

Особенности изготовления
Для производства полотен должен применяться прочный материал. Именно поэтому выбор пал на сталь. Но и ее тип может варьироваться:
Изделия из углеродистой стали HCS применяются для обработки цветных и более мягких по структуре металлов. Такие полотна отличаются невысокой прочностью по сравнению с другими аналогами.
Полотна быстрорежущего типа HSS отличаются высоким уровнем износостойкости зубьев. Однако такой инструмент будет стоить дорого, а сама пластина с зубьями оказывается хрупкой.
Изделия биметаллического типа BIM. Сталь ножовочного полотна углеродистая, но сверху производится крепление полоски быстрорежущего материала для упрочнения конструкции зубьев.
Легированная сталь HM – применяется как для обработки металла, так и для резки бетона или кирпича.
Принципы выбора полотна
Критериями выбора служат:
- Тип ручной ножовки по металлу, точнее – расстояние между крепёжными отверстиями. Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера.
- Предел прочности разрезаемого металла. Если инструмент предполагается задействовать для разделения мягких, пластичных металлов – меди, алюминия и пр., то целесообразно иметь ножовочное полотно с наименьшей твёрдостью. Материалом может быть принята сталь Х6ВФ; у полотен импортного производства на боковой плоскости имеется обозначение HCS. Для разрезания более прочных металлов подходят полотна из быстрорежущих сталей (соответствующая импортная маркировка – HSS).
- Толщина разрезаемого металла и качество поверхности разделения. Зарубежная практика рекомендует использовать в качестве критерия выбора параметр PPI – числа вершин зуба, которое приходится на дюйм длины полотна. Так, для тонких металлов, где требуется получить весьма гладкую поверхность среза, правильным считается значение PPI>24. Если для пользователя главное фактор производительности, чем качество, то должно быть PPI<24. С увеличением числа зубьев полотна для ножовки по металлу параметр PPI увеличивается.
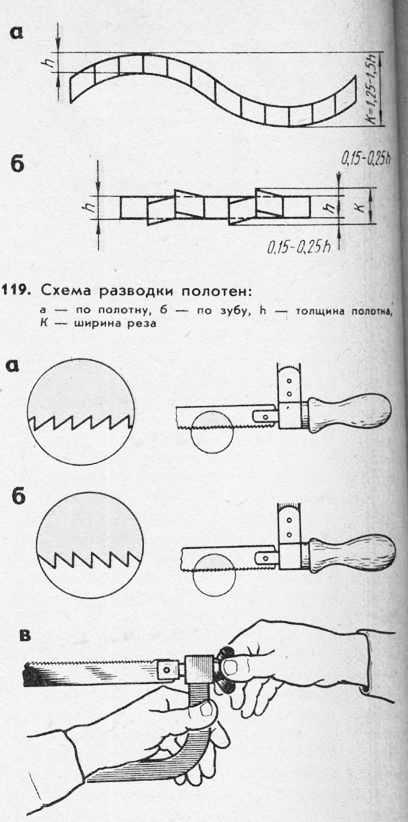
- Качество разведения зубьев. ГОСТ Р 53411-2009 предусматривает три варианта – разведение по каждому зубу, через зуб, либо по двум смежным через один неразведённый зуб. В последнем случае крайняя плоскость полотна должна выступать за основную на расстояние (0,15…0,25)s, а в остальных – на (0,65…0,90)s. Поскольку разводка производится в обе стороны, то фактическое расстояние, измеряемое штангенциркулем, должно быть в два раза больше, чем указанное выше.
На долговечность ножовочного полотна влияет также качество покрытия. Для отечественного инструмента более распространённым является покрытие Хим.Окс.Прм., реже встречаются инструменты с нитроэмалевыми покрытиями типа НЦ-25 или НЦ-132. Следует помнить, что при длительных нагрузках, когда пилка разогревается, эмаль может давать трещины.
При выборе качественного ножовочного полотна стоит обратить внимание и на равномерность разводки зубьев: в высококачественной продукции этот параметр не должен превышать 45% от шага зубьев на длине 10 мм. Качество продукции можно оценить и по параметру равновысокости зубьев: разница в смежных вершинах не должна превышать 0,10…0,15 мм, что проверяется при помощи микрометра или глубиномера
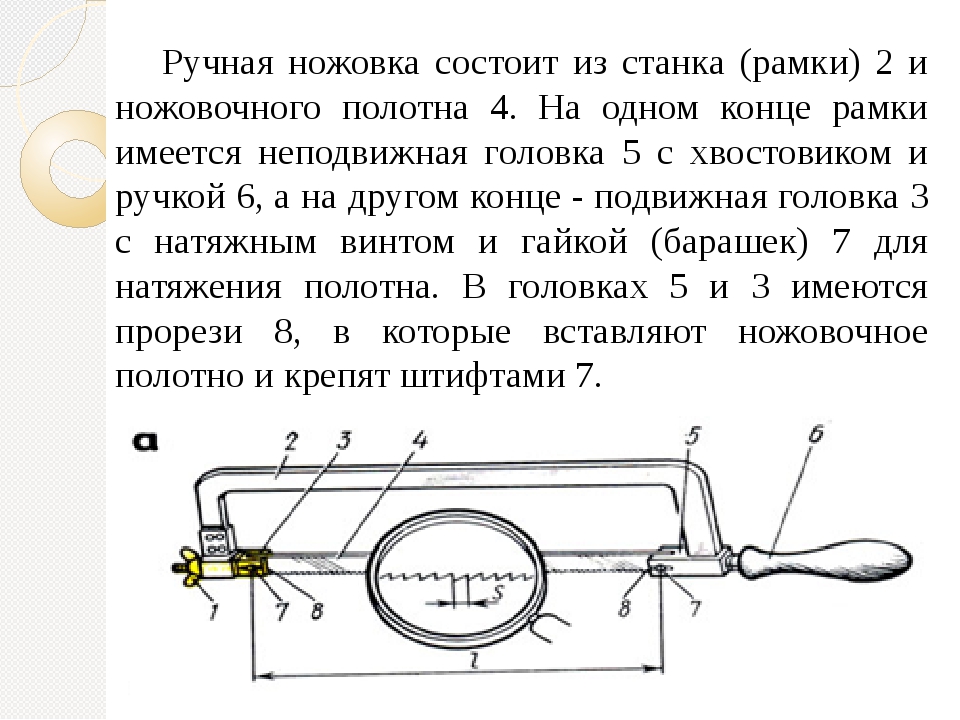
Конструкция ножовки по металлу
Самым распространенным и наиболее простым приспособлением для работы с металлом, конечно, является специальная ножовка по металлу, что внешне отличается от ножовки по дереву. Ножовка по металлу довольно часто применяется при строительно-ремонтных работах, когда нужно точно и аккуратно распилить не очень большие деревянные и металлические заготовки.
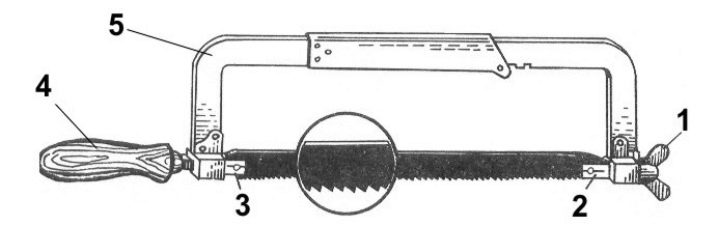
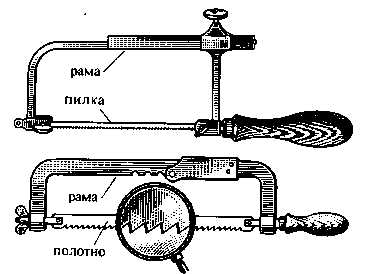
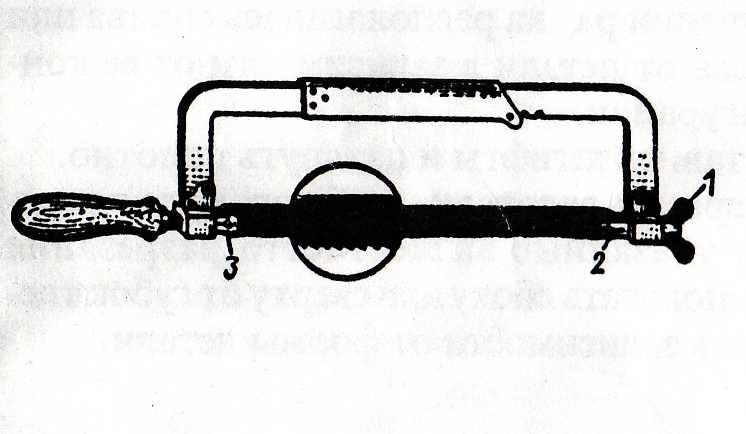
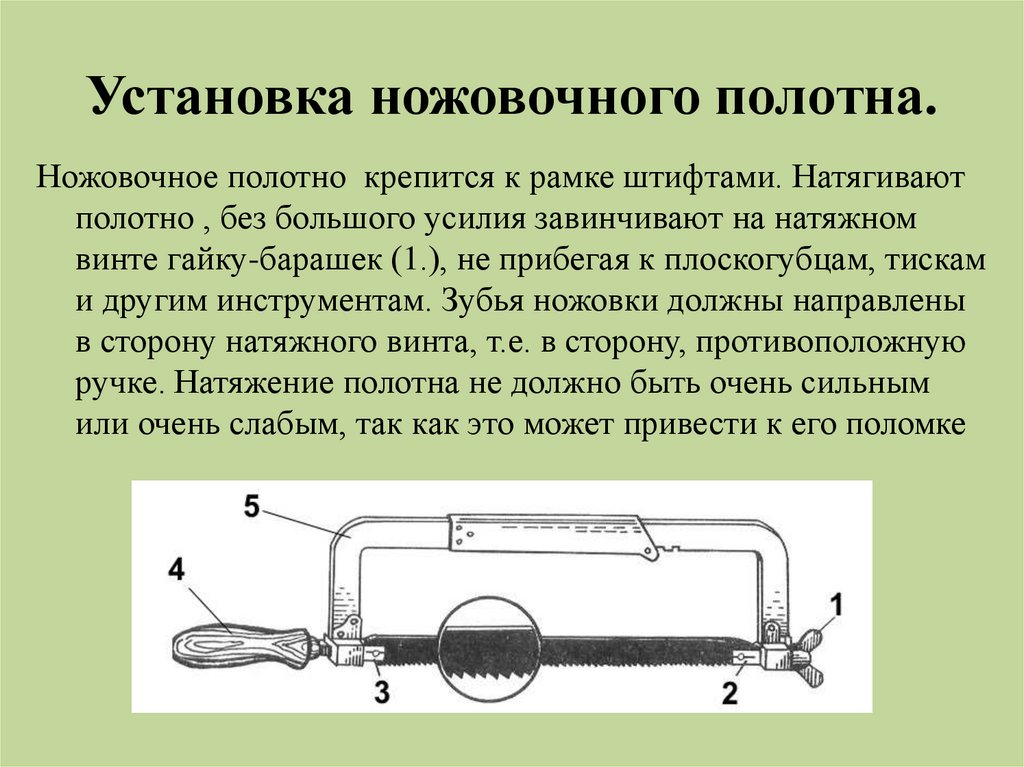
Конструкция ножовок по металлу является довольно простой: ножовочное узкое полотно растянуто между двумя концами металлической П-образной скобы. Рабочей частью подобной пилы выступает тончайшее полотно с зубьями, а работать с таким инструментом необходимо только двумя руками. Система крепления полотна бывает двух видов: зажим резьбовой — в таком случае натягивается полотно и далее фиксируется гайкой с барашком, механизм рычажный — когда полотно устанавливается и снимается при помощи специального рычажка.
Ножовки, в которых применяется второй способ установки и натяжки полотна, конечно, дороже первого варианта из-за своей универсальности, а также быстроты установки и снятия полотна. Главным преимуществом ножовок по металлу является то, что в отличие от электроинструмента, с помощью ножовки по металлу можно работать в полевых условиях, из-за того что не нужна электросеть. Среди прочих преимуществ ножовок по металлу — простота в роботе, обслуживании и небольшой вес.
Полотен для ножовок в продаже довольно большое количество. И, конечно, стоимость полотен тоже отличается. Цена ножовки по металлу зависит от типа полотна и количества зубьев на дюйм (биметаллические или с калеными зубьями). Биметаллические полотна редко ломаются, более гибкие и дороже стоят каленых полотен.
Это интересно: Нутромер индикаторный НИ 50 100 — поверка, измерение, настройка
Как правильно развести зубья ножовки?
Довольно распространенным вопросом можно назвать то, как развести зубья у ножовки по дереву. Если они смещены в одной косильной лески, распил получается узким, и рабочая часть застревает в одном месте. При этом происходит быстрый нагрев металла, за счет чего он начинает расширяться. Чтобы провести развод зубьев качественно рекомендуется использовать специальные механизмы. Рекомендации по проводимой работе выглядят следующим образом:
- Пила зажимается в тиски для надежной фиксации. Исключить вероятность повреждения рабочей части можно за счет применения фанеры в качестве подкладки.
- Все режущие элементы отгибаются через один поочередно на рекомендуемый угол.
При рассмотрении того, как сделать развод на ножовке отметим, что несколько элементов, отклоненные на больший угол могут стать причиной усложнения пиления.
Виды ножовочных полотен и их конструкция
Не следует забывать о том, что создание рабочего ножовочного полотна проводится в согласовании с установленным эталонам в ГОСТ 53411-2009. Обозначенная информация в этой нормативно-технической документации определяет выделение 2-ух главных групп: для машинной и ручной резки. Стоит учесть, что машинное ножовочное полотно по металлу приобретается очень изредка, потому что схожее оборудование применяется очень изредка. Для ручной ножовки проводится выпуск последующих вариантов выполнения:
- Одинарное полотно ножовочное по металлу с расстоянием меж крепежными элемента 250 мм. При всем этом общий показатель длины составляет 265 мм. Схожий вариант выполнения подходит для инструмента, который применяется в случае отсутствия необходимости в большой производительности.
- Одинарные варианты выполнения с расстоянием меж 2-мя крепежными элемента 300 мм. Общий показатель длины составляет 315 мм.
- Для большей производительности проводится установка двойного ножовочного полотна. Длина этого варианта выполнения, как и предшествующего.
Регламентировано значение и шага расположения, потому что схожий показатель определяет многие эксплуатационные свойства.
При изготовлении подобного изделия могут применяться самые разные сплавы, от чего почти во всем зависят главные эксплуатационные свойства. Наибольшее распространение получили последующие сплавы:
- Х6ВФ.
- В2Ф.
- Быстрорежущие сплавы, например, Р5М5 и Р12.
Полотно ножовочное с карбид вольфрамовым напылением в ближайшее время достаточно всераспространено, потому что характеризуется завышенной износостойкостью. Стоит учесть, что напыление может иметь самую различную расцветку, в продаже встречаются голубые варианты выполнения, рядовая сталь серая.
Рассматриваемое вольфрамовое полотно ножовочное характеризуется тем, что при высочайшей твердости рабочей поверхности структура характеризуется высочайшей чувствительностью к изгибающей нагрузке. Вот поэтому при халатной резке металла прослужить длительно схожее изделие не сумеет.
Добиться высочайшего показателя прочности производители могут за счет проведения термообработки. При всем этом стоит учесть последующее:
- Основная часть изделия характеризуется твердостью поверхностного слоя около HRC 44-46.
- Зависимо от типа используемого материала при изготовлении твердость зуба варьирует в пределе HRC от 64 до 67. Этот показатель свойственен легированных сплавам. Быстрорежущая сталь характеризуется тем, что имеет твердость HRC в спектре 73-78 единиц.
Не следует забывать о том, что значимые перепады твердости становятся предпосылкой чувствительности изделия к изгибанию. Инструмент рассчитан на различную нагрузку, она не должна превосходить 60 кг при шаге 1,4 мм, также 10 кг при шаге зуба наименее 1,4 мм.
Достаточно огромное количество разновидностей подобного изделия определяет то, что с подбором подходящего варианта выполнения не появляется суровых заморочек.
Разводка пилы
Клещи для разводки зубьев
Клещи для разводки зубьев – хороший инструмент. Стоимость его можно сравнить с ценой ручной пилы: 300-500 рублей. Пользоваться очень удобно, увод зуба пилы в сторону будет такой, какой нужно.
Разводка для ножовки. Тоже хорошая вещь и стоит недорого, — средняя цена колеблется около 100 рублей. Конструкция элементарна: несколько прорезей и регулируемый угломер. Зуб вставляется в подходящую по размеру прорезь, и давлением на рукоять осуществляется разводка. Выставленный угломер обеспечивает равномерность разводки.


![Электроножовка по дереву своими руками [инструкция]](https://domdetaley.ru/wp-content/uploads/3/e/a/3ea6344a69aeb5438d644cb819148fe6.jpeg)
Разводка для ножовки
Нет дома ни того ни другого, а бежать в магазин не хочется? Тогда можно использовать дедовский способ, — его используют с начала времён. Нужен только топор и некоторая сноровка, чтобы не испортить себе руки (людям, плохо владеющим инструментом этот способ не использовать – травмоопасно!).
Технология проста: лезвие вставляется между двумя зубьями и поворотом топора зубья отгибаются в стороны.
Разводка зубьев топором
Разводку пилы можно сделать и с помощью самореза. Это более безопасно. Для этого нужен длинный шуруп – чтобы было удобней держать. Перед работой его нужно немного доработать. Нужно чуть-чуть сточить его шляпку с одной стороны – сделать её плоской. Это нужно для того, чтобы, когда её будут прикладывать к зубу, она не соскальзывала и не деформировала последний.
Ножовка плашмя ложиться на мягкую древесину (сосна, ель). Держа саморез за ножку, шляпкой прикладывают к зубу и ударяют молотком. Зуб отгибается. Операцию проводят через зуб. После полотно пилы переворачивают, и операция аналогично повторяется.
Разводка зубьев с помощью самореза
Как сделать парник своими руками: для рассады, огурцов, помидоров, перцев и др. растений. Из поликарбоната, оконных рам, пластиковых труб (75 Фото & Видео) +Отзывы
Как заточить своими руками: пошагово
Чтобы все прошло на высшем уровне, производим процедуру развода зубчиков. Это выполняется с целью того, чтобы пила свободно ходила по деревянному материалу без постоянных заклиниваний. С разводкой, вместе с увеличением ширины пропила будет выходить большое количество стружки, которая не будет застревать в материале.
- Разводку следует делать поочерёдно, постепенно меняя различия между звеньями. Разница не должна превышать более одного миллиметра.
- После этой работы можно приступать непосредственно к заточке материала
Поперечную пилу
Для заточки поперечной ножовки следует выбрать трехгранный напильник, подходящий по жесткости материала. Угол не должен превышать и быть меньше 60 градусов.
Изначально следует начинать по левым краям нечетных зубьев. После этого проходимся по правым краям нечетных. Таким образом, затачиваем кромки острого конца. Далее следует проделать эту же процедуру с остальными зубцами.
Продольную пилу
Для продольных инструментов используется надфиль с грубой насечкой, либо же напильник в форме ромба. Трехгранные инструменты не подойдут для такой работы.
Материал устанавливают вертикально. Во время работы следует прижимать инструмент к металлу под углом 90 градусов, подхватывая материал для заточки с задней и передней стороны. Таким образом, улучшается качество дальнего ряда зубьев. После этого переворачивается полотно и работа повторяется.
Виды ножовочных полотен и их конструкция
Не стоит забывать о том, что производство рабочего ножовочного полотна проводится в соответствии с установленным стандартам в ГОСТ 53411-2009. Указанная информация в этой нормативно-технической документации определяет выделение двух основных групп: для машинной и ручной резки. Стоит учитывать, что машинное ножовочное полотно по металлу приобретается крайне редко, так как подобное оборудование применяется крайне редко. Для ручной ножовки проводится выпуск следующих вариантов исполнения:
- Одинарное полотно ножовочное по металлу с расстоянием между крепежными элемента 250 мм. При этом общий показатель длины составляет 265 мм. Подобный вариант исполнения подходит для инструмента, который применяется в случае отсутствия необходимости в большой производительности.
- Одинарные варианты исполнения с расстоянием между двумя крепежными элемента 300 мм. Общий показатель длины составляет 315 мм.
- Для большей производительности проводится установка двойного ножовочного полотна. Длина этого варианта исполнения, как и предыдущего.
Регламентировано значение и шага расположения, так как подобный показатель определяет многие эксплуатационные характеристики.
При изготовлении подобного изделия могут применяться самые различные сплавы, от чего во многом зависят основные эксплуатационные характеристики. Наибольшее распространение получили следующие сплавы:
- Х6ВФ.
- В2Ф.
- Быстрорежущие сплавы, к примеру, Р5М5 и Р12.
Полотно ножовочное с карбид вольфрамовым напылением в последнее время довольно распространено, так как характеризуется повышенной износостойкостью. Стоит учитывать, что напыление может иметь самую различную расцветку, в продаже встречаются синие варианты исполнения, обычная сталь темно-серая.
Рассматриваемое вольфрамовое полотно ножовочное характеризуется тем, что при высокой твердости рабочей поверхности структура характеризуется высокой чувствительностью к изгибающей нагрузке. Именно поэтому при небрежной резке металла прослужить долго подобное изделие не сможет.
Достигнуть высокого показателя прочности производители могут за счет проведения термической обработки. При этом стоит учитывать следующее:
- Основная часть изделия характеризуется твердостью поверхностного слоя около HRC 44-46.
- В зависимости от типа применяемого материала при изготовлении твердость зуба варьирует в пределе HRC от 64 до 67. Этот показатель свойственен легированных сплавам. Быстрорежущая сталь характеризуется тем, что имеет твердость HRC в диапазоне 73-78 единиц.
Не стоит забывать о том, что значительные перепады твердости становятся причиной чувствительности изделия к изгибанию. Инструмент рассчитан на различную нагрузку, она не должна превышать 60 кг при шаге 1,4 мм, а также 10 кг при шаге зуба менее 1,4 мм.
Довольно большое количество разновидностей подобного изделия определяет то, что с подбором подходящего варианта исполнения не возникает серьезных проблем.
Особенности
Для каждого вида материала существует свое режущее полотно.
Ножовочное полотно по металлу представляет собой неширокую железную полосу с размещенными на ней тонкими зубьями. Рамы производятся снаружи схожими на буковкы С, П. Устаревшие модели рам оснащались древесными либо металлическими ручками, размещавшимися параллельно лезвию. Современные модели делаются с ручкой «пистолетного» типа.
Ножовочное полотно для работы с древесной породой – часто встречающийся столярный вариант изделия. Применяется для обработки и распила фанеры, различных по плотности древесных строй материалов. Конструкция ручных пил специально оборудована скошенной рабочей поверхностью, с боковой стороны на полотне размещаются зубчики.
Для работы с бетоном полотно отличается более большими зубцами на режущей кромке. Обустроено напайками из твердосплавных металлов. Благодаря этому становится может быть распиливать бетонные конструкции, пеноблоки, пескобетон.
Для обработки изделий из металла используются полотна с шириной шага около 1,6 мм, на пилке длиной 25 мм размещено до 20 зубцов.
При обработке изделий из металла, владеющих разным показателем твердости, используются пилки с определенным количеством зубцов:
- угловая и другая сталь – 22 зубца;
- чугун – 22 зубца;
- закаленный материал – 19 зубцов;
- мягенький металл – 16 зубцов.
Для того чтоб пилка не застревала в обрабатываемом изделии, стоит за ранее выполнить разводку зубцов. Разглядим, по какому принципу делается разводка.
- Ширина разреза больше толщины рабочего полотна.
- Ножовочные пилки с шириной шага зубьев около 1 мм должны быть выполнены в волнистой разводке. Каждую пару смежных зубцов нужно отгибать в различные направления примерно на 0,25-0,5 мм.
- Пластинка с шагом более 0,8 мм разводится гофрированным способом. 1-ые несколько зубцов отводятся на левую сторону, последующие зубья – на право.
- При среднем шаге около 0,5 мм 1-ый зуб отводят в левую сторону, 2-ой оставляют на месте, 3-ий – в правую сторону.
- Пластинка с большим шагом до 1,6 мм – каждый зубец отводится в обратные направления. Нужно, чтоб разводка заканчивалась на расстоянии не больше 3 см от торца полотна.
Для ручной
Ручные ножовки в среднем оснащаются одинарными полотнами 1 типа с маркировкой HCS, HM. Длина пилки находится в зависимости от длины рамки инструмента, средний показатель в районе 250-300 мм.



Ножницы
Листы оцинкованной стали, меди, латуни и алюминия толщиной до 1 мм легко и чисто режутся с помощью специальных ножниц. Резка листов высокопрочной стали требует больших усилий и соответственно больше времени.
Ручными ножницами с прямыми ножами выполняют прямые разрезы, с ножами, слегка закругленными, — криволинейные. Существуют также универсальные ножницы для резки металлических листов. Но независимо оттого, какую форму имеют ножницы, целесообразно использовать заднюю часть их лезвий, так как там рычажное действие максимально. Благодаря этому вы будете значительно меньше тратить сил.
Специалистам
Для обычных работ достаточно иметь стандартные ручные ножницы. Как и в любом другом случае, чем выше качество инструмента, тем он дороже. Если вы часто занимаетесь работой по листовому металлу, стоит подумать о приобретении ручных рычажных (с параллельными ножами) или же высеченных ножниц.
Для резания по кривой линии лучше использовать ножницы с легким изгибом ножей. С помощью этого простого инструмента можно резать тонкие листы, не затрачивая больших усилий.
Техника распиливания
Для успешного результата одного инструмента недостаточно
Важно соблюдать правильную технику работы. Это правило относится и к ножовкам по металлу

Вот, что советуют опытные мастера:
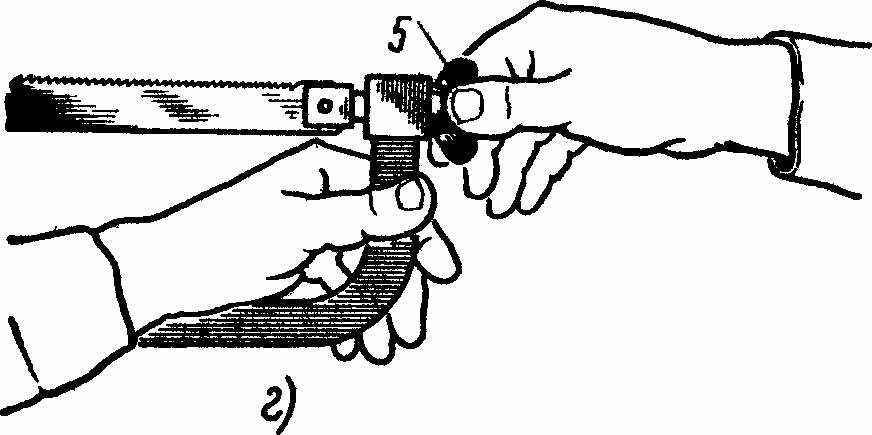
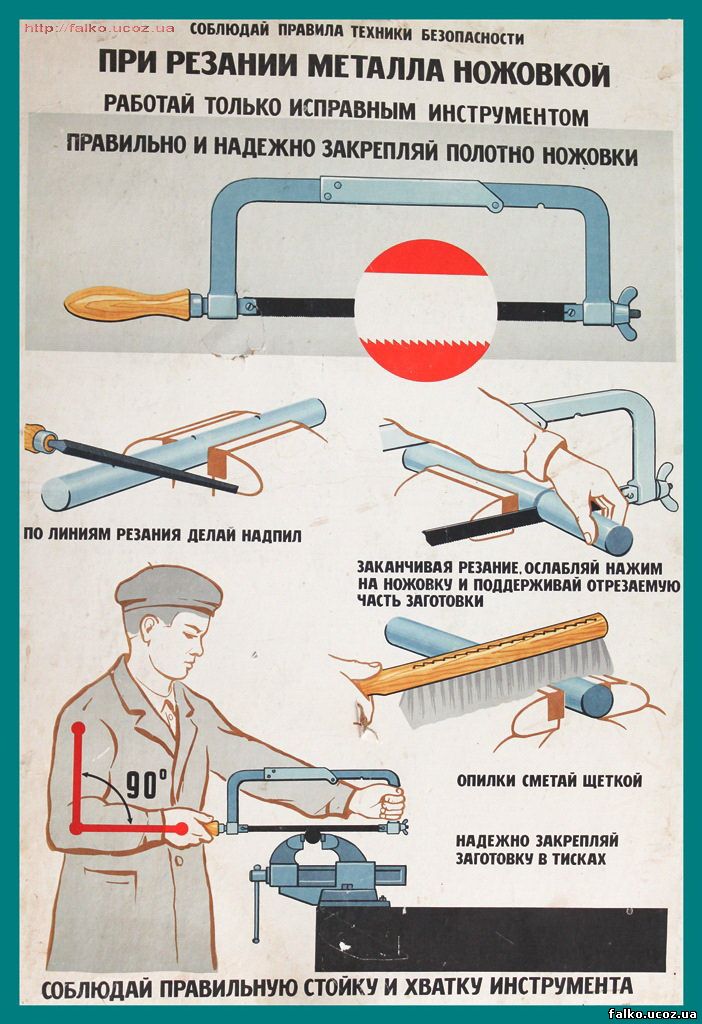
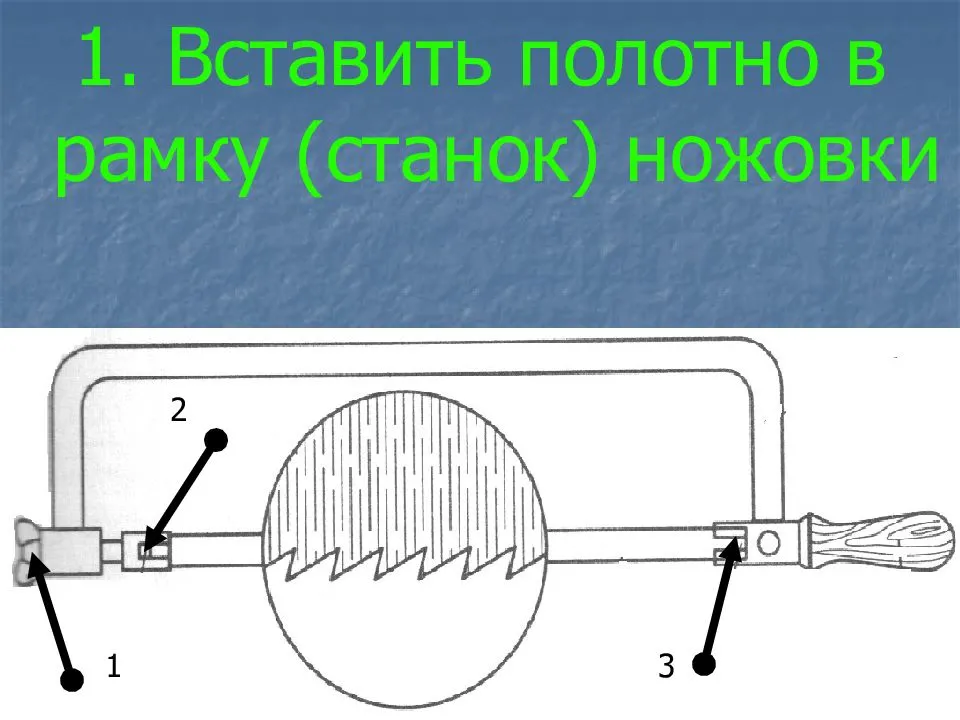
Во-первых, необходимо подготовить инструмент – надежно прикрепить полотно. Поскольку оно хрупкое, раму следует медленно раздвигать, чтобы режущая лента намертво присела и не сдвигалась. Причем во время раздвижения нужно посматривать на режущую плоскость, чтобы она не скашивалась.

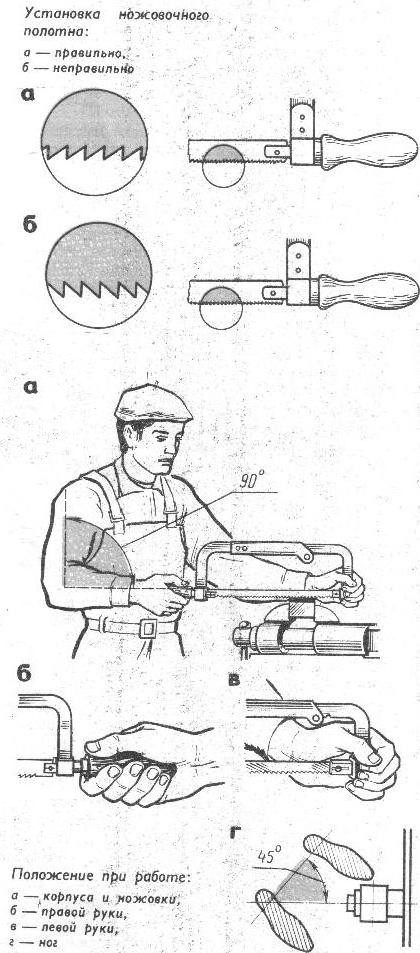
Во-вторых, приступая непосредственно к работе, надо принять верную стойку – передней ногой упереться в пол, а заднюю расположить в одной плоскости со спиной.


В-третьих, необходимо соблюдать сильный прижим полотна к заготовке во время движения пилы вперед и ослабленный при возврате.

Если движение назад будет сильным, зубья будут быстро изнашиваться. Желательно, чтобы руки в локте сгибались на 80-110 градусов.

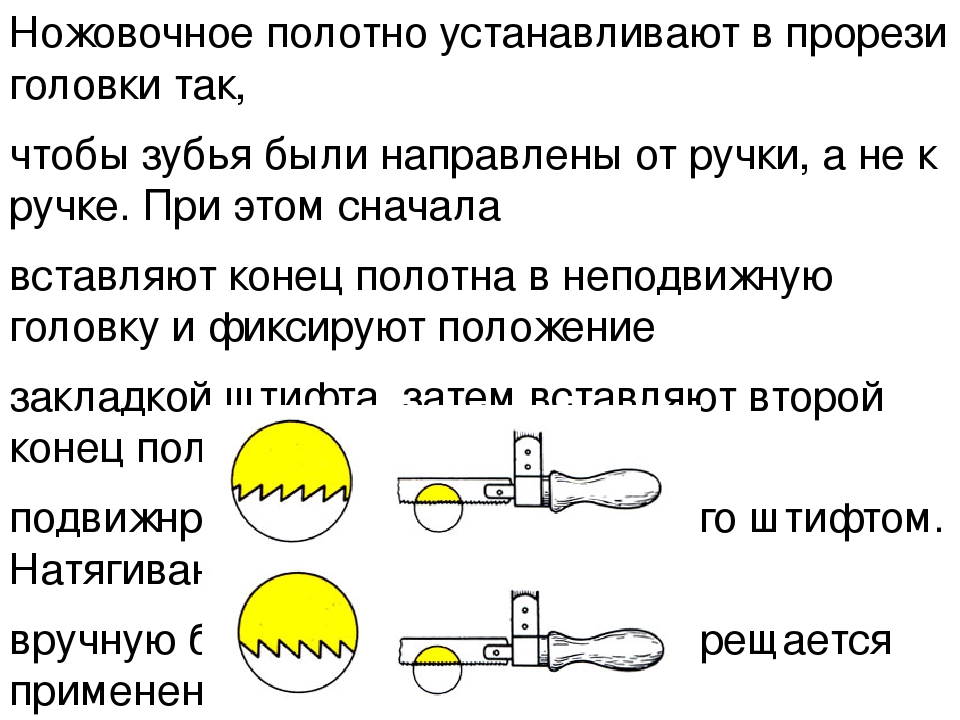
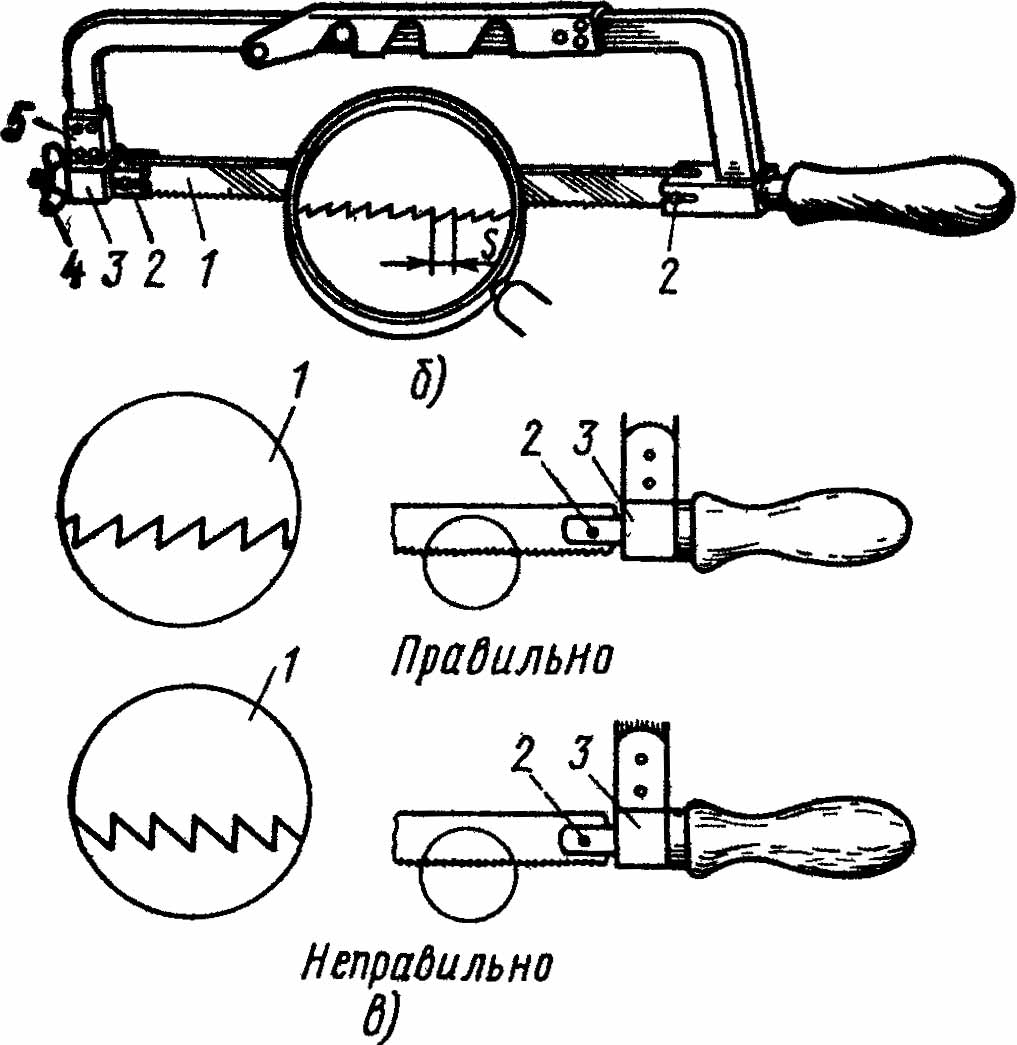
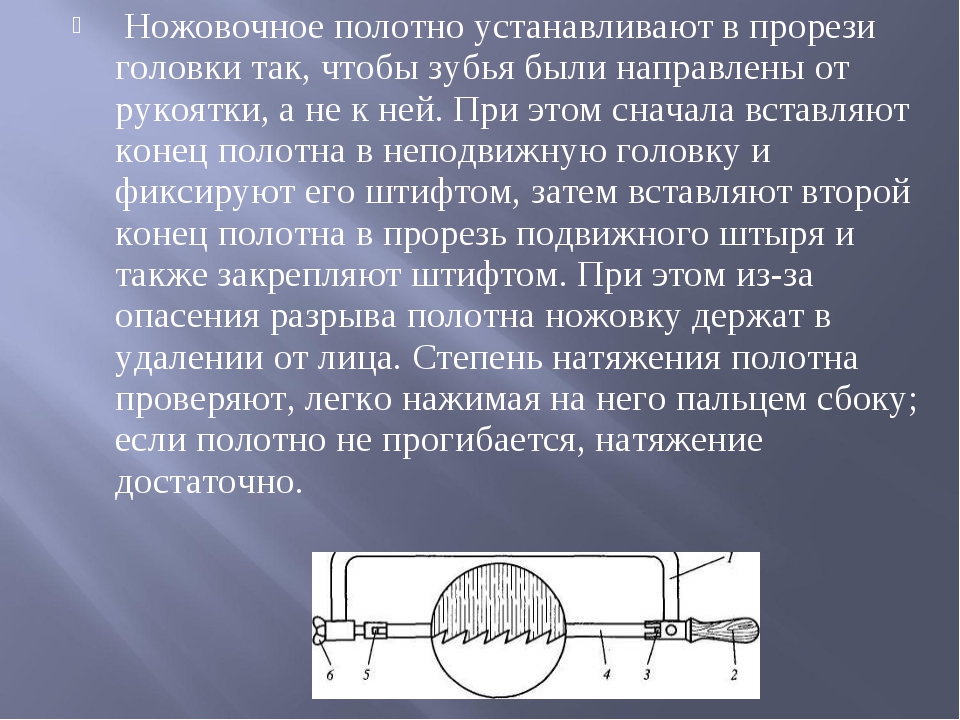
Для справки. Положение зубьев должно быть противоположным положению ручки инструмента. И, конечно, не надо забывать о креплении заготовки, чтобы она не болталась. Для этого существуют тиски.

Прежде чем вставлять деталь, ее с двух сторон надо огородить двумя тонкими дощечками, чтобы губки тисков не испортили металлическую поверхность.

Изготовление ножа из пилы своими руками
Глядя на готовый клинок, обыватель подумает – что тут сложного? Отпилил, зашкурил, наточил и ручку приделал. Нет. Изготовление ножа – это целая наука, постепенно часто переходящая в искусство. Клинок, выполненный своими руками, обладает множественными положительными качествами:
- рукоять легко изготовить под ладонь хозяина изделия;
- за качество заготовки и конечного изделия беспокоиться незачем;
- придать уникальность изделию, не составит труда.
Нож из пилы своими руками.
Вырезание и первичная обработка заготовки
Начальным этапом изготовления клинка из ножовочного полотна, аналогично и из других материалов, является предварительный эскиз. Необходимо иметь представление, каков будет результат. Разметка поможет вырезанию заготовки необходимой формы:
- прямых углов стоит избегать, размечать макет требуется с небольшим запасом в 1,5 – 2,5 мм;
- знать будущее предназначение клинка необходимо, форма эскиза напрямую зависит от роли использования изделия;
- попутно стоит помнить о законах изготовления холодного оружия.
На нашем ресурсе законодательный аспект относительно ношения ножей рассматривается в отдельно. Окончив изготавливать макет, следует перенести его на заготовку пилы. Очертить необходимо острым предметом, маркер используется по крайней необходимости. Видеть контуры эскиза – главная задача.
Заготовка для изготовления ножа из пилы.
Закрепив заготовку в тиски, вырезается по контуру будущий клинок. Деталь нельзя перегревать, необходимо поливать её водой, лишний нагрев стали, приведёт к хрупкости изделия. Малые участки допустимо подвергать высоким температурам, запас при разметке, сделан не просто так. Убрать их лучше на точильном станке.
Черновую доработку допустимо сделать напильниками. Убрав заусенцы, приниматься стоит за изготовление рукояти. Закалке клинок придавать не нужно, заводского каления достаточно.
Делаем ручку
Принятое ранее решение о накладном способе крепления рукояти, даёт полное право воспользоваться дрелью. Сверлильный станок – роскошь, при имении такого «чуда», прибегнуть к его помощи не зазорно:
- В соответствии эскизу в хвостовике имеется потребность изготовить два-три отверстия. Зависит от длины рукояти.
- Расщепить подготовленный брусок дерева строго пополам.
- Сделав примерку деревянных заготовок к хвостовику, ошкурить их до плотного примыкания. В одной из них следует вырезать выемку под хвостовик.
- Идеально подогнав детали, делаются отверстия в деревянных накладках.
- Из медного прутка нарезаются клёпки. Окончательная примерка и предварительная сборка.
- Деревянные заготовки в черновую, подгоняются под анатомию ладони владельца.
- Окончательное ошкуривание рукояти, изготовление больстера из латуни.
- Сборка частей рукояти с промазыванием хвостовика и накладок эпоксидным клеем.
- Забивка медных клёпок. Просушка изделия.
Ручки для ножей.
Одних суток достаточно для высыхания клея. На шлифовальном станке подогнать рукоять окончательно. Ошкурить наждачной бумагой с мелким зерном.
Спуски и заточка
В заключение клинок затачивается под необходимые нужды. Угол заточки РК зависит от предназначения ножа. Способов вывести верную РК предостаточно.
Предыдущая ИзготовлениеНож из рапида своими руками Следующая ИзготовлениеКак сделать нож из цепи своими руками
Полотно для ножовки по металлу. Как выбрать и как поставить?
Полотно для ножовки по металлу — один из самых недолговечных элементов из всего ассортимента расходников к инструментам. Конечно многое зависит от технологии работы с металлом и навыков использования ножовки, но в первую очередь нужно уметь сделать правильный выбор полотна. Сегодня, мы поговорим о выборе и видах, а также узнаем как с лёгкостью поменять ножовочное полотно.

Виды ножовочных полотен
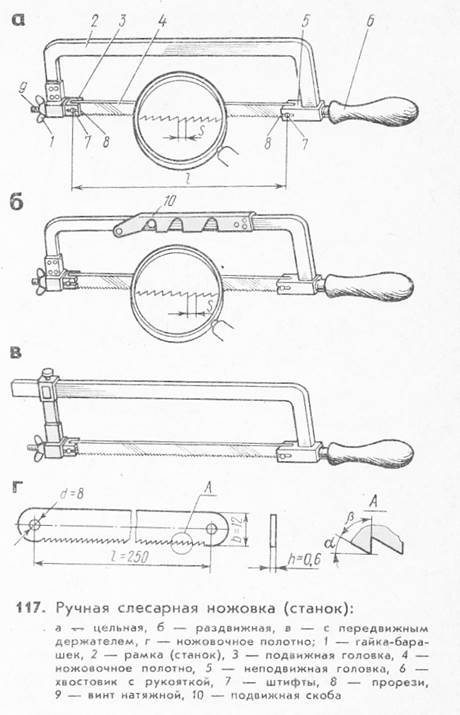
ГОСТ Р 53411-2009 «Полотна ножовочные по металлу» устанавливает два вида такого инструмента – для машинной и ручной резки. Первых касаться не будем, а вторые выпускаются трёх основных типоразмеров:
- Одинарные, с расстоянием между крепёжными отверстиями 250±2 мм, при общей длине полотна не более 265 мм;
- Одинарные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм;
- Двойные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм.
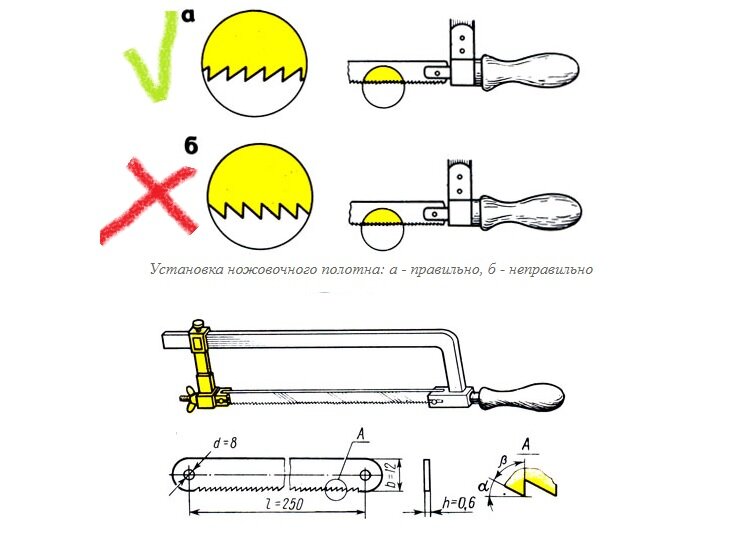
При этом толщина полотна s одинарного исполнения — 0,63 мм, двойного – 0,80 мм. Высота с одинарным рядом зубьев составляет 12,5 мм, а с двойным – 20 мм.
ГОСТ регламентирует также значения шага зубьев Р, мм и их количества z, которые для полотен первого типа составляют соответственно 0,80/32, 1,00/24 и 1,25/20. Обладатели более «длинных» ножовок, кроме вышеперечисленных, могут воспользоваться также ножовочными полотнами с параметрами 1,40/18 и 1,60/16.
По марке материала, применяемого для изготовления полотен для ножовок по металлу, производят из инструментальных сталей:
- Марки Х6ВФ.
- Марки В2Ф.
- Быстрорежущей, марок Р6М5, Р12 или Р18.
Ассортимент ножовочных полотен отечественного производства этим и исчерпывается, однако в специализированных торговых сетях широко распространены так называемые алмазные полотна, с поверхностным напылением нитридами титана или иных тугоплавких металлов. Подобные полотна можно легко отличить по цвету: обычные стальные полотна – тёмно-серые, а напылённые могут иметь различную цветовую окраску – от ярко-оранжевой до синей (в зависимости от производителя).
Встречаются также полотна с так называемым карбидо-вольфрамовым напылением, однако они при весьма высокой твёрдости крайне чувствительны к изгибающим напряжениям. Поэтому при резке металла их долговечность незначительна.
Высокая прочность полотен для ножовок по металлу обеспечивается соответствующей термообработкой. На поверхности полотна различают две зоны с различными значениями твёрдости: непосредственно у зубьев она составляет от НRС 64…67 для легированных инструментальных сталей до НRС 73…78 – для быстрорежущих сталей (у алмазных полотен данный параметр достигает НRА 82…84), а в остальной зоне — НRС 44…46. Значительный перепад по твёрдости подтверждает высокую чувствительность изделия к напряжениям изгиба, поэтому стандартом ограничивается также и максимальное усилие, прикладываемое к ручной ножовке. Оно не должно превышать 60 кг при работе с полотнами, шаг зубьев у которых менее 1,4 мм, и 10 кг – для полотен с шагом зубьев более 1,4 мм.
Принципы выбора полотна
- Тип ручной ножовки по металлу, точнее – расстояние между крепёжными отверстиями. Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера.
- Предел прочности разрезаемого металла. Если инструмент предполагается задействовать для разделения мягких, пластичных металлов – меди, алюминия и пр., то целесообразно иметь ножовочное полотно с наименьшей твёрдостью. Материалом может быть принята сталь Х6ВФ; у полотен импортного производства на боковой плоскости имеется обозначение HCS. Для разрезания более прочных металлов подходят полотна из быстрорежущих сталей (соответствующая импортная маркировка – HSS).
- Толщина разрезаемого металла и качество поверхности разделения. Зарубежная практика рекомендует использовать в качестве критерия выбора параметр PPI – числа вершин зуба, которое приходится на дюйм длины полотна. Так, для тонких металлов, где требуется получить весьма гладкую поверхность среза, правильным считается значение PPI24. Если для пользователя главное фактор производительности, чем качество, то должно быть PPI
Отрез по кривой косильной лески
Компактные и полноразмерные ножовки могут производить резку по косильной лески любого типа. При необходимости производства округлых разрезов пилу выравнивают так, чтобы она составляла с деталью прямой угол. Дугу медленно поворачивают, чтобы инструмент шел по выбранной косильной лески. Разметку можно сделать с помощью маркера или острого предмета. Выполнять резкие повороты нельзя, это способствует ухудшению качества среза и поломке инструмента.
Критерии выбора
От огромного ассортимента ножовок легко запутаться. Но лучшие модели всегда выделяются:
- Универсальной длиной полотна для работы с разными заготовками – 30 см;
- Эргономичной рукояткой, которая прорезинена, имеет бороздки и легко сидит в руке (это ощущается при первом контакте);
- Оптимальным весом – не слишком большим, не слишком малым (причем передняя часть конструкции должна весить легче задней, чтобы при движении инструмента вперед на полотно не приходилась дополнительная нагрузка, которая способствует излому ленты);
- Уникальным полотном, которое имеет с двух сторон две разные режущие линии (обычно такие ленты продаются отдельно);
- Производством. Признанные бренды – Kraftool, Armero, Black&Decker, Vira, Stanley, Irwin.
Последний пункт очень важен, поскольку сегодня рынок инструментов переполнен подделками, которые терпят преждевременный износ – гнутся, трескаются, ржавеют. Поэтому в погоне за надежностью не стоит рассчитывать на снисхождение в ценовом вопросе.
Также «обложка» определенно защищает полотно и снимается в преддверии работы.
Как правильно резать ножовкой
Освоить технику резки ножовкой по металлу несложно
Важно придерживаться следующих рекомендаций
Разрез полотно обеспечивает только при движении вперёд. Поэтому на данных промежутках оказываются физические усилия. При возврате в исходное положение давление на пилу ослабляется, слегка приподнимается рукоять. Такие манипуляция продлевают срок службы полотну.
Для работы следует выбирать инструмент с удобной ручкой. Предпочтение отдаётся П- и Г-образным формам. Рукоятка в виде трубчатой палочки при пилении скользит, не позволяет прочно фиксировать ножовку двумя руками.
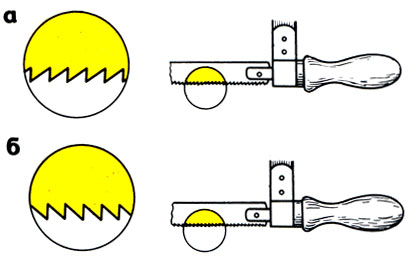
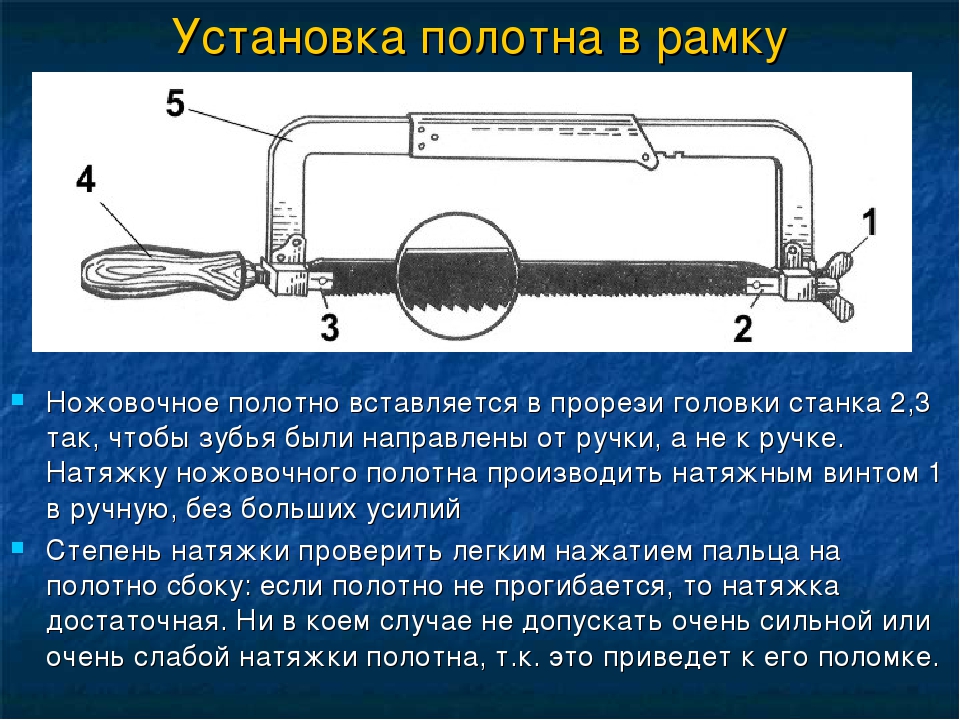
Установка полотна осуществляется с учётом расположения зубцов
Они должны направляться в сторону резчика (мастера).
Если используется раздвижная модель, начинать установку режущего элемента нужно с регулировки длины инструмента с учётом размера полотна.
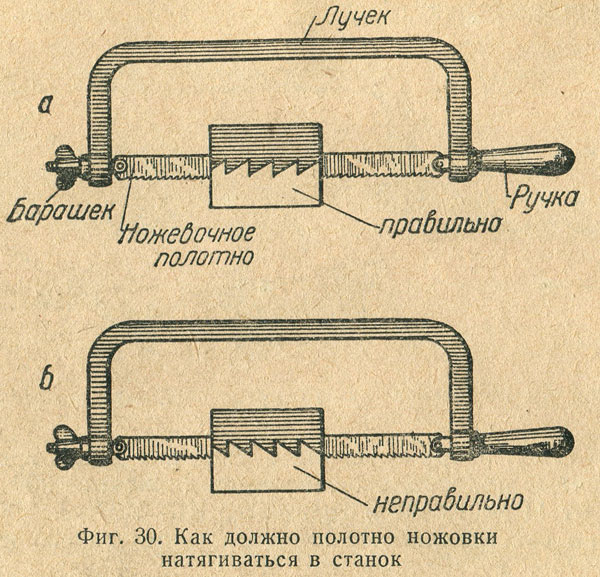
При установке полотна необходимо уделить внимание натяжке. Перетягивание режущего элемента чревато его поломкой при малейшем перекосе
При недостаточной натяжке резать будет невозможно, полотно то и дело будет соскальзывать с поверхности обрабатываемого материала.
Чтобы избежать сильного нагрева, рекомендуется в область разреза нанести несколько капель масла.
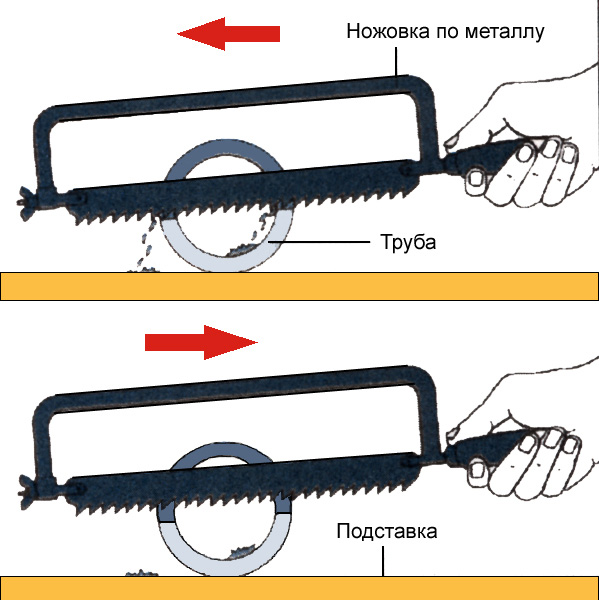
При пилении металлической трубы или уголка нет нужды доводить распил до конца. Иногда раскраиваемую деталь попросту ломают путём сгибания провисающей части. Но пройти ножовкой нужно как минимум половину толщины заготовки.
Для получения ровного среза деталь лучше фиксировать в тисках
Это особенно важно при работе с трубами и уголками.
При работе с твёрдым металлом нужно прилагать большие усилия при движении инструмента от себя. Это позволит зубцам быстрее погрузиться в плоть
Степень усилий должна регулироваться в зависимости от плотности используемой заготовки.
Если нужно распилить тонкий листовой металл, его зажимают между двумя брусками, фиксируют в тисках. Высвобождают деталь только после завершения раскроя.
Теоретически раскроить ножовкой можно довольно толстый металл, но для этого потребуется приложить немало усилий, потратить много времени. Поэтому массивные заготовки режут альтернативными способами. А для труб лучше использовать труборез, так как обычное полотно по металлу при проходе по цилиндру соскальзывает, что чревато получением неровного среза. Ручному инструменту посильна работа с толстым листовым металлом, трубами, арматурой, профильным прокатом.





