

Особенности напильника
Ручные изделия этого вида, можно разделить на такие категории:
- Слесарные – можно сказать, что это инструмент широкого профиля. Его можно встретить практически на любом предприятии, мастерской, домашнем хозяйстве.
- Надфили – это изделия, имеющие небольшой размер и предназначены для обработки мелких деталей. Их широко используют граверы, ювелиры, лекальщики. Кроме того, надфили бывают, незаменимы при обработке в труднодоступных местах.
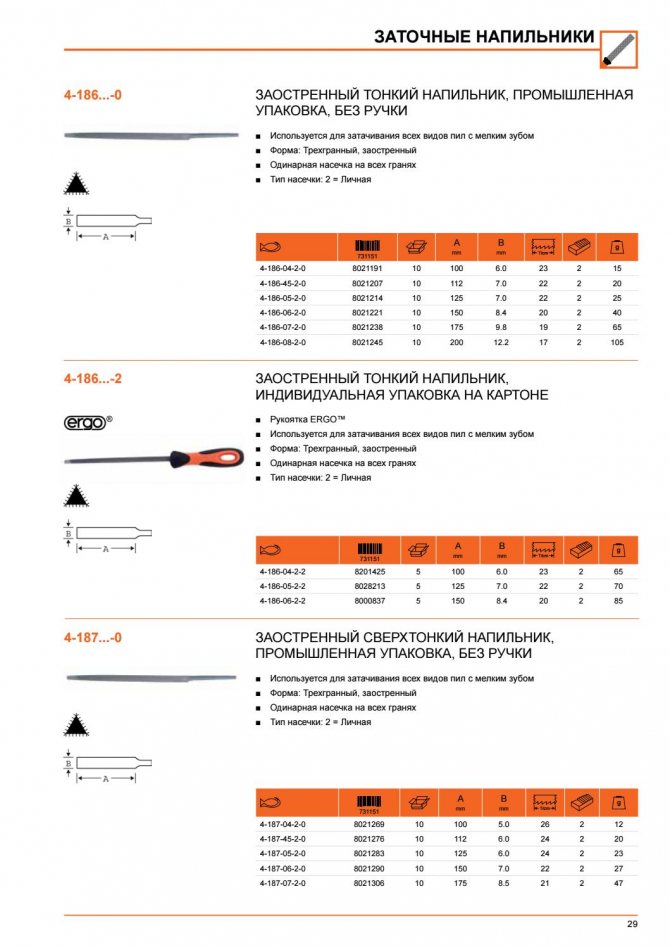
- Заточные – их применяют для заточки пильных цепей, ножовок и пр.
- Рашпили – это изделия с самым крупным зубом и их применяют для работы с неметаллическими материалами, то есть в тех случаях, когда обычный не подходит для решения поставленных производственных или бытовых задач.

Напильник слесарный квадратный
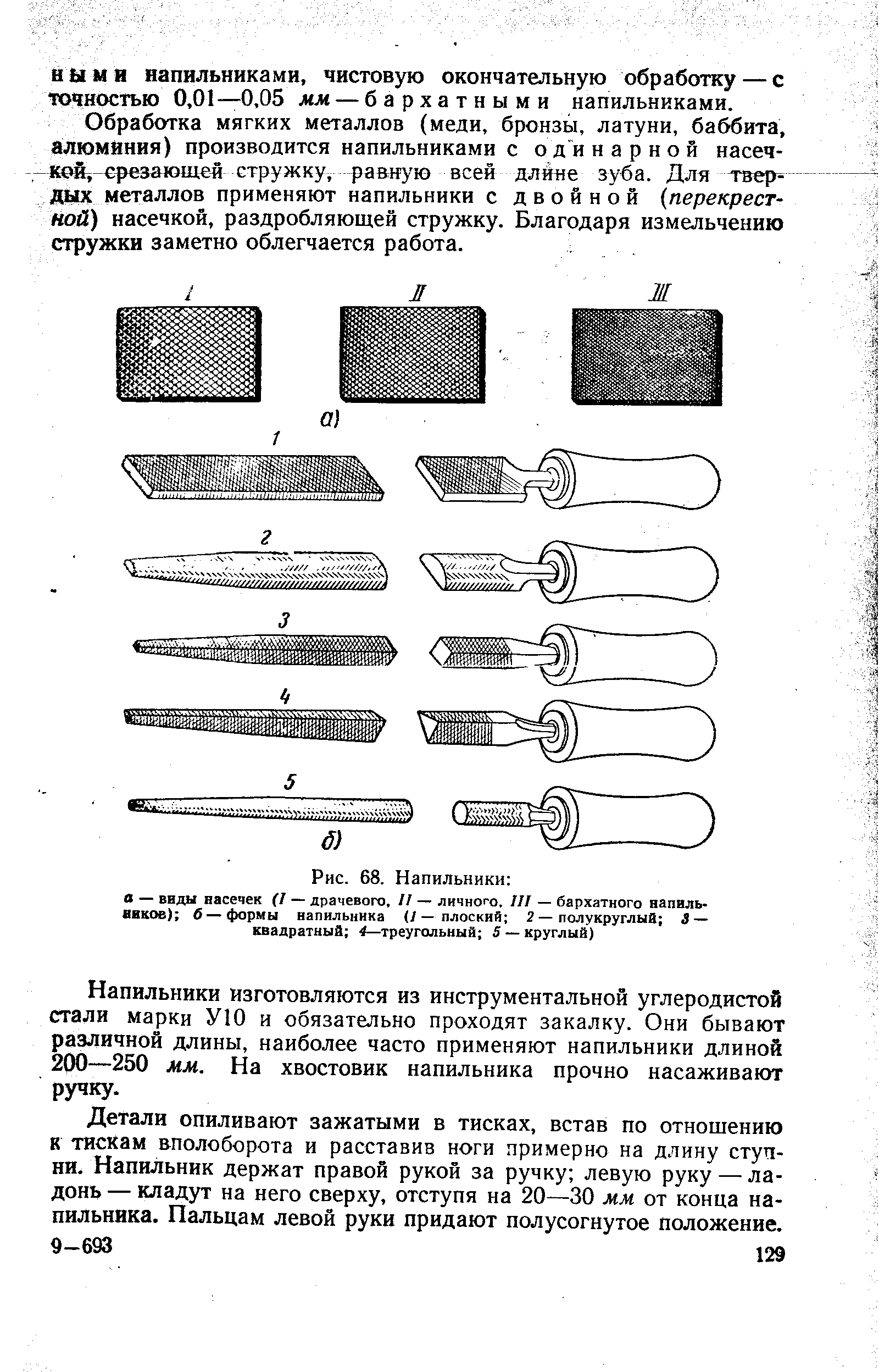
Как уже отмечалось, на рабочую поверхность наносят рабочие зубья. Она может быть одинарной или двойной. Для обработки мягких материалов применяют инструмент с дуговой насечкой.
На поверхности рашпиля изготавливают точечные зубья.
Виды напильников по металлу
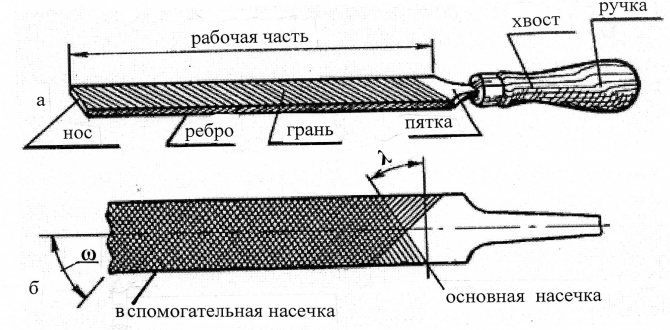
Напильник – это специальный режущий инструмент, повсеместно используемый в разных отраслях производства. Внешне он представляет из себя стальной брусок большой или средней длины с закрепленной на основании деревянной, пластмассовой или прорезиненной ручкой. Она необходима, чтобы обеспечить работнику комфорт при работе с инструментом и снизить риски получения производственных травм.

Тело напильника выполнено из стали специальной марки, что позволяет инструменту взаимодействовать с объектами из металла. Хвостовая часть стального бруса покрыта особым узором, который называется иссечением. Именно от формы и величины насечки будут зависеть и характер, и разновидность выполняемых работ.
Обработка деталей из металла происходит посредством поэтапного стачивания слоев инструментом до придания изделию необходимой формы. Главное, чтобы режущая по металлу часть была подобрана по назначению.
Формы напильников
Геометрическая форма напильника по металлу определяет область его применения в сфере производства и обработки изделий:
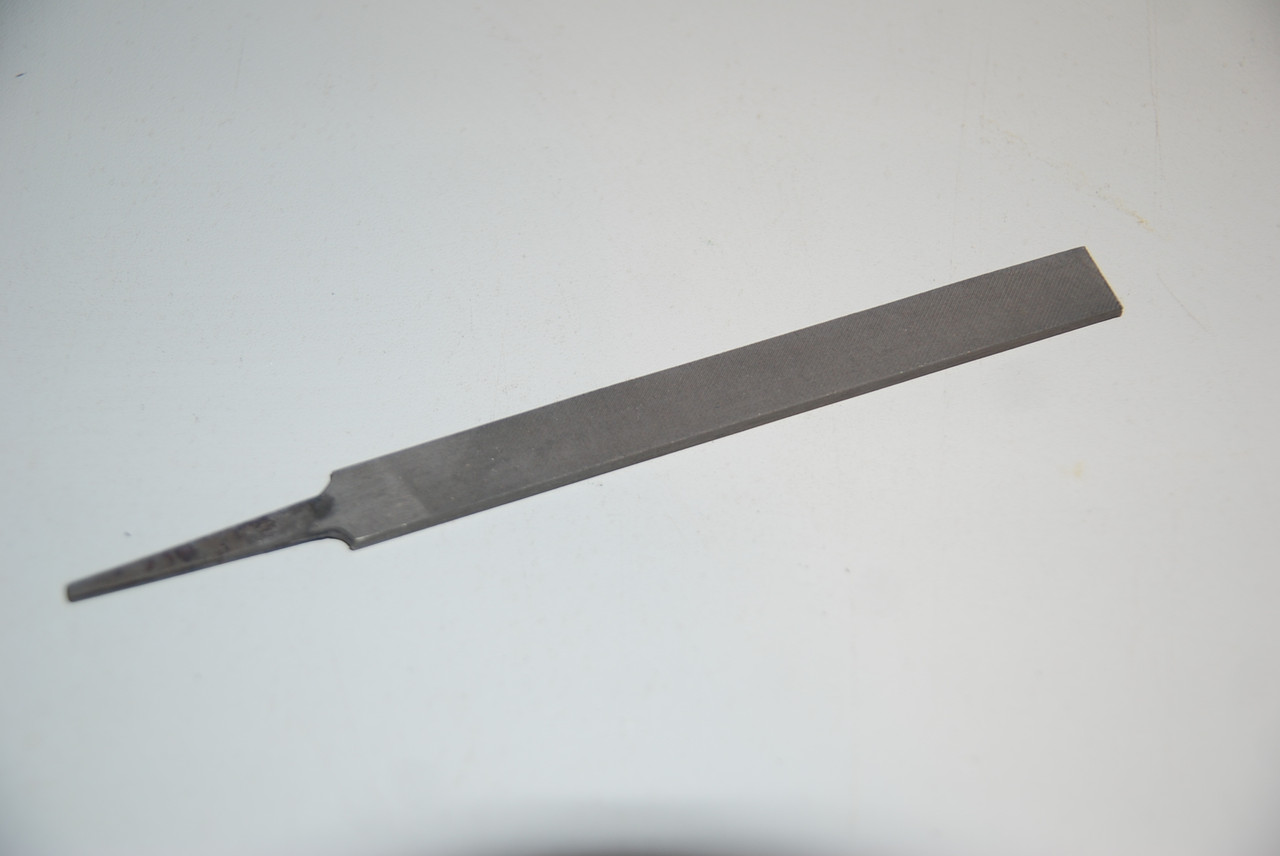
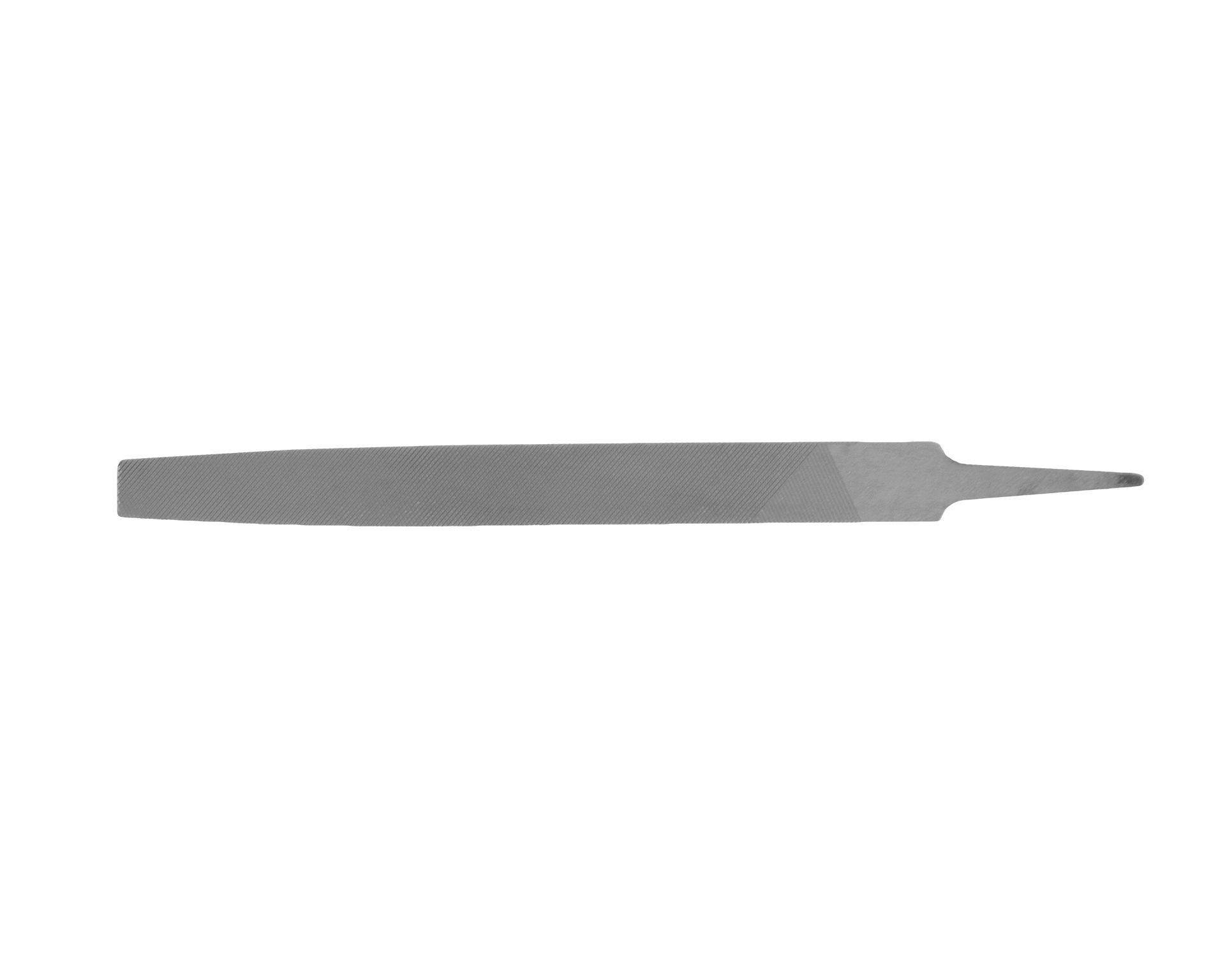
- плоские или плоские остроносые: обработка плоских деталей из металла, а также ровные поверхности;
- квадратные: необходимы для вырезания и формирования технических отверстий различных многоугольных форм;
- трехгранные треугольные: используя такой инструмент, режущий по металлу, можно отполировать, обработать и вычистить зазоры, пазы и иные производственные отверстия;
- полукруглые: отлично подходят для различных видов обработки искривленных вогнутых поверхностей;
- круглые: используются для отточки и обработки округлых или овальных вогнутых поверхностей с маленьким радиусом кривизны;
- ромбические: обработка деталей из металла с наличием зубьев;
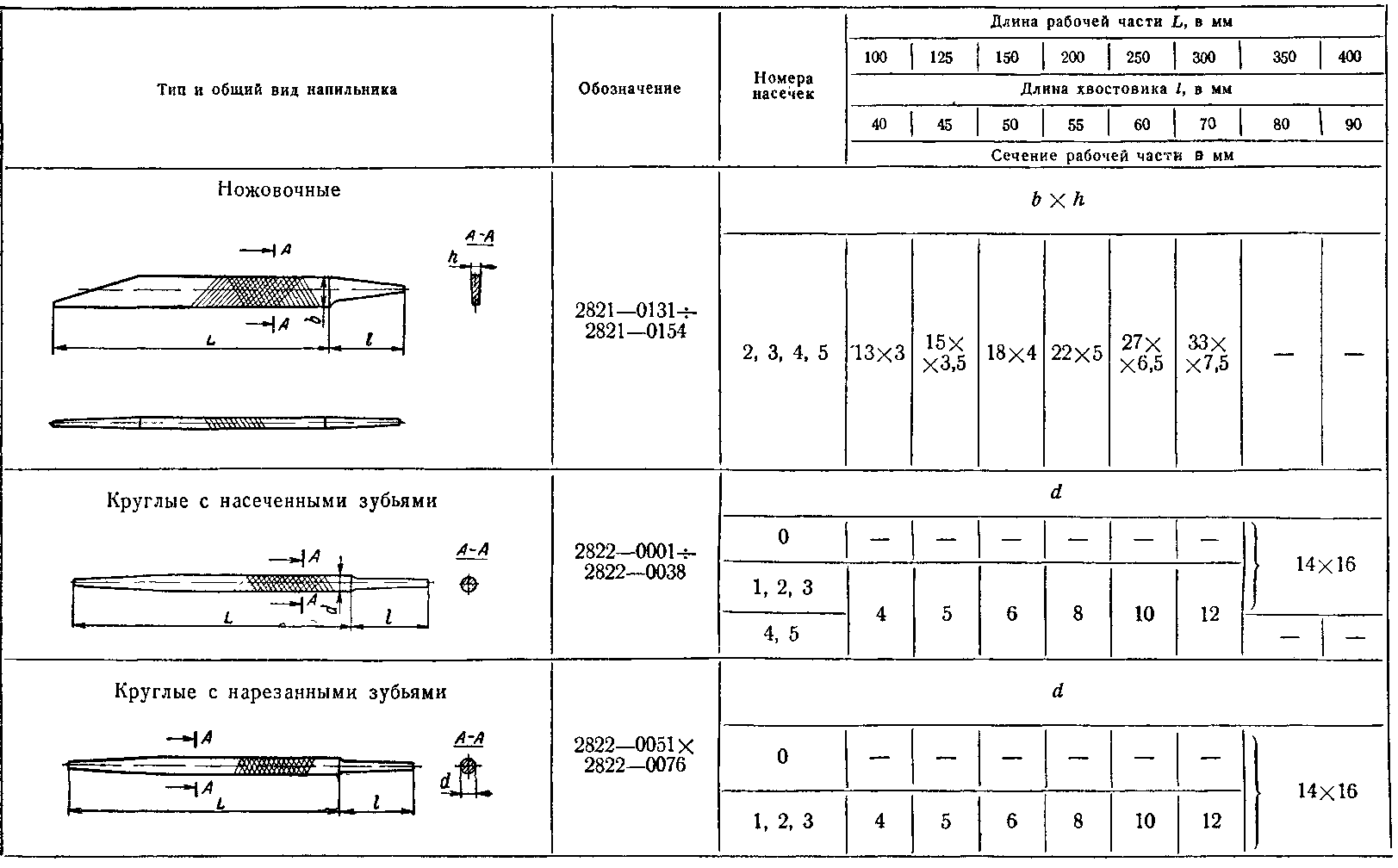
- ножовка: инструмент для отточки узких зазоров, отверстий и других мелких деталей.
Типы напильников
Тип инструмента по обработке металла определяется исходя из его прямого предназначения:
- Резчики по металлу общего назначения. Их принято использовать в слесарном деле. Хвостовая часть выполнена в виде двух зазубренных насечек, которые наложены друг на друга: их длина может варьироваться от 1 до 4,5 см и сочетаться с зубьями всех размеров.
- Резчики по металлу специального назначения. Необходимы в сфере промышленности, так как их основная задача – это устранение отклонений и подгонка мелких деталей, пазов и поверхностей разных радиусов кривизны. Данный вид инструмента имеет много разновидностей, которые подбираются на основании характера выполняемых работ: двухконцевые, плоские, разовые и прочие.
- Надфили. Эта группа напильников по металлу включает в себя самое большое количество видов. Наконечники стального бруса бывают всех возможных геометрических форм, притом сам брус, как правило, не очень длинный. Надфили плоского, круглого, ножовочного и всех других типов характеризуются наличием насечки 5 класса. Надфили используются для обработки мелких металлических деталей, с которыми не справляются более грубые и массивные слесарные инструменты.
- Рашпили. От всех остальных типов напильников рашпили отличаются особо длинной частью стального бруса и крупными зубьями на хвостовой части. Существует 3 основных вида такого инструмента: сапожные резчики по металлу, копытные и напильники-рашпили общего назначения. Форма инструмента преобладает круглая и полукруглая с концом разной степени остроты.
Разновидности насечек и их геометрия
Чтобы качественно выполнить работу резчиком по металлу, необходимо определить требуемый вид насечки. Строение и размер зубьев также имеют большое значение при выборе инструмента. Стальные зубчики могут быть нанесены на хвостовую часть стального бруса разными способами:
- фрезерование;
- насекание;
- протягивание;
- течение;
- нарезание.
Наиболее широкое применение в сфере обработки металлических изделий находят резчики по металлу, зубья которых выполнены посредством насечения их на специальных автоматизированных станках. При этом сами насечки могут быть как двойными, так и одинарными.
Двойная представляет из себя две насечки, одна из которых является основной, а вторая – вспомогательной. Относительно друг друга насечки расположены под особым углом, что позволяет производить отточку твердых материалов (металлы и их сплавы).
Геометрия зуба у напильников будет зависеть от количества насечек на теле стального бруса.
Как сделать ручку напильника
Те, кто часто использует напильник в работе, рано или поздно сталкиваются с тем, что его ручка приходит в негодность и поэтому встает вопрос его замены. Бесспорно, можно пойти в хозяйственный магазин и купить готовую деталь. Но это не всегда лучшее решение. Как правило, там продают рукояти, выполненные из пластмассы или непонятных сортов древесины. Именно поэтому многие предпочитают изготавливать ручки своими руками.
Выбор материала
Практика показывает то, что для ручки оптимальным материалом можно считать такие материалы как – орех, клен. Это довольно прочные материалы, ко всему прочему они обладают привлекательной фактурой.

Ручка орех
Но кроме материала для самой ручки потребуется подобрать клей. Для соединения составных частей инструмента целесообразно использовать клеящие составы на основании эпоксидной смолы.


Как ее сделать
Для изготовления ручки можно воспользоваться токарным станком. Если такой возможности нет, то можно вспомнить детство и выточить его с помощью ножа.
При изготовлении ручки имеет смысл выдерживать следующие размеры:
- диаметр рабочей части 25 – 30 мм;
- длина рабочей части 120 – 150 мм;
Глубина отверстия для закрепления хвостовика инструмента должна быть чуть длиннее, чем сам хвостовик.
Заключительной операцией при изготовлении ручки для напильника – это обработка ее поверхности с помощью абразивной шкурки. Это необходимо для того, что бы на ее поверхности рукоятки не осталось заусенцев, могущих впиться в руку рабочего.
Материал напильника
- Нелегированные марки улучшенной стали с долей углерода от 1 до 1,3% (УЮА-У13А).
- Марки стали с содержанием хрома ШХ15 или 13Х.
Подобное производство напильников практикуется и за границей, а высокое содержание углерода (свыше 1%) позволяет добиться высокой твердости насечки.
В разных странах технология изготовления напильников может отличаться в деталях, однако существуют обязательные производственные этапы:
- формообразование;
- формирование образа насечки;
- термообработка.
Термическая обработка очень важна для любого стального инструмента. Необходимо сделать акцент на распределении твердости и мягкости по телу стального бруса. Сверху стальной стержень должен быть максимально твердым и плавно смягчаться в сторону центра. Если поверхность недостаточно твердая, это может привести к быстрому износу зубьев насечки, а недостаточная мягкость в середине тела стального бруса – к разрушению зубьев во время эксплуатации.
У производителей принята условная регламентация твердости поверхностной части напильника по металлу исходя из сферы применения:
- Слесарные: от 64 до 66 HRc.
- Заточные: от 65 до 67 HRc.
- Рашпили: от 53 до 56 HRc.
Но в любом случае проверить качество инструмента, режущего по металлу, можно только в процессе его применения.
Если вы имеете опыт использования различных форм и типов напильников в профессиональной и повседневной деятельности, можете поделиться им, оставив комментарий под этой статьей.
Что такое напильник и для чего предназначен
Напильник – это универсальный слесарный инструмент. Позволяет решить целый спектр задач.
- Зачистка деталей от ржавчины.
- Снятие грязи и краски с поверхности деталей.
- Доведение заготовки до необходимого размера.
- Заточка инструмента.
- Зачистка силовых контактов электрооборудования от нагара.
- Шлифовка поверхностей.
Что собой представляет такой инструмент? Это небольшой брусок металла с насечками. На одном конце выполнен хвостовик для ручки из дерева или пластмассы.
При изготовлении напильников ориентируются на ГОСТ 1465–59. Он регламентирует использование в производстве этих изделий определённого вида металла:
- легированной хромистой стали (марки ШХ 15 или 13Х);
- улучшенной нелегированной стали (марки У10А или У13А).
Для качественной обработки металлических деталей существуют напильники по металлу. Виды насечек позволяют решить широкий спектр задач. Это обработка не только высокопрочных сплавов, но и работа с керамикой, пластмассой, деревом, резиной или кожей. Различны и требования к точности и чистоте обработки.
Какую насечку выбрать
- Простая (одинарная). Подойдёт для обработки мягких металлов или пластмасс. Такой материал легко снимается и может быстро забить пространство между насечками. Но только не в этом случае.
- Напильник с перекрёстной или двойной насечкой. Служит для работы с деталями из твёрдых сплавов. Например, чугун, бронза.
- Рашпильная, точечная насечка. По виду зуба такой инструмент называется рашпиль или драчевый напильник. Он всегда большого размера (250–350 мм). Имеет крупную насечку. По форме различают полукруглый, круглый или плоский. Хорош для работы с резиной, кожей, деревом. Для точной обработки и шлифовки не подойдёт.
- Есть дуговой вид насечек напильников. Применяется для обработки деревянных деталей.
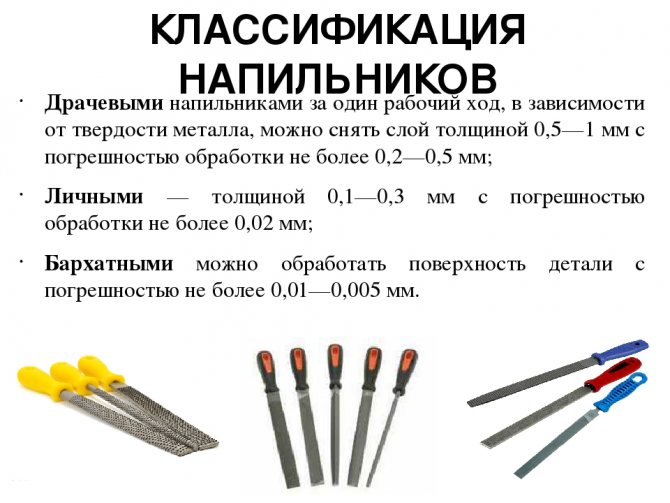
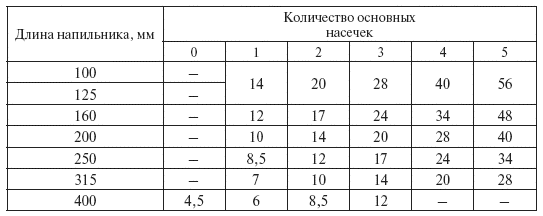
ГОСТ 1465–59 регламентирует шесть номеров насечек:
- Крупная. Это № 0 и 1. Используют для грубой обработки поверхности. Такой инструмент, его ещё называют драчевый напильник, за один проход снимает слой толщиной 0.05–0.1 мм. Для точной обработки не подходит.
- Насечка № 2 и 3 позволяет работать точнее. Снимает слой 0.02–0.06 мм. Точность обработки будет соответствовать этому параметру.
- Чистовая подгонка размера возможна насечками № 4 и 5. Здесь возможна точность 0.01–0.005 мм. Именно столько материала снимается с заготовки за один проход инструмента.
Теперь видно, что этим инструментом можно делать довольно много работы. Он неприхотлив и универсален. Незаменим там, где «бессилен» электроинструмент и всегда готов выручить мастера в сложной ситуации.




Как сделать ручку напильника
Ручка инструмента должна быть удобна. Сделать своими руками из дерева просто. Последовательность такая:
- Выстругать или выточить на токарном станке ручку. Размер и форму каждый мастер подбирает индивидуально. Она должна хорошо лежать в руке слесаря. Дерево берётся высохшее, средней плотности, нехрупкое. Оптимальный вариант – сосна.
- Наконец, куда будет вставляться хвостовик напильника, надеть металлическое кольцо. Его можно сделать, отрезав 1 см от трубки подходящего диаметра. Без него, при насаживании ручки на хвостовик, ручка расколется.
- Просверлить отверстие по оси ручки со стороны кольца на глубину равную ¾ длины хвостовика напильника. Сверло должно быть диаметром ½ средней толщины хвостовика.
- Насаживая ручку, следить за совпадением осей двух деталей.
Зачастую приходится обрабатывать фигурные поверхности, с изгибами и острыми внутренними углами. Для выполнения каждой из таких работ выбирают соответствующий инструмент, выпускаемый согласно ГОСТу.
Это интересно: Ножовка по металлу — виды, применение, конструкция
Виды насечек на инструментах и что они обозначают
Размер насечек на напильниках взаимосвязан с таким немаловажным параметром, как длина рабочей части. Приборы с крупными зубьями используются в случае необходимости удаления большого слоя металла. После такой обработки поверхность становится грубой, поэтому нуждается в дополнительной обработке перед окрашиванием. Для снятия небольшого количества металла, применяются приборы с мелкой насечкой. После проведения работ напильниками с мелкой насечкой получается более качественная поверхность.
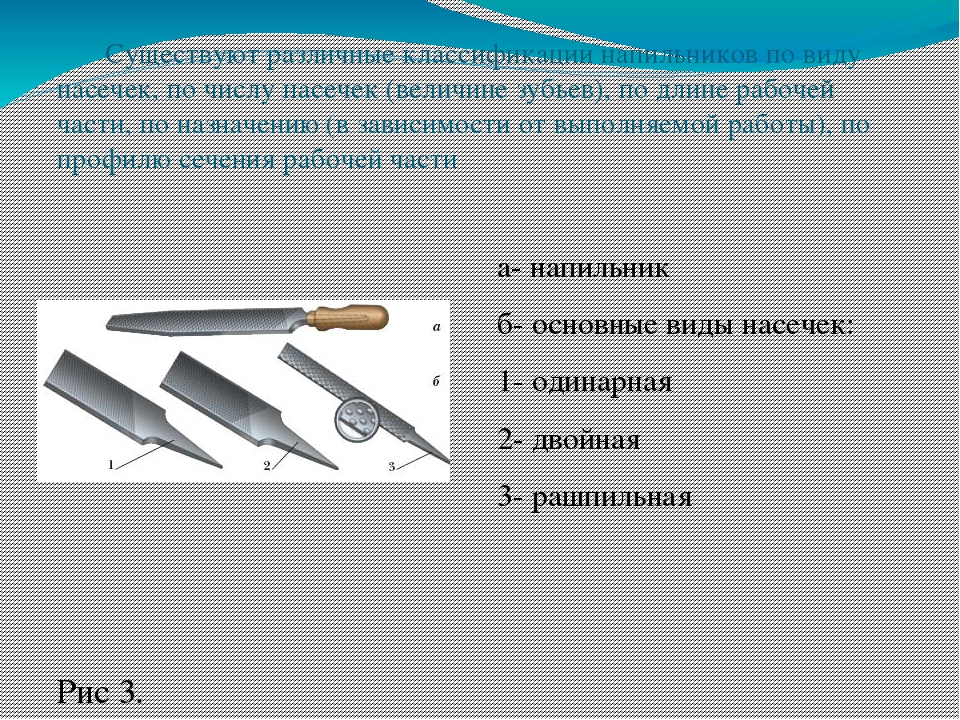
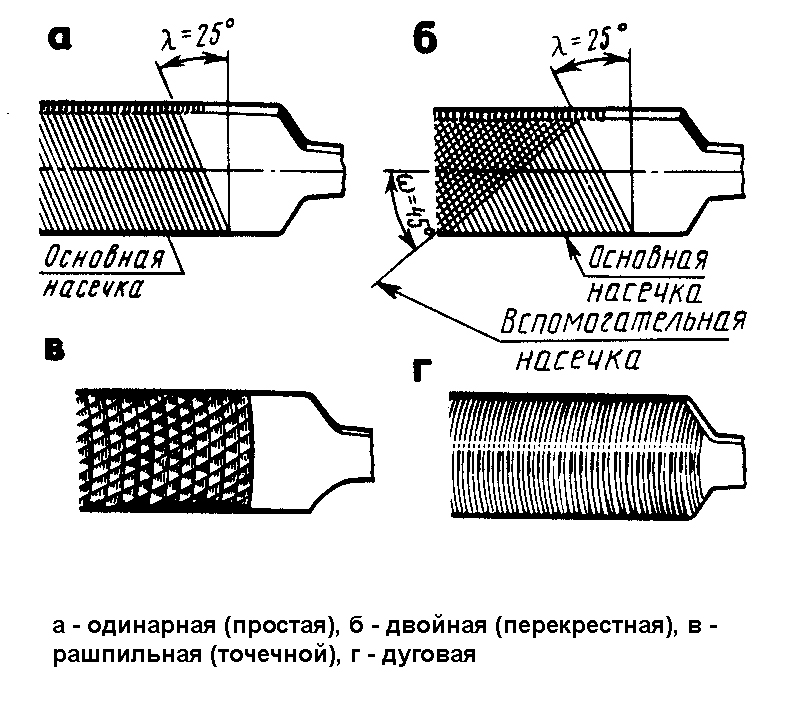
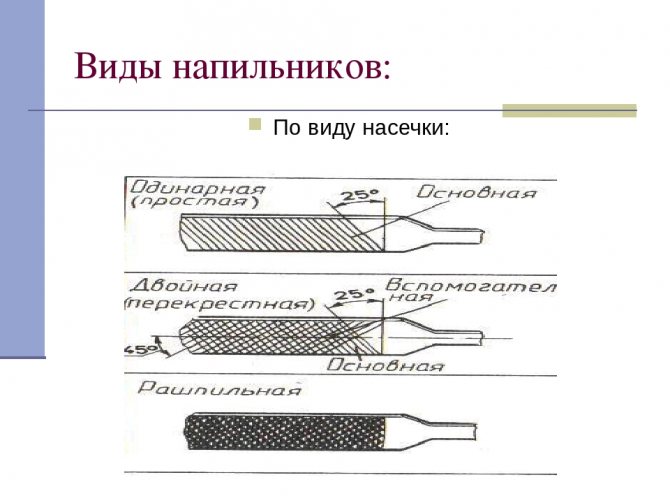
Насечки или лезвия на поверхности металлической части инструмента бывают разных видов. Самая распространенная классификация насечек — по внешнему виду. Они бывают двойными и одинарными.
- Одинарные — отличаются тем, что линии на поверхности металлической заготовки нанесены только в одну сторону. Используются инструменты с одинарной или простой насечкой для работы с мягкими металлами, а также древесиной, пластиком и т.п. Эффективность применения приборов наблюдается при затачивании ножовок по древесине
- Двойные или перекрестные — по названию понятно, что насечки на приборе нанесены в две стороны, тем самым образуя между линиями фигуру в виде ромба. Двойная насечка отличается высокой эффективностью, а также скоростью выполнения работы. Наличие двух насечек способствует не только снятию слоя металла, но еще и перемалывания стружки в металлическую пыль. Приборы с таким рабочим профилем используются для обработки твердых видов металлов — чугун, бронза и сталь
Кроме одинарных и двойных видов насечек на напильниках, встречаются и другие разновидности
Мало кто знает об этом, и для чего они предназначаются, поэтому уделим внимание этому вопросу
- Крестовые — то же самое, что и двойная насечка. Некоторые источники называют ее двойной или перекрестной, а другие используют название «крестовая». Многим известно, что двойная насечка состоит из двух перекрестно расположенных линий, но мало кто знает о том, под каким углом они находятся. Главная насечка наносится под углом 70-80 градусов, а дополнительная имеет угол расположения 55 градусов
- Точечные — отличаются тем, что насечка имеет форму заусениц небольшого размера. Такая форма режущих частей является идеальной при обработке мягких материалов, а точнее древесины, кожи, резины и т.п.
- Фрезерно-дуговые — специальная форма насечки, посредством которой достигается высокая производительность с качественной обработкой материалов. Используются напильники с такой формой режущей части для работы с цветными металлами и древесиной
Кроме разновидностей напильников по форме режущей части, они также классифицируются по такому признаку, как размер насечек или зубьев. Инструменты выпускаются с разными размерами зубьев, но с обязательным соблюдением соответствующих стандартов.
Это интересно! Знаете ли Вы, что из старого и ненужного напильника можно сделать нож. Инструкция по изготовлению ножа из напильника подробно описана в этом материале.
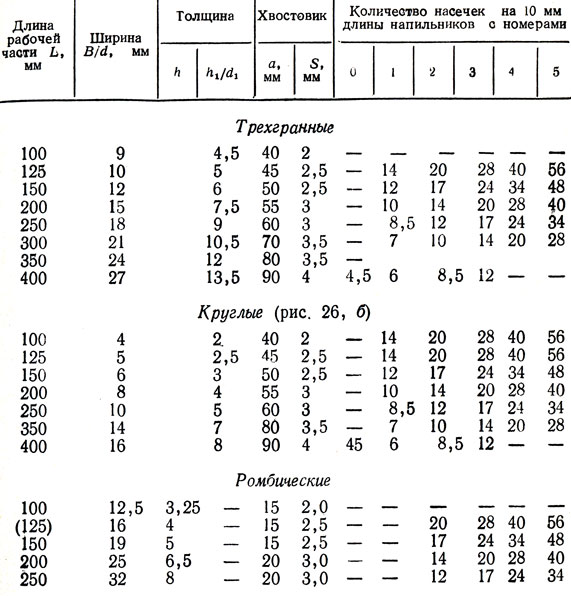
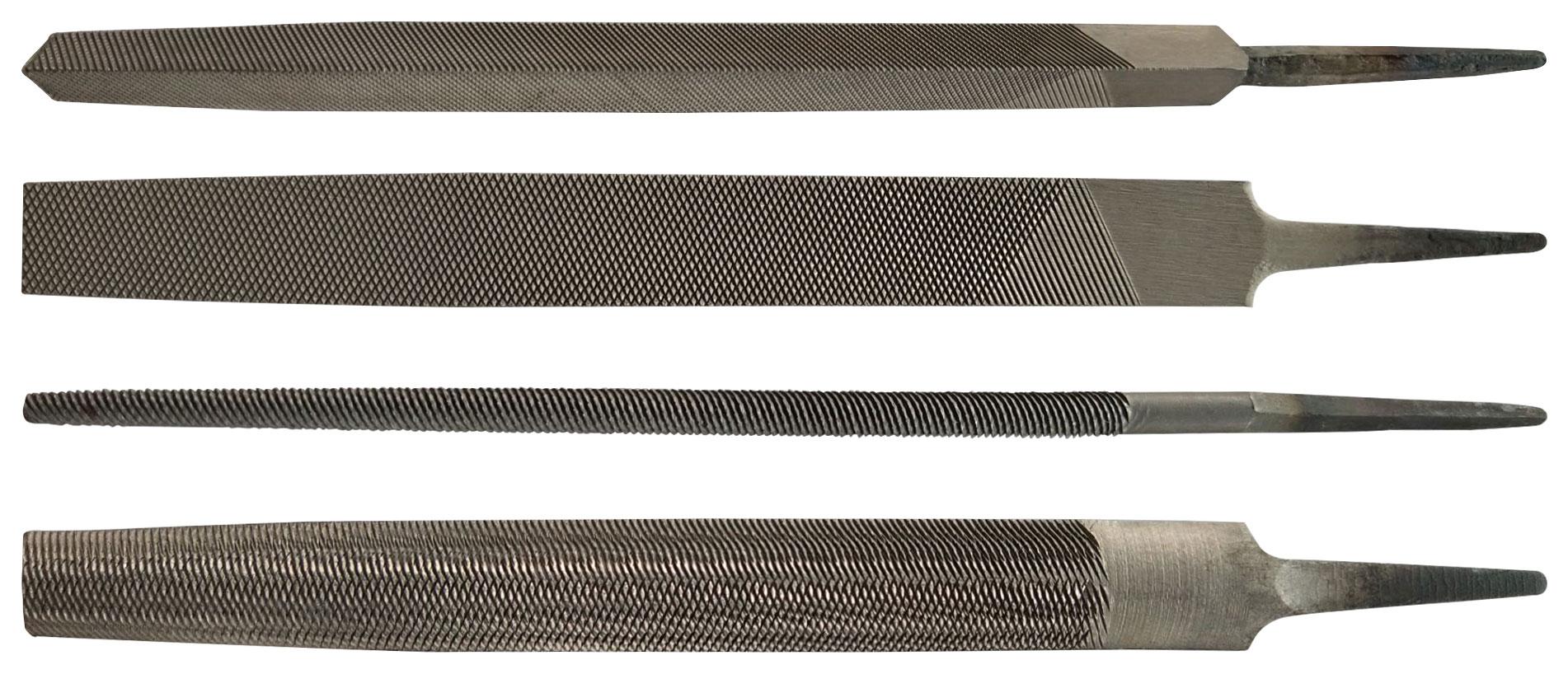
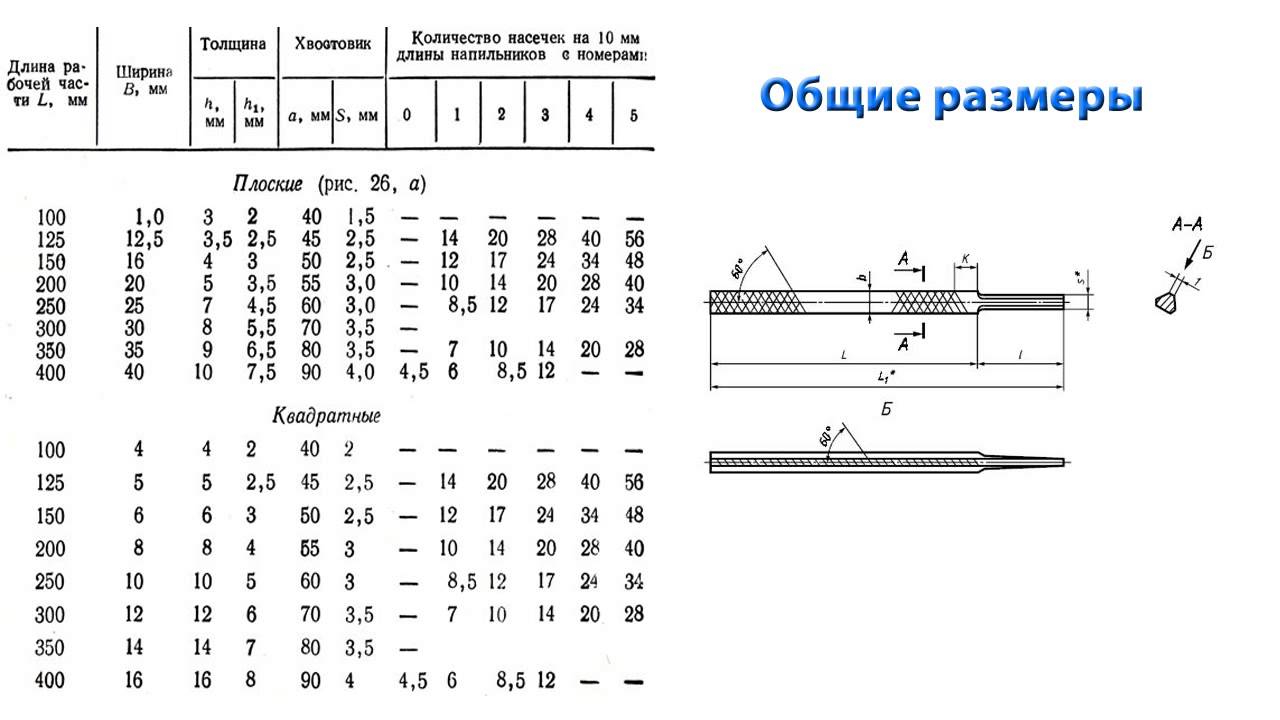
Классификация по форме сечения
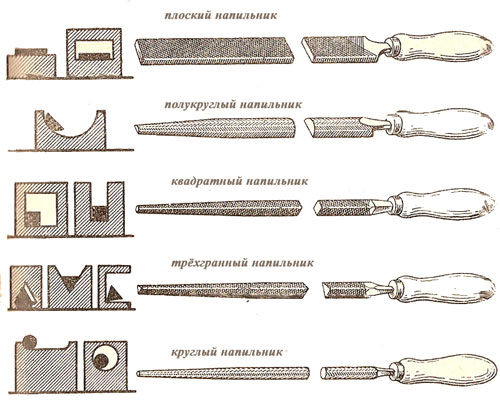
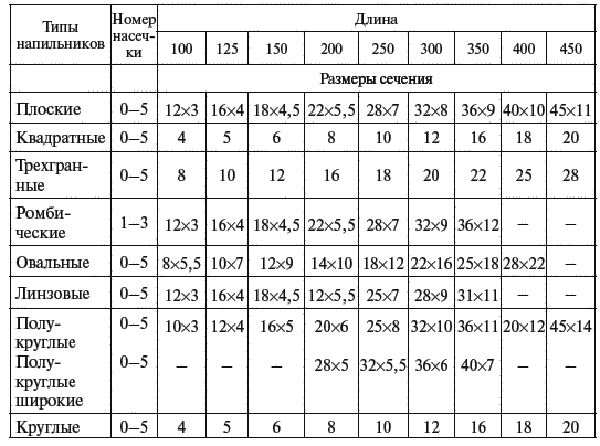
Форма определила название и назначение напильников, на ней создана основная классификация. В зависимости от профиля обрабатываемой поверхности подбирается сечение инструмента. Производители напильников предлагают использовать специальный ручной инструмент следующих сечений:
- Плоские – напильники подобной формы подходят для обработки плоских и закругленных (выступающих) поверхностей. Это наиболее распространенное сечение у подобного инструмента.
- Квадратные напильники применяют для обработки прямоугольных и квадратных отверстий. Ими обтачивают прямоугольные пазы на поверхности.
- Круглые – с помощью них обрабатывают внутренние полости и отверстия, удаляют наплыв от сварных швов и облоя у отливок. Добиваются нужной конфигурации при доводке эллиптических поверхностей внутри детали.
- Трехгранные – в сечении представляют правильный треугольник с углом наклона поверхностей 60 ⁰ друг к другу. Чаще всего подобный инструмент используют для заточки зубьев у другого инструмента, например, ножовки для пиления древесины.
- Специальные – на некоторых предприятиях в инструментальных цехах изготавливают напильники особой формы. Например, при изготовлении двухтактных двигателей внутреннего сгорания с воздушным охлаждением нужно дорабатывать впускные отверстия. Заготовки получают литьем, но доработку выполняют вручную (дешевле, чем использовать специализированный станок).
- Овальные или полуцилиндрические напильники применяют для обработки цилиндрических или конических впадин.
Ручной инструмент в зависимости от размеров обрабатываемых деталей изготавливают разной длины. Во времена использования паровозов у каждой бригады машинистов имелся напильник длиной 720 мм. Использовали для очистки сажи и иных загрязнений с поверхности труб парового котла.
Современные напильники редко изготавливаются длиннее 500 мм (размер определяется по длине рабочей части, где имеются зубья). Для мелких работ, например, в работе часовщиков используются надфили, с рабочей длиной около 50 мм.
Принята закономерность: чем крупнее зуб, тем длиннее рабочая часть. Объясняется довольно просто. Работа выполняется при поступательном движении вперед. Продвигая рабочую часть дальше, добиваются более глубокого снятия слоя при стачивании.
Крупные зубья оставляют на обрабатываемой поверхности глубокие риски. Чтобы добиться более качественной поверхности оставляют припуск на получение качественной поверхности. Ее получают, обрабатывая с помощью напильников, имеющих менее крупные зубья.
Используя бархатные напильники, получают блестящую поверхность с минимальным количеством рисок. Последующая полировка производится уже другими инструментами. На практике выполняется обработка в несколько этапов (не менее двух). Первый – обработка грубым инструментом, второй – чистовая доводка поверхностей.
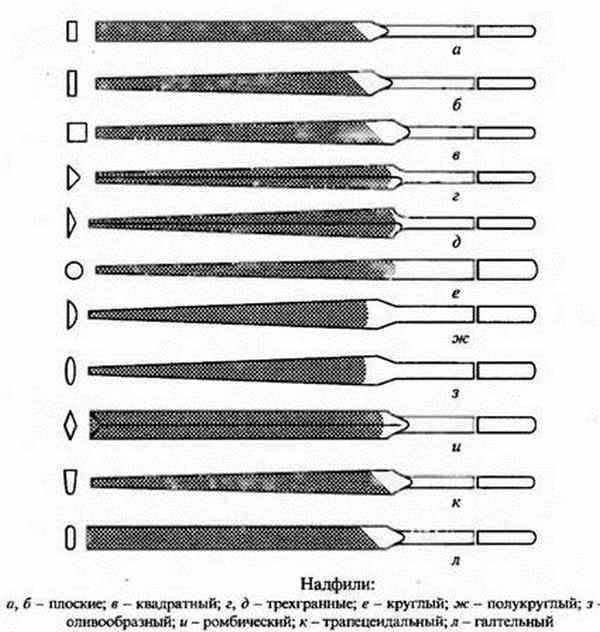




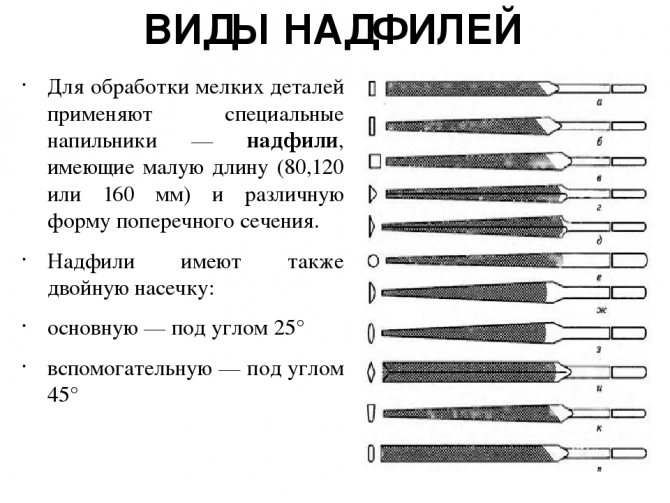
Формы надфилей и их применение
Формы надфилей отличаются друг от друга соответственно назначению. Мастера нередко используют целый набор мини-напильников в определенной последовательности.
Многоступенчатая обработка детали позволяет добиться оптимального состояния, подкорректировать все огрехи без особого труда.
По профилю инструмент подразделяется на следующие типы:
- трехгранные остроносые (треугольные). Имеют три равные грани, соответственно три рабочих ребра. Такая форма годится для обработки углов, расстановки угловых насечек, обточки мелких пазов внутри и снаружи;
- трехгранные тупоугольные. Напоминают треугольник с равными сторонами и тупым углом. Может иметь 1 или 3 грани разной текстуры. Применяется для обработки углов, средних и крупных отверстий;
- клиновидные. Обладают одним ребром и двумя рабочими гранями с острым концом. Подходят для обработки клапанов, мелких углов, кастов, пропиливания высечек;
- ромбические. Удобны для изделий с разными углами в форме. Рабочие поверхности складываются в ромб с острыми гранями. Кончик притуплен;
- полукруглые. Одна сторона плоская, другая — овальная. Насечки по всему инструменту. В сечении — сегмент. Универсальный вид, поскольку можно обработать и округлые и плоские поверхности. Неотъемлемый инструмент ювелира при изготовлении колец;
- плоские тупоносые. Прямоугольные, с четырьмя вытянутыми сторонами. По две широкие и узкие рабочие грани. Можно обрабатывать разнообразные пазы, ровные элементы;
- плоские остроносые. Прямоугольники с острым концом. Применение аналогично тупоносым, но больше возможностей для труднодоступных мест;
- квадратные. Имеют сечение в форме квадрата. Все поверхности рабочие. Используются для опиловки люфтов, насечек, пазов с прямыми углами;
- овальные. Служат для округлых деталей, создания плавных линий. В сечении выглядят как овал. Кончик часто заострен;
- круглые. Круглая рабочая часть, тупой или острый кончик. Насечки по всей окружности. Идеально подходят для корректировки рельефных, округлых поверхностей;
- пазовые. Очень похожи на плоский тип надфилей. Главное отличие — закругленные торцы. Нос может быть острым или тупым. Широко применяются для обработки отверстий разного формата;
- разновыпуклые. Похожи на двояковыпуклую линзу. Насечка на обеих рабочих сторонах, нос заострен. Отлично выравнивают форму кольцам изнутри;
- ножевидные. Выглядят аналогично бытовому кухонному ножу. Чаще всего служат для зачистки деталей от грязи, ржавчины, налета, тонкой заточки, подгонки;
- игольчатые. Отличительная особенность — короткая рабочая часть. Напилок без ручки имеет длину всего 25 — 55 мм. Хвостовик квадратного сечения, острый кончик. Используется ювелирами для шлифовки поверхностей. В остальных областях изредка применяется для труднодоступных мест. Также называется надфилем для золота;
- бархатные. Надфили такого типа служат для самой нежной обработки. За один взмах они снимают 0,05 мм без видимых следов. Такой эффект возможен благодаря 25 — 80 зубчикам на каждый сантиметр рабочей поверхности;
- рифели. Надфели специального назначения. Главным образом используют ювелиры. Форма изогнута наподобие серпа или крючка, сплав с магнитной добавкой. Ими обрабатываются звенья цепочек, золотые кольца. Магнитная составляющая позволяет стряхивать крошку металла, чтобы мусор не мешал крайне тонкой работе;
- надфили для заточки пильных цепей, например, бензопилы. Ручные варианты имеют направляющую плоскость и рабочий стержень с насечками. Форма и размер подбираются в соответствии с шагом цепи. Выдержать калибровку таким надфилем бывает достаточно сложно. Значительно упрощает работу с бензопилой электрический или пневматический вариант. Выглядят они наподобие ленточных шлифовальных машин. Движение осуществляется за счет ремня и двигателя, в комплектах несколько насадок. Такие приборы также активно применяются в автомобильной индустрии, обточке стекла и алюминия;
- двухконцевые. Ручка у таких инструментов находится по центру длины. Рабочие поверхности расположены как с правого, так и с левого края. Часто используется граверами, ювелирами для мелких деталей.
Общее описание и назначение напильника
Назначением инструмента является доработка детали до окончательного вида. С его помощью вручную выполняется множество различных производственных операций:
- Затачивание всевозможных инструментов – пилы для дерева и металла с различным профилем зуба, ножей, циклёвок, дыроколов, пробойников.
- Начальная обработка изделий из металла, дерева и пластика.
- Удаление заусенцев после грубой опиловки, шлифование плоскости.
- Корректировка формы предмета, формовка отверстий.
- Выполнение на изделии элементов сложной конфигурации, таких как канавки, пазы, шлицы, овалы.
- Отрезание части детали.
- Подгон размеров по чертежу.






