

Содержание
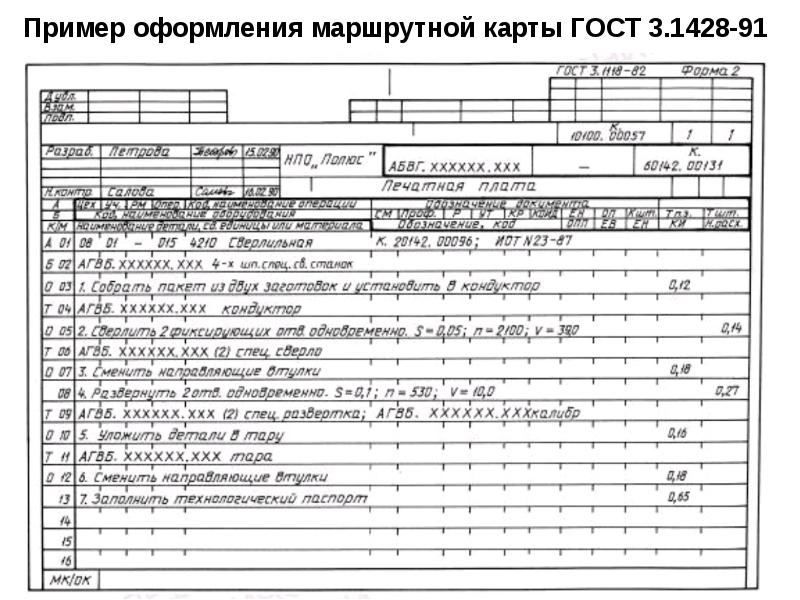
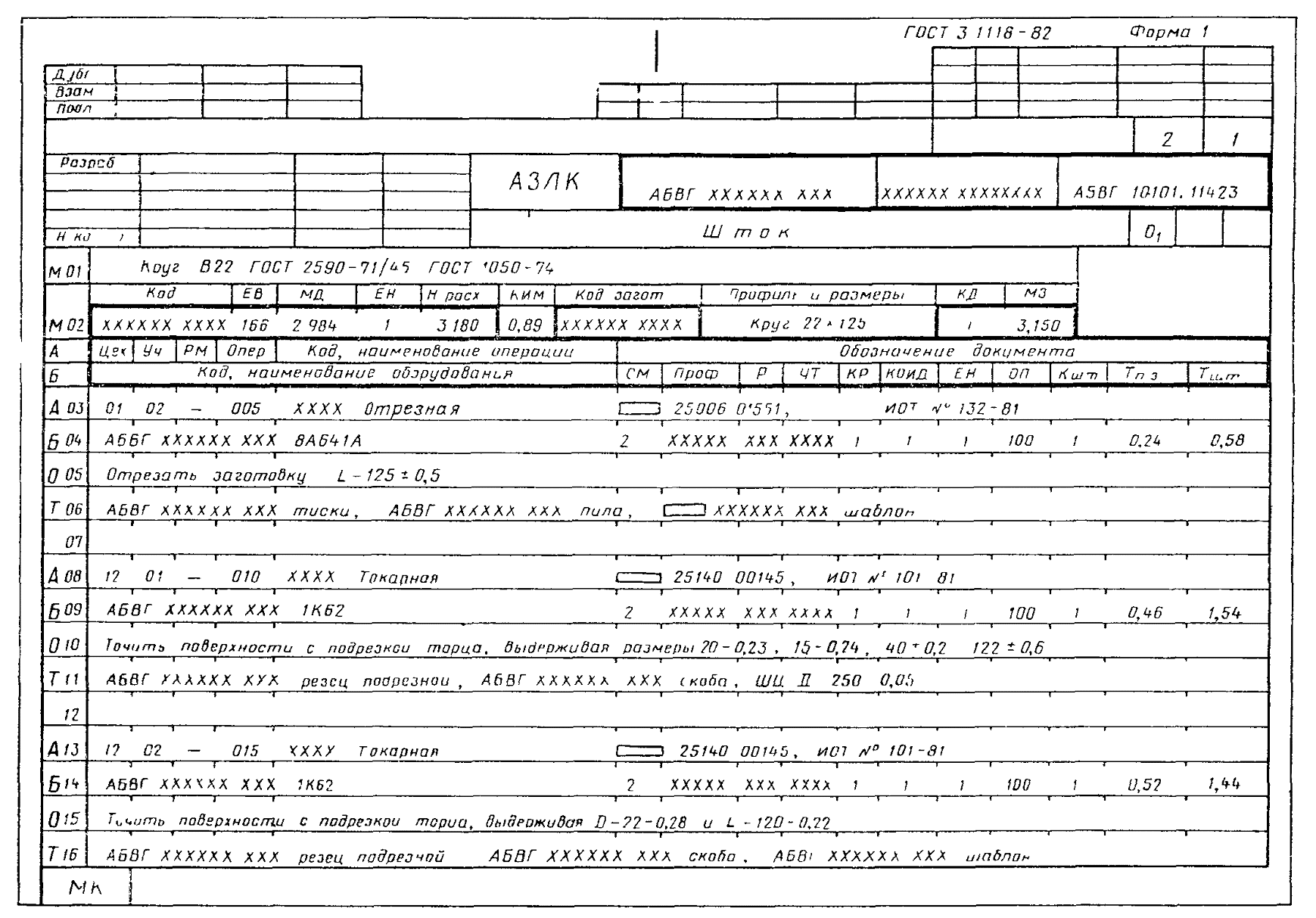
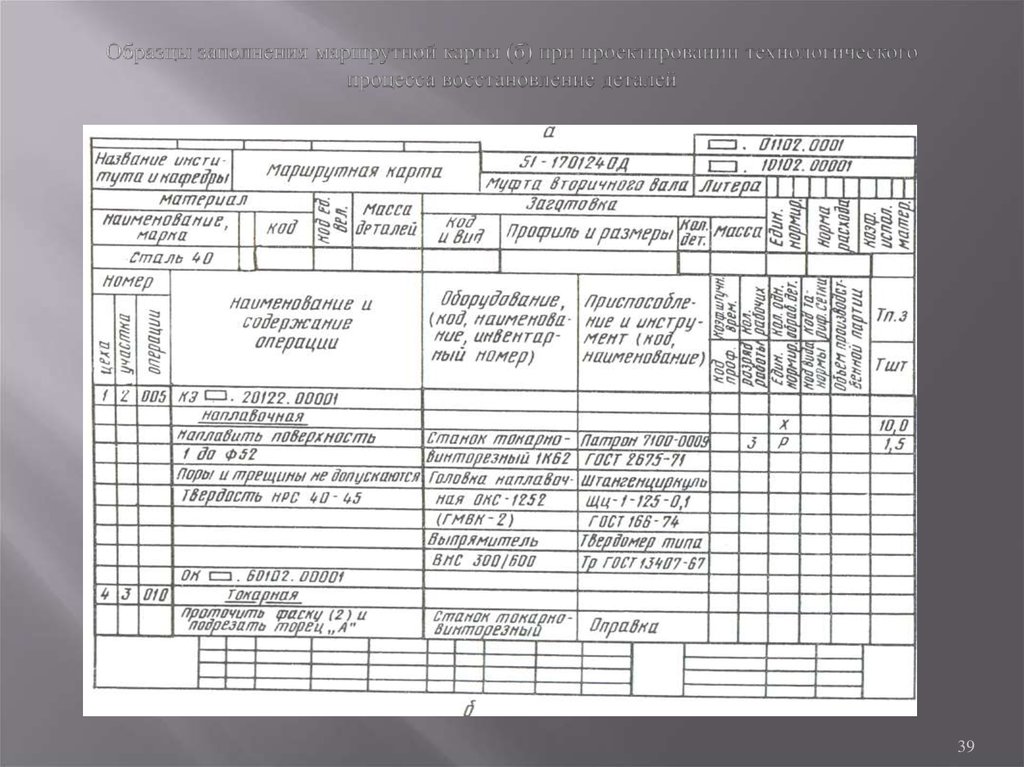
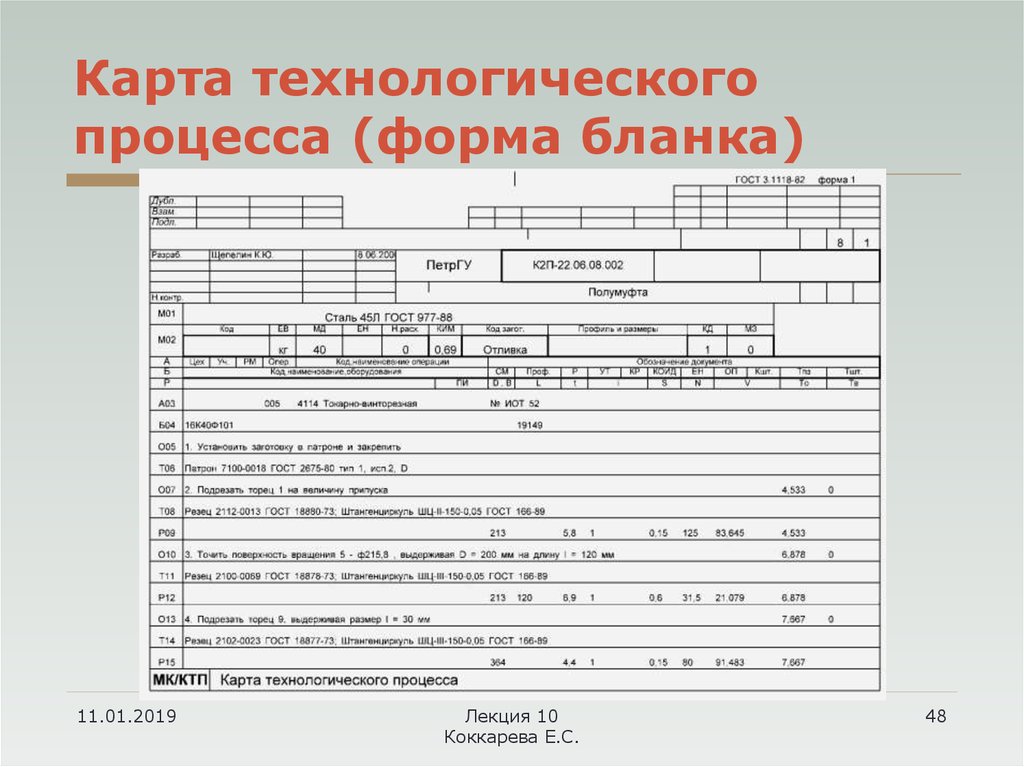
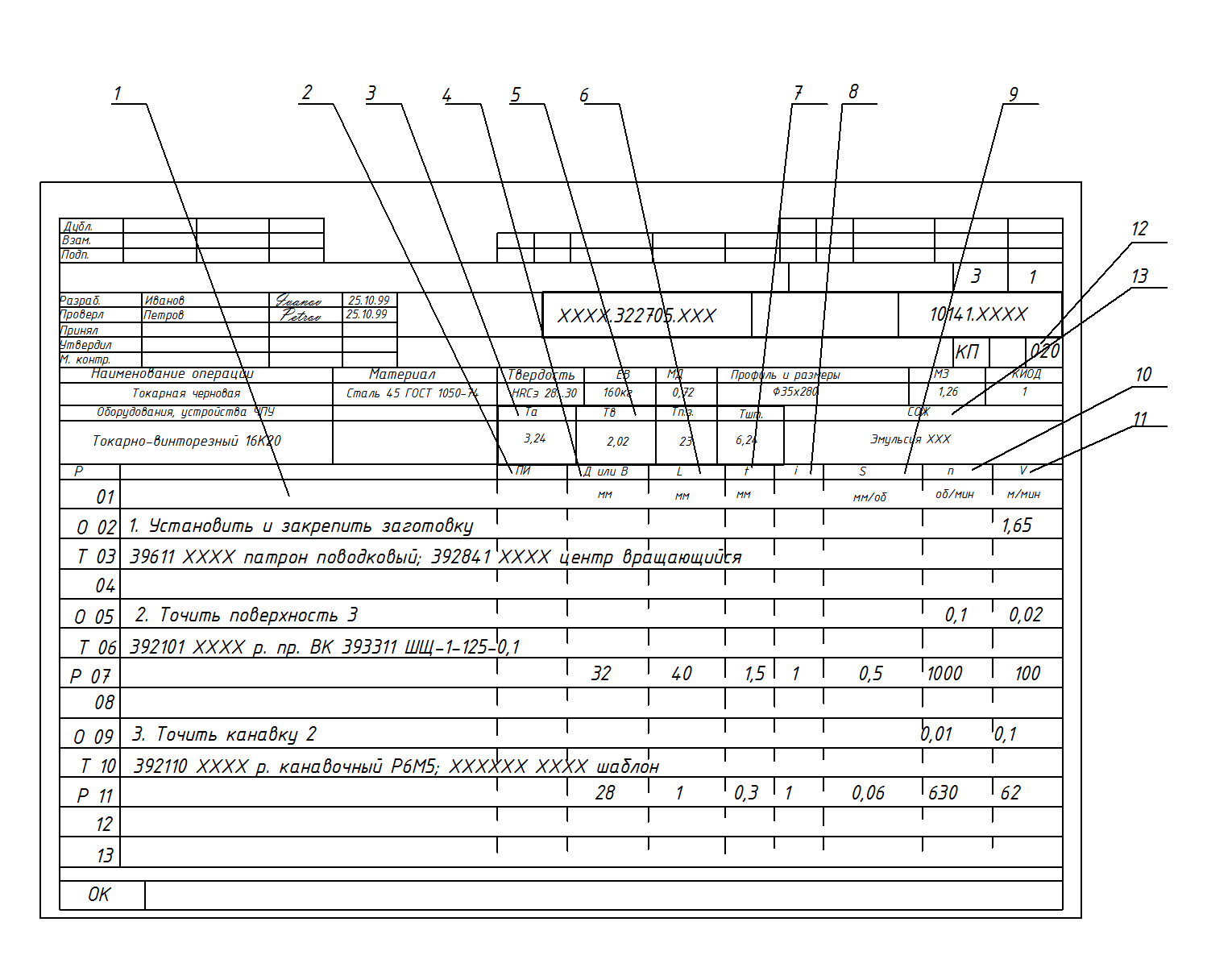
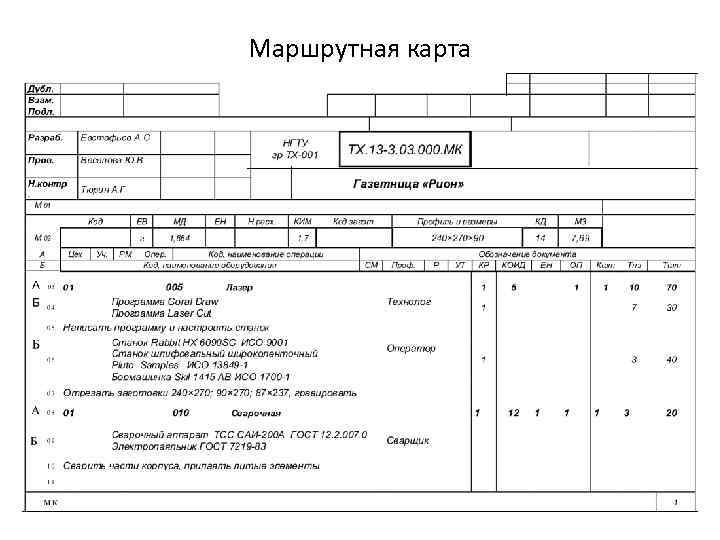
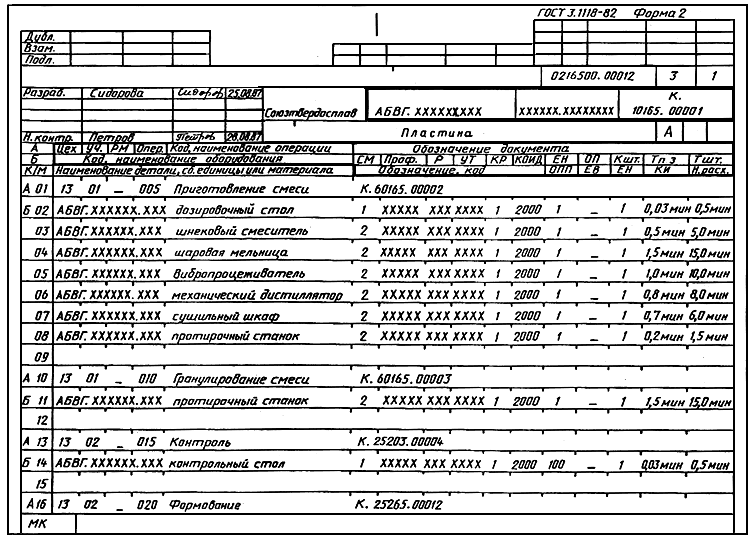
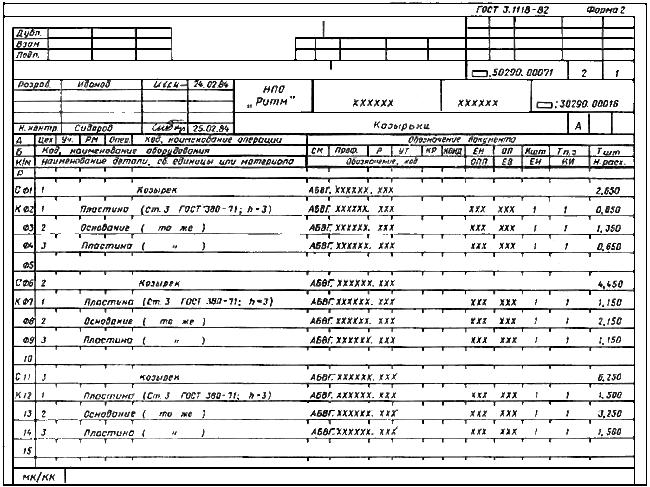
Во многом область применения карты технологического процесса зависит от содержания. При этом документ составляется с учетом установленных стандартов. Рассматривая содержание отметим несколько моментов:
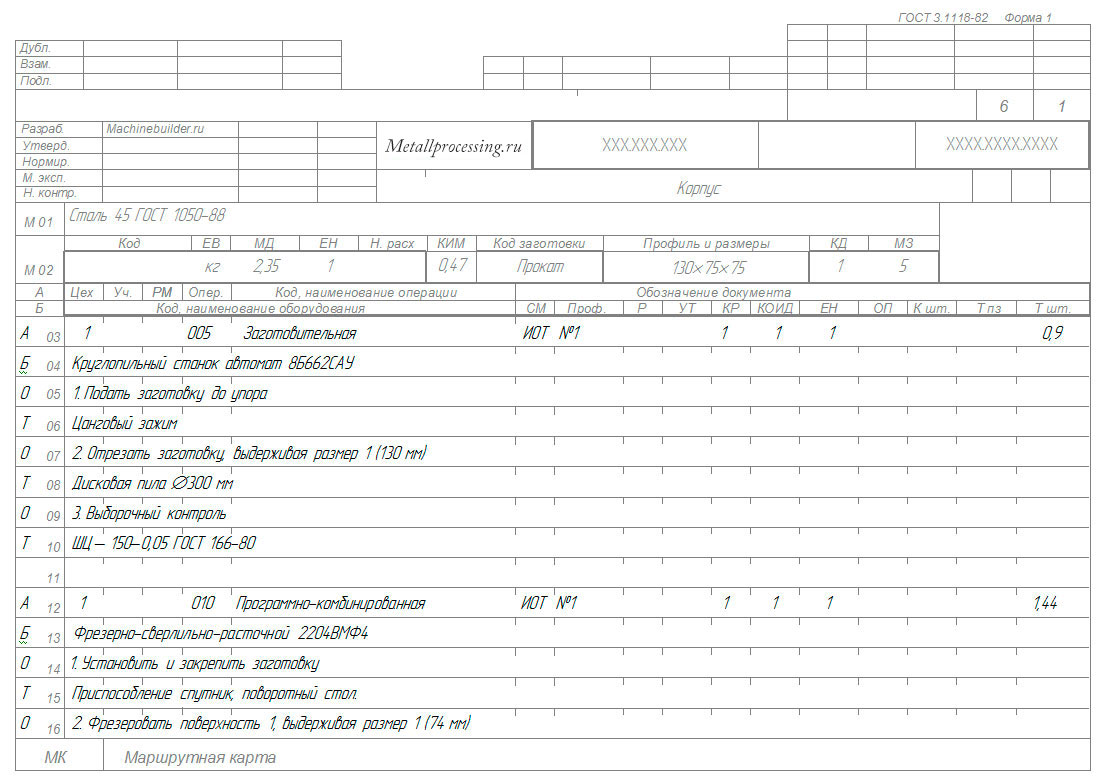
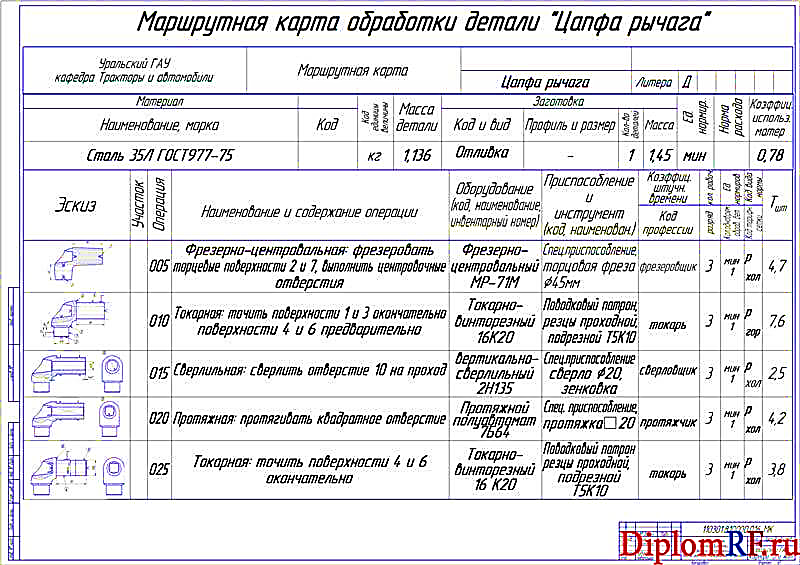
Проводится указание номера участка или рабочего цеха. Кроме этого, указывается код и наименование проводимой операции
Эти данные считаются важным, указываются во всех документах.
Также уделяется внимание наименованию оборудования. Для обработки заготовок могут применяться самые разные станки и ручные инструменты, выбор проводится в зависимости от поставленных задач и некоторых других моментов.
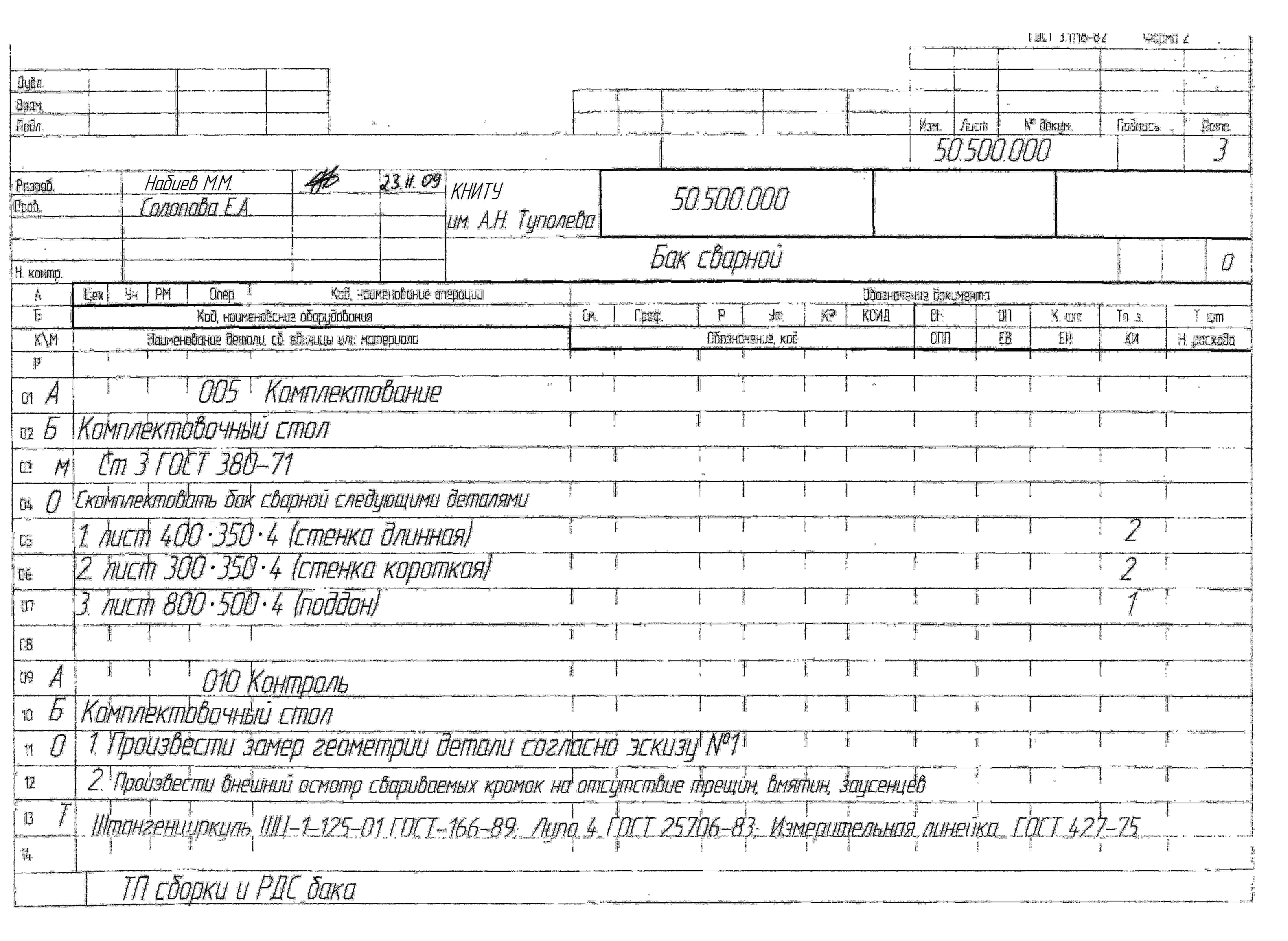
Информация о комплектации изделия, так как оно может быть представлено сочетанием нескольких составных частей
При этом могут указываться различные данные, все элементы проходят соответствующую нумерацию, по которой проводится сборка.
Данные о том, какие материалы и заготовка используются в качестве основы при изготовлении детали. На то, каким образом будет выполняться обработка во многом оказывает влияние типа материала, из которого изготовлена заготовка. Примером можно назвать различные характеристики углеродистых, легированных и цветных сплавов, пластика и дерева. Кроме этого, перед непосредственной механической обработкой часто проводится закалка поверхностного слоя, за счет чего повышаются эксплуатационные характеристики, но существенно снижается степень обрабатываемости. Наиболее важным показателем можно назвать твердость поверхностного слоя.
Содержание операции. Этот раздел расписывается подробно, так как используется в качестве инструкции по выполняемой обработке.
Информация, касающаяся типа применяемой оснастки при проведении операций. Оснастка может существенно отличаться по области применения и тому, какого результата можно достигнуть. Большая часть предназначается для фиксации заготовки, больше всего трудностей возникает в случае цилиндрической и другой формы. Оснастка должна обеспечить надежную фиксацию разных изделий, так как даже их незначительное смещение относительно базовой поверхности становится причиной появления дефектов.
Данные о конкретных режимах обработки. При применении определенного оборудования могут задаваться самые различные режимы резания. Наиболее важными параметрами можно назвать скорость, глубину врезания инструмента и некоторые другие. Отсутствие подобной информации не позволяет провести создание качественного изделия.
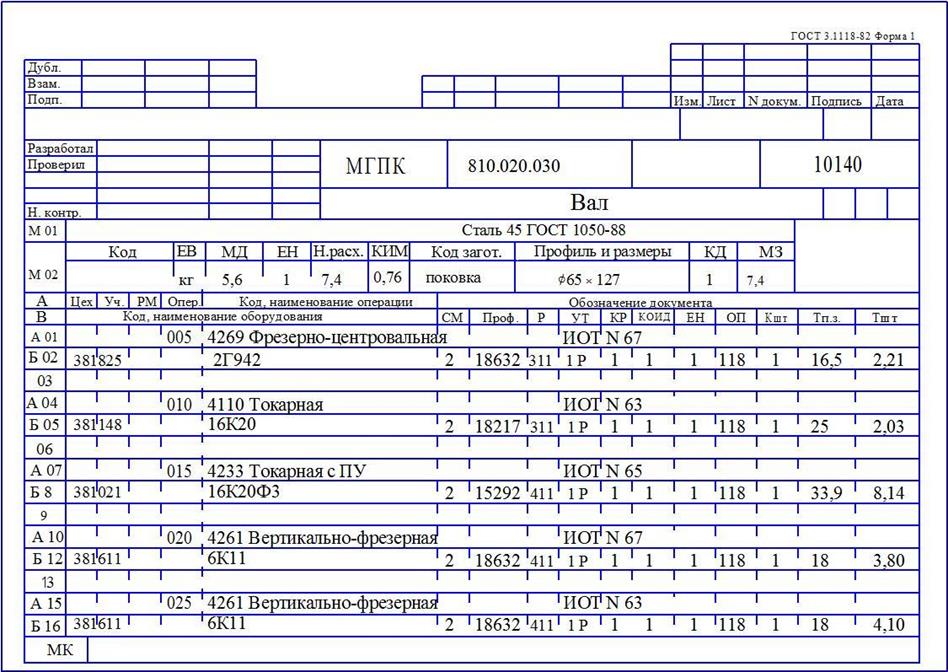
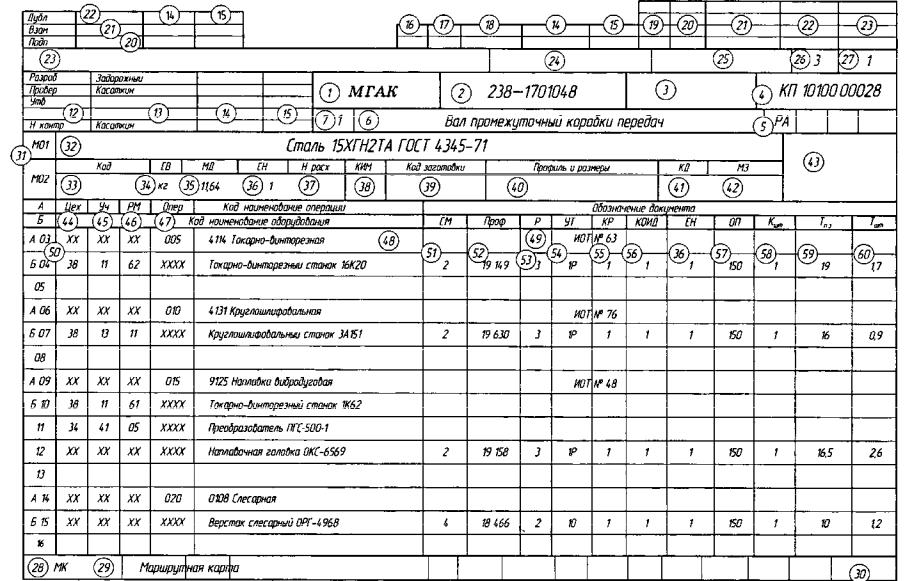
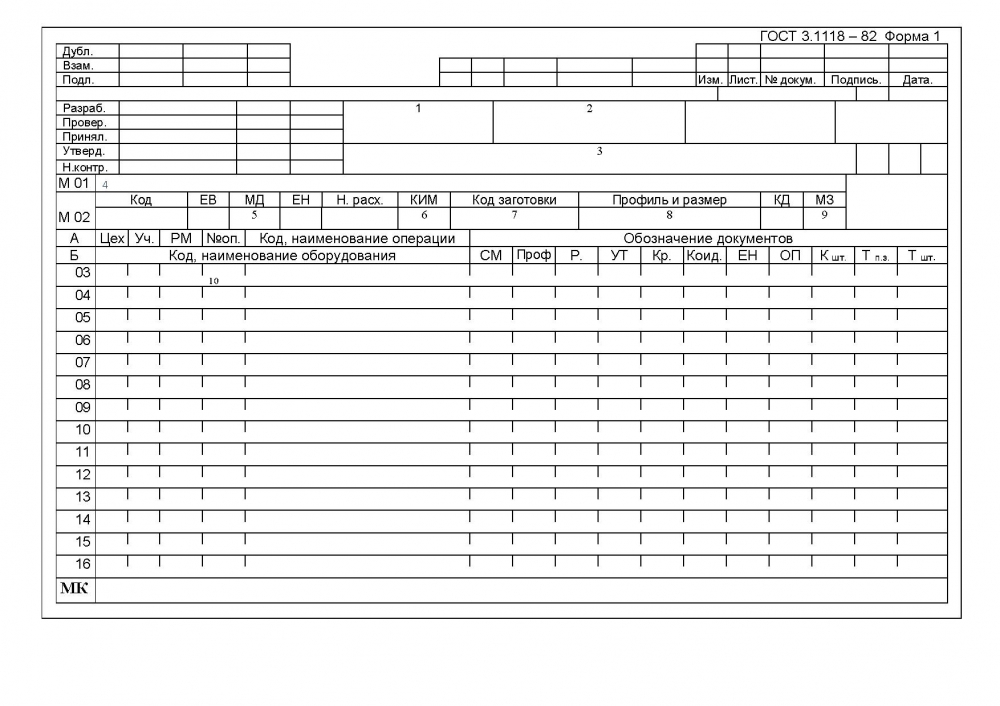
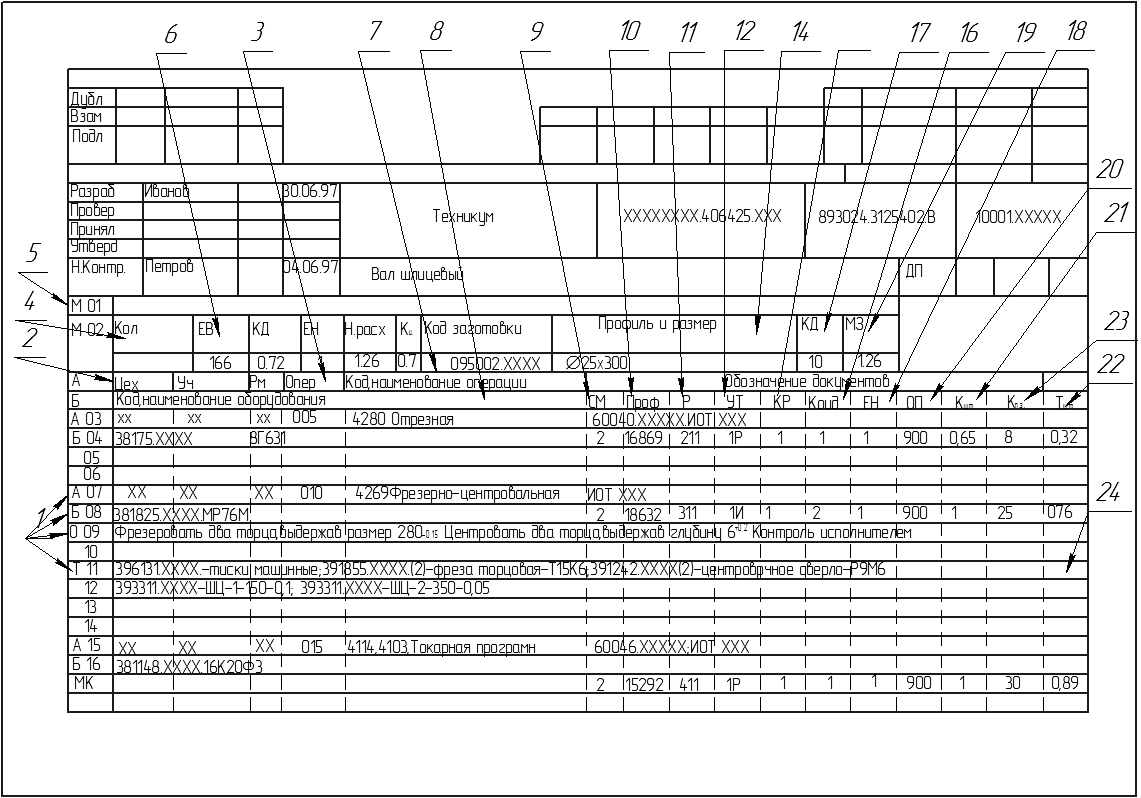
Технологический процесс может составляться самым различным образом. Последовательность записывающейся информации следующая:
Указывается приспособление. В эту категорию относят станки, а также другие приспособления. Примером можно назвать станки: токарные, фрезеровальные, универсальные и многие другие. На сегодняшний день в производственных помещениях устанавливается просто огромное количество различных моделей, все они характеризуются определенными свойствами.
Отмечается вспомогательный инструмент. Он требуется для нанесения разметок, а также фиксации заготовки или для достижения других целей. Примером можно назвать струбцины.
Указывается режущий инструмент. Он может быть самым разным, к примеру, для токарного оборудования выбирается подходящий резец. Встречается просто огромное количество различных вариантов исполнения резцов, все они характеризуются определенными особенностями. К примеру, для отрезки части заготовки используется отрезной. Все разновидности стандартизированы, каждому типу присваивается определенный номер.
Отмечается слесарно-монтажный. Он также отвечает за базирование заготовки, а также ее надежную фиксацию
Слесарно-монтажная группа весьма распространена на сегодняшний день при проведении ручной и механизированной обработки.
Уделяется внимание тому, какие могут применяться измерительные приборы. Практически все производственные процессы предусматривают определение основных размеров
Для этого применяются разные приборы, большое распространение получили штангенциркули и микрометры.
В целом можно сказать, что есть довольно большое количество информации, которая указывается в маршрутной карте разрабатываемого технологического процесса. Для того чтобы обеспечить хорошую читаемость всех данных она должна заполняться в зависимости от установленных рекомендаций.
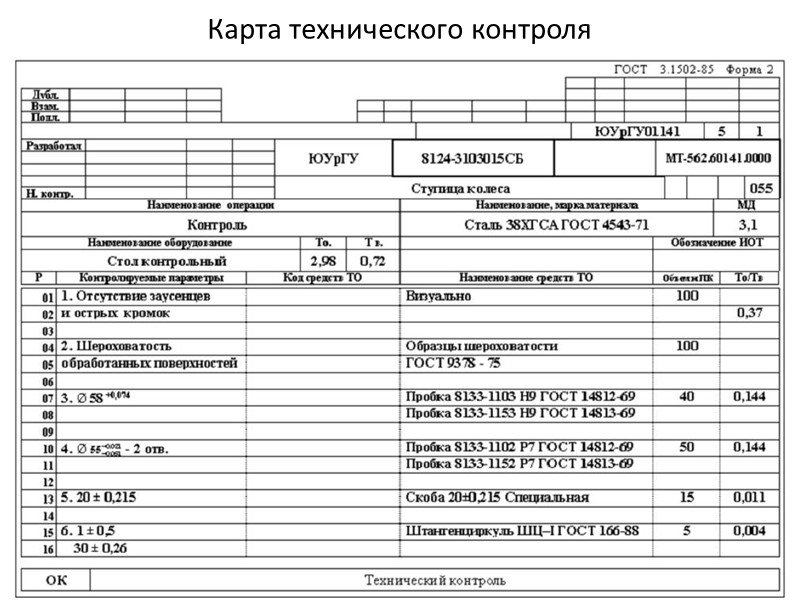
ТЕХНОЛОГИЧЕСКАЯ КАРТА ВИЗУАЛЬНОГО И ИЗМЕРИТЕЛЬНОГО КОНТРОЛЯ
Технологическая карта визуального и измерительного контроля – далее Карта ВиК, разрабатывается аттестованным специалистом по неразрушающему контролю II и III – уровней.
Необходимость Карты ВиК в том, чтобы у специалиста, который осуществляет контроль сварных стыков, были перед глазами предельно-допустимые нормы по объекту контроля.
Контролировать объект может специалист по ВиК I -уровня, но подписывать заключение по ВиК может специалист II и III – уровней.
Подписывать заключение по ВиК должны два специалиста!
В Карте ВиК указывается:
· по какому нормативному документу идет оценка годности,
· условия проведения контроля,
· перечень дефектов, допустимость которых устанавливается после проведения визуально-измерительного контроля,
· размеры, которые следует контролировать при измерительном контроле,
· средства контроля или измерения,
· перечень недопустимых дефектов.
Подписывает Карту ВиК специалист аттестованный в установленном порядке по визуальному контролю не ниже II – уровня.
Мы можем разработать следующие технологические карты по объектам Ростехнадзора.
1. Котельное оборудование (КО),
2. Газовое оборудование (ГО),
3. Оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств (ОХНВП),
4. Нефтегазодобывающее оборудование (НГДО),
5. Строительные конструкции (СК).
Перечень технологических Карт ВиК:
· Технологическая карта визуального и измерительного контроля по оборудованию работающего под давлением,
· Технологическая карта визуального и измерительного контроля по трубопроводам пара и горячей воды,
· Технологическая карта визуального и измерительного контроля по технологическим трубопроводам,
· Технологическая карта визуального и измерительного контроля по внутренним, наружным металлическим газопроводам,
· Технологическая карта визуального и измерительного контроля по газопроводам из неметаллических материалов,
· Технологическая карта визуального и измерительного контроля по магистральным газопроводам,
· Технологическая карта визуального и измерительного контроля по строительным металлическим конструкциям,
· Технологическая карта визуального и измерительного контроля по сосудам, работающим под давлением.
Если Вам необходимо разработать технологическую карту визуального и измерительного контроля, напишите нам info @ zibon . ru или воспользуйтесь формой обратной связи.

Необходимые данные для разработки карт ВиК:
1. Наименование объекта,
2. Нормативный документ, для определения к какой категории относится объект,
3. Материал объекта контроля,
5. Типоразмер объекта контроля.
Ваша Заявка в кротчайшие сроки будет рассмотрена, будет определена стоимость и сроки выполнения.
Описание файла
Файл “маршрутная карта” внутри архива находится в следующих папках: Технологический процесс изготовления станочной оснастки, Гериев А. А. Технологический процесс изготовления станочной оснастки. Excel-файл из архива “Технологический процесс изготовления станочной оснастки”,
который расположен в категории “готовые вкр”.
Всё это находится в предмете “выпускная квалификационная работа бакалавра (вкр)” из восьмого семестра, которые можно найти в файловом архиве МГТУ им. Н.Э.Баумана.
Не смотря на прямую связь этого архива с МГТУ им. Н.Э.Баумана, его также можно найти и в других разделах. Архив можно найти в разделе “остальное”, в предмете “выпускная квалификационная работа бакалавра (вкр)” в общих файлах.
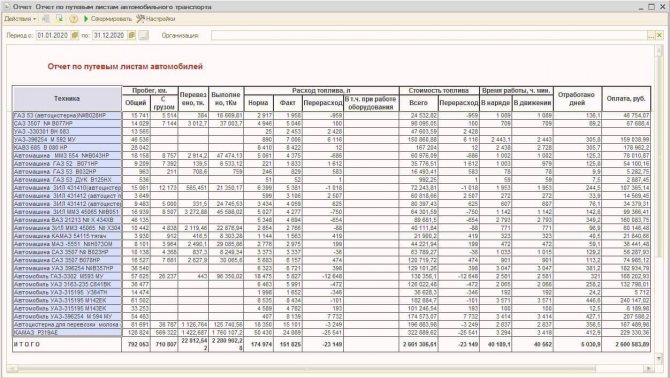
Маршрутный лист: образец, правила и инструкция по заполнению
Маршрутный лист оформляется в том случае, когда служащий в предприятии обязан доказать затраты своего транспорта, осуществленные при выполнении порученных заданий. Потом согласно представленного документа служащему возвращаются потраченные деньги, кроме этого сданный отчет сотрудники бухгалтерии используют для налоговой отчетности.
Цели составления маршрутных листов
Маршрутные листки, за исключением отчета по издержкам, могут пригодиться руководству учреждения в изучении передвижений командированных для определения оптимальных путей сообщений, благодаря чему можно будет кардинально уменьшить издержки учреждения на передвижение работников по населенному пункту.
Оформление такого листка требуется шоферам, курьерам, работникам торговли, бухгалтерским и юридическим работникам, специалистам по продажам и т.п. Этот пласт тружеников чаще всего выезжает по производственным делам.
Кроме этого, маршрутные листки выдаются служащим, отъезжающим в производственные командировки на собственном автотранспорте. Маршрутные документы торговых работников имеют свои особенности. У них имеются 2 главные задачи оформления маршрутных листков:
- Первая: – расширение сетей сбыта. Здесь в маршрутном бланке отображается список торговых прилавков, которые надо объехать согласно запланированных задач по расширению клиентуры. Цель торгаша – проехаться по возможным торговым прилавкам, отобразить их расположение, записать контактные сведения, отметить категорию магазина.
- Вторая: – отработка задания по продажам или отгрузкам. Здесь маршруты составляются силами торговых сотрудников на базе сведений, собранных в первом варианте, при наработке клиентских точек. Маршрутный документ в этом варианте требуется для осуществления распределения логистики и передачи в отделение доставки товара. Благодаря маршрутному документу выдаются накладные и прочие свидетельства, необходимые для торговых операций. Если же транспортировка товара выполняется торговыми сотрудниками, то для них маршрутный листок является отчетным бланком по времени доставки товара, расходу горючего, затратам времени на разъезды.
Маршрутный бланк отображает сведения о последовательности передвижений по торговым прилавкам за день, с отметкой:
- Точного адреса.
- Номера телефона.
- Сведения о лицах контрагента.
- Время объезда торговых прилавков.
- Номера документов, по выдаче товара.
Как правильно заполнить маршрутный лист?
Унифицированного шаблона маршрутного листка нет, поэтому учреждения имеют право разрабатывать собственный шаблон такого документа или составлять его в произвольном виде. При этом нельзя путать путевой лист водителя и маршрутный лист, – это разные документы. Первый утвержден законом, а второй заполняется в свободном стиле.
Главным обстоятельством оформления маршрутного листка является обязательное включение всех разъездов в последовательности действий, осуществленных служащим в указанное время с описанием их целей, а также с подтверждением исходными материалами. Составлять формуляр можно на обыкновенном листе А4 или на фирменном бланке учреждения.
Маршрутный формуляр создается в 2-х экземплярах, один из которых направляется в бухгалтерию учреждения, следующий сохраняется у служащего. Учитывая, что данный документ является для учреждения внутренним, заверять его печатью не нужно.
Описание и назначение маршрутной карты
Маршрутная карта – документ, формируемый на основании данных о планируемом маршруте, предоставляемых Владельцем транспортного средства, и являющийся основанием для расчета Платы в счет возмещения вреда при отсутствии Бортового устройства.
Маршрутная карта содержит следующие данные:
- номер Маршрутной карты;
- государственный регистрационный знак транспортного средства;
- начало срока действия Маршрутной карты с указанием даты и точного времени;
- дату и время выдачи Маршрутной карты;
- срок ее действия;
- общая протяженность участков автомобильных дорог общего пользования федерального значения, включенных в маршрут;
- описание маршрута в привязке к участкам федеральных дорог, для прохождения которого выдан данный документ;
- размер платы.
Оформление Маршрутной карты возможно:
- в Центрах информационной поддержки пользователей;
- через Терминалы самообслуживания;
- в Личном кабинете на сайте системы «Платон» или в Мобильном приложении.
При оформлении Маршрутной карты Владелец транспортного средства указывает следующую обязательную информацию:
- начальный и конечный пункты поездки, а также, в случае необходимости, от одной до десяти промежуточных точек маршрута;
- дату и время начала движения автомобиля по маршруту;
- государственный регистрационный знак транспортного средства, на которое оформляется Маршрутная карта;
- номер свидетельства о регистрации транспортного средства.
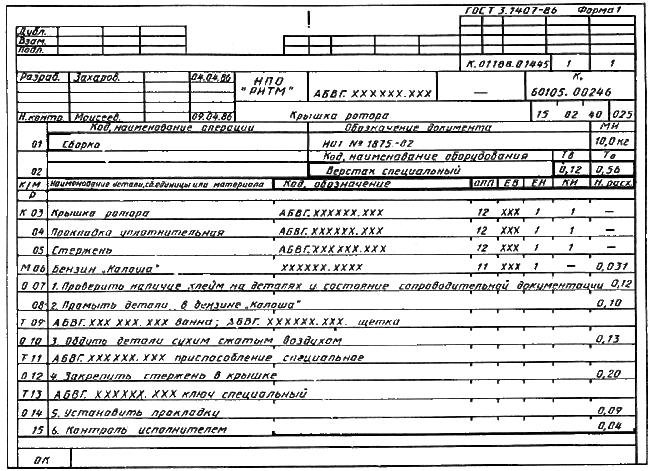
Функциональная схема сварочного процесса
Стержневой электрод (диаметр 1,5-10 мм) закреплен в электрододержателей. Соприкосновение электрода с поверхностью металла вызывает электрозамыкание цепи и разогрев торца электрода. При отодвигании электрода на 3-5 мм от металла возникает дуговой разряд, который поддерживает электрический ток. Происходит интенсивный локальный разогрев, вызывающий плавление детали. К этому расплаву добавляется металл с торца электрода. Образуется совместная «сварочная ванна». Метод сварки, форма электродов и сварного шва, а также все тонкости процесса фиксируются в заранее составленной карте технологического процесса сварки.
Аттестованный сварщик, строго следуя технологической карте, отслеживает неизменность дугового зазора при соединении свариваемых краев, а также создающийся при кристаллизации расплавленного металла валик-шов.
Здесь 1.Ориентация сварочного процесса; 2.Экранирующая оболочка электрода; 3.Проволока, добавляемая в качестве плавящегося материала; 4.Газ, защищающий от воздушной атмосферы; 5.Сварочная ванна; 6.Шов, возникающий в процессе работы; 7.Свариваемая деталь.
Работа с неплавящимся вольфрамовым электродом часто требует добавку присадки из проволоки. В рабочую область для защиты от примесей из воздуха вводится инертный газ. Этот метод характеризуется возможностью точного контроля и для ручной сварки, и для механизированного процесса.
Сварка металлоконструкций допускает различные виды соединений деталей: встык, угловое, с напуском и тавровое.
Группы из разных видов сварных швов различают:
- По позиции в пространстве – снизу, горизонтально, вертикально и на потолке.
- Касательно к прикладываемому напряжению – с флангов, с торцов, в комбинации, наклонное.
- По протяженности – непрерывные или нет.
- По степени округлости – ровные, выпуклые или вогнутые.
- По типу сочленения – в стык или углом (валиком).
Все это многообразие учитывается при написании технологической карты для сварки металлоконструкций.
Карта начинается с описания возможной сферы применения. В ней подробно указываются типы металлоконструкций, по отношению к которым применима данная технология, расписывается расположение деталей и углы креплений. Определяется температурный режим.
Ядром техкарты выступает сварочный маршрут и его технические характеристики. Он подразделяется на разделы:
- Начальная подготовка работ и правила их проведения.
- Типы работ.
- Последовательность этапов.
- Схемы, конструкторские чертежи, их описание по каждому процессу.
- Техника безопасности и условия труда.
- Численность и квалификация аттестованных работников, длительность работы.
- Расходные материалы, их количество.
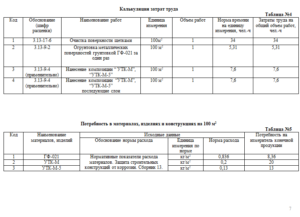
Четко проработанный маршрут технологического процесса дает возможность заранее оценить технические и материальные расходы, сроки работ и экономическую эффективность.
Завершающим разделом техкарты является экономический расчет необходимых материальных и людских ресурсов.
Технологическая карта на сварку стальных труб идентична вышеприведенной карте по форме, но несколько отличается по информации.
В этот документ включены следующие данные:
- Область применимости техкарты, для каких объектов она работает.
- Общие положения и рекомендации по проведению работ.
- Описание технологии и требования по организации рабочего процесса.
- Контроль качества работ.
- Условия для проведения работ и техника безопасности.
- Перечень используемой нормативной документации и ГОСТов.
- Техкарты по каждому виду сварки.
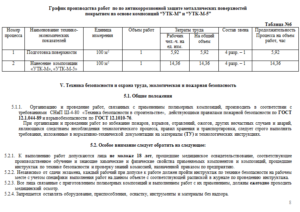
Инструкции готовятся по каждой операции в отдельности, по всей их совокупности и последовательности, по предварительному контролю свариваемых объектов на предмет неисправностей, чистоты и дефектов. Обязательно следование технике безопасности работ и противопожарным, требованиям охраны труда при подготовке рабочей площадки.


Все действия необходимо исполнять согласно операционным техкартам, входящим в технологическую карту процесса в целом. Качественность выполнения работ определяется по перечисленным там же методикам проверки швов.
В качестве примера приведем техкарту сварки трубопровода.
Что именно вписывать в путевой лист?
Маршрутные листы ведет бухгалтерия, либо в отдельных случаях сам руководитель. Строго унифицированной формы маршрутного листа сейчас нет, предприниматели могут заполнять его по собственной форме – главное, обязательно указывать следующие данные:
- Дата и код поездки.
- Марка и номер автомобиля.
- ФИО и личные данные водителя.
- Количество рейсов (1).
- Маршрут (в километрах).
- Необходимое для поездки количество топлива.
- Отметка о состоянии здоровья водителя, допускающая его к управлению автомобилем.
- Показания спидометра.
- Время выезда машины из гаража и прибытия по адресу, а также время возвращения в гараж.
- Краткое описание грузов (или пассажиров), которые перевозит транспорт.
Конечно, удобнее всего вести листы в программе, которая учитывает все сохраненные данные. Кроме того, программа бессрочно хранит данные о поездках, позволяет восстановить всю необходимую информацию, в пару кликов заменить водителя или автомобиль, скорректировать маршрут и автоматически рассчитать новый километраж и приблизительное количество бензина на поездку. Это значительная экономия сил, времени и финансов, особенно для крупных компаний. Подробнее о том как вести путевые листы в програме описано в этой статье.
Как правильно заполнять путевой лист грузового автомобиля?
Заполнение ПЛ грузового автомобиля зависит от того, каким образом оплачивается работа водителя. Если труд водителя оплачивается по сдельным расценкам, за основу путевого листа берется форма № 4-С. Если же зарплата водителя рассчитывается по повременным расценкам — соответственно, форму № 4-П. В случае №4-П допускается одновременная перевозка грузов до двух заказчиков в течение одной смены водителя.
Вне зависимости от того, какую форму вы выбрали, оба бланка будут содержать в себе неполную информацию. Их нужно дополнить обязательными реквизитами, утвержденными Приказом Минтранса РФ от 11.09.2020 № 368. Модернизированный образец бланка следует закрепить в учетной политике компании.
Оборудование и оснащение
Швейное производство – это бизнес, требующий специфического оборудования. От его качества и функциональности зависят возможности предприятия, а именно количество экземпляров изделия в день.
Чтобы запустить небольшой швейный цех на 40-50 моделей в день нужно закупить следующий комплект оборудования:
Таблица. Комплект необходимого оборудования
| Наименование оборудования | Количество |
| Универсальные одноигольные машины | 7 |
| Петельный полуавтомат | 1 |
| Оверлок 3-ниточный | 2 |
| Оверлок 5-ниточный для стачивания и обметки | 1 |
| Пуговичный полуавтомат | 1 |
| Стол для раскройки с закроечным ножом | 1 |
| Оборудование для глажки и отпаривания | 1 |
Новый комплект оборудования стоит от 900 тыс. рублей. Для мини-цеха с нуля на 8-10 человек разумно начать с б/у оборудования, которое можно купить за 300 тыс. рублей. Все зависит от выбранного бренда оборудования – размах цен на одну единицу техники от 7 до 70 тыс. рублей и более.
Также нужно закупить и другое оснащение:
- мебель и столы;
- осветительные приборы;
- кондиционирующее оборудование;
- оборудование для комнаты (уголка) модельера-конструктора;
- оборудование места для менеджера.
Итого нужно около 150 тыс. рублей.
Отличие маршрутного листа от путевого
Некоторые специалисты не различают два указанных выше понятия. Несмотря на их кажущуюся схожесть, они имеют ряд существенных отличий. В частности, маршрутный лист:
- может иметь произвольную форму, в то время как путевой составляется по утвержденной законодательством форме;
- не содержит сведения о количестве горючего и километраже;
- выдается при производственной необходимости;
- не оформляется на водителей легковых автомобилей, обслуживающих должностных лиц.
Таким образом, путевой лист выдается при осуществлении любых перевозок, связанных с работой, в отличие от маршрутного. Кроме того, путевой лист относится документам строгой отчетности и должен храниться на предприятии пять лет, в отличие от маршрутного, который может быть уничтожен после оформления акта приема работ.
Почему могут отказать
Если машина не соответствует требованиям безопасности, оператор технического осмотра отправит водителя устранять недочеты.
Тюнинг. Это могут быть тонировка, не сертифицированное газобаллонное оборудование и другие незаконные изменения конструкции.
Неисправность. Течь масла, слишком шумный выхлоп, неработающие дворники или нерабочий ремень безопасности — все это причины для отказа в выдаче диагностической карты.
Нет аптечки или огнетушителя. В техническом регламенте таможенного союза о безопасности ТС сказано, что в машине должны быть огнетушитель и аптечка.
Срок исправления недочетов — 20 дней. Если водитель планирует проходить повторный ТО в том же центре, он может заплатить только за проверку узлов, которые были неисправны.
Особенности оформления маршрутного листа
Существующее законодательство не предусматривает унифицированную форму данного бланка. Поэтому на каждом предприятии его разрабатывают самостоятельно с учетом производственной специфики. Тем не менее, существуют рекомендации по заполнению бланка, выработанные на практике.
На бланке обязательно должны быть указаны:
- название документа;
- его номер;
- наименование организации;
- должность работника (водитель, курьер, другие должности);
- сведения о транспортном средстве;
- дата заполнения.
Далее информация может быть представлена в виде таблицы, в которой выделены отдельные графы для указания начальной и конечной точек движения. Отдельный столбец посвящается цели поездки. На некоторых предприятиях в документ вносятся данные о полученной оплате и ее отсрочке. В частности, указывается размер полученной суммы, а также способ оплаты. Иногда в таблице предусматривается столбец для указания срока отсрочки.
Для удобства планирования в бланке можно создать отдельную графу, в которой будет указываться частота посещения торговой точки. Этот показатель, в зависимости от производственных потребностей, можно подразделить на несколько категорий. Например, если товар поставляется по нескольким адресам, но с разной периодичностью, можно создать категории А, B и С, где «А» будет означать доставку раз в день, «B» — раз в три дня, «С» — раз в семь дней. Категории и их расшифровка могут варьироваться в зависимости от потребностей предприятия.
Стоит помнить, что документ в обязательном порядке должен быть заверен подписью водителя, уполномоченного лица и работника бухгалтерии.
Нередко работодатель требует отметки получателя груза о том, что передача состоялась.
Для чего составлять маршрутный лист
При разработке этого бланка обычно преследуются следующие цели:
- составление плана сбыта — рассматриваемый документ позволяет лицу, ответственному за доставку, иметь представление о сети сбыта, количестве торговых точек и их потребностях в товаре;
- соблюдение маршрута поставок на основании разработанного плана;
- подготовка отчетности по количеству отгруженной продукции, количеству рабочего времени водителя, числу торговых точек и их задолженности перед поставщиком;
- учет затрат времени на отгрузку.
Выше перечислены лишь некоторые цели, которые может выполнять рассматриваемый документ. В зависимости от разработанной на предприятии формы этот список может быть расширен.
Образец и правила составления технологической карты
Технологическая карта составляется в виде обычного документа, в котором наряду с текстовой частью, как правило, присутствует и описание процесса в виде таблицы, схемы, рисунка, чертежа и т.п. Стандартная структура документа включает в себя такие разделы:
- Название.
- Область применения.
- Организация выполнения работ – описание условий, требований к сырью, оборудованию.
- Собственно алгоритм действий.
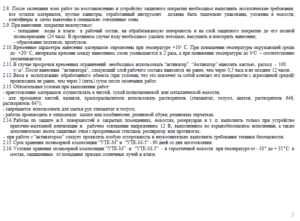
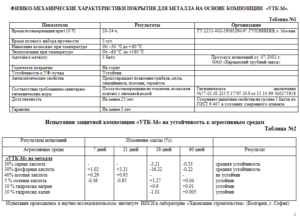
- Характеристики готового продукта (требования к нему).
- Данные по испытаниям в разных условиях – температура, влажность, уровень освещенности и др.
- Технико-экономические показатели (смета затрат на производство, в том числе трудовых ресурсов).
- Смета материалов и других ресурсов на единицу продукции.
- Техника безопасности во время изготовления продукта.
Наличие всех этих разделов необязательно. Однако в случае со сложными процессами, например, по возведению, ремонту строительных объектов обычно присутствуют все перечисленные пункты. При составлении технологической карты можно ориентироваться на готовые образцы для разных видов деятельности, представленные ниже.
Строительных работ
Для них составляют наиболее сложные технологические карты
В документе важно отразить не только исчерпывающую информацию по условиям процесса, последовательности действий и требованиям к готовому продукту, но и сослаться на соответствующие регламентирующие документы (ГОСТ и другие стандарты)


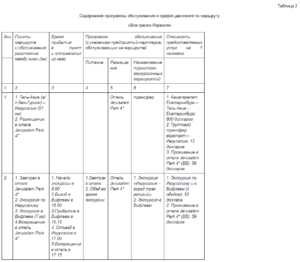
Маршрута
В этом случае документ содержит исчерпывающие сведения о маршруте – описание транспортного средства, количество человек, начальный, промежуточные и конечные пункты, планируемое время прибытия/убытия, состав передвигающейся группы и т.п.


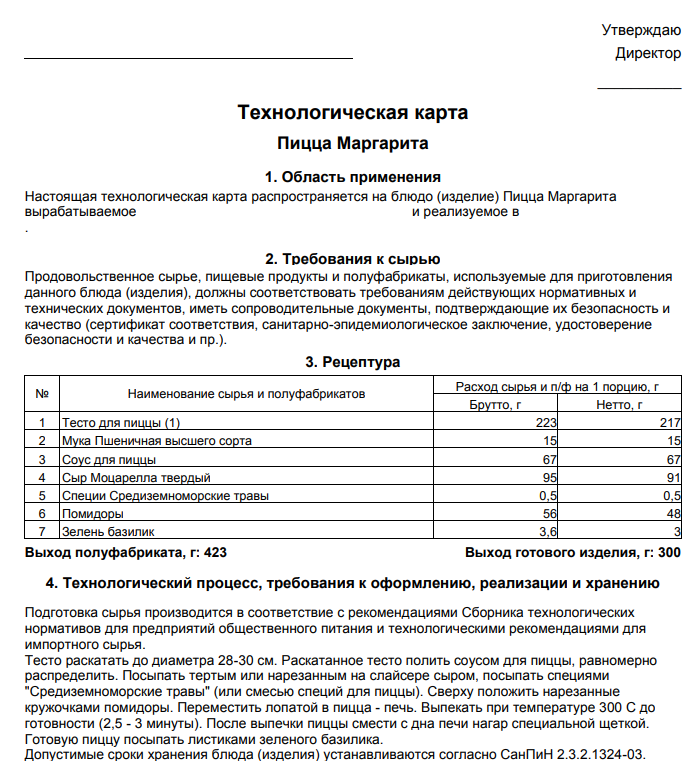
Пищевого производства
Это одни из наиболее простых видов карт, которые содержат не так много разделов, как, например, в случае со строительными работами. Достаточно описать базовые ингредиенты, их количество, а также последовательность действия для приготовления того или иного блюда.
Урока
Карта представляет собой схематическое изображение конспекта урока. В этом смысле документ напоминает план занятия с пошаговым описанием действий учителя и учащихся.
Разработка технологических карт – это процесс создания организационно-технологических документов для выполнения технологических процессов, определения состава операций, требований к качеству и охране труда.
 АКБ Монолит занимается профессиональной разработкой технологических карт более 10 лет.
АКБ Монолит занимается профессиональной разработкой технологических карт более 10 лет.
Наши специалисты разрабатывают технологические карты, которые содержат комплекс организационно-технологических решений с использованием наиболее эффективных и современных средств механизации, технологической оснастки, инструмента и приспособлений.
Технологическая карта является частью организационно-технологической документации и определяет правила выполнения технологического процесса, выбор средств технологического обеспечения, строительных машин, оборудования, необходимых материально-технических ресурсов, требования к качеству и приемке работ, а также мероприятия по охране труда, безопасности, охране окружающей среды и пожарной безопасности.
Разработка технологических карт делится на шесть основных частей:
- Область применения
- Организация и технология выполнения работ
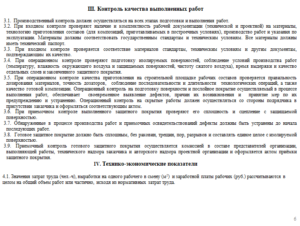
- Требования к качеству и приемке работ
- Требования безопасности и охраны труда
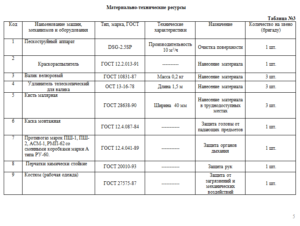
- Потребность в материально-технических ресурсах
- Технико-экономические показатели
С этим читают





