

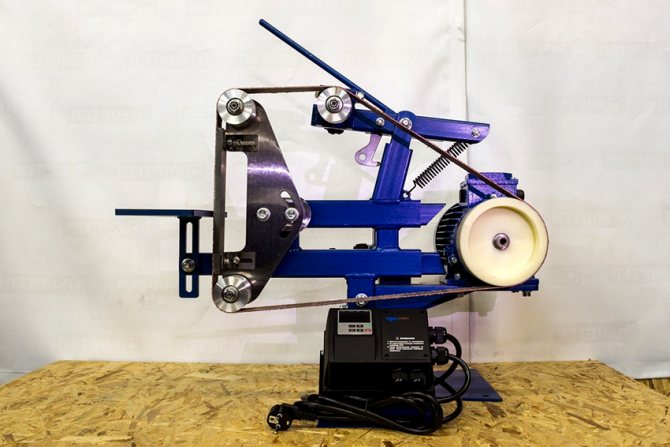
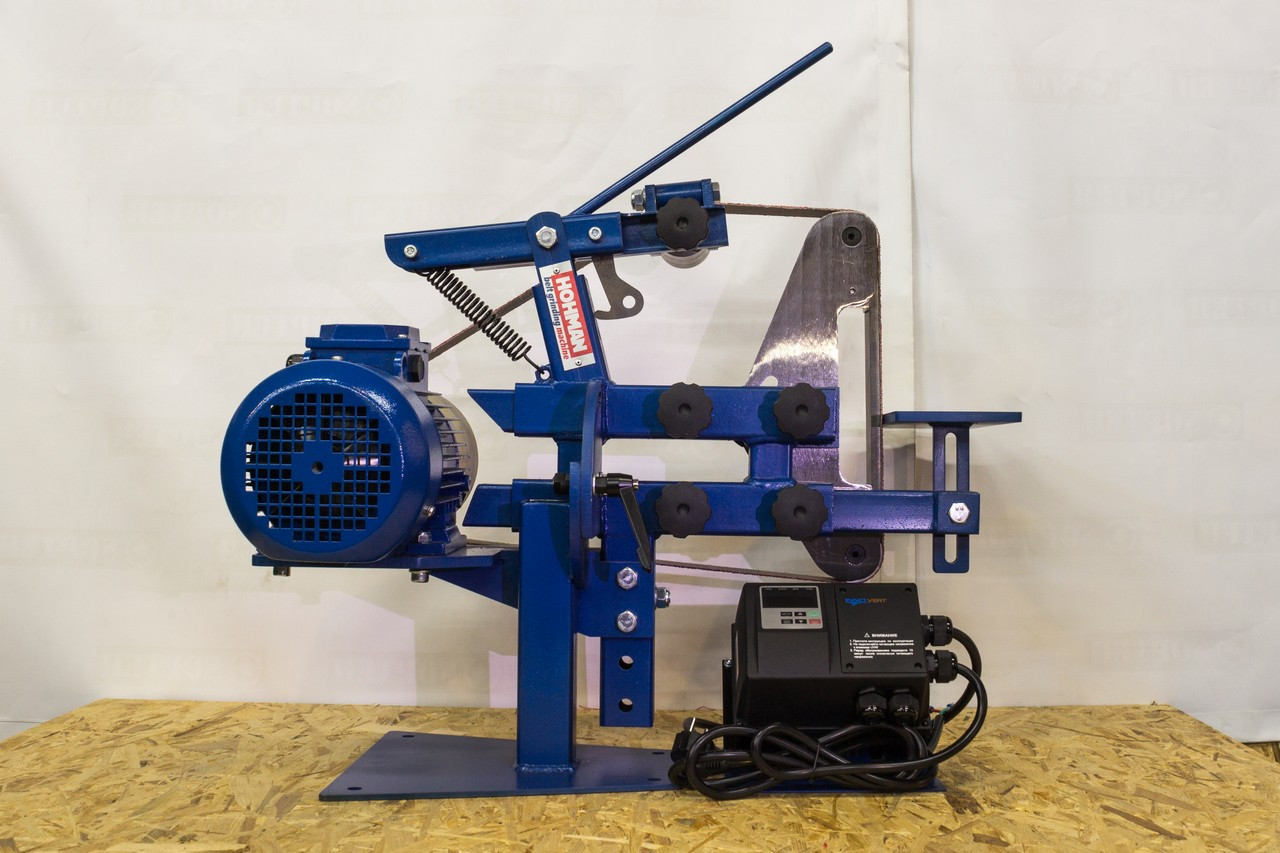
Гриндер своими руками. Чертежи с размерами
Основное внимание при разработке стоит уделить конструкции роликов, фиксации изделия при шлифовании и выбору мощности электродвигателя. Рассмотрим эти моменты подробнее
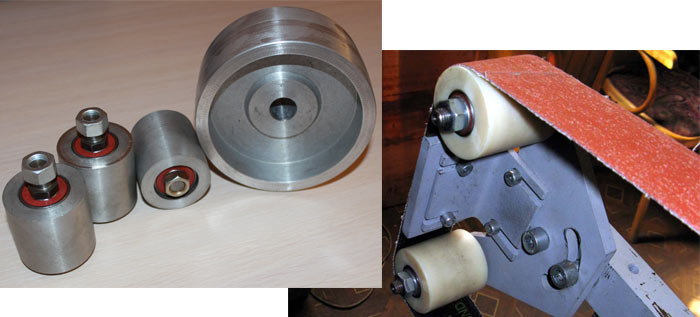
Конструирование роликов
Особо важно правильно изготовить головной, ведущий ролик. Он должен быть достаточно массивным, чтобы, обладая заметным моментом инерции, не сразу разгонять ленту до фактических значений окружной скорости
Учтём, что для привода самодельного ленточного гриндера будет с очевидностью принят стандартный электродвигатель, со скольжением не выше 9%, тогда эта скорость при номинальных 1500 мин-1 будет составлять не более 1380…1400 мин-1. С другой стороны из стали этот ролик изготавливать также нельзя: при пуске двигатель может сразу не провернуть массивный ролик.
Выход: либо использовать дюралюминий марки не ниже Д16, либо изготовить стальной ролик полым. При этом с увеличением диаметра ролика полость придётся выполнять глубже.
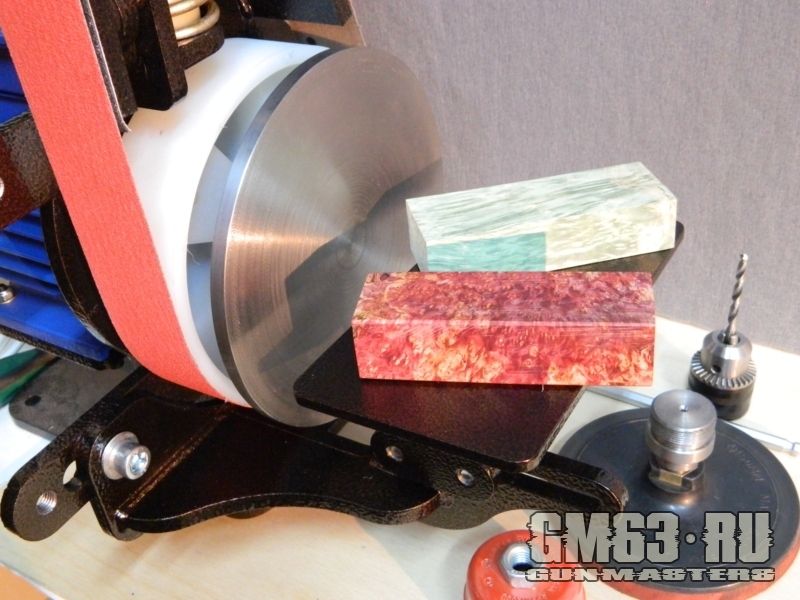
На ролике желательно предусмотреть торцевую канавку, ширина и глубина которой будет соответствовать сечению намеченной к применению бесконечной шлифовальной ленты. Этим исключается возможный сход ленты с одного из роликов, если их оси не будут расположены строго в одной плоскости.
Аналогичные канавки выполняются на ведомом и натяжном ролике. Их можно изготавливать из дюралюминия, и не вытачивать в них полости.
Особое внимание необходимо уделить шероховатости поверхности роликов. Она должна быть в пределах Ra1,25… Ra2,5
При большей шероховатости будет наблюдаться ускоренный износ ленты, при меньшей — возможно её проскальзывание в случае длительного шлифования.
Ролики ленточного гриндера должны обязательно устанавливаться в закрытые подшипниковые узлы на базе подшипников качения: так исключается случайное попадание частиц сошлифованного материала на оси роликов. Основное требование к подшипникам – соответствие его несущей способности фактическому числу оборотов двигателя.
Для крепления роликов на осях можно использовать обычные шплинты, либо выполнять ось в виде пальца с буртом, как это предписывает ГОСТ 9650. Выходной ролик должен иметь шпоночный паз для установки на вал электродвигателя.
Выбор электродвигателя и поворотного стола
В процессе изготовления гриндера своими руками важно верно подобрать привод. В большинстве случаев подойдёт двигатель с числом оборотов 1500…3000 мин-1, при мощности от 0,75 кВт (можно и больше – до 1…1,5 кВт, однако в этом случае повышенных скоростей шлифования может не выдержать материал бесконечной шлифовальной ленты)
Выбор мощности диктуется основной долей работ, которые предстоит выполнять на станке. Например, при преобладании чернового, силового шлифования (съём ржавчины, окалины, зачистка заусенцев) двигатель обычно выбирают помощнее, а номинальное число оборотов, наоборот, может быть уменьшено до 1200 мин-1. К концу выходного вала двигателя присоединяют ведущий ролик.
Учитывая, что при шлифовке выделяется значительное количество пылевидных отходов, корпус двигателя должен быть закрытым и обдуваемым, поэтому рекомендации использования в качестве привода двигателя от старой стиральной машины не стоит принимать во внимание

Проектируя самодельный гриндер, есть смысл заложить в конструкцию максимальную технологичность. Этому способствуют два обстоятельства:
- Изготовление поворотного стола;
- Наличие прижимной плоскости, на которую можно опирать шлифуемое изделие.
Первая задача решается так. Столик изготавливается с подвижным кронштейном, который имеет возможность поворота относительно горизонтальной оси на фиксированные углы.
Стол должен выдерживать заметные технологические нагрузки, а потому должен быть не тоньше 15…20 мм (для снижения массы детали целесообразно и здесь использовать дюралюминий).
В качестве прижимной плоскости целесообразно использовать раму станка. Для этого одну из поверхностей – ту, которая будет находиться у предметного столика – надо прошлифовать, и обеспечить ей максимальную жёсткость.
Монтажный блок. Увеличиваем возможности подъёмных механизмов
Талреп крюк-кольцо. Гост и размерный ряд
Какие разновидности гриндеров встречаются в продаже
Шлифовальные устройства, оснащенные приводом, широко распространены на современном рынке. Ассортимент различных моделей довольно широк. Они отличаются друг от друга по своей конструкции, мощности, а также стоимости



При выборе конкретной модели необходимо обращать внимание именно на эти критерии

Ленточные гриндеры бывают промышленные и для домашнего использования
Также стоит учесть эксплуатационную принадлежность таких агрегатов. Некоторые из них применяются для работ повышенной сложности, которые не представляется возможным выполнить на ручном шлифовальном оборудовании.
- промышленные;
- домашние.
Все устройства такого типа имеют приводной механизм. Однако мощность привода может быть разной. Это еще один критерий, по которому происходит дифференциация ленточных гриндеров. Стоит также отметить, что лента, снабженная абразивным материалом, может иметь различную протяженность. Показатель ширины этого элемента тоже бывает разным.
Агрегаты отличаются конструкцией, мощностью, стоимостью
При выборе конкретного устройства стоит обратить внимание на его марку. Наиболее популярные бренды сочетают в себя приемлемую стоимость и хорошее качество
Самое большое количество положительных отзывов имеют ленточные гриндеры «Левша» и «Мастак».
Количество оборотов – характеристика, оказывающая влияние на скорость передвижения абразивной ленты. Чем ниже этот параметр, тем меньше эффективность устройства. Во время работы данный показатель нередко требуется снижать, чтобы исключить вероятность перегрева ленты, а также обрабатываемой заготовки.
Ленточный гриндер: главные преимущества и недостатки
Любое оборудование, используемое в домашних или же профессиональных мастерских, имеет свои плюсы и минусы. Подобные станки также не являются исключением из правил. Первое и, пожалуй, наиболее существенное достоинство гриндера заключается в его универсальности. Некоторые модели способны использоваться для большого количества задач, например, как гриндер от Чапая.
Еще одно достоинство подобного оборудования является следствием его конструкции. Речь идет о том, что во время шлифовки рабочая зона не перегревается. Повышение температуры – недостаток, свойственный большинству шлифовальных агрегатов. Умеренный нагрев достигается за счет габаритов рабочего элемента (шкива). Размеры круга способствуют его охлаждению при движении вне рабочей точки.
Все поверхности такого настольного станка являются отшлифованными, что тоже считается серьезным преимуществом. Данная характеристика делает его эксплуатацию максимально простой и удобной. Ленточные шлифовальные гриндеры имеют плавный ход, что позволяет равномерно обрабатывать металлические детали и изделия из других материалов.
Главное преимущество ленточного гриндера – это его универсальность
Оборудование, изготовленное промышленным способом, отличается высокой точностью расположения роликов. За счет этого снижается вероятность перекоса абразивной ленты в процессе движения шкива вокруг своей оси.
Минусом любого заводского гриндера, безусловно, является его стоимость, которая далека от демократичной. Однако сегодня существует возможность приобретения сборного комплекта, в состав которого входят все необходимые детали (кроме двигателя). Одним из наиболее популярных наборов является ленточный гриндер «Мастак», цена которого составляет всего 7 тыс. руб.
И, наконец, стоит отметить особую конструкцию прижимной площадки. Настольные станки такого типа предназначены для обработки деталей, которые отличаются не только по материалу, но и по форме.
Что такое гриндер: конструктивные особенности агрегата
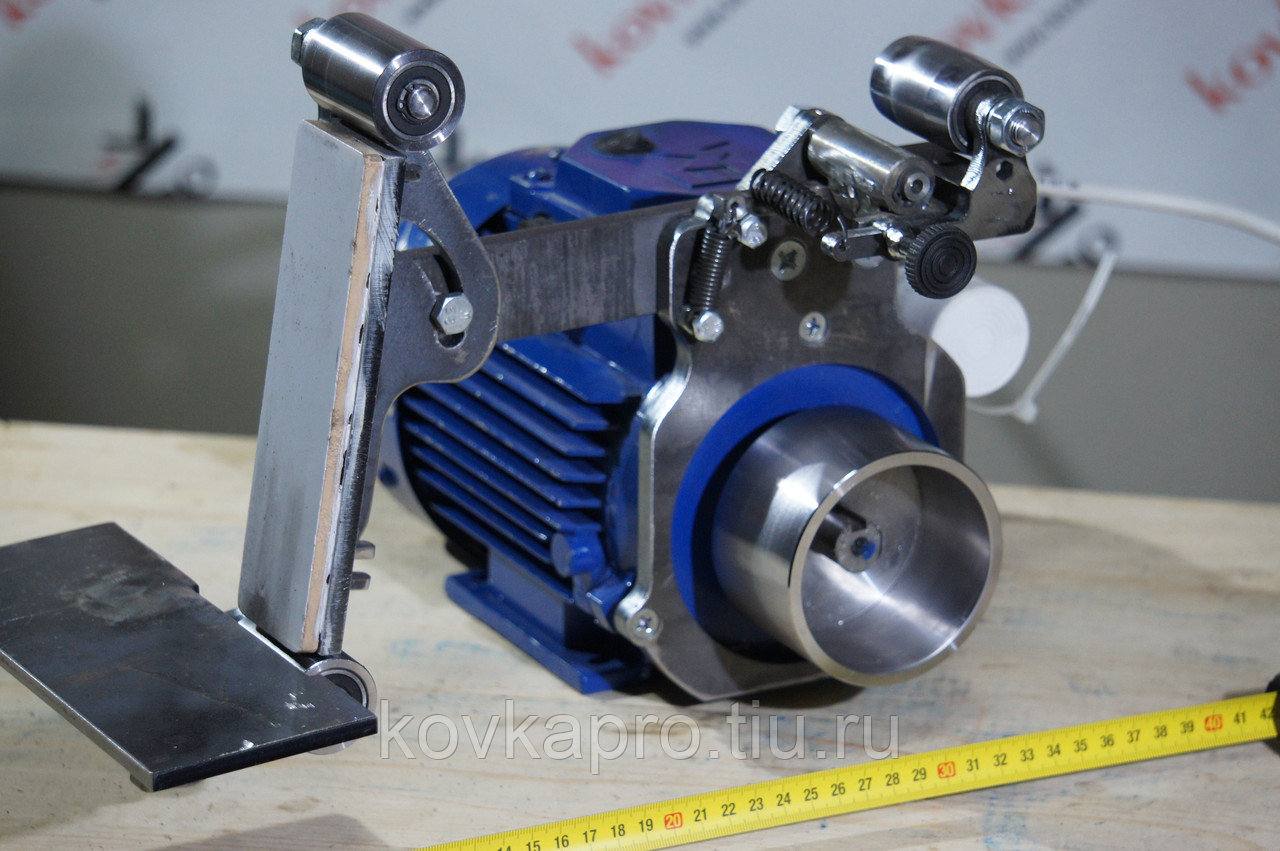
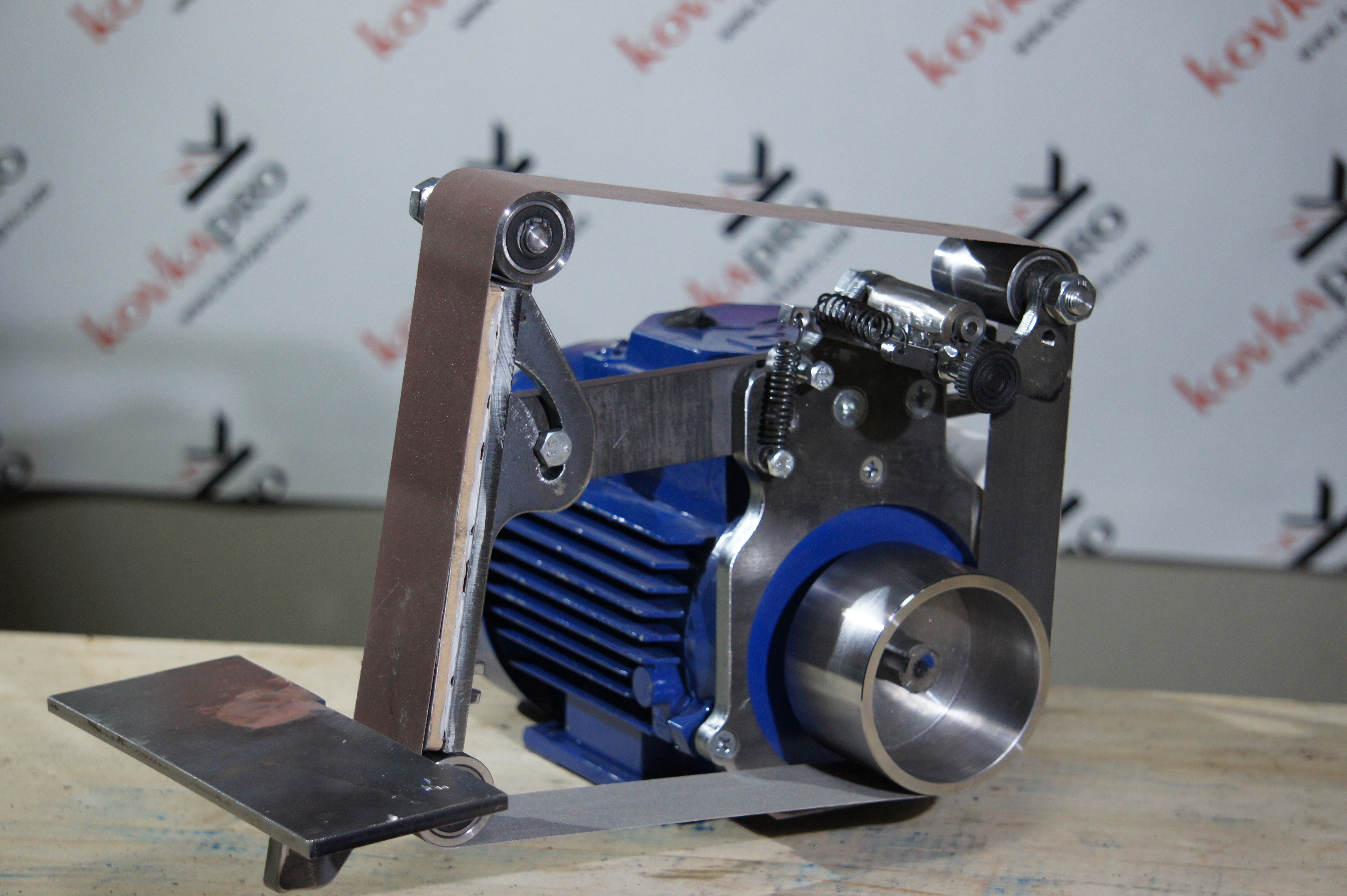
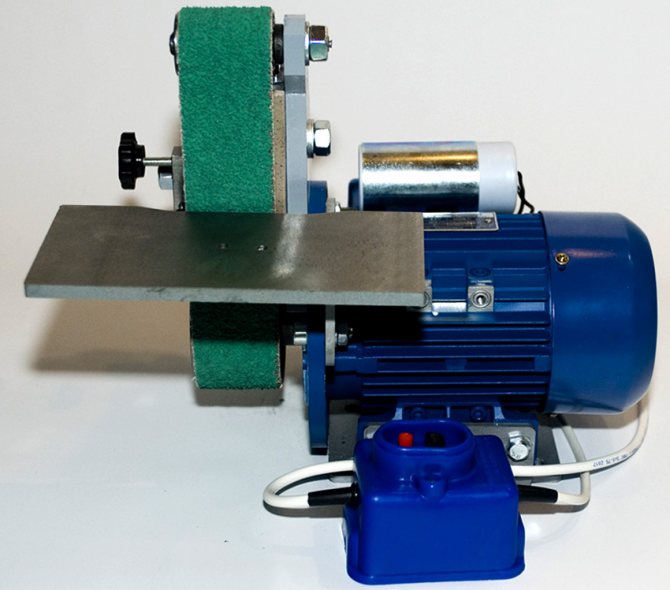
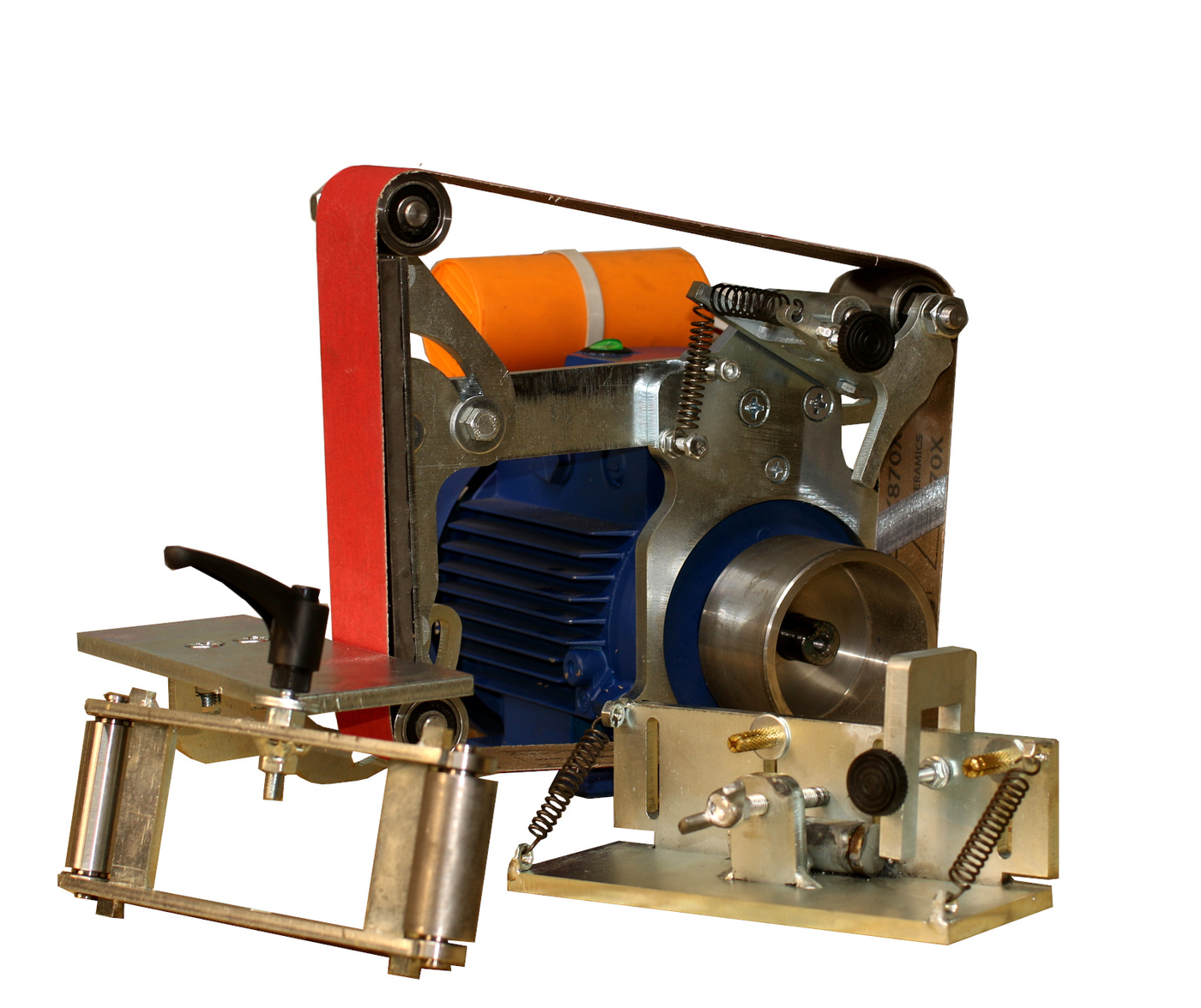
Такой станок имеет простое устройство. Конфигурация может отличаться в зависимости от модели, однако основные элементы конструкции остаются неизменными. Простота таких агрегатов является главной причиной того, что их нередко выполняют самостоятельно из подручных средств. В домашних условиях такой агрегат можно сделать на базе обычного электродвигателя от старой стиральной машинки. В состав стандартного гриндера входят такие конструктивные элементы (помимо двигателя):
- рама;
- ведущий ролик;
- механизм для натяжения абразивной ленты;
- прижимная площадка;
- обратный упор.
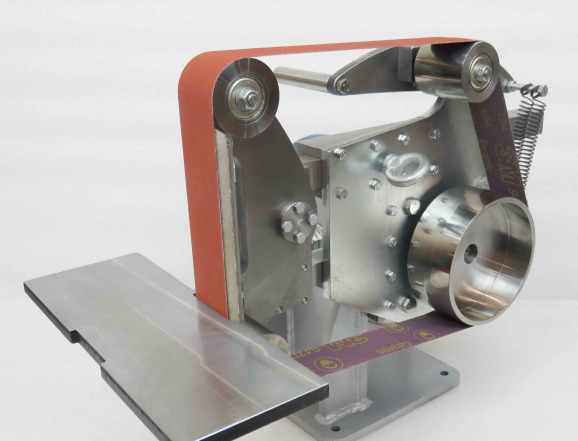
Стандартный гриндер состоит из устройства для натяжения ленты, роликов, рамы, упора и прижимной площадки
Последняя деталь является очень важной, так как она исключает возможность разрыва ленты, который может произойти под воздействием чрезмерного давления во время обработки заготовки. Фото гриндеров позволяют визуально оценить их простоту и достоинства, а также быстрее разобраться в конструкции таких агрегатов
Наиболее простые варианты подобного оборудования включают в свою структуру всего один ведущий ролик. Профессиональные модели, которые можно встретить на небольших производствах, могут иметь 2 или 3 катка. В этом случае прослеживается определенная закономерность: чем больше катков имеет устройство, тем длиннее его абразивная лента.
Длина ленты – важный критерий, так как от нее зависит длительность эксплуатации данного расходника. Короткие ленты необходимо часто менять, что не очень удобно. В свою очередь, применение более длинного расходника позволяет не только снизить частоту трения, влияющую на срок годности, но и уменьшить перегрев. В любом случае этот показатель подбирается в зависимости от эксплуатационного назначения прибора. При редком использовании устройства для заточки ножей, топоров и ножниц необходимость в наличии длинной ленты отсутствует.
Такое оборудование является незаменимым для ножеделов. Ленточные гриндеры могут справляться с большим объемом работы. Во время эксплуатации заводского агрегата обрабатываемая деталь упирается в столик, зафиксированный на раме, что позволяет проводить более точную шлифовку. Стоит также отметить, что промышленные варианты оснащаются специальным стеклом, которое выполняет защитные функции, предохраняя лицо мастера от попадания искр.
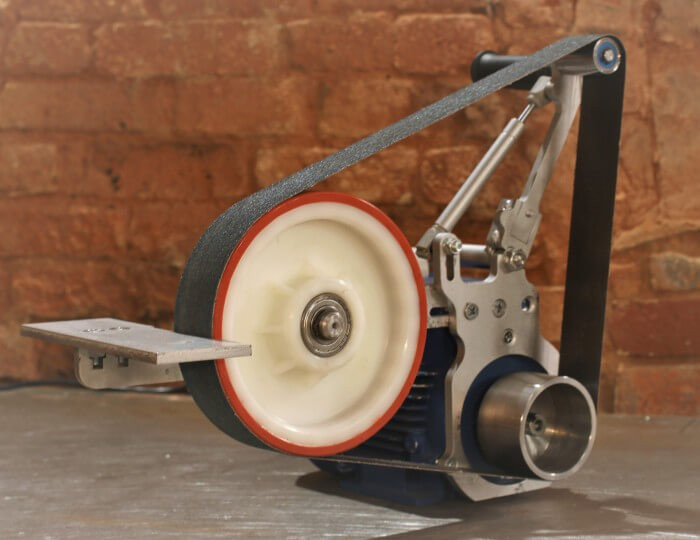
Часто ленточные гриндеры делают собственноручно из-за простоты их конструкции
Отдельно следует сказать о том, что в продаже можно встретить универсальное оборудование, сочетающее в себе характеристики не только гриндера, но и других точильных агрегатов. Точило с гриндером не предусматривает возможности отключения отдельного механизма. Его основной минус – высокая стоимость.
Принцип работы гриндера: как производится шлифовка
Принцип действия подобных агрегатов довольно прост. В нем может разобраться любой человек, не обладающий специальными знаниями и умениями. В основе работы данного устройства лежит электронный двигатель. При его включении активизируются ролики



Важно запомнить, что ведущий ролик может быть только один. Остальные являются ведомыми
Образовавшаяся тяга передается на абразивную ленту, что приводит последнюю в движение. В конструкции подобного оборудования предусмотрена возможность регуляции и контроля ведомых катков. Это значительно упрощает работу за станком. Ленточный гриндер в процессе использования производит много пыли. Особенно это заметно при обработке заготовок, выполненных из древесины. Эта проблема решается просто: достаточно воспользоваться ручным пылесосом или же любым оборудованием для обдувки.
Принцип работы ленточного гриндера для шлифовки и заточки
Пользователи отмечают удобство применения такого настольного станка. Отзывы о нем преимущественно положительные. В случае эксплуатации самодельного прибора рекомендуется придерживаться всех необходимых правил безопасности. Оператор должен помнить, что отсутствие экрана на агрегате, изготовленном в домашних условиях, может привести к попаданию пыли или искр в глаза. Поэтому при использовании сделанного своими руками шлиф-станка следует заранее подготовить защитные очки.
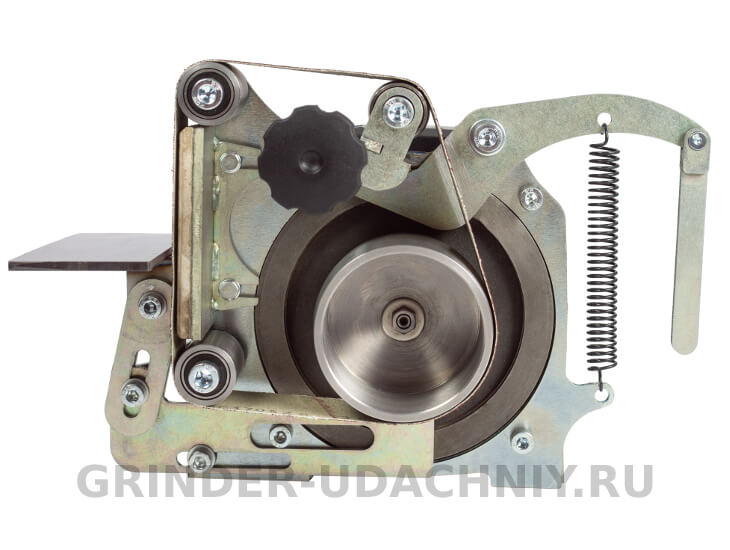
С течением времени абразивная лента, как уже говорилось выше, изнашивается и растягивается. Существует несколько механизмов натяжения, которые нивелируют данную проблему. В основе такой системы может лежать пружина или специальный фиксаторный элемент.
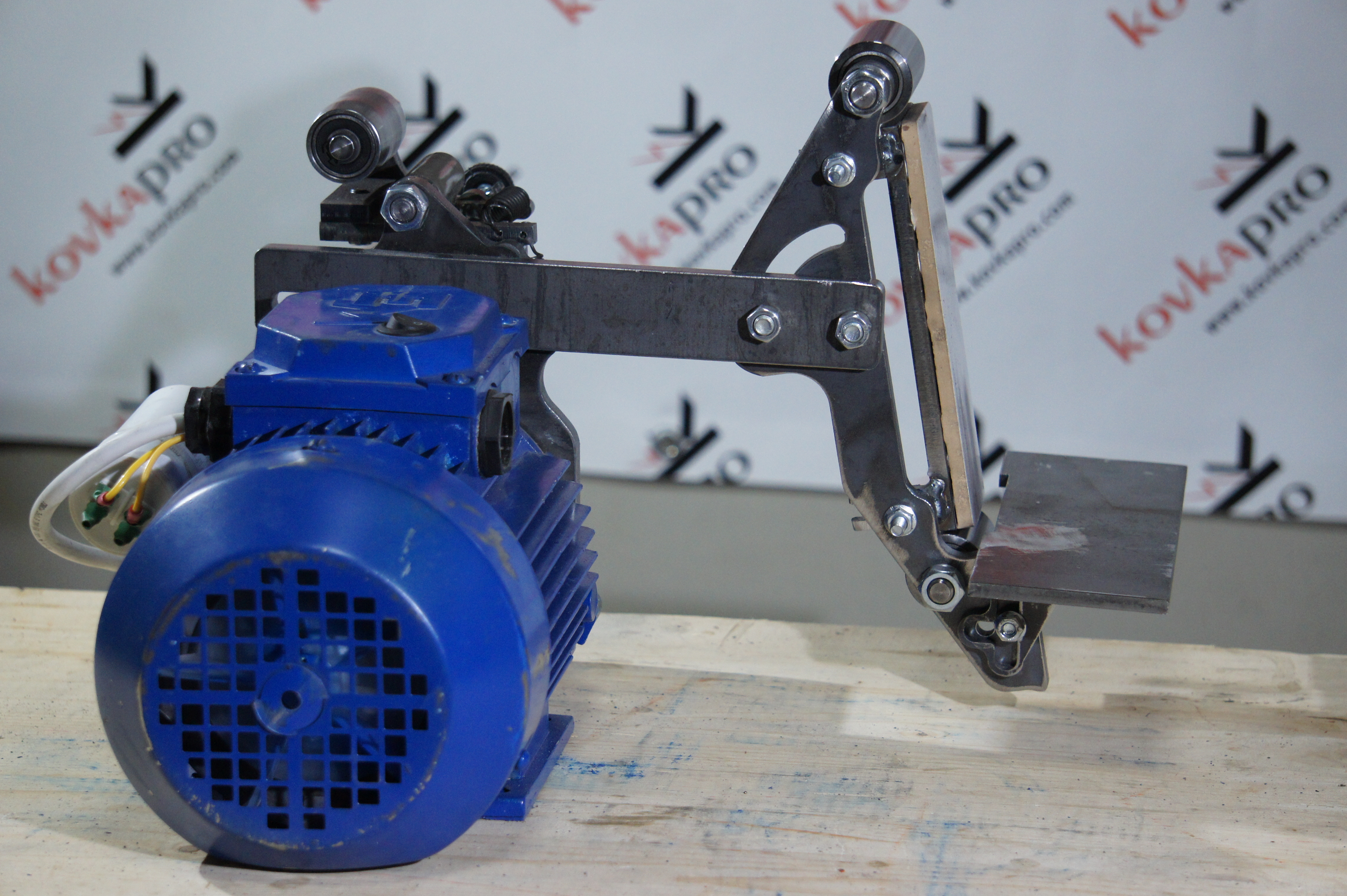
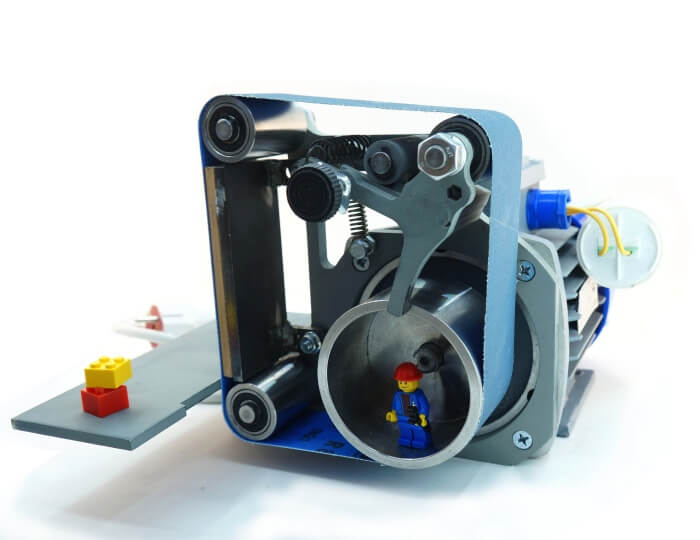
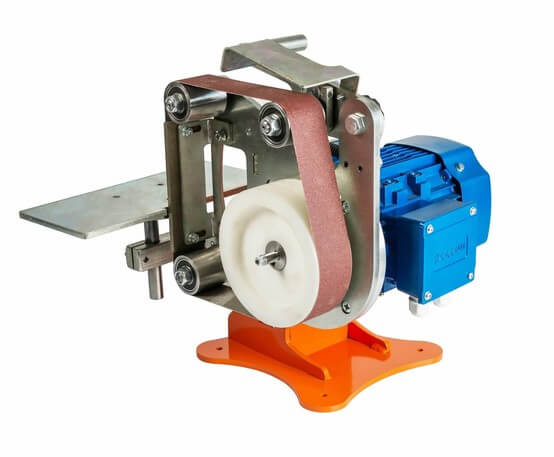
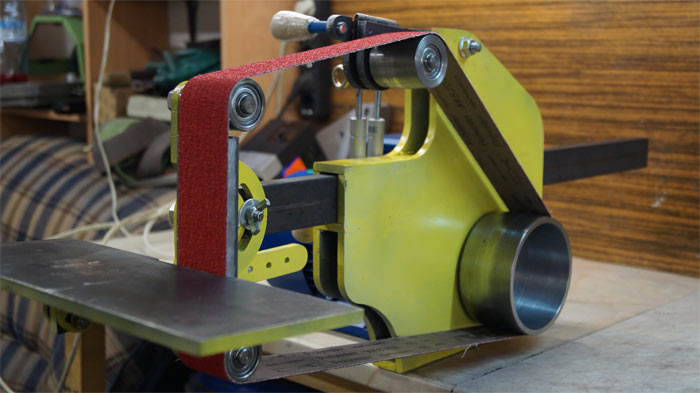
Конструкция
В конструкции ленточного гриндера ничего особо сложного нет. Аппарат состоит из двигателя, ведущего и направляющих роликов. Через них пропущена шлифовальная либо обдирочная лента требуемой зернистости.
При включении двигателя, насаженный на его вал ведущий ролик начинает вращение, а через натянутую рабочую ленту вращение передаётся и на направляющие ролики. Прижимая в рабочей зоне к ленте подлежащую обработке деталь, оператор выполняет требуемую операцию, меняя при необходимости положение заготовки относительно поверхности ленты.
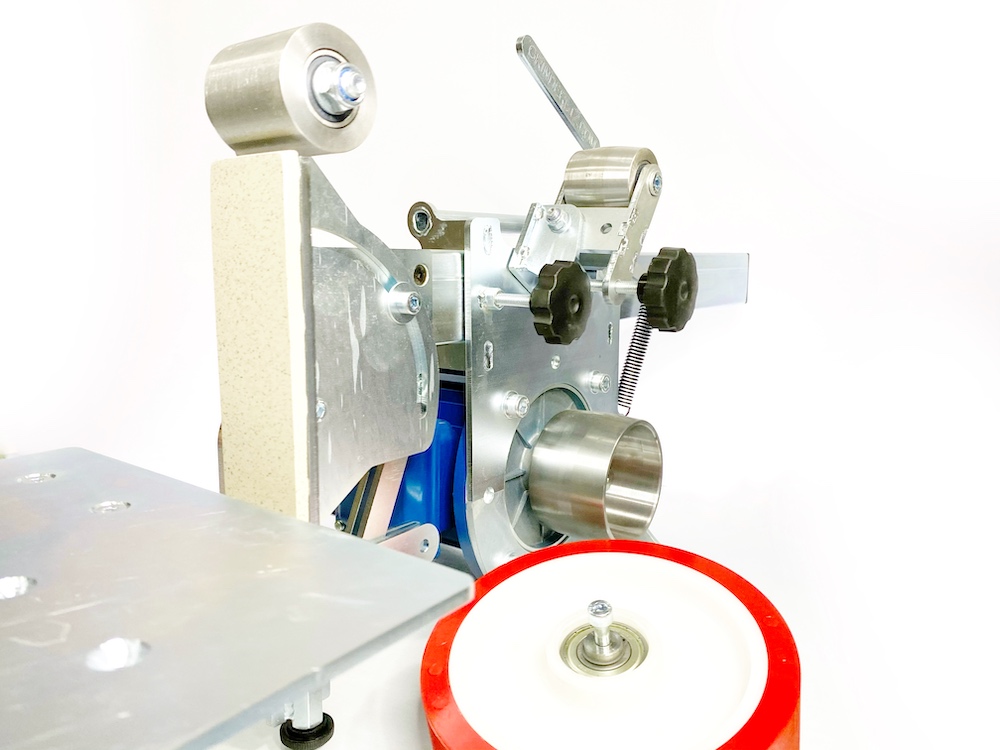
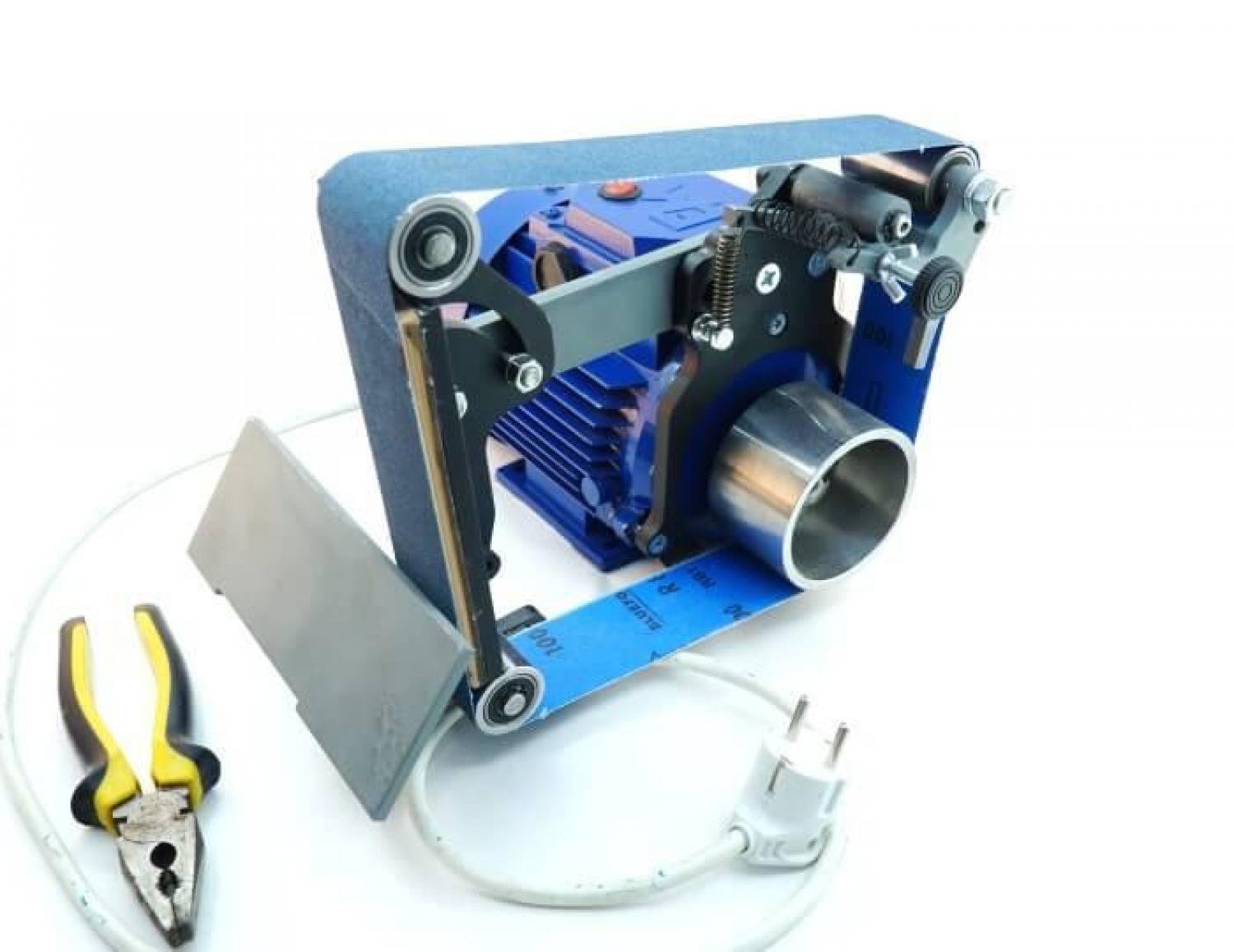
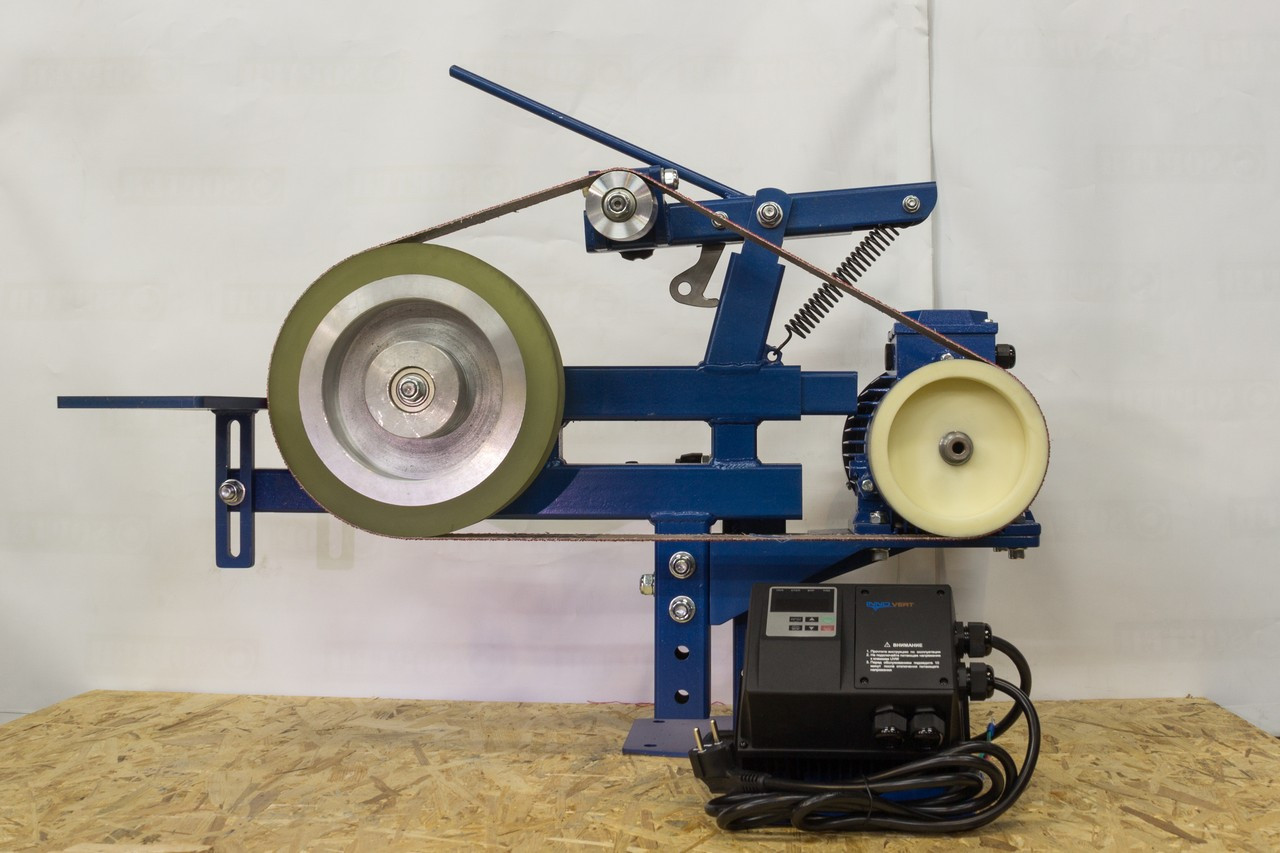
Регулируя расстояние между направляющими роликами, можно обработать поверхности с дефектами разной глубины. При длительной эксплуатации шлифовальная лента может растянуться ненамного. Для компенсации возможной слабины, в конструкции на одном из роликов предусмотрен натяжной механизм. Обычно подобная функция возлагается на ролик, расположенный на одинаковом расстоянии между ведущим и ведомым.
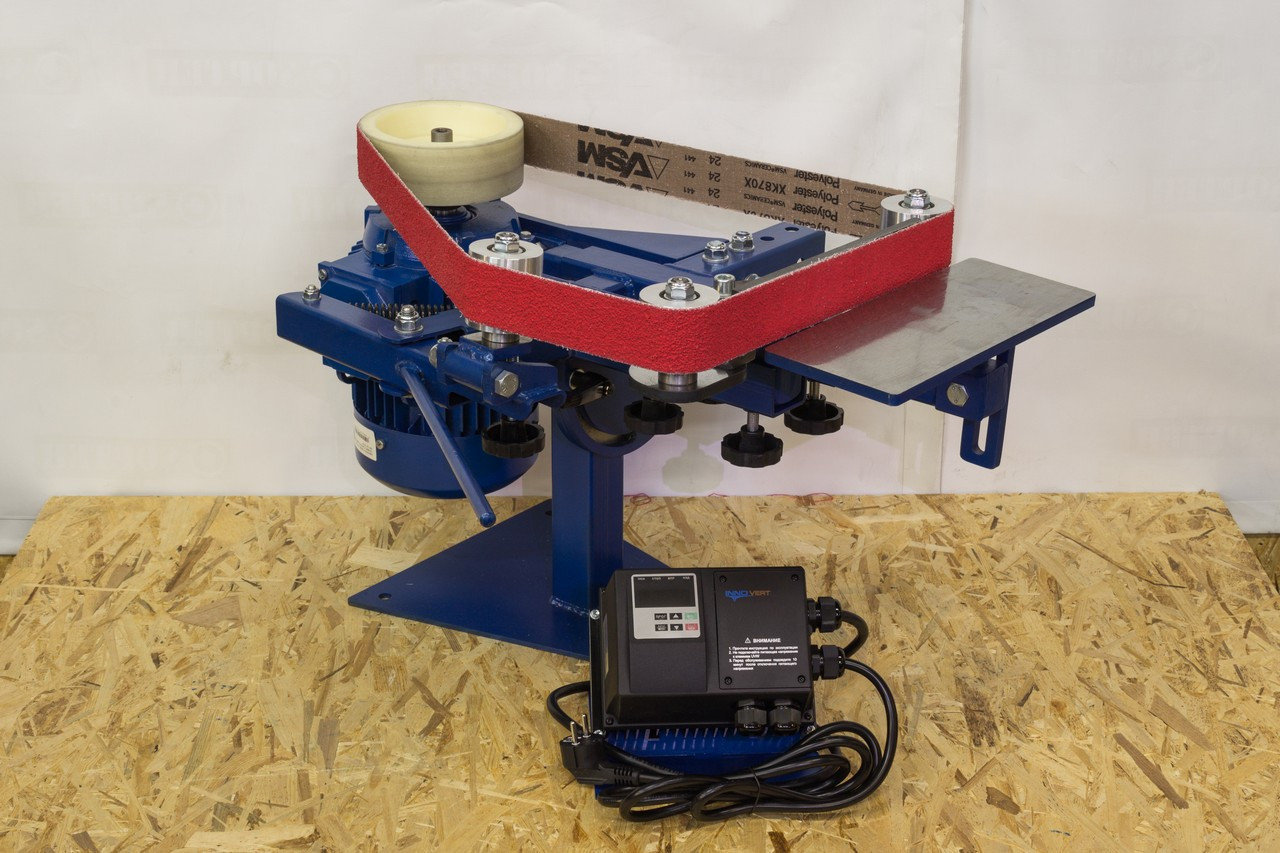
В комплектацию шлифовального аппарата входит опорный столик, выполняющий также функцию поверхности для фиксации обрабатываемого изделия. Как правило, такой столик должен иметь возможность поворота на 90 градусов относительно одной оси. В таком случае получается обработка двух перпендикулярно расположенных плоскостей без переустановки детали на опорном столе.
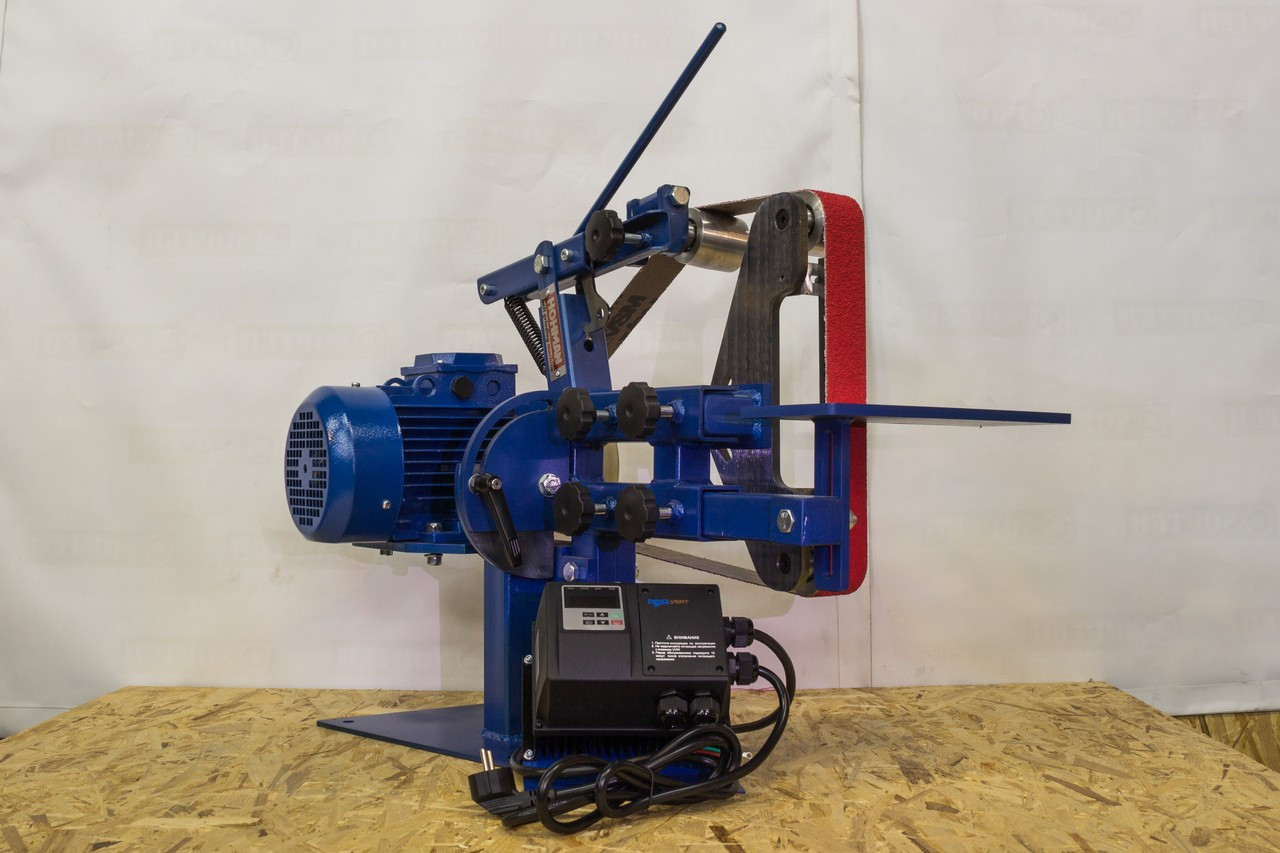
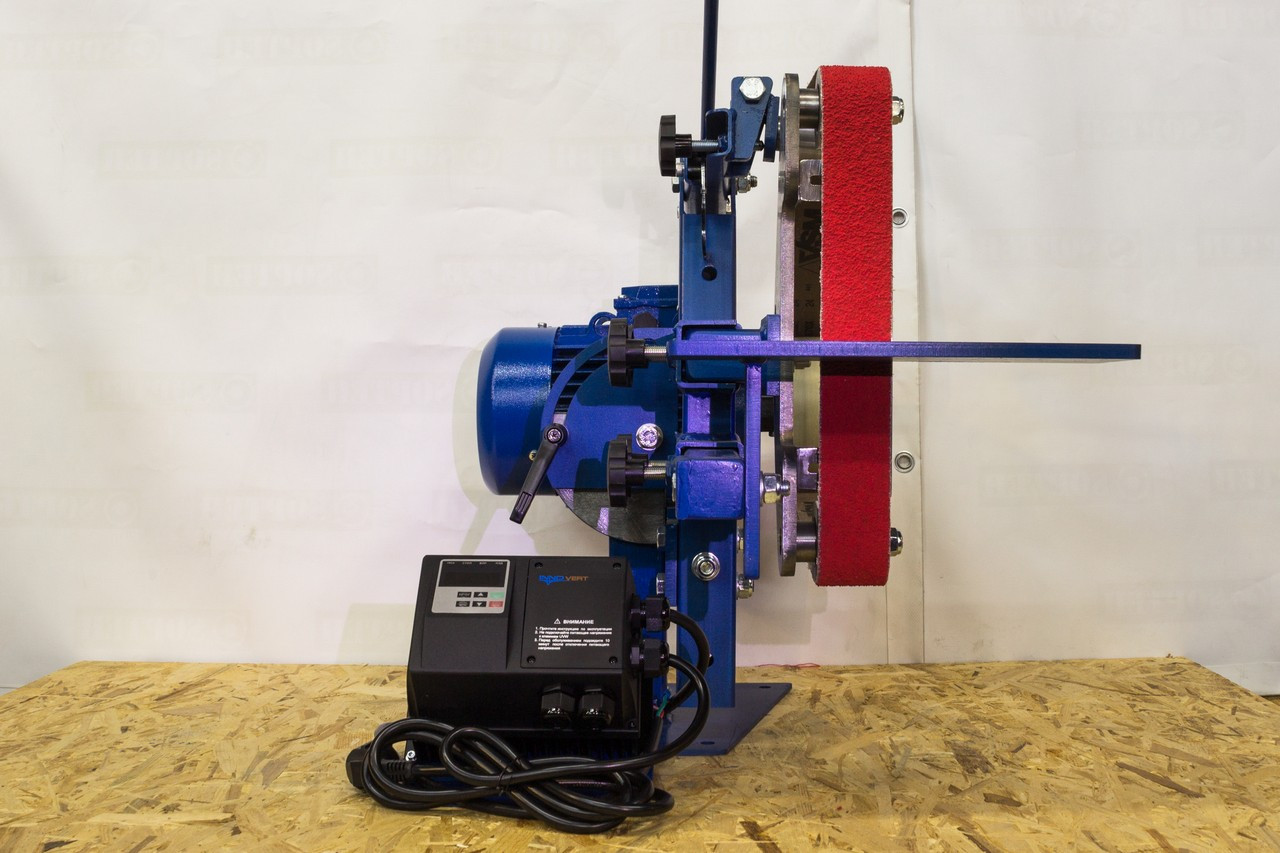
Безусловно, требуется панель управления гриндером! В целях безопасности её рекомендуется монтировать на каркасе станка в непосредственной близости от рабочей зоны оператора. Переносные станки укомплектованы стойкой из прочной стали с крепёжными отверстиями на основании, позволяющие закрепить агрегат на деревянной поверхности.
Если посмотреть на детали конструкции, можно сразу заметить некую визуальную неустойчивость собранного шлифовального устройства. Вылет боковых габаритов установленных роликов значительно превышает опорную поверхность на основании. Кроме того, отсутствие опорного столика затрудняет эффективную обработку сравнительно больших поверхностей, а держать деталь навесу неудобно и довольно опасно.
Увеличенная длина рабочей ленты приводит к дополнительным потерям за счёт трения. Приходится применять в приводе силовой агрегат большей мощности, а это повышение затрат на электроэнергию. Узел натяжения отличается простотой и функциональностью. Регулировать натяжение — секундное дело. В комплектации станка прилагаются сменные шлифовальные насадки, с помощью которых шлифовку можно делать даже на внутренних поверхностях. Несмотря на это, стоимость в 100 тыс. руб. заставляет задуматься.
Работа и конструкция ленточного гриндера
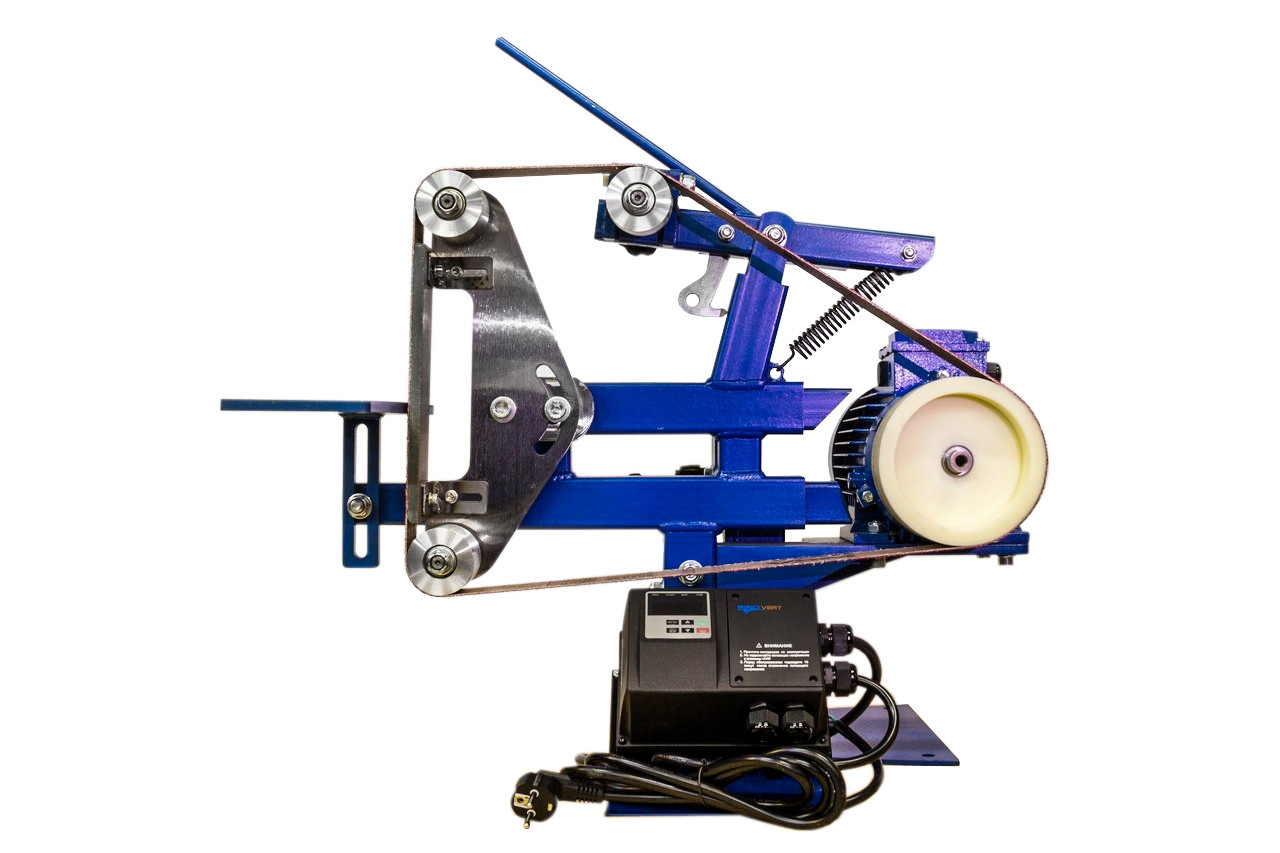
Принцип работы гриндера несложен. Имеется группа роликов, через которые пропущена шлифовальная лента требуемой зернистости. Если привести во вращение ведущий ролик, насаженный на выходной вал электродвигателя, то автоматически начнут вращаться и остальные. Регулируя относительное расположение ведомых роликов, можно шлифовать поверхности, имеющие дефекты различной глубины. Для компенсации вероятного растяжения ленты (при её длительной эксплуатации) предусматривается механизм натяжения одного из роликов (как правило, того, который в кинематической цепи станка находится где-то между ведущим и ведомым).
В конструкцию ленточного гриндера входит столик, на котором должно закрепляется обрабатываемое изделие. Лучше, если такой столик будет иметь возможность поворачиваться вдоль одной из осей на угол до 90º: тогда возможно шлифование двух взаимно перпендикулярных плоскостей с одной установки детали. В качестве средства безопасности на раме станка есть смысл предусмотреть откидное защитное стекло из прозрачного акрила – тогда нет опасений, что чешуйка сошлифованной краски или окалины попадёт в глаз оператору. Естественно, потребуются органы управления, которые размещаются в станине или на раме станка. Переносные исполнения снабжаются прочной стойкой, на основании которой имеются крепёжные отверстия, при помощи которых гриндер можно закрепить на верстаке.
Попробуем абстрагироваться от изящества дизайна и цвета, и взглянем на конструкцию трезво. Сразу бросается в глаза визуальная неустойчивость станка: вылет консольно расположенных роликов намного больше, чем опорная поверхность под станиной. Кроме того, отсутствие столика не позволяет обрабатывать сравнительно массивные поверхности, которые длительно держать навесу просто неудобно. Увеличенная длина ленты (и сопутствующие этому механические потери на трение) становится причиной применения в приводе двигателя повышенной мощности, а, следовательно, и энергоёмкости. Узел натяжения изящен и прост в наладке, а в комплекте к станку имеются сменные шлифовальные насадки, позволяющие шлифовать даже внутренние поверхности – но стоит ли за это выкладывать более 100 тыс. руб.?
Выбор ленты для гриндера
Подбор ленточного гриндера целесообразно начать с конца, а именно — определить, какой ширины и высоты поверхности будут обрабатываться шлифованием. После чего сравнить эти потребности с фактическими размерами шлифовальных лент, которые имеются в продаже.
Как известно, бесконечные шлифовальные ленты различаются своей длиной, шириной и степенью зернистости. Размерный ряд шлифовальных лент отечественного и импортного производства, которые предназначены для применения в гриндерах, следующий: длина 610, 915, 1230, 1600, 1830 мм, при ширине 50 и 100 мм. Можно поискать и другие, но при безусловном выполнении следующих требований:
- Шлифовальная лента должна иметь тканевую эластичную основу;
- Выдерживать угловые скорости не ниже 1500 мин-1;
- Обладать высокой абразивной стойкостью;
- Допускать относительное удлинение без разрыва материала не менее 10…15%;
- Минимально нагреваться при длительном непрерывном шлифовании.
Необходимо отметить, что для самодельного гриндера лучше подойдут шлифовальные ленты длиной не более 1230 мм. Короткие ленты сильнее изнашиваются, поскольку не успевают остывать при своём холостом движении, а более длинные автоматически увеличивают габариты станка, не давая взамен каких-то видимых преимуществ.
Важны также и показатели механической прочности материала ленты. Категорически не рекомендуется ориентироваться на составные ленты, пусть даже и склеенные двойным скотчем: при работе место стыка растягивается, а натяжение ленты ослабевает. Более того, возможен внезапный разрыв ленты со всеми вытекающими отсюда последствиями. Учитывая быструю скорость движения ленты по поверхностям роликов, удельные усилия шлифования не должны превышать 0.7…0,8 кг/см2. Этому соответствуют параметры механической прочности ленты из электрокорунда в пределах 800…900 МПа.
Важно, что перед применением лента должна быть вывешена на цилиндре диаметром от 50…60 мм в течение как минимум 48 часов. Это обеспечит естественное удлинение изделия перед его эксплуатацией


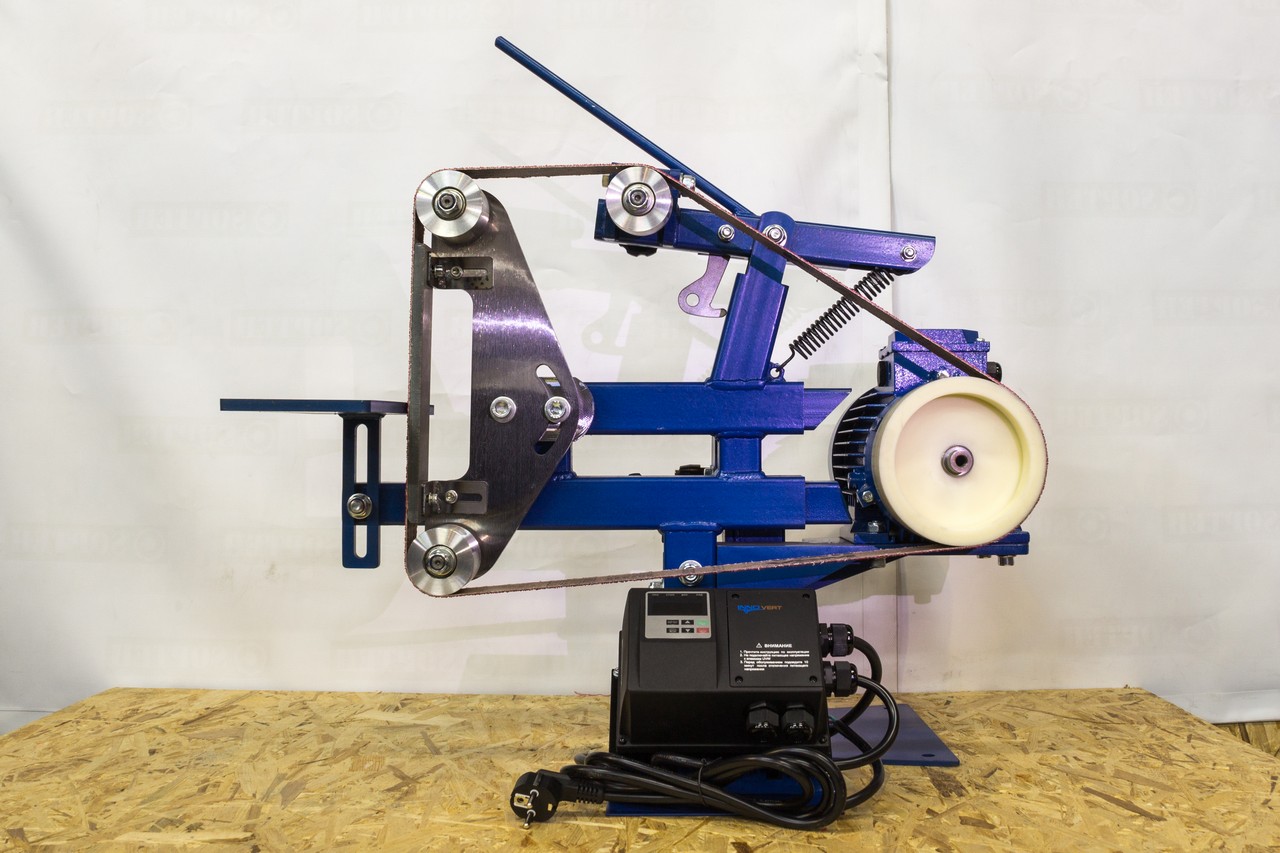

Гриндер своими руками: чертежи с размерами + инструкция по сборке
При разработке особое внимание уделяется конфигурации роликов, способу фиксации изделия и оптимальной мощности силового агрегата. Об этом подробнее
Изготовление роликов
Особое внимание требует изготовление главного, ведущего ролика, выполняющего роль шкива! Он должен быть в достаточной мере массивным. Это позволит во время пускового момента избежать ненужного рывка, за счёт присутствующей инерции состояния покоя
Скорость набирается постепенно до нужных значений. Если учесть применение в конструкции привода стандартного силового агрегата, со скольжением, не превышающей 9%, при номинальных 1500 об/мин, скорость составит не более 1400 об/мин максимум.
Для решения возникшего затруднения есть два варианта:
- Изготовить полый стальной ролик для уменьшения массы по принципу: больше диаметр — глубже полость. Точные размеры можно рассчитать с помощью справочника, хотя особая точность необязательна.
- Второй вариант: изготовление ролика из дюралюминия марки Д16 и выше.
На шкиве желательно выточить торцевую канаву, чьи размеры будут идентичны размерам предполагаемой к применению ленты. Это поможет предотвратить неконтролируемый сход ленты при неправильном расположении роликов в плоскости вращения.
То же рекомендуется проделать и с остальными направляющими роликами, включая натяжной. Применение дюраля для их изготовления позволит исключить операцию по вытачиванию полостей для регулировки веса.
Немалое значение имеет степень шероховатости поверхности роликов. Рекомендуемые предельные величины: Ra1,25-Ra2,5. Повышенная шероховатость приведёт к преждевременному износу основания ленты, а шероховатость ниже обозначенного предела будет способствовать ненужному проскальзыванию в процессе долговременной эксплуатации.
Установка роликов должна производиться с применением подшипниковых узлов закрытого типа на базе самоцентрирующихся подшипников с неподвижным внешним кольцом. Попадание абразивных или других частиц на вал ролика при такой установке исключено. При подборе подшипников надо учесть соответствие их несущих параметров с максимальным количеством оборотов силового агрегата.
Крепление роликов можно осуществить с помощью обычных шплинтов либо с применением буртика на одном конце оси, как предписано стандартом. Ведущий ролик должен иметь паз для общей с валом двигателя шпонки.





