

Специальные режущие инструменты
Следует отдельно отметить о существовании борфрез. Такой механизм устанавливают в электродрели или шуруповерты. Эти детали называют шарошками, а применяют для зачистки и шлифовки металлических поверхностей. Большую популярность приобрел инструмент у гравировщиков для нанесения надписей в ювелирной продукции. Гравировка выполняется при большой скорости вращения вала, но на маленьком по размерам приборе.

Борфреза может установлена в бормашину или дремель, это наименование она получила по названию немецкой компании.
Фирма специализируется на производстве фрезерного оборудования с оснасткой. Когда выполняют гравировку на металле берут инструмент с гибким валом, насадка используется со специальным креплением.
Есть примеры по изготовлению самодельных фрез:
- разбирают зажигалку;
- извлекают кремниевое колесо;
- устанавливают на вращающуюся ось;
- на фанерный цилиндр приклеивают наждачную бумагу, получают инструмент в виде шлифовального барабана;
- точат дюбель — выйдет торцевая или отрезная насадка.
Подобным устройством можно воспользоваться в единичном случае, если намечается серьезный объем, таким же должен быть инструментарий. Тем более, что в заводских изделиях нет недостатка, стоят они не дорого.
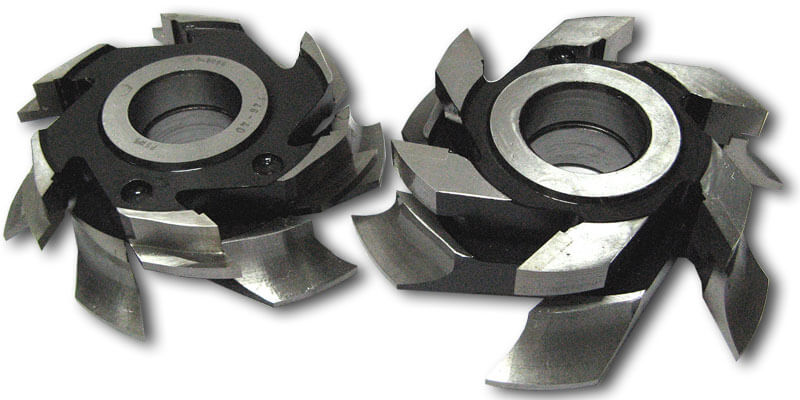
Затылованные лезвия

Отрезные
Отдельную разновидность дисковых фрез, назвали отрезными.
Создали такие элементы для обработки, болванок частично разделенных или разрезанных на фрагменты. Здесь отсутствует торцевая острая кромка, а зубцы устанавливают 3 видов:
- большие;
- малые;
- средние.
Фрезы с большими зубьями применяют для обработки мягкого сплава, остальные идут на отделку чугуна или стали.
Как правильно выбрать инструмент
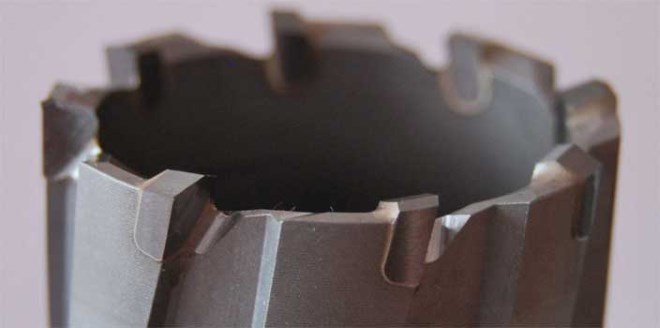
Корончатые фрезы представлены на современном рынке двумя основными категориями:
- изготовленными из быстрорежущей стали;
- с зубьями из твердого сплава, напаянными на рабочую часть.

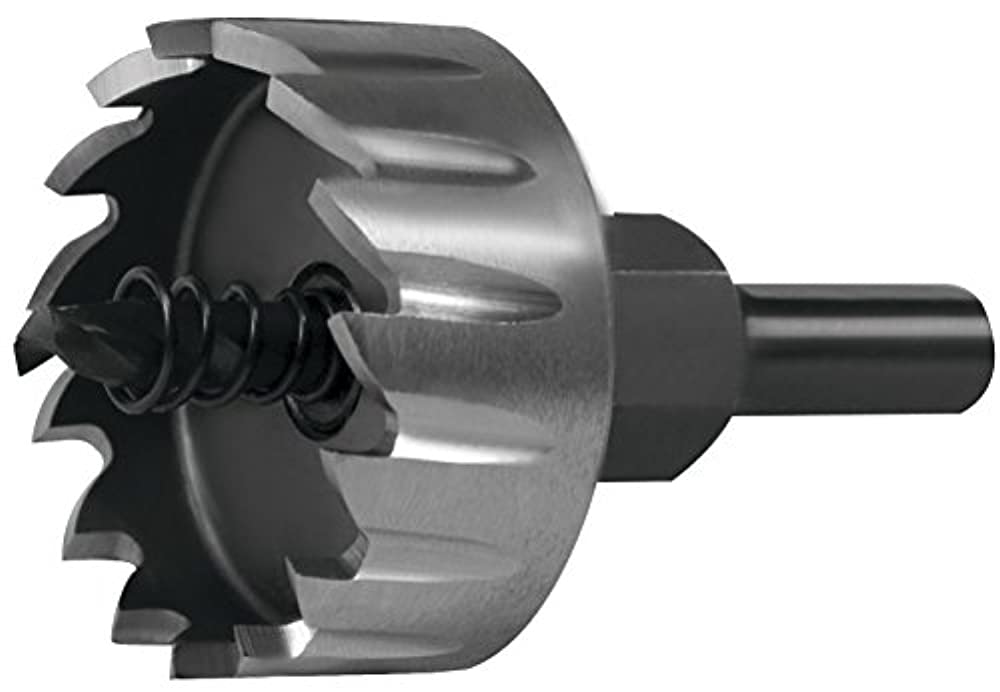
Типы корончатых сверл
Одним из основных критериев, на который следует ориентироваться при выборе такого инструмента, является диаметр выполняемого отверстия. Недорогие сверла из быстрорежущей стали, отличающиеся более высокой упругостью, используются для сверления отверстий диаметром 30–35 мм в изделиях из стальных сплавов, обладающих не слишком высокой прочностью. За счет особенностей своей конструкции режущие зубья таких кольцевых сверл или фрез по металлу меньше подвержены поломке.
Для сверления отверстий, диаметр которых превышает 35 мм, а также для обработки изделий из стали высокой прочности используется инструмент, режущая часть которого оснащена напайками из твердого сплава. Если сравнивать такую твердосплавную коронку по металлу с инструментами из быстрорежущих сталей, она превосходит их благодаря значительно большему рабочему ресурсу.
Сверхтвердые резцы коронок с напайками способны выдерживать гораздо большие нагрузки в сравнении с цельнометаллическим инструментом
Важнейшими критериями при выборе кольцевых фрез по металлу являются геометрические параметры обрабатываемого изделия, а также характеристики материала, из которого оно изготовлено. Так, для создания отверстий в изделиях разной толщины, а также изготовленных из различных металлов следует выбирать инструменты различного типа.
Типы фрез для обработки
Фрезерные работы классифицируют по типу используемой режущей оснастки, по которым выделяют следующие способы и основные виды фрезерования:
Торцевое, которое производится с помощью торцевой фрезы, схожей со сверлом небольшой длины и увеличенного диаметра, на торце которого по всей окружности закреплены с разным шагом и одинаковой глубиной посадки 5 и более резцов. Такая оснастка применяется для формирования канавок, подсечек, окошек, колодцев, а также обратной фрезеровки, срезания торцов, формирования более точных габаритов заготовки.
Цилиндрическое, необходимое для корректировки высоты длинных и коротких граней, например, высоту ребер швеллера. В данном случае работа осуществляется винтовой фрезой универсального назначения в виде горизонтального валика, либо оснасткой с прямыми зубьями для работы по прямым поверхностям.
Дисковое, осуществляемое для формирования обычных продольных канавок с помощью фрезы, напоминающей режущую часть дисковой пилы.
Угловое, выполняемое инструментом в форме двух усеченных конусов, соединенных вместе, угол которого соответствует углу наклона канавки на изделие. Оснастка может быть выполнена целиком из быстрорежущей стали, либо дополняться вставными резцами из победитового сплава для резки металла повышенной твердости.
Концевое, предназначенное для создания уступов определенного размера как в горизонтальной, так и вертикальной плоскости.
Фасонное, без которого невозможно создать изделия нестандартной формы. Для этого используют остроконечные фрезы со сложным профилем и с наличием острого края по внутренней стороне, либо оснастку с затылованными зубьями.
-










Кроме этого, существуют и другие типы: корончатые фрезы для получения крупных отверстий, червячные для обработки материала сразу несколькими режущими кромками и т. д.
Для чего он нужен?
Прежде чем приобретать кромочный фрезер, нужно понять его назначение и то, что можно делать с данным устройством. Как можно понять из названия агрегата, с его помощью осуществляется обработка кромок, выполнение фасок и скруглений. При использовании вместе с кромочным фрезером специализированных профильных фрез пользователь может создавать края сложной формы.
Кроме того, применение фрезера данного типа является обязательным в процессе подгонки шпона под размер заготовки и для вырезания пазов под установку петель, замков и иной фурнитуры. А также кромочный инструмент активно используется для осуществления таких фрезерных работ, как выборка паза и гравировка. Еще устройство может выполнять функции вертикальной фрезерной машины, однако в таком случае производительность агрегата будет довольно низкой.
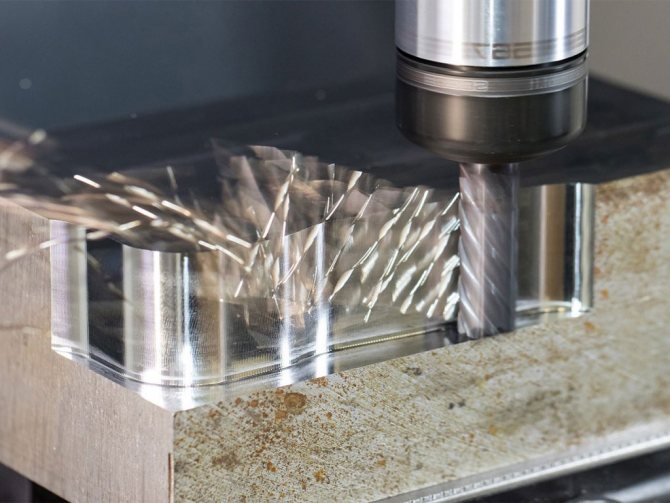
Что такое корончатое сверление?

Корончатое сверление — современный и эффективный метод обработки металла. Этот метод сверления на магнитном станке незаменим там, где отверстия приходится делать в массивных деталях, транспортировка которых на обычный сверлильный станок затруднена или невозможна.
Корончатое сверление имеет много преимуществ по сравнению со сверлением спиральным сверлом:
- высокий ресурс до переточки благодаря равноудаленным от центра режущим кромкам;
- энергозатраты на сверление отверстия меньше до 70%;
- нет необходимости в ступенчатом рассверливании отверстия;
- возможна идеальная подача СОЖ из центра сверла наружу.
Ценные преимущества корончатого сверления соседствуют также с некоторыми недостатками:
- корончатое сверло достаточно хрупкое и не выдерживает сильных радиальных и осевых нагрузок, отсюда и высокие требования к сверлильному станку;
- сложность заточки сверл;
- относительно высокая цена сверления отверстия.
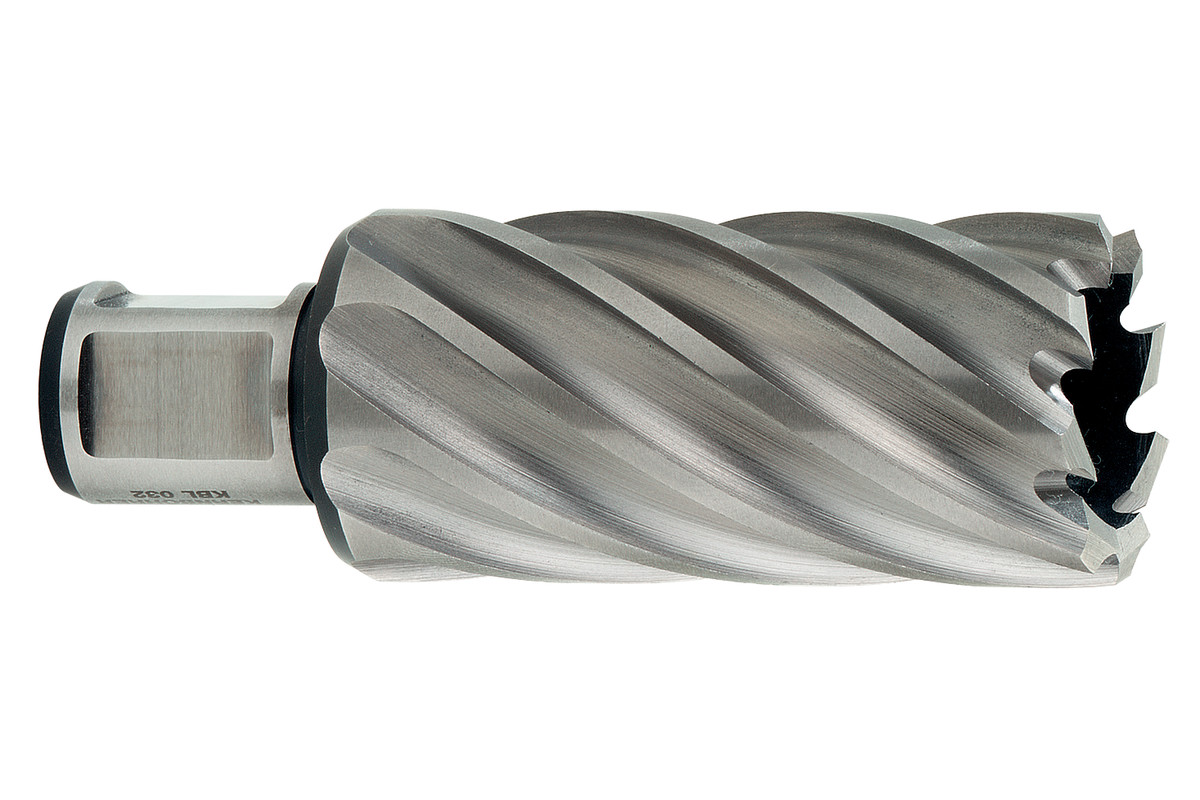
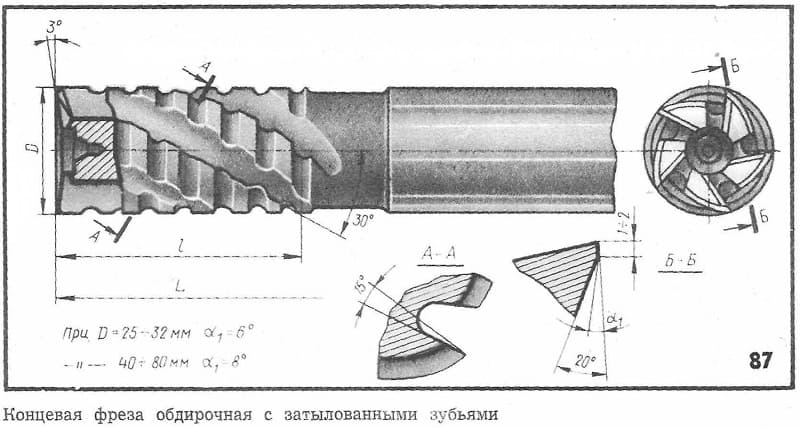
Конструкция концевых фрез
В общем виде концевая фреза представляет собой монолитный металлический цилиндр, состоящий из двух частей: поводка (хвостовика) для установки в оборудование и фрезерной части с расположенными по спирали режущими элементами (зубьями). Ее основные геометрические параметры — это общая длина, диаметр режущей части, а также диаметр, тип и длина хвостовика.
Хвостовики
В соответствии ГОСТ 53937-2010 концевые фрезеры в зависимости от их назначения и области применения могут выпускаться со следующими видами хвостовиков различных типоразмеров:
- гладкий цилиндрический;
- цилиндрический с резьбой;
- цилиндрические с несколькими видами лысок;
- с конусами Морзе, дополненными резьбой и лысками;
- с конусами 7:24 для ручной и автоматической смены инструмента;
- с полым конусом HSK для ручной и автоматической смены инструмента.
Для закрепления концевого фрезера в шпиндели и патроны с другими посадочными отверстиями применяют переходные втулки. На практике в обозначениях хвостовиков часто применяют сокращения, например, «фреза концевая к/х» означает «с конусным хвостовиком», а «КМ2» — это инструмент с конусом Морзе N2.
Режущая часть
Конструкция режущей части бывает двух типов: цельнометаллическая и со вставными режущими элементами. Режущие плоскости и разделяющие их канавки для отвода стружки огибают цилиндрическую поверхность по спирали в правом направлении (выпускается инструмент и с левым вращением). На их верхней части находится либо острая режущая кромка, либо ближе к ее концу закреплены вставные режущие пластины. Цельнометаллические фрезеры, как правило, изготавливают из быстрорежущей стали. Твердосплавные зубья с покрытием крепятся к корпусу концевого фрезера следующими способами:
- напайкой;
- эксцентриками;
- винтами;
- специальными болтами с клиновидной головкой.
Количество режущих плоскостей определяет сколько резов металла за один оборот (заход) совершает фрезерный инструмент. Самыми распространенными являются одно-, двух- и трехзаходные концевые фрезеры (их также называют «фрезы концевые одно- (двух-, трех- и т.д.) перьевые»). Концевые фрезеры с большим числом заходов применяется для чистовой обработки, а также для фрезеровки твердых и хрупких материалов.
Также дополнительные режущие поверхности имеют пазовые, копирные и шпоночные фрезеры.
Полезные приемы при сверлении
Чтобы делать ровные отверстия, без порчи оснастки, материала, можно воспользоваться несколькими приемами:
- Устанавливать шайбу с охлаждающей жидкостью на поверхности обрабатываемой заготовки. Так сверло будет равномерно смазываться в процессе сверления.
- Если нужно сделать отверстие дрелью в вертикальной поверхности, понадобится шарик, изготовленный из парафина. Он закрепляется напротив сверла.
- Работая на станке и электроинструменте, нужно выставлять низкие обороты. На больших оборотах не поможет даже охлаждающая смесь.
Обычная оснастка — неподходящий вариант для проведения работ. Металлические заусенцы, появившиеся после создания отверстия, требуется удалить наждачной бумагой.
Чтобы просверлить нержавеющую сталь, необходимо правильно выбрать оснастку. Для этого нужно разбираться в маркировке, посоветоваться с продавцом. Отдельным этапом является процесс сверления в домашних условиях. Для этого нужно потренироваться с ненужными заготовками, научиться использовать охлаждающую жидкость. Советы мастеров помогут не допустить ошибок.
Особенности и применение
Конструктивно концевые делятся на два вида: цельнометаллические (из твердых сплавов) и со вставными режущими элементами. Самыми распространенными являются монолитные твердосплавные концевые фрезеры. Они характеризуется высокой жесткостью, стабильностью параметров и оптимальным соотношением цены и технологических возможностей. Фрезеры с вставными режущими элементами из специальных сплавов с напылением используют при специальных режимах резания, например, фрезеровке по нержавейке, сплавам титана и другим сложным материалам.
Основная область применения концевого фрезерования — это продольная обработка плоскостей параллельных оси вращения инструмента. Типичным примером такой технологической операции является фрезеровка линейных и контурных пазов и канавок, формирование ступенчатых плоскостей, а также выборка прямолинейных и фигурных выемок различной глубины. При этом для глубоких поверхностей применяют фрезы концевые с цилиндрическим или коническим хвостовиком, удлиненные до нужного размера. Основные виды изделий, обрабатываемых концевым фрезерованием — это:
- плиты с линейными и Т-образными пазами;
- штампы и прессформы;
- плоские поверхности и зубчатые шестерни с канавками и выемками;
- шаблоны, матрицы, пуансоны;
- вала со шпоночными пазами;
- корпусные детали со сквозными окнами.
Размерные ряды концевых фрезеров определены государственными стандартами. Изделия из быстрорежущей стали с цилиндрическим хвостовиком имею размерный ряд 3-32 мм и устанавливаются на оборудование с помощью зажимных патронов и цанг. Инструмент среднего и большого диаметра выпускаются в диапазоне размеров 14-63 мм с хвостовиком в виде конуса и используются на промышленном оборудовании. Фрезы для станков с ЧПУ имеют свой размерный ряд — 14-50 мм.
Виды торцевых фрез
Вариантов данного инструмента достаточно много – в силу большого объема и актуальности тех задач, которые можно решить с его помощью. Все разнообразие разделяют по нескольким показателям, первый из которых – металл исполнения режущей части. Это может быть либо углеродистая сталь (чаще всего), либо минералокерамические сплавы (реже), либо алмазы (в ограниченных случаях – для шлифовки особо твердых поверхностей).
Следующий параметр – конструкция, по которой выделяют цельные или сборные модели. Первые монолитные, зубья расположены прямо в корпусе, у вторых вставные кромки. Посмотрите, как в каждом случае выглядит торцевая фреза, чертеж наглядно демонстрирует разницу.
Форма резцов – еще одни классификатор, и она может быть скругленной, прямо- и криволинейной (сложной). От геометрии зависит интенсивность влияния сил биения, а значит и износ. Наиболее долговечным считаются U-образные лезвия, поэтому они используются для черновых и получистовых операций.









Устанавливаться инструменты могут как на хвостовик – тогда они концевые, – так и в оправу со шпонкой – тогда они надсадные, удобные для съема металла с уступов и поверхностей из чугуна. Оба варианта исполняются из быстрорежущей стали, поэтому отличаются сравнительно хорошей прочностью. Качество крепления торцевых фрез при этом обычно одинаково высокое.
Теперь давайте рассмотрим инструменты по группам их применения.

Торцевые и плунжерные с углом в плане 10-65
Предназначены для растачивания под воздействием осевых сил резания и этим отличаются от традиционных, у которых характер нагрузок преимущественно радиальный. Могут похвастаться сравнительно низкой мощностью потребления и малым уровнем шума. Эффективны при обработке глубоких, узких, закрытых пазов, а также углов карманов (после проведения черновых операций).
В эту же категорию входят модели с малым главным углом, которые интересны тем, что существенно повышают подачу без перегрузок пластины за счет тонкой стружки. Главное – не приближать лезвие к позиции, перпендикулярной поверхности заготовки, ведь в таком случае придется значительно увеличивать глубину проникновения в материал.
Фрезы для обработки торцов с углом в плане 45
Классически распространены в общих случаях – из-за следующих особенностей:
- Уровень вибраций сравнительно низок даже при нежесткой настройке, что особенно удобно при значительных вылетах.
- Есть эффект уменьшения толщины стружки, за счет которого можно совершенно безопасно повысить производительность выполняемых операций.
С углом в плане 90
Инструменты для более специфических ситуаций – с их помощью обрабатывают:
- заготовки, закрепленные не жестко;
- детали с тонкими стенками;
- уступы под прямым углом (перпендикулярно оси).
Отличаются небольшими действующими силами, поэтому нашли достаточно широкое применение.
Значительно облегчают врезание под углом, поэтому подходят как для сложных случаев, так и для общей профильной обработки. Могут похвастать прочнейшими кромками, способными эффективно снимать даже слои жаропрочных сплавов категории ISO S. И это при плавном резании и сравнительно большой производительности. Сочетание столь полезных свойств и обусловило высокую степень универсальности данных инструментов.
Преимущества сверл корончатого типа
Корончатые сверла по металлу, если сравнивать их с обычными, отличаются целым рядом преимуществ.
- Конструкция кольцевых фрез для работ по металлу устроена таким образом, что вырезание отверстия выполняется по его контуру, для чего не требуется оборудование с приводом высокой мощности.
- Выполняя сверление с помощью кольцевой фрезы, можно получать отверстия с высокими показателями шероховатости внутренней поверхности. Этого не всегда можно добиться при использовании инструмента классической конструкции.
- Сверла корончатые устанавливают на оборудование различного типа. В частности, их применяют не только на сверлильных, но и на фрезерных и токарных станках.
- Сверла данного типа можно использовать в комплекте с другими инструментами, то есть выполнять с их помощью многоинструментальную обработку.
- Площадь соприкосновения режущих кромок корончатого сверла с обрабатываемым изделием довольно значительна.
- За один проход сверло корончатое позволяет удалять большое количество обрабатываемого материала.
- На то, чтобы переработать обрабатываемый металл в стружку, требуется значительно меньше затрат энергии и мощности используемого оборудования.
- За счет того, что кольцевые фрезы изготавливают из быстрорежущей стали, сверление с их помощью выполняется с высокой производительностью.
- Процесс сверления осуществляется не только с высокой скоростью, но и с исключительной точностью.
- Инструмент данного типа отличается высокой экономичностью и эргономичностью использования.
- Фрезы кольцевые создают минимальное количество шума при обработке.
- Высокую производительность использования такого инструмента также обеспечивает наличие большого количества режущих кромок на его рабочей части.
Кольцевое сверло позволяет получать в металлических изделиях сквозные отверстия, диаметр которых находится в интервале 12–150 мм.
Выбор инструмента
В качестве оснастки фрезерных станков используются различные фрезы. Это приспособления для резки, изготовленные из инструментальной стали высокой прочности. Есть множество признаков, согласно которым происходит классификация:
- по материалу их режущих элементов;
- по расположению режущих частей зубьев;
- по виду заточки зубьев;
- по направлению зубьев (винтовые, наклонные и т.д.);
- по конструкции изделия (составное, цельное, сборное);
- по виду крепления режущих элементов.
- по назначению – название резца созвучно с задачей фрезеровщика. Рассмотрим некоторые из разновидностей.
Для плоских поверхностей
В основном при обработке плоскостей применяются цилиндрические и торцевые фрезы, а также дисковые – для распиловки. Если инструмент в виде цилиндра, то он может быть нескольких типов – с цельными или сменными режущими краями. Крупные монолитные обычно применяются на первых стадиях металлообработки, при черновых работах, в то время как небольшие и разборные – для чистовой.
Торцевой резец больше подходит для протяженных заготовок. Тогда ее зубья могут быть по бокам – с торца. Если это большой складной инструмент, то его используют, соответственно, для широких поверхностей.
Использование твердосплавных резцов обязательно, если вы имеете удовольствие работать с плохо обрабатываемыми тугоплавкими материалами. Но стоит учесть, что понадобится защитная ширина и протяженность режущей кромки, тогда будет отходить хорошая стружка.
Для художественного фрезерования
Декоративные металлические вставки пользуются особенной популярностью в интерьере жилья или офисного помещения, но также такие элементы можно добавлять при проектировании автомобилей, при гравировке любых изделий, например, наручных часов, и в прочих случаях.
Режимы резания при фрезеровании концевыми или пазовыми фрезами идеально подходят для создания паза, канавки. Они могут иметь от 1 до 4 и более заходов, различную ширину и длину зубцов, сменные насадки или монолитные. Изготавливаются они из любого пригодного материала. Большое многообразие позволяет выбрать инструмент в зависимости от назначения. К слову, они подходят как для ручного управления станком, так и для числового.
Дисковые прекрасно справляются со множеством задач – начиная от грубой и быстрой распиловки, заканчивая тонкой, практически ювелирной работой по декоративному металлическому элементу.
Для обработки кромок
К сожалению, не каждый срез обладает идеальными характеристиками: гладкий, без зацепок и заусенцев, с правильным классом шероховатости и точности. То же касается всех углов – к ним сложно подобраться, по крайней мере не так легко, как к прямой поверхности. Для этого используют следующие насадки:
- Отрезная и шлицевая могут быть применимы для отделения одной части материала от основного массива.
- С помощью угловой можно обрабатывать углы и край. При этом есть две разновидности данного инструмента – с одной и двумя режущими кромками.
- Фасонная применяется для деталей с нестандартным и сложным изгибом – для круглых, вогнутых поверхностей. Очень часто используется для нарезания некоторого крепежного инструментария.
Обычно все из представленных видов имеют варианты с монолитным изготовлением из твердоплавкого сырья, а также складные – со съемными насадками. Первый вариант больше подходит для черновой металлообработки, а второй – для чистовой и тонкой.

Устройство кольцевого инструмента
Сверла этого типа могут быть изготовлены из одной металлической заготовки или в виде составную конструкции из нескольких элементов:
- полой рабочей коронки цилиндрической коронки с режущей кромкой;
- направляющего пилотного сверла;
- хвостовика для крепления в приводе;
- соединительных переходных винтов.
Состоит этот инструмент из:
- Рабочей части – это тонкостенная коронка, кромка которой покрыта алмазным напылением или заточенными зубьями.
- Корпус – переходной элемент, соединяющий рабочую часть с хвостовиком, который закрепляется непосредственно в дрели или сверлильном станке через стандартный патрон.
- Корпус коронки – изготавливают из стали марки 20, 30, 36.
- Хвостовик.
Разборной вариант сверла по бетону
Для того чтобы собрать инструмент из отдельных элементов пилотное сверло вставляют в хвостовик и фиксируют его положение при помощи винтов. После этого собранную пару закрепляют в корпусе коронки на винтовой резьбе.








Режущими элементами коронки являются специальные зубья, установленные по кромке, из твердых сплавов или алмазных композитов. Для эффективного отвода стружки и опилок во время работы на боковых стенках коронки могут быть предусмотрено наличие продольных канавок.
Внутренний диаметр отверстия в хвостовике может совпадать или быть больше диаметра направляющего пилотного сверла. Во втором случае остающийся диаметральный зазор позволяет обеспечить подачу смазочно-охлаждающей жидкости при установке инструмента на стационарном сверлильном станке.
Кольцевые сверла могут поставляться в собранном виде готовом к применению или в составе набора из нескольких отдельных элементов. Поставка комплектов позволяет сократить расходы в случае одновременного приобретения нескольких сверл. Хвостовики и пилотные сверла одинаковы для коронок различного диаметра. Поэтому общее количество деталей в комплекте можно уменьшить и общая стоимость набора снизится.
У имеющихся в широкой продаже кольцевых сверл рабочий диаметр зависит от вида материала, из которого изготовлена режущая коронка, и от типа ее конструкции.
Самые простые биметаллические сверла изготавливают из быстрорежущей высоколегированной стали HSS в виде полого цилиндра с зубьями на одной из сторон. Диапазон размеров возможного сверления отверстий от 14 до 210 мм. Изготовлены из быстрорежущей стали аналогом которой является Р6М5.
Более сложные и дорогие плоские твердосплавные корончатые сверла, предназначенные только для сверлильных станков, имеют рабочие диаметры от 16 до 150 мм. Изготовленные из единой металлической заготовки корончатые фрезы с боковыми спиральными канавками для отвода стружки могут иметь рабочий размер 12-120 мм.
Технические характеристики сверла указаны в его маркировке, которая должна содержать следующую информацию:
- торговая марка или название производителя инструмента;
- марку стали или вид материала режущих зубьев;
- геометрические данные, которые позволяют определить диаметр получаемого отверстия, предельную толщину обработки и размеры хвостовика.
Кроме этого при покупке кольцевого сверла необходимо учесть, для сверления каких материалов предназначен этот инструмент.
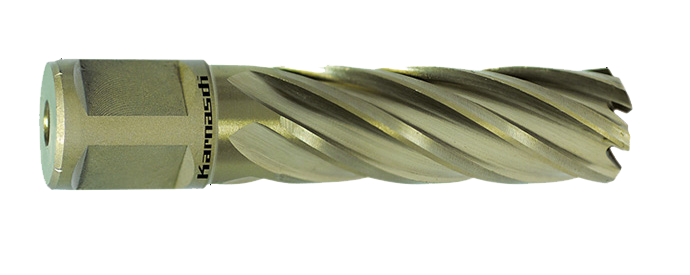
По сравнению со спиральными сверлами коронки по металлу являются дорогим и достаточно сложным в применении инструментом, поэтому они выпускаются довольно ограниченным количеством производителей. Высокую репутацию на российском рынке имеют корончатые сверла фирмы Karnasch, а также таких известных торговых марок, как Kornor, RUKO, Rotabroach, Bosch, ТИЗ и «Энкор».
При выборе коронки по металлу в первую очередь необходимо ориентироваться на производственные задачи, для решения которых она приобретается
Важно заранее представлять, по какому металлу или сплаву предстоит работать, каковы будут диаметр и глубина сверления, в также возможности своего электроинструмента в части мощности и типа посадочного гнезда
Все производители в своих каталогах приводят не только геометрические параметры и типы хвостовиков коронок по металлу, но также указывают, для сверления каких материалов он предназначен. Кроме того, в них можно найти рекомендуемые режимы резания и скорости расхода СОЖ. На рисунке ниже представлено описание корончатого сверла серии HARD-LINE с твердосплавными напайками и хвостовиком Weldon из каталога фирмы Karnasch.





