

3.2 Расчёт модулей зубчатых колёс
Ориентировочное минимально допустимое значение модуля m, мм. определим по
формуле:
где km – вспомогательный коэффициент; М1
– крутящий момент на шестерне, Н∙м; z1 – число
зубьев шестерни; kFβ –
коэффициент учитывающий неравномерность распределения нагрузки по ширине венца;
ψbd –
отношение ширины венца к начальному диаметру шестерни; yF1 – коэффициент учитывающий форму зуба.
Допустимое напряжение зубьев по изгибу σFP определяют по формуле
σ’FP – допускаемое напряжение зубьев по изгибу, МПа, соответствующее
базовому числу циклов перемены напряжений; kFL – коэффициент долговечности.
Ориентировочное минимально допустимое значение модуля:
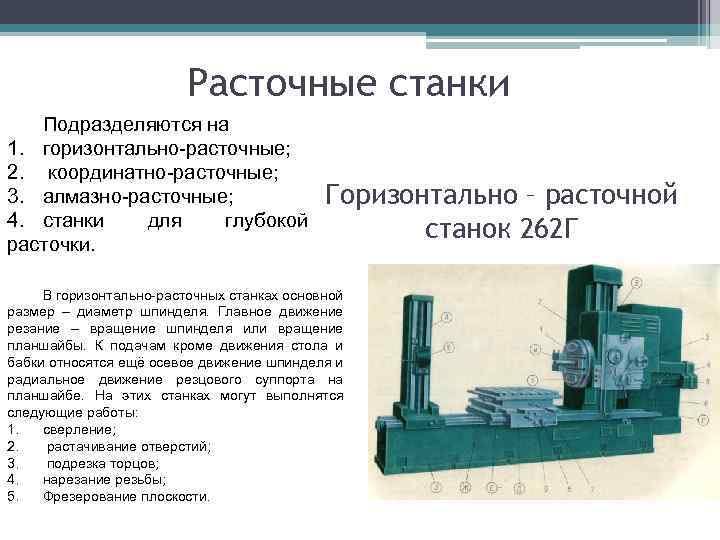
Расточные станки: назначение и сферы использования
Применяться такое оборудование может для выполнения таких операций, как:
- нарезание резьбы, внутренней и наружной;
- сверление отверстий глухих и сквозных;
- зенкерование;
- подрезка торцов заготовок;
- торцевое и цилиндрическое фрезерование и т. д.

Чаще всего это оборудование используется для чистовой или получистовой обработки. Однако бывает, что с его применением производят и чистовую. Корпус детали на таких станках обрабатывается редко, но иногда эта операция все же производится. Ремонт расточного станка выполняется примерно по такой же технологии, что и токарного. То же самое касается и особенностей эксплуатации. Конструкцию эти два типа станков имеют схожую. Как и многие другие специальные разновидности оборудования, предназначенного для обработки металлических и деревянных заготовок, расточный станок был когда-то сконструирован на основе именно токарного.
На что обратить внимание
Перед совершением покупки обращают внимание на ряд параметров, в частности:
- Размеры шпинделя;
- Максимально допустимый вес и размеры заготовок;
- Диаметр рабочего стола;
- Максимально возможный уровень перемещения по осям;
- Диапазон скоростей;
- Интервал подач;
- Мощность двигателя.
Мощность двигателя — один из важных показателей, от которого будет зависеть скорость обработки деталей.
Расточные станки принадлежат к специальному и востребованному оборудованию, незаменимы во многих случаях, особенно когда нужно добиться ювелирной точности и максимальной производительности. Если предприятие остро нуждается в механизмах такого типа, то сможет найти подходящие варианты на отечественном рынке без особых усилий.
Виды расточных работ
Такая технология подходит для обработки деталей и заготовок из различных видов стали, цветных металлов и их сплавов. К ней относятся сверление, чистовое фрезерование, зенкерование и развертывание отверстий, растачивание, снятие шероховатости и пр.
Технология проведения расточных работ предусматривает несколько способов обработки металла:
- Горизонтальная расточка. Выполняется на станках с горизонтальным размещением рабочего механизма. Применяется для крупногабаритных элементов. Современное оборудование может выполнять все стадии расточных работ по металлу — черновую и окончательную обработку.
- Наплавочный способ подходит для восстановления поврежденных деталей. Часто применяется для ремонта распределительных и цилиндрических валов, подшипников и т. д. Метод характеризуется высокой трудоемкостью и стоимостью.
- Расточные работы при обработке отверстий и пазов применяются в деталях, корпусах и элементах различных приспособлений.

Алмазно-расточной станок
335043 О П И С А Н И ИЗОБРЕТЕН И К АВТОРСИОМУ СВИДЕТЕЛЬСТВ юз Советск иалистическихРеспублик висимое от авт. свидетельстваявлено 06,Х.1970 ( 1481584/25-8 М. Кл. В 23 Ь 41/ заявкиприсоединени Комитет по делам изобретений и открытий при Совете Министров СССР,1972, Бюллетень13 публиковано та опубликования описания 15 Х.1972 Авторыизобретен ф. Дубиненко и В. Ш, Казацк явите АЛМАЗНО-РАСТОЧНОЙ СТАНОК 5 Известны алмазно-расточные станки с устройствами для копменсации тепловых деформаций. Однако в них должны быть установлены специальные охлаждающие агрегаты, кроме того, они не учитывают температурных 5 смещений в горизонтальной плоскости стола с установленной на нем обрабатываемой деталью, а также моста со шпиндельной головкой в случае смещения последней относительно вертикальной оси моста. 10Предлагаемый алмазно-расточный станок отличается от известных тем, что мост выполнен в виде плиты с направляющими скалками, каждая из которых соединена с фиксирующим устройством, управляемым сигналами, посту пающими от регистрирующих несоосность осей шпиндельной головки и обрабатываемой детали датчиков.Указанные отличия позволяют компенсировать горизонтальные смещения оси обрабаты ваемой детали путем получения разнонаправ ленных и регулируемых переметцений оси шпиндельной головки.На чертеже представлена схема предлагаемого станка, 2 Станок состоит из станины 1, подвижного стола 2, шпиндельной головки 8, установленной на мосту 4 с направляющими скалками 5 (по две с каждой стороны моста).Каждая направляющая скалка 5 входит в 30 упругую гидропластную втулку б, смонтированную в выступах 7 станины 1. На станине 1 мост 4 крепится при помощи фиксирующих устройств, состоящих, например, из четырех гидроцилиндров 8 с,пружинами 9 и поршнями 10 проставок 11 и гидропластных втулок б,Направленные температурные смещения оси шпиндель ной головки осуществляются следующим образом: с пуском станка масло подается в верхние полости двух, например левых, гидроцилиндров 8, в результате чего освобождаются левые направляющие скалки 5 моста 4.Ось шпиндельной головки 8 смещается в горизонтальной плоскости в результате температурных деформаций моста 4 влево в сторону освобожденных направляющих скалок 5, Когда смещение оси шпиндельной головки достигнет установленной величины, датчик, регистрирующий это смещение, подает сигнал на отключение масла от левых цилиндров 8, вследствие чего левые направляющие скалки 5 будут вновь зафиксированы усилиемпружины 9.При необходимости смещения оси шпиндельной головки 8 вправо масло подается к правым гидроцилиндрам 8, произойдет освобождение правых направляющих скалок 5 моста 4, Теперь ось шпиндельной головки 8 будет смещаться вправо вместе с расширяю335043 датчиков, на станине которого установл н мост, несущий шпипдельную головку, отличающийся тем, что, с целью компенсации горизонтальных смещений оси обрабатываемой 5 детали путем получения разнонаправленныхи регулируемых перемещений оси шпиндельной головки, мост выполнен в виде плиты с направляющими скалками, каждая из которых соединена,с фиксирующим устройстзом, 10 управляемым, сигналами, поступающими стрегистрирующих несоосность осей шпиндельной головки и обрабатываемой детали датчиков.2. Станок по п. 1, отличающийся тем, что 15 фиксирующее устройство выполнено, например, в виде гидроциливдра с,подпружиненным поршнем и установленной в выступах станины гидропластной втулки, во внутреннее отверстие которой входит направляющая 20 скалка. оставитель Г, Довиа Корректор Т. Китае Текр урилко ри акт аказ 1401/8 Изд.593 ЦНИИПИ Комитета по делам изобретений Москва, Ж, Раупунова,я, п нп щимся в эту сторону мостом 4, т. е. в процессе работы станка можно смещать ось шпиндельной головки 3 в горизонтальной плоскости относительно первоначального положения вправо и влево на величину, определяемую датчиком и равную смещению оси обрабатываемой детали.В качестве фиксирующих устройств можно применить любое другое известное приспособление. Также ясно, что скалки,в этом случае могут быть выполнены не цилиндрической формы, а их число — другим
Важно только, чтобы мост имел возможность направленного горизонтального перемещения, управляемого с помощью датчиков и фиксирующих устройств.Предмет изобретения1. Алмазно-расточной станок с компенсацией гемпературных смещений по сигналам Тираж 448 Подписноеоткрытий при Совете Министров СССРая наб., д. 4/5 Смотреть
4/5 Смотреть
Вертикально-сверлильные станки
Предприятия «Электротехмаш» поставляют на отечественный рынок металлообрабатывающего оборудования сверлильные станки, представленые на рис. 2, технические характеристики которых приведены в табл. 1.
Настольные сверлильные станки и сверлильные станки на колонне предназначены для сверления отверстий в различных материалах диаметрами ..32 мм, в зависимости от модели. Настольные станки устанавливают на верстаке и крепят к нему болтами. Вращение шпинделя передается от электродвигателя клиноременной передачей. Конструкция рабочего стола обеспечивает возможность поворота вокруг горизонтальной оси на угол 45 влево и вправо.
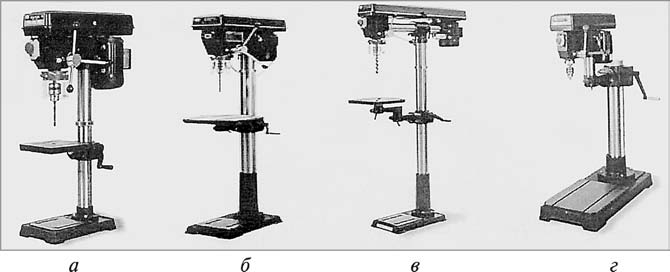
Рис. 2. Сверлильные станки моделей: а — ЭТМ4116; б — ЭТМ4119; в — ЭТМ3116; г — ЭТМ3119
Таблица 1. Сверлильные станки «Электротехмаша»
| Параметры | Модели станков | |||
| ЭТМ 4116 Q | ЭТМ4116 | ЭТМ 4119 | ЭТМ 4119М | |
| Максимальные, мм: диаметр сверления | 16 | 16 | 20 | 20 |
| высота заготовки | 254 | 330 | 356 | 356 |
| Размер патрона, мм | 3…16 | 3…16 | 3…16 | 3…16 |
| Ход шпинделя, мм | 60 | 80 | 80 | 80 |
| Частота вращения шпинделя, мин–1 | 210…2580 | 210…3340 | 120…3000 | 140…3600 |
| Количество скоростей шпинделя | 12 | 16 | 16 | 16 |
| Общая высота станка, мм | 840 | 960 | 980 | 1630 |
| Мощность, Вт | 450 | 550 | 650 | 650 |
| Напряжение | 220 | 220 | 220 | 380 |
| Масса станка, кг | 37 | 53 | 70 | 80 |
Пользуются повышенным спросом вертикально-сверлильные станки промышленной группы «АСВ-Техника» (рис. 3, табл. 2).
Таблица 2. Технические характеристики вертикально-сверлильных станков
| Модель | Диаметр сверления, мм | Расстояние от шпинделя до плиты, мм | Вылет шпинделя, мм | Частота вращения шпинделя, мин–1 | Мощность привода, кВт | Габариты (Д Ш В), мм | Масса, кг |
| ЗИМ445-01 | 6 | 250 | 170 | 1500…15 000 | 0,18 | 635x395x920 | 80 |
| 2М112 | 12 (патрон 16) | 400 | 200 | 450…4500 | 0,55 | 795x370x950 | 120 |
| 2С125 | 25 | 1210 | 320 | 90…1400 | 1,3 | 800x500x2050 | 450 |
| 2С132 | 50 (М33) | 1000 | 300 | 31,4…4000 | 4,0 | 1105x850x3000 | 1200 |
| ЗИМ449 резьбонарезной | М8 | 240 | 220 | 520…790 | 0,55 | 760x380x660 | 80 |
| 2С132Л | 50 (М33) | 750 | 300 | 31,5…4000 | 4,0 | 1080x1470x3000 | 1400 |
Универсальный вертикально-сверлильный станок модели 2С50 предназначен для обработки деталей из различных конструкционных материалов в условиях единичного и мелкосерийного производства. Имеющийся на станке преобразователь частоты предназначен для преобразования одноили трехфазного напряжения с постоянной частотой 50 Гц в трехфазное напряжение переменной частоты в диапазоне 0,2…400 Гц. Это свойство преобразователей частоты делает возможным их широкое применение для бесступенчатого регулирования скорости асинхронных электродвигателей, главного движения для вращения шпинделя, что позволяет вести обработку различных материалов с максимально выгодными режимами резания. Станок модели 2С50 позволяет выполнять операции сверления, зенкерования, зенкования, растачивания, нарезания резьбы метчиками.
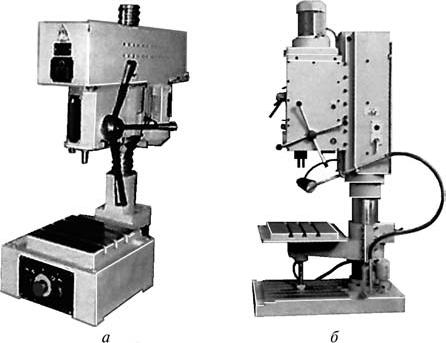
Рис. 3. Вертикально-сверлильные станки моделей: а — 2М112; б — 2С132Л
Технические характеристики станка 2С50
| Диапазон сверления в стали, мм | 3—50 (60)** |
| Диапазон нарезаемой резьбы | М3—М33 |
| Размер рабочей поверхности подъемного стола, мм | 500 500 |
| Количество Т-образных пазов | 3 |
| Ширина Т-образного паза | 18Н12 |
| Наибольшее расстояние от торца шпинделя до стола, мм | 750 |
| Подъем стола, мм | 300 |
| Расстояние от оси шпинделя до колонны, мм | 300 |
| Конус шпинделя | Морзе 4 (5)* /Мorse 4 (5)* |
| Перемещение пиноли шпинделя, мм | 250 |
| Количество частот вращения шпинделя | Регулирование бесступенчатое |
| Диапазон частот вращения шпинделя, мин–1 | 0…4000 |
| Крутящий момент, не более, Н · м | 400 |
| Осевое усилие на шпинделе, не более, Н | 15 000 |
| Количество механических подач шпинделя | 9 |
| Диапазон механических подач шпинделя, мм/об | 0,1; 0,14; 0,2; 0,28; 0,4; 0,56; 0,8; 1,12; 1,6 |
| Мощность двигателя главного движения, кВт | 4 |
| Установочное перемещение сверлильной головки, мм | 170 |
| Наибольшая масса заготовки, кг | 600 |
| Наибольшая высота заготовки, мм | 600 |
| Масса станка, кг | |
| с упаковкой | 1500 |
| без упаковки | 1200 |
| Габаритные размеры, мм: с упаковкой | 1350x1100x2560 |
| без упаковки | 870 1110 2500 |
*— опция. ** — при минимальных подачах и оборотах.










1 Расточный станок — возможности, принцип работы
Группа расточных агрегатов имеют характерную особенность, их шпиндель, закрепленный в горизонтальной (реже — вертикальной) плоскости, совершает осевое перемещение по направлению к обрабатываемой детали. В посадочном гнезде шпинделя фиксируется рабочий инструмент, от типа которого непосредственно зависят функциональные возможности станка.
Современные расточные агрегаты способны выполнять следующие технические операции:
- растачивание;
- зенкерование;
- сверление;
- нарезка резьбы (внутренняя и наружная);
- обтачивание;
- фрезерование (торцевое и цилиндрическое);
- подрезка торцов.
По сути, данные станки представляют собой универсальное многофункциональное оборудование, способное полноценно заменить несколько металлообрабатывающих установок.
Тяжелый горизонтально-расточный станок
Ключевым параметром любого расточного станка является диаметр шпинделя, несущего основной рабочий инструмент. В зависимости от него все агрегаты классифицируются на три группы: малые (диаметр 50-125 мм), средние (100-200 мм) и тяжелые (200-320 мм).
Вращение шпинделя является главным движением станка, тогда как движение подачи, в зависимости от конструктивных особенностей оборудования, может сообщаться либо обрабатываемой детали либо режущему инструменту. Перемещение инструмента может быть осевым, радиальным либо вертикальным, движение деталей происходит за счет перемещения рабочего стола.
1.1 Особенности конструкции
В зависимости от конструктивных особенностей все расточные агрегаты разделяются на две группы: горизонтальные и вертикальные. Наиболее распространенным является вертикально расточной станок, рассмотрим его типовую конструкцию на примере популярной модели 2Е78П.
- рабочие шпиндели (1, 2, 3, 4, 5);
- блок управления (6);
- панель электроаппаратуры (7);
- несущая колонна (8);
- рабочий стол (9);
- основание (10);
- отсчетное устройство (11);
- парная коробка скоростей и подач (12);
- бабка шпинделя (13);
- освещение рабочего места (14);
- пульт управления электрооборудованием (15).
Схема конструкции 2Е78П
Характерной особенностью отделочно-расточного станка 2Е78П является возможность установки сменных шпинделей разных диаметров — 120, 78 и 48 мм, что увеличивает диаметр растачиваемых отверстий. Резцы фиксируются на шпинделе посредством прижимного вента, в отверстие, расположенное на торце резцовой головке шпинделя, монтируется центроискатель (в 2Е78П используется центроискатель индикаторного типа). Центроискатель представляет собой вспомогательный инструмент в виде накладного шаблона, позволяющий точно совместить оси резца и растачиваемого отверстия.
Рабочий стол 2Е78П состоит из двух блоков: нижних салазок, поперечно перемещающихся по направляющим станины, и непосредственно панели стола, двигающейся в продольном направлении по салазкам. На передней стенки панели размещена линейка для точного позиционирования стола. Его установка и перемещения выполняются вручную посредством маховиков.
Шпиндельная бабка является одним из ключевых узлов агрегата, она состоит из двигателя, шпинделя, и соединяющей их клиноременной передачи. Внутри корпуса бабки ребрами корпуса сформирована масляная ванна, в которой находятся вращающиеся валы.
2Е78П
На отделочно-расточный станок 2Е78П и другие модели средних и тяжелых агрегатов устанавливается зубчатая коробка передач. В данной модели она дает 12 скоростей вращения шпинделя и 4 скорости рабочих подач шпиндельной бабки. Также предусмотрена обгонная муфта для ускоренного перемещения бабки напрямую от привода.
Все расточные станки комплектуются устойчивыми к перегрузкам движками асинхронного типа, коллекторные моторы можно встретить лишь в низкокачественном китайском оборудовании. В модели 2Е78П установлено 3 движка, один из которых отвечает за перемещение шпиндельной бабки, второй — за ее ускоренное перемещение, и третий — за перемещение рабочего стола.
Мобильные расточные станки
Главная / Продукция / CLIMAX / Мобильные расточные станки
Мобильные (портативные) расточные станки Climax предназначены для токарной обработки внутренних цилиндрических поверхностей диаметром от 38 мм до 3000 мм, торцевых плоских поверхностей диаметром до 2500 мм, (расточки вала, блока, цилиндра) с точностью, качеством и скоростью, как современные высокоточные стационарные станки.
Специально разработанные крепления со сферическими подшипниками, самоцентрирующиеся монтажные конусы, подвижные приводы вращения и подачи упрощают монтаж и настройку, и позволяют применять данное портативное оборудование для работы в любом пространственном положении, условиях ограниченного пространства.
Все модели портативных расточных станков CLIMAX могут комплектоваться электрическим, пневматическим или гидравлическим приводом вращения расточной штанги, мобильными автоматическими наплавочными комплексами, высокоточными системами позиционирования и юстировки.
- Диаметр расточной штанги — 31,8 мм
- Диаметры растачивания — 38,1-127 мм
- Осевой ход — 254 мм
- Крутящий момент на расточной штанге — 54,2 Н·м
- Диаметр расточной штанги — 44,5 мм (31,8 мм опционально)
Диаметры растачивания — 38,1-254 мм
Осевой ход — 609,6 мм
Крутящий момент на расточной штанге — до 565,4 Н·м
- Диаметр расточной штанги — 57,2 мм (44,5 мм, 31,8 мм опционально)
Диаметры растачивания — 38,1-609,6 мм
Осевой ход — 914,4 мм
Крутящий момент на расточной штанге — до 1036 Н·м
- Диаметр расточной штанги — 63,5 мм (47,6 мм опционально)
Диаметры растачивания — 50,8-106,7 мм
Максимальный ход — длина штанги
Крутящий момент на расточной штанге — 88,1 Н·м
Тип привода — пневматический, гидравлический
- Диаметр расточной штанги — 88,9 мм
Диаметры растачивания — 152,4-1069,3 мм
Максимальный ход — длина штанги
Крутящий момент на расточной штанге — до 2467,6 Н·м
- Диаметр расточной штанги — 127 мм
Диаметры растачивания — 260,4-1587,5 мм
Максимальный ход — длина штанги
Крутящий момент на расточной штанге — до 3930 Н·м
- Диаметры расточной штанги — 203,2 мм
Диаметры растачивания — 459,7-2481,6 мм
Максимальный ход — длина штанги
Крутящий момент на расточной штанге — до 8227 Н·м
Применение мобильных расточных станков:
- Мобильный расточной станок BB5000
- Мобильный расточной станок BB4500 (Восстановление отверстия в очистном комбайне Eickhoff)
- Мобильный расточной станок BB4500 (Восстановление отверстий в проушинах ковша Liebherr)
Заявка отправлена.
Скоро наш менеджер свяжется с вами.
nt-tools.ru
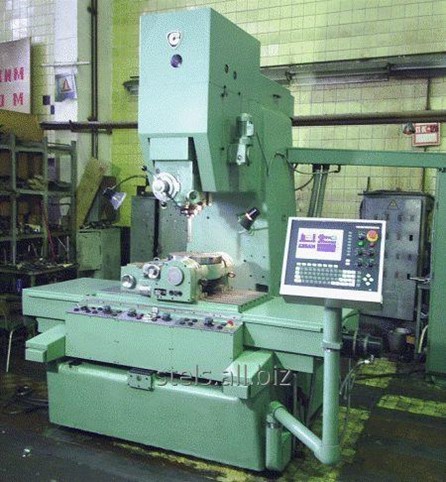
2Е450АФ1 станок координатно-расточный одностоечный с оптической системой отсчёта координат по осям X и Y. Назначение и область применения
Серийное производство координатно-расточного станка 2Е450АФ1 началось в 1980 году. Модель 2Е450АФ1 пришла на смену станку .
Координатно-расточный станок 2Е450АФ1 (2Е450АФ1-1) предназначен для обработки отверстий с точным расположением осей, размеры между которыми заданы в прямоугольной системе координат чистового и получистового фрезерования плоскостей, расположенных вдоль осей X и У торцовыми и концевыми фрезами.
Поставляемые со станком поворотные столы позволяют производить обработку отверстий, заданных в полярной системе координат, а также взаимно перпендикулярных и расположенных под различными углами отверстий и плоскостей.
На станке 2Е450АФ1 (2Е450АФ1-1) также могут выполняться: нарезание резьбы, разметка и проверка линейных размеров на деталях, в частности, межцентровых расстояний.
На станке можно выполнять сверление, легкое (чистовое) фрезерование, разметку и проверку линейных размеров Станок снабжен поворотными столами, что дает возможность производить обработку отверстий, заданных в полярной системе координат, наклонных и взаимно перпендикулярных отверстий и проточку торцовых плоскостей.
Станок 2Е450АФ1 (2Е450АФ1-1) используется для работ в инструментальных цехах (обработка кондукторов и приспособлений) и в производственных цехах для точной обработки деталей без специальной оснастки.
Станок оборудован оптическими экранными отсчетными устройствами, позволяющими отсчитывать целую и дробную части координатного размера. В условиях нормальной эксплуатации станок обеспечивает точность установки межцентровых расстояний в прямоугольной системе координат — 0,004 мм и в полярной системе — 5 угловых секунд. Точность расстояний между осями отверстий, обработанных в нормальных для координатного растачивания условиях, 0,006 мм.
Установка оси отверстия на изделии относительно оси шпинделя на требуемую координату осуществляется движением стола или салазок, перемещение которых контролируется специальным оптическим устройством. Последнее базируется на точных линейках, закрепляемых в одном случае на столе (подвижная линейка), в другом — на станине (неподвижная линейка). Линейка стола имеет 1000 высокоточных делений через 1 мм, линейка станины — 630 делений. Штрихи делений проектируются на матовый экран с 75-кратным увеличением. Для оценки сотых долей одного интервала линейки в плоскости экрана имеется шкала со 100 делениями. Для получения отсчета большой точности на экране имеется дополнительная шкала, позволяющая производить отсчет до 0,001 мм.
Вращение шпинделя осуществляется от регулируемого электропривода переменного тока через трехступенчатую коробку скоростей. Подачи шпинделя осуществляются бесступенчато при помощи фрикционного вариатора. Имеется механизм автоматического отключения подачи шпинделя на заданной глубине.
В станке предусмотрены ручной зажим стола, салазок и шпиндельной бабки.
Станок снабжен устройством предварительного набора координат. Фрезерование можно производить как при ручном управлении станком, так и с использованием устройства предварительного набора координат.
Конструктивные особенности станка
- Установка более мощного привода главного движения
- Увеличение жесткости корпусных деталей приводов стола и салазок
- Применение более мощных приводов подачи
- Расширение диапазона рабочих подач и частоты вращения шпинделя
- Применение устройства предварительного набора координат (УПНК), позволяющего сократить время позиционирования стола и салазок
- Исполнение приводов подач с шариковой винтовой парой в качестве конечного звена
- Привод перемещения стола и салазок осуществляется от регулируемых высокомоментных электродвигателей постоянного тока, которые допускают широкий диапазон регулирования скорости
- Отсчетная система станка — экранная оптическая с точными стеклянными масштабами. Выносное оборудование связано со станком готовой электропроводкой со штепсельными разъемами
Корректированный уровень звуковой мощности LpA не должен превышать 93 дБА.
Класс точности станка А по ГОСТ 8—71.
Станок соответствует высшей категории качества.
Проектная организация — Московский завод координатно-расточных станков.
Год принятия станка к серийному производству — 1980.
Станок 2А614-1. Горизонтально-расточной. Руководство по эксплуатации электрооборудования..
Данное руководство по эксплуатации электрооборудования горизонтально -расточного станка 2А614-1 содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта.
Общие сведения
Первоначальный пуск станка
Описание электрической схемы
- Главный привод
- Привод подачи
- Управление подачей
- Привод насоса смазки
- Привод поворотного стола
- Привод люнета задней стойки
Защиты и блокировки в схеме управления станком
- Защита электродвигателей М1 и М3
- Защита и блокировки в схеме управления приводом подач
- Защита электродвигателей вспомогательных приводов и цепей управления
- Блокировка дверей электрошкафа
Специальные режимы
- Контурное фрезерование
- Одновременное перемещение нижних саней и шпинделя
- Нарезание резьбы
Указание по монтажу и эксплуатации
Инструкция по эксплуатации электрооборудования
- Уход за электрооборудованием
- Обслуживание электрических машин
- Уход за электроаппаратурой
- Наладка станка
- Возможные неисправности и методы их устранения
- Указания мер безопасности
- Технические характеристики электрооборудования
Назначение и классификация сверлильно-расточных станков
Сверлильные станки предназначены для выполнения следующих работ:
- сверление сквозных и глухих отверстий (рис. 1, а), при этом обеспечивается возможность получения параметра шероховатости поверхности не ниже 12—13-го квалитета и Ra = 6,3…15 мкм;
- рассверливание отверстий — увеличение диаметра спиральным сверлом (см. рис. 1, б);
- зенкерование, позволяющее получить более высокий квалитет и меньшее значение параметра шероховатости поверхности отверстий по сравнению со сверлением (см. рис. 1, в) — точность 11— 13-й квалитет, Ra = 10…15 мкм;
- растачивание отверстий, осуществляемое резцом на сверлильном станке (см. рис. 1, г);
- зенкование, выполняемое для получения у отверстий цилиндрических и конических углублений и фасок для головки болтов и винтов (см. рис. 1, д); развертывание отверстий, применяемое для получения необходимых параметров точности (7—11-й квалитет) и шероховатости, Ra = 1,25…15 мкм (см. рис. 1, е);
- выглаживание, производимое специальными роликовыми оправками, или развальцовывание, имеющее назначение уплотнения — сглаживания гребешков на поверхности отверстия после развертывания деталей из дюралюминия, магниевых сплавов и др. (см. рис. 1, ж);
- нарезание внутренней резьбы метчиком (см. рис. 1, з); при использовании комбинированного инструмента получают сложные поверхности;
- цекование — подрезание торцов наружных и внутренних приливов и бобышек (см. рис. 1, и).
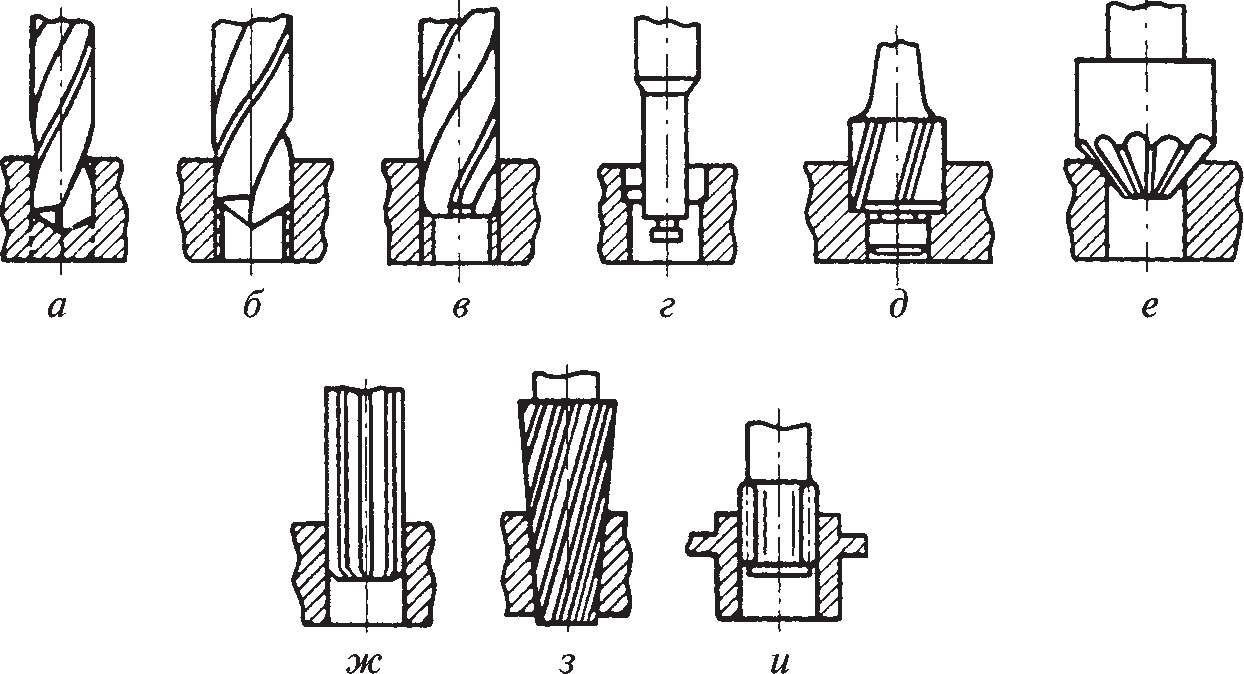
Рис. 1. Работы, выполняемые на сверлильных станках: а — сверление отверстий; б — рассверливание; в — зенкерование; г — растачивание; д — зенкование; е — развертывание; ж — выглаживание; з — нарезание внутренней резьбы; и — цекование
Кроме перечисленных видов работ на данных станках выполняют и другие операции.
Основные типы сверлильно-расточных станков: вертикально-сверлильные одно- и многошпиндельные; радиально-сверлильные; горизонтально-сверлильные для глубокого сверления и горизонтально-центровальные.
Сверлильно-расточные станки по классификатору отнесены к второй группе, внутри которой их делят на следующие типы (см. табл. 1.5): 1 — вертикально-сверлильные; 2 — одношпиндельные полуавтоматы; 3 — многошпиндельные полуавтоматы; 4 — координатно-расточные; 5 — радиально-сверлильные; 6 — горизонтально-расточные; 7 — алмазно-расточные; 8 — горизонтально-сверлильные; 9 — разные сверлильные.








Разновидности машин
Многоосевые системы находят применение не только для изготовления отверстий и металлообработки. Координатное управление может быть реализовано под следующие цели:
- По аналогичному принципу строится координатно-шлифовальный станок.
- Система печати плат может иметь аналогичную структуру.
- Автоматика покраски автомобилей и других деталей.
- Наполнение форм различными материалами проводится по координатной сетке.
На основе уже готового станка существует множество решений под узкие задачи в производстве. Специалисты компаний производителей способны доработать некоторые модели и снабдить роботами, компрессами для удержания деталей либо осуществить более сложный проект.
Принципы работы и обслуживание
Характерная особенность любого станка – фундамент. Даже если это горизонтальный фрезерно-расточной станок с ЧПУ – как «интеллигентный» вариант для изготовления уникальных деталей ручной работы: все должно быть закреплено надлежащим образом.
Фундаментальное основание, защита зоны обработки от внешнего воздействия, оператора станка от стружки, надежное питание, подача воды, … и расточные станки, расточных станках и их модификациях, компонентах и их качествах. Все в комплексе определяет качество изготавливаемого изделия и долгий срок службы.
Принцип работы и принцип обслуживания горизонтально-расточного станка един: паспорт, чертеж установки, строго горизонтальный, на горизонтали уровень для контроля, точное соблюдение инструкции по установке режущего инструмента, закреплению детали, выбору передачи и пр.
Чек-листы требований:
- по установке;
- по обслуживанию;
- включения в работу;
- обработка каждой заготовки
Желательно строго соблюдать и не рассчитывать на память. Пока движения оператора не будут доведены до автоматизма, и он не будет ощущать горизонтальный фрезерно-расточной станок как часть своей полной компетенции достижение требуемого качества и производительности будет находится под вопросом.
Расточной станок с ЧПУ требует для своего обслуживания и использования также квалифицированного специалиста по настройке и программированию, особенно при смене производства, при переходе на другие заготовки, иной режим выпуска изделий. Горизонтально-расточной станок с поворотным столом дополнительно нуждается в уходе и наблюдении за столом.
Ремонт горизонтально-расточных станков следует делать соответственно инструкции по эксплуатации: текущий, плановый, капитальный. В установленных техническими регламентами случаях, приглашать специалистов предприятия изготовителя.
Важно придавать серьезное значение процессу: обработка изделий – это небезопасная процедура, строгое соблюдение техники безопасности имеет значение. На одной сверлильно фрезерной операции можно элементарно нанести вред уникальной заготовке или сломать дорогостоящую фрезу – достаточно не соблюсти режим подачи шпинделя, выбранную скорость вращения или перемещение стола
Горизонтальный фрезерно-расточной станок с ЧПУ – оборудование, предполагающее квалифицированное использование, стабильную подачу электроэнергии, воды, проверку движущихся элементов, их смазку, очистку рабочей области от загрязнений, контроль качества износа режущего инструмента.
https://youtube.com/watch?v=1ryS-FjhmYw
Ремонт горизонтально-расточных станков – не менее ответственное мероприятие, чем работа на них, как правило, капитальные ремонты выполняют представители предприятия изготовителя, но текущий ремонт и обязательное соблюдение всех регламентов обслуживание прерогатива специального персонала и непосредственно оператора станка.
3.4 Проверочный расчёт валов
Проверочный расчёт выполним для наиболее нагруженного вала 4
коробки скоростей.
Выполним расчёт усилий нагружения вала и реакции в опорах.
Согласно схеме нагружения на вал в вертикальной плоскости действует окружная
сила:
H, где
T – крутящий момент,
dω – диаметр делительной окружности колеса,
мм
H, где
α – угол зацепления.
Рассчитаем нагрузки в вертикальной плоскости:
Реакции в опорах:

Направление реакций в опорах определены верно. Строим эпюру
изгибающих моментов в вертикальной плоскости.
Рассчитаем нагрузки в горизонтальной плоскости.
Реакции в опорах:
Направления реакций в опорах определены верно. Строим эпюру
изгибающих моментов в горизонтальной плоскости.
Осевая сила на данный вал не действует.
Строим эпюру суммарного изгибающего момента:
1)
2)
Полные реакции в опорах:
1) 
2)
Определим действительные напряжения в опасных сечениях. На
прочность валы рассчитывают по формуле:
где
Mпр – приведенный момент;
W – момент сопротивления в опасном сечении, мм³
[σизг] – допускаемое
напряжение, МПа
Определим приведенный момент:
, где
Мизг – максимальный изгибающий момент в опасном
сечении,
Опасным сечением является ступень вала между зубчатыми колёсами.

Момент сопротивления круглого вала найдём по формуле:
Действительное напряжение не превышает допускаемого,
следовательно, условие прочности выполняется.
Рисунок 5 Расчётная схема вала
3.5
Выбор и расчёт подшипников
Определим действительную динамическую грузоподъемную силу
наиболее нагруженного подшипника на шпинделе:
С – динамическая грузоподъёмная сила, кН;
Q – приведенная нагрузка на подшипники, кН;
n – частота вращения вала, мин-1;
h – требуемая долговечность (ресурс) подшипника;
ɑ – показатель степени (для шарикоподшипников ɑ=10/3).
Долговечность подшипника h
ориентировочно можно принимать равной 10000 ч. .







Приведенную нагрузку для радиальных шарикоподшипников и
радиально-упорных шарико- и роликоподшипников определим по формуле:
, где
R – расчётная радиальная нагрузка, действующая на подшипник, кН,
равная по величине суммарной опорной реакции;
А – расчётная осевая нагрузка на подшипник, кН;
m – коэффициент приведения осевой нагрузки к радиальной;
практически для основных типов подшипников, применяемых в коробках скоростей станков,
можно принять m=1,5;
kδ – коэффициент, учитывающий влияние
характера нагрузки на подшипник (для коробок скоростей можно принять kδ=1…1,2);
kk – коэффициент вращения, равный 1 при
вращении внутреннего кольца и 1,2 при вращении наружного кольца.
KT – температурный коэффициент, который
равен1.
Получаем:
кН
 кН
кН
По ГОСТ 8338 подшипник 204 имеет динамическую грузоподъёмность
равную 13 кН. Следовательно условие применения данного подшипника в коробке
скоростей удовлетворяется.





