Отличия инструментов
Как говорилось ранее, пилы условно делятся на профессиональные и домашние. Основное преимущество профессионального инструмента в том, что его конструкция более жесткая, а также дает возможность проводить работы под углом в 90 и 55 градусов. Домашние же приспособления чаще всего более хлипкие, и при проведении работ их постоянно «штормит». В этом случае даже высококлассное полотно по металлу не гарантирует качественного распила. Однако здесь необходимо уже отталкиваться от частоты использования данного инструмента. Домашние пилы стоят гораздо дешевле, и приобретать их стоит только в том случае, если ножовка используется редко. Если же использовать этот инструмент приходится довольно часто, то экономить не стоит.

Стоит сказать об отдельном виде пилы — ножовке-ручке. Основное отличие этого инструмента от обычной ножовки в том, что он предназначается для работы с поломанным ножовочным полотном по металлу.
Скорость резания
- тонкая или пылеобразная —подача слишком медленная или линейная скорость ленты слишком высокая;
- стружка крупная , с голубовато-синим отливом — высокая скорость подачи или линейная скорость мала;
- вьющаяся спиралевидная, одинаковая по длине стружка — режим работы правильный.
Каждое полотно для ленточной пилы характеризуется определенной производительностью и способностью выполнить определенное число резов. Например, биметаллическое 27х0,9 характеризуется продуктивностью 10-25 см/мин при резке высоколегированных сплавов и 45-70 см/мин при работе со сталями конструкционных марок. Усредненное время эксплуатации пильного полотна ленточного станка составляет 150-170 часов работы.
Основные причины преждевременного выхода ленточного полотна из строя.
А)
- Выкрашивание (выбивание) зубьев
- Слишком мелкий шаг пилы.
- Слишком крупный шаг пилы.
- Заготовки ненадёжно закреплены.
- Слишком низкая скорость пилы, приводящая к излишнему врезанию.
- Слишком большое давление подачи, приводящее к излишнему врезанию пилы в материал.
- Слабое натяжение пилы приводит к её проскальзыванию.
- Проскальзывание (остановка) пилы под нагрузкой,приводящее к излишнему врезанию пилы в материал.
- Отсутствует, не работает или изношена щётка очистки пилы
Б)
- Трещины во впадинах зубьев.
- Затруднённое движение пилы в направляющих и шкивах из-за загрязнения шкивов или уменьшения зазора в направляющих.
- Зазор между направляющими слишком большой.
- Направляющие находятся слишком далеко от заготовки.
- Боковые направляющие зажимают пилу в области впадин зубьев.
- Слабо зажатые боковые направляющие приводят к наклону пилы
- Неправильное натяжение пилы.
В)
- Трещины со стороны спинки пилы.
- Износ верхнего опорного подшипника в направляющих
- Высокое давление подачи.
- Износ боковых направляющих.
- Полотно прижимается к бурту шкива.
Г)
- Биение (вибрация) пилы
- Кривой сварной шов.
- Слишком шаг пилы.
- Отсутствие зубьев(выломаны).
- Слишком низкое или высокое давление подачи.
Д)
- Преждевременное затупление зубьев.
- Слишком большая скорость пилы для данного материала.
- Слишком мелкий или слишком крупный шаг пилы
- Полотно пилы не параллельно направлению подачи.
- Дефекты на боковых направляющих.
- Плохо закреплены или изношены направляющие.
Е)
- Неперпендикулярный рез.
- Полотно пилы не параллельно направлению подачи.
- Большой зазор в направляющих.
- Поверхность стола не перпендикулярна пиле.
- Тиски не перпендикулярны пиле.
- Слабое натяжение пилы.
- Плохо закреплены боковые направляющие.
Ж)
- Пережжённая стружка.
- Большая подача.
- Не работает щётка очистки пилы.
- Тупая пила.
- Нет охлаждения.
Виды и конструкция ножовочных полотен
В зависимости от назначения существует два основных вида ножовочных полотен – ручные и машинные, предназначенные соответственно для ручного реза или работы на отрезном станке. Различаются они в первую очередь размерами полотна:
- Ножовочные полотна ручные имеют длину 250 и 300 мм, ширину 12,5 и 25 мм, толщину от 0,63 до 1,25 мм.
- Полотно ножовочное машинное может быть длиннее – до 400 мм, имеет большую ширину и толщину из-за повышенных нагрузок – от 25 до 55 мм ширины и от 1,25 до 2 мм толщины.
Длина полотна определяется расстояние между центрами крепежных отверстий и составляет от 150 до 400 мм. Для ручных ножовок они могут быть с односторонним (тип А) или двухсторонним (тип Б) расположением зуба.
Основными материалами полотен являются стали марок Р9, Х6ВФ и У10А. Обязательным является твердость материала HRC 61-64. Для получения данной характеристики зубцы проходят термическую обработку. Важным параметром является шаг зуба, составляющий от 0,8 до 1,5 мм.
Наибольшее применение получили полотна с частыми и острыми зубьями, имеющими канавку в форме равнобедренного треугольника с углом у основания 60°. Также широко используются полотна с крупным шагом и большой канавкой, что обеспечивает хороший отвод стружки. Канавки здесь выполнены прямолинейными, что гарантирует и хороший отвод тепла.
Область применения
Для каждого вида работы производители стараются предложить выбор изделий с четко обозначенными качествами. Широко применяется ленточнопильное оборудование в металлообработке, работах по дереву, строительном бизнесе. Осуществляется резка пластика и композиционных материалов. Обрабатываются черные и цветные металлы. Ленточнопильные станки универсальны. Заменяя марку полотна, его шаг и режимы резки, на одном и том же оборудовании, можно эффективно изготавливать детали из совершенно различных материалов. При этом обеспечена высокая точность, минимум отходов и высокая скорость выполнения операций.
Правила выбора
При соблюдении определенных правил есть возможность выбрать подходящее полотно, которое может прослужить в течение длительного периода. Основными рекомендациями назовем следующее:
- На поверхности не должно быть трещин или других дефектов, а также следов коррозии. Это связано с тем, что даже незначительные повреждения станут причиной повышенного износа.
- На момент выбора следует убедиться в эластичности пилы. Для этого ее немного сгибают, после отпускают. Высококачественное изделие практически сразу восстанавливают свою форму, что свидетельствует о высокой гибкости.
- Как ранее было отмечено, допустимая скорость резания во многом зависит от количества зубьев, приходящихся на один дюйм.
- Определяющим фактором во многих случаях становится тип применяемого материала. Зачастую отдают предпочтение каленной стали или бимметаллическим изделиям. Вариант исполнения с напылением из карбида вольфрама служит в течение недлительного периода.
Как показывает практика, низкокачественный вариант исполнения приходится менять несколько раз, как более дорогое предложение прослужит в течение большего периода.
Технология производства
Поставляется лента от производителя в бухте целым куском. Затем она режется на части и с помощью специального станка сваривается с готовое изделие. В идеале после зачистки и шлифовки стыка это место не должно быть заметным. Производство требовательно по всем параметрам. Полотно не должно потерять в прочности, шероховатость ленты не должна превышать допустимых норм, а форма и шаг зубьев сохранены.
Профили зубьев
Выбор изделий с различной длинной, толщиной, шагом зубьев достаточно большой. Производство старается предложить максимальный выбор полотен для пользователя с определенными геометрическими и эксплуатационными характеристиками. При закупке необходимо внимательно проанализировать таблицы с рекомендуемыми параметрами пил для конкретных видов работ. Характеристики ленточнопильного станка, на которое ставится полотно, также имеют большое значение. Скорость движения ленты и подача обрабатываемого материала являются базовыми техническими параметрами, опираясь на которые определяются оптимальные модели пил, шаг зубьев и разводка.
Как установить полотно на ножовку по металлу
Конструкция рассматриваемого инструмента позволяет проводить быструю замену ножовочного полотна. Стоит учитывать, что при допущении ошибки рассматриваемое изделие не прослужит в течение длительного периода. Как установить полотно в ножовку по металлу – весьма распространенный вопрос, так как этот инструмент встречается практически во всех домашних мастерских. Основными рекомендациями можно назвать следующее:
- Инструкция во многом зависит от применяемой системы крепежа в конкретном случае.
- Большое распространение получил резьбовой зажим, при котором ножовочное полотно устанавливается и натягивается. Резкая смена прилагаемой нагрузки становится причиной, по которой приходится периодически проверять степень натяжения.
- Встречаются инструменты с рычажным креплением. В этом случае установка существенно упрощается, так как достаточно отвести рычаг и установить ножовочное полотно по резке металла, после чего затянуть его в обратном направлении.
При рассмотрении того, как правильно вставить полотно в ножовку по металлу следует учитывать, что после соответствующего монтажа оно создает легкий звон при работе и может немного вибрировать. Однако, на момент пиления изделие не должно менять свое положение, так как это может стать причиной повреждения крепежных отверстий.

2 Технические параметры ленточных пил
Для достижения наиболее оптимальных условий при обработке определенных видов материалов и форм разрезаемых заготовок требуется точно подбирать технические параметры полотна: форму, разводку и шаг зуба. Также немаловажны режимы работы самого ленточнопильного станка – подача и скорость пилы.
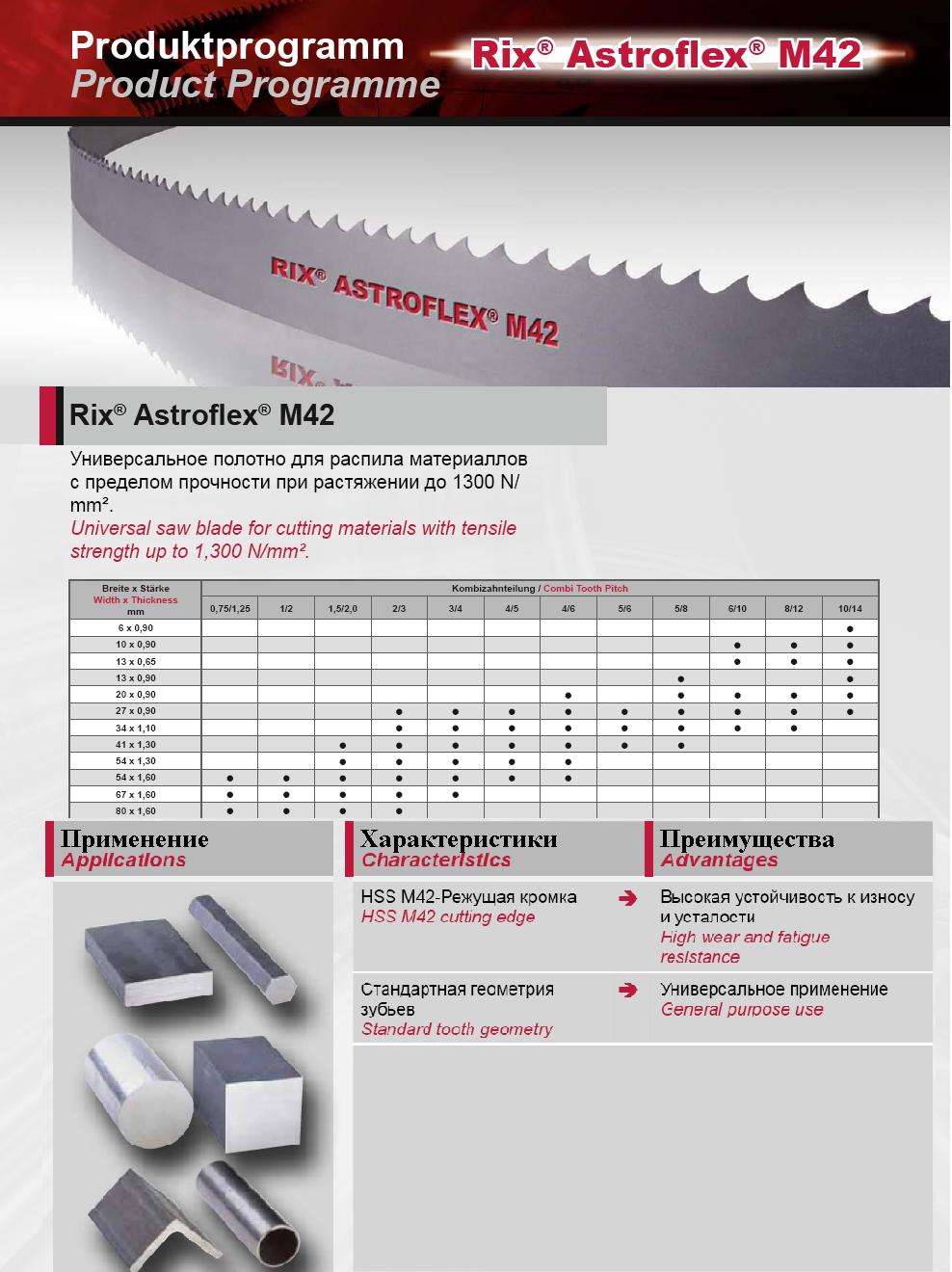
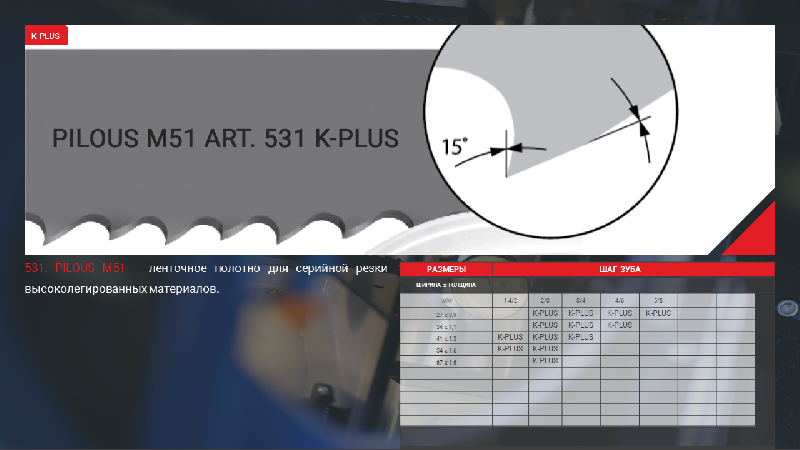
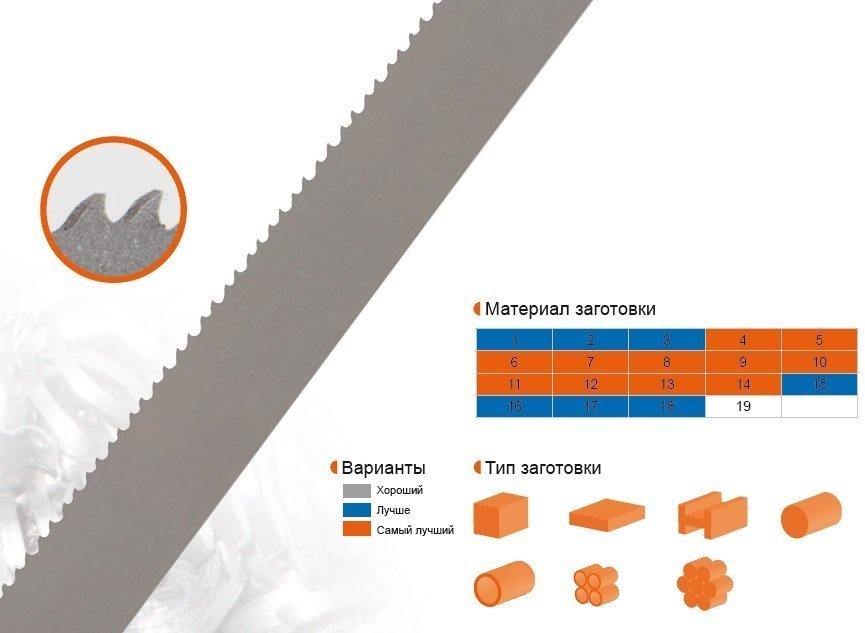
Шаг зуба полотна определяется количеством зубьев (TPI) на 1 дюйм (2,54 см). TPI для пил с постоянным шагом зуба может быть от 1 до 32, а у полотен с переменным шагом изменяется от 10/14 до значений 0,75/1,25. Компании-производители ленточных пил и их дистрибьюторы для правильного выбора своей продукции прилагают руководство по подбору шага зуба при обработке цельных заготовок, профилей и труб.
Разводка – угол разворота или наклон зубьев по отношению к плоскости полотна, обеспечивает свободный ход кромки зуба и ленточного полотна. Существуют следующие типы разводок:
- Стандартная, состоящая из повторяющейся комбинации наклона зубьев – сначала влево, затем вправо и прямо. Применяется для любых типов стали, особенно часто при распиловке мягких материалов (цветных металлов, дерева, пластика).
- Переменная – несколько зубьев влево, несколько вправо, зачистной зуб. Свойственны пониженный шум и вибрация, применяется для резки изделий с переменным сечением, профилей, труб, пакетов металла.
- Волновая – для обработки тонкостенных труб и профилей, изделий малого диаметра, прочих тонких материалов.
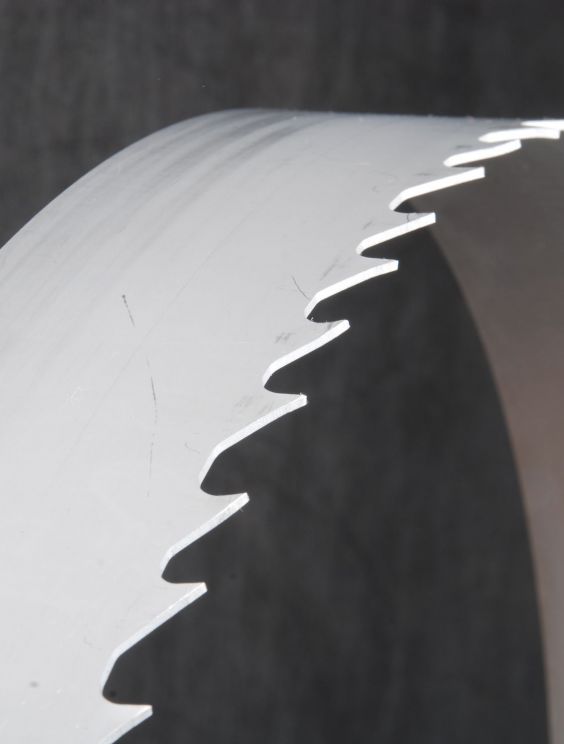
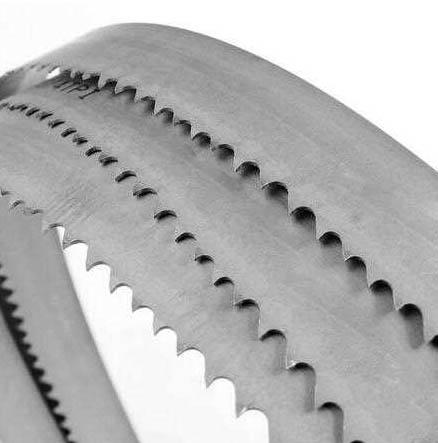
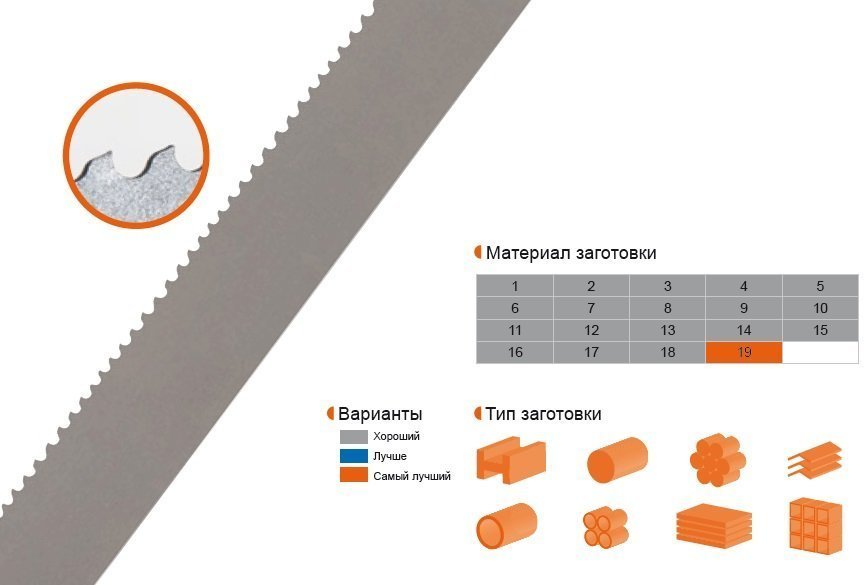
Форма зуба:
Виды пильных полотен
При работе с ножовкой по металлу особое внимание следует уделять выбору пильного полотна. Полотна могут различаться по следующим параметрам:
- Размер полотна
- Высота зубьев
- Форма зубьев
- Количество пильных кромок
- Материал изготовление
О длине полотен было написано выше. Наибольшее распространение получили ножовки по металлу с полотном 300 (мм). Толщина ножовочного полотна может колебаться от 0,67 до 1,25 (мм). С ростом толщины полотна возрастают прочностные характеристики пильной части, но при этом будет расти и цена изделия.








Ширина полотна обычно составляет от 12,5 до 20-25 (мм). Как и в случае с толщиной, на прочность полотна оказывает влияние и ширина пильной части. Для широких полотен характерно использование зубьев увеличенной высоты, 1,5 (мм). Узкие и тонкие полотна обычно используют зубчатку высотой 1 (мм).
Полотна с наклонной зубчаткой обычно пилят в направлении на себя. Но если пилу развернуть, то можно будет пилить и от себя.
Пильные полотна по металлу с двухсторонней зубчаткой более долговечны, но и стоят они практически в два раза дороже, чем односторонние аналоги.
Хорошие пильные полотна изготавливаются на основе быстрорежущей инструментальной стали. Таким полотном допустимо резать сталь и сплавы практически любой прочности. При этом зубчатка не будет быстро тупиться и слизываться.
Разумеется, стоимость хороших пильных полотен всегда высока. Чтобы снизить цену зубчатки, производителям приходится идти на различные хитрости. Наиболее удачные в плане качества и цены являются биметаллические полотна. Такие изделия изготавливаются из разнородной стали. В полотнах этого типа зубчатка, то есть край режущей кромки, изготавливается на основе быстрорежущей инструментальной стали. Остальная часть полотна – дешевая углеродистая сталь, единственным преимуществом которой является наличие хороших пружинящих свойств.
Разводка зубьев
Удаление стружки с зоны резания проводится за счет определенной разводки режуще кромки. Как ранее было отмечено, по этому критерию выделяют несколько вариантов исполнения:
- Разводка по каждому.
- Разводка через один или два зуба.
При этом уделяется внимание и направлению зубьев. С учетом этого параметра проводится установка пластины
Сегодня на производстве ножовочного полотна специализируются многие производители инструментов. При этом отечественная продукция обходится намного дешевле, зарубежная стоит дороже, но при этом обладает более высокими эксплуатационными характеристиками. Для длительной работы требуется несколько изделий, так как они могут изнашиваться с высокой скоростью.
Источник статьи: http://stankiexpert.ru/tehnologicheskaya-osnastka/instrument/nozhovochnoe-polotno-po-metallu.html
Классификация ленточных пил
По конструктивным особенностям ленточные пилы бывают:
- Консольная (маятниковая) ленточная пила — при её изготовлении используется специальная пильная консоль, поднимающаяся и опускающаяся за счет вращательных действий шарнира. Данный вид применяют для пиления труб из нержавейки, фасованных профилей, проката.
- Одностоечные — в их основе лежит горизонтальная пила рама, опускающаяся вдоль вертикальной стойки. По конструктивным параметрам похожа на радиально-сверлильный станок. Главным преимуществом данного типа является возможность пиления металлических изделий под углом.
- Двухстоечные — также используют горизонтальную пильную раму, которая движется вдоль 2 вертикальных колонн. Соединение со станиной осуществляется с помощью жесткого замкнутого контура. Преимуществом двухстоечных пил считаются высокие показатели жесткости конкуренции, инструмент может применяться для резки любых металлов.
- Портальные станки — состоят из фиксированной рабочей зоны и подвижного портала для резки, на котором возможно обрабатывать материалы больших габаритов (плиты, отливки). Достоинством инструмента является компактность: так как портал движется вдоль линейных направляющих рабочего стола, для оборудования не требуется много свободного пространства.
- Вертикальная ленточная пила по металлу — предназначена как для прямолинейной или для криволинейной резки по наружному и внешнему контурам. Принцип работы: заготовку не зажимают в тисках, а удерживают в рабочей зоне вручную.
- Поворотные (угловые) — позволяют осуществлять пиление металла под различными углами к оси детали. В основе их конструкции лежит поворотная пильная рама, вращающаяся вокруг вертикальной оси. Это позволяет одним движением скорректировать угол отреза.
По степени автоматизации
Ручные (гравитационные) — пильная рама приводится в действие за счет применения физической силы рабочего, а также собственного веса.
| Преимущества | Недостатки |
| 1. Соотношение цена-качество (невысокая стоимость оборудования при высоких показателях производительности инструмента). 2. Возможность регулирования угла резки (до 60о). | 1. Значительная вибрация при работе, что приводит к быстрому износу оборудования. 2. Отсутствие надежных механизмов автоматической очистки. 3. Необходимость ручного контроля уровня наклона шкивов. 4. Отсутствие автоматического контроля силы давления оборудования на заготовку. |
- Полуавтоматические пилы — все операции (зажимание-раскрытие тисков, опускание-подъем пильной ленты) осуществляются автоматически с помощью гидравлического привода. Задачей рабочего является только контроль за движением металла. Обработка изделий возможна под углом от -60° до +60°. Подходят для резки тяжелых металлов, в том числе сплошных заготовок из чугуна, цветных сплавов, нержавеющей стали.
- Автоматическая ленточная пила по металлу — применяется на крупных промышленных производствах. Задачи оператора минимальны: ему необходимо только установить параметры обработки металла при помещении заготовки в тиски. Дальнейший процесс автоматизирован, процесс пиления управляется ЧПУ. Оборудование характеризуется наибольшей производительностью, а также высокими показателями точности.
По функциональным особенностям
- I класс — пилы используются на крупном промышленном производстве для обработки любых видов металла (металлургические заводы, производственные цеха, тяжелое машиностроение и т.д.). Ширина полотна — не менее 27 мм. Режущие поверхности характеризуются высокой прочностью, что обеспечивает низкие показатели износа, малую стоимость одного реза.
- II класс — популярный тип ленточных пил. Применяются на заготовительных производствах предприятий машиностроения для резки цветных металлов, легированной стали, жаропрочных сплавов, титана. Ширина ленточного полотна — от 20 мм.
- III класс — чаще всего представлены консольными пилами. Применяются на небольших производствах, занимающихся изготовлением труб, профильного проката. Инструмент с низкой производительностью и высокой степенью износа зубьев. Ширина полотна — от 17 мм.
- IV класс — малогабаритные, легкие устройства, используемые для распила деталей, диаметр которых не превышает 50 мм. Ленточные пилы IV класса не используются в промышленном производстве. Они востребованы в ремонтных мастерских и для частного применения. Ширина полотна не превышает 13-15 мм.
Маркировка
Как видно на картинке, маркировка диска может рассказать о многих технических характеристиках. Но существует зависимость, которой не следует пренебрегать: форма зубьев напрямую влияет на возможность работы с конкретным материалом.
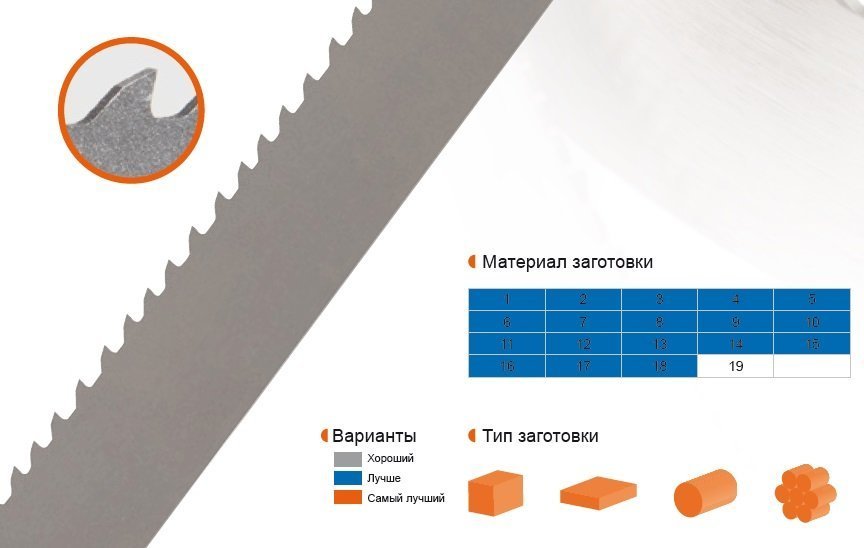
Классификация, разработанная представителями бренда GASS, делит диски на следующие категории по форме зубьев:
GK и GS:попеременноскошенные. Подходят для обработки всех пород древесины и «чистых» ДСП, без фанеры и пластиковых покрытий.
GM: прямые. Способны справиться разве что с резкой мягкого дерева.
GT: трапециевидные. Пригодятся в случаях, когда нужно распилить МДФ или ДСП с ламинацией.
GR: конические. Режут многослойные покрытия с двойной ламинацией.
GA: трапециевидные и прямые. Те же самые возможности, что у GT.
На качественные пильные диски производители наносят маркировку лазером. Если параметры «написаны» обычной краской — значит перед нами изделие эконом-класса, которое быстро придет в негодность.
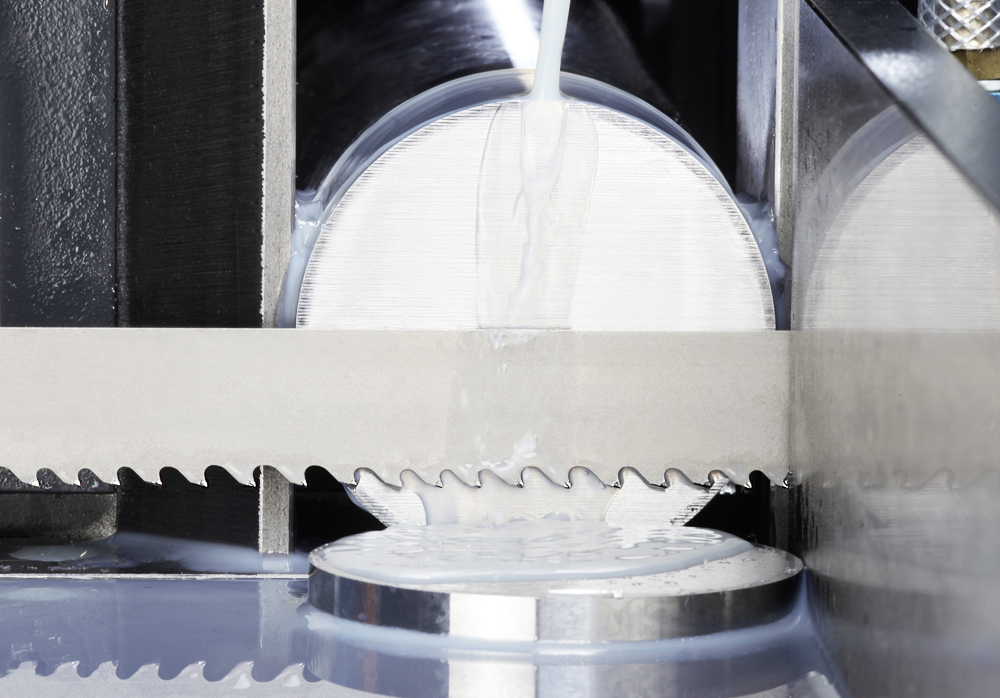
Система подачи СОЖ на ленточнопильном станке
Чистая новая СОЖ, чистый бак для СОЖ и чистые направляющие трубки СОЖ максимизируют эффективность любой СОЖ. Лучше ежедневно проверять бак для СОЖ ленточнопильного станка, чтобы гарантировать, что уровень СОЖ не ниже уровня насоса, и что отношение соединения является правильным. Металлическая стружка или утечка масла из рабочих органов ленточнопильного станка ухудшает СОЖ. Нужно остановить все гидравлические утечки, помыть всю систему с качественным моющим средством, а затем наполнить бак для СОЖ правильно смешанной новой СОЖ. Нужно заменять СОЖ на регулярной основе в зависимости от объёма резки, минимально — два раза в год. Ещё очень важным является регулярное удаление стружки из бака для СОЖ, особенно его чистка от мелкой (почти микроскопической) металлической стружки, потому что при операции по резке металла на ленточнопильном станке она проходит через систему СОЖ, снижая стойкость ленточного полотна (затупляя его режущую кромку), а также вообще негативно влияя и преждевременно изнашивая направляющие, колёса и другие металлические детали ленточнопильного станка.
На что обратить внимание при выборе?
Перед покупкой определенной модели ленточной пилы по металлу следует определиться по ряду параметров:
- масштабы предстоящих работ;
- интенсивность и условия эксплуатации ленточнопильного оборудования;
- характеристики зубьев и полотна;
- заточка пилы;
- производитель.
От правильности выбора пилы напрямую зависит качество резки: прямота линии реза, уровень вибрации, наличие/отсутствие сколов или трещин
Выбирая ленточную пилу, крайне важно учитывать не только ее технические характеристики, но и особенности металла, из которого изготовлена обрабатываемая деталь:
- для жаро- и износостойких материалов лучше подойдет пила SP;
- биметаллические изделия обрабатывают пилами М-42;
- М-51 выбирают для работы с высокоуглеродистой сталью;
- ТСТ – наилучший вариант для резки заготовок, выполненных из сверхтвердых сплавов.
Рекомендации по выбору пилы по размеру:
- ширина пилы напрямую влияет на ровность реза;
- тонкие лезвия не подходят для обработки грубых заготовок, потому что быстро деформируются;
- для выполнения фигурной или контурной резки лучше выбирать пилы потоньше;
- ширина пилы может быть от 14 до 80 мм. Универсальным вариантом считаются модели шириной около 40 мм.
Качество заточки – еще один важный момент, на который нужно обратить внимание при покупке ленточной пилы. Для этого необходимо:
- оценить остроту зубьев;
- убедиться в однородности материала;
- проверить ровность линии на режущей кромке.
Число зубьев и их размеры тоже имеют значение:
- от количества режущих кромок (их может быть от 3 до 24) напрямую зависит качество пропила изделия с толстыми стенками. Если число зубцов уменьшается, то и нагрузка на полотно снижается;
- для глубоких резов выбирают пилы с крупными зубьями, а для обработки листового металла – с мелкими.
Разводка зубцов влияет не только на скорость и качество реза, но и на уровень вибрации. Для обработки небольших тонких деталей отлично подходят пилы с волнистым профилем. Объемные металлические заготовки лучше раскраивать при помощи пил со стандартным профилем. Такие пилы хорошо себя показывают и в контурной резке. Пилы с переменным профилем обеспечивают большую эффективность пропила при минимальной нагрузке на режущие элементы, потому стоят они заметно дороже.




Особенности
Для каждого вида материала существует свое режущее полотно.
Ножовочное полотно по металлу представляет собой узкую металлическую полосу с размещенными на ней тонкими зубьями. Рамы выполняются внешне похожими на буквы С, П. Устаревшие модели рам оснащались деревянными или металлическими ручками, размещавшимися параллельно лезвию. Современные модели изготавливаются с ручкой «пистолетного» типа.
Ножовочное полотно для работы с древесиной – самый распространенный столярный вариант изделия. Применяется для обработки и распила фанеры, разнообразных по плотности деревянных строительных материалов. Конструкция ручных пил специально оборудована скошенной рабочей поверхностью, сбоку на полотне располагаются зубчики.
Для работы с бетоном полотно отличается более крупными зубчиками на режущей кромке. Оснащено напайками из твердосплавных металлов. Благодаря этому становится возможно распиливать бетонные конструкции, пеноблоки, пескобетон.
Для обработки металлических изделий применяются полотна с шириной шага около 1,6 мм, на пилке длиной 25 мм расположено до 20 зубцов.
При обработке металлических изделий, обладающих различным показателем твердости, применяются пилки с определенным количеством зубцов:
- угловая и другая сталь – 22 зубца;
- чугун – 22 зубца;
- закаленный материал – 19 зубцов;
- мягкий металл – 16 зубцов.
Для того чтобы пилка не застревала в обрабатываемом изделии, стоит предварительно выполнить разводку зубцов. Рассмотрим, по какому принципу производится разводка.
- Ширина разреза больше толщины рабочего полотна.
- Ножовочные пилки с шириной шага зубьев около 1 мм должны быть выполнены в волнистой разводке. Каждую пару смежных зубцов необходимо отгибать в разные направления приблизительно на 0,25-0,5 мм.
- Пластина с шагом более 0,8 мм разводится гофрированным методом. Первые несколько зубцов отводятся на левую сторону, следующие зубья – вправо.
- При среднем шаге около 0,5 мм первый зуб отводят в левую сторону, второй оставляют на месте, третий – в правую сторону.
- Пластина с крупным шагом до 1,6 мм – каждый зубец отводится в противоположные направления. Необходимо, чтобы разводка заканчивалась на расстоянии не больше 3 см от торца полотна.
d
Н14
250
265
12,5
0,63
0,80
32
4,0
1,00
24
1,25
20
300
315
0,80
32
1,00
24
1,25
20
1,40
18
1,60
16
Таблица 2 — Размерымашинныхполотен
Размерывмиллиметрах