

Популярные электроды для сварки нержавейки
Наиболее востребованными и ходовыми сварочными материалами являются марки нержавеющих электродов, произведенных ведущими заводами. Проверенные изготовители тщательно следят за качеством продукции, гарантированно выполняются обязательства и предлагают выгодные условия для сотрудничества. Кроме этого, постоянно высоким спросом пользуются марки электродов для сварки нержавеющей стали известных брендов.
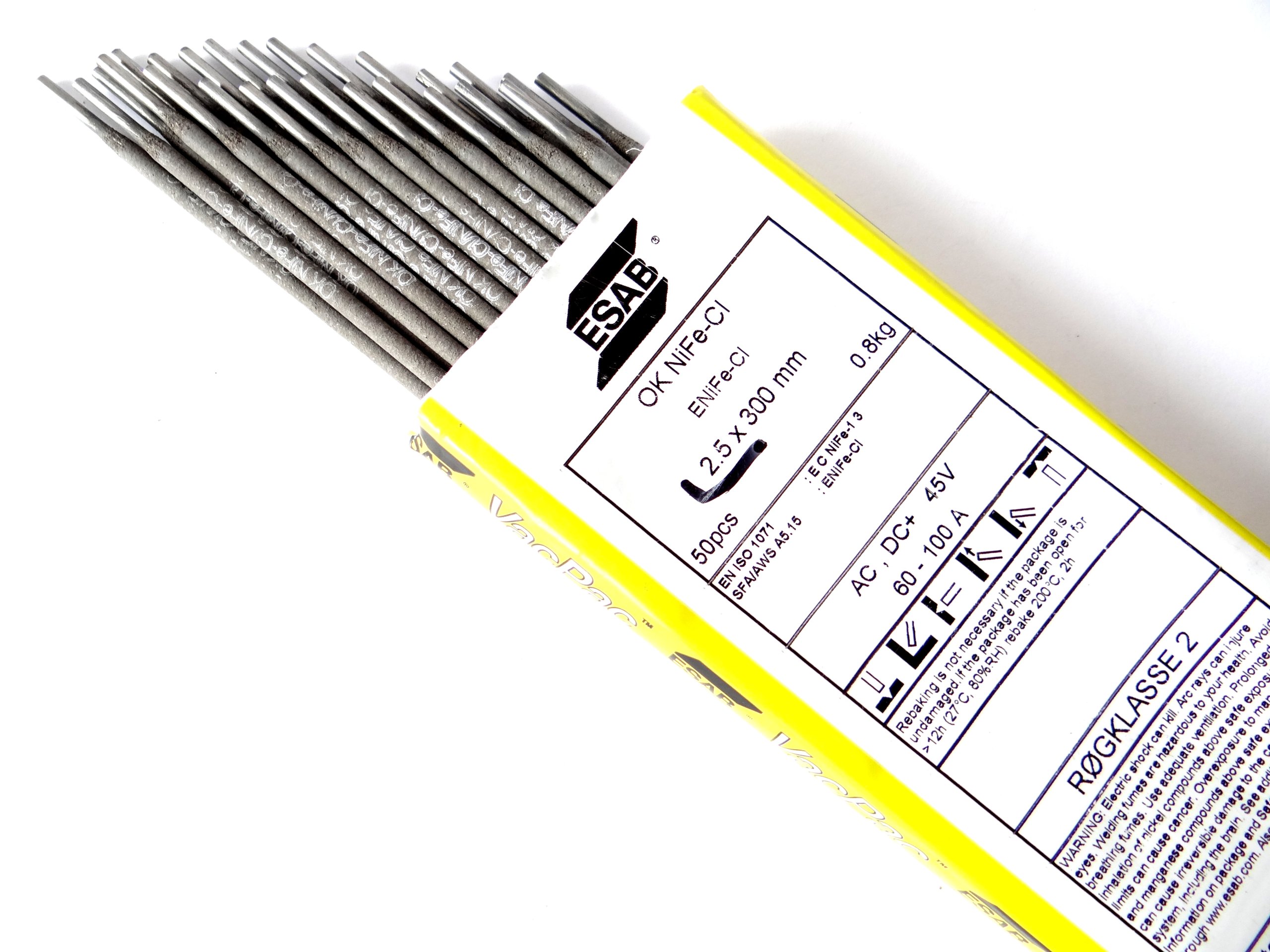
ESAB
Шведский концерн ESAB предоставляет широкий выбор расходных материалов. Большой популярностью среди профессиональных сварщиков пользуются марки электродов по нержавейке.
ОК 61.35 предназначены для ответственных конструкций, часто применяются для сваривания трубопроводов различного назначения.
ОК 67.72 – синтетические электроды, использующиеся для соединения нержавеющих и разнородных сталей.
ОК 67.45 – сварочные материалы двойного назначения: соединение нержавеющих сталей и наплавка металлов с ограниченным уровнем свариваемости. Шов отлично переносит высокие температуры и трение.
Также следует упомянуть ОК 63.30; ОК 61.30; ОК 63.20; ОК 61.35.
Видео с разъяснениями по выбору от производителя.
ЦЛ-11
Как уже упоминалось ранее данная марка сварочных материалов является одной из самых популярных. Сварной шов, наплавленный расходниками ЦЛ-11, отличается аккуратностью, пластичностью, прочностью и высокой ударной вязкостью.
Монолит

Оригинальные сварочные материалы данного бренда с положительной стороны характеризуют многие мастера. По нержавке у них марка ЦЛ-11. Основные достоинства:
- привлекательный вид шва;
- легкий поджиг как начальный, так и повторный;
- стабильность дуги;
- самоотделяемость шлаковой корки;
- малое разбрызгивание;
- возможность проведение сварки по окисленным, окрашенным и масляным поверхностям;
- также можно осуществлять сваривание от бытовых источников питания;
- сварочные материалы Монолит подходят для выполнение соединений в труднодоступных местах.
УОНИ
В случае отсутствия под рукой специальных электродов для нержавейки, можно провести сваривание и другими марками. Чаще всего, специалисты задаются вопросом: можно ли уони варить нержавейку? Рассматривая данный вопрос с технической точки зрения, ответ будет положительным. УОНИ подойдет для работы с коррозионностойкими сталями. С практической точки зрения следует знать какой нужен электрод для сварки нержавейки.
УОНИ-13/НЖ обладают несколькими преимуществами: проведение сварки возможно практически во всех положениях; небольшое количество брызг.
УОНИ-13/НЖ-2 предназначены для коррозионностойких кислотостойких сталей.
УОНИ-13/ЭП-56 используются для сваривания нержавеющих сталей, работающих в агрессивных сталей, а также для сваривания трубопроводов.
Следует отметить, что лучше варить нержавейку специально разработанными для этого сварочными электродами.
Плюсы и минусы электродов с основным покрытием
Если сравнивать стержни такого типа с другими изделиями, то можно выделить несколько плюсов:
- шов имеет хорошую вязкость и пластичность;
- в металле содержится небольшой количество газов и примесей;
- соединение является стойким к образованию горячих трещин;
- работать можно в любом положении.
Среди недостатков нужно отметить следующее:
- большая чувствительность к влаге — электроды должны храниться в сухом месте;
- дуга может быть нестабильной при работе на переменном токе;
- удлинение шва приводит к появлению пор;
- при работе по влажным поверхностям, соединение может ухудшиться;
- электроды следует прокаливать перед работой;
- перед сваркой нужно подготавливать поверхности.
Электроды для нержавейки: маркировка и особенности
Настала пора разобраться с тем, какие же электроды следует использовать для сварки нержавейки. Сперва подведем небольшой итог о том, каким требованиям они должны отвечать:
- высокий уровень сопротивления ползучести (термической);
- низкий коэффициент температурного расширения;
- высокие показатели упругости;
- высокие характеристики износоустойчивости и теплопроводности.
Подобными характеристиками обладают следующие плавящиеся электроды из вольфрама, диаметр которых составляет 3–5 мм, предназначенные для сварки конструкций из нержавейки:
- «ЦТ-15»;
- «ОЗЛ-8»;
- «ЗИО-8»;
- «ЭА400/10У»;
- «НЖ-13»;
- «АНВ-13»;
- «ЦЛ-51»;
- «ОЛЗ-17У»;
- и др.
Рекомендованная продукция
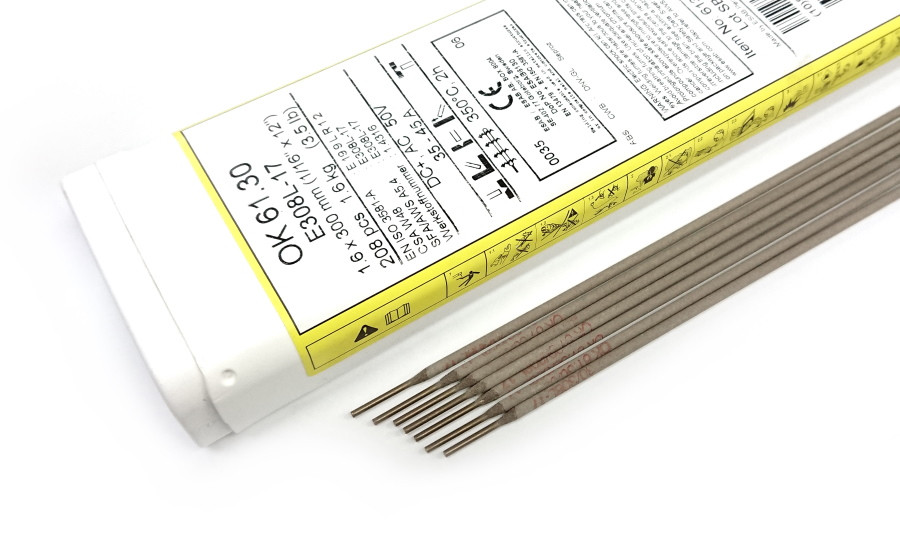
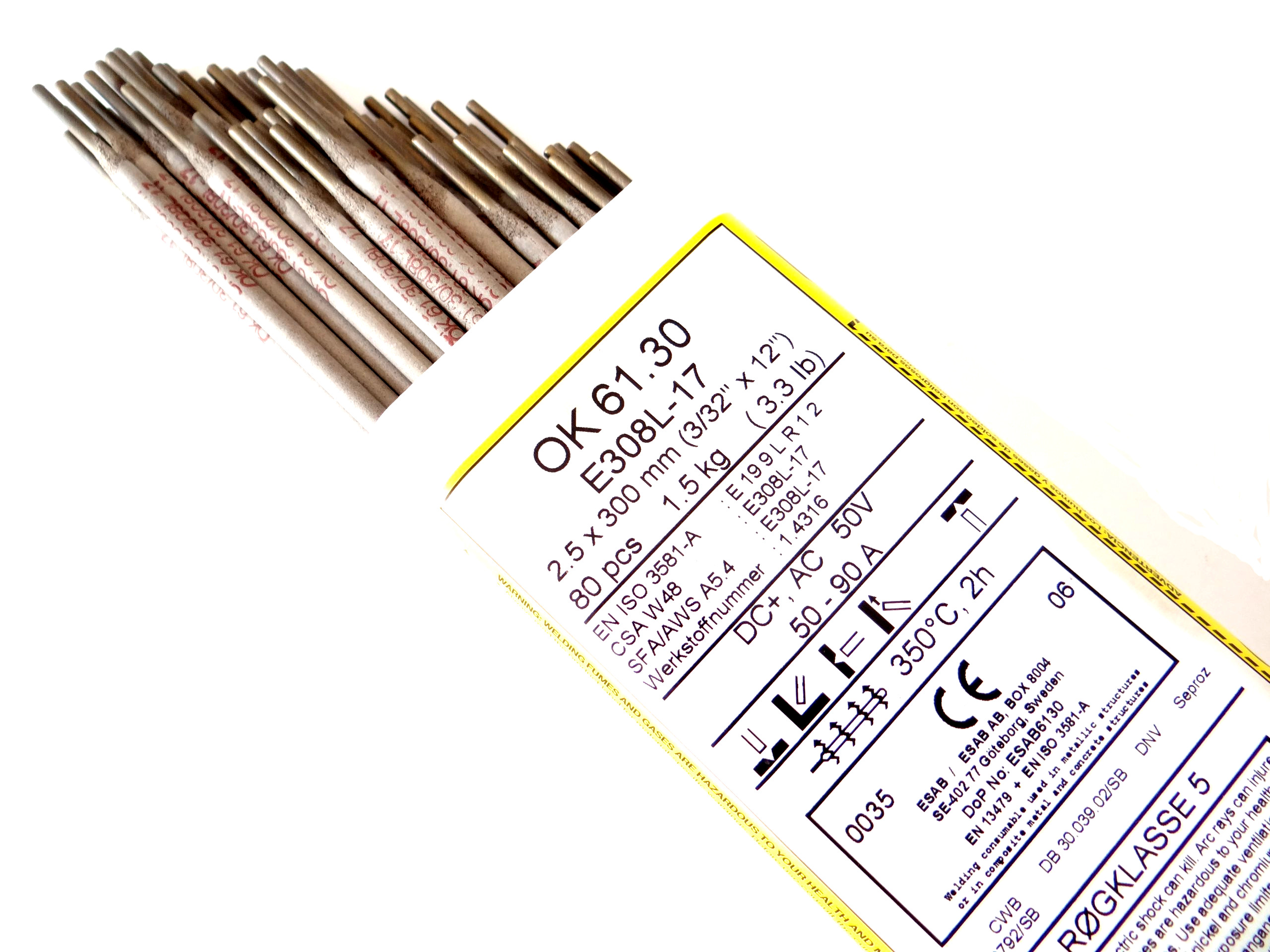
В нашей стране чаще всего выбор останавливают на сварочных стержнях, которые предлагает производитель ESAB. В их рамках можно выделить следующие разновидности, которые имеют свое особое назначение:ОК 61.30. Представляют изделия универсального назначения, которые предназначены для сварки хромоникелевых материалов, не подверженных коррозионным процессам.ОК 61.35. С помощью этих электродов можно сваривать элементы, входящие в состав наиболее ответственных конструкций.
ОК 67.45. Эти изделия подходят для соединения нержавеющих сталей, обладающих крайне низким показателем свариваемости.
ОК 63.30. Особенностью этих стержней является чрезвычайно низкий уровень содержания углерода.
Существующие способы сварки

Сварка чугуна Для сваривания чугуна применяется горячий и холодный способ. Первый нуждается в дополнительном подогреве заготовки до температуры +650°С – горячий или же до +450°С – полугорячий. Нагрев происходит силой тока, а потом — плавное остывание на протяжении 80-90 часов. Электроды по чугуну используются сечением близким к 10 мм. Они должны выдерживать ток порядка 600-1000 А.
Холодная сварка чугуна наиболее популярна. Соединение классифицируется в зависимости от типа электрода: сталь, никель, медь и ряд сплавов. Процесс требует большого количества подготовительных операций, таких как фрезерование, сверление, зачистка.
Какими электродами варить нержавейку 1 мм.

Сварка тонкого металла является сложным процессом не только для начинающих специалистов, но и для опытных сварщиков. Данный процесс имеет несколько сложностей:
- сильный нагрев изделия может привести к прогоранию и образованию отверстия;
- высокая температура прогрева также может привести к изменению геометрии тонких листов;
- короткая дуга, с помощью которых производится соединение, при незначительном отрыве гаснет.
Данные проблемы могут значительно затруднить сварочные работы
Поэтому, чтобы избежать таких трудностей, очень важно знать какие электроды нужны для сварки нержавейки тонкой толщины
ОК 63.34 предназначены для сваривания тонкого металла. Также марка отлично подойдет и для толстостенных изделий. Электроды характеризуются улучшенным шлакоотделением.
ОК 63.20 (на картинке) особенно востребованы для соединения труб и тонкого металла. Сварочный процесс происходит при кратковременном поджиге и гашении дуги.
Варим нержавеющие трубы
Очень распространенный вид работ, также имеющий свои специфические особенности. Здесь применяются наконечники с основной или рутиловой обмазкой, об обмазках или покрытиях см. ниже. Ток следует использовать постоянный с обратной полярностью.
Постоянный ток особенно хорош при сварке тонкостенных труб: металл не разбрызгивается, процесс довольной простой, шов получается очень качественным.
- Вольфрамовые наконечники можно применять и при в работе со стальными трубами. В отличие от других, они требуют постоянного тока прямой полярности. Несмотря на их высокую цену, они дают серьезные рабочие преимущества:
- высокая устойчивость швов к окислению;
- устойчивость дуги;
- высокая коррозийная стойкость швов.
- ОК 63.20 – уже упомянутый расходник для жидких агрессивных сред.
Поворотные стыки для сварки труб.
Вне зависимости от выбранных электродов сварка нержавеющих труб состоит из трех технологических этапов:
Обработка поверхностей металлической щеткой для очистки от загрязнений
Особое внимание уделить стыкам и участкам возле них.
Сам процесс сварки с зажиганием электрода и дуги.
Контроль качества соединения с предварительной отбивкой шлака.
РЕКОМЕНДУЕМЫЕ МЕРЫ БЕЗОПАСНОСТИ
Сварка — достаточно опасный процесс, поэтому необходимо придерживаться определенных мер безопасности:
- Исправность сварочного оборудования необходимо всегда проверять до начала выполнения работ.
- Старые электроды с поврежденными стержнями ни в коем случае нельзя применять.
- Необходима правильная подготовка рабочего места для сварочных работ, а именно: очистка стола от всех ненужных вещей, и, конечно, пожарная безопасность — огнеопасные жидкости и смеси необходимо убрать в безопасное место.
- Обеспечение защиты сварщика: специальная маска, перчатки, спец. комбинезон и устойчивая, плотная хорошая обувь.
- Система вентиляции в рабочем помещении должна соответствовать всем необходимым нормам.
- Для исключения возможности удара током сварщик должен стоять на коврике из резины.
Основная обмазка
Известно, что в её состав входят соли кальция — карбонат и фторид. Её преимуществом считается небольшое содержание водорода. Характерными представителями электродов с основной обмазкой являются изделия УОНИ. Их покрытие обеспечивает получение высококачественного шва – как по внешнему виду, так и по техническим показателям: пластичности, прочности, ударной вязкости.







Электроды не образуют внутри шва кристаллические трещины, поэтому рекомендуются специалистами для ответственных сварочных операций и для изделий, эксплуатируемых в суровых климатических условиях. Их можно применять при сварке в любом положении, кроме вертикального.
Важные рекомендации
Нужно помнить, что электроды для стальных заготовок непригодны для сварки чугуна по причине других физических свойств и структуры материала. Остаточные напряжения и усталостные явления способны вызвать разрушение сварного шва при дальнейшей эксплуатации. Электроды для чугуна куда толще расходников для стали, что определяется массивностью материала.
У применяемых электродов должно соответствовать время охлаждения с основным металлом, которое у чугуна очень большое. Процент содержания углерода в чугуне и присадочном материале должен совпадать. Соблюдение основных условий поможет избежать выгорания углерода и возникновения избыточных внутренних напряжений.
Чаще используются стержни с основным типом покрытия. Кислое напыление менее распространено.
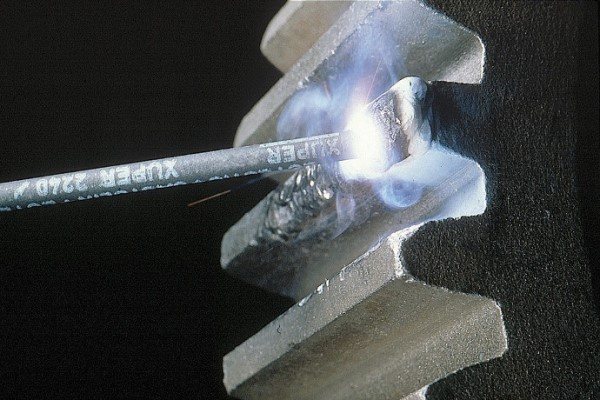
Как заварить чугун электродами?
Одной из особенностей работы с этим металлическим сплавом является необходимость его подогрева. Шов должен поддерживаться в теплом состоянии, и в последующем равномерно остывать. Подобная технология работ позволяет избежать увеличения содержания в сварном шве водорода и кислорода. Содержание этих элементов приводит к появлению трещин и брака соединения.
В настоящее время в продаже можно найти электроды, которые изготовлены различными отечественными и иностранными производителями
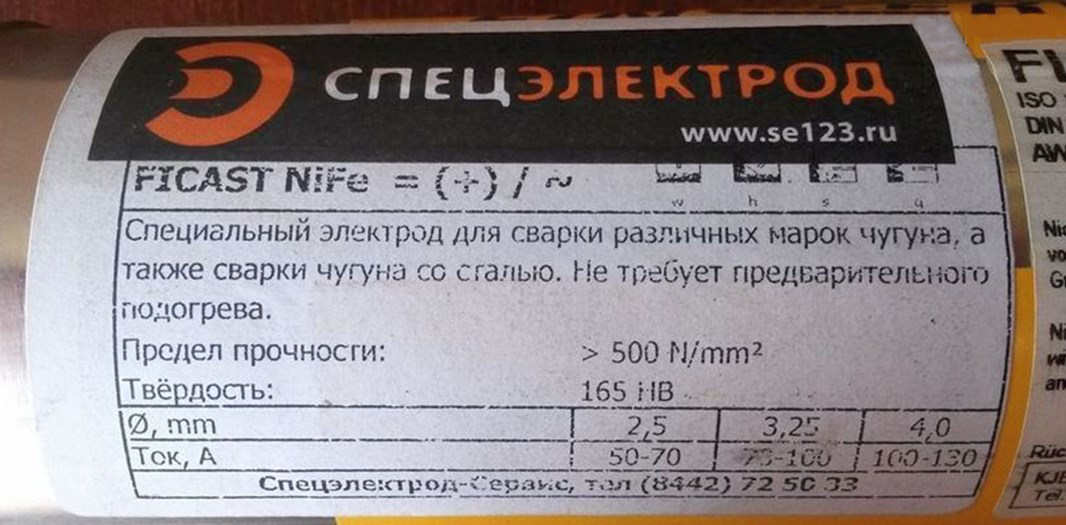
Можем порекомендовать вам не акцентировать свое внимание на производителе, а выбирать такие стержни в зависимости от их состава и характеристик свариваемого металла
Виды
Многолетний опыт работы с чугуном позволил современным производителям сварочного оборудования и расходных материалов изготавливать именно специальные электроды. Они в своем составе имеют такие вещества, как сталь, железо, никель. Все изделия принято делить на никелевые, ферро-никелевые, медно-никелевые и медно-железные.
Стальные электроды чаще всего применяются при сварке деталей, ранее подвергавшихся действию высоких или низких температур, а также с плохо обработанными поверхностями. Примером таких деталей служат корпуса промышленных печей или насосов. Обязательным условием считается предварительная подготовка зоны будущего шва. Биметаллические электроды подходят для графитсодержащего чугуна. Ковкий чугун сваривают ферро-никелевыми электродами.
Каждый сварщик может без труда подобрать необходимые электроды для конкретного вида работ. Несмотря на множество торговых марок, представляющих свою продукцию, все изделия на российском рынке имеют определенную ГОСТом маркировку. По ней можно определить состав покрытия и самого стержня. Чаще всего в продаже попадаются электроды с железным стержнем, но это не означает, что другие материалы не используются.

В качестве примера можно рассмотреть такой популярный вид электродов для сварки чугуна, как МНЧ-2. В их состав входит медь, причем в пересчете на общую массу изделия ее количество составляет 20%. Литера «Н» означает присутствие никеля. Его в изделии около 65%. Буква «Ч» свидетельствует о том, что данные электроды можно использовать только лишь для сварки чугуна. Наконец, индекс 2 является номером серии. Эти серии отличаются друг от друга не составом, а его распределением, то есть, встречаются те же элементы, но в другом соотношении.
Сварка чугуна без его предварительного нагрева возможна только с применением электродов, в которых содержится никель и медь. Благодаря тому, что медь не растворяется в расплавленном чугуне, формируется однородный шов. С другой стороны, никель способен хорошо растворяться, однако он не взаимодействует с углеродом. В итоге получается качественный шов, который подлежит обработке, так как он не имеет трещин и пор. Существует несколько классов подобных электродов.
- Электроды МНЧ-2 состоят из железа, меди и никеля. Помимо сварки применяются также для плавки чугуна. Данная модель подходит к любому виду чугуна. Показатели качества шва находятся на высоком уровне. Помимо этого, полученный шов легко поддается обработке за счет чистоты поверхности и плотности. МНЧ-2 незаменимы при изготовлении конструкций из чугуна, которые впоследствии будут эксплуатироваться в жестких температурных условиях.
- Электроды марки ОЗЧ-6 и ОЗЧ-2 подходят для работы с тонкими листами серого и ковкого чугуна. Внутри электрода находится медный стержень. Обмазка ОЗЧ-2 содержит большое количество графита. Считается, что данные марки годятся лишь для ограниченного вида работ (устранение мелких дефектов или многослойное наплавление). Аналогичными свойствами обладают такие модели, как ЦЧ-4 и МНЧ-2.
- В электродах ОЗЧ-3 и ОЗЖН используется никель или железо с никелем. Электродами ОЗЧ-3 варят серый и высокопрочный чугун, однако к качеству обработки заготовки при этом предъявляются достаточно высокие требования. ОЗЧ-4 дают ударопрочный шов. Детали, сваренные этими электродами, могут подвергаться высоким нагрузкам. Обмазки ОЗЧ-3 и ОЗЧ-4 одинаковые. ОЗЖН-1 и ОЗЖН-2 – стандартные модели для литого высокопрочного чугуна. Сварка должна проводиться в вертикальном положении.
- Электроды ОК92.18. также подходят для чугуна. Но для сварки приходится предварительно нагревать металл. К тому же, количество накладываемых слоев ограничивается. Обычно такими электродами пользуются при ремонте трещин. Их стержень содержит никель. Сварка может вестись как постоянным, так и переменным током. Запрещено работать с чугуном, в котором содержится сера или фосфор.
Виды электродов
Для сваривания чугунных конструкций предназначены электроды из различных материалов:
- Сталь;
- Никель;
- Медно-никелевые;
- Медно-железные;
- Ферро-никелевые сплавы.
Стальные используются для старого чугуна, уже подвергавшегося температурному воздействию. Также они подходят для изделий со шлаковыми и металлическими загрязнениями, что имеет место в производственных печах и насосных установках. Только перед сваркой потребуется подготовительная очистка поверхности.

Виды электродов для плавки чугуна
Для графитсодержащего чугуна необходимы биметаллические электроды, а для ковкого (КЧ) – ферро-никелевые.
Различаются электроды по чугуну видом стержня. Это может быть проволока: стальная медная или из сплава металлов. Второй вариант – чугунный пруток.
Изделия предназначены для промышленного и бытового использования. Их производство, состав, свойства и маркировку устанавливает ГОСТ 7293-85.
Разновидности электродов для сварки чугуна
Электроды, предназначенные для сварки чугунных изделий, подразделяются на несколько разновидностей, изготовленных из следующих материалов:
- чугунный пруток;
- стальная сварочная проволока;
- проволока на основе легированных сталей;
- проволока на основе меди или сплавов этого металла.
Предназначенные для сваривания чугунных изделий электроды на основе стали обязательно должны иметь покрытие, в котором содержится ферросилиций. Присутствие этой составляющей позволяет получить в ходе сварочного процесса серый чугун. Как правило, сварка с использованием стальных стержней применима только для соединения между собой простых по форме изделий, конструкция на основе которых в дальнейшем будет эксплуатироваться при незначительных нагрузках. В том случае, когда операцию с подобными электродами производит специалист высокой квалификации, получается соединение, характеризующееся наличием высокой плотности, в результате чего в дальнейшем изделие можно дополнительно обрабатывать одним из механических способов.
Электроды на основе стальной проволоки, предназначенные для сваривания чугунных изделий, характеризуются маркировкой — Св-08А и Св-08. К этой категории относятся следующие разновидности сварочных электродов:
- ЦЧ-4. Данная разновидность электродов для сварки чугунных изделий имеет наиболее широкое в сравнении с другими разновидностями распространение. Эти электроды характеризуются наличием особого покрытия, которое состоит из компонентов, способных интенсивно вступать в химическую реакцию с углеродом. В ходе подобной химической реакции возникают карбиды, которые не способны растворяться в расплавленном железе.
- ЦЧ-3А. Этот тип электродов нашел широкое применение в процессе сварки деталей из серого чугуна. Стержни электродов этой категории изготовлены из стальной проволоки, на которую нанесено фтористокальциевое покрытие. Использование данных электродов гарантирует наличие прочного сварного шва, возможность его механической обработки и отсутствие трещин в области контакта свариваемых деталей.
- ЭМЧС. Стержень этих электродов выполнен на основе проволоки из низкоуглеродистых разновидностей стали. Специальное покрытие создано трехслойным, состоящим из шлакоформирующей и газообразующей, легирующей и газозащитной составляющей. Использование электродов данной разновидности не требует предварительного разогрева заготовок. Как правило, электроды этого типа используют для сваривания между собой изделий небольшой толщины (10 мм).
- МНЧ-1. Использование электродов на основе монель-металла, который представляет сплав никеля и меди в соотношении 70:30, позволяет добиться высокой стойкости исходных свариваемых изделий к образованию в их теле трещин и возможностью механической обработки наплава. Присутствие в составе стержня монель-металла на основе меди и никеля снижает степень растворимости углерода в железе и способствует штатному течению процесса графитизации, что снижает вероятность возникновения эффекта отбеливания.
- МНЧ-2. Этот тип используют для сварки всех разновидностей чугуна. В результате сваривания двух чугунных изделий, шов между ними получается устойчивым к коррозии, он хорошо поддается механическим видам обработки.
- Чугунные стержни. В ходе изготовления на стержни из чугуна наносят покрытие двух разновидностей – из углекислого бария и карборунда, соединенных жидким стеклом, а также на основе графитообразующих составляющих.
Кроме описанных выше типов электродов для сварки чугунных изделий на основе стальной проволоки, используют следующие комбинированные сварочные стержни:
- ОЗЧ-1. Этот электрод является железомедным стержнем, имеющим сечение 4-5 мм, на которое нанесено покрытие, состоящее на 50% из железного порошка и 50% специального состава УОНИ-13.
- ОЗЧ-2 используют в ходе сварки изделий из ковкого и серого чугуна.
- ОЗЧ-4 применяют в ходе сваривания деталей из серого и высокопрочного чугуна. При этом, образовавшийся сварной шов обладает высокой степенью устойчивости к нагрузкам ударного характера. Изделия, сваренные этими электродами, могут эксплуатироваться в условиях трения.
- ОЗЧ-6 используют в ходе сварки тонкостенных изделий на основе серого и ковкого чугуна.
- Медные разновидности электродов, обладающие жестяной оплеткой.
- Пучки стержней, состоящие из стальных и медных прутков.
Как правильно варить изделия из нержавейки электродом?

во время сварки нержавеющих изделий
Вместе с тем нужно понимать, в чем состоит отличие между углеродистой сталью и нержавеющей. Это в дальнейшем поможет избежать даже малейших неприятностей при выполнении сварки заготовок из таких материалов.
Технология выполнения сварки зависит от того, где именно она проводится: в домашних условиях или в цеху предприятия. Скажем, если приходится иметь дело с изделиями, достигающими в толщину не менее 1,5 мм, то чаще всего выбор останавливается на сварке, проходящей в атмосфере газов с инертными свойствами, не предусматривающими использование вольфрамового стержня. Использование подобной технологии обеспечивает наилучший результат в случае, если приходится соединять:
- корпуса определенных устройств и агрегатов;
- листы нержавеющей стали;
- трубы, использующиеся для подачи воды.

работать электродуговой сваркой
Если возникла задача по свариванию труб из нержавеющей стали, при помощи которых будет производиться подача газов и жидкости в условиях некоторой нагрузки, то лучше всего использовать сварочные стержни для аргоновой среды, для чего применяют инвертор. Особенностью подобного сварочного процесса является использование проволоки, имеющей высокий уровень легирования, на которую возлагается функция присадочного материала. Если же остановиться на важных особенностях инверторной сварки, то ее следует проводить на положительной полярности постоянным либо переменным током.
Прибегать к использованию аргоновой сварки для соединения нержавеющих изделий желательно в тех ситуациях, когда необходимо обеспечить высокое качество шва металла, а также в случае сваривания очень тонких листов стали. Для соединения заготовок, толщина которых составляет 2–60 мм, можно применять метод сварки под флюсом. Плазменная сварка является оптимальным вариантом для любых изделий из нержавейки.
Во время выполнения сварки нержавейки следует иметь в виду, что используемые вольфрамовые электроды не требуется подвергать резким колебательным движениям, что является обязательным при сваривании стандартных сталей, не обладающих антикоррозионными свойствами. Если совершать такие движения во время сваривания нержавеющих сталей, то в большинстве случаев это приводит к разрушению защитной области сварки, а это уже повышает риск окисления шва.
Электроды для сварки нержавеющей стали 12Х18Н10Т
12Х18Н10Т является нержавеющей сталью аустенитного класса. Данная разновидность нержавейки наиболее распространена, применяется во многих отраслях промышленности: пищевая, химическая и фармацевтическая. Довольно часто из такого вида стали производят сварные аппараты и сосуды, трубы для трубопроводов.








Электроды ЦЛ-9 в упаковке.
Далее представлена информация, с помощью которой можно определить какими электродами варить нержавейку 12х18н10т.
Маркой, пользующейся наибольшим спросом, является ЦЛ-9. Сварка может проводится во всех пространственных положениях.
Электроды ОК 61.30 обладают несколькими достоинствами: хорошее формирование шва; легкое зажигание; самоотделение шлака.
Сварочные материалы НЖ-13 применяются в тех случаях, когда к наплавленному металлу предъявляются высокие требования стойкости против МКК.
ОЗЛ-14 – расходники, использующиеся, когда к металлу шва не предъявляются жесткие требования против МКК.
Технические характеристики
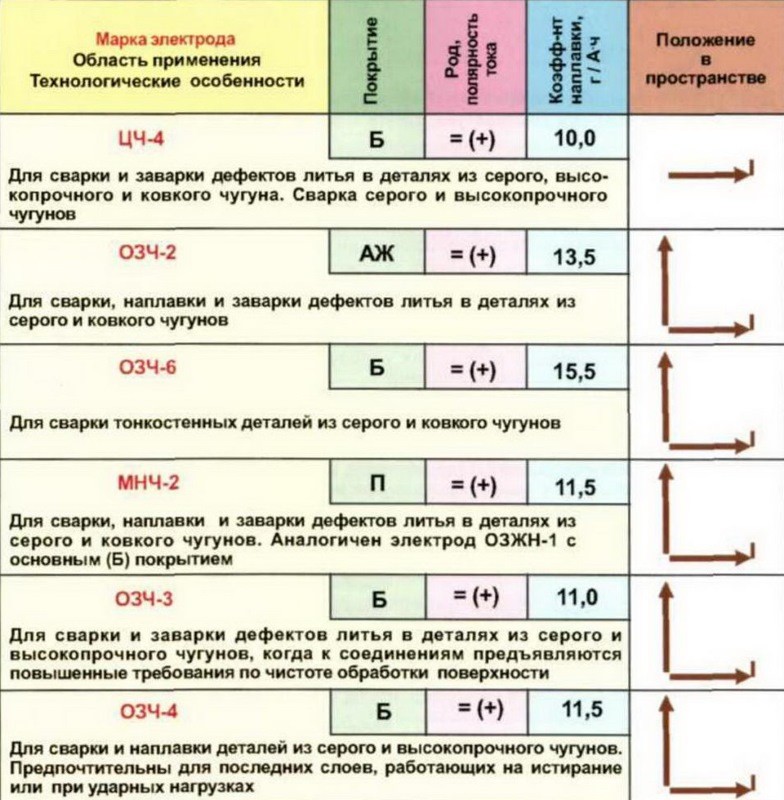
Электроды для сварки чугуна не отличаются особо качественными характеристиками, которые выдвигаются к другим металлам, так как сам чугун обладает уникальными свойствами твердости, тянущими за собой хрупкость и прочие негативные моменты. К примеру, здесь достаточно высокий расход материала при наплавки, так как на 1 кг шва нужно на 80% больше электродов, но для чугуна это вполне приемлемо. На примере электрода марки ЦЧ4 можно рассмотреть, какими свойствами обладают данные изделия:
| Сопротивление временное на разрыв, Н/мм2 | Твердость, НВ |
| 480–510 | 160–190 |
| Производительность наплавления, г/мин | Выход металла наплавки, % | Расход количества электродов на 1 кг металла наплавки, кг |
| 18,0 | 115,0 | 1,80 |
Марки
Существуют различные марки электродов для сварки чугуна. Здесь указан перечень основных из них, которые встречаются в практике сварщиков, а также разъясняется, зачем каждая из них предназначена и какими особенностями обладает.
МНЧ2 – это универсальная марка, которая подходит практически для любой разновидности чугуна. Их применяют для ликвидации бракованных участков литья. Они хорошо подходят для наплавки металла. Это электроды для постоянного тока на обратной полярности. Они подходят для применения в любом пространственном положении.

Электрод для сварки чугуна МНЧ-2
ОЗЧ2 – данная марка лучше всего проявляется при сваривании серого и ковкого чугуна. Главной особенностью является возможность использования без предварительного подогрева. Но для них недоступна потолочная сварка, так что приходится использовать только вертикальную и нижнюю.

Электрод ОЗЧ-2
ЦЧ4 – подходит как для горячей, так и для холодной сварки. Они используются сугубо в нижнем положении. Они используются как электроды для сварки чугуна со сталью. Сварка проводится при постоянном токе, кроме случаев с высоким напряжением, когда лучше применять переменный.

Электрод ЦЧ-4
ОЗЖН1 – данная марка применяется исключительно при холодной сварке. С ее помощью можно соединять высокопрочный и серый чугун. В вертикальном и нижнем положении можно проводить соединение при больших объемах металла.

Электрод ОЗЖН-1
ОК92.18 – эта марка используется только с предварительным подогревом. Может свариваться как на постоянном, так и на переменном токе. Очень чувствительна к выбору режима.

Электрод ОК92.18
Обозначение и маркировка
Маркировка электродов для чугуна зачастую содержит информацию о составе, что входит в изделие. Ведь железо хоть и является основным металлом для большинства марок, но помимо него встречаются и другие весомые примеси, не говоря уже о тех случаях, когда в качестве основы выступает никель. На примере марки МНЧ2 можно рассмотреть принцип формирования маркировки:
- М – в электроде содержится медь, которой в данном случае около 30%;
- Н – в электроде содержится никель, которого в данном случае 66%;
- Ч – материал предназначен для сваривания чугуна;
- 2 – номер марки, так как в серии есть и другие изделия с похожим составом, но различным соотношением элементов.
Выбор электрода для сварки чугуна
Электроды для сварки чугуна подбираются под конкретную марку. Существует много сортов данного металла, которые отличаются по свойствам. Это может быть обыкновенный, ковкий, серый и прочие. Естественно, что под состав каждого из них и требуется подбирать свой металл стержней, хотя и вытрясаются универсальные марки, которые подходят практически для любого случая. Таким образом, состав является первоочередным фактором, который влияет на выбор расходного материала.
Помимо этого нужно обращать внимание на обмазку. Ее подбирают сразу к тем условиям, для которых предназначены изделия
Но с учетом того, что основное и кислое покрытие оказываются достаточно различными по свои свойствам, об этом факторе не стоит забывать. Здесь также играет роль его толщина, особенно если речь идет о наплавке. Здесь нужно останавливаться на как можно более толстых моделях.
Толщина стержня также становится определяющим фактором, если сварка проводится с тонкими изделиями. Здесь нужно подбирать максимально точно, чтобы толщина диаметра совпадала с толщиной основного металла. В ином случае может появляться залипание или же в некоторых местах детали будут пропаливаться, что испортит заготовку.
Основные режимы и нюансы применения
Главной особенностью применение является работа с подогревом. Большинство марок требуют предварительного подогрева, а также поддержание шва в теплом состоянии с постепенным остыванием. Это помогает избавиться от возможных вкраплений кислорода и водорода, из-за чего образуются трещины, поры и другие виды брака.
| Величина диаметра, мм | Сила тока в нижнем положении, А |
| 3 | 65–80 |
| 4 | 90–120 |
| 5 | 130–150 |
Переменным или постоянным током
Сваривание переменным и постоянным током обладает своими особенными характеристиками.
Основные преимущества постоянного напряжения: экономия сварочных материалов за счет низкого уровня разбрызгивания; комфорт и легкость проводимых работ; качественный шов; высокая производительность сварки; отсутствие непроверенных участков. Недостатком является высокая стоимость оборудования, способного выдавать постоянный ток. Подробнее здесь.
Главные достоинства переменного тока: легкость и доступная цена оснащения, работающего на переменке; удобство проведения сварочных работ; гарантия качественного соединения. Основные минусы: меньшая стабильность дуги; большое количество брызг способствует значительному расходу материалов. Подробности тут.
Коррозионностойкие стали можно сваривать различными способами. Однако, чаще всего, для сварки нержавейки используются два метода соединения:
- Ручное сваривание покрытыми электродами.
- Сварка вольфрамовым электродом в среде защитных газов.
В зависимости от метода сварки используется различный вид напряжения, а соответственно применяются электроды, подходящие для переменного или постоянного тока.
Электроды постоянного тока по нержавейке
Приступая к работе мастер должен решить какими электродами можно варить нержавейку. Сварочные материалы с обмазкой без особых проблем обеспечивают оптимальное качество соединения. Ручное сваривание осуществляется, как правило, постоянным напряжением обратной полярности. Поэтому используются нержавеющие электроды следующих марок: ЦЛ-11 является одной из самых популярных марок среди сварщиков; используется для работы со сталями с высоким содержанием хрома и никеля. Шов, наплавленный с помощью данных расходников, обладает несколькими преимуществами: прочность; пластичность; аккуратность; достаточно высокий уровень ударной вязкости; отсутствие разбрызгивания.








Электроды ОЗЛ-8 предназначены для сварки конструкций, которые будут эксплуатироваться в условиях высоких температур – до 1000°С. При это достоинства данной марки во многом схожи с ЦЛ-11.
НЖ-13 успешно используются для сваривания деталей из пищевой стали. Расходники данной марки отлично сваривают сплавы, где присутствуют хром, никель и молибден. Главная отличительная особенность таких электродов – образование тонкого слоя шлаковой корки, которая отделяется самопроизвольно.
Электроды НИИ-48Г.
Ниже приведен перечень ещё нескольких востребованных электродов по нержавеющим сталям:
ЗИО-8 предназначены для жаростойких коррозионностойких сталей.
Электроды НИИ-48Г используются для работы с ответственными конструкциями.
ОЗЛ-17У подойдут для нержавейки, работающей в средах, где присутствуют серная или фосфорная кислоты.
В соответствующем разделе представлены остальные марки электродов для сварки нержавейки.
Электроды для переменного тока для нержавейки
Не все исполнители располагают оснащением, работающим на постоянном напряжении. Из-за чего возникает вопрос: можно ли варить переменным током нержавейку?
Есть такие электроды, например, это марки ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36 и другие. Сваривание вольфрамовыми электродами (на картинке) в среде газов также можно проводить переменным током прямой полярности. Данный метод соединения применяется в следующих случаях:
- сваривание тонкостенных изделий;
- повышенные требования к сварочному шву.
Данные сведения помогут исполнителю любого уровня определить какие электроды для сварки нержавейки переменным током следует использовать при решении конкретных задач.
В качестве вывода, следует отметить, что электроды для нержавейки переменного тока менее востребованы. Данный факт обусловлен меньшей популярностью переменного напряжения по сравнению с постоянным.
Постоянка обладает большим спектром достоинств и используется профессионалами намного чаще.
Это интересно: Электроды постоянного тока — особенности и применение
По какой технологии выполняется сварка
Способ сварки зависит от вида сплава и необходимой прочности швов. В домашних условиях чаще используют традиционную электродуговую постоянным током. Шов, который должно выдерживать давление, большую динамическую нагрузку, варят под облаком защитного газа. Аргон использовать необязательно, достаточно углекислого газа, подаваемого полуавтоматом. Аргоновая сварка экономически нецелесообразна.
Как сваривают нержавейку с черным металлом:
- Способ электродуговой сварки MMA самый распространенный, выбирают электроды, которые применяют для работы с нержавейкой. Легирующие компоненты должны совпадать, только в этом случае образуется надежное соединение.
- Сварка полуавтоматом MIG используется в промышленных условиях. Прочность соединения зависит от марки присадочной проволоки, она должна быть из нержавейки. Марку выбирают под заготовку по химическому составу.
- Способ TIG с использованием тугоплавких электродов применяется для ответственных соединений. При газосварке образуются прочные плотные швы.





