

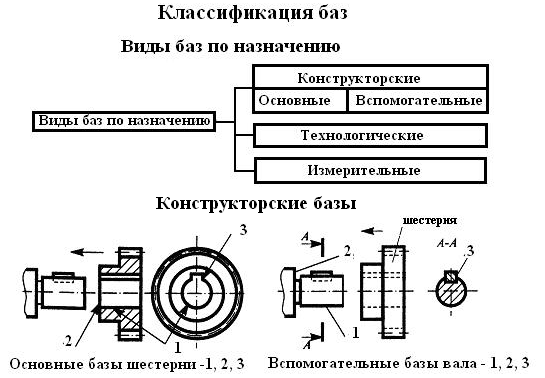
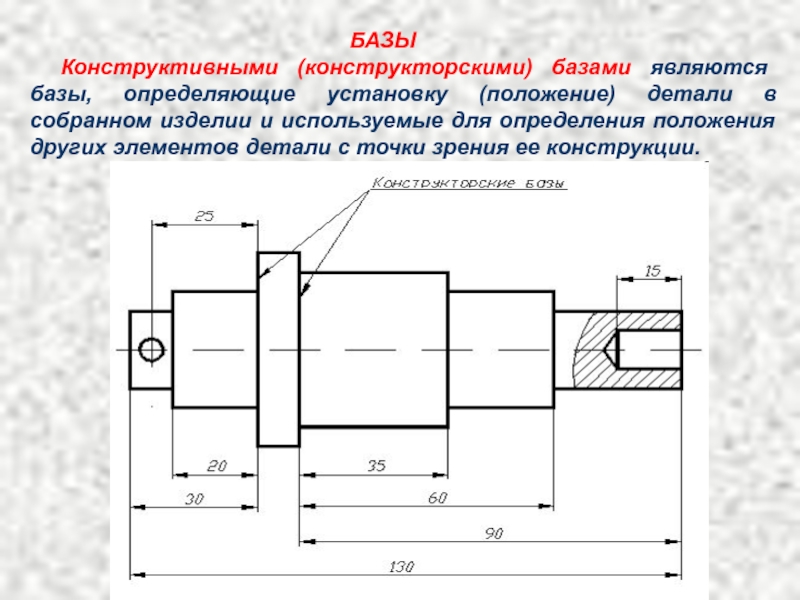
Базирование деталей типа дисков
Заготовки в форме диска представляют собой предмет в виде круга или низкого цилиндра. Они обладают небольшой длиной и 2 плоскостями симметрии. Из-за необычного строения возникают сложности во время обработки торцов дисковых изделий. Торцовые поверхности являются параллельными, они пересекаются с осью отверстия под углом 90°. Производятся диски из листового проката при помощи отрезания или воздействия ацетилено-кислородного пламени.
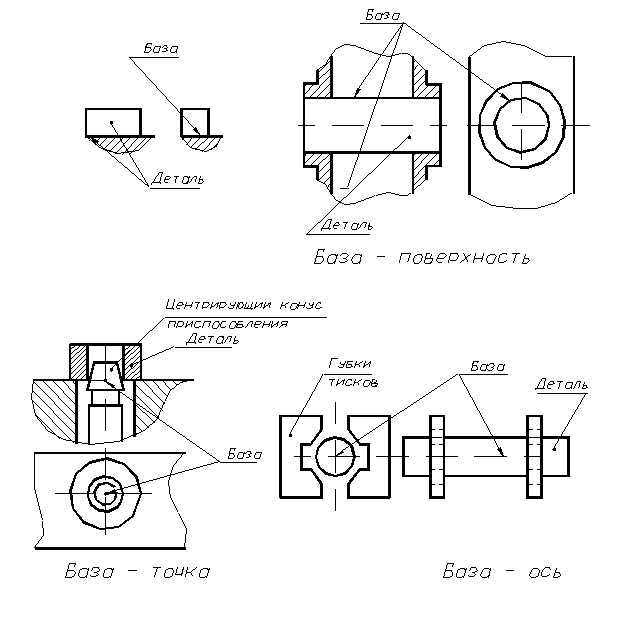
Центрирование производится при помощи самоцентрирующих кулачков. На ось с цилиндрической поверхностью накладываются 2 связи, что не позволяет заготовке свободно перемещаться по осям абсцисса и ордината. Чтобы лишить диск возможности перемещения по оси аппликата, необходимо наложить дополнительную геометрическую связи. В этом случае ось является опорной базой. Для деталей типа диск используется установочная, опорная и двойная опорная базы.
В начале процедуры базирование диск крепится на кулачках патрона. Торец детали обтачивают до кулачков. Внешнюю поверхность, оставшуюся необработанной, подрезают. Для достижения лучшей точности используется чистое обтачивание, во время которого заготовка крепится посредством прижима трения. Диск должен прижиматься либо к кулачкам патрона, либо к его оправе. Опорные базы детали размещаются максимально близко к обрабатываемой поверхности зубьев. Шестерни диска обрабатываются в сложенном состоянии на станках. При их базировании используются инструменты – монеты.
По лишаемым степеням свободы
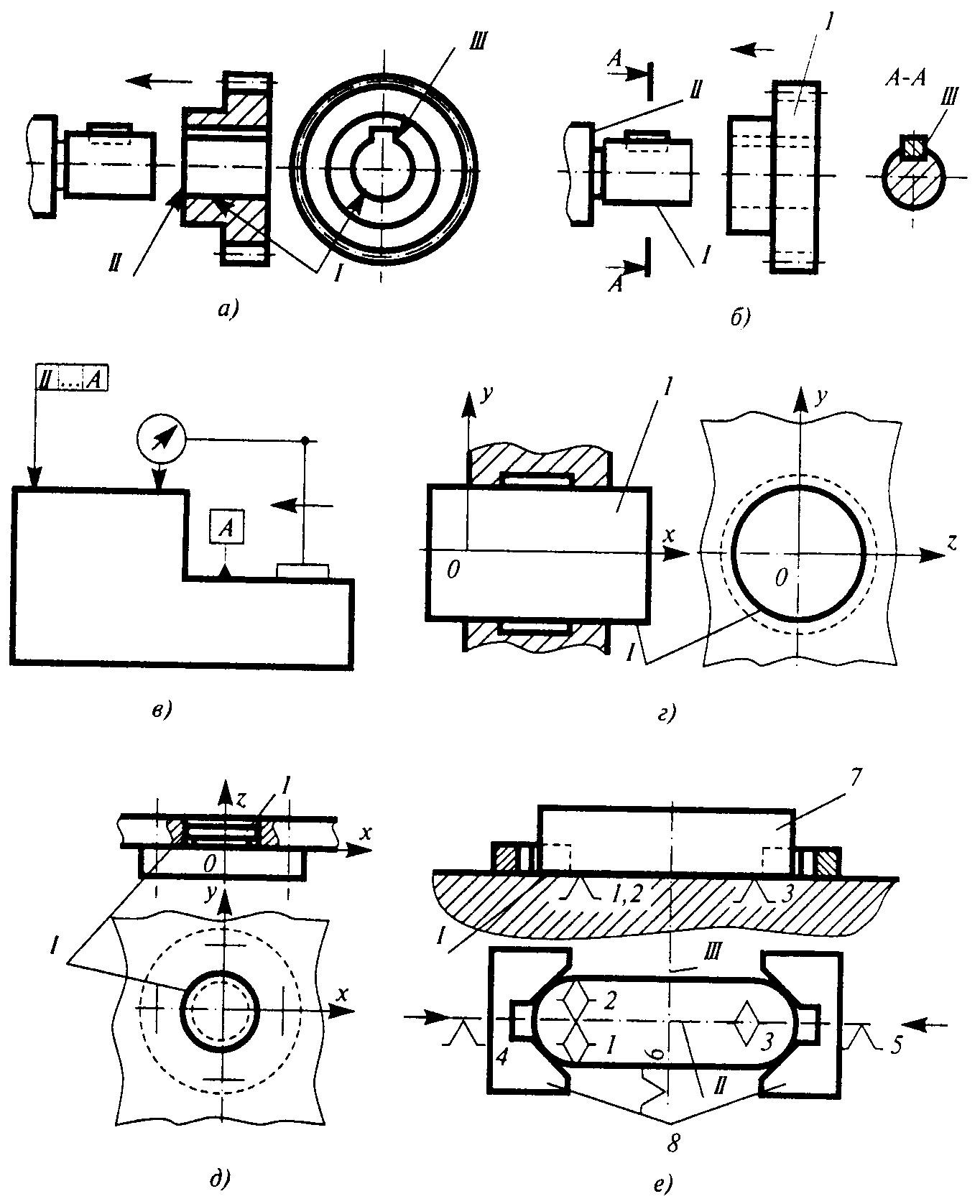
18. Установочная база
D. Auflagebasis Е. Setting base
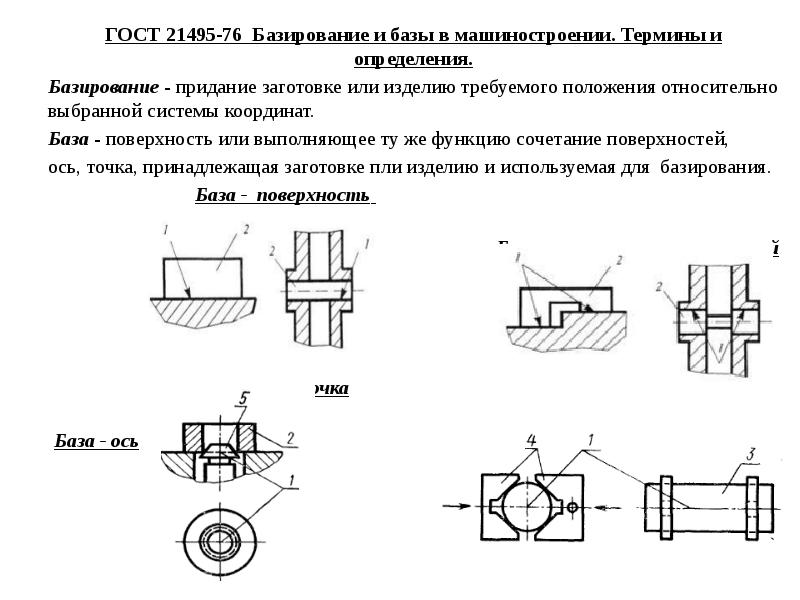
База, используемая для наложения на заготовку или изделие связей, лишающих их трех степеней свободы — перемещения вдоль одной координатной оси и поворотов вокруг двух других осей
I — установочная база заготовки, лишающая ее перемещения вдоль оси и поворотов вокруг осей и ; II — направляющая база заготовки, лишающая ее перемещения вдоль оси и поворота вокруг оси ; III — опорная база заготовки, лишающая ее перемещения вдоль оси ; 1 — заготовка; 2 — опоры приспособления.
19. Направляющая база
D. Anlagebasis Е. Guiding base
База, используемая для наложения на заготовку или изделие связей, лишающих их: двух степеней свободы — перемещения вдоль одной координатной оси и поворота вокруг другой оси
20. Опорная база
D. Е. Resting base
База, используемая для наложения на заготовку или изделие связей, лишающих их одной степени свободы — перемещения вдоль одной координатной оси или поворота вокруг оси
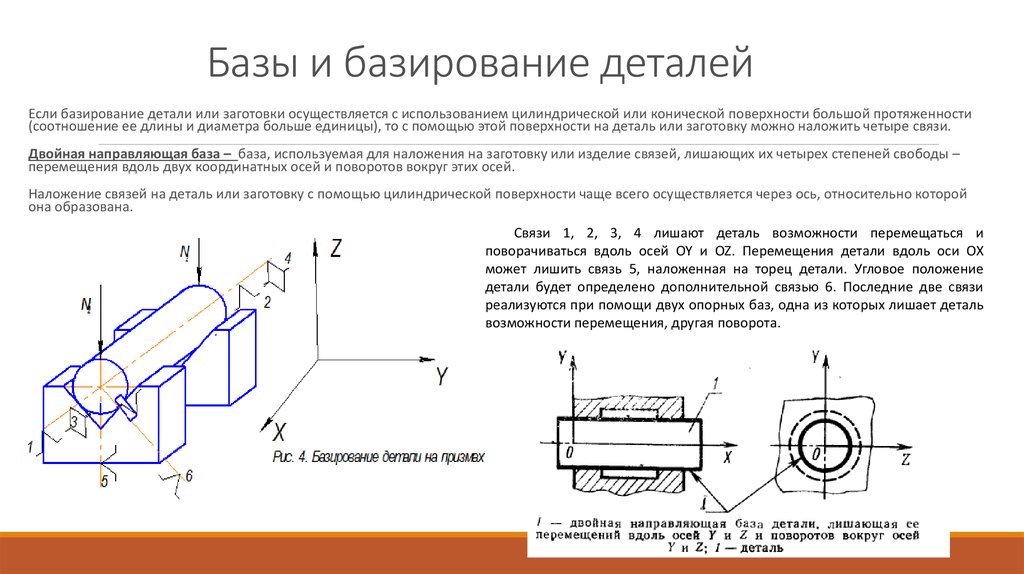
21. Двойная направляющая база
D. Doppelte Anlagebasis Е. Double guiding base
База, используемая для наложения на заготовку или изделие связей, лишающих их четырех степеней свободы — перемещений вдоль двух координатных осей и поворотов вокруг этих осей
I — двойная направляющая база детали, лишающая ее перемещений вдоль осей и и поворотов вокруг осей и ; 1 — деталь
22. Двойная опорная база
D. Doppelte Е. Double resting base
База, используемая для наложения на заготовку или изделие связей, лишающих их двух степеней свободы — перемещений вдоль двух координатных осей
I — двойная опорная база детали, лишающая ее перемещений вдоль осей и ; 1 — деталь
ПРИЛОЖЕНИЕ 2 (справочное). РАСПРОСТРАНЕННЫЕ СХЕМЫ БАЗИРОВАНИЯ ДЕТАЛЕЙ
ПРИЛОЖЕНИЕ 2 Справочное
| Схема установки | Теоретическая схема базирования |
| Установка заготовки по плоскости основания и двум боковым сторонам | |
| Установка заготовки по плоскости (на магнитной плите) | |
| Установка заготовки по плоскости и двум отверстиям | |
| Установка вала в трехкулачковом самоцентрирующем патроне | |
| 7 — штангенциркуль | |
| Установка диска в трехкулачковом самоцентрирующем патроне | |
| Установка вала в центрах | |
| 7 — общая ось центровых отверстий | |
| Установка вала в призме | |
| Установка втулки на цилиндрической оправке (с зазором) | |
| Установка втулки на разжимной оправке (без зазора) | |
| Установка на станке заготовки корпусной детали с выверкой ее положения по разметочным рискам | |
| Установка заготовки по обрабатываемой поверхности при бесцентровом врезном шлифовании | |
| 7 — заготовка; 8 — ведущий круг; 9 — опора; 10 — шлифующий круг; 11 — продольный упор. |
Примечание. На теоретических схемах базирования арабскими цифрами 1-6 обозначены опорные точки.
Приложение А (справочное). к пунктам стандарта
Приложение А (справочное)
3.1.1 Документ используют по его назначению в соответствующей предметной области. Документ может храниться и передаваться в пространстве и времени. Документ логически состоит из двух частей: содержательной, включающей информацию, ради распространения и сохранения которой создан документ, и реквизитной, включающей сведения (признаки), по которым документ может быть идентифицирован и авторизован. Носитель может быть бумажным (бумага, калька и т.п.) и электронным (магнитные ленты, диски, оптические диски, карты флэш-памяти и др.) или комбинацией различных носителей. В зависимости от вида носителя различают соответственно бумажный, электронный и комбинированный документы.
3.1.2 К конструкторским документам относятся графические, текстовые, аудиовизуальные (мультимедийные) и иные документы, установленные стандартами ЕСКД, содержащие информацию об изделии, необходимую для его проектирования, разработки, изготовления, контроля, приемки, эксплуатации, ремонта (модернизации) и утилизации.
3.1.3 Техническое содержание определяется способом представления информации об изделии, определяющим требованиями к объему информации при выполнении графических, текстовых, аудиовизуальных (мультимедийных) и иных документов, установленных стандартами ЕСКД. Элементы оформления в содержательную часть электронного конструкторского документа не входят. Элементы оформления — комплексное понятие, определяющее: — способ отображения реквизитов и атрибутов КД; — формы и размеры граф основной надписи и дополнительных граф к ней, размеры рамок и т.д.; — применение типовых форм, предусмотренных стандартами ЕСКД. Конкретный состав и свойства элементов оформления определяются видом (назначением) конструкторского (электронного или бумажного) документа, нормативными документами (межгосударственными, национальными, отраслевыми стандартами) и правилами системы документооборота (управления документами), принятыми на предприятии (в организации).
3.1.4 Основными элементами реквизитной части являются наборы реквизитов (атрибутов) и их значения, структурированные по назначению. Следует предусматривать обработку реквизитной части электронного КД программными средствами для решения задач на последующих стадиях ЖЦ изделия (например, при подготовке производства для изготовления изделия).
3.1.6 Бумажный КД выполняют с целью использования или обработки (понимания) преимущественно человеком. Установленные подписи в бумажном конструкторском документе выполняют собственноручно.
3.1.10 Электронный КД выполняют с целью обработки преимущественно с помощью средств вычислительной техники. Установленные подписи в электронном конструкторском документе выполняют в виде электронной подписи. Допускается заменять применение электронной подписи выполнением сопроводительного бумажного документа, включающего требуемый набор реквизитов, по которым документ может быть идентифицирован, и собственноручные установленные подписи, по которым документ может быть авторизован и которыми он удостоверен.
4.4 В составе штрихкода дополнительно могут быть использованы и другие реквизиты. При разработке конструкторской документации по заказам Министерства обороны перечень дополнительных реквизитов должен быть согласован с заказчиком (представительством заказчика). Штрихкод на бумажном документе рекомендуется размещать в правом нижнем углу поля формата документа над основной надписью. При визуализации электронного документа следует предусматривать автоматизированную обработку штрихкода программными средствами.
УДК 002:62:06.354 | МКС 01.110 | Т52 | ОКСТУ 0002 |
Ключевые слова: конструкторская документация, область применения, назначение стандартов, область распространения, классификация стандартов ЕСКД, обозначение стандартов ЕСКД |
Электронный текст документа подготовлен АО «Кодекс» и сверен по: официальное издание М.: Стандартинформ, 2018
Редакция документа с учетом изменений и дополнений подготовлена АО «Кодекс»
7 Обозначение стандартов Единой системы конструкторской документации
7.1 Обозначение стандартов ЕСКД — согласно ГОСТ 1.0.
7.2 Обозначение стандарта состоит из: — индекса стандарта — ГОСТ; — цифры 2, присвоенной комплексу стандартов ЕСКД; — цифры (после точки), обозначающей номер группы стандартов в соответствии с таблицей 1; — двузначного числа, определяющего порядковый номер стандарта в данной группе; — четырех цифр (после тире), указывающих год утверждения стандарта. В стандартах, утвержденных до 2000 года, указаны две последние цифры года. Пример обозначения ГОСТ 2.316-2008 Единая система конструкторской документации. Правила нанесения надписей, технических требований и таблиц на графических документах:
Схемы базирования
Схемой базирования называется чертеж, где с помощью графического изображения указывается местоположение опорных точек устанавливаемого изделия на поверхностях базирования. Базы подразделяются на следующие подвиды:
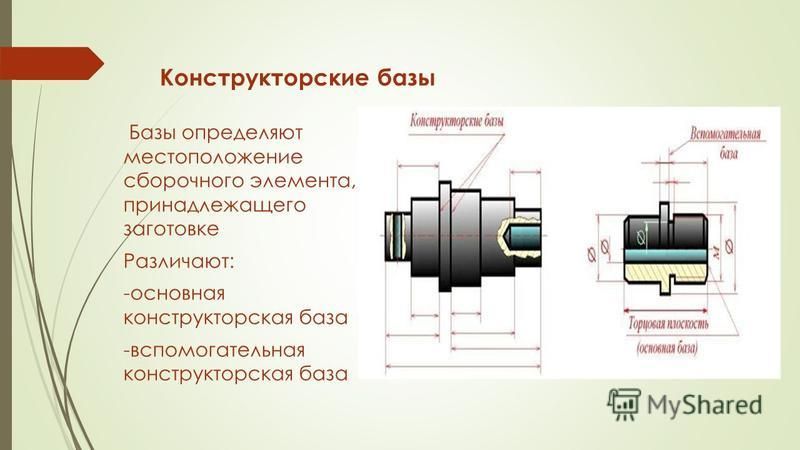
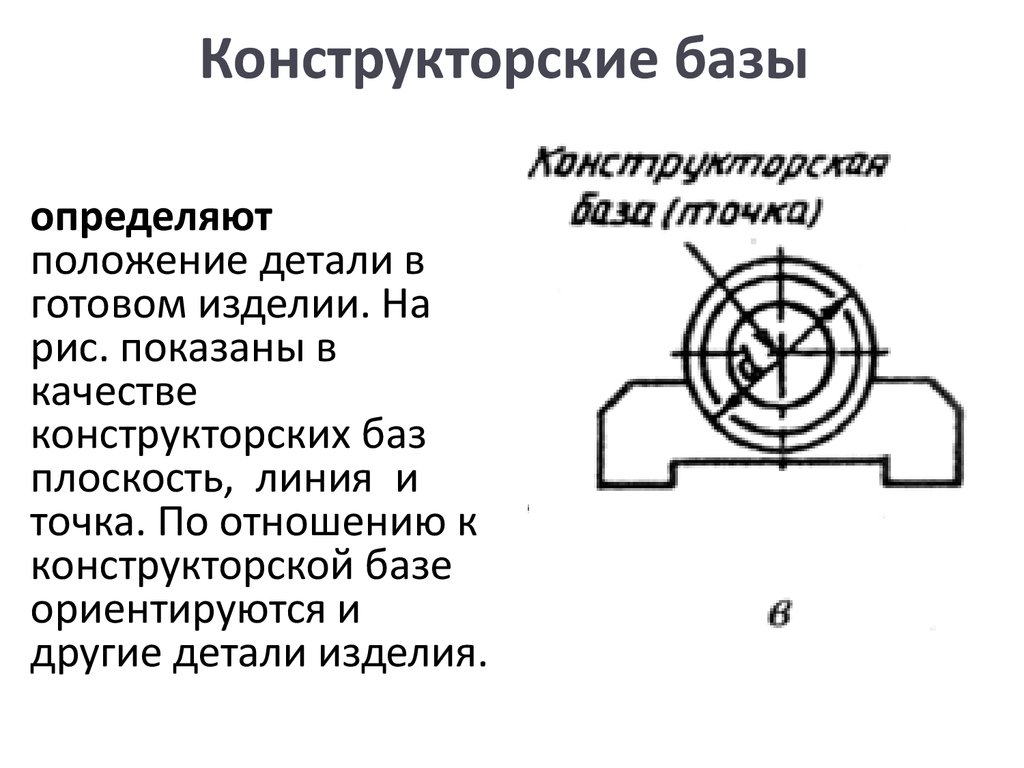
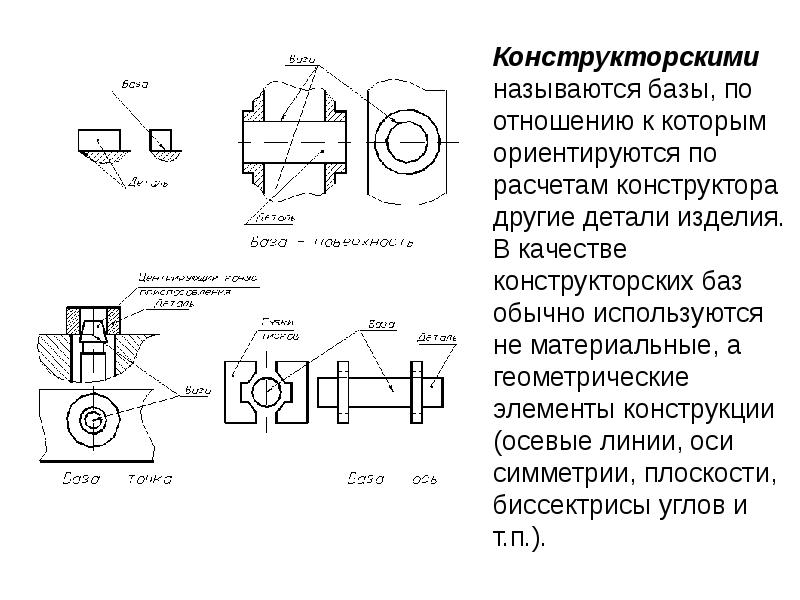
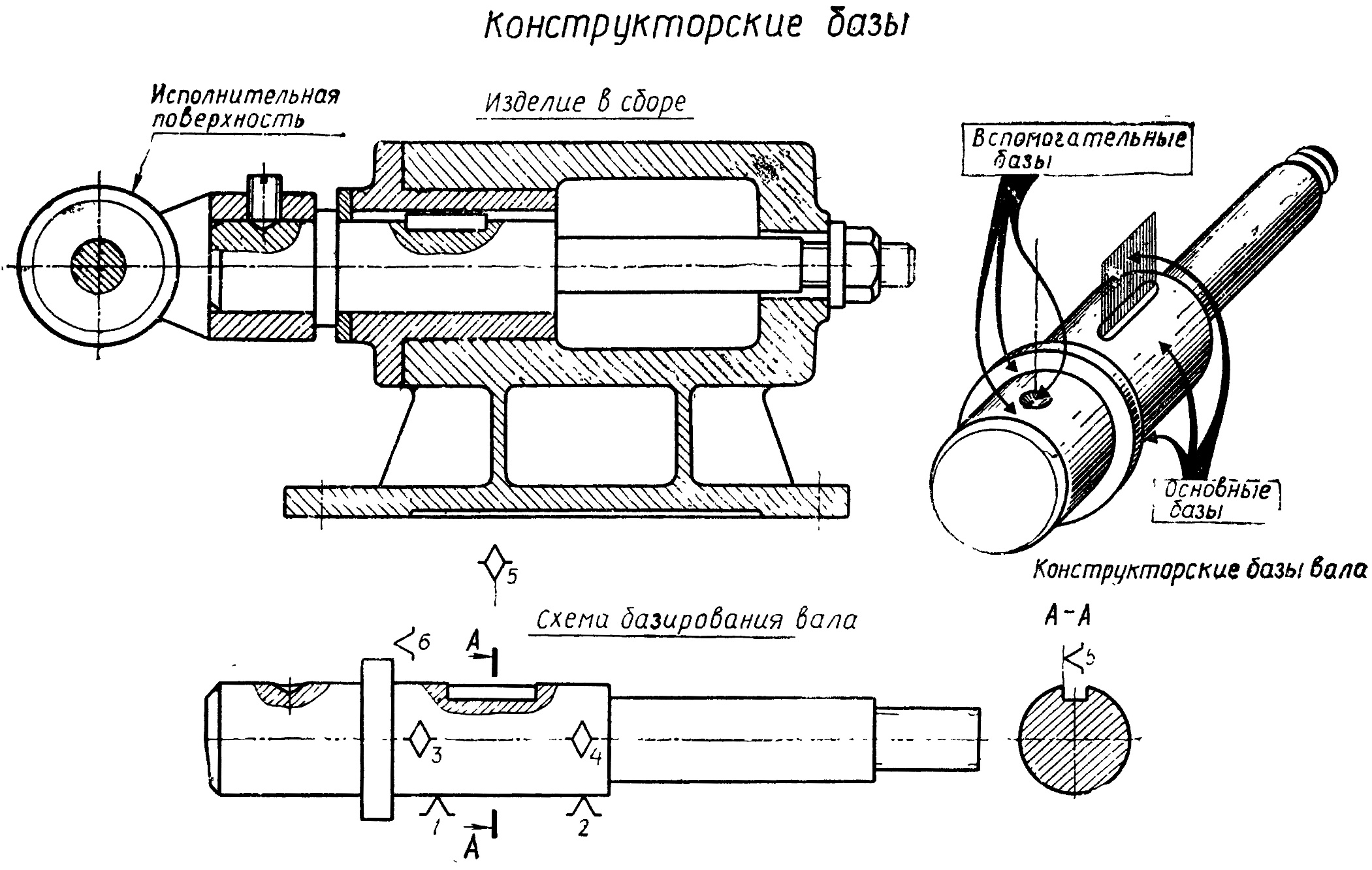
- Конструкторские: определяют местоположение сборочного элемента, принадлежащего заготовке.
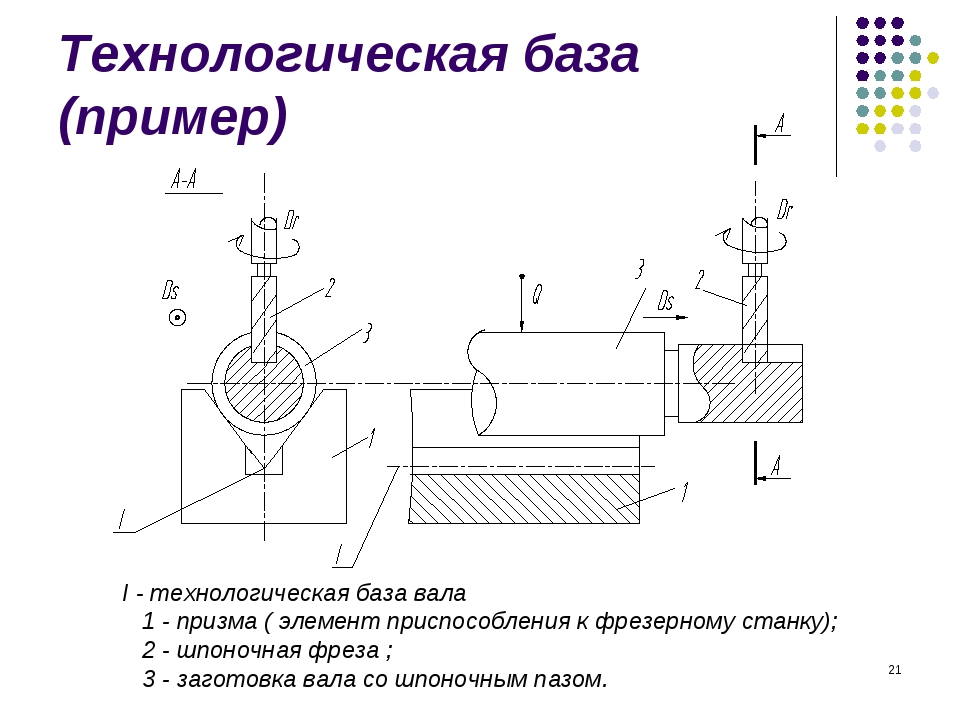
- Технологические: указывают относительное местонахождение детали во время ее обработки, эксплуатации или ремонтирования.
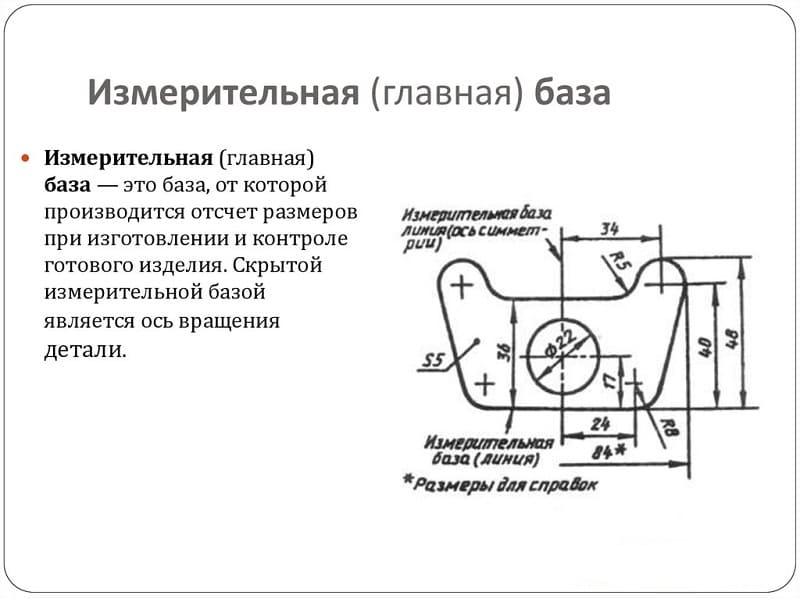
- Измерительные: находят месторасположение изделия и элементов измерения.
База может лишать обрабатываемый объект от 1 до 3 степеней свободы, что исключает возможность его передвижения в координатной системе. На схемах она обозначается в виде мнимой или реальной плоскости. Базы выбираются во время проектирования изделия и используется при изготовлении и последующей обработке заготовки.
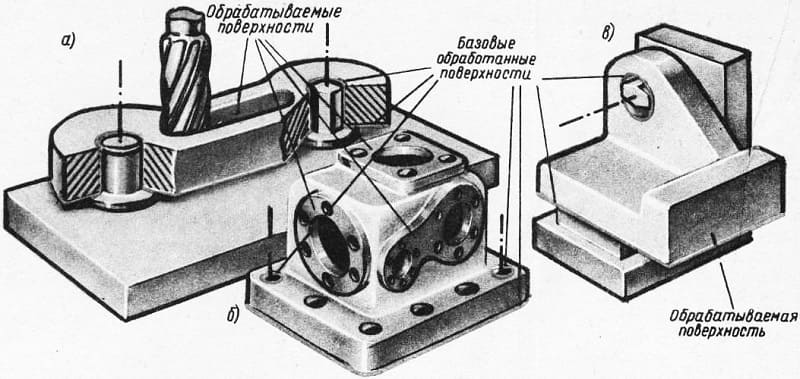
При выборе базовых поверхностей применяются принципы совмещения и постоянства базовых поверхностей. В виде технологических баз выступают одинаковые поверхности заготовки. Во время наложения баз возникает небольшое отклонение детали. Для поддержания данных принципов на изделиях образуют несколько вспомогательных поверхностей: отверстия в деталях корпуса и обработанные отверстия. Если принципы не соблюдаются, то берется обработанная поверхность, выступающая в качестве новой базы. Она улучшает точность и жесткость расположения детали.



![§ 26. выбор баз и приспособления к станкам [1968 орнис н.м. - основы механической обработки металлов]](https://domdetaley.ru/wp-content/uploads/a/1/1/a115366e6fb6cfb5b92087e9933e3701.jpeg)

На схеме базирования все точки имеют собственную нумерацию. Во время наложения геометрических поверхностей изображается точка, вокруг которой указываются номерные знаки совмещенных точек. Процесс нумерации осуществляется с основной базы, концентрирующей на себе наибольшее число точек опоры.
При нанесении графических обозначений на схему должно быть изображено наименьшее количество проекций детали, достаточных для изображения основных точек опоры. Также на ней необходимо изобразить установочные элементы, служащих для закрепления детали: зажимы и цанговые патроны.
Построение схемы базирования производится по правилу шести точек. Оно заключается в лишении заготовки 6 степеней свободы при помощи использования наборов из 3 баз с 6 точками опоры. С его помощью происходит одновременное наложение 6 двухсторонних геометрических связей, что обеспечивает полную неподвижность детали. Если осуществляется базирование конической заготовки, то для обеспечения ее устойчивого положения необходимо применять набор из 2 базовых поверхностей.
При базировании изделий в промышленности используется способ автоматического получения размерных характеристик заданной точности на станках с предварительно установленными настройками. Установка упоров осуществляется от технологических базовых поверхностей заготовки. Во время этой процедуры используется набор из 3 баз. При этом также применяют полную схему базирования, лишая изделие 6 степеней свободы.
Схемы для определения местоположения детали подразделяются на следующие категории:
- Базирование детали по торцу и отверстию, образующими 5 точек опоры. Этот вид схемы базирования упрощает процесс определения местоположения заготовки. Он широко применяется при обработке моторов-редукторов и скоростных коробок.
- Базирование изделия по плоскости, отверстию и торцу. В этом случае оси установочных элементов детали параллельны базовой поверхности. Посредством этой категории схем осуществляется полное базирование. Отличительной особенностью этого вида базирования является высокая точность размещения отверстий.
- Базирование по 2 отверстиям, пересекающимся с плоскостью под углом в 90°. Данный вид схемы позволяет применять принцип постоянства во время производственных процессов и осуществлять закрепление заготовок на автоматических линиях.
Применение схем зависит от величины диаметра и местоположения отверстий, а также от расстояния между обрабатываемыми поверхностями.
Обозначение изделий и конструкторских документов
ГОСТ 2.201-80 устанавливает единую обезличенную классификационную систему обозначения изделий основного и вспомогательного производства и их конструкторских документов всех отраслей промышленности. Обозначение изделия имеет вид:
АБВГ.XXXXXX.XXX-XX.XX
где АБВГ — четырехзначный буквенный код организации-разработчика изделия; XXXXXX — шестизначный числовой код классификационной характеристики согласно классификатору ЕСКД; XXX — трехзначный числовой регистрационный номер; -XX — двух- или трехзначный порядковый номер исполнения (только при групповом исполнении); .XX — дополнительный двухзначный номер исполнения (только при групповом исполнении).
Обозначение основного конструкторского документа совпадает с обозначением изделия.
Обозначение неосновного документа состоит из обозначения изделия и кода документа, например СБ — код сборочного чертежа, Э3 — код схемы электрической принципиальной. Код документа не может содержать больше четырёх знаков.
4 Основные нормативные положения
4.1 ЕСКД — комплекс стандартов, устанавливающих взаимосвязанные правила, требования и нормы по разработке, оформлению и обращению конструкторской документации, разрабатываемой и применяемой на всех стадиях ЖЦ изделия. _______________ Конструкторская документация является товаром и на нее распространяются все нормативно-правовые акты, как на товарную продукцию.
4.2 Основное назначение стандартов ЕСКД состоит в установлении единых оптимальных правил, требований и норм выполнения, оформления и обращения конструкторской документации, которые обеспечивают: — применение современных методов и средств при реализации процессов ЖЦ изделия; — взаимообмен конструкторской документацией без ее переоформления; — безбумажное представление информации и использование электронной цифровой подписи; — необходимую комплектность конструкторской документации; — автоматизацию обработки КД и содержащейся в них информации; — высокое качество изделий; — наличие в конструкторской документации требований, обеспечивающих безопасность использования изделий для жизни и здоровья потребителей, окружающей среды, а также предотвращение причинения вреда имуществу; — расширение унификации и стандартизации при проектировании изделий и разработке конструкторской документации; — проведение сертификации изделий; — сокращение сроков и снижение трудоемкости подготовки производства; — правильную эксплуатацию изделий; — оперативную подготовку документации для быстрой переналадки действующего производства; — создание и ведение единой информационной базы; — гармонизацию стандартов ЕСКД с международными стандартами (ИСО, МЭК) в области конструкторской документации; — информационную поддержку ЖЦ изделия.
4.3 КД могут быть выполнены как бумажный КД и/или как электронный КД. Виды, комплектность и выполнение КД (бумажное или электронное) устанавливает разработчик, если иное не оговорено ТЗ (либо другим заменяющим документом). Для изделий, разрабатываемых по заказу Министерства обороны, эти решения должны быть согласованы с заказчиком (представительством заказчика).
4.4 Допускается дополнительно идентифицировать конструкторские документы с применением штрихкода. При этом в качестве реквизитов штрихкода следует использовать коды страны, организации-разработчика (держателя подлинника) и обозначение документа, его версии и присвоенной ему литеры*.
Комплектность конструкторской документации
В зависимости от комплектности (полноты) комплекта конструкторских документов следует различать:
- основной конструкторский документ;
- основной комплект конструкторских документов;
- полный комплект конструкторских документов.
Основной комплект конструкторских документов изделия объединяет конструкторские документы, относящиеся ко всему изделию (составленные на все данное изделие в целом), например, сборочный чертеж, принципиальная электрическая схема, технические условия, эксплуатационные документы. Конструкторские документы составных частей в основной Комплект документов изделия не входят.
Полный комплект конструкторских документов изделия составляют (в общем случае) из следующих документов:
- основного комплекта конструкторских документов на данное изделие;
- основных комплектов конструкторских документов на все составные части данного изделия, примененные по своим основным конструкторским документам.
В состав комплекта КД на изделие или его составную часть обязательно входит основной конструкторский документ, который полностью и однозначно определяет данное изделие и его состав. За основные конструкторские документы принимают: для деталей — чертеж детали; для сборочных единиц, комплексов и комплектов — спецификацию.
7 Обозначение стандартов Единой системы конструкторской документации
7.1 Обозначение стандартов ЕСКД — согласно ГОСТ 1.0.
7.2 Обозначение стандарта состоит из: — индекса стандарта — ГОСТ; — цифры 2, присвоенной комплексу стандартов ЕСКД; — цифры (после точки), обозначающей номер группы стандартов в соответствии с таблицей 1; — двузначного числа, определяющего порядковый номер стандарта в данной группе; — четырех цифр (после тире), указывающих год утверждения стандарта. В стандартах, утвержденных до 2000 года, указаны две последние цифры года. Пример обозначения ГОСТ 2.316-2008 Единая система конструкторской документации. Правила нанесения надписей, технических требований и таблиц на графических документах:
6 Состав и классификация стандартов Единой системы конструкторской документации
6.1 Межгосударственные стандарты ЕСКД распределяют по классификационным группам, приведенным в таблице 1. Таблица 1
Номер группы | Наименование классификационной группы стандартов | Номер группы | Наименование классификационной группы стандартов |
Общие положения | 5 | Правила изменения и обращения конструкторской документации | |
1 | Основные положения | 6 | Правила выполнения эксплуатационной и ремонтной документации |
2 | Классификация и обозначение изделий и конструкторских документов | 7 | Правила выполнения схем |
3 | Общие правила выполнения чертежей | 8 | Правила выполнения документов при макетном методе проектирования |
4 | Правила выполнения чертежей различных изделий | 9 | Прочие стандарты |
6.2 Перечень стандартов, входящих в ЕСКД, приведен в указателе стандартов, публикуемом в установленном порядке.

5.1 Изделия по конструктивно-функциональным характеристикам
5.1.1 Устанавливаются следующие виды изделий по конструктивно-функциональным характеристикам: деталь, сборочная единица, комплекс и комплект.
5.1.2 Деталь – изделие, изготовленное из однородного по наименованию и марке материала, без применения сборочных операций, например валик из одного куска металла; литой корпус; пластина из биметаллического листа; печатная плата; маховичок из пластмассы (без арматуры); отрезок кабеля или провода заданной длины. Эти же изделия, подвергнутые покрытиям (защитным или декоративным), независимо от вида, толщины и назначения покрытия, или изготовленные с применением местной сварки, пайки, склейки, сшивки и т. п., например винт, подвергнутый хромированию; трубка, спаянная или сваренная из одного куска листового материала; коробка, склеенная из одного куска картона.
5.1.3 Сборочная единица – изделие, составные части (СЧ) которого подлежат соединению между собой на предприятии-изготовителе сборочными операциями (свинчиванием, сочленением, клепкой, сваркой, пайкой, запрессовкой, развальцовкой, склеиванием, сшиванием, укладкой и т. п.), например автомобиль, станок, телефонный аппарат, микромодуль, редуктор, сварной корпус, маховичок из пластмассы с металлической арматурой.
К сборочным единицам, при необходимости, также относят:
а) изделия, для которых конструкцией предусмотрена разборка их на составные части;
б) совокупность сборочных единиц и/или деталей, имеющих общее функциональное назначение и совместно устанавливаемых на предприятии-изготовителе в другой сборочной единице, например электрооборудование станка, автомобиля, самолета; набор составных частей для установки врезного замка (замок, запорная планка, ключи);
в) совокупность сборочных единиц и/или деталей, имеющих общее функциональное назначение, совместно уложенных на предприятии-изготовителе в укладочные средства (футляр, коробку и т. п.), которые предусмотрено использовать вместе с уложенными в них изделиями, например набор чертежных инструментов (готовальня), набор концевых плоскопараллельных мер длины;
г) упаковочную единицу, представляющую изделие, создаваемое в результате соединения упаковываемой продукции с упаковкой.
5.1.4 Комплекс – два и более специфицированных изделия, не соединенных на предприятии-изготовителе сборочными операциями, но предназначенных для выполнения взаимосвязанных эксплуатационных функций.
Каждое из этих специфицированных изделий, входящих в комплекс, служит для выполнения одной или нескольких основных функций, установленных для всего комплекса, например цех-автомат; завод-автомат, автоматическая телефонная станция, бурильная установка; изделие, состоящее из метеорологической ракеты, пусковой установки и средств управления; корабль.
В комплекс, кроме изделий, выполняющих основные функции, могут входить детали, сборочные единицы и комплекты, предназначенные для выполнения вспомогательных функций, например детали и сборочные единицы, предназначенные для монтажа комплекса на месте его эксплуатации; комплект запасных частей, укладочных средств, тары и др.
5.1.5 Комплект – два и более изделия, не соединенных на предприятии-изготовителе сборочными операциями и представляющих набор изделий, имеющих общее эксплуатационное назначение вспомогательного характера, например: комплект запасных частей, комплект инструмента и принадлежностей, комплект измерительной аппаратуры, комплект упаковочной тары и т. п.
К комплектам также относят сборочную единицу или деталь, поставляемую вместе с набором других сборочных единиц и/или деталей, предназначенных для выполнения вспомогательных функций при эксплуатации этой сборочной единицы или детали, например осциллограф в комплекте с укладочным ящиком, запасными частями, монтажным инструментом, сменными частями.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 изделие: Предмет или набор предметов производства, подлежащих изготовлению в организации (на предприятии) по конструкторской документации.
Примечания
1 Изделиями могут быть: устройства, средства, машины, агрегаты, аппараты, приспособления, оборудование, установки, инструменты, механизмы, системы и др.
2 Число изделий может измеряться в штуках (экземплярах).
3 К изделиям допускается относить завершенные и незавершенные предметы производства, в том числе заготовки.
3.2 составная часть изделия; СЧ: Изделие, выполняющее определенные функции в составе другого изделия.
Примечание – Понятие «Составная часть изделия» следует применять в отношении конкретного изделия, в состав которого оно входит. СЧ может быть любым видом изделия по конструкторско-функциональным характеристикам (деталь, сборочная единица, комплекс и комплект).
2 Нормативные ссылки
В настоящем стандарте использована нормативная ссылка на ГОСТ 1.0-92 Межгосударственная система стандартизации. Основные положения. Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
8 Внедрение стандартов Единой системы конструкторской документации
8.1 Внедрение стандартов ЕСКД осуществляют в соответствии с установленным порядком для межгосударственных стандартов.
8.2 При внедрении новых, пересмотренных и измененных стандартов ЕСКД конструкторскую документацию, разработанную до введения в действие этих стандартов, допускается не переоформлять. Для конструкторской документации на изделия, разработанные по заказу Министерства обороны, это решение необходимо согласовывать с заказчиком (представительством заказчика). При переиздании КД (выпуске новых подлинников) и передаче подлинников другой организации следует учитывать требования новых, пересмотренных и измененных стандартов ЕСКД.
8.3 При использовании ранее разработанной КД в новых разработках вопрос о внесении в такую документацию изменений, связанных с введением новых, пересмотренных и измененных стандартов ЕСКД, решает организация-разработчик либо держатель подлинников. Для КД на изделия, разработанные по заказу Министерства обороны, это решение необходимо согласовывать с заказчиком (представительством заказчика).
8.4 В случае передачи другой организации дубликатов или копий КД вопрос о внесении в подлинники (дубликаты и копии, принятые на абонементное обслуживание) изменений, связанных с внедрением новых, пересмотренных и измененных стандартов ЕСКД, а также выполнение передаваемых КД (бумажное и/или электронное), решается по согласованию между предприятием, передающим документы, и предприятием, принимающим их.
8.5 В КД допускается указывать ссыпки на другие КД, стандарты и технические условия на материалы (вещества). Допускается указывать ссылки на стандарты организаций при условии, что они однозначно определяют соответствующие требования к изделию. Допускается указывать ссылки на технологические инструкции, выполненные по стандартам Единой системы технологической документации, когда требования, установленные этими инструкциями, являются единственными, гарантирующими требуемое качество изделий. На изделия, разрабатываемые по заказу Министерства обороны, стандарты организаций должны быть согласованы с заказчиком (представительством заказчика). КД, стандарты организаций и технологические инструкции, на которые приводят ссылки, подлежат передаче другой организации вместе с комплектом КД, при этом выполнение передаваемых ссылочных документов (бумажное и/или электронное) должно соответствовать выполнению документов, входящих в комплект, либо быть согласовано с этой организацией.
Виды баз
Деление на классы осуществляется по установленным признакам:
- назначению и области применения;
- количеству фиксированных независимых координат в направлении которых осуществляется вращение или перемещение совокупности точек на поверхности (они именуются степенями свободы);
- по степени открытости;
- особенностям применения.
По назначению применяются четыре вида баз:
- конструкторские;
- технологические;
- настроечные;
- измерительные.
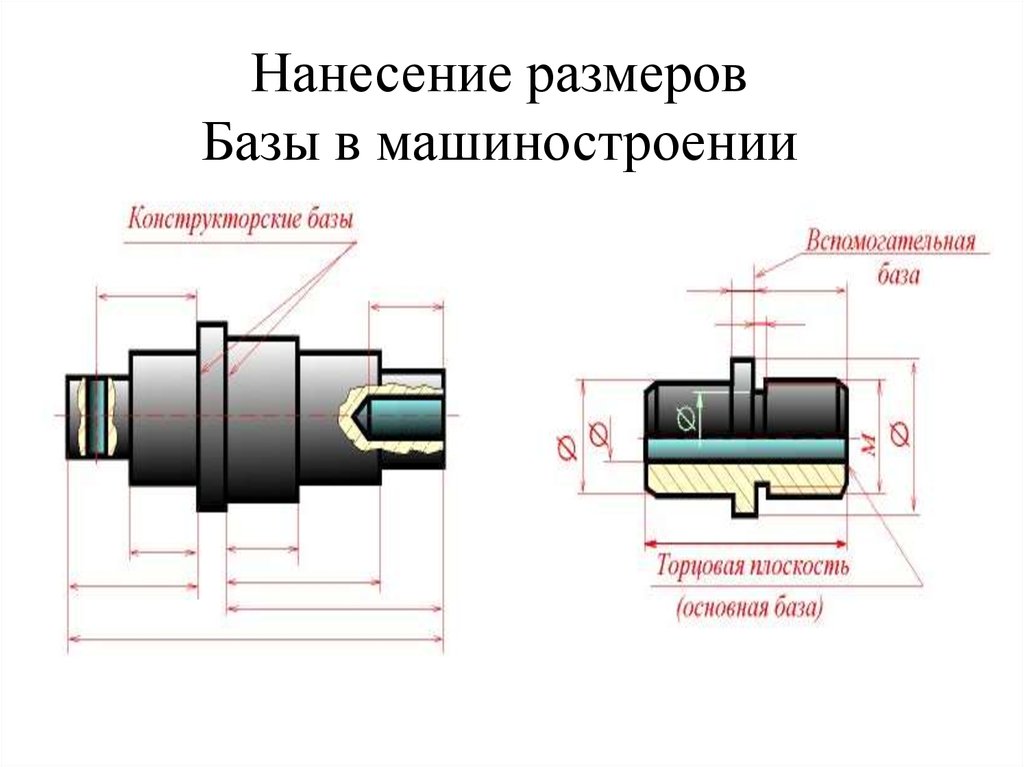
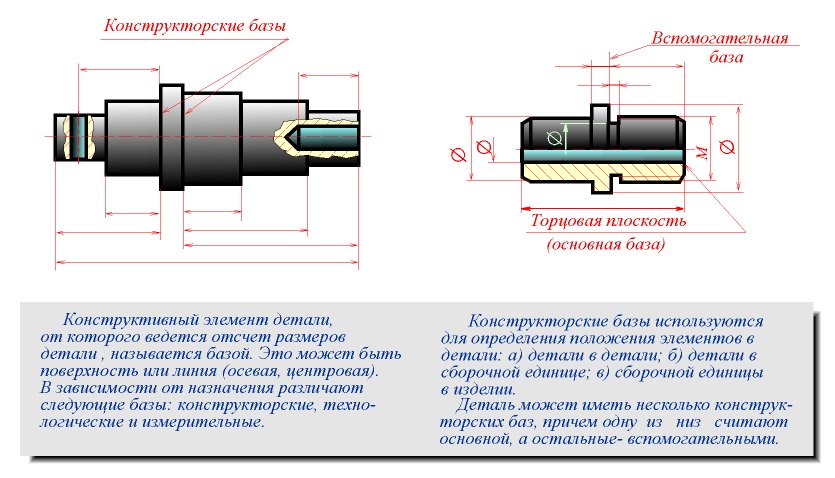
Первый тип позволяет задать трёхмерную систему координат и расположить в ней весь агрегат с подробным описанием всей конструкции. Поэтому её называют конструкторская база. Она делится на две основные категории. Первая называется основной, вторая — вспомогательной. Каждая из них указывает точное место расположения детали.
Для определения параметров каждой детали, входящей в конструкцию агрегата, составляется технологическая база. В теории машиностроения рассматривают следующие виды технологических баз:
- настроечные;
- проверочные.
Настроечные и проверочные технологические базы составляются на этапе проектирования и подготовки изделия к ремонту. В технологии машиностроения разработаны примеры составления технологических баз. Они включают технологическую последовательность обрабатывающих операций. Для проведения проверки параметров после изготовления деталей составляется измерительная база.

Не всегда в процессе производства необходимы все шесть степеней свободы. При технологической необходимости отдельные из них можно зафиксировать. С этой целью используются базы:
- установочная;
- направляющая (одинарная или двойная);
- опорная (одинарная или двойная);
По степени проявления: скрытая или явная.
Кроме перечисленной классификации в производстве применяют так называемые искусственные, черновые и чистовые системы. При составлении полного названия признаки, характеризующие принадлежность базы записываются в установленной последовательности. На первом месте располагается наименование (назначение). Вторым указывается название, уточняющее ограничение количества степеней свободы. На третьем записывается, как она проявляется. Например, можно встретить такие термины: «Технологическая направляющая скрытая база», «Измерительная опорная база».





