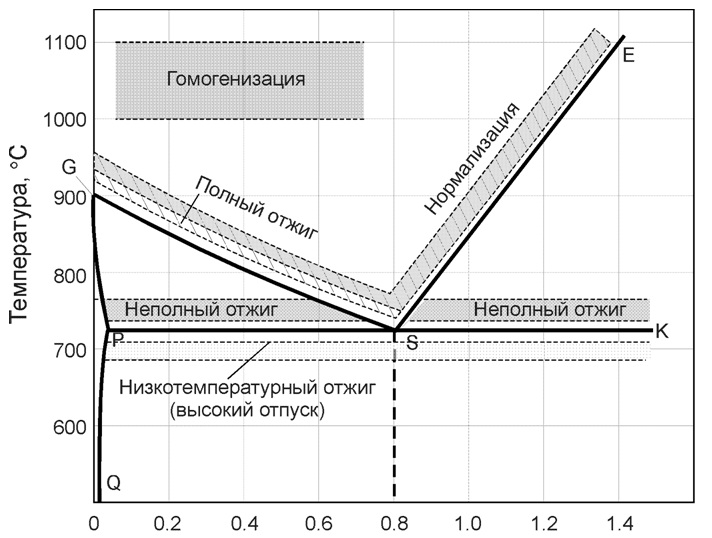
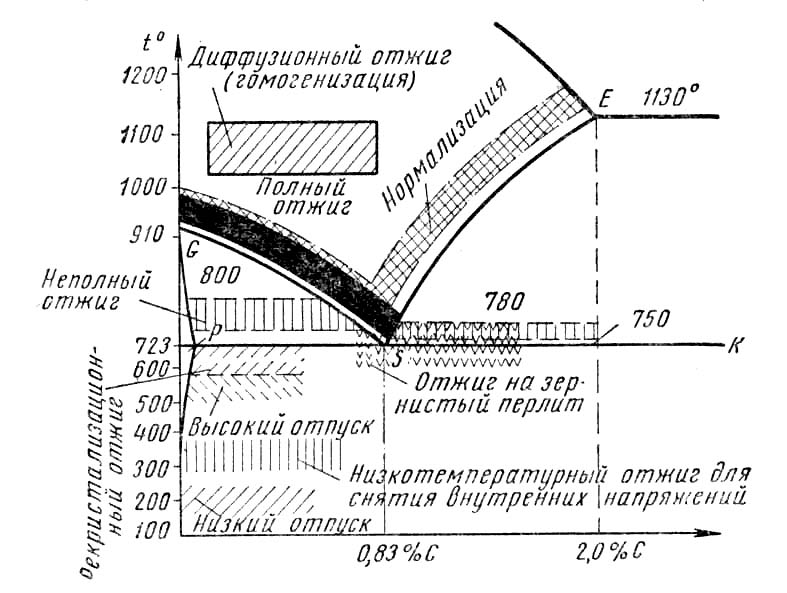
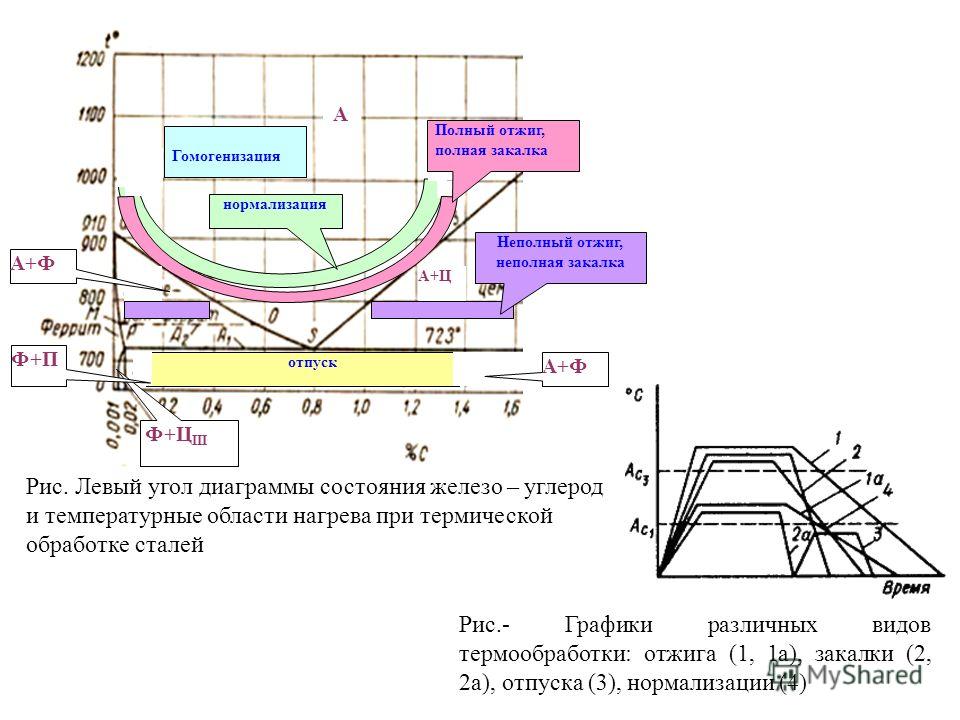
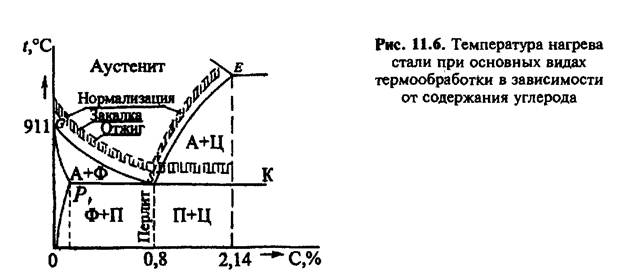
Оптимальные температуры нагрева при различных видах термообработки
Время выдержки определяет степень гомогенизации структуры. Нормативным показателем считают час выдержки на 25 мм толщины.
Так, существует прямая зависимость между данными величинами. То есть с повышением интенсивности охлаждения формируется больше перлита, расстояние между пластинами и их толщина сокращаются. Это увеличивает твердость и прочность нормализованной стали. Следовательно, низкая интенсивность охлаждения способствует образованию материала меньшей прочности и твердости.
К тому же при обработке предметов с большими перепадами сечения стремятся снизить термические напряжения во избежание коробления, причем и при нагреве, и при охлаждении. Так, перед началом работ их нагревают в соляной ванне.
При снижении температуры обрабатываемого изделия до нижней критической точки допустимо ускорение охлаждения путем помещения его в масло или воду.
Таким образом, нормализация сокращает внутренние напряжения, измельчает крупнозернистую структуру поковок, отливок, сварных швов путем перекристаллизации. То есть изменяется микроструктура стали.
Отжиг
Операцию проводят для получения требуемой равновесной структуры с минимальной твердостью, с целью дальнейшей металлообработки получаемых изделий резанием. С особенностями вас познакомит видео:
Общее определение и виды
При отливе или прочих первичных процессах обработки помимо напряжения появляются дефекты. Убрать эти изменения и добиться однородной структуры кристаллической решетки можно с помощью следующего алгоритма действий:
- нагрев – необходимо немного превысить критическую отметку для этой разновидности стали;
- определенный период требуется держать стабильный температурный режим;
- следует медленно остудить заготовку вместе с печью.
У отжига есть следующие разновидности.
Гомогенизация
Относится к первому роду, когда изменения считаются незначительными. Задача подобной манипуляции – убрать неоднородность структуры, привести ее к однообразию. При этом следует нагревать изделие в температурном режиме от 1000 до 1150 градусов, затем выдерживать около 8-15 часов и постепенно снижать нагрев, охлаждая заготовку кислородом.
Рекристаллизация
Тоже разновидность 1 фазы отжига. Задача процедуры – привести все кристаллы в единый вид, а также снять внутреннее напряжение металла. Существует два подвида:
- смягчающий – обычно используется в качестве финальной обработки, подразумевает улучшение пластических характеристик;
- упрочняющий – увеличивает упругость, особенно актуально для закалки пружин.
Температура выбирается в зависимости от сплава, обычно на 100-200 градусов выше, чем точка рекристаллизации. Час или два необходимо поддерживать температурный режим, чтобы потом дать остывать не спеша.
Изотермический отжиг
Цель – достижение высокотемпературной гранецентрированной модификации железа (распад аустенита) для его смягчения. При этом получается более однородная структура изделия. Чаще такой тип металлообработки применяют к небольшим штамповкам, потому что их можно без проблем подвергнуть быстрому охлаждению. Процесс:
- нагрев на 20-30 градусов больше предела материала;
- непродолжительное выдерживание;
- быстрое остывание – это преимущество перед прочими подвидами.
Для устранения напряжений
Это операция удаления, снятия негативного внутреннего состояния излишней твердости, из-за которой металл становится хрупким и недолговечным. Он быстро деформируется от внешних физических воздействий. Процесс подразумевает температуры от 700 до 750, затем небольшое охлаждение до 600 и выдержку до 20 часов, затем под воздействием воздуха медленное остужение.
Отжиг полный
Применяется для создания пластичной, однородной мелкозернистой структуры. Наиболее характерный метод промежуточного воздействия на металлопрокат – после литья, ковки, штамповки и до резания любым способом. Этапы:
- нагрев на 30-50 больше предела стали;
- выдерживание;
- очень медленное остывание вместе с печью – в 60 минут не более 50-150 градусов.
Неполный
Значительные преобразования на уровне кристаллической решетки отсутствуют, но придается твердость ранее пластичным материалам. Это особенно нужно конструкциям, образованным методом сварных соединений, а также инструментам, которым нужна особенная прочность. Метод предполагает температуру около 700, и спустя 20 часов постепенное охлаждение.
Термообработка цветных металлов
Сплавы на основе других металлов не отвечают на закалку столь же ярко, как стали, но их твердость тоже можно повысить термообработкой. Обычно используют сочетание закалки и предварительного отжига (нагрева выше точки фазового превращения с медленным охлаждением).
- Бронзы (сплавы меди) подвергают отжигу при температуре чуть ниже температуры плавления, а потом закалке с охлаждением водой. Температура закалки от 750 до 950С в зависимости от состава сплава. Отпуск при 200-400С производят в течение 2-4 часов. Наибольшие показатели твердости, до HV300 (около HRC 34) можно при этом получить для изделий из бериллиевых бронз.
- Твердость серебра можно повысить отжигом до температуры, близкой к температуре плавления (тусклый красный цвет) с последующей закалкой.
- Различные сплавы никеля подвергают отжигу при 700-1185С, такой широкий диапазон определяется разнообразием их составов. Для охлаждения используют соляные растворы, частички которых потом удаляют водой либо защитные газы, препятствующие окислению (сухой азот, сухой водород).
| Металл | Температура отжига, C° | Охлаждающая среда |
| Медь Латунь Л96 Латунь Л90-Л62 Мельхиор Нейзильбер Серебро Алюминий Дюралюминий | 500 — 600 540 — 600 600 — 700 650 — 700 700 — 750 650 — 700 300 — 350 360 — 380 | Вода На открытом воздухе На открытом воздухе Вода Вода Вода На открытом воздухе Охлаждение в печи |
Виды обработки стали: отжиг
Отжиг – это один из способов высокотемпературной обработки стали, с которым отлично справится установка ТВЧ. В основе его принципа лежит нагрев металла до заданной температуры, выдержка, а затем медленное охлаждение. Производится отжиг стали для того, чтобы выровнять структуру металла, улучшить пластичность, а также уменьшить напряжение металла, если перед отжигом производились какие-либо другие процессы термической обработки. Отжиг, как и другие виды термообработки стали, подразделяется на подтипы:
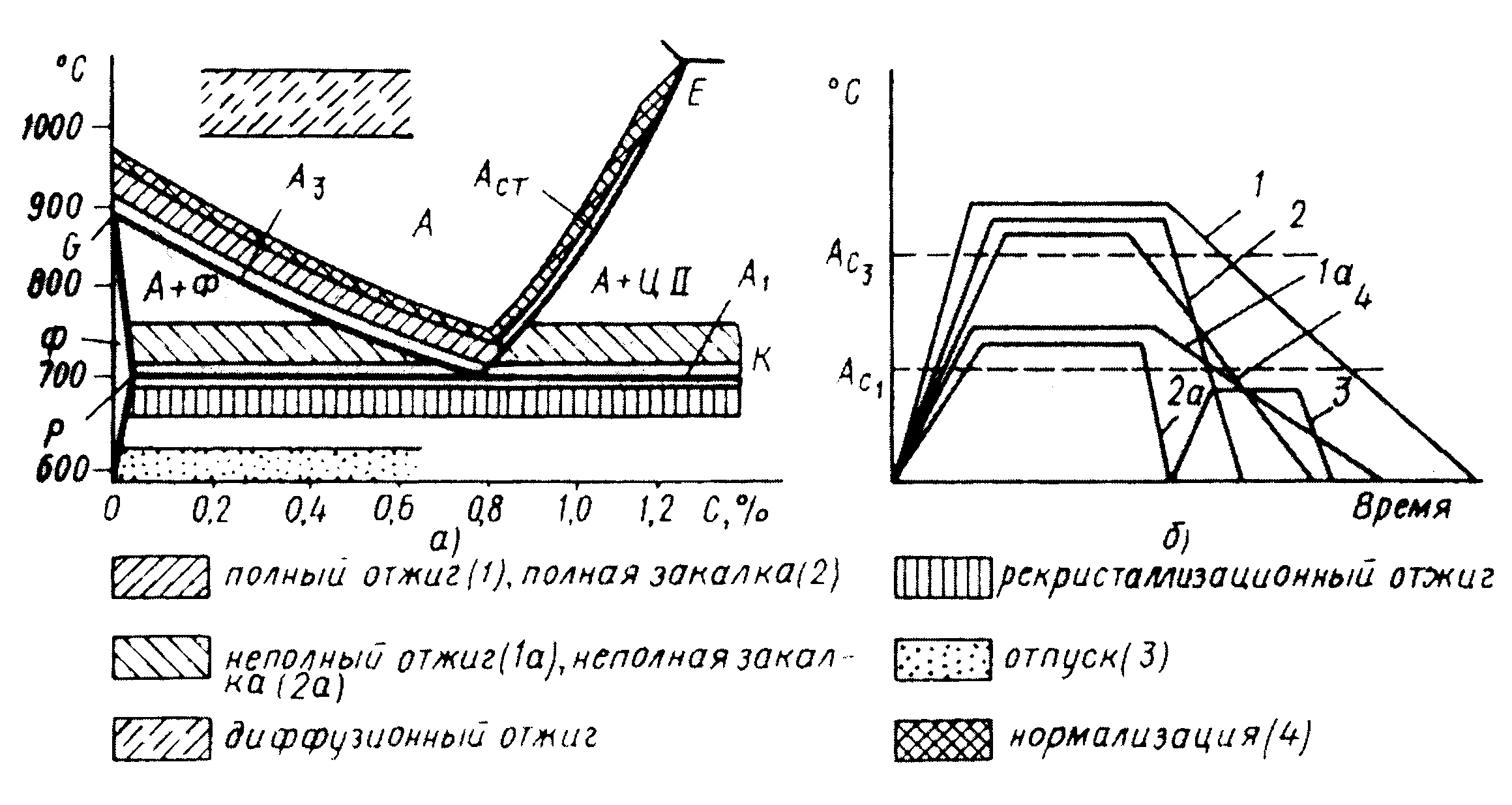
- Отжиг первого рода. Во время произведения данного вида термической обработки не происходит перекристаллизация, называемая фазовыми превращениями. Если данные превращения и произведутся, то на итоговые результаты вовсе не скажутся. Производиться отжиг первого рода может при температуре, которая будет ниже или выше температуры фазовых превращений.
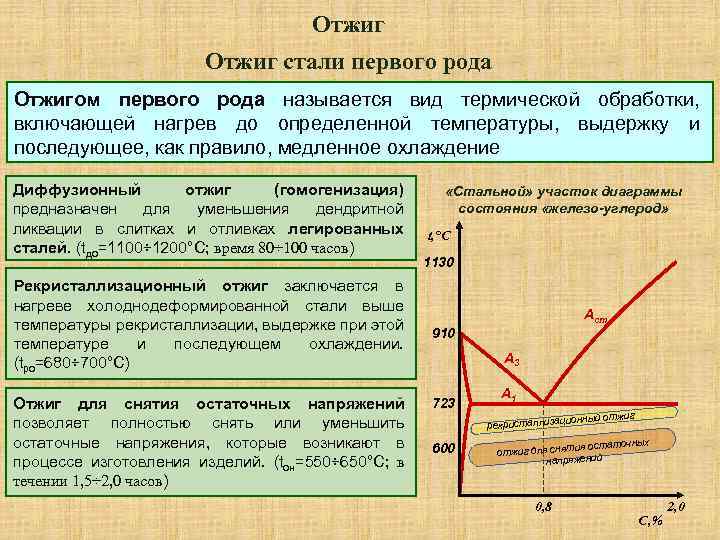
- Диффузионный отжиг. По-другому называется гомогенизацией. Во время произведения данного вида отжига происходит длительная выдержка изделия в среде, имеющей температуру выше 950 градусов. Диффузионный отжиг позволяет устранить или уменьшить химическую неоднородность стали, которая негативно сказывается на металле, снижая его пластичность и повышая хрупкость. Время выдержки изделия при произведении гомогенизации определятся исходя из параметров и марки стали, однако колеблется в пределах 50-100 часов.
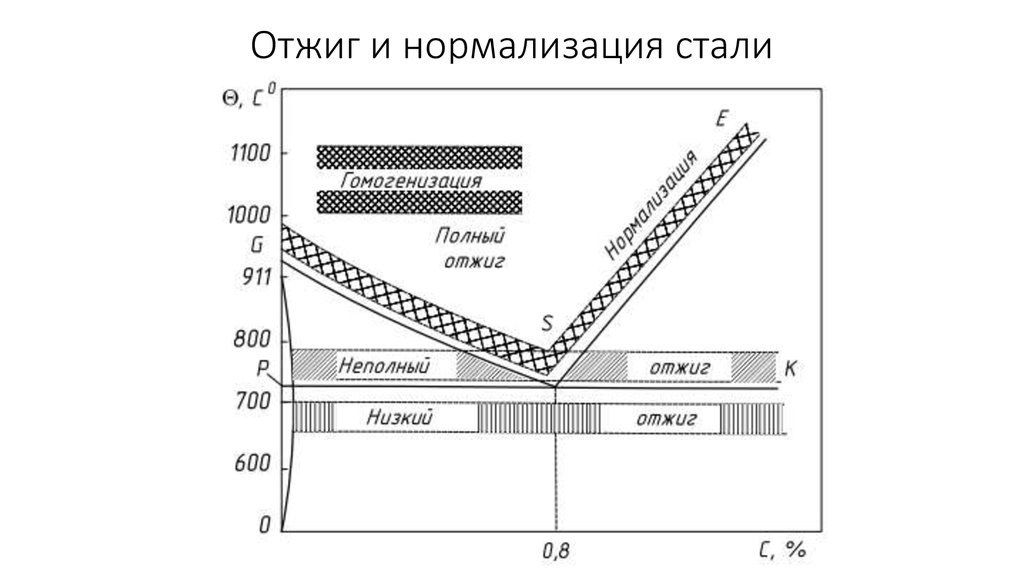
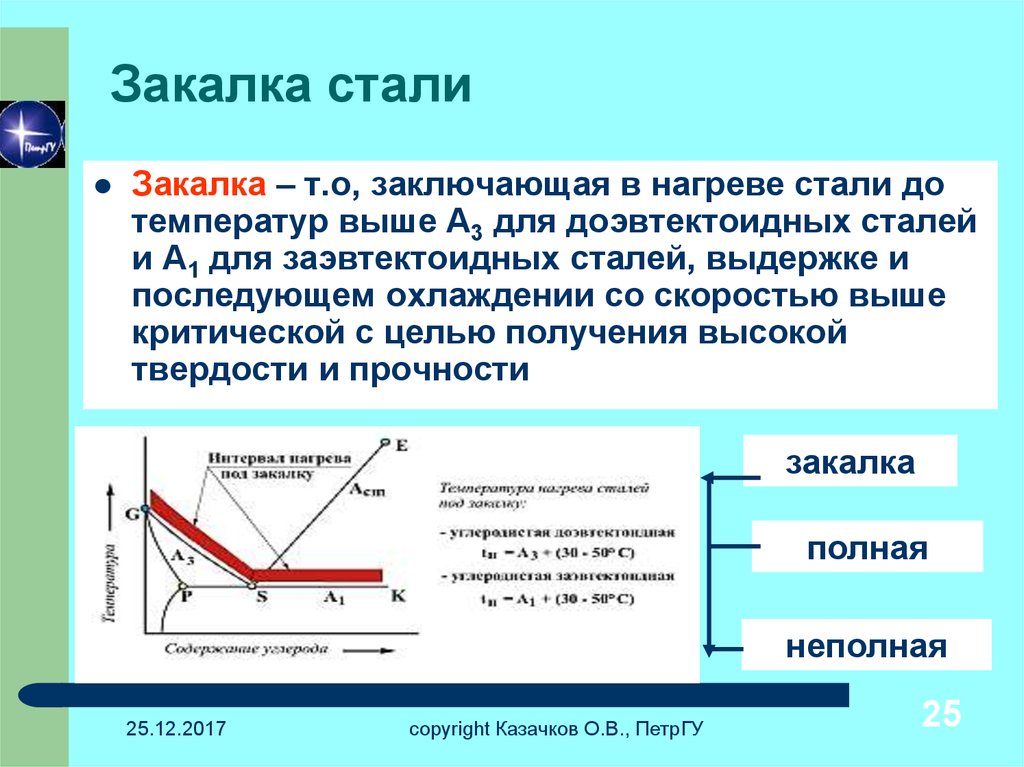
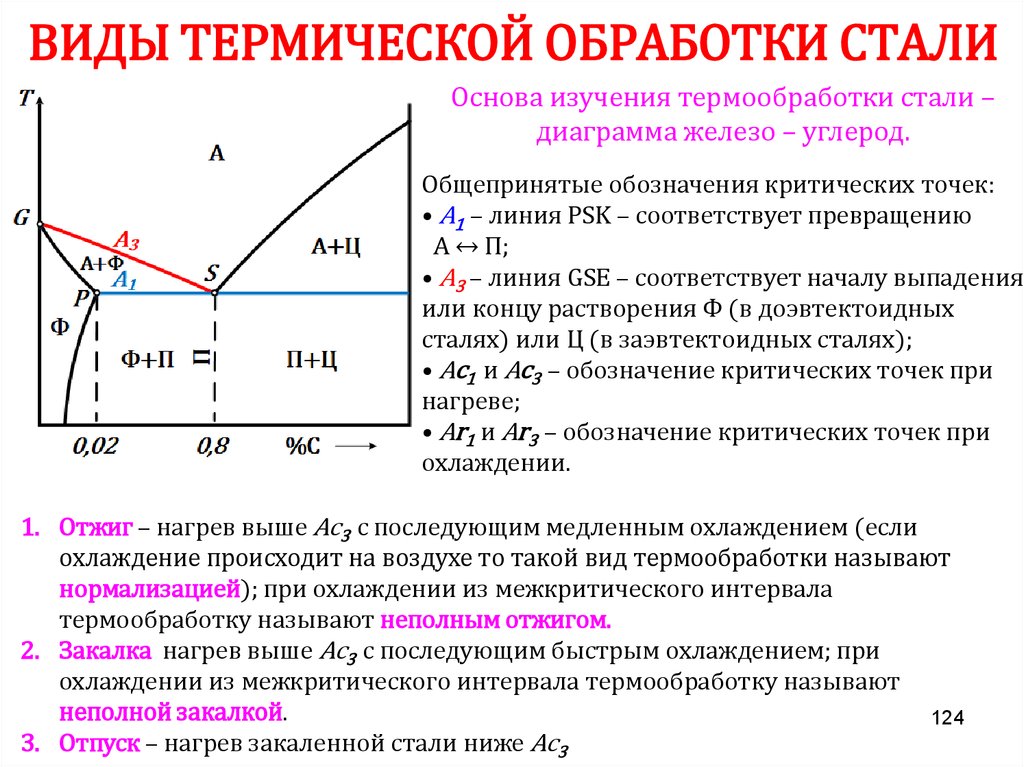
- Отжиг второго рода. Во время произведения отжига второго рода сталь нагревается до температуры, которая будет выше точек АС1 или АС3 (смотрите изображение 1), затем происходит выдержка и медленное охлаждение. В результате медленного охлаждения фазовые превращения внутри металла приводят к получению почти равновесного состояния структуры металла.
- Полный отжиг. Еще данный тип отжига называют высоким. Производится он при нагреве металла под температурой, которая будет на 30-50 градусов ниже, чем верхняя критическая точка АС3, также изделие выдерживается при этой температуре, а затем медленно охлаждается вместе с установкой. Полный отжиг позволяет произвести полную перекристаллизацию металла, получив перлитную структуру.
- Неполный отжиг. До термической обработки сталь имеет слишком высокую твердость и тяжело поддается обработке. Внутри структуры имеется напряжение металла. Неполный отжиг применяется для устранения этого недостатка в виде уменьшения твердости металла. При неполном отжиге сталь нагревают, придерживаясь интервала температур между точкам АС1 и АС3. После произведения неполного отжига металл полностью избавляется от внутреннего напряжения, а сталь становится более податливой.
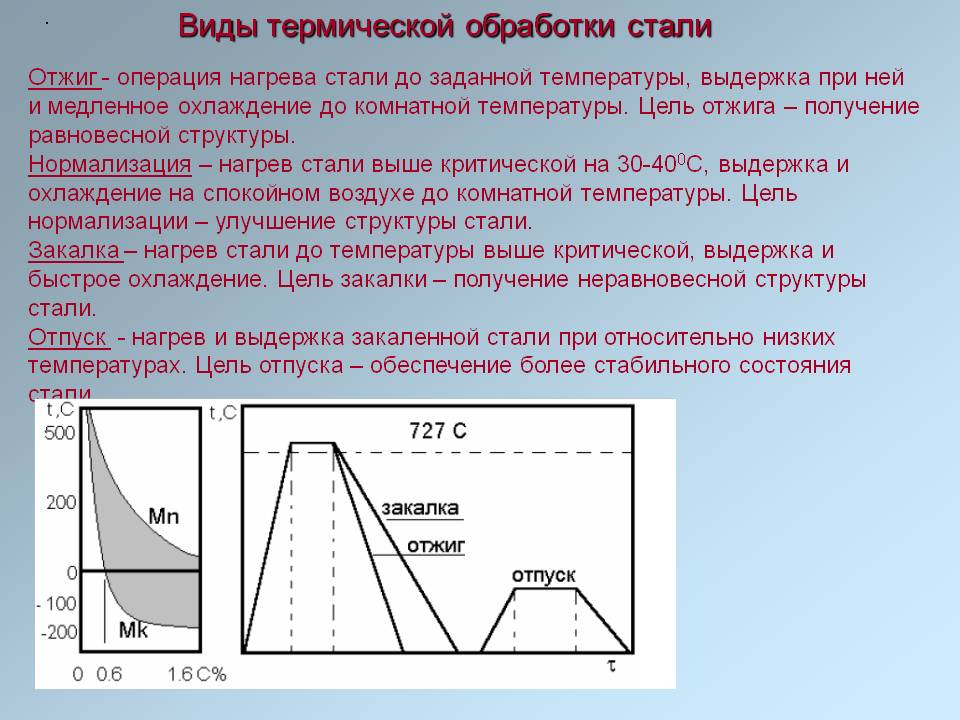
- Сфероидизирующий отжиг. Высокоуглеродистая заэвтектоидная сталь, обладающая структурой пластинчатого перлита очень плохо поддается обработке при помощи режущих инструментов, поэтому должен быть произведен сфероидизирующий отжиг для изменения структуры на зернистый перлит. Для это металл нагревают ниже точки АС1, выдерживают при этой температуре несколько часов, а затем остужают. На изображении 2 вы можете заметить схему отжига на зернистый перлит.
- Изометрический отжиг. Производится для получения ферритно-перлитовой смеси из аустенита при постоянной температуре. Изометрический отжиг предусматривает нагрев стали на 30-50 градусов выше точек АС3 или АСm, выдержку при соблюдении этой температуры и дальнейшее охлаждение до температуры перлитного превращения, которая как правило равняется 620-680 градусов, а затем снова выдерживают до конечного превращения аустенита в перлит.
- Рекристализационный отжиг. По-другому называется разупрочняющим отжигом. Рекристализационный отжиг производится в отношении изделий, которые были подвержены наклепу металла, и кристаллическая решетка которых исказилась. Разупрочняющий отжиг производится при температуре ниже точки АС1, то есть 630-650 градусов.
- Светлый отжиг. Производится для того, чтобы сохранить блестящую и чистую поверхность стальных листов, лент, прутков и т.п.
Как видите, существует немало видов отжига, позволяющих добиться нужных изменений в структуре металла. Установка ТВЧ способна с высокой точностью и хорошим качеством производить отжиг стали, приводя ее структуру в нужное состояние.
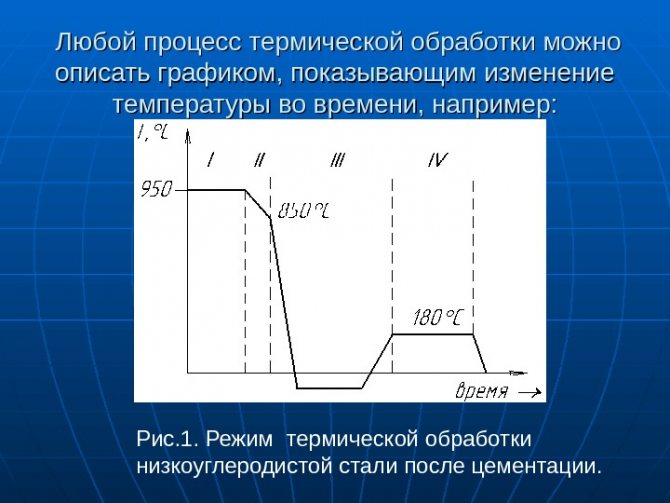
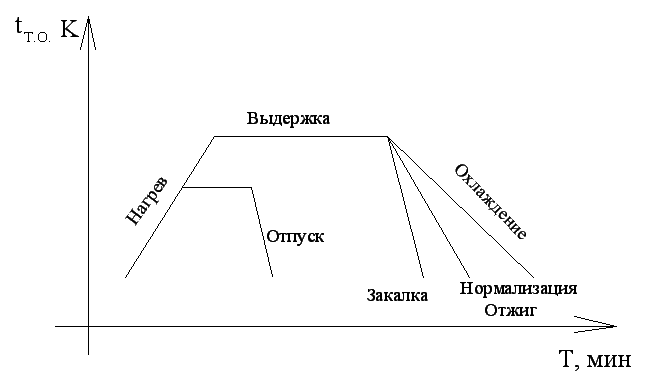
Процедура термообработки
Эта процедура представлена в плавном нагреве деталей, где используется установленная температура, выдержка и затем охлаждение при установленной скорости. Здесь изменяется структура, а значит, механические и технологические показатели будущего изделия.

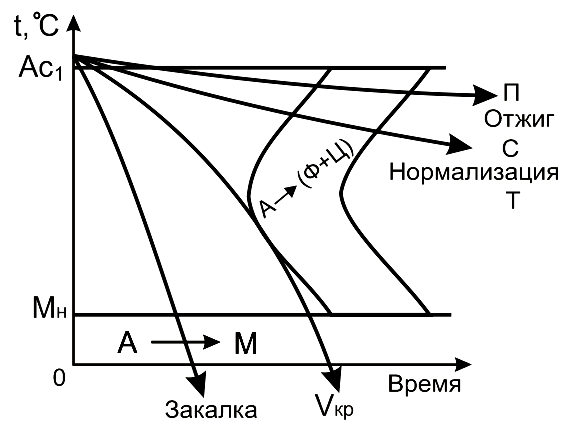
Термообработка стали
Если заготовку охлаждают и нагревают железоуглеродистые сплавы, то начинается превращение при заданном уровне температуры, так называемая критическая точка. Их обычно обозначают Ac1, Ac3, Acm. Все эти изменения при термообработке кристаллизационного характера, а значит, образуются центры зародышей, которые потом постепенно вырастают. Начальная структура каждого вида сталей представлена смесью цементита и феррита.
Суть процесса
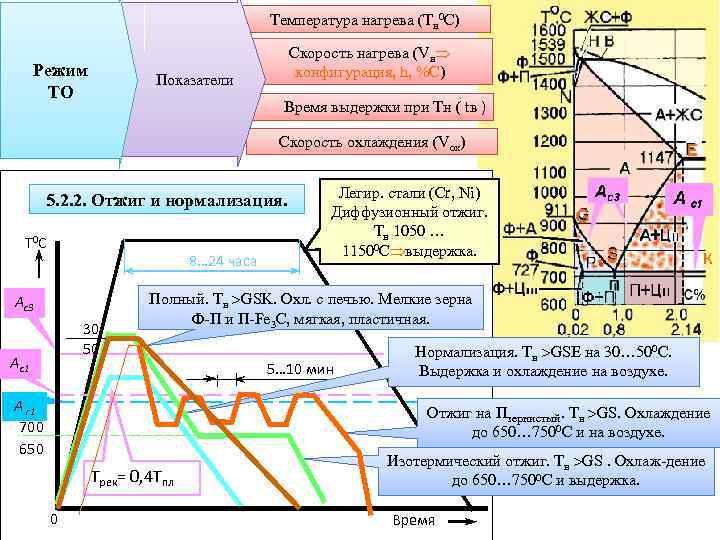
Процедура нормализации выглядит следующим образом. Деталь разогревают до температур, которые превышает максимально допустимые параметры (Ас1, Ас3) на 30 – 50 градусов Цельсия, затем, какое-то время ее выдерживают под воздействием этой температуры, после чего ее охлаждают.
Подбор температуры выполняют, руководствуясь маркой стали. Так, сплавы содержащие 0,8 % углерода так называемые заэвтектоидные, обрабатывают при температурах, лежащих между критическими точками Ас1 и Ас3.
Что такое критические точки – так называют температуры, при которых происходят фазовые изменения и структуры сплава при его нагреве или охлаждении.
Результатом этого становиться то, что в твердый раствор попадает некоторый объем углерода и закрепляется аустенита. То есть, на свет появляется структура, состоящая из мартенсита и цементита. Именно цементит приводит к росту стойкости к износу и твердости. Нагрев высокоуглеродистой стали свыше ас3 приводит к тому, что увеличиваются внутренние напряжения. Это происходит из-за того, что растет количество аустенита, в следствии роста концентрации углерода.
Сталь с содержанием углерода менее 0,8% при нагреве свыше критической точки Ас3 приобретает повышенную вязкость. Это происходит потому что в стали этого типа появляется аустенит (мелкозернистый), переходящий в мартенсит (мелкозернистый).
Доэвтектоидная сталь не обрабатывают при температурах, расположенных в диапазоне Ас1 – Ас3. Так как в этом случае появляются феррит, который снижает параметры твердости.
Время необходимое для выполнения операции
Для получения однородной структуры сплава, при определенной температуре, требуется какое-то время. Это время и будет определено как время выдержки стали при нормализации. Опытным путем определено, что слой металла толщиной в 25 мм через час становится однородным. Таким образом. и определяют время нормализации.
Завершающий этап – охлаждение
Скорость охлаждения играет существенную роль в образовании объема перлита и размера его пластин. Многочисленные исследования показали, что высокая интенсивность охлаждения увеличивает количество перлита и сталь получает повышенную твердость и прочность. Малая интенсивность охлаждения приводит к тому, что сталь теряет твердость и прочность.
При обработке деталей с существенными перепадами размеров, например. валов, целесообразно убрать напряжения, возникающие под воздействием колебания температур. Для этого их предварительно нагревают в емкости, заполненной разными солями. При понижении температуры допускается ускорить этот процесс помещая горячие детали в воду или специально подобранное масло.
Другими словами, нормализация стали устраняет напряжения внутри детали, минимизирует ее структуру. То есть она оказывает прямое влияние на изменение микроструктуры стальных сплавов.






