

2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на
следующие стандарты:
ГОСТ Р 52965-2008
Хвостовики цилиндрические для фрез. Основные размеры
ГОСТ
8.051-81 Государственная система обеспечения единства измерений. Погрешности,
допускаемые при измерении линейных размеров до 500 мм
ГОСТ
1050-88 Прокат сортовой, калиброванный со специальной отделкой поверхности
из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1412-85 Чугун
с пластинчатым графитом для отливок. Марки
ГОСТ
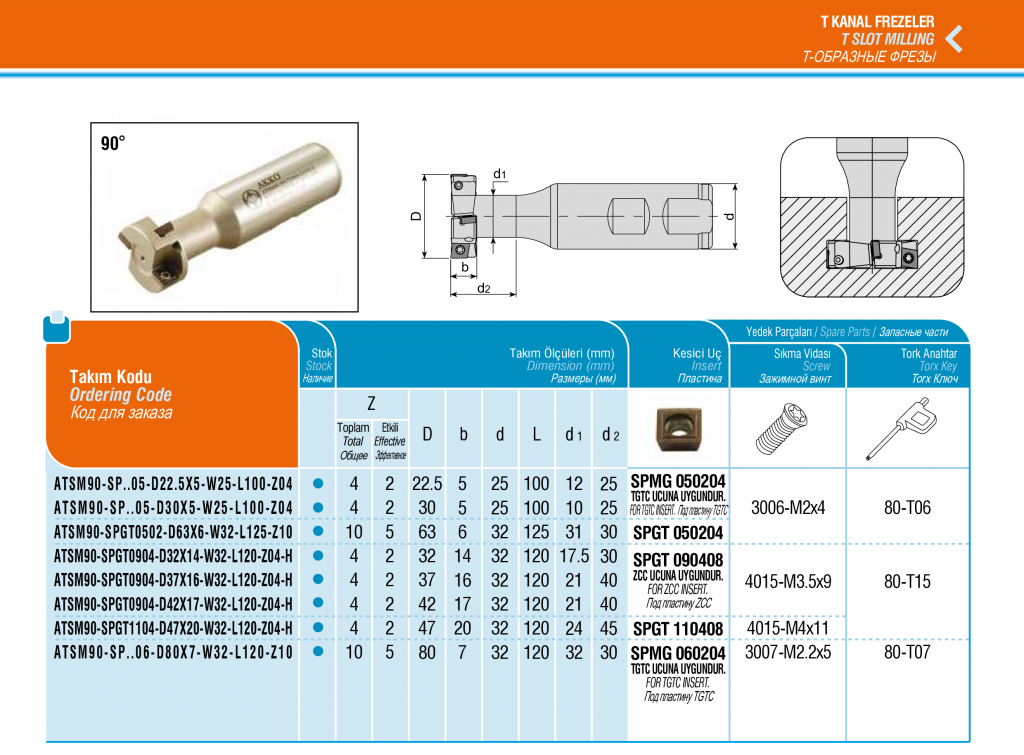
1574-91 Пазы Т-образные обработанные. Размеры
ГОСТ 2789-73
Шероховатость поверхности. Параметры и характеристики
ГОСТ 2848-75
Конусы инструментов. Допуски. Методы и средства контроля
ГОСТ
4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 9013-59
Металлы. Методы измерения твердости по Роквеллу
ГОСТ
9378-93 Образцы шероховатости поверхности (сравнения). Общие технические
условия
ГОСТ
18088-83 Инструмент металлорежущий, алмазный, дереворежущий,
слесарно-монтажный и вспомогательный. Упаковка, маркировка, транспортирование и
хранение
ГОСТ
19265-73 Прутки и полосы из быстрорежущей стали. Технические условия
ГОСТ 23726-79
Инструмент металлорежущий и дереворежущий. Приемка
ГОСТ
25706-83 Лупы. Типы, основные параметры. Общие технические требования
Примечание – При
пользовании настоящим стандартом целесообразно проверить действие ссылочных
стандартов в информационной системе общего пользования – на официальном
сайте Федерального агентства по техническому регулированию и метрологии в сети
Интернет или по ежегодно издаваемому информационному указателю «Национальные
стандарты», который опубликован по состоянию на 1 января текущего года, и по
соответствующим ежемесячно издаваемым информационным указателям, опубликованным
в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании
настоящим стандартом следует руководствоваться заменяющим (измененным)
стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором
дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
Торцевые — конструкция и применение
Посредством торцевых (или торцовых) фрез выполняется обработка плоских поверхностей. Применяются устройства на фрезерных станках вертикального и горизонтального типа. Изготавливается оснастка из таких материалов, как углеродистая, легированная и быстрорежущая сталь. Свое название оснастка получила за счет конструктивных особенностей. Режущие части на ней находятся на торце и сбоку, что позволяет одновременно выполнять обработку в двух перпендикулярным плоскости направлениях.

Лезвие торцевой фрезы состоит из трех частей — вспомогательного, переходного и вспомогательного. Для снижения вибрации при обработке детали, а также с целью повышения качества проводимых работ, оснастка оснащена большим количеством зубьев. Применяются устройства непосредственно для работы с плоскими и ступенчатыми поверхностями металлических заготовок.
https://youtube.com/watch?v=CzoxoPzo1Gg%3F
Устройства торцевого типа отличаются массивными габаритами, что позволяет осуществлять не только точную, но еще и быструю обработку. Наиболее популярной моделью торцевых фрез является «кукуруза». Применяются оснастки этого вида в автомобилестроении, где с их помощью осуществляется вытачивание картеров коробок передач.
Это интересно! Торцевая фреза позволяет настраивать резцы с минимальной точностью, что в итоге положительно отражается положительно на качестве обработки.
Related Posts via Categories
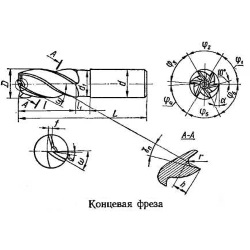
Концевые фрезы с коническим хвостовиком – быстрое и удобное фрезерование
Червячная фреза как надежный инструмент для шлицевых валов
Отрезная дисковая фреза – очень прочный и устойчивый к износу инструмент
Пальчиковая фреза – причудливое название для важного предмета
Фреза коническая круглая – непростая жизнь одного инструмента
Режимы резания при фрезеровании – как выполнить аналитический расчет?
Фреза с цилиндрическим хвостовиком – требования ГОСТа к инструменту
Фрезы для торцевого фрезерования – особенности многолезвийного инструмента
Токарно-фрезерные обрабатывающие центры – высокоэффективные универсальные станки
ФСШ-1А – станок для качественного фрезерования деревянных заготовок
Основные характеристики
Любой вид фрез можно охарактеризовать несколькими параметрами. Основные из них:
- геометрия (общая форма);
- форма режущих кромок (лезвий);
- конструкция;
- материал, из которого изготавливаются лезвия;
- диаметр внешний, посадочный, хвостовика.
Независимо от параметров, все виды должны обладать высокой прочностью, поэтому их делают из твердых, прочных материалов с последующей термической обработкой. Применяется напыление, увеличивающее износостойкость изделий.
Конструктивное исполнение
Хвостовик и режущие зубцы или лезвия – основные части фрезы по дереву. Их делают из цельного куска металла (такие инструменты называют монолитными) или из отдельных частей с последующим скреплением (сборные, составные).
Монолитные фрезы изготавливаются из инструментальной стали (твердость не ниже HRC 58…62) заодно с режущей частью, которую затем затачивают. Они имеют небольшой эксплуатационный ресурс, что связано с невозможностью замены режущих пластин по мере их износа. Основное их преимущество – низкая стоимость.
Сборные фрезы представляют собой стальную болванку с напаянными лезвиями, которые изготавливаются из инструментальной стали или твердосплавных металлов. Большое значение при их изготовлении уделяют рецептуре и качеству припоя, которым припаивают лезвия. Это должна быть тугоплавкая марка, содержащая медь и серебро. К таким припоям относятся, например, ПСр 37,5 и ПСр 40.
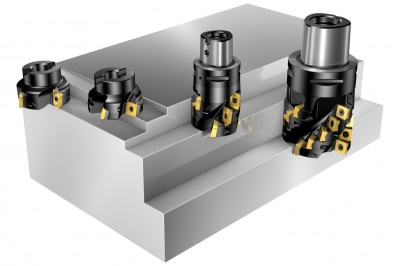
Фрезы со сменными лезвиями (фрезерные головки) – это разновидность сборных. В них лезвия устанавливаются таким образом (механическое крепление), чтобы их можно было менять по мере износа.
Встречаются также фрезерные головки, в которых объединены в единое целое несколько разновидностей режущих лезвий, их называют наборными. При этом можно изменить порядок набора режущих частей и расстояние между ними. Инструмент при такой замене не должен во время работы терять свою продольную устойчивость.
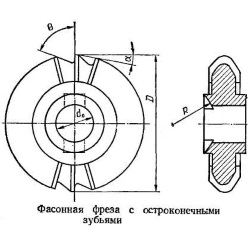
Наборы используют для получения фасонных изделий из дерева и других работ с древесиной.
Для того чтобы упростить выполнение работ, связанных с точным фрезерованием при помощи ручного деревообрабатывающего инструмента, кромочную фрезу по дереву часто оснащают небольшим подшипником. Он монтируется у одного из краев режущей кромки (вверху или внизу) и при работе обеспечивает правильное направление движения, упираясь в край деревянной детали.
Типы лезвий
По типу лезвий фрезы по дереву делятся на твердосплавные (маркируются аббревиатурой HSS) или быстрорежущие (обозначаются буквами НМ). При этом инструментом с быстрорежущими кромками обрабатывают мягкую древесину, а с твердосплавными лезвиями – твердые породы дерева.
Твердосплавные лезвия обладают высоким температурным коэффициентом и улучшенными рабочими характеристиками.
При этом лезвия у всех типов фрез могут располагаться вертикально или под наклоном. Вертикально-ориентированные лезвия рубят материал. Наклонные ножи срезают слой материала, что позволяет избежать сколов древесины по краям деталей. Встречается также и спиральное расположение режущих кромок. Использование инструмента с наклонными или спирально-ориентированными лезвиями значительно повышает качество обработки поверхности.
Геометрические параметры
Основным параметром, влияющим на совместимость фрез с конкретной моделью деревообрабатывающего станка (фрезер, станок с ЧПУ и др.), служит размер хвостовика. Вызвано это тем, что для их установки в станок используются специальные цанговые зажимы (цанги), надежно охватывающие и зажимающие хвостовик. На практике используются цанги, у которых диаметр посадочного места измеряется в дюймах (1/2″ и 1/4″) или миллиметрах (6,12 или 18 мм).
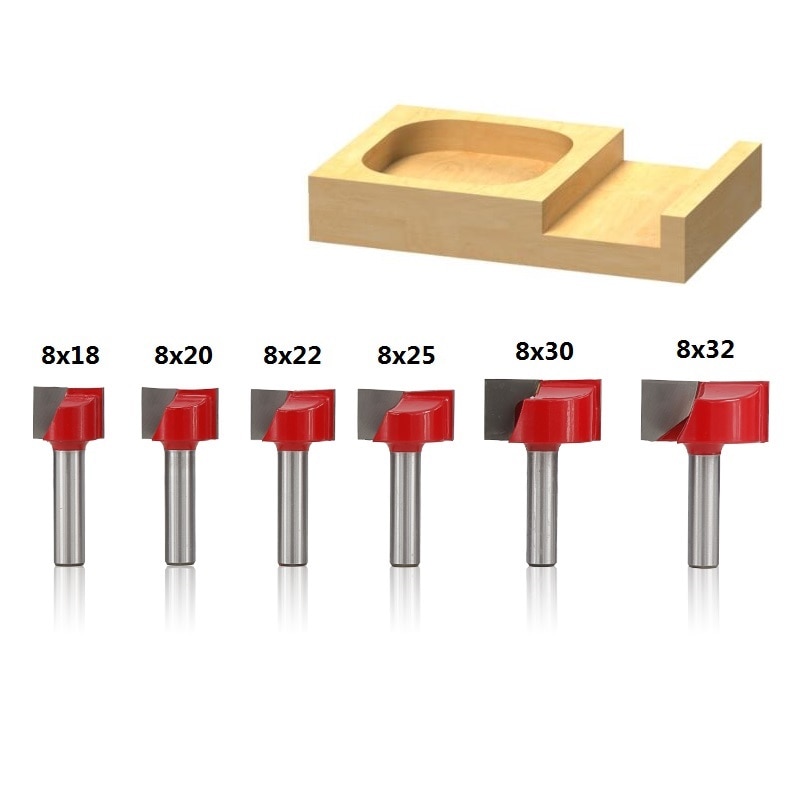
Посадочные размеры фрез зависят также от способа установки. Насадные фрезы, устанавливаемые на шпиндель стационарного фрезерного станка, имеют диаметр посадочной части 32 мм. У концевых (пальчиковых) фрез, которые предназначены для установки в патрон ручной дрели или цангу фрезера, диаметр хвостовика может быть разным – от 6 до 12 мм.
Это интересно: Фрезы по дереву для ручного фрезера — виды, выбор фрез, назначение
Из чего делают насадки и какие бывают типы фрез
Все виды фрез имеют режущие кромки, посредством которых осуществляется обработка металла. Зубья контактируют с металлом, срезая при этом слои разной толщины
Чтобы достичь такого эффекта, немаловажно изготавливать насадки из высокопрочных материалов. Для изготовления фрез по металлу используются такие виды материалов:
- Быстрорежущая и углеродистая сталь
- Минеральная керамика
- Карданная проволока
Для обработки высокопрочных материалов применяются фрезы, имеющие алмазное напыление. Использование качественных материалов влияет на стоимость оснастки, поэтому хорошие фрезы никогда не будут стоить дешево. Низкокачественные насадки изготавливают из дешевых сплавов, что в итоге отражается на сроках службы оснастки
Именно поэтому перед покупкой фрезы по металлу нужно обратить внимание на производителя, а также на наличие сертификата качества, подтверждающих подлинность продукции
По конструкции рассматриваемые насадки классифицируются на три основных типа:
- Сварные — соединение рабочей части (резца) и хвостовика достигается посредством сварочного шва
- Цельные — изготавливаются путем литья готового изделия
- Сборные — их еще называют разборными. Их главное достоинство в том, что при притуплении зубьев режущей части, ее можно заменить
Сварные и цельные фрезы по металлу изготавливаются из разных материалов — хвостовик из одного материала, а рабочая часть из другого более прочного. Сборные также изготавливаются из разных материалов, а главное их отличие от сварных и цельных в том, что рабочая часть по мере износа может быть заменена. Соединение сборных фрез с хвостовой частью осуществляется разными способами, от чего применяются соответствующие соединители — болты, клинья или винты.

Это интересно! Сборные фрезы по металлу стоят дороже, чем цельные и сварные. Самые дешевые — это сварные борфрезы, так как их главный недостаток в том, что они имеют слабое место — сварочное соединение. Сварные шарошки — это отличный вариант для домашнего применения.
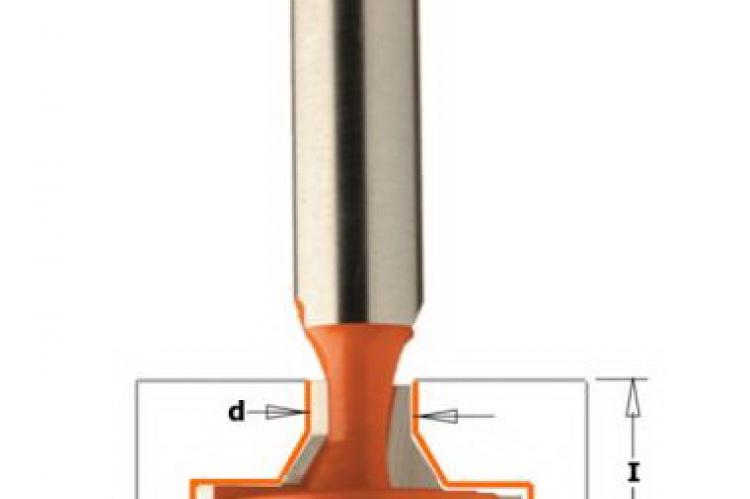
Фрезы фигирейные
Востребован для неординарной, художественной работы. Есть обязательно подшипник, который эффективен с фигурными и прямыми деталями.
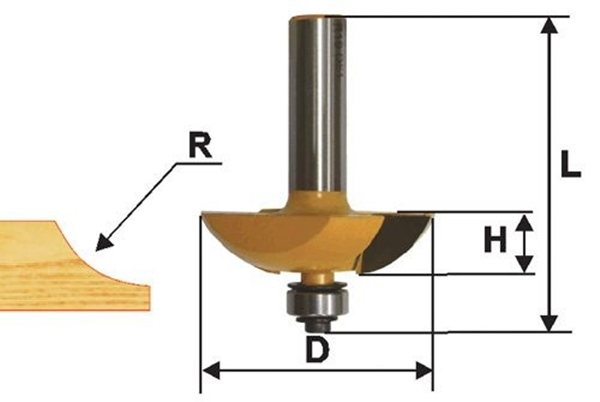
Фигирейные горизонтальные
Филенка — трудный в получении тип поверхности. Используются производственные фигирейные вариации, снимающие ограничения вставок. Опорный подшипник дает преимущество, так как препятствуют смещению.
Фигирейные вертикальные
Универсальные инструменты, позволяющие выполнить плинтуса. Ширина и глубина определяется настройками оборудования.
Концевые выполняются с поводком. Оснастка не требуется.

Дисковые фрезы
Их нечасто применяют при работе с деревянным сырьем. Предназначение — металл. Происходит распилка. Если поверхностность угловая, то выполняет роль шлифовки. Отдельно отмечают мастера качество и остроту дуг.

Классификация фрез по металлу
Этот инструмент различают:
- по месту нахождения режущих частей;
- по направлению (винтовые, наклонные и т. д.);
- по креплению режущих элементов;
- по их заточке;
- по конструкции инструмента (сборный, монолитный, составной);
- по их материалу.
Цилиндрические фрезы
Такой тип используется для горизонтально-фрезерных станков, предназначенных для обработки плоскостей. Цилиндрические фрезы могут быть:
- с винтовыми зубьями;
- с прямыми зубьями.
Инструмент с винтовыми зубьями работает довольно плавно и его широко используют на предприятиях. Фрезы, имеющих прямые зубья, применяют только для обработки узких плоскостей, где достоинство инструмента с винтовыми зубьями не оказывает на процесс резания большого влияния. Изготавливается такой вид из быстрорежущей стали и оборудован в основном винтовыми, твердосплавными или плоскими пластинками.
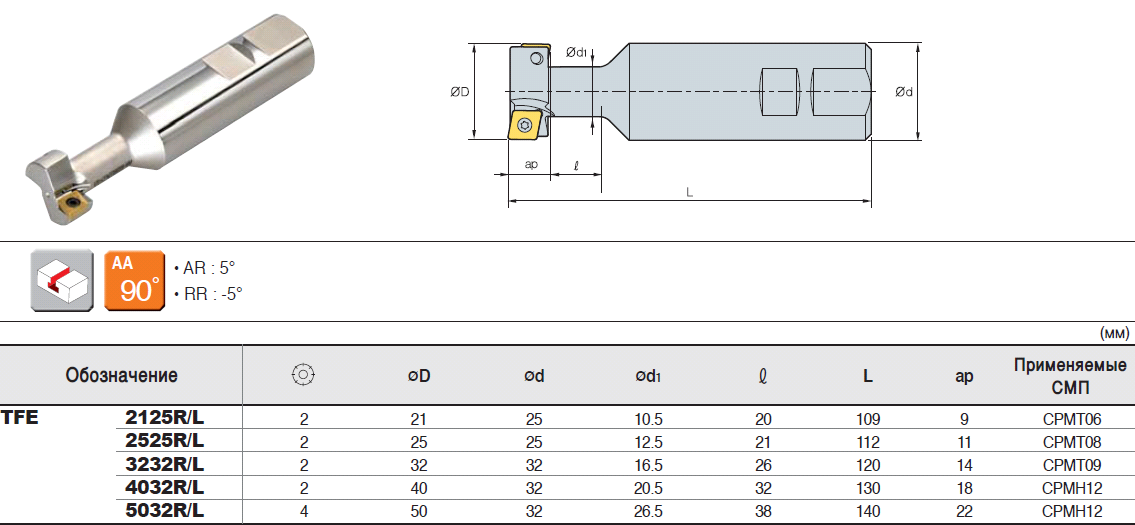
Торцовые фрезы
Этот вид применяется чаще всего для обработки плоскостей
на вертикально-фрезерных устройствах. В отличие от цилиндрического типа, где фреза является профилирующей и образует поверхности детали, у торцевого вида рабочими остаются вершины острых кромок зубьев.
Сами торцевые кромки являются дополнительными, а основная работа осуществляется боковыми заостренными кромками, которые находятся снаружи этой детали. Даже имея небольшую величину припуска, такой инструмент обеспечивает довольно ровную работу. Это происходит из-за того, что угол соприкосновения у торцевых фрез с обрабатываемой деталью зависит не от показателя припуска, а от диаметра режущего инструмента и ширины процесса фрезерования.
По сравнению с цилиндрическим типом, торцовая фреза является более жесткой и массивной
. Это обеспечивает удобство размещения и надежность закрепления режущих элементов и оснащение их твердыми сплавами. Торцовое фрезерование характеризуется гораздо большей производительностью. Именно поэтому на сегодняшний день работы по фрезерованию плоскостей осуществляются торцовыми видами инструмента.
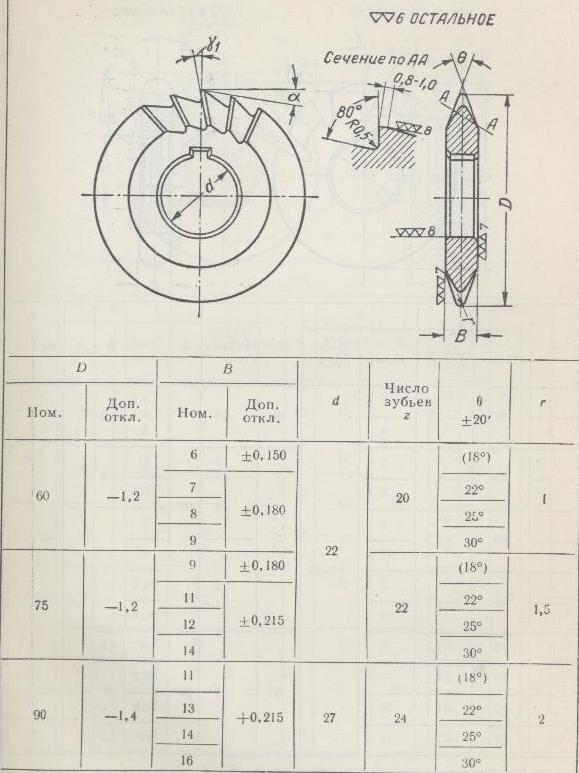
Дисковые фрезы
Этот вид представляет собой необходимое и современное оборудование, которое используется при фрезеровании канавок и пазов. Дисковый инструмент бывает трех видов:
- пазовый;
- двусторонний;
- трехсторонний.
У пазовых дисковых фрез зубья располагаются только на цилиндрической поверхности
и используют их для обработки неглубоких пазов. Двусторонние дисковые фрезы, кроме зубьев, расположенных на торце, имеют зубья, находящиеся на поверхности. Особенностью трехсторонних дисковых инструментов является то, что зубья находятся не только на обоих торцах, но и на поверхности.
Дисковые фрезы имеют высокую производительность, несмотря на то, что у них часто срезаны зубья.
Чтобы прорезать на деталях шлицы и узкие пазы, используют топкие дисковые фрезы, называемые пилами. У такого оборудования то с одного, то с другого торца начинают затачивать фаски. Обычно фаска срезает половину длины режущей кромки
. Именно из-за этого каждый зуб срезает стружку такой ширины, которая будет меньше ширины прорезаемого паза. Благодаря этому стружка более свободно начинает размещаться во впадине зуба и улучшается ее отвод. Если ширина среза будет соответствовать ширине паза, то в этом случае торцы стружки будут соприкасаться с боковыми сторонами прорезаемого паза. Это будет затруднять свободу размещения стружки во впадине зуба, в результате чего дисковая фреза может сломаться.
Угловые и концевые фрезы
Угловое оборудование применяют при фрезеровании наклонных плоскостей и угловых пазов. Одноугловые виды обладают режущими кромками, расположенными на торце и конической поверхности. Двухугловые виды имеют режущие кромки, которые располагаются на двух конических поверхностях
Концевые фрезы используются для обработки глубоких пазов в корпусных деталях уступов, контурных выемок, а в шпинделе станка крепятся цилиндрическим или коническим хвостовиком. У такого оборудования основную работу, связанную с резанием, осуществляют главные режущие кромки, которые располагаются на цилиндрической поверхности. А вот вспомогательные режущие кромки производят зачистку дна канавки. У таких фрез зубья обычно винтовые или наклонные.
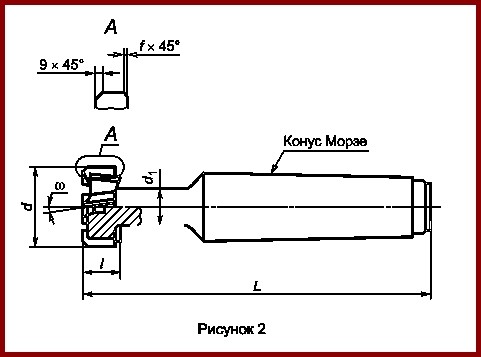
Шпоночные фрезы
Они являются разновидностью концевых фрез и представляют собой шпоночный двузубый инструмент
. Такой шпоночный инструмент наподобие сверла способен углубляться в материал заготовки во время осевой подачи и сверлить отверстие, а затем дальше продвигаться вдоль канавки. Во время осевой подачи основная работа резания осуществляется торцовыми кромками. Одна из них обязательно должна доходить до оси фрезы для обеспечения сверления отверстия.
Основные характеристики
Любой вид фрез можно охарактеризовать несколькими параметрами. Основные из них:
- геометрия (общая форма);
- форма режущих кромок (лезвий);
- конструкция;
- материал, из которого изготавливаются лезвия;
- диаметр внешний, посадочный, хвостовика.
Независимо от параметров, все виды должны обладать высокой прочностью, поэтому их делают из твердых, прочных материалов с последующей термической обработкой. Применяется напыление, увеличивающее износостойкость изделий.
Конструктивное исполнение
Хвостовик и режущие зубцы или лезвия – основные части фрезы по дереву. Их делают из цельного куска металла (такие инструменты называют монолитными) или из отдельных частей с последующим скреплением (сборные, составные).
Монолитные фрезы изготавливаются из инструментальной стали (твердость не ниже HRC 58…62) заодно с режущей частью, которую затем затачивают. Они имеют небольшой эксплуатационный ресурс, что связано с невозможностью замены режущих пластин по мере их износа. Основное их преимущество – низкая стоимость.
Сборные фрезы представляют собой стальную болванку с напаянными лезвиями, которые изготавливаются из инструментальной стали или твердосплавных металлов. Большое значение при их изготовлении уделяют рецептуре и качеству припоя, которым припаивают лезвия. Это должна быть тугоплавкая марка, содержащая медь и серебро. К таким припоям относятся, например, ПСр 37,5 и ПСр 40.
Фрезы со сменными лезвиями (фрезерные головки) – это разновидность сборных. В них лезвия устанавливаются таким образом (механическое крепление), чтобы их можно было менять по мере износа.
Встречаются также фрезерные головки, в которых объединены в единое целое несколько разновидностей режущих лезвий, их называют наборными. При этом можно изменить порядок набора режущих частей и расстояние между ними. Инструмент при такой замене не должен во время работы терять свою продольную устойчивость.
Читать также: Как пользоваться керхером в домашних условиях
Наборы используют для получения фасонных изделий из дерева и других работ с древесиной.
Для того чтобы упростить выполнение работ, связанных с точным фрезерованием при помощи ручного деревообрабатывающего инструмента, кромочную фрезу по дереву часто оснащают небольшим подшипником. Он монтируется у одного из краев режущей кромки (вверху или внизу) и при работе обеспечивает правильное направление движения, упираясь в край деревянной детали.
Типы лезвий
По типу лезвий фрезы по дереву делятся на твердосплавные (маркируются аббревиатурой HSS) или быстрорежущие (обозначаются буквами НМ). При этом инструментом с быстрорежущими кромками обрабатывают мягкую древесину, а с твердосплавными лезвиями – твердые породы дерева.
Твердосплавные лезвия обладают высоким температурным коэффициентом и улучшенными рабочими характеристиками.
При этом лезвия у всех типов фрез могут располагаться вертикально или под наклоном. Вертикально-ориентированные лезвия рубят материал. Наклонные ножи срезают слой материала, что позволяет избежать сколов древесины по краям деталей. Встречается также и спиральное расположение режущих кромок. Использование инструмента с наклонными или спирально-ориентированными лезвиями значительно повышает качество обработки поверхности.
Геометрические параметры
Основным параметром, влияющим на совместимость фрез с конкретной моделью деревообрабатывающего станка (фрезер, станок с ЧПУ и др.), служит размер хвостовика. Вызвано это тем, что для их установки в станок используются специальные цанговые зажимы (цанги), надежно охватывающие и зажимающие хвостовик. На практике используются цанги, у которых диаметр посадочного места измеряется в дюймах (1/2″ и 1/4″) или миллиметрах (6,12 или 18 мм).
Посадочные размеры фрез зависят также от способа установки. Насадные фрезы, устанавливаемые на шпиндель стационарного фрезерного станка, имеют диаметр посадочной части 32 мм. У концевых (пальчиковых) фрез, которые предназначены для установки в патрон ручной дрели или цангу фрезера, диаметр хвостовика может быть разным – от 6 до 12 мм.
Нюансы выбора
Каждый тип рассмотренной в предыдущих разделах оснастки подходит для конкретных работ, так что его применение связано с определенным видом металлообработки. Так, в определенных ситуациях востребован монолитный фрезерный комплект, а иногда необходим инструмент со сменными пластинами.
При выборе подходящего для заданных условий типа оснастки рекомендуется учитывать следующие факторы:
- Объем фрезеровальных работ и их ассортимент.
- Качество обработки, в которой нуждается выбранная заготовка (первичная или вторичная).
- Тип и характеристики обрабатываемого металла.
- Конфигурация выборок, подготавливаемых при фрезеровании заготовок (обычная обработка, формирование пазов или отверстий и т. п.)
При выборе подходящего инструмента учитывается заданная точность обработки, позволяющая выдержать требуемые размеры.
Важно! Если потребуется выполнять однотипные операции, связанные с формованием контуров или фасонных выборок, внимание обращается на универсальные наборы фрезерного инструмента. В заключительной части обзора отметим, что грамотный и взвешенный подход к выбору нужного комплекта оснасток позволит сэкономить не только на стоимости самого инструмента, но на расходе металла, выбираемого при обработке
В заключительной части обзора отметим, что грамотный и взвешенный подход к выбору нужного комплекта оснасток позволит сэкономить не только на стоимости самого инструмента, но на расходе металла, выбираемого при обработке
В заключительной части обзора отметим, что грамотный и взвешенный подход к выбору нужного комплекта оснасток позволит сэкономить не только на стоимости самого инструмента, но на расходе металла, выбираемого при обработке
В заключительной части обзора отметим, что грамотный и взвешенный подход к выбору нужного комплекта оснасток позволит сэкономить не только на стоимости самого инструмента, но на расходе металла, выбираемого при обработке.
Дисковые
- Прорезка пазов.
- Выборка металла на узком сегменте.
- Обрезка заготовок.
- Снятие фасок и для других целей.
Особенности – режущие грани могут располагаться или с одной, или с обеих сторон. Их размеры определяют специфику обработки металла – грубая она (предварительная) или финишная (чистовая). Такой инструмент эксплуатируется в довольно сложных условиях – повышенная вибрация, сложность отвода металлической стружки.
Разновидности:
- Прорезные.
- Отрезные.
- Пазовые.
- Для резания с двух или трех сторон.
Торцевые
В основном применяются для обработки деталей с поверхностями ступенчатыми или плоскими. Инструмент ставится так, чтобы его продольная ось была перпендикулярна обрабатываемой поверхности.
Особенности – повышенная плотность зубьев на участке соприкосновения с заготовкой. Это обеспечивает равномерность и высокую скорость обработки металла. Наличие дополнительных режущих кромок (в торцевой части) позволяет добиться более «чистой» поверхности при обработке на фрезерном станке.
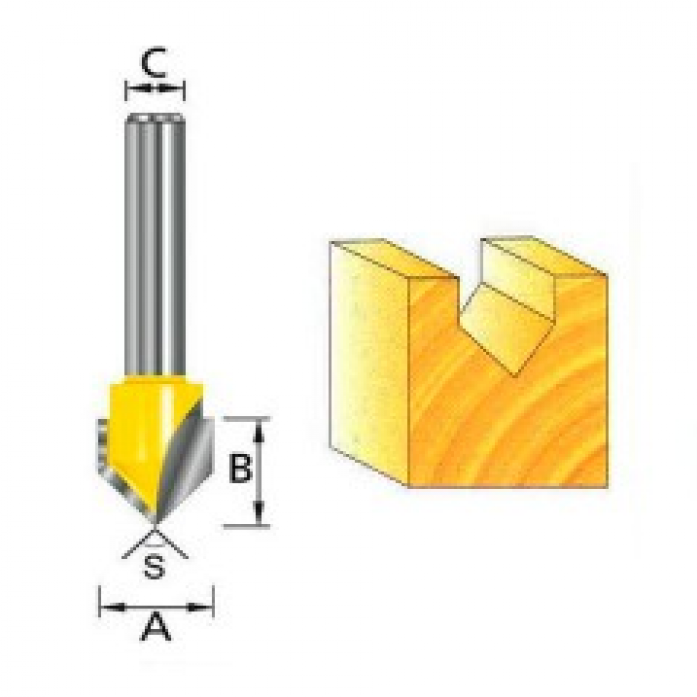
Что это такое и для чего нужны?
Торцевая фреза для ручного фрезера – инструмент (расходник), в котором торец оснащён режущими кромками. В отличие от цилиндрической фрезы, используемой преимущественно на горизонтально-фрезерном станке, торцевая фреза используется на устройстве с вертикальной фрезеровкой. У торцевой фрезы ось вращения ставится под углом в 90 градусов относительно растачиваемой в данный момент плоскости заготовки.

По сравнению с теми же цилиндровыми фрезами, у которых все рабочие точки разрезающих граней участвуют непосредственно в шлифовке и пропиливании обрабатываемой поверхности, торцевая фреза работает в основном лишь верхушками разрезающих кромок. Торцевые разрезающие грани выполняют завершающую стадию обработки. Основная стадия торцовочного фрезерования – задача боковых разрезающих кромок, имеющихся с наружных сторон.
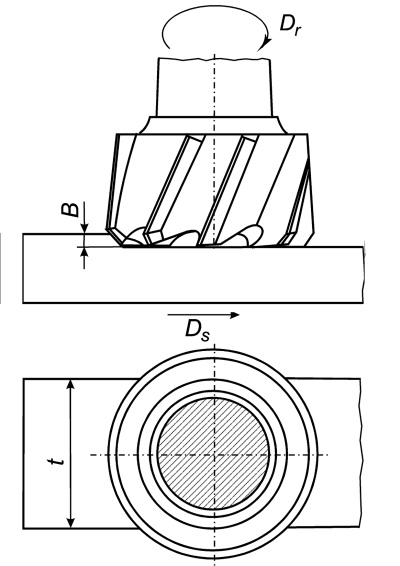
На каждом из зубьев торцевой фрезы верхушки разрезающих кромок – профилеобразующие. Форма этих кромок принимает разные очертания, заданные производителем. Реально в деле используются торцевые фрезы, имеющие режущие кромки в виде ломаной или ровной окружности. Угол на торцевой фрезе равен 45-90 градусам. Наиболее распространены режущие кромки с Ф-углом в 45-60 градусов. Чем меньше этот угол, тем более устойчивой и долговечной является фреза.
Торцевая фреза даёт возможность работать чётко и аккуратно даже при незначительной ширине отбортовки. Дело в том, что ширина этого припуска не влияет на угол соприкосновения, а больше зависит от ширины зоны обточки и диаметра рабочей части инструмента. Торцовочная фреза обладает повышенными весом и жёсткостью, чего не скажешь о цилиндровых инструментах. Высокая массивность и прочность даёт дополнительные возможности для нанесения на фрезу более твёрдых покрытий (или припаиванию более твёрдых зубцов) – например, алмазного напыления, победитовых кромок и т. д.

Закрепляется такая фреза в патроне привода заметно надёжнее, чем расходники, не обладающие увеличенным весом. По сравнению с цилиндрическими фрезами, торцевые позволяют обработать больше деталей. На плоскости такие фрезы работают дольше. Они увеличивают число обработанных деталей, в т. ч. и в единицу времени, что позитивно влияет на производственные процессы и эффективность отдела предприятия, чьи функции – фрезерование. Для торцевых фрез различного форм-фактора действуют требования ГОСТ №26595-85.

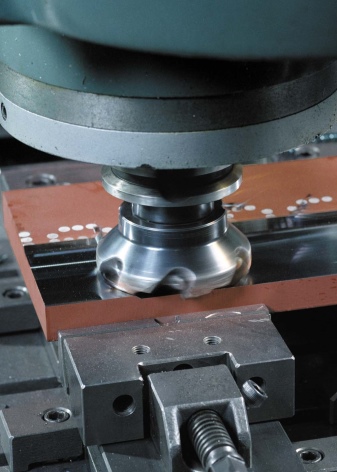
Выбор метода фрезерования поверхностей тел вращения
Торцевое фрезерование поверхностей тел вращения – 4/5 осей
Основной метод наружной обработки.
+ Небольшой вылет инструмента+ Небольшой диаметр инструмента/низкий крутящий момент+ Наружная обработка/нежёсткие заготовки+ Профильная обработка− Неидеальная цилиндрическая поверхность− Не подходит для внутренней обработки
Периферийное фрезерование поверхностей тел вращения – 3/4 оси
Тот же принцип, что и при круговой интерполяции (наружной/внутренней), но при одновременном вращении заготовки и фрезы.
Используется, в основном, для внутренней обработки.
+ Внутренняя обработка+ Цилиндрическая поверхность+ Узкие пазы+ Фрезерование резьбы+ Круглость− Не подходит для профильной обработки− Больший диаметр/высокий крутящий момент− Большой вылет
5 Методы контроля и испытаний
5.1 Внешний вид фрез контролируют визуально с помощью лупы ЛП-1–4х по ГОСТ 25706.
5.2 Твердость фрез контролируют по ГОСТ 9013.
5.3 При контроле размерных параметров фрез применяют методы и средства измерения, погрешность которых должна быть не более:
– значений, указанных в ГОСТ 8.051, – при измерении линейных размеров;
– 35 % допуска на проверяемый угол » » угловых » ;
– 25 % допуска на проверяемый параметр – при контроле формы и расположения поверхностей.
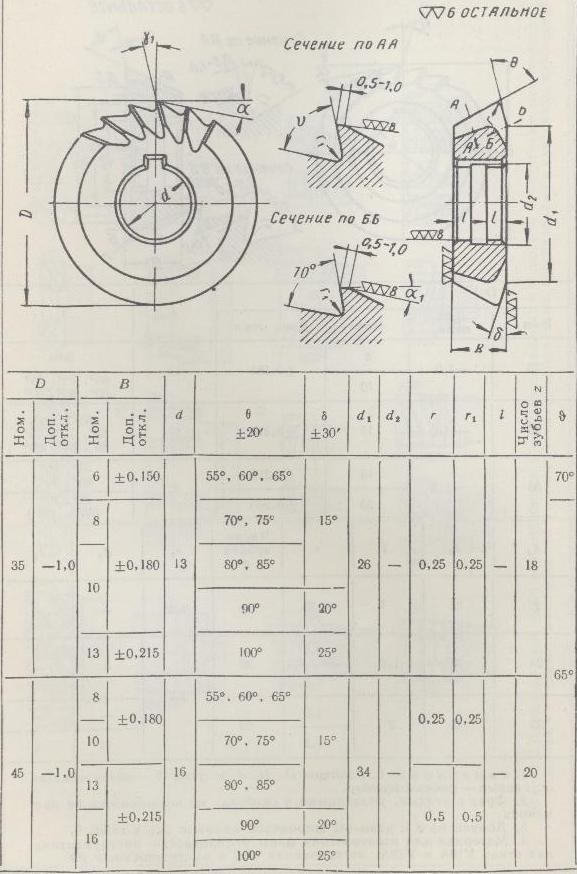
5.4 Шероховатость поверхностей фрез проверяют сравнением с эталонными образцами по ГОСТ 9378 или с образцовыми инструментами, имеющими параметры шероховатости не более указанных в .
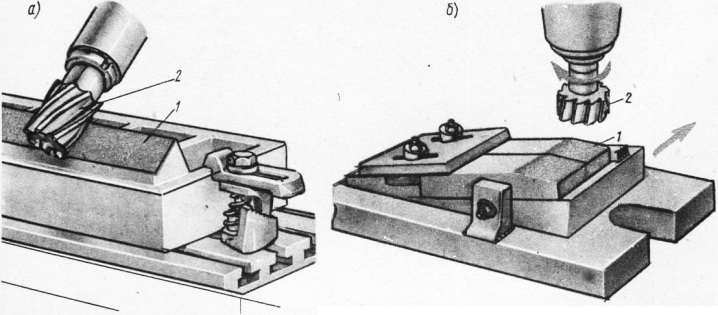
5.5 Испытания фрез следует проводить на фрезерных станках общего и специального назначения, соответствующих установленным для них нормам точности и жесткости.
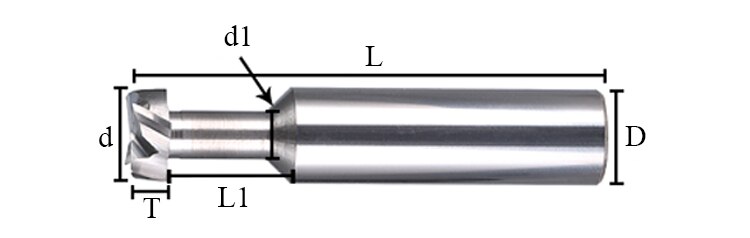
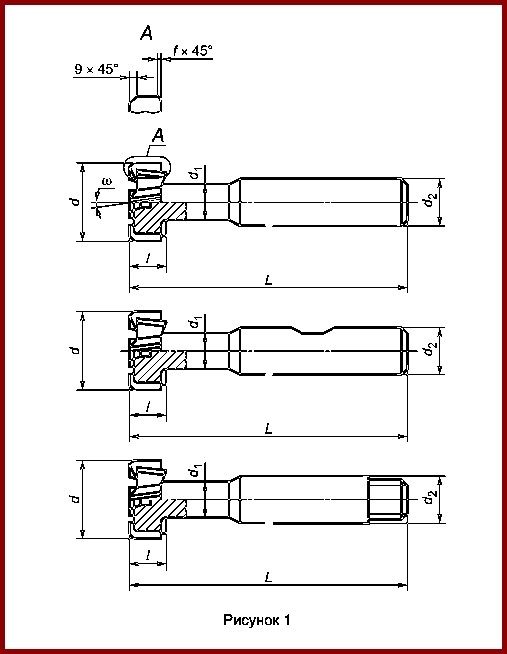
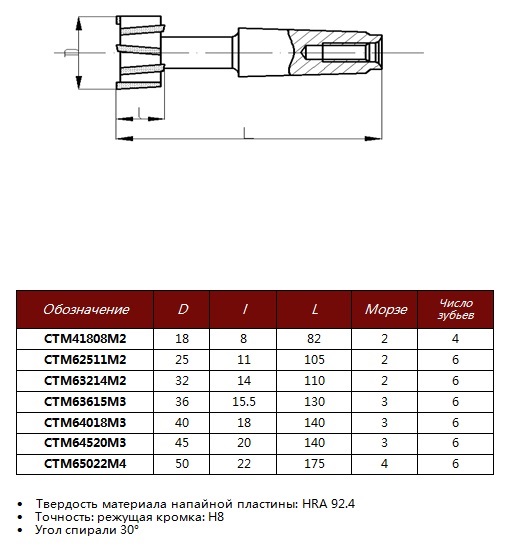
5.6 Фрезы типов 1, 2, исполнений 1, 2, 3 следует испытывать на заготовках из серого чугуна марки СЧ 18 по ГОСТ 1412 твердостью 180. .. 220 НВ; фрезы типа 2 исполнения 4 – на заготовках из стали марки 45 по ГОСТ 1050 твердостью 197… 207 НВ. В заготовках предварительно фрезеруют прямоугольный паз, равный по ширине диаметру шейки (d1 + 2) мм с припуском по дну паза 1 – 2 мм.
5.7 В качестве смазочно-охлаждающей жидкости при работе по стали применяют 5 %-ный (по массе) раствор эмульсола в воде с расходом 6 – 8 л/мин; при работе по чугуну следует охлаждать струей воздуха, удаляющей стружку из зоны резания.
5.8 Испытания фрез на работоспособность, средний и установленный периоды стойкости следует проводить на режимах, указанных в таблице .
Таблица 4
d, мм | Скорость резания, м/мин | Подача на зуб, мм/зуб | ||
при обработке чугуна | при обработке стали | при обработке чугуна | при обработке стали | |
11,0 | 15 | – | 0,03 | – |
12,5 | ||||
16,0 | 0,05 | |||
18,0 | 25 | 0,05 | 0,03 | |
21,0 | ||||
25,0 | 20 | 0,05 | ||
32,0 | ||||
40,0 | ||||
50,0 | 0,08 | |||
60,0 | ||||
72,0 | – | – | ||
85,0 | ||||
95,0 |
5.9 Суммарная длина фрезерования при испытании на работоспособность должна быть не менее 500 мм.


5.10 Приемочные значения среднего и установленного Ту периодов стойкости должны быть не менее: – 68 мин, Т – 28 мин.
5.11 После испытаний на работоспособность на режущих кромках фрез не должно быть выкрашиваний, и они должны быть пригодны к дальнейшей работе.





